JP5451400B2 - 切り刃インサート、工具ホルダ及びこれらに関連する方法 - Google Patents
切り刃インサート、工具ホルダ及びこれらに関連する方法 Download PDFInfo
- Publication number
- JP5451400B2 JP5451400B2 JP2009545548A JP2009545548A JP5451400B2 JP 5451400 B2 JP5451400 B2 JP 5451400B2 JP 2009545548 A JP2009545548 A JP 2009545548A JP 2009545548 A JP2009545548 A JP 2009545548A JP 5451400 B2 JP5451400 B2 JP 5451400B2
- Authority
- JP
- Japan
- Prior art keywords
- radial
- cutting
- main
- cutting edge
- cutting blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 532
- 238000000034 method Methods 0.000 title claims abstract description 18
- 230000002093 peripheral effect Effects 0.000 claims abstract description 24
- 238000005304 joining Methods 0.000 claims description 6
- 238000003801 milling Methods 0.000 description 24
- 239000000463 material Substances 0.000 description 19
- 238000003754 machining Methods 0.000 description 9
- 238000013461 design Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- 208000029152 Small face Diseases 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000010970 precious metal Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000011002 quantification Methods 0.000 description 1
- 238000004445 quantitative analysis Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910000601 superalloy Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/06—Face-milling cutters, i.e. having only or primarily a substantially flat cutting surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
- B23C5/205—Plate-like cutting inserts with special form characterised by chip-breakers of special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0433—Parallelogram
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/08—Rake or top surfaces
- B23C2200/085—Rake or top surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/12—Side or flank surfaces
- B23C2200/125—Side or flank surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/12—Side or flank surfaces
- B23C2200/125—Side or flank surfaces discontinuous
- B23C2200/126—Side or flank surfaces discontinuous stepped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
- B23C2200/208—Wiper, i.e. an auxiliary cutting edge to improve surface finish
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/28—Angles
- B23C2200/281—Negative rake angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/28—Angles
- B23C2200/283—Negative cutting angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/28—Angles
- B23C2200/286—Positive cutting angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/28—Angles
- B23C2200/287—Positive rake angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/36—Other features of the milling insert not covered by B23C2200/04 - B23C2200/32
- B23C2200/365—Lands, i.e. the outer peripheral section of rake faces
- B23C2200/366—Variable
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1908—Face or end mill
- Y10T407/1924—Specified tool shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/24—Cutters, for shaping with chip breaker, guide or deflector
- Y10T407/245—Cutters, for shaping with chip breaker, guide or deflector comprising concave surface in cutting face of tool
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Turning (AREA)
- Sampling And Sample Adjustment (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
LN<LTOP/4
LX<LTOP−LNの場合には、ΦRR−X>0
LX=LTOP−LNの場合には、ΦRR−X=0 式(1)
LX>LTOP−LNの場合には、ΦRR−X<0
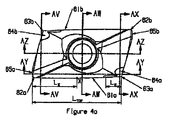
式中、LXは、頂面図内で、小面端縁65aから、ラジアル方向のすくい角ΦRR−Xが測定される主切り刃に沿った位置Xまでを測定した長さである
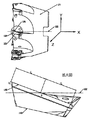
上記の関係は、図4d、4e及び4fの断面図によって示されており、これらは種々のラジアル方向のすくい角(ΦRR−X、X=1,2,3)の例を提供している。このような位置は、小コーナー刃先の近くの切り刃強度を高めながら、主切り刃の大部分に沿って確実な切断動作を維持する。図4b及び4cの切り刃インサートの実施形態においては、副切れ刃において支持された軸線方向のすくい角(ΦRR−X、X=1,2)は正である。しかしながら、ある種の他の可能な切り刃インサートの実施形態においては、当該軸線方向のすくい角は、正のラジアル方向のすくい角を有する部分と、負のラジアル方向のすくい角を有する部分とを含む変動するラジアル方向のすくい角であっても良い。
式中、L1は、図8において拡大図で示されているように、切り刃の始まる点D1から中間点Dまでを測定した主切り刃125の長さであり、L2は、中間点Dから切り刃の端部位置D2までを測定した主切り刃125の長さであり、Lは、主切り刃125の全長である。妥当な製造公差が上の式に当てはまる。
ΦRC−D1=ΦRC−D2 式(3)
式中、ΦRC−D1は、点Pに中心を有するラジアル方向面内の切り刃の開始点D1とラジアル方向の中心線133との間に形成されたラジアル方向の切削角であり、ΦRC−D2は、Pに中心を有するラジアル方向面内の切り刃端部の点D2とラジアル方向の中心線133との間に形成されているラジアル方向の切削角である。妥当な製造公差が上記の式にもまた当てはまる。
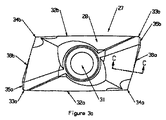
2 中心穴、
3 頂面、
4a,4b 主切り刃、
5a,5b 副切れ刃、
6a,6b 主コーナー刃先、
7a,7b 小コーナー刃先、
8 切り刃インサート、
9 頂面、
10 すくい切削面、
12a,12b 主コーナー刃先、
13a,13b 主切り刃、
14a,14b 小コーナー刃先、
15a,15b 副切れ刃、
16a,16b ラジアル方向の逃げ面、
17a,17b 軸線方向の逃げ面、
18a,18b 円錐形の逃げ面、
19a,19b 円錐形の逃げ面、
20 切り刃インサートの中心軸線、
27 切り刃インサート、
28 頂面、
30 底面、
31 中心穴、
32a,32b 主切り刃、
33a,33b 主コーナー刃先、
34a,34b 小コーナー刃先、
35a,35b 小面端縁、
36a,36b 副切れ刃、
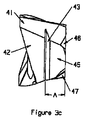
42 上方の第二の軸線方向の逃げ面、
43 切り欠き部、
45 下方の第二の軸線方向の逃げ面、
46,47 軸線方向の逃げ面、
51 上方ラジアル方向の逃げ面、
52 下方のラジアル方向の逃げ面、
53,54 ラジアル方向の逃げ面、
55 切欠き部、
61a,61b 主切り刃、
62a,62b 主コーナー刃先、
63a,63b 小コーナー刃先、
64a,64b 凹状面
Claims (38)
- 概して平行四辺形の切り刃インサートであり、
すくい切削面を備えている頂面と、
底面と、
各々が前記頂面と交差している第一及び第二の主要なラジアル方向の逃げ面と、
各々が前記頂面と交差し且つ前記第一の主要なラジアル方向の逃げ面と第二の主要なラジアル方向の逃げ面とを結合させている第一及び第二の小さいほうの軸線方向の逃げ面と、
前記頂面と前記第一の主要なラジアル方向の逃げ面との交差位置に設けられた主切り刃と、
正のラジアル方向のすくい角を有する部分と負のラジアル方向のすくい角を有する部分とを備えている前記主切り刃の長さに沿った可変のラジアル方向のすくい角と、を含み、
前記第一の主要なラジアル方向の逃げ面と第二の主要なラジアル方向の逃げ面とが、各々、少なくとも2つのラジアル方向の逃げ面を含んでおり、
前記第一の小さいほうの軸線方向の逃げ面と前記第二の小さいほうの軸線方向の逃げ面とが、各々、少なくとも2つの軸線方向の逃げ面を含んでおり、
前記ラジアル方向のすくい角は、前記主切り刃に対して直角な方向で測定したときに、前記底面に対して平行で且つ前記主切り刃と交差している頂面と、前記すくい切削面と、の間に形成されている、概して平行四辺形の切り刃インサート。 - 請求項1に記載の概して平行四辺形の切り刃インサートであり、
前記主切り刃のラジアル方向のすくい角が、前記主切り刃に沿って正のラジアル方向のすくい角から負のラジアル方向のすくい角まで変化していることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項1に記載の概して平行四辺形の切り刃インサートであり、
主コーナー刃先を更に含んでいることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項3に記載の概して平行四辺形の切り刃インサートであり、
前記主コーナー刃先の近くの前記主切り刃のラジアル方向のすくい角が正であることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項4に記載の概して平行四辺形の切り刃インサートであり、
前記ラジアル方向のすくい角が前記主切り刃に沿った少なくとも1つの点でゼロであることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項5に記載の概して平行四辺形の切り刃インサートであり、
前記ラジアル方向のすくい角が、前記主切り刃に沿ったただ1つの点においてゼロであることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項1に記載の概して平行四辺形の切り刃インサートであり、
正のラジアル方向のすくい角を有している前記主切り刃の部分の長さが、負のラジアル方向のすくい角を有している前記主切り刃の長さの少なくとも3倍長いことを特徴とする概して平行四辺形の切り刃インサート。 - 請求項1に記載の概して平行四辺形の切り刃インサートであり、
前記頂面と第一の主要なラジアル方向の逃げ面との交差位置に設けられた切り刃と、
前記頂面と第二の主要なラジアル方向の逃げ面との交差位置に設けられた切り刃と、を更に備え、
各切り刃が、当該切り刃の長さに沿って可変のラジアル方向のすくい角を含んでおり、前記主切り刃は、正のラジアル方向のすくい角を有している部分と、負のラジアル方向のすくい角を有している部分とを含んでいる、ことを特徴とする概して平行四辺形の切り刃インサート。 - 請求項8に記載の概して平行四辺形の切り刃インサートであり、
2つの副切れ刃であり、各々が、少なくとも第一の部分と第二の部分とを含み、前記第一の部分が前記底面に対して平行な小面端縁を含んでおり、前記第二の部分が前記第一の部分の小面端縁に対してある角度をなしている前記2つの副切れ刃、
を更に備えていることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項1に記載の概して平行四辺形の切り刃インサートであり、
2つの主コーナー刃先と2つの小コーナー刃先とを更に備え、主コーナー刃先の各々と小コーナー刃先の各々とは、主切り刃と副切れ刃とを結合させており、前記主コーナー刃先の各々がゆるやかに湾曲した刃先及び先端が切られた形状の刃先のうちの一方であることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項1に記載の概して平行四辺形の切り刃インサートであり、
前記少なくとも1つのラジアル方向の逃げ面が切欠き部を含んでいることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項1に記載の概して平行四辺形の切り刃インサートであり、
前記少なくとも1つのラジアル方向の逃げ面が、ラジアル方向の逃げ面全体を横切って延びている切欠き部を含んでいることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項1に記載の概して平行四辺形の切り刃インサートであり、
少なくとも1つの軸線方向の逃げ面が切欠き部を含んでいることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項13に記載の概して平行四辺形の切り刃インサートであり、
少なくとも1つの軸線方向の逃げ面が、軸線方向の逃げ面の少なくとも一部分を横切って延びている切欠き部を含んでいることを特徴とする概して平行四辺形の切り刃インサート。 - 外周切削工具であり、
少なくとも1つのインサートポケットを備えている工具ホルダと、
主切り刃を備えている概して平行四辺形の切り刃インサートであって、前記工具ホルダのインサートポケット内に配置されていて、主切り刃の中間点が前記工具ホルダの回転軸線を有する主要なラジアル平面内に配置されるように位置決めされており、前記インサートポケットの底面を含む支持面が、前記工具ホルダの回転軸線を有している二次ラジアル平面に直角であり且つ前記主要なラジアル平面と直角であり、
前記概して平行四辺形の切り刃インサートが、
すくい切削面を備えている頂面と、
底面と、
各々が前記頂面と交差している第一及び第二の主要なラジアル方向の逃げ面と、
各々が前記頂面と交差し且つ前記第一の主要なラジアル方向の逃げ面と第二の主要なラジアル方向の逃げ面とを結合させている第一及び第二の小さいほうの軸線方向の逃げ面と、
前記頂面と前記第一の主要なラジアル方向の逃げ面との交差位置に設けられた主切り刃と、
正のラジアル方向のすくい角を有する部分と負のラジアル方向のすくい角を有する部分とを備えている前記主切り刃の長さに沿った可変のラジアル方向のすくい角と、を含んでおり、
前記ラジアル方向のすくい角は、前記主切り刃に対して直角な方向で測定したときに、前記底面に対して平行で且つ前記主切り刃と交差している頂面と、前記すくい切削面と、の間に形成されている、ことを特徴とする外周切削工具。 - 請求項15に記載の外周切削工具であり、
前記主切り刃のラジアル方向のすくい角は、当該主切り刃に沿って正のラジアル方向のすくい角から負のラジアル方向のすくい角まで変化することを特徴とする外周切削工具。 - 請求項15に記載の外周切削工具であり、
前記概して平行四辺形の切り刃インサートが主切り刃を備えていることを特徴とする外周切削工具。 - 請求項17に記載の外周切削工具であり、
前記主コーナー刃先の近くの主切り刃のラジアル方向のすくい角が正であることを特徴とする外周切削工具。 - 請求項16に記載の外周切削工具であり、
ラジアル方向のすくい角が正である前記主切り刃の部分の長さが、ラジアル方向のすくい角が負である主切り刃の部分の長さの少なくとも3倍長いことを特徴とする外周切削工具。 - 請求項15に記載の外周切削工具であり、
前記平行四辺形の切り刃インサートが、
前記頂面と前記第一の主要なラジアル方向の逃げ面との交差位置に設けられた切り刃と、
前記頂面と前記第二の主要なラジアル方向の逃げ面との交差位置に設けられた切り刃と、を備え、
前記切り刃の各々が、前記切り刃の長さに沿って可変のラジアル方向のすくい角を有しており、前記切り刃の各々が、ラジアル方向のすくい角が正である部分と、ラジアル方向のすくい角が負である部分とを含んでいることを特徴とする外周切削工具。 - 主切り刃を備えている概して平行四辺形の切り刃インサートを、外周切削工具の工具ホルダ内のインサートポケット内に位置決めする方法であり、
前記主切り刃の中間点が前記工具ホルダの回転軸線を有している主要なラジアル方向平面内に配置されており、前記インサートポケットの底面を含む支持面が、前記工具ホルダの回転軸線を有している二次ラジアル方向平面に直角であり且つ前記主要なラジアル方向平面に直角であるように、前記インサートポケット内に前記切り刃インサートを位置決めすることを含んでおり、
前記概して平行四辺形の切り刃インサートが、
すくい切削面を備えている頂面と、
底面と、
各々が前記頂面と交差している第一及び第二の主要なラジアル方向の逃げ面と、
各々が前記頂面と交差し且つ前記第一の主要なラジアル方向の逃げ面と第二の主要なラジアル方向の逃げ面とを結合させている第一及び第二の小さいほうの軸線方向の逃げ面と、
前記頂面と前記第一の主要なラジアル方向の逃げ面との交差位置に設けられた主切り刃と、
正のラジアル方向のすくい角を有する部分と負のラジアル方向のすくい角を有する部分とを備えている前記主切り刃の長さに沿った可変のラジアル方向のすくい角と、を含んでおり、
前記ラジアル方向のすくい角は、前記主切り刃に対して直角な方向で測定したときに、前記底面に対して平行で且つ前記主切り刃と交差している頂面と、前記すくい切削面と、の間に形成されている、ことを特徴とする方法。 - 請求項21に記載の方法であり、
前記主切り刃のラジアル方向のすくい角が、前記主切り刃に沿って、正のラジアル方向のすくい角から負のラジアル方向のすくい角まで変化していることを特徴とする方法。 - 請求項21に記載の方法であり、
前記概して平行四辺形の切り刃インサートが主コーナー刃先を備えていることを特徴とする方法。 - 請求項23に記載の方法であり、
前記主コーナー刃先の近くの前記主切り刃のラジアルすくい角が正であることを特徴とする方法。 - 請求項21に記載の方法であり、
前記ラジアルすくい角が正である前記主切り刃の部分の長さが、前記ラジアルすくい角が負である主切り刃の部分の長さの少なくとも3倍であることを特徴とする方法。 - 概して平行四辺形の切り刃インサートであり、
すくい切削面を備えている頂面と、
底面と、
各々が前記頂面と交差している第一及び第二の主要なラジアル方向の逃げ面と、
各々が前記頂面と交差し且つ前記第一の主要なラジアル方向の逃げ面と第二の主要なラジアル方向の逃げ面とを結合させている第一及び第二の小さいほうの軸線方向の逃げ面と、
前記頂面と前記第一の主要なラジアル方向の逃げ面との交差位置に設けられた主切り刃と、
正のラジアル方向のすくい角を有する部分と負のラジアル方向のすくい角を有する部分とを備えている前記主切り刃の長さに沿って可変のラジアル方向のすくい角と、
前記頂面と前記第一の主要なラジアル方向の逃げ面との交差位置に設けられた切り刃と、
前記頂面と前記第二の主要なラジアル方向の逃げ面との交差位置に設けられた切り刃と、を備え、
前記各切り刃は、該切り刃の長さに沿った可変のラジアル方向のすくい角を有しており、前記主要な切り刃は、正のラジアル方向のすくい角を有している部分と負のラジアル方向のすくい角を有している部分とを含んでおり、
前記ラジアル方向のすくい角は、前記主切り刃に対して直角な方向で測定したときに、前記底面に対して平行で且つ前記主切り刃と交差している頂面と、前記すくい切削面と、の間に形成されており、
更に、各々が少なくとも第一の部分と第二の部分とを含んでいる2つの副切り刃であって、前記第一の部分が前記底面に平行な小面端縁と前記第一の部分の小面端縁に対してある角度をなしている第二の部分とを含んでいる前記2つの副切れ刃を含んでいる、概して平行四辺形の切り刃インサート。 - 請求項26に記載の概して平行四辺形の切り刃インサートであり、
前記主切り刃のラジアル方向のすくい角が、前記主切り刃に沿って正のラジアル方向のすくい角から負のラジアル方向のすくい角まで変化していることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項26に記載の概して平行四辺形の切り刃インサートであり、
主コーナー刃先を更に含んでいることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項28に記載の概して平行四辺形の切り刃インサートであり、
前記主コーナー刃先の近くの前記主切り刃のラジアル方向のすくい角が正であることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項29に記載の概して平行四辺形の切り刃インサートであり、
前記ラジアル方向のすくい角が前記主切り刃に沿った少なくとも1つの点でゼロであることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項30に記載の概して平行四辺形の切り刃インサートであり、
前記ラジアル方向のすくい角が、前記主切り刃に沿ったただ1つの点においてゼロであることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項26に記載の概して平行四辺形の切り刃インサートであり、
正のラジアル方向のすくい角を有している前記主切り刃の部分の長さが、負のラジアル方向のすくい角を有している前記主切り刃の長さの少なくとも3倍長いことを特徴とする概して平行四辺形の切り刃インサート。 - 請求項26に記載の概して平行四辺形の切り刃インサートであり、
2つの主コーナー刃先と2つの小コーナー刃先とを更に備え、主コーナー刃先の各々と小コーナー刃先の各々とは、主切り刃と副切れ刃とを結合させており、前記主コーナー刃先の各々がゆるやかに湾曲した刃先及び先端が切られた形状の刃先のうちの一方であることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項26に記載の概して平行四辺形の切り刃インサートであり、
前記第一の主要なラジアル方向の逃げ面と第二の主要なラジアル方向の逃げ面とが、各々、少なくとも2つのラジアル方向の逃げ面を含んでおり、
前記第一の小さいほうの軸線方向の逃げ面と前記第二の小さいほうの軸線方向の逃げ面とが、各々、少なくとも2つの軸線方向の逃げ面を含んでいる、概して平行四辺形の切り刃インサート。 - 請求項26に記載の概して平行四辺形の切り刃インサートであり、
前記少なくとも1つのラジアル方向の逃げ面が切欠き部を含んでいることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項26に記載の概して平行四辺形の切り刃インサートであり、
前記少なくとも1つのラジアル方向の逃げ面が、ラジアル方向の逃げ面全体を横切って延びている切欠き部を含んでいることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項26に記載の概して平行四辺形の切り刃インサートであり、
少なくとも1つの軸線方向の逃げ面が切欠き部を含んでいることを特徴とする概して平行四辺形の切り刃インサート。 - 請求項37に記載の概して平行四辺形の切り刃インサートであり、
少なくとも1つの軸線方向の逃げ面が、軸線方向の逃げ面の少なくとも一部分を横切って延びている切欠き部を含んでいることを特徴とする概して平行四辺形の切り刃インサート。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US88505307P | 2007-01-16 | 2007-01-16 | |
| US60/885,053 | 2007-01-16 | ||
| US11/743,803 US7905687B2 (en) | 2007-01-16 | 2007-05-03 | Cutting insert, tool holder, and related method |
| US11/743,803 | 2007-05-03 | ||
| PCT/US2007/086717 WO2008088621A2 (en) | 2007-01-16 | 2007-12-07 | Cutting insert, tool holder, and related method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010515591A JP2010515591A (ja) | 2010-05-13 |
| JP2010515591A5 JP2010515591A5 (ja) | 2013-12-05 |
| JP5451400B2 true JP5451400B2 (ja) | 2014-03-26 |
Family
ID=39617914
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009545548A Expired - Fee Related JP5451400B2 (ja) | 2007-01-16 | 2007-12-07 | 切り刃インサート、工具ホルダ及びこれらに関連する方法 |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US7905687B2 (ja) |
| EP (2) | EP2077174B1 (ja) |
| JP (1) | JP5451400B2 (ja) |
| KR (1) | KR101262440B1 (ja) |
| CN (1) | CN101522351B (ja) |
| AT (1) | ATE554872T1 (ja) |
| BR (1) | BRPI0716534A2 (ja) |
| CA (1) | CA2663654C (ja) |
| DK (1) | DK2077174T3 (ja) |
| IL (2) | IL197342A (ja) |
| MX (1) | MX2009002840A (ja) |
| PL (1) | PL2077174T3 (ja) |
| PT (1) | PT2077174E (ja) |
| RU (1) | RU2465105C2 (ja) |
| TW (1) | TWI343846B (ja) |
| WO (1) | WO2008088621A2 (ja) |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7220083B2 (en) | 2003-10-15 | 2007-05-22 | Tdy Industries, Inc. | Cutting insert for high feed face milling |
| US8337123B2 (en) * | 2007-05-28 | 2012-12-25 | Kyocera Corporation | Cutting insert, cutting tool, and cutting method using the cutting tool |
| CN101959633B (zh) * | 2008-02-27 | 2014-04-16 | 京瓷株式会社 | 钻头用切削镶刀和钻头、以及使用其的切削方法 |
| US7905689B2 (en) * | 2008-05-07 | 2011-03-15 | Tdy Industries, Inc. | Cutting tool system, cutting insert, and tool holder |
| US8491234B2 (en) * | 2009-02-12 | 2013-07-23 | TDY Industries, LLC | Double-sided cutting inserts for high feed milling |
| US7976250B2 (en) * | 2009-02-12 | 2011-07-12 | Tdy Industries, Inc. | Double-sided cutting inserts for high feed milling |
| US9586264B2 (en) * | 2009-04-28 | 2017-03-07 | Kennametal Inc. | Double-sided cutting insert for drilling tool |
| JP5346373B2 (ja) * | 2009-06-26 | 2013-11-20 | 京セラ株式会社 | 切削インサート及び切削工具、並びにそれを用いた切削加工物の製造方法 |
| US8807884B2 (en) * | 2009-12-18 | 2014-08-19 | Kennametal Inc. | Tool holder for multiple differently-shaped cutting inserts |
| SE535147C2 (sv) * | 2009-12-18 | 2012-04-24 | Sandvik Intellectual Property | Anordning för fräsning av material |
| FR2972948B1 (fr) * | 2011-03-22 | 2014-04-11 | Renault Sa | Procede et dispositif de fraisage surfacage |
| US9387544B2 (en) | 2011-05-02 | 2016-07-12 | Fairfield Manufacturing Company, Inc. | Smilled spline apparatus and smilling process for manufacturing the smilled spline apparatus |
| DE102012014092B4 (de) | 2011-07-22 | 2020-12-17 | Kennametal India Ltd. | Indexierbarer Bohreinsatz sowie Bohrkörper mit indexierbarem Bohreinsatz |
| DE102012012980B4 (de) | 2011-07-22 | 2019-10-17 | Kennametal India Ltd. | Bohrwerkzeug |
| CN103702789B (zh) | 2011-07-22 | 2018-06-08 | 钴碳化钨硬质合金印度有限公司 | 可转位的钻头镶片 |
| JP5906976B2 (ja) | 2011-10-04 | 2016-04-20 | 三菱マテリアル株式会社 | 切削インサートおよび刃先交換式切削工具 |
| DE102012104082A1 (de) * | 2012-05-09 | 2013-11-14 | Walter Ag | Wendeschneidplatte für Eckfräser |
| CN103447591B (zh) | 2012-05-28 | 2020-02-28 | 钴碳化钨硬质合金印度有限公司 | 四角形的可转位的钻头镶片 |
| US9011049B2 (en) | 2012-09-25 | 2015-04-21 | Kennametal Inc. | Double-sided cutting inserts with anti-rotation features |
| US9283626B2 (en) | 2012-09-25 | 2016-03-15 | Kennametal Inc. | Double-sided cutting inserts with anti-rotation features |
| WO2014116571A1 (en) | 2013-01-23 | 2014-07-31 | Kennametal India Limited | Indexable drill insert and rotary cutting tool employing same |
| US10207342B2 (en) | 2013-09-11 | 2019-02-19 | Mitsubishi Hitachi Tool Engineering, Ltd. | Indexable rotary cutting tool and insert used therein |
| US9358622B2 (en) * | 2013-11-21 | 2016-06-07 | Iscar, Ltd. | Single sided indexable ramping milling insert and ramping milling tool |
| USD738412S1 (en) * | 2013-12-25 | 2015-09-08 | Taegutec Ltd. | Cutting insert |
| CN103934496B (zh) * | 2014-05-12 | 2016-05-11 | 哈尔滨理工大学 | 一种复杂型腔加工用的仿形铣削刀具 |
| USD752664S1 (en) * | 2014-09-25 | 2016-03-29 | Taegutec Ltd. | Cutting insert |
| EP3050655B1 (en) | 2015-01-30 | 2017-03-22 | Sandvik Intellectual Property AB | A milling insert and a milling tool |
| US10058933B2 (en) | 2015-04-03 | 2018-08-28 | The Boeing Company | Orbital cutting tool having cutting edges with axially varying circumferential spacing |
| US9993884B2 (en) * | 2015-07-16 | 2018-06-12 | Kennametal Inc. | Double-sided tangential cutting insert |
| US9981323B2 (en) * | 2015-07-16 | 2018-05-29 | Kennametal Inc. | Double-sided tangential cutting insert and cutting tool system using the same |
| US9889510B2 (en) | 2016-01-05 | 2018-02-13 | The Boeing Company | Variable rake fatigue enhancing orbital drilling cutter |
| US10953481B2 (en) | 2016-03-13 | 2021-03-23 | The Boeing Company | Machining/burnishing dual geometry orbital drilling tool |
| EP3552742B1 (en) * | 2016-12-09 | 2024-01-17 | MOLDINO Tool Engineering, Ltd. | Cutting insert and indexable edge rotary cutting tool |
| JP6869492B2 (ja) * | 2019-08-28 | 2021-05-12 | 株式会社タンガロイ | 切削インサート |
| JP6977228B1 (ja) * | 2020-09-02 | 2021-12-08 | 住友電工ハードメタル株式会社 | 回転切削工具用切削インサートおよび回転切削工具 |
Family Cites Families (129)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3399442A (en) * | 1966-09-08 | 1968-09-03 | Kennametal Inc | Cutting insert |
| US3557416A (en) * | 1968-08-16 | 1971-01-26 | Kennametal Inc | Cutting insert |
| US3621549A (en) * | 1970-03-06 | 1971-11-23 | James O Billups | Cutting tool insert assembly |
| US3806713A (en) * | 1971-10-21 | 1974-04-23 | Honeywell Inf Systems | Method and apparatus for maximizing the length of straight line segments approximating a curve |
| JPS5950450B2 (ja) | 1976-02-25 | 1984-12-08 | ダイジヱツト工業株式会社 | スロ−アウエイチツプ |
| FR2364724A1 (fr) | 1976-09-17 | 1978-04-14 | Walter Gmbh Montanwerke | Plaquette de coupe indexable pour outil de fraisage, et outil de fraisage equipe de telles plaquettes |
| SU814573A1 (ru) | 1978-07-31 | 1981-03-25 | Ярославский Политехническийинститут | Многопозиционна режуща пласти-HA |
| US4274766A (en) * | 1979-11-28 | 1981-06-23 | The Valeron Corporation | Cutter assembly for broaching |
| US4292365A (en) * | 1980-01-21 | 1981-09-29 | Owens-Corning Fiberglas Corporation | Polymeric mats having continuous filaments with an asymmetrical cross-sectional shape |
| US4294565A (en) | 1980-03-06 | 1981-10-13 | General Electric Company | Indexable finishing insert for a milling cutter |
| US4595322A (en) * | 1981-08-10 | 1986-06-17 | Burke Clement | Spade drill bit |
| DE3200191A1 (de) | 1982-01-07 | 1983-07-14 | Otto 8961 Reicholzried Zettl | "fraeswerkzeug" |
| DE3204210C2 (de) * | 1982-02-08 | 1986-04-03 | Stellram GmbH, 6056 Heusenstamm | Bohrwerkzeug für metallische Werkstoffe |
| US4659264A (en) * | 1982-07-06 | 1987-04-21 | Kennametal Inc. | Drill and indexable carbide insert therefor |
| JPS59214501A (ja) | 1983-05-23 | 1984-12-04 | Toshiba Corp | 切削工具 |
| SU1278110A1 (ru) * | 1984-01-31 | 1986-12-23 | Государственное Проектное Конструкторско-Технологическое Бюро Машиностроения Научно-Производственного Объединения "Технолог" | Инструментальна головка |
| JPH0131371Y2 (ja) * | 1985-06-06 | 1989-09-26 | ||
| DE3618574C2 (de) | 1985-06-06 | 1989-11-02 | Mitsubishi Kinzoku K.K., Tokio/Tokyo, Jp | Positiv-wendeschneidplatte |
| SE448431B (sv) * | 1985-07-03 | 1987-02-23 | Santrade Ltd | Vendsker for spanavskiljande bearbetning |
| CH667407A5 (fr) * | 1986-03-27 | 1988-10-14 | Stellram Sa | Fraise a plaquettes de coupe amovibles. |
| US4760548A (en) * | 1986-06-13 | 1988-07-26 | International Business Machines Corporation | Method and apparatus for producing a curve image |
| JPH0782554B2 (ja) | 1986-09-10 | 1995-09-06 | フアナツク株式会社 | 曲面加工方法 |
| SU1504006A1 (ru) | 1987-11-30 | 1989-08-30 | В.Г. Чернавский, В.Г. Дигтенко, А.И. Дронов и Т.Б. Грищенко | Режуща пластина |
| IL93883A (en) * | 1989-04-12 | 1993-02-21 | Iscar Ltd | Cutting insert for a milling cutting tool |
| US5094572A (en) * | 1989-12-04 | 1992-03-10 | Thomas Grismer | Spade drill for hard material |
| US5137398A (en) * | 1990-04-27 | 1992-08-11 | Sumitomo Electric Industries, Ltd. | Drill bit having a diamond-coated sintered body |
| GB9010769D0 (en) * | 1990-05-14 | 1990-07-04 | Iscar Hartmetall | Cutting insert |
| US5244318A (en) * | 1990-07-04 | 1993-09-14 | Mitsubishi Materials Corporation | Throwaway insert and cutting tool therefor |
| US5333972A (en) * | 1990-10-04 | 1994-08-02 | Valenite Inc. | Special boring insert |
| US5232319A (en) | 1990-10-25 | 1993-08-03 | Iscar Ltd. | Insert for a milling cutter |
| SE500310C2 (sv) * | 1990-12-03 | 1994-05-30 | Sandvik Ab | Skär och verktyg för skalsvarvning |
| US5092718A (en) * | 1990-12-10 | 1992-03-03 | Metal Cutting Tools Corp. | Drill with replaceable cutting inserts |
| SE467727B (sv) * | 1991-01-28 | 1992-09-07 | Sandvik Ab | Borr med minst tvaa skaer, samt med symmetrisk borrspets och olika laanga skaereggar |
| JP3057781B2 (ja) * | 1991-03-07 | 2000-07-04 | 三菱マテリアル株式会社 | スローアウェイチップ |
| US5338135A (en) * | 1991-04-11 | 1994-08-16 | Sumitomo Electric Industries, Ltd. | Drill and lock screw employed for fastening the same |
| US5408598A (en) * | 1991-05-23 | 1995-04-18 | International Business Machines Corporation | Method for fast generation of parametric curves employing a pre-calculated number of line segments in accordance with a determined error threshold |
| DE4118065C2 (de) | 1991-06-01 | 1994-09-01 | Krupp Widia Gmbh | Vieleckiger oder runder Schneideinsatz |
| DE4118070C2 (de) | 1991-06-01 | 1995-02-09 | Widia Heinlein Gmbh | Werkzeug für die spanende Bearbeitung |
| US5377116A (en) * | 1991-07-01 | 1994-12-27 | Valenite Inc. | Method and system for designing a cutting tool |
| US5226761A (en) * | 1991-09-27 | 1993-07-13 | Iscar Ltd. | Metal cutting insert and metal cutting tool utilizing the metal cutting insert |
| US5203649A (en) * | 1991-10-07 | 1993-04-20 | Gte Valentine Corporation | High productivity, high metal removal rate insert |
| DE4141368A1 (de) * | 1991-12-14 | 1993-06-17 | Krupp Widia Gmbh | Schneideinsatz |
| CA2062213C (en) * | 1992-03-03 | 1996-07-16 | Alfonso Minicozzi | Indexable cutting insert for rotary cutting tools |
| JPH0615517A (ja) * | 1992-07-01 | 1994-01-25 | Sumitomo Electric Ind Ltd | スローアウェイチップ及び正面フライスカッタ |
| IL103115A (en) | 1992-09-09 | 1996-09-12 | Iscar Ltd | Milling placement |
| US5346336A (en) * | 1992-11-04 | 1994-09-13 | Sandvik, Inc. | Metal-cutting insert having a round cutting edge |
| DE4239236C2 (de) | 1992-11-21 | 1997-06-26 | Widia Gmbh | Schneideinsatz |
| JPH06218618A (ja) * | 1993-01-21 | 1994-08-09 | Mitsubishi Materials Corp | スローアウェイチップ |
| SE500722C2 (sv) | 1993-01-27 | 1994-08-15 | Sandvik Ab | Skär med vriden spånyta |
| JP3196394B2 (ja) * | 1993-02-01 | 2001-08-06 | 三菱マテリアル株式会社 | スローアウェイチップ |
| US5725334A (en) * | 1993-03-29 | 1998-03-10 | Widia Gmbh | Cutting insert |
| EP0625395B1 (de) * | 1993-05-10 | 1995-04-19 | STELLRAM GmbH | Bohrwerkzeug für metallische Werkstoffe |
| ATE150349T1 (de) | 1993-06-25 | 1997-04-15 | Kennametal Inc | Scheideinsatzeckengeometrie für verbesserte oberflächerauhigkeit |
| US5388932A (en) * | 1993-09-13 | 1995-02-14 | Kennametal Inc. | Cutting insert for a milling cutter |
| JP3166022B2 (ja) * | 1993-12-28 | 2001-05-14 | 三菱マテリアル株式会社 | スローアウェイチップおよびその製造方法 |
| DE4400538A1 (de) | 1994-01-11 | 1995-07-13 | Gustav Werthwein | Fräswerkzeug |
| PL176807B1 (pl) * | 1994-01-14 | 1999-07-30 | Sandvik Ab | Dwustronna wkładka frezarska do frezowania wykończeniowego |
| SE509224C2 (sv) | 1994-05-19 | 1998-12-21 | Sandvik Ab | Vändskär |
| IL110785A (en) * | 1994-08-25 | 1998-04-05 | Iscar Ltd | Put a spinner for a rotary milling tool |
| DE4430171C2 (de) * | 1994-08-25 | 1996-08-14 | Walter Ag | Formschlüssig gesicherte Schneidplatte |
| IL111367A0 (en) * | 1994-10-23 | 1994-12-29 | Iscar Ltd | An exchangeable cutting insert |
| US5791833A (en) * | 1994-12-29 | 1998-08-11 | Kennametal Inc. | Cutting insert having a chipbreaker for thin chips |
| JP3109561B2 (ja) * | 1995-03-08 | 2000-11-20 | 住友電気工業株式会社 | スローアウェイチップ及び切削工具 |
| US5807031A (en) | 1995-03-10 | 1998-09-15 | Mitsubishi Materials Corp. | Throw-away tip and throw-away type cutter |
| JPH08261167A (ja) * | 1995-03-24 | 1996-10-08 | Toyota Autom Loom Works Ltd | 圧縮機 |
| DE19516893A1 (de) | 1995-05-09 | 1996-11-14 | Widia Gmbh | Schneideinsatz und Fräswerkzeug |
| SE506679C2 (sv) * | 1995-06-21 | 1998-01-26 | Seco Tools Ab | Skärverktyg, företrädesvis för fräsning |
| JP3634909B2 (ja) * | 1995-11-27 | 2005-03-30 | 京セラ株式会社 | ドリルインサート |
| JPH09216113A (ja) * | 1996-02-13 | 1997-08-19 | Sumitomo Electric Ind Ltd | スローアウェイチップおよび切削工具 |
| IL118797A (en) * | 1996-07-05 | 1999-10-28 | Iscar Ltd | Cutting insert |
| US6100904A (en) * | 1997-06-25 | 2000-08-08 | Adobe Systems Incorporated | Curvature smoothing |
| SE512253C2 (sv) * | 1997-06-30 | 2000-02-21 | Sandvik Ab | Vändskär |
| IL123685A (en) * | 1998-03-16 | 2001-09-13 | Iscar Ltd | Modular cutting tool dispenser |
| SE512040C2 (sv) | 1998-05-06 | 2000-01-17 | Sandvik Ab | Vändskär för pinnfräsar |
| RU2138371C1 (ru) * | 1998-06-26 | 1999-09-27 | Алтайский государственный технический университет им.И.И.Ползунова | Фреза |
| US5957635A (en) * | 1998-08-21 | 1999-09-28 | Allied Machine & Engineering Corp. | Drill tool assembly |
| SE514032C2 (sv) * | 1998-09-08 | 2000-12-11 | Seco Tools Ab | Verktyg och skär för fräsning |
| US6238133B1 (en) * | 1998-10-20 | 2001-05-29 | Kennametal Pc Inc. | Anti-rotation mounting mechanism for round cutting insert |
| US6186705B1 (en) * | 1999-02-23 | 2001-02-13 | Ingersoll Cutting Tool Company | Cutting insert with chip control |
| US6050752A (en) * | 1999-03-19 | 2000-04-18 | Kennametal Inc. | Cutting insert |
| JP4465809B2 (ja) * | 1999-07-09 | 2010-05-26 | 三菱マテリアル株式会社 | スローアウェイチップ |
| SE515070C2 (sv) * | 1999-10-22 | 2001-06-05 | Sandvik Ab | Dubbelnegativt skär till verktyg för spånavskiljande bearbetning |
| US6270297B1 (en) * | 2000-01-28 | 2001-08-07 | Ati Properties, Inc. | Cutting tools and drill inserts with chip control geometry |
| SE519575C2 (sv) * | 2000-04-11 | 2003-03-18 | Sandvik Ab | Borrdkär för metallborrning |
| DE10018452A1 (de) * | 2000-04-13 | 2001-10-25 | Widia Gmbh | Schneideinsatz |
| JP4576735B2 (ja) | 2000-05-23 | 2010-11-10 | 三菱マテリアル株式会社 | スローアウェイチップ及びスローアウェイ式カッタ |
| KR100387406B1 (ko) | 2000-08-29 | 2003-06-18 | 한국야금 주식회사 | 곡선 절인을 가진 절삭인서트 |
| US6684742B1 (en) * | 2000-10-19 | 2004-02-03 | Keith Alan White | Machining apparatuses and methods of use |
| EP1205877A1 (en) | 2000-11-14 | 2002-05-15 | Honda R&D Europe (Deutschland) GmbH | Approximate fitness functions |
| US6769844B2 (en) * | 2001-01-10 | 2004-08-03 | Kennametal Inc. | Cutting insert and method of making the same |
| IL141089A (en) * | 2001-01-25 | 2006-08-20 | Amir Satran | Put a spin |
| JP4228557B2 (ja) * | 2001-02-05 | 2009-02-25 | 三菱マテリアル株式会社 | スローアウェイチップ |
| JP2002301603A (ja) | 2001-04-02 | 2002-10-15 | Manabe Seisakusho:Kk | スローアウェイ切削チップ、切削チップホルダ及びスローアウェイ切削チップの位置決め方法 |
| US6540448B2 (en) * | 2001-05-14 | 2003-04-01 | Ingersoll Cutting Tool Company | Cutting tool with improved insert seat arrangement for indexable cutting inserts |
| KR100916280B1 (ko) * | 2001-05-25 | 2009-09-10 | 히타치 쓰루 가부시키가이샤 | 날끝 교환식 회전 공구 |
| US6503028B1 (en) | 2001-06-15 | 2003-01-07 | Sandvik Aktiebolag | Sintered cutting insert having center hole for clamp screw |
| JP4797292B2 (ja) * | 2001-07-17 | 2011-10-19 | 株式会社タンガロイ | スローアウェイ式エンドミルおよび切刃チップ |
| US6623217B2 (en) * | 2001-09-24 | 2003-09-23 | Valenite, Inc. | Indexable turning insert |
| SE523617C2 (sv) * | 2001-10-01 | 2004-05-04 | Sandvik Ab | Skär för spånavskiljande bearbetning försedd med spånbrytande geometri |
| JP3951766B2 (ja) | 2002-03-20 | 2007-08-01 | 三菱マテリアル株式会社 | スローアウェイチップおよびスローアウェイ式切削工具 |
| JP3775321B2 (ja) | 2002-03-20 | 2006-05-17 | 三菱マテリアル株式会社 | スローアウェイチップおよびスローアウェイ式切削工具 |
| US20030206777A1 (en) * | 2002-05-03 | 2003-11-06 | Gyllengahm Ulf Stefan | Metal cutting insert having straight cutting edge and curved abutment surface |
| SE525241C2 (sv) | 2002-05-29 | 2005-01-11 | Sandvik Ab | Borrverktygsats, borrverktyg samt indexerbart borrskär härför |
| IL150015A (en) * | 2002-06-04 | 2007-06-17 | Amir Satran | Cutting insert and milling cutter |
| DE10225070A1 (de) * | 2002-06-06 | 2004-01-15 | Hilti Ag | Kernbohrkrone mit geometrisch definierten Schneidelementen |
| EP1375037A1 (en) * | 2002-06-25 | 2004-01-02 | Ngk Spark Plug Co., Ltd | Insert, holder and cutting tool |
| SE525878C2 (sv) * | 2002-10-10 | 2005-05-17 | Seco Tools Ab | Fräsverktyg och indexerbart skär med parallella sidor |
| JP4121449B2 (ja) * | 2003-01-16 | 2008-07-23 | 日本特殊陶業株式会社 | スローアウェイチップ及びバイト |
| DE10312922B4 (de) * | 2003-03-22 | 2006-02-16 | Walter Ag | Schneidplatte und Fräswerkzeug |
| JP4351460B2 (ja) * | 2003-03-25 | 2009-10-28 | 京セラ株式会社 | スローアウェイエンドミル |
| US7722297B2 (en) * | 2003-04-15 | 2010-05-25 | Tdy Industries, Inc. | Antirotation tool holder and cutting insert |
| DE10317760B4 (de) * | 2003-04-17 | 2005-08-25 | Walter Ag | Fräswerkzeug und Schneidplatte für ein solches |
| KR100556681B1 (ko) | 2003-04-28 | 2006-03-07 | 대구텍 주식회사 | 다기능 절삭 가공용 툴홀더 조립체 |
| US7234899B2 (en) * | 2003-05-19 | 2007-06-26 | Tdy Industries, Inc. | Cutting tool having a wiper nose corner |
| DE10326662A1 (de) * | 2003-06-11 | 2005-01-05 | Sandvik Ab | Schneideinsatz zum Drehen und Fräsen |
| US7220083B2 (en) * | 2003-10-15 | 2007-05-22 | Tdy Industries, Inc. | Cutting insert for high feed face milling |
| IL160223A (en) * | 2004-02-04 | 2008-11-26 | Carol Smilovici | Double-sided cutting insert and milling cutter |
| US7070363B2 (en) * | 2004-07-15 | 2006-07-04 | Kennametal Inc. | Cutting insert for high-speed milling cutter |
| SE527617C8 (sv) | 2004-09-06 | 2006-06-13 | Sandvik Intellectual Property | Fräsverktyg, skär för fräsverktyg samt solitt fräsverktyg |
| US7325471B2 (en) * | 2004-09-07 | 2008-02-05 | Kennametal Inc. | Toolholder and cutting insert for a toolholder assembly |
| US7452167B2 (en) * | 2004-11-26 | 2008-11-18 | Kyocera Corporation | Cutting insert and milling tool |
| RU2318634C2 (ru) * | 2005-04-13 | 2008-03-10 | Валентин Алексеевич Настасенко | Торцовая режущая, режуще-деформирующая и деформирующая фреза, рабочие пластины к ней и способ их изготовления, способ обработки деформирующей фрезой |
| DE102005025815A1 (de) * | 2005-06-02 | 2006-12-07 | Kennametal Widia Produktions Gmbh & Co. Kg | Schneideinsatz, insbesondere zur Kurbelwellenbearbeitung |
| IL169491A (en) * | 2005-06-30 | 2009-06-15 | Carol Smilovici | Cutting insert |
| JP4231496B2 (ja) | 2005-08-01 | 2009-02-25 | 住友電工ハードメタル株式会社 | スローアウェイチップ |
| JP2007044782A (ja) * | 2005-08-08 | 2007-02-22 | Sumitomo Electric Hardmetal Corp | スローアウェイチップ及びそれを用いたミーリングカッタ |
| IL182343A0 (en) * | 2007-04-01 | 2007-07-24 | Iscar Ltd | Cutting insert and tool for milling and ramping at high feed rates |
| US7905689B2 (en) * | 2008-05-07 | 2011-03-15 | Tdy Industries, Inc. | Cutting tool system, cutting insert, and tool holder |
| US7976250B2 (en) * | 2009-02-12 | 2011-07-12 | Tdy Industries, Inc. | Double-sided cutting inserts for high feed milling |
-
2007
- 2007-05-03 US US11/743,803 patent/US7905687B2/en not_active Expired - Fee Related
- 2007-12-06 TW TW096146633A patent/TWI343846B/zh not_active IP Right Cessation
- 2007-12-07 RU RU2009111888/02A patent/RU2465105C2/ru not_active IP Right Cessation
- 2007-12-07 WO PCT/US2007/086717 patent/WO2008088621A2/en active Application Filing
- 2007-12-07 AT AT09004574T patent/ATE554872T1/de active
- 2007-12-07 BR BRPI0716534-0A2A patent/BRPI0716534A2/pt not_active IP Right Cessation
- 2007-12-07 MX MX2009002840A patent/MX2009002840A/es active IP Right Grant
- 2007-12-07 KR KR1020097004657A patent/KR101262440B1/ko not_active IP Right Cessation
- 2007-12-07 JP JP2009545548A patent/JP5451400B2/ja not_active Expired - Fee Related
- 2007-12-07 CN CN2007800365263A patent/CN101522351B/zh not_active Expired - Fee Related
- 2007-12-07 PT PT09004574T patent/PT2077174E/pt unknown
- 2007-12-07 EP EP09004574A patent/EP2077174B1/en active Active
- 2007-12-07 CA CA2663654A patent/CA2663654C/en not_active Expired - Fee Related
- 2007-12-07 PL PL09004574T patent/PL2077174T3/pl unknown
- 2007-12-07 DK DK09004574.1T patent/DK2077174T3/da active
- 2007-12-07 EP EP07865350.8A patent/EP2064015B1/en active Active
-
2009
- 2009-03-02 IL IL197342A patent/IL197342A/en not_active IP Right Cessation
-
2013
- 2013-06-20 IL IL227059A patent/IL227059A/en not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| IL197342A (en) | 2013-11-28 |
| EP2064015B1 (en) | 2016-08-17 |
| EP2077174B1 (en) | 2012-04-25 |
| CA2663654A1 (en) | 2008-07-24 |
| MX2009002840A (es) | 2009-06-04 |
| IL197342A0 (en) | 2009-12-24 |
| EP2077174A1 (en) | 2009-07-08 |
| IL227059A (en) | 2014-09-30 |
| US20080170919A1 (en) | 2008-07-17 |
| CN101522351A (zh) | 2009-09-02 |
| ATE554872T1 (de) | 2012-05-15 |
| CA2663654C (en) | 2013-07-16 |
| DK2077174T3 (da) | 2012-07-30 |
| PL2077174T3 (pl) | 2012-09-28 |
| WO2008088621A2 (en) | 2008-07-24 |
| TW200833442A (en) | 2008-08-16 |
| RU2465105C2 (ru) | 2012-10-27 |
| KR20090110817A (ko) | 2009-10-22 |
| KR101262440B1 (ko) | 2013-05-08 |
| JP2010515591A (ja) | 2010-05-13 |
| PT2077174E (pt) | 2012-06-25 |
| RU2009111888A (ru) | 2010-10-10 |
| BRPI0716534A2 (pt) | 2013-09-24 |
| US7905687B2 (en) | 2011-03-15 |
| TWI343846B (en) | 2011-06-21 |
| WO2008088621A3 (en) | 2008-10-09 |
| EP2064015A2 (en) | 2009-06-03 |
| CN101522351B (zh) | 2012-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5451400B2 (ja) | 切り刃インサート、工具ホルダ及びこれらに関連する方法 | |
| JP2010515591A5 (ja) | ||
| RU2602919C1 (ru) | Режущая пластина и индексируемый вращающийся режущий инструмент | |
| JP2013103332A (ja) | ランピング能力を有するインデックス可能な両面切削インサート及びそのための切削工具 | |
| JP5690417B2 (ja) | 直角加工用切削インサートおよびこれを備えるミリングカッター | |
| WO2010035831A1 (ja) | 切削インサート、切削工具、およびそれらを用いる切削方法 | |
| EP2898969A1 (en) | Cutting insert and rotary cutting tool with replaceable tool edge | |
| JP2011519744A (ja) | 切削工具システム、切削差込み工具及び工具ホルダー | |
| JP5779830B2 (ja) | 縦型刃先交換式切削インサートと隅削りフライスカッタ | |
| KR20130115285A (ko) | 다수의 유형의 절삭 인서트들을 유지하기 위한 공구홀더 및 그러한 공구홀더를 포함하는 절삭 공구 | |
| JP7270613B2 (ja) | 湾曲した二次およびコーナー切れ刃を有する正方形の切削インサートおよび回転切削工具 | |
| JP6966329B2 (ja) | 菱形のインサート及び支持座を備えたアセンブリ、並びに菱形の可逆切削インサート | |
| KR102362021B1 (ko) | 칩 제거 공구용의 절삭 공구 및 절삭 인서트 | |
| JP6934893B2 (ja) | 切削工具およびそのための三角形状の割出し可能切削インサート | |
| CN103384575A (zh) | 切削刀片 | |
| JP2014083667A (ja) | 切削インサートおよび刃先交換式切削工具 | |
| JP5779831B2 (ja) | 縦型刃先交換式切削インサートとフライスカッタ | |
| JP2021062424A (ja) | 切削工具および切削方法 | |
| JP2020172005A (ja) | 切削インサート、切削工具、及び切削加工物の製造方法 | |
| RU2773661C2 (ru) | Режущая вставка квадратной формы, имеющая изогнутые дополнительные и угловые режущие кромки, и вращающийся режущий инструмент | |
| JP6318558B2 (ja) | 切削インサートおよび刃先交換式穴加工工具 | |
| JP2021062425A (ja) | 切削工具 | |
| JP2020069598A (ja) | 切削インサート、切削工具、及び切削加工物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101124 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121004 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121220 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20121228 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20130116 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130910 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130918 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20131016 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131127 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131226 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |