JP4919620B2 - 3層架橋フィルム - Google Patents
3層架橋フィルム Download PDFInfo
- Publication number
- JP4919620B2 JP4919620B2 JP2005171907A JP2005171907A JP4919620B2 JP 4919620 B2 JP4919620 B2 JP 4919620B2 JP 2005171907 A JP2005171907 A JP 2005171907A JP 2005171907 A JP2005171907 A JP 2005171907A JP 4919620 B2 JP4919620 B2 JP 4919620B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- stretching
- density polyethylene
- layer
- core layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Laminated Bodies (AREA)
Description
すなわち、下記のとおりである。
1.MFRが2.0〜6.0g/10分であるエチレン−酢酸ビニル共重合体を50wt%以上含む樹脂の2つの表面層と、高圧法低密度ポリエチレン50〜10wt%、線状低密度ポリエチレン50〜90wt%からなる混合樹脂の芯層を有する3層フィルムであって、該フィルムの90℃自由収縮率が15%以下且つ140℃自由収縮率が70%以上の値を有し、芯層のゲル分率が10〜30wt%、各表面層のゲル分率が20〜40wt%であることを特徴とした3層架橋フィルム。
本発明の3層フィルムが従来技術と相違するところは、芯層及び表面層のゲル分率を各々規定することにより、フィルムの延伸安定性や、フィルムの透明性・光沢性・ヒートシール性が改良される点である。
まず本発明のフィルムは、エチレン−酢酸ビニル共重合体を50wt%以上含む樹脂の2つの表面層と、高圧法低密度ポリエチレン50〜10wt%と線状低密度ポリエチレン50〜90wt%との混合樹脂からなる芯層から構成される。
本発明の表面層中に使用されるエチレン−酢酸ビニル共重合体は酢酸ビニル含量5〜20wt%のものが好ましい。酢酸ビニル含量が20wt%以下だと押出成形性に優れ、酢酸臭も少ない。一方、酢酸ビニル含量が5wt%以上であると透明性に優れる。より好ましい酢酸ビニル含量は10〜17wt%である。また、190℃、2.16kgfの条件下で測定されるMFRは2.0〜6.0g/10分が好ましく、さらに好ましくは2.2〜3.0g/10分である。6.0g/10分以下だとメルトテンションが低すぎず延伸安定性が向上する他、引裂強度や突刺強度などの機械的強度に優れたものが得られる。一方、MFRが2.0g/10分以上であるとメルトテンションが高くなりすぎず、高倍率延伸時にフィルムが破れてしまうといった問題が生じにくい。
本発明の芯層中における線状低密度ポリエチレンの成分比率は50〜90wt%である。芯層中における成分比率が50wt%以上であると実用的に十分な引裂強度、突刺強度等の強度物性をフィルム全体に付与することができる。一方、芯層中における成分比率が90wt%以下であると、高圧法低密度ポリエチレンの役割を発現できやすくなり延伸安定性が優れる。より好ましくは55〜85wt%、更に好ましくは60〜80wt%である。
以上の線状低密度ポリエチレンとしては、チーグラー触媒等の従来のマルチサイト触媒を用いて得られた重合体(MSC)、またはメタロセン系触媒等のシングルサイト触媒を用いて得られた重合体(SSC)であり、両者を混合したものでもよく、これらから少なくとも1種が用いられることが望ましい。
本発明の3層フィルムは熱収縮特性及びシール時の耐熱性の点から、架橋されていることが必須である。そのため、上記の芯層及び表面層を共押出して急冷固化せしめた後、電離性放射線照射により架橋されることが好ましい。この時の照射の吸収線量は、7.0〜10Mradが好ましく、7.5〜9.0Mradが更に好ましい。この後、原反は延伸機に導かれ、加熱ゾーンにより130〜160℃に加熱し、縦方向は4〜7倍に、横方向は4〜7倍に、つまり面積延伸倍率16〜49倍に延伸を行う。上記条件により延伸製膜されたフィルムの自由収縮率は、90℃自由収縮率が15%以下、且つ140℃自由収縮率が70%以上の値となる。
ゲル分率(wt%)=(抽出後の試料重量/抽出前の試料重量)×100
芯層及び表面層のゲル分率が上記要件を満たすことは、架橋フィルムとしての特徴である優れた熱収縮特性とその熱収縮特性を十分に発揮させるための分子配向を生じせしめるに足りる延伸製膜安定性、更には耐熱性や引裂強度、剛性等の機械的特性を確保する上で重要である。芯層のゲル分率が10wt%以上であると、高温における延伸製膜安定性が向上するだけでなく、ドローダウン現象を防ぐ役割を担い、また熱収縮性フィルムとして必要な分子配向の付与も容易となる。一方、表面層としてエチレン−酢酸ビニルを用いた場合は架橋効率が高いため、自ずと高ゲル分率となるが、ゲル分率が20wt%以上とすることによって優れた透明性及び光沢性をフィルムに付与することができる。又、芯層のゲル分率が30wt%以下だと、上記樹脂構成では延伸時のフィルムのメルトテンションが適度となるため、16〜49倍の面積延伸倍率での高温延伸が容易となる。一方、表面層のゲル分率が40wt%以下であると、同様に延伸が容易となるだけでなく、安定したヒートシール性をフィルムに付与することができる。
実施例に使用した樹脂のリストを以下に記す。
EVA(エチレン−酢酸ビニル共重合体)−a:(酢酸ビニル含量=15wt%、MFR=2.3g/10分)
EVA(エチレン−酢酸ビニル共重合体)−b:(酢酸ビニル含量=15wt%、MFR=2.5g/10分)
EVA(エチレン−酢酸ビニル共重合体)−c:(酢酸ビニル含量=15wt%、MFR=1.0g/10分)
LDPE(高圧法低密度ポリエチレン):(密度=0.920g/cm3、MFR=0.4g/10分)
LLDPE(線状低密度ポリエチレン):(α−オレフィン:オクテン、密度=0.926g/cm3、MFR=2.0g/10分)
(1)MFR
温度190℃で、キャピラリ−レオメーターにより測定した。
(2)MS
温度190℃で、キャピラリーレオメーターにより測定した。
(3)ゲル分率
沸騰P−キシレン中で試料を12時間抽出し、不溶解部分の割合を次式により表示したもので、フィルムの架橋度の尺度として用いた。
ゲル分率(wt%)=(抽出後の試料重量/抽出前の試料重量)×100
(4)収縮前のヘイズ、グロス
ヘイズはASTM−D−1003、グロスはASTM−D−2457に各々準じて測定を行った。
(5)収縮後のヘイズ、グロス
熱風温度120℃、通過時間3秒の条件で熱風トンネルを通過させたフィルムを面積で20%収縮させたものを用いて、ヘイズはASTM−D−1003、グロスはASTM−D−2457に各々準じて測定を行った。
ASTM−D−882−81法にて測定した。
(7)ヒートシール温度範囲
フィルムサンプルを30cm×30cmの大きさに切り出す。中央化学社製PSPトレー、商品名CK18−12E(180mm長×120mm幅×25mm高)に200gのアルミ板を載せ、これを切り出したサンプルフィルムで、先ず長辺側から包み、次に短辺側から包み込む。この場合、トレー底面ではフィルムが折り重なっている部分と重ならないで1枚の状態の部分が出来る。±1℃以内でコントロール出来る熱板を90℃から5℃刻みで設定しながら、前述のごとく包んだものをトレー底面側が熱板に接触する様に熱板上に置く。接触時間を2秒とし、直ちにトレー底面側のフィルムのヒートシール状態を観察する。折り重なった部分を剥がそうとすると、フィルムが破れてしまう程度までフィルム同士が融着していて、且つ1枚の状態のフィルムにメルトホールが発生していないものを合格とし、合格となる温度範囲(℃)を求めた。
市販の非接触式温度計にて測定した値を用いた。
(9)延伸倍率
縦方向の延伸倍率については、延伸前後の速度比を倍率として用いた。横方向の延伸倍率については、延伸前パリソンの巾と延伸後フィルムの巾との比を倍率として用いた。
(10)自由収縮率
ASTM−D−2732法にて測定した値の縦方向(MD)と横方向(TD)の平均値として示す。
(11)寸法変化量
300mm巾、1000m巻のフイルムロールを、40℃のオーブンで30日間の保管テストを行い、巾寸法の減少分として表したものである。
4時間の延伸テストを行った結果、以下の基準で定義した。
◎ 平均バブル持続時間24時間以上で、かつバブルのゆれのないもの。
○ 平均バブル持続時間24時間以上だが、バブルのゆれのあるもの。
△ 平均バブル持続時間1時間以上24時間未満のもの。
× 平均バブル持続時間10分以上1時間未満のもの。
×× 平均バブル持続時間10分以上未満のもの。
(13)安定走行性
◎:安定して包装の行えたもの。
○:やや包装の不安定なもの。
△:包装形状にバラツキがあるもの。
×:包装時に破れ、詰りなどが発生するもの。
◎:完全な密封シールが行えたもの。
〇:部分的にしっかりシールされているもの。
△:溶融し、穴・破れが発生したもの。
×:シールされていないもの。
(15)透明性
◎:光沢があり、ディスプレイ効果の高いもの。
○:やや光沢に乏しいもの。
△:フィルムが白化気味のもの。
×:フィルムが白化し、内容物がくすんで見えるもの。
(16)収縮性
◎:張りが強く、均一な収縮が行えたもの。
○:やや張りの弱いもの。
△:小ジワが部分的に残るもの。
×:包装物に緩み、ドッグイヤーがあるもの。
(17)総合評価
上記の(12)〜(16)について、◎=3点、○=2点、△=1点、×=0点で採点した結果を示す。
フィルムの延伸方法としては、ロール延伸法、テンター法、バブル法等特に制限はないが、同時ニ軸延伸で製膜される方法が延伸性その他合理性より好ましい。
まず、実施例及び比較例が示すような樹脂を用いて、2台の押出機を使用し、2種3層の環状ダイスより両表面層、芯層からなる3層構成のチューブを溶融押出し、水冷リングを用いて急冷却して未延伸チューブ(パリソン)を得た。チューブにはグリセリン脂肪酸エステル系界面活性剤を主体(純度65%以上)とした添加剤を添加したが、押出機のスクリューの圧縮部手前に高圧ポンプにて注入する方法にて添加した。また、各層所定の比率となるように、各押出量を設定し、断面観察にて層構成を確認した。得られた未延伸チューブを電子線によって規定量の吸収線量が照射され、その後延伸部に送り、赤外加熱ヒーターにて加熱し、空冷リングで冷却させながらエアーを注入してバブルを形成する、いわゆるインフレーションバブル法により延伸される。また、この時の延伸温度は130〜160℃である。加熱ゾーンから延伸ゾーンでは縦方向に延伸されており、その延伸倍率は、加熱入りのピンチローラーの速度とバブル巻取機の速度との速度比で調整した。この後、デフレーター部で折りたたみダブルのフィルムとなり、巻取機にて巻き取ってフィルム原反を採取した。この時のフィルムの巾とパリソンの巾にて横方向の延伸倍率として調整した。延伸倍率は表1に記載の通りであり、所定の厚みとなるよう押出量にて調整した。スリッターにて、ダブルのフィルム原反よりシングルに剥ぎながらスリットを行い、実施例1,2及び比較例1,2の多層フィルムを得た。
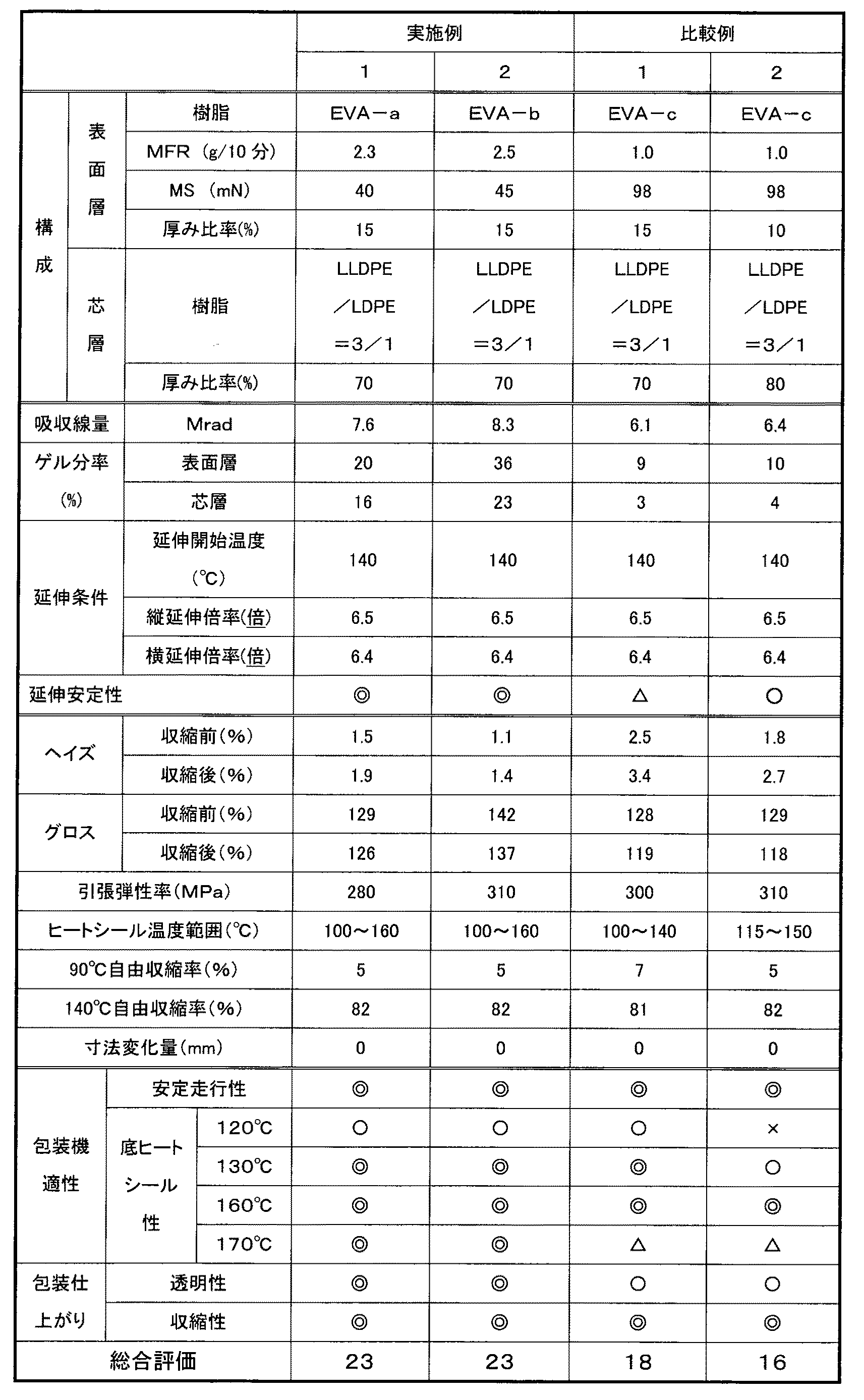
EVA−aを表面層樹脂として、またLLDPE:75wt%、LDPE:25wt%の混合物を芯層用樹脂として用意し、本文記載の製法によりフィルムを得た。この際、原反の厚み構成は表面層/芯層/表面層=15/70/15で合計430μmであった。電離性放射線の吸収線量は7.6Mradであり、延伸開始温度140℃で縦方向6.5倍、横方向6.4倍の延伸を行い、約10μmのフィルムを得た。
EVA−bを表面層樹脂として、またLLDPE:75wt%、LDPE:25wt%の混合物を芯層用樹脂として用意し、本文記載の製法によりフィルムを得た。この際、原反の厚み構成は表面層/芯層/表面層=15/70/15で合計430μmであった。電離性放射線の吸収線量は8.3Mradであり、延伸開始温度140℃で縦方向6.5倍、横方向6.4倍の延伸を行い、約10μmのフィルムを得た。
EVA−cを表面層樹脂として、またLLDPE:75wt%、LDPE:25wt%の混合物を芯層用樹脂として用意し、本文記載の製法によりフィルムを得た。この際、原反の厚み構成は表面層/芯層/表面層=15/70/15で合計430μmであった。電離性放射線の吸収線量は6.1Mradであり、延伸開始温度140℃で縦方向6.5倍、横方向6.4倍の延伸を行い、約10μmのフィルムを得た。
EVA−cを表面層樹脂として、またLLDPE:75wt%、LDPE:25wt%の混合物を芯層用樹脂として用意し、本文記載の製法によりフィルムを得た。この際、原反の厚み構成は表面層/芯層/表面層=10/80/10で合計430μmであった。電離性放射線の吸収線量は6.1Mradであり、延伸開始温度140℃で縦方向6.5倍、横方向6.4倍の延伸を行い、約10μmのフィルムを得た。
各フィルムの物性及び延伸安定性を表1に併せて記した。実施例1,2は、通常低下しがちな収縮後の透明性であるヘイズ値が2.0%以下と優れており、包装作業の安定度に寄与する弾性率も200MPa以上と高く、ヒートシール温度範囲も100〜160℃と広く、さらに本条件下での延伸安定性も優れたものであった。
本発明である実施例1,2は、自動包装機械による包装の安定性、底ヒートシールによる完全な密封性に優れ、また、仕上がりの包装物のフィルムの張り、外観、透明性も優れており、総合評価23点という素晴らしいものであった。
一方、比較例1,2は、包装時の底ヒートシール温度範囲が狭く、また、仕上がりの透明性に劣るものであった。
つまり、本発明の樹脂構成は総合的に卓越したものである。
Claims (1)
- MFRが2.0〜6.0g/10分であるエチレン−酢酸ビニル共重合体を50wt%以上含む樹脂の2つの表面層と、高圧法低密度ポリエチレン50〜10wt%、線状低密度ポリエチレン50〜90wt%からなる混合樹脂の芯層を有する3層フィルムであって、該フィルムの90℃自由収縮率が15%以下且つ140℃自由収縮率が70%以上の値を有し、芯層のゲル分率が10〜30wt%、各表面層のゲル分率が20〜40wt%であることを特徴とした3層架橋フィルム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005171907A JP4919620B2 (ja) | 2005-06-13 | 2005-06-13 | 3層架橋フィルム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005171907A JP4919620B2 (ja) | 2005-06-13 | 2005-06-13 | 3層架橋フィルム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006346868A JP2006346868A (ja) | 2006-12-28 |
| JP4919620B2 true JP4919620B2 (ja) | 2012-04-18 |
Family
ID=37643224
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005171907A Expired - Fee Related JP4919620B2 (ja) | 2005-06-13 | 2005-06-13 | 3層架橋フィルム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4919620B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NZ587979A (en) * | 2008-03-14 | 2013-05-31 | 3M Innovative Properties Co | Visually transparent stretch releasable adhesive article |
| CN102124400B (zh) * | 2008-08-19 | 2014-12-10 | 3M创新有限公司 | 多层光学制品 |
| JP5328464B2 (ja) * | 2008-09-19 | 2013-10-30 | 旭化成ケミカルズ株式会社 | 熱収縮多層フィルム |
| JP6826894B2 (ja) * | 2017-01-19 | 2021-02-10 | 株式会社クレハ | 熱収縮性多層フィルム |
| JP7422522B2 (ja) * | 2019-11-11 | 2024-01-26 | 旭化成株式会社 | 包装体 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0737539B2 (ja) * | 1987-12-18 | 1995-04-26 | 旭化成工業株式会社 | ポリオレフイン系樹脂包装用フイルム |
| JPH02128841A (ja) * | 1988-11-09 | 1990-05-17 | Asahi Chem Ind Co Ltd | 3層架橋フィルム及びその製造方法 |
| JPH11348205A (ja) * | 1998-06-09 | 1999-12-21 | Asahi Chem Ind Co Ltd | 多層シュリンクフィルム |
-
2005
- 2005-06-13 JP JP2005171907A patent/JP4919620B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006346868A (ja) | 2006-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4848020B2 (ja) | 延伸積層フィルム及び袋 | |
| JP5328464B2 (ja) | 熱収縮多層フィルム | |
| JPH0252624B2 (ja) | ||
| JPH058356A (ja) | シユリンク・ストレツチ性多層フイルム | |
| JP4115846B2 (ja) | ポリオレフィン系樹脂防曇・熱収縮性多層フィルム | |
| JP4205258B2 (ja) | 熱収縮性多層フィルム | |
| JP4919620B2 (ja) | 3層架橋フィルム | |
| JP5084353B2 (ja) | 熱収縮性多層フィルム | |
| JP2007045855A (ja) | ポリオレフィン系樹脂組成物 | |
| JPH0214898B2 (ja) | ||
| JP5722081B2 (ja) | 収縮仕上がり性に優れたポリエチレン系架橋シュリンクフィルム | |
| JP5587136B2 (ja) | 収縮仕上がり性に優れたポリオレフィン系熱収縮性フィルム | |
| JP5545627B2 (ja) | ポリオレフィン系薄膜多層シュリンクフィルム | |
| JP2021112852A (ja) | 熱収縮性ガスバリアフィルム | |
| JP5399048B2 (ja) | ポリエチレン系架橋シュリンクフィルム | |
| JP2016215480A (ja) | ポリエチレン系架橋シュリンクフィルム | |
| JP4818169B2 (ja) | 熱収縮性多層フィルム | |
| JP2002187245A (ja) | ポリオレフィン系樹脂熱収縮性多層フィルム | |
| JP3748639B2 (ja) | ポリオレフィン系樹脂組成物 | |
| JP4721933B2 (ja) | ストレッチシュリンク積層フィルム及びその製造方法 | |
| JP4025419B2 (ja) | 多層フィルム | |
| JP3755923B2 (ja) | ポリオレフィン系樹脂多層シュリンクフィルム | |
| JP4896421B2 (ja) | ストレッチシュリンク積層フィルムおよびその製造方法 | |
| JP4721931B2 (ja) | ストレッチシュリンク積層フィルム及びその製造方法 | |
| JP4721925B2 (ja) | ストレッチシュリンク積層フィルム及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20070402 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080612 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101005 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120131 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120131 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4919620 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150210 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |