JP4814527B2 - インプリント・エンボッシング位置合せシステム - Google Patents
インプリント・エンボッシング位置合せシステム Download PDFInfo
- Publication number
- JP4814527B2 JP4814527B2 JP2005013161A JP2005013161A JP4814527B2 JP 4814527 B2 JP4814527 B2 JP 4814527B2 JP 2005013161 A JP2005013161 A JP 2005013161A JP 2005013161 A JP2005013161 A JP 2005013161A JP 4814527 B2 JP4814527 B2 JP 4814527B2
- Authority
- JP
- Japan
- Prior art keywords
- assembly
- substrate
- disk substrate
- disk
- imprinting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images























Classifications
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B7/00—Recording or reproducing by optical means, e.g. recording using a thermal beam of optical radiation by modifying optical properties or the physical structure, reproducing using an optical beam at lower power by sensing optical properties; Record carriers therefor
- G11B7/24—Record carriers characterised by shape, structure or physical properties, or by the selection of the material
- G11B7/26—Apparatus or processes specially adapted for the manufacture of record carriers
- G11B7/263—Preparing and using a stamper, e.g. pressing or injection molding substrates
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/84—Processes or apparatus specially adapted for manufacturing record carriers
- G11B5/8404—Processes or apparatus specially adapted for manufacturing record carriers manufacturing base layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S425/00—Plastic article or earthenware shaping or treating: apparatus
- Y10S425/81—Sound record
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/21—Circular sheet or circular blank
- Y10T428/219—Edge structure
Description
Claims (3)
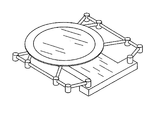
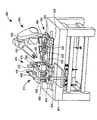
- 底面を有するダイと、
前記底面の上に配置されたエンボッシング箔と、
前記ダイの中央部を貫通するロッド部を有し、基板を受け取るマンドレルと、
前記ロッド部のまわりに配置されたボール・ブッシングと、
前記ボール・ブッシングのまわりに配置され、前記エンボッシング箔に接触する外側スリーブとから構成され、
前記ボール・ブッシングの熱膨張係数は、前記外側スリーブの熱膨張係数より大きいことを特徴とするインプリント・インボッシング位置合わせ装置。 - 軸およびエンボッシング箔を有するダイ組立品を設けるステップと、
前記軸のまわりに配置されたボール・ブッシングを加熱するステップと、
前記軸の中心線と前記エンボッシング箔の中心線の位置を合わせるステップと
から成ることを特徴とするインプリント・インボッシング位置合わせの方法。 - ダイ組立品内に基板を配置する手段と、
前記ダイ組立品内において、ボール・ブッシングを中心棒と外側スリーブの間に配置する手段と、
エンボッシング箔の中心を前記中心棒の中心線に合わせる手段と、
前記ボール・ブッシングを熱膨張させて、前記基板の中心線を前記エンボッシング箔の中心線に対して合わせる手段と
を備えることを特徴とするインプリント・インボッシング位置合わせ装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/761,464 US7686606B2 (en) | 2004-01-20 | 2004-01-20 | Imprint embossing alignment system |
| US10/761,464 | 2004-01-20 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005205915A JP2005205915A (ja) | 2005-08-04 |
| JP2005205915A5 JP2005205915A5 (ja) | 2008-02-28 |
| JP4814527B2 true JP4814527B2 (ja) | 2011-11-16 |
Family
ID=34750173
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005013161A Expired - Fee Related JP4814527B2 (ja) | 2004-01-20 | 2005-01-20 | インプリント・エンボッシング位置合せシステム |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US7686606B2 (ja) |
| JP (1) | JP4814527B2 (ja) |
| DE (1) | DE102005001476A1 (ja) |
| MY (1) | MY142294A (ja) |
Families Citing this family (88)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7686606B2 (en) | 2004-01-20 | 2010-03-30 | Wd Media, Inc. | Imprint embossing alignment system |
| US7684152B2 (en) * | 2004-09-24 | 2010-03-23 | Wd Media, Inc. | Method of mitigating eccentricity in a disk drive with DTR media |
| US7399422B2 (en) * | 2005-11-29 | 2008-07-15 | Asml Holding N.V. | System and method for forming nanodisks used in imprint lithography and nanodisk and memory disk formed thereby |
| US7363854B2 (en) | 2004-12-16 | 2008-04-29 | Asml Holding N.V. | System and method for patterning both sides of a substrate utilizing imprint lithography |
| US7410591B2 (en) * | 2004-12-16 | 2008-08-12 | Asml Holding N.V. | Method and system for making a nano-plate for imprint lithography |
| US7409759B2 (en) * | 2004-12-16 | 2008-08-12 | Asml Holding N.V. | Method for making a computer hard drive platen using a nano-plate |
| US7331283B2 (en) * | 2004-12-16 | 2008-02-19 | Asml Holding N.V. | Method and apparatus for imprint pattern replication |
| AU2006284541B2 (en) * | 2005-08-26 | 2011-02-17 | Quickstep Technologies Pty Ltd | Reticulation system for composite component production |
| JP4738136B2 (ja) * | 2005-10-31 | 2011-08-03 | 株式会社東芝 | 板状構造体の製造装置及び磁気ディスク製造方法 |
| JP5114848B2 (ja) * | 2006-02-09 | 2013-01-09 | 凸版印刷株式会社 | インプリント用モールドの欠陥修正方法及びインプリント用モールドの製造方法 |
| KR101261606B1 (ko) | 2006-05-09 | 2013-05-09 | 삼성디스플레이 주식회사 | 표시판의 제조 장치 및 제조 방법 |
| AR061903A1 (es) * | 2007-07-17 | 2008-10-01 | Eduardo Jose Collazuol | Sistema de cambio rapido de dispositivos neumaticos de expulsion de pastillas de jabones de la matriz |
| JP5117895B2 (ja) | 2008-03-17 | 2013-01-16 | ダブリュディ・メディア・シンガポール・プライベートリミテッド | 磁気記録媒体及びその製造方法 |
| JP2009238299A (ja) | 2008-03-26 | 2009-10-15 | Hoya Corp | 垂直磁気記録媒体および垂直磁気記録媒体の製造方法 |
| JP5453666B2 (ja) * | 2008-03-30 | 2014-03-26 | ダブリュディ・メディア・シンガポール・プライベートリミテッド | 磁気ディスク及びその製造方法 |
| WO2009129441A2 (en) * | 2008-04-17 | 2009-10-22 | Massachusetts Institute Of Technology | Symmetric thermocentric flexure with minimal yaw error motion |
| JP5370806B2 (ja) * | 2008-04-22 | 2013-12-18 | 富士電機株式会社 | インプリント方法およびその装置 |
| JP5077764B2 (ja) * | 2008-04-22 | 2012-11-21 | 富士電機株式会社 | インプリント方法およびその装置 |
| US7924519B2 (en) * | 2008-09-29 | 2011-04-12 | Wd Media, Inc. | Eccentricity determination for a disk |
| US9177586B2 (en) | 2008-09-30 | 2015-11-03 | WD Media (Singapore), LLC | Magnetic disk and manufacturing method thereof |
| WO2010064724A1 (ja) | 2008-12-05 | 2010-06-10 | Hoya株式会社 | 磁気ディスク及びその製造方法 |
| JP5218909B2 (ja) * | 2008-12-22 | 2013-06-26 | 富士電機株式会社 | インプリント装置 |
| WO2010116908A1 (ja) | 2009-03-28 | 2010-10-14 | Hoya株式会社 | 磁気ディスク用潤滑剤化合物及び磁気ディスク |
| US8431258B2 (en) | 2009-03-30 | 2013-04-30 | Wd Media (Singapore) Pte. Ltd. | Perpendicular magnetic recording medium and method of manufacturing the same |
| US20100300884A1 (en) | 2009-05-26 | 2010-12-02 | Wd Media, Inc. | Electro-deposited passivation coatings for patterned media |
| US9330685B1 (en) | 2009-11-06 | 2016-05-03 | WD Media, LLC | Press system for nano-imprinting of recording media with a two step pressing method |
| US8496466B1 (en) | 2009-11-06 | 2013-07-30 | WD Media, LLC | Press system with interleaved embossing foil holders for nano-imprinting of recording media |
| US8402638B1 (en) | 2009-11-06 | 2013-03-26 | Wd Media, Inc. | Press system with embossing foil free to expand for nano-imprinting of recording media |
| JP5643516B2 (ja) | 2010-01-08 | 2014-12-17 | ダブリュディ・メディア・シンガポール・プライベートリミテッド | 垂直磁気記録媒体 |
| JP5574414B2 (ja) | 2010-03-29 | 2014-08-20 | ダブリュディ・メディア・シンガポール・プライベートリミテッド | 磁気ディスクの評価方法及び磁気ディスクの製造方法 |
| JP5634749B2 (ja) | 2010-05-21 | 2014-12-03 | ダブリュディ・メディア・シンガポール・プライベートリミテッド | 垂直磁気ディスク |
| JP5645476B2 (ja) | 2010-05-21 | 2014-12-24 | ダブリュディ・メディア・シンガポール・プライベートリミテッド | 垂直磁気ディスク |
| JP2011248968A (ja) | 2010-05-28 | 2011-12-08 | Wd Media (Singapore) Pte. Ltd | 垂直磁気ディスク |
| JP2011248969A (ja) | 2010-05-28 | 2011-12-08 | Wd Media (Singapore) Pte. Ltd | 垂直磁気ディスク |
| JP2011248967A (ja) | 2010-05-28 | 2011-12-08 | Wd Media (Singapore) Pte. Ltd | 垂直磁気ディスクの製造方法 |
| JP2012009086A (ja) | 2010-06-22 | 2012-01-12 | Wd Media (Singapore) Pte. Ltd | 垂直磁気記録媒体及びその製造方法 |
| US8889275B1 (en) | 2010-08-20 | 2014-11-18 | WD Media, LLC | Single layer small grain size FePT:C film for heat assisted magnetic recording media |
| US8743666B1 (en) | 2011-03-08 | 2014-06-03 | Western Digital Technologies, Inc. | Energy assisted magnetic recording medium capable of suppressing high DC readback noise |
| US8711499B1 (en) | 2011-03-10 | 2014-04-29 | WD Media, LLC | Methods for measuring media performance associated with adjacent track interference |
| US8491800B1 (en) | 2011-03-25 | 2013-07-23 | WD Media, LLC | Manufacturing of hard masks for patterning magnetic media |
| US9028985B2 (en) | 2011-03-31 | 2015-05-12 | WD Media, LLC | Recording media with multiple exchange coupled magnetic layers |
| US8565050B1 (en) | 2011-12-20 | 2013-10-22 | WD Media, LLC | Heat assisted magnetic recording media having moment keeper layer |
| US9029308B1 (en) | 2012-03-28 | 2015-05-12 | WD Media, LLC | Low foam media cleaning detergent |
| US9269480B1 (en) | 2012-03-30 | 2016-02-23 | WD Media, LLC | Systems and methods for forming magnetic recording media with improved grain columnar growth for energy assisted magnetic recording |
| US8941950B2 (en) | 2012-05-23 | 2015-01-27 | WD Media, LLC | Underlayers for heat assisted magnetic recording (HAMR) media |
| US8993134B2 (en) | 2012-06-29 | 2015-03-31 | Western Digital Technologies, Inc. | Electrically conductive underlayer to grow FePt granular media with (001) texture on glass substrates |
| US9034492B1 (en) | 2013-01-11 | 2015-05-19 | WD Media, LLC | Systems and methods for controlling damping of magnetic media for heat assisted magnetic recording |
| US10115428B1 (en) | 2013-02-15 | 2018-10-30 | Wd Media, Inc. | HAMR media structure having an anisotropic thermal barrier layer |
| US9153268B1 (en) | 2013-02-19 | 2015-10-06 | WD Media, LLC | Lubricants comprising fluorinated graphene nanoribbons for magnetic recording media structure |
| US9183867B1 (en) | 2013-02-21 | 2015-11-10 | WD Media, LLC | Systems and methods for forming implanted capping layers in magnetic media for magnetic recording |
| US9196283B1 (en) | 2013-03-13 | 2015-11-24 | Western Digital (Fremont), Llc | Method for providing a magnetic recording transducer using a chemical buffer |
| US9954126B2 (en) | 2013-03-14 | 2018-04-24 | Q1 Nanosystems Corporation | Three-dimensional photovoltaic devices including cavity-containing cores and methods of manufacture |
| US20140264998A1 (en) | 2013-03-14 | 2014-09-18 | Q1 Nanosystems Corporation | Methods for manufacturing three-dimensional metamaterial devices with photovoltaic bristles |
| US9190094B2 (en) | 2013-04-04 | 2015-11-17 | Western Digital (Fremont) | Perpendicular recording media with grain isolation initiation layer and exchange breaking layer for signal-to-noise ratio enhancement |
| US9093122B1 (en) | 2013-04-05 | 2015-07-28 | WD Media, LLC | Systems and methods for improving accuracy of test measurements involving aggressor tracks written to disks of hard disk drives |
| US8947987B1 (en) | 2013-05-03 | 2015-02-03 | WD Media, LLC | Systems and methods for providing capping layers for heat assisted magnetic recording media |
| US8867322B1 (en) | 2013-05-07 | 2014-10-21 | WD Media, LLC | Systems and methods for providing thermal barrier bilayers for heat assisted magnetic recording media |
| US9296082B1 (en) | 2013-06-11 | 2016-03-29 | WD Media, LLC | Disk buffing apparatus with abrasive tape loading pad having a vibration absorbing layer |
| US9406330B1 (en) | 2013-06-19 | 2016-08-02 | WD Media, LLC | Method for HDD disk defect source detection |
| US9607646B2 (en) | 2013-07-30 | 2017-03-28 | WD Media, LLC | Hard disk double lubrication layer |
| US9389135B2 (en) | 2013-09-26 | 2016-07-12 | WD Media, LLC | Systems and methods for calibrating a load cell of a disk burnishing machine |
| US9177585B1 (en) | 2013-10-23 | 2015-11-03 | WD Media, LLC | Magnetic media capable of improving magnetic properties and thermal management for heat-assisted magnetic recording |
| US9581510B1 (en) | 2013-12-16 | 2017-02-28 | Western Digital Technologies, Inc. | Sputter chamber pressure gauge with vibration absorber |
| US9382496B1 (en) | 2013-12-19 | 2016-07-05 | Western Digital Technologies, Inc. | Lubricants with high thermal stability for heat-assisted magnetic recording |
| US9824711B1 (en) | 2014-02-14 | 2017-11-21 | WD Media, LLC | Soft underlayer for heat assisted magnetic recording media |
| US9447368B1 (en) | 2014-02-18 | 2016-09-20 | WD Media, LLC | Detergent composition with low foam and high nickel solubility |
| US9431045B1 (en) | 2014-04-25 | 2016-08-30 | WD Media, LLC | Magnetic seed layer used with an unbalanced soft underlayer |
| US9042053B1 (en) | 2014-06-24 | 2015-05-26 | WD Media, LLC | Thermally stabilized perpendicular magnetic recording medium |
| US9159350B1 (en) | 2014-07-02 | 2015-10-13 | WD Media, LLC | High damping cap layer for magnetic recording media |
| US10054363B2 (en) | 2014-08-15 | 2018-08-21 | WD Media, LLC | Method and apparatus for cryogenic dynamic cooling |
| US9082447B1 (en) | 2014-09-22 | 2015-07-14 | WD Media, LLC | Determining storage media substrate material type |
| US8995078B1 (en) | 2014-09-25 | 2015-03-31 | WD Media, LLC | Method of testing a head for contamination |
| US9227324B1 (en) | 2014-09-25 | 2016-01-05 | WD Media, LLC | Mandrel for substrate transport system with notch |
| US9685184B1 (en) | 2014-09-25 | 2017-06-20 | WD Media, LLC | NiFeX-based seed layer for magnetic recording media |
| US9449633B1 (en) | 2014-11-06 | 2016-09-20 | WD Media, LLC | Smooth structures for heat-assisted magnetic recording media |
| US9818442B2 (en) | 2014-12-01 | 2017-11-14 | WD Media, LLC | Magnetic media having improved magnetic grain size distribution and intergranular segregation |
| US9401300B1 (en) | 2014-12-18 | 2016-07-26 | WD Media, LLC | Media substrate gripper including a plurality of snap-fit fingers |
| US9218850B1 (en) | 2014-12-23 | 2015-12-22 | WD Media, LLC | Exchange break layer for heat-assisted magnetic recording media |
| US9257134B1 (en) | 2014-12-24 | 2016-02-09 | Western Digital Technologies, Inc. | Allowing fast data zone switches on data storage devices |
| US9990940B1 (en) | 2014-12-30 | 2018-06-05 | WD Media, LLC | Seed structure for perpendicular magnetic recording media |
| US9280998B1 (en) | 2015-03-30 | 2016-03-08 | WD Media, LLC | Acidic post-sputter wash for magnetic recording media |
| US9822441B2 (en) | 2015-03-31 | 2017-11-21 | WD Media, LLC | Iridium underlayer for heat assisted magnetic recording media |
| US9275669B1 (en) | 2015-03-31 | 2016-03-01 | WD Media, LLC | TbFeCo in PMR media for SNR improvement |
| US11074934B1 (en) | 2015-09-25 | 2021-07-27 | Western Digital Technologies, Inc. | Heat assisted magnetic recording (HAMR) media with Curie temperature reduction layer |
| US10236026B1 (en) | 2015-11-06 | 2019-03-19 | WD Media, LLC | Thermal barrier layers and seed layers for control of thermal and structural properties of HAMR media |
| US9406329B1 (en) | 2015-11-30 | 2016-08-02 | WD Media, LLC | HAMR media structure with intermediate layer underlying a magnetic recording layer having multiple sublayers |
| US10121506B1 (en) | 2015-12-29 | 2018-11-06 | WD Media, LLC | Magnetic-recording medium including a carbon overcoat implanted with nitrogen and hydrogen |
| CN110142704B (zh) * | 2019-04-24 | 2021-02-12 | 贵州永红航空机械有限责任公司 | 一种铝制板翅式散热器焊接检验方法 |
Family Cites Families (102)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3946634A (en) * | 1972-04-03 | 1976-03-30 | Letson And Burpee Ltd. | Band mill strain mechanism |
| US4062600A (en) * | 1976-04-05 | 1977-12-13 | Litton Systems, Inc. | Dual-gimbal gyroscope flexure suspension |
| US4343025A (en) * | 1979-10-05 | 1982-08-03 | Nortronics Company, Inc. | Transducer arm assembly for floppy disk |
| JPS5836417A (ja) * | 1981-08-27 | 1983-03-03 | Matsushita Electric Ind Co Ltd | 情報担体の製造方法 |
| DE3481978D1 (de) * | 1983-10-06 | 1990-05-23 | Servichem Ag | Vorrichtung zur herstellung von gegenstaenden aus einer materialbahn einer thermoplastischen folie und die verwendung derselben zur herstellung von behaelterteilen. |
| US4694703A (en) * | 1984-06-28 | 1987-09-22 | Lear Siegler, Inc. | Circumferentially oriented flexure suspension |
| US4571320A (en) | 1984-10-31 | 1986-02-18 | General Motors Corporation | Method and apparatus for loading and unloading sheet molding compound in and from a press |
| US5091047A (en) * | 1986-09-11 | 1992-02-25 | National Semiconductor Corp. | Plasma etching using a bilayer mask |
| US5045150A (en) * | 1986-09-11 | 1991-09-03 | National Semiconductor Corp. | Plasma etching using a bilayer mask |
| US4931351A (en) * | 1987-01-12 | 1990-06-05 | Eastman Kodak Company | Bilayer lithographic process |
| US4770739A (en) * | 1987-02-03 | 1988-09-13 | Texas Instruments Incorporated | Bilayer photoresist process |
| US4786564A (en) * | 1987-02-25 | 1988-11-22 | Komag, Inc. | Method for manufacturing a magnetic disk having reduced bit shift, minimized noise, increased resolution and uniform magnetic characteristics, and the resulting disk |
| US5080549A (en) * | 1987-05-11 | 1992-01-14 | Epsilon Technology, Inc. | Wafer handling system with Bernoulli pick-up |
| DE3719200A1 (de) * | 1987-06-09 | 1988-12-29 | Ibm Deutschland | Optische speicherplatte und verfahren zu ihrer herstellung |
| US5455145A (en) * | 1988-12-24 | 1995-10-03 | Mitsubishi Denki Kabushiki Kaisha | Method of manufacturing double layer resist pattern and double layer resist structure |
| JP2865690B2 (ja) * | 1989-02-17 | 1999-03-08 | 株式会社日立製作所 | 嵌合挿入装置 |
| US5018037A (en) * | 1989-10-10 | 1991-05-21 | Krounbi Mohamad T | Magnetoresistive read transducer having hard magnetic bias |
| US5571473A (en) * | 1989-12-28 | 1996-11-05 | Idemitsu Petrochemical Co., Ltd. | Process for thermoforming thermoplastic resin sheet |
| US5045165A (en) * | 1990-02-01 | 1991-09-03 | Komag, Inc. | Method for sputtering a hydrogen-doped carbon protective film on a magnetic disk |
| EP0458477A3 (en) * | 1990-05-18 | 1991-12-04 | Imperial Chemical Industries Plc | Stabilisation of flexible optical media |
| DE4017796C1 (ja) | 1990-06-01 | 1991-12-19 | Richard 8057 Eching De Herbst | |
| US5219788A (en) * | 1991-02-25 | 1993-06-15 | Ibm Corporation | Bilayer metallization cap for photolithography |
| JP2917615B2 (ja) * | 1991-06-20 | 1999-07-12 | 富士電機株式会社 | 圧電アクチュエータ応用のプレス装置 |
| US5320934A (en) * | 1991-06-28 | 1994-06-14 | Misium George R | Bilayer photolithographic process |
| JPH0580530A (ja) * | 1991-09-24 | 1993-04-02 | Hitachi Ltd | 薄膜パターン製造方法 |
| US5322987A (en) * | 1992-06-10 | 1994-06-21 | Iomega Corporation | Pneumatic hub locking device for etching optical servo tracks on magnetic disks |
| US6276656B1 (en) * | 1992-07-14 | 2001-08-21 | Thermal Wave Molding Corp. | Mold for optimizing cooling time to form molded article |
| US6019930A (en) * | 1992-07-14 | 2000-02-01 | Thermal Wave Molding Corp. | Process for forming a molten material into molded article |
| US5290397A (en) * | 1992-08-21 | 1994-03-01 | Cornell Research Foundation, Inc. | Bilayer resist and process for preparing same |
| JP2900012B2 (ja) * | 1993-08-23 | 1999-06-02 | アイダエンジニアリング株式会社 | プレスのスライド下死点位置補正装置 |
| US5512131A (en) * | 1993-10-04 | 1996-04-30 | President And Fellows Of Harvard College | Formation of microstamped patterns on surfaces and derivative articles |
| JPH07186194A (ja) * | 1993-12-27 | 1995-07-25 | Sony Disc Technol:Kk | スタンパーの自動交換装置 |
| JPH07297118A (ja) * | 1994-04-27 | 1995-11-10 | Canon Inc | 基板および基板保持方法ならびにその装置 |
| US5537282A (en) * | 1994-07-15 | 1996-07-16 | Treves; David | Data storage disk having improved tracking capability |
| JPH08124223A (ja) * | 1994-10-24 | 1996-05-17 | Pioneer Video Corp | 光ディスクの製造方法 |
| TW297910B (ja) * | 1995-02-02 | 1997-02-11 | Tokyo Electron Co Ltd | |
| US5820769A (en) * | 1995-05-24 | 1998-10-13 | Regents Of The University Of Minnesota | Method for making magnetic storage having discrete elements with quantized magnetic moments |
| DE19532110C1 (de) * | 1995-08-31 | 1996-11-07 | Kodak Ag | Klemmvorrichtung zum Bedrucken von scheibenförmigen Informationsträgern |
| US6518189B1 (en) * | 1995-11-15 | 2003-02-11 | Regents Of The University Of Minnesota | Method and apparatus for high density nanostructures |
| US5772905A (en) * | 1995-11-15 | 1998-06-30 | Regents Of The University Of Minnesota | Nanoimprint lithography |
| US6309580B1 (en) * | 1995-11-15 | 2001-10-30 | Regents Of The University Of Minnesota | Release surfaces, particularly for use in nanoimprint lithography |
| US6482742B1 (en) | 2000-07-18 | 2002-11-19 | Stephen Y. Chou | Fluid pressure imprint lithography |
| JP3689949B2 (ja) * | 1995-12-19 | 2005-08-31 | 株式会社ニコン | 投影露光装置、及び該投影露光装置を用いたパターン形成方法 |
| US5915915A (en) * | 1996-03-07 | 1999-06-29 | Komag, Incorporated | End effector and method for loading and unloading disks at a processing station |
| US6257866B1 (en) * | 1996-06-18 | 2001-07-10 | Hy-Tech Forming Systems, Inc. | Apparatus for accurately forming plastic sheet |
| US5888433A (en) * | 1996-07-31 | 1999-03-30 | Kitano Engineering Co., Ltd. | Method of correcting nonalignment of a storage disc |
| JP3287234B2 (ja) * | 1996-09-19 | 2002-06-04 | 信越化学工業株式会社 | リフトオフ法用ポジ型レジスト組成物及びパターン形成方法 |
| US5985524A (en) * | 1997-03-28 | 1999-11-16 | International Business Machines Incorporated | Process for using bilayer photoresist |
| US6150015A (en) * | 1997-12-04 | 2000-11-21 | Komag, Incorporated | Ultra-thin nucleation layer for magnetic thin film media and the method for manufacturing the same |
| US6381090B1 (en) * | 1998-05-21 | 2002-04-30 | Komag, Incorporated | Hard disk drive head-media system having reduced stiction and low fly height |
| US6713238B1 (en) * | 1998-10-09 | 2004-03-30 | Stephen Y. Chou | Microscale patterning and articles formed thereby |
| JP2000124203A (ja) * | 1998-10-16 | 2000-04-28 | Shin Etsu Chem Co Ltd | 微細パターン形成方法 |
| US6281679B1 (en) | 1998-12-21 | 2001-08-28 | Honeywell - Measurex | Web thickness measurement system |
| US6665145B2 (en) * | 1999-02-10 | 2003-12-16 | Tdk Corporation | Magnetic recording medium with unit minute recording portions |
| EP1166264A1 (en) * | 1999-02-12 | 2002-01-02 | General Electric Company | Data storage media |
| US6218056B1 (en) | 1999-03-30 | 2001-04-17 | International Business Machines Corporation | Method of making highly defined bilayer lift-off mask |
| US6086730A (en) * | 1999-04-22 | 2000-07-11 | Komag, Incorporated | Method of sputtering a carbon protective film on a magnetic disk with high sp3 content |
| JP3229871B2 (ja) * | 1999-07-13 | 2001-11-19 | 松下電器産業株式会社 | 微細形状転写方法および光学部品の製造方法 |
| US6242718B1 (en) * | 1999-11-04 | 2001-06-05 | Asm America, Inc. | Wafer holder |
| SE515607C2 (sv) | 1999-12-10 | 2001-09-10 | Obducat Ab | Anordning och metod vid tillverkning av strukturer |
| JP2001266417A (ja) * | 2000-03-17 | 2001-09-28 | Sony Corp | 転写方法 |
| CN100504598C (zh) * | 2000-07-16 | 2009-06-24 | 得克萨斯州大学系统董事会 | 用于平版印刷工艺中的高分辨率重叠对齐方法和系统 |
| US7717696B2 (en) * | 2000-07-18 | 2010-05-18 | Nanonex Corp. | Apparatus for double-sided imprint lithography |
| US7322287B2 (en) * | 2000-07-18 | 2008-01-29 | Nanonex Corporation | Apparatus for fluid pressure imprint lithography |
| US6703099B2 (en) * | 2000-07-27 | 2004-03-09 | Seagate Technology Llc | Perpendicular magnetic recording media with patterned soft magnetic underlayer |
| EP2306242A3 (en) * | 2000-10-12 | 2011-11-02 | Board of Regents, The University of Texas System | Method of forming a pattern on a substrate |
| US6705853B1 (en) | 2000-10-20 | 2004-03-16 | Durakon Industries, Inc. | Six station rotary thermoforming machine |
| JP2002251784A (ja) * | 2001-02-22 | 2002-09-06 | Ricoh Co Ltd | 光ディスク基板及び光ディスク |
| JP3861197B2 (ja) * | 2001-03-22 | 2006-12-20 | 株式会社東芝 | 記録媒体の製造方法 |
| US6749794B2 (en) * | 2001-08-13 | 2004-06-15 | R + S Technik Gmbh | Method and apparatus for molding components with molded-in surface texture |
| US6757116B1 (en) * | 2001-08-16 | 2004-06-29 | Seagate Technology Llc | Disk biasing for manufacture of servo patterned media |
| US20030071016A1 (en) * | 2001-10-11 | 2003-04-17 | Wu-Sheng Shih | Patterned structure reproduction using nonsticking mold |
| US20030080472A1 (en) * | 2001-10-29 | 2003-05-01 | Chou Stephen Y. | Lithographic method with bonded release layer for molding small patterns |
| US6793476B2 (en) * | 2001-12-05 | 2004-09-21 | General Shale Products Llc | Apparatus for providing aging effect for brick |
| US6869557B1 (en) * | 2002-03-29 | 2005-03-22 | Seagate Technology Llc | Multi-level stamper for improved thermal imprint lithography |
| JP2003291178A (ja) * | 2002-03-29 | 2003-10-14 | Mitsubishi Materials Corp | 成形用金型装置 |
| CA2380114C (en) * | 2002-04-04 | 2010-01-19 | Obducat Aktiebolag | Imprint method and device |
| EP1497102B1 (en) * | 2002-04-24 | 2009-08-19 | Obducat AB | Device and method for transferring a pattern to a substrate |
| AU2003241245A1 (en) * | 2002-06-07 | 2003-12-22 | Obducat Ab | Method for transferring a pattern |
| US7252492B2 (en) * | 2002-06-20 | 2007-08-07 | Obducat Ab | Devices and methods for aligning a stamp and a substrate |
| US6939120B1 (en) | 2002-09-12 | 2005-09-06 | Komag, Inc. | Disk alignment apparatus and method for patterned media production |
| US20040132301A1 (en) * | 2002-09-12 | 2004-07-08 | Harper Bruce M. | Indirect fluid pressure imprinting |
| JP4105513B2 (ja) * | 2002-09-25 | 2008-06-25 | Tdk株式会社 | 金型装置 |
| JP4105573B2 (ja) * | 2003-03-26 | 2008-06-25 | Tdk株式会社 | 金型部品および金型装置 |
| TW568349U (en) * | 2003-05-02 | 2003-12-21 | Ind Tech Res Inst | Parallelism adjusting device for nano-transferring |
| TW570290U (en) * | 2003-05-02 | 2004-01-01 | Ind Tech Res Inst | Uniform pressing device for nanometer transfer-print |
| JP4185808B2 (ja) * | 2003-05-09 | 2008-11-26 | Tdk株式会社 | インプリント装置およびインプリント方法 |
| US6951173B1 (en) * | 2003-05-14 | 2005-10-04 | Molecular Imprints, Inc. | Assembly and method for transferring imprint lithography templates |
| US7030504B2 (en) * | 2003-05-30 | 2006-04-18 | Asm Technology Singapore Pte Ltd. | Sectional molding system |
| US20050094298A1 (en) * | 2003-09-22 | 2005-05-05 | Kabushiki Kaisha Toshiba | Imprint stamper, method for manufacturing the same, recording medium, method for manufacturing the same, information recording/reproducing method, and information recording/reproducing apparatus |
| US20050150862A1 (en) * | 2004-01-13 | 2005-07-14 | Harper Bruce M. | Workpiece alignment assembly |
| US20050151300A1 (en) * | 2004-01-13 | 2005-07-14 | Harper Bruce M. | Workpiece isothermal imprinting |
| US7329114B2 (en) | 2004-01-20 | 2008-02-12 | Komag, Inc. | Isothermal imprint embossing system |
| US7686606B2 (en) | 2004-01-20 | 2010-03-30 | Wd Media, Inc. | Imprint embossing alignment system |
| US20050155554A1 (en) * | 2004-01-20 | 2005-07-21 | Saito Toshiyuki M. | Imprint embossing system |
| US7229266B2 (en) * | 2004-03-23 | 2007-06-12 | Komag, Inc. | Press die alignment |
| US7162810B2 (en) * | 2004-08-11 | 2007-01-16 | Intel Corporation | Micro tool alignment apparatus and method |
| US7363854B2 (en) | 2004-12-16 | 2008-04-29 | Asml Holding N.V. | System and method for patterning both sides of a substrate utilizing imprint lithography |
| US7281920B2 (en) * | 2005-03-28 | 2007-10-16 | Komag, Inc. | Die set utilizing compliant gasket |
| ATE549294T1 (de) * | 2005-12-09 | 2012-03-15 | Obducat Ab | Vorrichtung und verfahren zum transfer von mustern mit zwischenstempel |
| JP5266615B2 (ja) * | 2006-01-18 | 2013-08-21 | Tdk株式会社 | スタンパー、凹凸パターン形成方法および情報記録媒体製造方法 |
| JP4478164B2 (ja) | 2007-03-12 | 2010-06-09 | 株式会社日立ハイテクノロジーズ | 微細構造転写装置、スタンパおよび微細構造の製造方法 |
-
2004
- 2004-01-20 US US10/761,464 patent/US7686606B2/en not_active Expired - Fee Related
-
2005
- 2005-01-12 DE DE200510001476 patent/DE102005001476A1/de not_active Withdrawn
- 2005-01-20 MY MYPI20050224A patent/MY142294A/en unknown
- 2005-01-20 JP JP2005013161A patent/JP4814527B2/ja not_active Expired - Fee Related
-
2009
- 2009-09-08 US US12/555,780 patent/US8100685B1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE102005001476A1 (de) | 2005-09-15 |
| US7686606B2 (en) | 2010-03-30 |
| MY142294A (en) | 2010-11-15 |
| JP2005205915A (ja) | 2005-08-04 |
| US20050158163A1 (en) | 2005-07-21 |
| US8100685B1 (en) | 2012-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4814527B2 (ja) | インプリント・エンボッシング位置合せシステム | |
| JP4699767B2 (ja) | 恒温インプリント・エンボッシング・システム | |
| JP2005252237A (ja) | インプリント・エンボッシング・システム | |
| US20050151300A1 (en) | Workpiece isothermal imprinting | |
| JP2005235367A (ja) | ワークピース・アライメント・アセンブリ | |
| US20050151282A1 (en) | Workpiece handler and alignment assembly | |
| JP5232077B2 (ja) | 微細構造転写装置 | |
| US8245754B2 (en) | Peeling apparatus, peeling method, and method of manufacturing information recording medium | |
| JP4789039B2 (ja) | ナノインプリント装置 | |
| JPWO2008142784A1 (ja) | インプリント装置 | |
| JP5546066B2 (ja) | 転写システムおよび転写方法 | |
| US20090273119A1 (en) | Imprint Method and Imprint Apparatus | |
| KR20050090070A (ko) | 패턴형성장치, 패턴형성방법, 패턴형성시스템 | |
| JP2011150780A (ja) | 両面インプリント装置 | |
| JP2941196B2 (ja) | 光ディスクの製造方法および製造装置 | |
| JP4154529B2 (ja) | 微細構造転写装置 | |
| JP5052660B2 (ja) | モールド、モールドの製造方法、及びモールドによる転写方法 | |
| JP4756106B2 (ja) | 転写装置 | |
| JP2009223998A (ja) | 磁気記録媒体の製造方法および製造装置 | |
| JP5541933B2 (ja) | 転写システムおよび転写方法 | |
| WO2010086986A1 (ja) | モールド及びその作製方法 | |
| JP2016111213A (ja) | ステージ装置、リソグラフィ装置及び物品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080115 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100916 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101026 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110126 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110412 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110712 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110809 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110826 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140902 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |