JP4699767B2 - 恒温インプリント・エンボッシング・システム - Google Patents
恒温インプリント・エンボッシング・システム Download PDFInfo
- Publication number
- JP4699767B2 JP4699767B2 JP2005013145A JP2005013145A JP4699767B2 JP 4699767 B2 JP4699767 B2 JP 4699767B2 JP 2005013145 A JP2005013145 A JP 2005013145A JP 2005013145 A JP2005013145 A JP 2005013145A JP 4699767 B2 JP4699767 B2 JP 4699767B2
- Authority
- JP
- Japan
- Prior art keywords
- assembly
- substrate
- disk substrate
- embossable film
- imprinting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B13/00—Conditioning or physical treatment of the material to be shaped
- B29B13/02—Conditioning or physical treatment of the material to be shaped by heating
- B29B13/023—Half-products, e.g. films, plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/026—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing of layered or coated substantially flat surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2017/00—Carriers for sound or information
- B29L2017/001—Carriers of records containing fine grooves or impressions, e.g. disc records for needle playback, cylinder records
- B29L2017/003—Records or discs
- B29L2017/005—CD''s, DVD''s
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S425/00—Plastic article or earthenware shaping or treating: apparatus
- Y10S425/808—Lens mold
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S425/00—Plastic article or earthenware shaping or treating: apparatus
- Y10S425/81—Sound record
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
Claims (3)
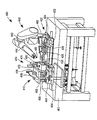
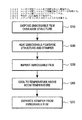
- 基板の上に配置されたエンボス可能フィルムをほぼエンボッシング温度に予備加熱するためのヒータと、
前記エンボス可能フィルムにインプリントするためのエンボッシング箔を有するダイ組立体と、
前記ヒータと前記ダイ組立体の間に配置され、前記ほぼエンボッシング温度を維持する加熱トンネルと
から構成されることを特徴とする恒熱インプリント・インボッシング組立体。 - 基板の上に配置されたエンボス可能フィルムほぼエンボッシング温度に予備加熱するステップと、
加熱トンネルを通じて前記基板をエンボス可能フィルムにインプリントするためのダイ組立体に搬送するステップとから構成され、
前記加熱トンネルが前記エンボッシング温度を維持することを特徴とする恒熱インプリント・インボッシング方法。 - 基板の上に配置されたエンボス可能フィルムをほぼエンボッシング温度に予備加熱する手段と、
前記ほぼエンボッシング温度を維持する加熱トンネルを通じて、前記基板をインプリンティング・ダイ組立体に搬送する手段とを備えることを特徴とする恒熱インプリント・インボッシング組立体。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/761,486 US7329114B2 (en) | 2004-01-20 | 2004-01-20 | Isothermal imprint embossing system |
| US10/761,486 | 2004-01-20 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005205914A JP2005205914A (ja) | 2005-08-04 |
| JP2005205914A5 JP2005205914A5 (ja) | 2008-02-28 |
| JP4699767B2 true JP4699767B2 (ja) | 2011-06-15 |
Family
ID=34750180
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005013145A Expired - Fee Related JP4699767B2 (ja) | 2004-01-20 | 2005-01-20 | 恒温インプリント・エンボッシング・システム |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US7329114B2 (ja) |
| JP (1) | JP4699767B2 (ja) |
| DE (1) | DE102005001693A1 (ja) |
| MY (1) | MY137628A (ja) |
Families Citing this family (100)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7790231B2 (en) * | 2003-07-10 | 2010-09-07 | Brewer Science Inc. | Automated process and apparatus for planarization of topographical surfaces |
| US7686606B2 (en) | 2004-01-20 | 2010-03-30 | Wd Media, Inc. | Imprint embossing alignment system |
| US7329114B2 (en) * | 2004-01-20 | 2008-02-12 | Komag, Inc. | Isothermal imprint embossing system |
| JP2006165371A (ja) * | 2004-12-09 | 2006-06-22 | Canon Inc | 転写装置およびデバイス製造方法 |
| US7399422B2 (en) * | 2005-11-29 | 2008-07-15 | Asml Holding N.V. | System and method for forming nanodisks used in imprint lithography and nanodisk and memory disk formed thereby |
| US7363854B2 (en) * | 2004-12-16 | 2008-04-29 | Asml Holding N.V. | System and method for patterning both sides of a substrate utilizing imprint lithography |
| US7410591B2 (en) * | 2004-12-16 | 2008-08-12 | Asml Holding N.V. | Method and system for making a nano-plate for imprint lithography |
| US7331283B2 (en) * | 2004-12-16 | 2008-02-19 | Asml Holding N.V. | Method and apparatus for imprint pattern replication |
| US7409759B2 (en) * | 2004-12-16 | 2008-08-12 | Asml Holding N.V. | Method for making a computer hard drive platen using a nano-plate |
| FR2889353A1 (fr) * | 2005-07-26 | 2007-02-02 | Chiang Chen Liang Fan | Structure d'aimant doux |
| US7316554B2 (en) * | 2005-09-21 | 2008-01-08 | Molecular Imprints, Inc. | System to control an atmosphere between a body and a substrate |
| JP4738136B2 (ja) * | 2005-10-31 | 2011-08-03 | 株式会社東芝 | 板状構造体の製造装置及び磁気ディスク製造方法 |
| US7670530B2 (en) * | 2006-01-20 | 2010-03-02 | Molecular Imprints, Inc. | Patterning substrates employing multiple chucks |
| MY144847A (en) * | 2005-12-08 | 2011-11-30 | Molecular Imprints Inc | Method and system for double-sided patterning of substrates |
| JP4659629B2 (ja) * | 2006-02-02 | 2011-03-30 | 富士通株式会社 | 光学部品製造装置及び方法、光学部品におけるレンズ組立装置 |
| US8744624B1 (en) * | 2006-05-11 | 2014-06-03 | Kla-Tencor Corporation | Substrate alignment system |
| US8371215B2 (en) * | 2006-10-31 | 2013-02-12 | Modilis Holdings Llc | Method and arrangement for manufacturing optical products with complex three-dimensional forms |
| EP1972996B1 (de) * | 2007-03-21 | 2010-10-13 | Erich Dipl.-Ing. Thallner | Verfahren und Vorrichtung zur Erzeugung einer nanostrukturierten Scheibe |
| DE102007021250A1 (de) * | 2007-05-07 | 2008-11-20 | Singulus Technologies Ag | Vorrichtung zum dynamischen Temperieren einer Matrize |
| DE102007029333A1 (de) * | 2007-06-26 | 2009-01-02 | Singulus Technologies Ag | Einsatz von Thermosets beim Strukturieren von Substraten |
| AR061903A1 (es) * | 2007-07-17 | 2008-10-01 | Eduardo Jose Collazuol | Sistema de cambio rapido de dispositivos neumaticos de expulsion de pastillas de jabones de la matriz |
| WO2009110882A1 (en) * | 2008-03-01 | 2009-09-11 | Hewlett-Packard Development Company, L.P. | Imparting pattern into material using embossing roller |
| JP5117895B2 (ja) | 2008-03-17 | 2013-01-16 | ダブリュディ・メディア・シンガポール・プライベートリミテッド | 磁気記録媒体及びその製造方法 |
| JP2009238299A (ja) | 2008-03-26 | 2009-10-15 | Hoya Corp | 垂直磁気記録媒体および垂直磁気記録媒体の製造方法 |
| JP5453666B2 (ja) * | 2008-03-30 | 2014-03-26 | ダブリュディ・メディア・シンガポール・プライベートリミテッド | 磁気ディスク及びその製造方法 |
| WO2010038773A1 (ja) | 2008-09-30 | 2010-04-08 | Hoya株式会社 | 磁気ディスク及びその製造方法 |
| WO2010064724A1 (ja) | 2008-12-05 | 2010-06-10 | Hoya株式会社 | 磁気ディスク及びその製造方法 |
| US8322176B2 (en) * | 2009-02-11 | 2012-12-04 | Ford Global Technologies, Llc | System and method for incrementally forming a workpiece |
| WO2010116908A1 (ja) | 2009-03-28 | 2010-10-14 | Hoya株式会社 | 磁気ディスク用潤滑剤化合物及び磁気ディスク |
| SG165294A1 (en) | 2009-03-30 | 2010-10-28 | Wd Media Singapore Pte Ltd | Perpendicular magnetic recording medium and method of manufacturing the same |
| US20100300884A1 (en) | 2009-05-26 | 2010-12-02 | Wd Media, Inc. | Electro-deposited passivation coatings for patterned media |
| US8496466B1 (en) | 2009-11-06 | 2013-07-30 | WD Media, LLC | Press system with interleaved embossing foil holders for nano-imprinting of recording media |
| US8402638B1 (en) | 2009-11-06 | 2013-03-26 | Wd Media, Inc. | Press system with embossing foil free to expand for nano-imprinting of recording media |
| US9330685B1 (en) | 2009-11-06 | 2016-05-03 | WD Media, LLC | Press system for nano-imprinting of recording media with a two step pressing method |
| WO2011082205A2 (en) * | 2009-12-30 | 2011-07-07 | Graphic Packaging International, Inc. | Apparatus and method for positioning and operating upon a construct |
| JP5643516B2 (ja) | 2010-01-08 | 2014-12-17 | ダブリュディ・メディア・シンガポール・プライベートリミテッド | 垂直磁気記録媒体 |
| JP5574414B2 (ja) | 2010-03-29 | 2014-08-20 | ダブリュディ・メディア・シンガポール・プライベートリミテッド | 磁気ディスクの評価方法及び磁気ディスクの製造方法 |
| JP5634749B2 (ja) | 2010-05-21 | 2014-12-03 | ダブリュディ・メディア・シンガポール・プライベートリミテッド | 垂直磁気ディスク |
| JP5645476B2 (ja) | 2010-05-21 | 2014-12-24 | ダブリュディ・メディア・シンガポール・プライベートリミテッド | 垂直磁気ディスク |
| JP2011248967A (ja) | 2010-05-28 | 2011-12-08 | Wd Media (Singapore) Pte. Ltd | 垂直磁気ディスクの製造方法 |
| JP2011248968A (ja) | 2010-05-28 | 2011-12-08 | Wd Media (Singapore) Pte. Ltd | 垂直磁気ディスク |
| JP2011248969A (ja) | 2010-05-28 | 2011-12-08 | Wd Media (Singapore) Pte. Ltd | 垂直磁気ディスク |
| JP2012009086A (ja) | 2010-06-22 | 2012-01-12 | Wd Media (Singapore) Pte. Ltd | 垂直磁気記録媒体及びその製造方法 |
| US8889275B1 (en) | 2010-08-20 | 2014-11-18 | WD Media, LLC | Single layer small grain size FePT:C film for heat assisted magnetic recording media |
| US8743666B1 (en) | 2011-03-08 | 2014-06-03 | Western Digital Technologies, Inc. | Energy assisted magnetic recording medium capable of suppressing high DC readback noise |
| US8711499B1 (en) | 2011-03-10 | 2014-04-29 | WD Media, LLC | Methods for measuring media performance associated with adjacent track interference |
| US8491800B1 (en) | 2011-03-25 | 2013-07-23 | WD Media, LLC | Manufacturing of hard masks for patterning magnetic media |
| US9028985B2 (en) | 2011-03-31 | 2015-05-12 | WD Media, LLC | Recording media with multiple exchange coupled magnetic layers |
| EP2726263B1 (en) | 2011-06-28 | 2018-01-24 | TcTech Sweden AB | Device and method for heating a mould or tool |
| US8565050B1 (en) | 2011-12-20 | 2013-10-22 | WD Media, LLC | Heat assisted magnetic recording media having moment keeper layer |
| US9029308B1 (en) | 2012-03-28 | 2015-05-12 | WD Media, LLC | Low foam media cleaning detergent |
| US9269480B1 (en) | 2012-03-30 | 2016-02-23 | WD Media, LLC | Systems and methods for forming magnetic recording media with improved grain columnar growth for energy assisted magnetic recording |
| US8941950B2 (en) | 2012-05-23 | 2015-01-27 | WD Media, LLC | Underlayers for heat assisted magnetic recording (HAMR) media |
| US20130337102A1 (en) * | 2012-06-14 | 2013-12-19 | Massachusetts Institute Of Technology | Embossing Press |
| US8993134B2 (en) | 2012-06-29 | 2015-03-31 | Western Digital Technologies, Inc. | Electrically conductive underlayer to grow FePt granular media with (001) texture on glass substrates |
| US9034492B1 (en) | 2013-01-11 | 2015-05-19 | WD Media, LLC | Systems and methods for controlling damping of magnetic media for heat assisted magnetic recording |
| US10115428B1 (en) | 2013-02-15 | 2018-10-30 | Wd Media, Inc. | HAMR media structure having an anisotropic thermal barrier layer |
| US9153268B1 (en) | 2013-02-19 | 2015-10-06 | WD Media, LLC | Lubricants comprising fluorinated graphene nanoribbons for magnetic recording media structure |
| US9183867B1 (en) | 2013-02-21 | 2015-11-10 | WD Media, LLC | Systems and methods for forming implanted capping layers in magnetic media for magnetic recording |
| US9196283B1 (en) | 2013-03-13 | 2015-11-24 | Western Digital (Fremont), Llc | Method for providing a magnetic recording transducer using a chemical buffer |
| DE102013102984B4 (de) * | 2013-03-22 | 2015-01-22 | Leonhard Kurz Stiftung & Co. Kg | Folienprägeeinrichtung |
| US9190094B2 (en) | 2013-04-04 | 2015-11-17 | Western Digital (Fremont) | Perpendicular recording media with grain isolation initiation layer and exchange breaking layer for signal-to-noise ratio enhancement |
| US9093122B1 (en) | 2013-04-05 | 2015-07-28 | WD Media, LLC | Systems and methods for improving accuracy of test measurements involving aggressor tracks written to disks of hard disk drives |
| US8947987B1 (en) | 2013-05-03 | 2015-02-03 | WD Media, LLC | Systems and methods for providing capping layers for heat assisted magnetic recording media |
| US8867322B1 (en) | 2013-05-07 | 2014-10-21 | WD Media, LLC | Systems and methods for providing thermal barrier bilayers for heat assisted magnetic recording media |
| US9296082B1 (en) | 2013-06-11 | 2016-03-29 | WD Media, LLC | Disk buffing apparatus with abrasive tape loading pad having a vibration absorbing layer |
| US9406330B1 (en) | 2013-06-19 | 2016-08-02 | WD Media, LLC | Method for HDD disk defect source detection |
| US9607646B2 (en) | 2013-07-30 | 2017-03-28 | WD Media, LLC | Hard disk double lubrication layer |
| US9389135B2 (en) | 2013-09-26 | 2016-07-12 | WD Media, LLC | Systems and methods for calibrating a load cell of a disk burnishing machine |
| US9177585B1 (en) | 2013-10-23 | 2015-11-03 | WD Media, LLC | Magnetic media capable of improving magnetic properties and thermal management for heat-assisted magnetic recording |
| US9581510B1 (en) | 2013-12-16 | 2017-02-28 | Western Digital Technologies, Inc. | Sputter chamber pressure gauge with vibration absorber |
| US9382496B1 (en) | 2013-12-19 | 2016-07-05 | Western Digital Technologies, Inc. | Lubricants with high thermal stability for heat-assisted magnetic recording |
| US9824711B1 (en) | 2014-02-14 | 2017-11-21 | WD Media, LLC | Soft underlayer for heat assisted magnetic recording media |
| US9447368B1 (en) | 2014-02-18 | 2016-09-20 | WD Media, LLC | Detergent composition with low foam and high nickel solubility |
| US9431045B1 (en) | 2014-04-25 | 2016-08-30 | WD Media, LLC | Magnetic seed layer used with an unbalanced soft underlayer |
| US9042053B1 (en) | 2014-06-24 | 2015-05-26 | WD Media, LLC | Thermally stabilized perpendicular magnetic recording medium |
| US9159350B1 (en) | 2014-07-02 | 2015-10-13 | WD Media, LLC | High damping cap layer for magnetic recording media |
| US10054363B2 (en) | 2014-08-15 | 2018-08-21 | WD Media, LLC | Method and apparatus for cryogenic dynamic cooling |
| US9082447B1 (en) | 2014-09-22 | 2015-07-14 | WD Media, LLC | Determining storage media substrate material type |
| US8995078B1 (en) | 2014-09-25 | 2015-03-31 | WD Media, LLC | Method of testing a head for contamination |
| US9227324B1 (en) | 2014-09-25 | 2016-01-05 | WD Media, LLC | Mandrel for substrate transport system with notch |
| US9685184B1 (en) | 2014-09-25 | 2017-06-20 | WD Media, LLC | NiFeX-based seed layer for magnetic recording media |
| US9449633B1 (en) | 2014-11-06 | 2016-09-20 | WD Media, LLC | Smooth structures for heat-assisted magnetic recording media |
| US9818442B2 (en) | 2014-12-01 | 2017-11-14 | WD Media, LLC | Magnetic media having improved magnetic grain size distribution and intergranular segregation |
| US9401300B1 (en) | 2014-12-18 | 2016-07-26 | WD Media, LLC | Media substrate gripper including a plurality of snap-fit fingers |
| US9218850B1 (en) | 2014-12-23 | 2015-12-22 | WD Media, LLC | Exchange break layer for heat-assisted magnetic recording media |
| US9257134B1 (en) | 2014-12-24 | 2016-02-09 | Western Digital Technologies, Inc. | Allowing fast data zone switches on data storage devices |
| US9990940B1 (en) | 2014-12-30 | 2018-06-05 | WD Media, LLC | Seed structure for perpendicular magnetic recording media |
| US9280998B1 (en) | 2015-03-30 | 2016-03-08 | WD Media, LLC | Acidic post-sputter wash for magnetic recording media |
| US9275669B1 (en) | 2015-03-31 | 2016-03-01 | WD Media, LLC | TbFeCo in PMR media for SNR improvement |
| US9822441B2 (en) | 2015-03-31 | 2017-11-21 | WD Media, LLC | Iridium underlayer for heat assisted magnetic recording media |
| US11074934B1 (en) | 2015-09-25 | 2021-07-27 | Western Digital Technologies, Inc. | Heat assisted magnetic recording (HAMR) media with Curie temperature reduction layer |
| US10236026B1 (en) | 2015-11-06 | 2019-03-19 | WD Media, LLC | Thermal barrier layers and seed layers for control of thermal and structural properties of HAMR media |
| US9406329B1 (en) | 2015-11-30 | 2016-08-02 | WD Media, LLC | HAMR media structure with intermediate layer underlying a magnetic recording layer having multiple sublayers |
| US10121506B1 (en) | 2015-12-29 | 2018-11-06 | WD Media, LLC | Magnetic-recording medium including a carbon overcoat implanted with nitrogen and hydrogen |
| CN107367901B (zh) * | 2017-09-17 | 2023-04-07 | 长春工业大学 | 一种基于可升降平台的辊对平面紫外纳米压印装置及方法 |
| DE102019000320A1 (de) * | 2018-12-21 | 2020-06-25 | Tönnjes Isi Patent Holding Gmbh | Verfahren und Vorrichtung zum Prägen von Kennzeichen, insbesondere Kraftfahrzeugkennzeichen |
| US11826956B2 (en) | 2019-10-04 | 2023-11-28 | Kana Holdings, LLC | System and method for providing three-dimensional features on large format print products |
| CN116039057A (zh) * | 2022-12-28 | 2023-05-02 | 南通博旭科技有限公司 | 全自动伺服正负压吸塑一体机智能预处理装置 |
| CN116442512B (zh) * | 2023-04-17 | 2023-10-17 | 江苏金韦尔机械有限公司 | 一种pvb膜绕卷装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62137752A (ja) * | 1985-12-10 | 1987-06-20 | Hitachi Chem Co Ltd | 光デイスク用透明基板の製造法 |
| JPH0752240A (ja) * | 1993-08-12 | 1995-02-28 | Fujikura Ltd | メンブレンスイッチ用エンボスシートの製造方法 |
| JP2001198979A (ja) * | 2000-01-18 | 2001-07-24 | Ishikawa Seisakusho Ltd | パターン転写装置 |
| JP2001338446A (ja) * | 2000-05-24 | 2001-12-07 | Sony Corp | 光学式記録媒体の製造装置及び光学式記録媒体の製造方法 |
| JP2002348134A (ja) * | 2001-05-25 | 2002-12-04 | Hoya Corp | ガラス成形品の製造方法、光学部品の製造方法、ガラス成形品の製造装置 |
| JP2003109254A (ja) * | 2001-09-27 | 2003-04-11 | Nissei Plastics Ind Co | 光記録基板および光記録媒体並びにその製造法 |
Family Cites Families (69)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4062600A (en) | 1976-04-05 | 1977-12-13 | Litton Systems, Inc. | Dual-gimbal gyroscope flexure suspension |
| US4343025A (en) | 1979-10-05 | 1982-08-03 | Nortronics Company, Inc. | Transducer arm assembly for floppy disk |
| EP0305714A3 (de) * | 1983-10-06 | 1989-09-06 | Servichem AG | Vorrichtung zum Formen von Gegenständen aus einem thermoplastischen Material |
| US4694703A (en) | 1984-06-28 | 1987-09-22 | Lear Siegler, Inc. | Circumferentially oriented flexure suspension |
| US4571320A (en) | 1984-10-31 | 1986-02-18 | General Motors Corporation | Method and apparatus for loading and unloading sheet molding compound in and from a press |
| US5045150A (en) | 1986-09-11 | 1991-09-03 | National Semiconductor Corp. | Plasma etching using a bilayer mask |
| US5091047A (en) | 1986-09-11 | 1992-02-25 | National Semiconductor Corp. | Plasma etching using a bilayer mask |
| US4931351A (en) | 1987-01-12 | 1990-06-05 | Eastman Kodak Company | Bilayer lithographic process |
| US4770739A (en) | 1987-02-03 | 1988-09-13 | Texas Instruments Incorporated | Bilayer photoresist process |
| US4786564A (en) | 1987-02-25 | 1988-11-22 | Komag, Inc. | Method for manufacturing a magnetic disk having reduced bit shift, minimized noise, increased resolution and uniform magnetic characteristics, and the resulting disk |
| DE3719200A1 (de) | 1987-06-09 | 1988-12-29 | Ibm Deutschland | Optische speicherplatte und verfahren zu ihrer herstellung |
| US5455145A (en) | 1988-12-24 | 1995-10-03 | Mitsubishi Denki Kabushiki Kaisha | Method of manufacturing double layer resist pattern and double layer resist structure |
| US5018037A (en) | 1989-10-10 | 1991-05-21 | Krounbi Mohamad T | Magnetoresistive read transducer having hard magnetic bias |
| US5571473A (en) * | 1989-12-28 | 1996-11-05 | Idemitsu Petrochemical Co., Ltd. | Process for thermoforming thermoplastic resin sheet |
| US5045165A (en) | 1990-02-01 | 1991-09-03 | Komag, Inc. | Method for sputtering a hydrogen-doped carbon protective film on a magnetic disk |
| EP0458477A3 (en) | 1990-05-18 | 1991-12-04 | Imperial Chemical Industries Plc | Stabilisation of flexible optical media |
| DE4017796C1 (ja) | 1990-06-01 | 1991-12-19 | Richard 8057 Eching De Herbst | |
| US5094829A (en) * | 1990-06-21 | 1992-03-10 | Ppg Industries, Inc. | Reinforced precipitated silica |
| US5219788A (en) | 1991-02-25 | 1993-06-15 | Ibm Corporation | Bilayer metallization cap for photolithography |
| JP2917615B2 (ja) | 1991-06-20 | 1999-07-12 | 富士電機株式会社 | 圧電アクチュエータ応用のプレス装置 |
| US5320934A (en) | 1991-06-28 | 1994-06-14 | Misium George R | Bilayer photolithographic process |
| JPH0580530A (ja) | 1991-09-24 | 1993-04-02 | Hitachi Ltd | 薄膜パターン製造方法 |
| US5322987A (en) | 1992-06-10 | 1994-06-21 | Iomega Corporation | Pneumatic hub locking device for etching optical servo tracks on magnetic disks |
| US6276656B1 (en) | 1992-07-14 | 2001-08-21 | Thermal Wave Molding Corp. | Mold for optimizing cooling time to form molded article |
| US6019930A (en) | 1992-07-14 | 2000-02-01 | Thermal Wave Molding Corp. | Process for forming a molten material into molded article |
| US5290397A (en) | 1992-08-21 | 1994-03-01 | Cornell Research Foundation, Inc. | Bilayer resist and process for preparing same |
| JP2900012B2 (ja) | 1993-08-23 | 1999-06-02 | アイダエンジニアリング株式会社 | プレスのスライド下死点位置補正装置 |
| US5512131A (en) | 1993-10-04 | 1996-04-30 | President And Fellows Of Harvard College | Formation of microstamped patterns on surfaces and derivative articles |
| JPH07297118A (ja) | 1994-04-27 | 1995-11-10 | Canon Inc | 基板および基板保持方法ならびにその装置 |
| US5537282A (en) | 1994-07-15 | 1996-07-16 | Treves; David | Data storage disk having improved tracking capability |
| TW297910B (ja) | 1995-02-02 | 1997-02-11 | Tokyo Electron Co Ltd | |
| US5820769A (en) | 1995-05-24 | 1998-10-13 | Regents Of The University Of Minnesota | Method for making magnetic storage having discrete elements with quantized magnetic moments |
| DE19532110C1 (de) | 1995-08-31 | 1996-11-07 | Kodak Ag | Klemmvorrichtung zum Bedrucken von scheibenförmigen Informationsträgern |
| US20030080471A1 (en) | 2001-10-29 | 2003-05-01 | Chou Stephen Y. | Lithographic method for molding pattern with nanoscale features |
| US6482742B1 (en) * | 2000-07-18 | 2002-11-19 | Stephen Y. Chou | Fluid pressure imprint lithography |
| US6518189B1 (en) | 1995-11-15 | 2003-02-11 | Regents Of The University Of Minnesota | Method and apparatus for high density nanostructures |
| US6309580B1 (en) | 1995-11-15 | 2001-10-30 | Regents Of The University Of Minnesota | Release surfaces, particularly for use in nanoimprint lithography |
| US5772905A (en) | 1995-11-15 | 1998-06-30 | Regents Of The University Of Minnesota | Nanoimprint lithography |
| JP3689949B2 (ja) | 1995-12-19 | 2005-08-31 | 株式会社ニコン | 投影露光装置、及び該投影露光装置を用いたパターン形成方法 |
| US6257866B1 (en) | 1996-06-18 | 2001-07-10 | Hy-Tech Forming Systems, Inc. | Apparatus for accurately forming plastic sheet |
| NL1003538C2 (nl) | 1996-07-08 | 1998-01-12 | Advanced Semiconductor Mat | Werkwijze en inrichting voor het contactloos behandelen van een schijfvormig halfgeleidersubstraat. |
| US5888433A (en) * | 1996-07-31 | 1999-03-30 | Kitano Engineering Co., Ltd. | Method of correcting nonalignment of a storage disc |
| JP3287234B2 (ja) | 1996-09-19 | 2002-06-04 | 信越化学工業株式会社 | リフトオフ法用ポジ型レジスト組成物及びパターン形成方法 |
| US5985524A (en) | 1997-03-28 | 1999-11-16 | International Business Machines Incorporated | Process for using bilayer photoresist |
| US6150015A (en) | 1997-12-04 | 2000-11-21 | Komag, Incorporated | Ultra-thin nucleation layer for magnetic thin film media and the method for manufacturing the same |
| US6381090B1 (en) | 1998-05-21 | 2002-04-30 | Komag, Incorporated | Hard disk drive head-media system having reduced stiction and low fly height |
| US6713238B1 (en) | 1998-10-09 | 2004-03-30 | Stephen Y. Chou | Microscale patterning and articles formed thereby |
| JP2000124203A (ja) | 1998-10-16 | 2000-04-28 | Shin Etsu Chem Co Ltd | 微細パターン形成方法 |
| US6281679B1 (en) | 1998-12-21 | 2001-08-28 | Honeywell - Measurex | Web thickness measurement system |
| US6665145B2 (en) | 1999-02-10 | 2003-12-16 | Tdk Corporation | Magnetic recording medium with unit minute recording portions |
| JP2002536778A (ja) * | 1999-02-12 | 2002-10-29 | ゼネラル・エレクトリック・カンパニイ | データ記憶媒体 |
| US6218056B1 (en) | 1999-03-30 | 2001-04-17 | International Business Machines Corporation | Method of making highly defined bilayer lift-off mask |
| US6086730A (en) | 1999-04-22 | 2000-07-11 | Komag, Incorporated | Method of sputtering a carbon protective film on a magnetic disk with high sp3 content |
| JP3229871B2 (ja) * | 1999-07-13 | 2001-11-19 | 松下電器産業株式会社 | 微細形状転写方法および光学部品の製造方法 |
| US6242718B1 (en) | 1999-11-04 | 2001-06-05 | Asm America, Inc. | Wafer holder |
| JP2001266417A (ja) * | 2000-03-17 | 2001-09-28 | Sony Corp | 転写方法 |
| EP2264524A3 (en) | 2000-07-16 | 2011-11-30 | The Board of Regents of The University of Texas System | High-resolution overlay alignement methods and systems for imprint lithography |
| US6703099B2 (en) | 2000-07-27 | 2004-03-09 | Seagate Technology Llc | Perpendicular magnetic recording media with patterned soft magnetic underlayer |
| EP1352295B1 (en) | 2000-10-12 | 2015-12-23 | Board of Regents, The University of Texas System | Template for room temperature, low pressure micro- and nano-imprint lithography |
| US6705853B1 (en) | 2000-10-20 | 2004-03-16 | Durakon Industries, Inc. | Six station rotary thermoforming machine |
| JP3861197B2 (ja) | 2001-03-22 | 2006-12-20 | 株式会社東芝 | 記録媒体の製造方法 |
| JP2003023150A (ja) * | 2001-07-10 | 2003-01-24 | Sony Corp | トレンチゲート型半導体装置及びその作製方法 |
| US6749794B2 (en) * | 2001-08-13 | 2004-06-15 | R + S Technik Gmbh | Method and apparatus for molding components with molded-in surface texture |
| US20030071016A1 (en) | 2001-10-11 | 2003-04-17 | Wu-Sheng Shih | Patterned structure reproduction using nonsticking mold |
| US6793476B2 (en) * | 2001-12-05 | 2004-09-21 | General Shale Products Llc | Apparatus for providing aging effect for brick |
| US6939120B1 (en) | 2002-09-12 | 2005-09-06 | Komag, Inc. | Disk alignment apparatus and method for patterned media production |
| US7030504B2 (en) * | 2003-05-30 | 2006-04-18 | Asm Technology Singapore Pte Ltd. | Sectional molding system |
| US20050151300A1 (en) * | 2004-01-13 | 2005-07-14 | Harper Bruce M. | Workpiece isothermal imprinting |
| US7329114B2 (en) * | 2004-01-20 | 2008-02-12 | Komag, Inc. | Isothermal imprint embossing system |
-
2004
- 2004-01-20 US US10/761,486 patent/US7329114B2/en not_active Expired - Fee Related
-
2005
- 2005-01-13 DE DE200510001693 patent/DE102005001693A1/de not_active Withdrawn
- 2005-01-20 JP JP2005013145A patent/JP4699767B2/ja not_active Expired - Fee Related
- 2005-01-20 MY MYPI20050222A patent/MY137628A/en unknown
-
2007
- 2007-12-14 US US12/002,030 patent/US20080093760A1/en not_active Abandoned
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62137752A (ja) * | 1985-12-10 | 1987-06-20 | Hitachi Chem Co Ltd | 光デイスク用透明基板の製造法 |
| JPH0752240A (ja) * | 1993-08-12 | 1995-02-28 | Fujikura Ltd | メンブレンスイッチ用エンボスシートの製造方法 |
| JP2001198979A (ja) * | 2000-01-18 | 2001-07-24 | Ishikawa Seisakusho Ltd | パターン転写装置 |
| JP2001338446A (ja) * | 2000-05-24 | 2001-12-07 | Sony Corp | 光学式記録媒体の製造装置及び光学式記録媒体の製造方法 |
| JP2002348134A (ja) * | 2001-05-25 | 2002-12-04 | Hoya Corp | ガラス成形品の製造方法、光学部品の製造方法、ガラス成形品の製造装置 |
| JP2003109254A (ja) * | 2001-09-27 | 2003-04-11 | Nissei Plastics Ind Co | 光記録基板および光記録媒体並びにその製造法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005205914A (ja) | 2005-08-04 |
| MY137628A (en) | 2009-02-27 |
| US7329114B2 (en) | 2008-02-12 |
| US20080093760A1 (en) | 2008-04-24 |
| US20050156342A1 (en) | 2005-07-21 |
| DE102005001693A1 (de) | 2005-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4699767B2 (ja) | 恒温インプリント・エンボッシング・システム | |
| JP4814527B2 (ja) | インプリント・エンボッシング位置合せシステム | |
| JP2005252237A (ja) | インプリント・エンボッシング・システム | |
| US20050151300A1 (en) | Workpiece isothermal imprinting | |
| US20050150862A1 (en) | Workpiece alignment assembly | |
| US20050151282A1 (en) | Workpiece handler and alignment assembly | |
| US8245754B2 (en) | Peeling apparatus, peeling method, and method of manufacturing information recording medium | |
| JP5232077B2 (ja) | 微細構造転写装置 | |
| JP4789039B2 (ja) | ナノインプリント装置 | |
| JPWO2008142784A1 (ja) | インプリント装置 | |
| JP5546066B2 (ja) | 転写システムおよび転写方法 | |
| US20090273119A1 (en) | Imprint Method and Imprint Apparatus | |
| KR20050090070A (ko) | 패턴형성장치, 패턴형성방법, 패턴형성시스템 | |
| JP2011150780A (ja) | 両面インプリント装置 | |
| CN102375346A (zh) | 液晶曝光装置 | |
| JP2941196B2 (ja) | 光ディスクの製造方法および製造装置 | |
| JP4154529B2 (ja) | 微細構造転写装置 | |
| JP5052660B2 (ja) | モールド、モールドの製造方法、及びモールドによる転写方法 | |
| JP4756106B2 (ja) | 転写装置 | |
| JP5541933B2 (ja) | 転写システムおよび転写方法 | |
| WO2010086986A1 (ja) | モールド及びその作製方法 | |
| JP2016111213A (ja) | ステージ装置、リソグラフィ装置及び物品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080115 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100916 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101026 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110126 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110222 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110303 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |