JP4230534B2 - 端子圧着方法、端子圧着装置及び端子圧着電線製造装置 - Google Patents
端子圧着方法、端子圧着装置及び端子圧着電線製造装置 Download PDFInfo
- Publication number
- JP4230534B2 JP4230534B2 JP2008519553A JP2008519553A JP4230534B2 JP 4230534 B2 JP4230534 B2 JP 4230534B2 JP 2008519553 A JP2008519553 A JP 2008519553A JP 2008519553 A JP2008519553 A JP 2008519553A JP 4230534 B2 JP4230534 B2 JP 4230534B2
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- electric wire
- crimping
- clamp
- slide cutter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000002788 crimping Methods 0.000 title claims description 169
- 238000000034 method Methods 0.000 title claims description 61
- 238000004519 manufacturing process Methods 0.000 title description 15
- 238000005520 cutting process Methods 0.000 claims description 48
- 230000001133 acceleration Effects 0.000 claims description 22
- 239000011248 coating agent Substances 0.000 claims description 18
- 238000000576 coating method Methods 0.000 claims description 18
- 230000003028 elevating effect Effects 0.000 claims description 13
- 238000010586 diagram Methods 0.000 description 20
- 238000009413 insulation Methods 0.000 description 9
- 210000000078 claw Anatomy 0.000 description 5
- 230000000630 rising effect Effects 0.000 description 4
- 230000008602 contraction Effects 0.000 description 2
- 230000001965 increasing effect Effects 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images






















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/052—Crimping apparatus or processes with wire-feeding mechanism
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/055—Crimping apparatus or processes with contact member feeding mechanism
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Description
端子圧着装置は、所望の長さの電線の両端に端子を圧着する端子圧着電線製造装置に装備されるものである。ここでは、多数の端子が並列してキャリアに接続されている帯体を、装置の側方から供給するサイドフィードアプリケータを有するタイプについて説明する。このアプリケータは、プレス加工の金型(材料送り機構付き)に相当するものであって、端子の形状やサイズ、電線のサイズ等に応じて個別に設計・製作される。端子圧着電線製造装置で処理する電線・端子のサイズや種類に応じて各種のアプリケータを交換して使用する。
図12は、帯体及び端子が圧着された電線を説明する図であり、図12(A)は帯体の平面図、図12(B)は帯体の側面図、図12(C)は電線の端部に端子が圧着された状態を示す平面図である。
この帯体100は、並列に並んだ複数の圧着端子101と、各端子101の基端が接続するキャリア102とを有する。キャリア102は、細幅の金属薄帯である。
図13は、アプリケータの構造の一例を示す斜視図である。
図14は、図13のアプリケータの側面断面図である。
図15は、図13のアプリケータの圧着工具部分の構造を示す分解斜視図である。
図16は、図13のアプリケータのスライドカッターの構造を示す図であり、図16(A)は正面図、図16(B)は側面図である。
ベース11:各部を搭載する基板である。
ホルダー12:ベース11に立設された柱状の構造体である。
昇降側クリンパ13、15と固定側アンビル14、16:ワイヤ用バレル101b及びインスレーション用バレル101cを圧着するための圧着工具である。ワイヤ用バレル101b圧着用のもの(図14の右側のもの)をワイヤクリンパ、ワイヤアンビルといい、インスレーション用バレル101c圧着用のもの(図14の左側のもの)をインスクリンパ、インスアンビルという。なお、ワイヤクリンパとインスクリンパを総称してクリンパ、ワイヤアンビルとインスアンビルを総称してアンビルということもある。
スライドカッター17:帯体100の接続部103を切断する。
カットオフパンチ18:スライドカッター17を押し下げる。
また、図13に示す端子フィード機構22も、シャンク25の上下運動に伴って駆動され、送り爪23が端子供給路21内で往復運動する。これにより、送り爪23に係合する帯体100が所定のピッチ毎に圧着位置に送り込まれる。
スライドカッター17は、幅広の直方体状の部材で、図14、図15に示すように、ベース11にバネ19により上方に付勢されて取付けられており、下方に移動可能である。同カッター17の上面には、図16に示すように、圧着時に電線が置かれる溝部17aが形成されている。スライドカッター17の上限にある状態では、この溝部17aの底面(スライドカッター上面、後述する刃部17dの上面ともいう)は、図15に示すインスアンビル圧着面16aやワイヤアンビル圧着面14aよりやや高い位置にある。さらに、同カッター17の上面の隅(図16の左隅)にはカットオフパンチ18の当接面18aが当たる当接面17bが形成されている。また、図16(B)に示すように、奥側(アンビル側)の側面には、送られた端子帯体100の一部を受け入れる、断面コの字状の凹部17cが形成されている。この凹部17cの上方の部分は刃部17dとなっており、凹部17cの入口の上側(刃部17dの下側)のエッジ17eが、帯体100の接続部103(図12参照)を切断する切刃となっている。スライドカッター17の上限にある状態では、図14に示すように、凹部17cの下面は、両アンビル16、14の圧着面16a、14aとほぼ同一高さにある。
図17は、クランプ装置を含む端子圧着装置を説明するための側面図である。
クランプ装置80は、アプリケータ10の正面に配置され、電線Eが保持されるクランプ81、クランプ開閉用のカム機構や同カム機構を駆動するシリンダ等が収容されているクランプ駆動機構82、クランプ81やクランプ駆動機構82を保持するクランプ搬送テーブル83等を有する。クランプ81には、別工程にて端部が剥ぎ取られた電線Eが保持される。クランプ駆動機構82は、搬送テーブル83にバネ84によってサポートされて移動可能に取付けられている。搬送テーブル83上には、クランプ駆動機構82の下降限位置を決定するストッパ85が設けられている。アプリケータ10を駆動するプレス30には、電線Eを下降させるために、クランプ81を下方に押し下げる押し棒33が設けられている。押し棒33はバネ34で付勢されて上方に移動可能となっている。
圧着工程は主に以下の5つの工程からなる。
第1工程:クリンパとアンビル間の電線搬送高さ位置H2に電線の端部を送り込む、
第2工程:アンビル上に端子を位置させる、
第3工程:電線を圧着高さH1まで下降させる、
第4工程:クリンパ及びカットオフパンチを下降させて端子を圧着するとともに、端子と帯体との間の接続部を切断する、
第5工程:クリンパ及びカットオフパンチを上昇させるとともに電線を上昇させる。
図17は既に説明した図であるが、上述の第1工程の終了状態を示す図である。
図18は、第2工程を説明する図であり、図18(A)は側面図、図18(B)は送り込まれた端子周辺の拡大側面図である。
図19は、第3工程の初期段階を説明する側面図である。
図20は、第3工程の最終段階を説明する図であり、図20(A)は側面図、図20(B)は電線端部及び端子周辺の拡大側面図である。
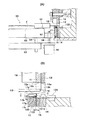
図21は、第4工程の初期段階を説明する図であり、図21(A)は側面図、図21(B)は電線端部及び端子周辺の拡大側面図である。
図22は、第4工程の最終段階を説明する図であり、図22(A)は側面図、図22(B)は電先端部及び端子周辺の拡大側面図である。
図17に示すように、クランプ81や搬送テーブル83により、電線Eを電線搬送高さH2に送り込む。このとき、被覆の剥ぎ取られた電線端部Wがワイヤクリンパ13とワイヤアンビル14の間に、被覆端部Cがインスクリンパ15とインスアンビル16間に位置する。スライドカッター17は、段部17gがストッパー25に当接して上限位置に位置している。
電線搬送後、プレス30(図17参照)が下降し始める。すると、シャンク25が下方にスライドし、端子フィード機構22(図13参照)が作動して、端子100を圧着位置に送り込む。つまり、図18(B)に分かりやすく示すように、キャリア102がスライドカッター17の凹部17c内に、インスレーション用バレル101cがインスアンビル16上に、ワイヤ用バレル101bがワイヤアンビル14上に置かれる。そして、接続部103は、切刃17eの下方に位置する。
図19に示すように、プレス30がさらに下降して押し棒33がクランプ81に当接し、クランプ81をバネ84の付勢力に抗して押し下げ始め、電線Eが下降し始める。カットオフパンチ18、インスクリンパ15、ワイヤクリンパ13も一体的に下降し続ける。
図21に示すように、プレス30がさらに下降し、カットオフパンチ18の下隅の当接面18a(図15参照)がスライドカッター17の当接面17bに当接して同カッター17を押し下げ始める。ほぼ同時に、インスクリンパ15の圧着面15aがインスレーション用バレル101cに当たり、ワイヤクリンパ13の圧着面13aがワイヤ用バレル101bに当たり始める。このとき、図21(B)に示すように、電線Eのクランプ81で把持された部分から先の部分はスライドカッター17の溝部17aに乗り上げ、上方に傾斜したままである。なお、押し棒33は、クランプ81を押し下げ続けているが、プレス30の下降分がバネ34(図17参照)の縮みで吸収されるため、電線Eのクランプ81で把持された部分は圧着高さH1に維持されている。
この場合、端子が圧着された後の電線をほぼ直線状態のまま上昇させることができる。
前記クランプ昇降機構が昇降距離・速度・加減速度を任意に設定可能であることを特徴とする。
この場合、端子の肉厚やバレルの寸法・形状、電線の径などに応じた電線の圧着・切断作業を行うことができる。
まず、端子圧着電線製造装置について説明する
図8は、端子圧着電線製造装置の構成の一例を説明する図である。
この例では、電線を所定の長さに切断し、切断した電線の両端の被覆を剥ぎ、両端の露出した電線に端子を圧着する装置について説明する。
端子圧着電線製造装置1は、ロール状に巻かれた電線から所定の長さずつ電線を送り出す電線送給装置2、電線を把持及び搬送する2個のクランプ装置50A、50B、電線切断装置3、基側電線(電線送給装置2側の電線)の先端部の皮むき装置4A、先側電線(切断された電線)の後端部の皮むき装置4B、基側電線の先端部への端子圧着装置(アプリケータ)10A、先側電線の後端部への端子圧着装置(アプリケータ)10B、両端に端子が圧着された電線の排出装置5、とを主に備える。これらの装置は、機台6上に配置されている。
先クランプ装置50Aは、電線送給装置2から繰り出された電線の先側を把持するクランプ51B、同クランプ51Bを開閉するカム機構や同カム機構を駆動するシリンダ等が設けられたクランプ駆動機構52B、クランプ51Bとクランプ開閉機構52Bが載置された搬送テーブル53Bなどから構成される。搬送テーブル53Bは、電線送り方向に移動可能であるとともに、機台6上に横方向に移動可能に設けられている。
両クランプ装置50A、50B間には、電線を切断する切断装置3が設けられている。
先クランプ装置50Bの搬送テーブル53Bが電線送り方向から所定の距離だけ横方向に移動した先には、後端部端子圧着装置(アプリケータ)10Bが設けられている。この移動軌道の途中には皮むき装置4Bが設けられている。
まず、電線送給装置2から所定の長さだけ電線がクランプ装置50A、50Bに向って送り込まれて、2ヶ所で各クランプ装置50A、50Bのクランプ51A、51Bに把持される。ここで、この電線の先端には、前の工程において端子が予め圧着されている。そして、切断装置3により、電線が切断される。電線送給装置2に残った電線(基側電線)は基クランプ装置50Aのクランプ51Aに把持され、切断された電線(先側電線)は先クランプ装置50Bのクランプ51Bに把持される。
図1は、本発明の実施の形態に係る端子圧着装置とクランプ装置の構造を示す側面図である。
このアプリケータ10は、図13、図14のアプリケータ10とほぼ同一の構造である。ただし、ワイヤクランプを昇降させる作業をプレス30で行うか別の駆動源で行うかの点が異なる。なお、以降の図において、図13、図14のアプリケータと同じ構成・作用を有する部分は図13と同じ符号を付し、説明を省略する。
クランプ装置50は、前述のように、電線Eを把持するクランプ51、クランプ駆動機構52、搬送テーブル53を有する。クランプ駆動機構52は、搬送テーブル53の上方に配置されて、ガイドバー54に沿って搬送テーブル53に対して昇降可能となっている。搬送テーブル53にはサーボモータ55が取付けられている。サーボモータ55の出力軸は上方に延びており、同軸にはボールネジ56が固定されている。このボールネジ56は、軸受57を介してクランプ駆動機構52に取付けられている。サーボモータ55の回転により、クランプ駆動機構52はガイド54に沿って上下運動し、クランプ51に把持されている電線Eが昇降される。
図2は、端子圧着方法を説明するためのタイムチャートである。図の上半分は電線の動きを示し、下半分はアプリケータの動きを示す。
端子圧着方法は、主に以下の工程からなる。
A工程:クリンパとアンビル間の電線搬送高さ位置に電線を送り込む、
B工程:アンビル上に端子を位置させるとともに、端子と帯体との接続部をスライドカッターの切刃部に位置させる(端子フィード)、
C工程:電線をスライドカッター上面位置(スライドカッター17の溝部17aの底面(図15、図16(A)参照)の高さ)まで下降させ、電線を溝部17aに置く、
D工程:電線を圧着高さ(アンビル上面よりも、電線Eの半径プラス端子の肉厚だけ高い高さ)位置まで下降させつつクリンパを下降させて、端子を電線の端部に圧着するとともに、スライドカッターを下降させてキャリアから端子を切り離す、
E工程:クリンパを上昇させるとともに電線を上昇させる。
図1は、A工程の最終段階を説明する図である。
図2は、端子圧着方法を説明するためのタイムチャートである。
図3は、C工程の初期段階を説明する図であり、図3(A)は側面図、図3(B)は電線端部や端子周辺の拡大側面図である。
図4は、C工程の最終段階を説明する図であり、図4(A)は側面図、図4(B)は電線端部や端子周辺の拡大側面図である。
図5は、D工程の初期段階を説明する図であり、図5(A)は側面図、図5(B)は電線端部や端子周辺の拡大側面図である。
図6は、D工程の最終段階を説明する図であり、図6(A)は側面図、図6(B)は電線端部や端子周辺の拡大側面図である。
<A工程>(図1参照)
電線Eは、その先端部(図の右端部)を皮むきされた状態でクランプ51に保持されている。このとき、クランプ51に把持された電線Eは、搬送高さH2(圧着高さH1の上方)に位置決めされている。そして、クランプ搬送テーブル53を旋回又は横移動させて、電線Eの先端部をクリンパ13・15とアンビル14・16の間に送り込む。詳細には、電線Eの、先端の被覆が剥ぎ取られた電線端部Wがワイヤクリンパ13とワイヤアンビル14との間に、被覆端部Cがインスクリンパ15とインスアンビル16との間にくるように送り込む。
電線搬送後、プレス30が下降し始める。これによりシャンク25が下方にスライドし、端子フィード機構22(図13参照)が作動して、端子100を圧着位置に送り込む。このとき、図3(B)に示すように、キャリア102がスライドカッター17の凹部17c内に、インスレーション用バレル101cがインスアンビル16上に、ワイヤ用バレル101bがワイヤアンビル14上に置かれる。また、接続部103は切刃17eの下方に位置する。
プレス30が所定の距離(例えば18mm)下降した後、サーボモータ55が駆動され、図3に示すように、クランプ51が下降し始める。クランプ51に把持された電線Eの先端では、図3(B)に示すように、電線端部Wがワイヤクリンパ13の凹部13b内にはまり込み、被覆端部Cがインスクリンパ15の凹部15b内にはまり込む。この工程では、電線Eが、図4に示すように、最終的にスライドカッター17の溝部17aの底面の高さH2´に下降する。このスライドカッター17の溝部17aの底面の高さH2´を、スライドカッター17の上面又はスライドカッター17の刃部17dの上面ともいう。
プレス30がさらに下降し、図5に示すように、各クリンパ15、13が下降して、各圧着面15a、13aがインスレーション用バレル101c、ワイヤ用バレル101bを曲げて電線をくるみ始めるとともに、カットオフパンチ18の下隅の当接面18a(図15参照)がスライドカッター17の当接面17bに当たり、スライドカッター17を押し下げ始める。同時に、プレス30の下降と同期して、サーボモータ55が駆動されてクランプ51を下降させ始める。クランプ51は、両クリンパ15、13、スライドカッター17の下降と同期して下降し続ける。つまり、電線Eは、ほぼ直線状態で下降する。
この圧着・切断完了後、図6(B)に示すように、切刃17eは、圧着高さH1より低い位置に達している。
圧着完了後、プレス30を上昇させて、クリンパ15、13、カットオフパンチ18を初期高さに上昇させるとともに、サーボモータ55を駆動してクランプ51を上昇させ、電線を電線搬送高さH2に上昇させる。この際、クランプ51をクリンパ15、13やカットオフパンチ18(スライドカッター17)と同期させて上昇させる。これにより、電線Eは端部に端子101が圧着された状態で、ほぼ直線状態のまま上昇する。
図7は、制御部の構成・作用を説明する図であり、図7(A)はブロック図、図7(B)、(C)はクランプ昇降速度のグラフである。
図23は、制御部のパネルの一例を示す図である。
制御部は、図7(A)に示すように、入力手段や表示手段が設けられたパネル40、パネル40に接続する制御手段41を有する。この制御手段41はサーボモータ55のサーボアンプ55aに接続している。
(1)目標値1:電線下降距離L1(mm)、電線搬送高さH2からスライドカッター(刃部)上面高さH2´までの距離、
(2)速度1:電線下降速度V1(mm/sec又はrpm):電線搬送高さH2からスライドカッター(刃部)上面高さH2´まで下降する速度、
(3)加速度1:電線下降加減速度A1(mm/sec2):電線搬送高さH2からスライドカッター(刃部)上面高さH2´まで下降する加減速度(加速時間でもよい)、
(5)速度2:電線下降速度V2(mm/sec又はrpm)、スライドカッター(刃部)上面高さH2´から圧着高さH1まで下降する速度、プレスの下降速度(クリンパ、カットオフパンチの下降速度)と同じ速度、
(6)加速度2:電線下降加減速度A2(mm/sec2):スライドカッター(刃部)上面高さH2´から圧着高さH1まで下降する加減速度(加速時間でもよい)、プレスの加減速度(クリンパ、カットオフパンチの加減速度)と同じ加速度、
(8)速度3:電線上昇速度V3(mm/sec)、圧着高さH1から電線搬送高さH2まで上昇する速度、
(9)加速度3:電線上昇加減速度A3(mm/sec2)、圧着高さH1から電線搬送高さH2まで上昇する加減速度(加速時間でもよい)、
(10)ディレイタイムT1(mmsec):プレス(クリンパ)下降開始からクランプ(電線)下降開始までの時間、
などを入力することができる。
これらの項目は、端子の形状や寸法、電線の径等によって異なるので、随時入力する。
図9は、圧着方法の他の例を説明する図である。
この例の端子圧着方法は、主に以下の工程からなる。
A工程:クリンパとアンビル間の電線搬送高さ位置に電線を送り込む、
B工程:アンビル上に端子を位置させるとともに、端子と帯体との接続部をスライドカッターの切刃部に位置させる、
C´工程:電線をスライドカッター上面高さ位置(スライドカッターの溝部の底面の高さ)を経て、圧着高さまで下降させつつクリンパを下降させて端子を電線の端部に圧着するとともに、スライドカッターを下降させてキャリアから端子を切り離す、
E工程:クリンパを上昇させるとともに電線を上昇させる。
つまり、前述の方法では、電線Eをいったんスライドカッター上面高さ(スライドカッター17の溝部17aの底面高さH2´)まで下降させた(C工程)後、圧着高さH1に下降させていた(D工程)が、この方法では、電線Eをスライドカッター上面高さを経て一気に圧着高さH1まで下降させる(C´工程)。この下降中の、スライドカッター17の上面高さH2´から圧着高さH1までの下降を、クリンパ15、13及びスライドカッター17の下降(D工程)と同期させる。
図10は、本発明の他の実施の形態に係る端子圧着装置の構造を説明する図である。
この例のクランプ装置60においては、サーボモータ55が、搬送テーブル53ではなく端子圧着電線製造装置1の機台(図8の符号6参照)やプレス装置のフレーム(図示されず)の側面又は前面に取付けられている。ワイヤクランプ51は、前述と同様にクランプを開閉するカム機構や同カム機構を駆動するシリンダが設けられたクランプ駆動機構52上に設けられている。クランプ駆動機構52は、搬送テーブル53の上方に配置されており、バネ61により上方に付勢されて、電線Eを搬送高さに維持している。
この例のクランプ昇降機構70においても、サーボモータ55が搬送テーブル53ではなく、端子圧着電線製造装置1の機台(図8の符号6参照)やプレス装置のフレーム(図示されず)の側面又は前面に取付けられている。ワイヤクランプ51は、前述と同様に、クランプを開閉するカム機構や同カム機構を駆動するシリンダが設けられたクランプ駆動機構52上に設けられている。クランプ駆動機構52は、搬送テーブル53の上方に配置されており、バネ61により上方に付勢されて、電線Eを搬送高さに維持している。
3 切断装置 4 皮むき装置
6 機台
10 端子圧着装置 11 ベース
12 ホルダー 13 ワイヤクリンパ
14 ワイヤアンビル 15 インスアンビル
16 インスクリンパ 17 スライドカッター
18 カットオフパンチ 19 バネ
21 端子供給路 22 端子フィード機構
23 送り爪 25 ストッパー
30 プレス 31 ラム
50、60、70 クランプ装置 51 クランプ
52 クランプ駆動手段 53 搬送テーブル
54 ガイドバー 55 サーボモータ
56 ボールネジ 57 軸受
61 バネ 62 スライダ
63 リニアガイド 64 押し棒
71 偏芯カム 72 ドッグ
Claims (11)
- 被覆の剥ぎ取られた電線の端部に、一連の帯体として供給される端子を一個ずつ圧着する方法であって、
端子圧着工具である昇降側クリンパと固定側アンビルとの間の電線搬送高さ位置に前記電線の端部を送り込むA工程と、
前記クリンパと前記アンビルとの間に前記端子を位置させるとともに、該端子と前記帯体との接続部をスライドカッターの切刃部に位置させるB工程と、
前記電線を前記スライドカッター上面位置まで下降させるC工程と、
該電線を圧着高さ位置まで下降させつつ前記クリンパを下降させて該端子を該電線の端部に圧着するとともに、前記スライドカッターを下降させて前記帯体から該端子を切り離すD工程と、
前記クリンパを上昇させるとともに前記電線を上昇させるE工程と、を含み、
前記C工程において前記電線を前記スライドカッター上に載置し、
前記D工程において、前記スライドカッターの下降と同期させて前記電線を下降させることを特徴とする端子圧着方法。 - 被覆の剥ぎ取られた電線の端部に、一連の帯体として供給される端子を一個ずつ圧着する方法であって、
端子圧着工具である昇降側クリンパと固定側アンビルとの間の電線搬送高さ位置に前記電線の端部を送り込むA工程と、
前記クリンパと前記アンビルとの間に前記端子を位置させるとともに、該端子と前記帯体との接続部をスライドカッターの切刃部に位置させるB工程と、
前記電線を前記スライドカッター上面位置を経て圧着高さ位置まで下降させつつ前記クリンパを下降させて該端子を該電線の端部に圧着するとともに、前記スライドカッターを下降させて前記帯体から該端子を切り離すC´工程と、
前記クリンパを上昇させるとともに前記電線を上昇させるE工程と、を含み、
前記C´工程において、前記スライドカッターの下降と同期させて前記電線を下降させることを特徴とする端子圧着方法。 - 前記スライドカッターが、前記端子帯体を受け入れる凹部及びその上側に切刃が形成されている刃部を有し、
前記A及びB工程においては、該刃部の上面が前記アンビルの底面よりも上に位置し、
前記D工程又はC´工程において、前記カットオフパンチ及びクリンパが下降して前記スライドカッターが下方駆動されて前記切刃が前記帯体を切断するとともに、前記端子が前記電線に圧着され、圧着完了状態では、前記電線は前記圧着高さ位置に位置し、
この切断・圧着駆動時に前記電線が前記スライドカッターに同期して下降することにより、前記電線がほぼ直線状態のまま下降しつつ圧着及び切断を行うことを特徴とする請求項1又は2記載の端子圧着方法。 - 前記E工程において、前記スライドカッターの上昇と同期させて前記電線を上昇させることを特徴とする請求項1、2又は3に記載の端子圧着方法。
- 被覆の剥ぎ取られた電線端部に端子を圧着する装置であって、
昇降ラムを有するプレスと、
該ラムによって駆動され、圧着工具である昇降側クリンパ及び固定側アンビルを有するアプリケータと、
前記電線を保持するクランプと、
該クランプを昇降する昇降機構と、
を具備し、
前記クランプが前記クリンパに同期して下降することを特徴とする端子圧着装置。 - 被覆の剥ぎ取られた電線端部に、一連の帯体として供給される端子を一個ずつ圧着する装置であって、
昇降ラムを有するプレスと、
該ラムによって駆動され、圧着工具である昇降側クリンパ及び固定側アンビル、並びに、前記端子と帯体との接続部を切断するスライドカッターを有するアプリケータと、
前記電線を保持するクランプと、
該クランプを昇降する昇降機構と、
を具備し、
前記クリンパが下降して前記スライドカッターが下方駆動されて前記切刃が前記帯体を切断し、この切断駆動時に前記クランプが前記スライドカッターに同期して下降することを特徴とする端子圧着装置。 - 端子圧着・切断後、前記クランプが前記スライドカッターに同期して上昇することを特徴とする請求項6記載の端子圧着装置。
- 前記スライドカッターが、前記端子帯体を受け入れる凹部及びその上側に切刃が形成されている刃部を有し、
前記電線端部が前記クリンパと前記アンビル間に導入される段階においては、前記スライドカッターの前記刃部の上面が前記アンビルの底面よりも上に位置し、
前記クリンパを下降させ前記スライドカッターを下方駆動して前記切刃で前記接続部を切断するとともに前記端子を前記電線端部に圧着する際に、前記電線を前記スライドカッターに同期して下降させて、
切断・圧着完了時に、前記電線を圧着高さ位置に位置させることを特徴とする請求項6記載の端子圧着装置。 - 前記クランプの移動距離、移動時間、加速度、速度、減速度、待機時間などが任意に入力可能なことを特徴とする請求項5〜8いずれか1項記載の端子圧着装置。
- 前記クランプ昇降機構が、前記クランプの搬送テーブル又は装置本体に設けられ、
該昇降機構が、サーボモータと、該モータで駆動されて、前記クランプを昇降させるためのボールネジ又は偏芯カムと、を有することを特徴とする請求項5〜9いずれか1項記載の端子圧着装置。 - 電線を送給する送給装置と、
該電線の先端部の皮むき装置と、
該先端部に端子を圧着する第一の端子圧着装置と、
該電線の先端部を任意の長さに切断する切断装置と、
切断された電線の後端部の皮むき装置と、
該後端部に端子を圧着する第二の端子圧着装置と、
両端に端子が圧着された電線の排出装置と、
を含み、
前記端子圧着装置が請求項5〜10いずれか1項に記載の端子圧着装置であることを特徴とする端子圧着電線製造装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007006933 | 2007-01-16 | ||
| JP2007006933 | 2007-01-16 | ||
| PCT/JP2008/050361 WO2008087938A1 (ja) | 2007-01-16 | 2008-01-15 | 端子圧着方法、端子圧着装置及び端子圧着電線製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4230534B2 true JP4230534B2 (ja) | 2009-02-25 |
| JPWO2008087938A1 JPWO2008087938A1 (ja) | 2010-05-06 |
Family
ID=39635942
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008519553A Active JP4230534B2 (ja) | 2007-01-16 | 2008-01-15 | 端子圧着方法、端子圧着装置及び端子圧着電線製造装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP4230534B2 (ja) |
| CN (1) | CN101542851B (ja) |
| WO (1) | WO2008087938A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101067270B1 (ko) * | 2009-12-03 | 2011-09-23 | (주)티에이치엔 | 어태치먼트 |
| KR101140299B1 (ko) * | 2010-05-13 | 2012-05-02 | (주)티에이치엔 | 와이어 가공장치 |
| CN105107957A (zh) * | 2015-09-24 | 2015-12-02 | 昆山爱光电子有限公司 | 一种水滴型压接模具 |
| CN105170793A (zh) * | 2015-07-30 | 2015-12-23 | 黎爱兵 | 一种双打五金冲压模具 |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101000768B1 (ko) | 2009-05-18 | 2010-12-14 | (주)티에이치엔 | 프레스 |
| CN102195226B (zh) * | 2010-03-12 | 2014-09-03 | 库迈思控股股份公司 | 线缆供给和旋转系统 |
| WO2011158390A1 (ja) * | 2010-06-16 | 2011-12-22 | 日本オートマチックマシン株式会社 | 二線式圧着電線製造装置、二線式圧着電線製造方法、二線式電線送給装置 |
| JP5619587B2 (ja) * | 2010-12-10 | 2014-11-05 | 矢崎総業株式会社 | 端子挿入装置及び端子挿入方法 |
| JP5048885B1 (ja) * | 2011-03-07 | 2012-10-17 | 日本オートマチックマシン株式会社 | 端子挿入装置、ワイヤーハーネス製造装置、物品検出装置、及び、端子挿入方法、ワイヤーハーネス製造方法、物品検出方法 |
| CN105655845B (zh) * | 2011-03-07 | 2018-04-13 | 日本自动机械株式会社 | 端子插入装置、线束制造装置及端子插入方法、线束制造方法 |
| EP2590275B1 (de) * | 2011-11-02 | 2016-03-02 | Schleuniger Holding AG | Leitungspositionierungsvorrichtung |
| CN102447208B (zh) * | 2012-01-16 | 2014-01-08 | 东莞市普天自动化设备有限公司 | 一种排线压端子方法及应用该方法的排线压端子机 |
| CN108565563B (zh) * | 2013-02-22 | 2020-05-08 | 古河电气工业株式会社 | 电线压接装置和电线压接方法 |
| CN103138453B (zh) * | 2013-03-04 | 2015-11-18 | 苏州爱知科技有限公司 | 电机、铆接设备及利用该设备进行铆接的方法 |
| JP2014203735A (ja) * | 2013-04-08 | 2014-10-27 | 日本オートマチックマシン株式会社 | 端子圧着装置 |
| JP6064763B2 (ja) * | 2013-04-17 | 2017-01-25 | 住友電装株式会社 | 端子圧着装置 |
| US9800008B2 (en) | 2014-06-20 | 2017-10-24 | Te Connectivity Corporation | Terminal crimping machine having a wire clamp |
| CN104407398B (zh) * | 2014-12-22 | 2017-02-22 | 天津长城精益汽车零部件有限公司 | 一种线束用塑件内端子安装检测装置 |
| JP2016213110A (ja) * | 2015-05-12 | 2016-12-15 | 住友電装株式会社 | 端子付電線製造方法における製造作業の評価方法、端子付電線圧着装置、評価装置及び製造作業評価システム |
| CN105514756A (zh) * | 2016-01-09 | 2016-04-20 | 中山北化高分子材料有限公司 | 用于天线端头挤压加工的设备 |
| CN106129765B (zh) * | 2016-07-04 | 2018-08-24 | 广州市长丽机械设备有限公司 | 一种模具总成、端子压接系统及压接方法 |
| CN106067649B (zh) * | 2016-08-11 | 2019-01-18 | 安徽省亿嘉弘电器有限公司 | 一种用于车辆线束加工的剥线机构 |
| CN107706692B (zh) * | 2016-08-23 | 2023-12-19 | 昆山科森科技股份有限公司 | 一种电线压接端子压合机 |
| DE102016123470A1 (de) * | 2016-12-05 | 2018-06-07 | Komax SLE GmbH & Co. KG | Vorrichtung, Verfahren und System zum Inverscrimpen |
| JP6712575B2 (ja) * | 2017-05-19 | 2020-06-24 | 日本オートマチックマシン株式会社 | 端子圧着アプリケータ、端子圧着機、及び、端子圧着電線の製造方法 |
| CN108011273A (zh) * | 2017-11-16 | 2018-05-08 | 珠海许继电气有限公司 | 一种配电设备线材的自动加工方法 |
| CN108777423A (zh) * | 2018-05-24 | 2018-11-09 | 常熟利星光电科技有限公司 | 一种电源线连续料带多端子同步压接装置 |
| CN109702459B (zh) * | 2018-12-25 | 2020-11-10 | 江苏神马电力股份有限公司 | 一种压接机的组合式压接块 |
| JP7197352B2 (ja) * | 2018-12-28 | 2022-12-27 | 新明和工業株式会社 | 端子圧着装置 |
| DE102019101017A1 (de) * | 2019-01-16 | 2020-07-16 | Harting Electric Gmbh & Co. Kg | Verfahren und Vorrichtung zur Überwachung des Zustands einer Crimpeinrichtung |
| CN109822321A (zh) * | 2019-04-04 | 2019-05-31 | 昆山锐诚达电子有限公司 | 一种天线五金连接件压合治具 |
| CN110989095B (zh) * | 2019-12-07 | 2021-04-06 | 浙江同梦通讯科技有限公司 | 一种带有导向定位块的光纤装配机构 |
| CN111025488B (zh) * | 2019-12-07 | 2021-04-06 | 浙江同梦通讯科技有限公司 | 一种光纤和接头的装配设备 |
| CN111740292B (zh) * | 2020-08-07 | 2021-05-25 | 江苏友孚汽车部件科技有限公司 | 自动调节式端子压接机 |
| JP7100386B2 (ja) * | 2020-10-28 | 2022-07-13 | 日高精機株式会社 | カットオフ装置及び熱交換器用フィンの製造装置 |
| CN112563081B (zh) * | 2020-12-02 | 2022-07-05 | 东莞市佳豪精工科技有限公司 | 一种全自动熔断器铆压机 |
| CN112736613A (zh) * | 2020-12-14 | 2021-04-30 | 厦门海普锐科技股份有限公司 | 一种端子机 |
| CN112769020A (zh) * | 2020-12-14 | 2021-05-07 | 厦门海普锐科技股份有限公司 | 一种电线双头套管压接系统及电线加工方法 |
| CN113284810B (zh) * | 2021-04-30 | 2024-07-12 | 苏州瀚川智能科技股份有限公司 | 端子全自动安装装置 |
| CN113871996B (zh) * | 2021-08-24 | 2024-07-19 | 国网河北省电力有限公司邢台市南和区供电分公司 | 一种电力工程用线缆压接装置 |
| CN113872004B (zh) * | 2021-09-07 | 2024-05-10 | 和田工业精密电子(常熟)有限公司 | 一种车载连接器金属端子组装机构 |
| CN115213324B (zh) * | 2022-07-04 | 2024-06-25 | 江苏宝翼通讯科技有限公司 | 可定长裁线的网络线生产用裁线设备的裁线方法 |
| DE102022116746A1 (de) | 2022-07-05 | 2024-01-11 | Md Elektronik Gmbh | Crimpvorrichtung und Verfahren zum Crimpen |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61104577A (ja) * | 1984-10-27 | 1986-05-22 | 住友電気工業株式会社 | 圧着端子の圧着離型機構 |
| JP3070431B2 (ja) * | 1995-02-24 | 2000-07-31 | 住友電装株式会社 | 半自動式端子圧着ユニット |
| CN2501224Y (zh) * | 2001-08-20 | 2002-07-17 | 刘联煌 | 简易剥线及端子压着工具 |
| JP3982480B2 (ja) * | 2003-10-31 | 2007-09-26 | 住友電装株式会社 | マルチ圧着装置及び端子供給モジュール |
-
2008
- 2008-01-15 WO PCT/JP2008/050361 patent/WO2008087938A1/ja active Application Filing
- 2008-01-15 CN CN2008800000396A patent/CN101542851B/zh active Active
- 2008-01-15 JP JP2008519553A patent/JP4230534B2/ja active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101067270B1 (ko) * | 2009-12-03 | 2011-09-23 | (주)티에이치엔 | 어태치먼트 |
| KR101140299B1 (ko) * | 2010-05-13 | 2012-05-02 | (주)티에이치엔 | 와이어 가공장치 |
| CN105170793A (zh) * | 2015-07-30 | 2015-12-23 | 黎爱兵 | 一种双打五金冲压模具 |
| CN105107957A (zh) * | 2015-09-24 | 2015-12-02 | 昆山爱光电子有限公司 | 一种水滴型压接模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2008087938A1 (ja) | 2010-05-06 |
| CN101542851A (zh) | 2009-09-23 |
| CN101542851B (zh) | 2011-12-21 |
| WO2008087938A1 (ja) | 2008-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4230534B2 (ja) | 端子圧着方法、端子圧着装置及び端子圧着電線製造装置 | |
| JP4833246B2 (ja) | 端子圧着方法、端子圧着装置及び端子圧着電線製造装置 | |
| CN103794965B (zh) | 自动穿胶壳机 | |
| US4166315A (en) | Wire gathering mechanism for wire lead production apparatus | |
| EP3158613B1 (en) | A method of crimping a terminal to a wire | |
| CN106410567B (zh) | 端子压接设备 | |
| JP2015047059A (ja) | コイル成形装置 | |
| CN104025396A (zh) | 电线定位装置 | |
| KR20170088990A (ko) | 센터링 유니트, 압착기 및 케이블 처리시스템 | |
| US5063656A (en) | Apparatus for making a wire harness | |
| US12034262B2 (en) | Device and method for connecting a cable to an electrical connector | |
| EP1160939A1 (en) | Wire printing method and apparatus | |
| CN116618539A (zh) | 一种全自动联模冲压设备及方法 | |
| JP2006228746A (ja) | 二芯シールド線のためのクランプ装置 | |
| JPH0963739A (ja) | 端子圧着電線の製造方法及び製造装置 | |
| WO2016178360A1 (ja) | 端子搬送装置および端子圧着装置 | |
| US3955275A (en) | Apparatus for closing clam-shell housings | |
| JPH097728A (ja) | 簡易型端子圧着装置 | |
| WO2018134912A1 (ja) | 部品挿入機 | |
| CN115864088A (zh) | 具有引导表面的压接工具 | |
| JPH0451958B2 (ja) | ||
| JP7197352B2 (ja) | 端子圧着装置 | |
| JPH0368536B2 (ja) | ||
| JP2000101228A (ja) | リード線のハンダ付け方法、リード線のハンダ付け装置、電子回路基板の製造方法及び電子回路基板 | |
| JP3733488B2 (ja) | 横型チップ電子部品の製造方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081125 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4230534 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111212 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111212 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111212 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121212 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121212 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121212 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131212 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |