JP2016207540A - 高多層全固体型リチウムイオン二次電池の製造方法 - Google Patents
高多層全固体型リチウムイオン二次電池の製造方法 Download PDFInfo
- Publication number
- JP2016207540A JP2016207540A JP2015089448A JP2015089448A JP2016207540A JP 2016207540 A JP2016207540 A JP 2016207540A JP 2015089448 A JP2015089448 A JP 2015089448A JP 2015089448 A JP2015089448 A JP 2015089448A JP 2016207540 A JP2016207540 A JP 2016207540A
- Authority
- JP
- Japan
- Prior art keywords
- thin film
- film layer
- layer
- positive electrode
- laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
【解決手段】正極薄膜層の厚みをTa(μm)、負極薄膜層の厚みをTb(μm)、固体電解質薄膜層の厚みをTc(μm)、セル単位の数をNとした場合、Ta≦30、Tb≦30、かつTc=1〜10、(Ta/2×(N/4))/Tc≧0.33、(Tb/2×(N/4))/Tc≧0.33となるように、正極薄膜層及び負極薄膜層を形成する工程1、3、固体電解質薄膜層を形成する工程2、4、及び正極薄膜層と負極薄膜層の端部の段差スペースにインクジェット印刷法を用いてインクを塗布する工程、を繰り返すことにより該セル単位の数が50以上の積層体を形成し、積層体をプレス金型内でホットプレスし、500〜1100℃で一括焼成する一括焼成型高多層全固体型リチウムイオン二次電池の製造方法。
【選択図】図1
Description
型軽量化、薄型化、多機能化が図られている。それに伴い、携帯電子機器の電源となる二
次電池に対し、小型軽量化、薄型化、安全性、信頼性の向上が強く望まれている。リチウ
ムイオン二次電池の普及はこれら携帯電子機器のみならず、EV(ハイブリッドカー)、PH
EV(プラグインハイブリッドカー)、ZEV(ゼロエミッション電気自動車)、家庭用蓄電
器、航空機の動力源等の大型二次電池として実用化されている。
解液の液漏れ、使用による電解液の枯渇の心配がなく、安全性、信頼性が高い。更に、リ
チウムを用いる電池であるため、高い電圧、高いエネルギー密度の軽量な電池を得ること
ができる。また、電池セルを多層積層し、直列接続又は並列接続した多層積層型全固体型
リチウムイオン二次電池は、電池の小型軽量化、薄型化と同時に層数を増やすことにより
高容量化を容易に実現できるため電気自動車用電源などの大型電池から電気・電子機器へ
の実装用の超薄膜小型電池まで盛んに開発が進められている。
池分の負極と電解質又は電解質を含むセパレータと正極とをそれぞれ複数層重畳して一体
化し、切断して全体形状が六面体をなす積層体を形成すると共に、積層体の側面及び上下
面の少なくともいずれかの端面に前記負極及び正極にそれぞれ接続された端子電極を設け
て表面実装型に構成したことを特徴とする積層型電池(特許文献1)が公知である。
、複数個の積層型電池分の正極材のペースト、正極集電体となる金属膜のペーストを同じ
箇所に重ねて塗布し、次に、複数個の積層型電池分の電解質のペースト、複数個の積層型
電池分の負極材のペースト、負極集電体となる金属膜のペーストを正極の位置とずらして
塗布する。そして、正極は一端側に露出し、負極は他端側に露出するように、切断代をも
って複数個の電池素子に切断する。このように切断して六面体をなすように形成した複数
個の積層体の対向する側面に端子電極を形成する。
並列接続する場合は、正極シートと負極シートの位置を交互にずらして、それぞれ複数個
の積層型電池分について重ね、これらのものを所定の大きさにカットし、ホットプレスに
より一体化する。その後、前記同様に端子電極を形成する。
にイオン伝導性無機物質ペースト、正極ペースト、正極集電体ペースト、正極ペーストの
順序で、各ペーストをスクリーン印刷、転写、ドクターブレード等の方法で塗布し、場合
により乾燥させた後、基材を剥離して正極ユニットを作製し、また、同様に負極ユニット
を作製し、正極ユニットと負極ユニットを積層して、これを例えば温度80℃で圧力98
MPaでホットプレスして成形して各層を熱圧着した後一括して焼成を行うことで一括焼
成型全固体型リチウムイオン二次電池を得る方法に係る発明(特許文献2)を特許出願し
た。
、第一の端子電極と第二の端子電極間に直列接続で配置されたn個の無極性電池セルと、
無極性電池セルのそれぞれに並列に接続された0又は任意の自然数個の電池セルとから構
成され、前記無極性電池セルが一つの電池セルともう一つの電池セルが互いの正極と負極
が接続されて構成されたセルである直並列接続型の二次電池に係る発明(特許文献3)を
特許出願した。また、本出願人は、上記のような一括焼成型全固体型リチウムイオン二次
電池を得る方法において、導電性物質と活物質との混合体のペーストを固体電解質ペース
ト上に、スクリーン印刷法、インクジェット印刷法等で塗布して積層体を形成し、静水圧
プレスした後、600〜1100℃で焼成し、焼成後においては、導電性マトリックスが
活物質を担持した構造となる方法に係る発明(特許文献4)を特許出願した。
法において、活物質を含む固体電解質ペーストを用いてスクリーン印刷、転写、ドクター
ブレード等の方法で集電体層との積層体を形成し、例えば40〜90℃で98MPaでプ
レスして積層体を熱圧着し、500〜1100℃で焼成し、焼成後においては、固体電解
質が活物質を担持した構造となる方法に係る発明(特許文献5)を特許出願した。
チウムイオン二次電池の具体例として、3.2mm×2.5mm×2.5mmの大きさ(
3225規格)の電池を試作したところ、蓄電容量が例えば、30層の場合は40μAh
(厚さ0.6mm)、100層で142μAh(厚さ1.8mm)であったことを報告(非特許文献
1)した。
献2の図1〜3に示されるように、並列接続の場合、「正極薄膜層、固体電解質薄膜層、
負極薄膜層、固体電解質薄膜層を交互に積層した構造の正極及び負極の1対の組み合わせ
をセル単位として、該セル単位を多数積層した直方体状の積層体からなり、積層体の相対
する二つの端面側に接して正極端子電極板と負極端子電極板が設けられ、正極薄膜層及び
負極薄膜層の片側端面はそれぞれ対向する正極端子電極板面及び負極端子電極板面に接触
し、反対側端面はそれぞれ負極端子電極板面及び正極端子電極板面との間に段差スペース
を設けて非接触とした構造」となっている。以下、このような構造の積層型電池を、本明
細書では、「端子電極一体型多層全固体型二次電池」ということにする。
上不可欠である。なお、正極端子電極板と負極端子電極板は、正極層又は負極層から電流
の取り出しを一括して行い、電池を各種電気製品に実装する際の端子である。正極端子電
極板と負極端子電極板は、通常、メッキ、焼き付け、蒸着、スパッタリング法などにより
形成されている。
は活物質の量を増やす(活物質層が厚くなる)ことと固体電解質薄膜層を薄くして内部抵
抗を低減することの両立を図る必要がある。しかし、活物質層を厚くすると同じ合計厚さ
の積層体では、活物質層の数が少なくなり、また、固体電解質薄膜層を薄くすると隣接す
る電極層間の内部短絡が生じる恐れがあるため、それぞれの膜厚の設定は電池性能にとっ
て重要な要因である。
負極活物質層の厚みがそれぞれ5μm、集電体層の厚みが3μmであったことが記載され
ている。特許文献4では、正極活物質層の厚さは好ましくは50〜1μm、正極集電体層
の厚さは50〜1μm、無機固体電解質薄膜層の厚さは50〜1μm、負極活物質層の厚
さは50〜1μm、負極集電体層の厚さは50〜1μmが好ましいとされている。特許文
献5では、正極集電体及び負極集電体の厚さは0.2μm〜30μmとされ、厚さ13μ
mの固体電解質シートを用いた実施例が記載されている。
い。特許文献5記載の電池の場合、固体電解質からなるマトリックスに活物質を含ませ、
また、集電体は銀、銅、アルミなどの粉末導電性物質のマトリックスに活物質を含んでい
るので、前記段差の高さは、活物質層がない分だけ低くなり、正極層又は負極層の厚さの
みにより決まり、好ましい層厚は0.2μm〜30μmとされる。層厚が30μmを超え
ると積層体の内部側と段差スペース部側で密度ムラが生じクラック、剥離、たる型歪が生
じ、歩留まりが低下する、とされる。
、特許文献7、8には、二次電池の活物質をインクジエット印刷して電極を製造する方法
が記載されているが、これらは、「端子電極一体型多層全固体型二次電池」に関するもの
ではない。
ーンシートを用いる方法などの厚膜形成法、蒸着、スパッタリング、CVD等のドライ薄
膜形成法が提案されている。ドライ薄膜形成方法は真空装置を用いる必要があり層数が多
くなるとコストが著しく増大する。製造コストを低減するには薄膜層を精度よく形成する
ことが容易であり、かつ積層体のプレス工程における歩留まりのよい製造方法の提供が求
められる。
セル単位の数を増やすほど電池容量は増加し、50単位から1000単位までの積層も可
能なので大容量の全固体型二次電池を作製できる。また、積層体を軟化温度以上でプレス
して各層を熱圧着し、所望の大きさの電池素体に切断してから一括焼成することによって
コンデンサと類似の構造の小型ボックス型電池を一度に大量に製造できるなどの利点があ
る。
の大きな製品を製造することが求められる。しかし、セル数が50単位を超えるような高
多層の積層体の形成は、層の数だけの塗布工程、乾燥工程、積層工程を厳密に管理して行
わなければならず、さらに各薄膜層は塗布した状態では溶剤を多く含んでおり、層数が多
くなるほど薄膜の構造や特性が複雑に変動し、得られた製品の性能や歩留まりを高く一定
に維持することは困難である。
膜層の界面を密着させて内部抵抗を低減させ、さらに圧力を除いた際に積層体のスプリン
グバックを少なくする必要があり、ホットプレス金型内で温度70〜120℃、500〜
5000kg/cm2程度の高圧で30分〜3時間程度の長時間行う必要がある。金型を用
いるのは、積層面方向における積層体の伸びを抑えるために積層体の側面を金型内面に密
接した状態で積層面と直交方向に一軸加圧するためである。
されているので、前記段差スペース部分の上下の層は歪が生じて電極薄膜層の端部が断層
状に変形して潰れ、潰れの程度は最外層側に累積して大きくなり、最外側寄りの正極薄膜
層が潰れた負極薄膜層を介して負極端子電極板と、逆に負極薄膜層は正極薄膜層を介して
正極端子電極板と短絡する現象が生じることを見出した。このような短絡現象は内部短絡
とは異なるので本明細書においては以下、断層短絡ということにする。このような断層短
絡現象を抑制して歩留まりを高めるためにはホットプレス条件を厳密に管理したり、断層
短絡検査をホットプレス工程に組み入れたりする必要性がある。
成工程を短縮でき、また、多数の薄膜を低コストで形成でき、固体電解質薄膜層を可能な
限り薄くし、活物質層を厚くし、かつセル単位を50以上の高多層としても完成品の性能
と歩留まりを向上できる製造方法を提供することを課題とする。
る方法で高多層とすることは容易ではなく、高多層とした場合の段差スペースが電池完成
品の性能や歩留まりに及ぼす影響は未解明であった。なお、本明細書中で高多層とはセル
単位が50以上を言うものとする。
解決する手段について、鋭意研究を進めたところ、焼成前に金型を用いて積層体をプレス
して熱圧着する際に正極薄膜層及び負極薄膜層の平行が保てずに断層状に変形して段差ス
ペースが潰れて断層短絡が生じたり、歪が生じたりして積層体の物理的な歪みと内部応力
歪が一括焼成の際に均一な焼成挙動に影響を及ぼし、焼成品に変形、デラミネーション(
剥離)、クラック(亀裂)を生じさせる原因となり、製品の性能や歩留まりに影響し、こ
の影響は、固体電解質薄膜層の厚みに対する正極薄膜層及び負極薄膜層の厚みが大きいほ
ど、またセル単位の数(N)が大きいほど顕著になることを見出した。
対向する負極端子電極板面との間に段差スペースを設け、負極薄膜層の一端面は対向する
正極端子電極板面との間に段差スペースが設けられてなる構造であるため、必然的にこれ
らの段差スペースの段差の高さは正極薄膜層及び負極薄膜層の厚さと等しくなる。
み及び負極薄膜層の厚みが30μm以下、固体電解質薄膜層の厚みが1〜10μmの条件
でセル単位を50以上として段差スペースの累積量が増大する際に、積層体のプレス工程
で均質で良好な積層体の形成が困難になり断層短絡による不良品も発生し一括焼成後の完
成品の歩留まりが低下する。本発明はこのような課題を解決する製造方法を提供する。
固体電解質薄膜層を交互に積層した構造の正極及び負極の1対の組み合わせをセル単位と
して、該セル単位を多数積層した直方体状の積層体からなり、
積層体の相対する二つの端面側に接して正極端子電極板と負極端子電極板が設けられ、
正極薄膜層及び負極薄膜層の片側端面はそれぞれ対向する正極端子電極板面及び負極端子
電極板面に接触し、反対側端面はそれぞれ負極端子電極板面及び正極端子電極板面との間
に段差スペースを設けて非接触とした構造の全固体型リチウムイオン二次電池、の製造方
法において、
前記製造方法は、(イ)積層体形成工程、(ロ)形成した積層体のプレス工程、(ハ)
プレスした積層体の焼成工程からなり、
前記(イ)積層体形成工程は、
正極薄膜層の厚みをTa(μm)、負極薄膜層の厚みをTb(μm)、固体電解質薄膜
層の厚みをTc(μm)、セル単位の数をNとした場合、
Ta≦30、Tb≦30かつ
Tc=1〜10、
(Ta/2×(N/4))/Tc≧0.33
(Tb/2×(N/4))/Tc≧0.33
となるように、
(A)正極薄膜層及び負極薄膜層を形成する工程、
(B)固体電解質薄膜層を形成する工程、及び、
(C)前記段差スペースにインクジェット印刷法を用いて、該固体電解質薄膜層形成用イ
ンク、絶縁物質インク、又は該固体電解質薄膜層形成用インクと絶縁物質との混合インク
を塗布する工程、
を繰り返すことにより該セル単位の数が50以上の積層体を形成する工程であり、
前記(ロ)形成した積層体のプレス工程は、
積層体をプレス金型内に挿入し、積層体の側面を金型内面に密接した状態で、積層体の
平面と同形状の金属板を積層体の上面に乗せて、積層体を70〜120℃に加熱して積層
面と直交方向に500〜5000kg/cm2の圧力で30分〜3時間、1軸加圧して各薄
膜層を熱圧着する工程であり、
前記(ハ)プレスした積層体の焼成工程は、
熱圧着された該積層体を500〜1100℃で一括焼成する工程、である、
ことを特徴とする一括焼成型高多層全固体型リチウムイオン二次電池の製造方法、であ
る。
を従来法よりも大きくしても歩留まりの低下を回避することができるので、固体電解質薄
膜層をできるだけ薄くして内部抵抗を低減するとともに相対的に活物質の量を増やすこと
ができ、電池容量を大きくすることができる。
正極薄膜層及び負極薄膜層をインクジェット印刷法により形成することができる。また、
前記(イ)積層体形成工程において、固体電解質薄膜層、正極薄膜層、負極薄膜層の全
てをインクジェット印刷法により形成することができる。
めるようにインクを塗布する工程とすることができる。また、前記(イ)積層体形成工程
における(C)工程は、(A)工程の前に段差スペースとなる箇所に凸状に立体的にイン
クを塗布する工程とすることができる。さらに、前記(イ)積層体形成工程における(C
)工程は、(B)工程と連続してワンパス又は複数パスでインクを塗布する工程とするこ
とができる。
塗布する毎に乾燥することが好ましく、また、インクジェット印刷法により段差スペース
にインクを塗布する毎に乾燥することが好ましい。
層とを積層した2層構造でも、活物質中に導電性粉末を混合して一体化して集電体として
も機能するようにした1層構造でもよい。また、固体電解質薄膜層は、固体電解質と活物
質とを混合した1層構造でもよい。
いたり、ドクターブレード法のようにブレードを用いたりして基板や下層に塗布したイン
クを器具で刷りつける方法と異なり、塗布したインクと塗布装置のノズルは非接触である
ゆえに版やマスクが不要であり、塗布する層の基板や下層へ加わるストレスも皆無である
。従って、インクジエット印刷法は、他の印刷工法と比較した場合に塗布したインクを高
清浄度に保持して成膜が可能なため、異物混入等による電池性能異常の発生を抑制でき、
信頼性の高い電池が得られる。
リンタヘッドの作動を制御してオンデマンドパターニング印刷が可能であり、パターンレ
シピの高速変更も可能であるゆえに省資源・省エネルギー、そして高稼働率で歩留まりよ
く多品種を大量生産し得る。
m)の塗りわけをパーツ交換や改造なしに一台の装置でまかなうことは困難であるが、イ
ンクジエット印刷法は薄膜から厚膜まで高精度に成膜できることから、固体電解質薄膜層
は極力薄くすることが容易である。また、正極薄膜層の厚み及び負極薄膜層の厚みの変更
もコンピュータ制御により容易である。
ぞれインクジエット印刷法で塗布することにより集電体層と活物質層とを積層した2層構
造とすることもできるが、活物質中に導電性粉末を混合して一体化して集電体としても機
能するようにした1層構造とすることもできる。
どの無機粉末又は高分子粉末から選ばれる少なくとも一つであることが好ましい。
きることから、並列又は直並列接続型の端子電極一体型多層全固体型リチウムイオン二次
電池の高出力化に有利である。また、固体電解質薄膜層の厚さに対する正極薄膜層及び負
極薄膜層の厚さを相対的に大きくしても、インクジエット印刷法で前記段差スペースにイ
ンクを塗布するだけで積層体の1軸プレス時の正極薄膜層及び負極薄膜層の平行が保てる
のでたる型歪や断層状変形による断層短絡の発生を抑制し、かつプレス時及び一括焼成時
の物理的な歪や内部応力が緩和され、全固体型リチウムイオン二次電池の性能向上、歩留
まりの向上が得られる。また、本発明では、積層体形成手順が少なく簡素であり、特に、
セル単位を構成する全ての層をインクジエット印刷法により形成する場合、積層体形成工
程が大幅に短縮され、高多層全固体型二次電池の生産性向上と歩留り向上や生産コストダ
ウンに有利である。
従来の多層全固体型二次電池は、積層構造を形成する前にガラス、セラミックス、金属
、プラスチックスなどからなるフレキシブル基板に、無機化合物と高分子樹脂と溶剤から
なるスリップを印刷、乾燥してカバー層となる電池外装用スリップを形成している。フレ
キシブル基板上には予め離型剤が塗布されていることが好ましい。積層体を形成する最終
工程にて、フレキシブル基板から電池外装用スリップとの界面を剥離する。
リーン印刷やコーターによる方法、CVD法などの物理的成膜方法、インクジエット印刷
法などにより形成されていた。端子電極板面から電極層の片側端面の間の前記段差スペー
スSの幅Lは、通常0.3mm〜2mm程度が望ましいが、従来の積層法では、どの方法
であれ、端子電極板との導通を避けるための前記段差スペースSは電極層用のグリーンシ
ートの長さを固体電解質のグリーンシートの長さより幅Lだけ短くして積層したり、印刷
法の場合は、印刷しないで塗り残したりするのが通常であった。
厚さは、通常0.5μm〜100μmであるから、段差スペースSの段差の高さはこれら
の層の厚さに等しくなる。ただし、この段差の高さは非常に小さいので目視では判別でき
ない。また、段差スペース自体は電池の性能に特別影響を与えるものではないので、通常
は何も存在しないスペースのままであるか、固体電解質薄膜層の電解質の一部が滲み出て
いるかである。
させる。この関係についての本発明者らの実験によれば、セル数が1つの場合に、電極層
の厚さすなわち段差の高さを5μmとした場合、固体電解質薄膜層の厚さが5μm程度以
下では歩留まりは0%であった。固体電解質薄膜層の厚さを5μm〜10μ程度としても
歩留まりは50〜70%程度であり、100%にするには固体電解質薄膜層の厚さを10
μm超と厚くしなければならなかった。
相対的に正極薄膜層及び負極薄膜層を厚くすると、例えば、正極薄膜層及び負極薄膜層を
それぞれ50層とし、その厚さをそれぞれ20μmとし、固体電解層を99層とし、その
厚さを5μmとし、セル単位を99とした場合、正極薄膜層20μm×50層=1000
μm、負極薄膜層20μm×50層=1000μm、固体電解質層5μm×99層=49
5μmとなり、全体の厚みが2495μm、正極側の段差スペースの合計=1000μm
、負極側の段差スペースの合計=1000μmとなり、積層体の全厚み(2495μm)
に対して段差スペースの合計(1000μm)の割合は約40%になる。このような積層
体をそのまま積層面と直交方向に1軸加圧して積層体を熱圧着すると焼成時に影響を及ぼ
す歪などが積層体に発生することになる。また、段差スペースの上下の箇所の層に断層短
絡が生じることになる。
箇所の層に生じる断層短絡現象を説明する概念図である。セル単位が一つ(図3左図のワ
ンセル)の積層体(P1/E2/N1)をプレスすると段差スペースが電極層の厚さの1/2変形す
る。高多層の積層体を形成(図3中央図)した後、金型内に積層体を入れて積層体の全面
を積層面と直交方向に1軸加圧によりホットプレスして積層体の各層を熱圧着させると、
1電極層当たり電極層の厚みの1/2だけ歪むことになり、歪量が集積(図3右図)され
ることになる。
(N/4)となる。実験結果に基づくと、この値が0.33以上になると歪量が閾値を超
えることになる。例えば、固体電解質薄膜層の厚みを10μmとし、Nを100とした場
合、電極層の厚みを0.26μm以下としないと、断層状変形が生じて断層短絡を起こす
ことになる。したがって、電極層の厚さを大きくすることができない。Nの上限は特に規
定されないが実用的な電池としては1000程度である。
て潰れ、潰れた負極薄膜層を介して正極薄膜層が負極端子電極板と、逆に潰れた正極薄膜
層を介して負極薄膜層は正極端子電極板と短絡する恐れが大きくなる。このような断層短
絡現象は、特に剛性のある金属箔集電体箔を電極に用いない場合大きくなる。
本発明の製造方法は、端子電極一体型多層全固体型リチウムイオン二次電池を対象とし
ており、(イ)積層体形成工程、(ロ)形成した積層体のプレス工程、(ハ)プレスした
積層体の焼成工程を含む。
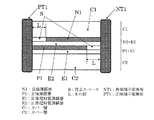
図2に、本発明の製造方法で対象とする電池の単位セルの断面概念図を示す。図2に示
すように、この電池は、固体電解質薄膜層E1、正極薄膜層P1、固体電解質薄膜層E2
、負極薄膜層N1、を交互に積層した構造の正極及び負極の1対の組み合わせをセル単位
としている。正極薄膜層P1及び負極薄膜層N1は、導電性粉末のペーストを焼成して形
成される集電体層と活物質層との積層の場合は2層構造であり、活物質中に導電性粉末を
混合して一体化して集電体としても機能するようにした場合は1層構造である。また、固
体電解質薄膜層としては、固体電解質と活物質とを混合した1層構造でもよい。図2では
、セル単位1つの例を示しているが、求める電池容量に応じてセル単位を多数積層した直
方体状の積層体を形成する。
する二つの端面側に接して正極端子電極板PT1と負極端子電極板NT1を設ける。正極
薄膜層P1及び負極薄膜層N1の両端のうち片側端のみがそれぞれ正極端子電極板PT1
及び負極端子電極板NT1に電気的に接触し、他端はそれぞれ負極端子電極板NT1及び
正極端子電極板PT1に電気的に非接触となるように幅Lだけ短く層を形成する。したが
って、幅Lの部分は、正極薄膜層P1及び負極薄膜層N1の厚さに等しい高さの段差スペ
ースSを設けた構造となる。
負極薄膜層からの電流の取り出しを正極端子電極板及び負極端子電極板で一括して行い、
各端子を各種電気製品のコネクタと接触させて実装できる。
することが好ましい。固体電解質薄膜層は薄い方が望ましいが、1μm未満では内部短絡
の恐れが大きくなる。また、正極薄膜層の厚みTa(μm)、負極薄膜層の厚みTb(μ
m)は30μm以下が好ましく、より好ましくは20μm以下である。TaとTbは同じ
でも異なってもよい。固体電解質薄膜層の厚みを薄くすればするほど相対的に正極薄膜層
及び負極薄膜層の厚みが大きくなり、積層体のプレス工程において、加熱と加圧の影響に
よって正極薄膜層及び負極薄膜層の平行が保てずに前記段差スペースの箇所の上下の層が
歪み、この歪が積層体の最外層側に累積して大きくなり最外層側寄りの薄膜層の端部が断
層状に変形して潰れて断層短絡する恐れが大きくなる。本発明の製造方法によれば、セル
数をNとしたとき、(Ta/2×(N/4))/Tc≧0.33、(Tb/2×(N/4))/
Tc≧0.33を満たす場合に、断層短絡を防止できる。
本発明では、積層体の形成工程において、正極薄膜層及び負極薄膜層の厚みに等しい高
さの段差スペースにインクジエット印刷法によって固体電解質インク、絶縁物質インク、
又は固体電解質インクと絶縁物質の混合インクを塗布することによって、段差スペースに
、正極薄膜層及び負極薄膜層の厚みに等しい塗布層を形成する。段差スペースへの塗布と
正極薄膜層及び負極薄膜層の塗布の順序はどちらが先でも構わない。
付着させる印刷法を意味する。インクジエット印刷法によると従来のスクリーン印刷法、
ドクターブレードによるコート法、ロール型塗布機などのコーターを用いる方法に比べて
、各層の薄型化及び均一化が達成できる。
に段差スペースを埋めるようにインクを塗布(埋め込み方式)したり、段差スペースとな
る箇所に凸状に立体的にインクを塗布(土手積み方式)した後に電極層のインクを塗布し
たりでき、さらに3D印刷が容易であり、固体電解質薄膜層用のインクの塗布と段差スペ
ースへのインクの塗布を連続してワンパス又は複数パスで行う(3D層形成方式)ことが
できる。土手積み方式や埋め込み方式では、2工程になるが、3D層形成方式によれば、
1工程でよいので、工程が大幅に短縮されるので量産時のメリットが大きい。インクジェ
ット印刷方式についてはインクをノズルから噴出させる方式によって、例えばピエゾ方式
やサーマル方式をはじめ種々存在するが、本発明の方法においては特に限定されない。
容易であり、各層の厚さや形状が、精密に制御され得る。インクジエット印刷法を用いれ
ば、コンピュータ上で所定のパターンをデザインし、パターンどおりに塗布するだけで、
所望の形状及び厚みの層が形成される。塗布方式としては、ヘッド移動方式、テーブル移
動方式のいずれでもよく、ワンパス塗布、スキャン塗布などを採用できる。塗布層の厚さ
に関しても、1回の塗布では層の厚さが不足する場合には、同一面に対して、2回以上塗
布を繰り返せばよい。つまり、同じインクを重ねて塗布する。それにより、所望の均一な
厚さを有する層が形成される。
積層体を形成する最終工程にて、電池外装用スリップをフレキシブル基板との界面から剥
離することについては従来法と異ならない。ただし、スリップと離型剤を含めてオールイ
ンクジエット印刷法で製造してもよい。そうすることで、製造ライン、工程、品質などの
生産管理の簡素化・コスト低減化が図れる。
布幅方向で液量測定し、これを膜厚に換算して膜ムラを分析し、その後、液量が多いとこ
ろは少なく、少ないところは多く噴出するように自動調整をかけるシステムを採用すれば
よい。前記段差スペースについては、インクの着弾液滴数を増やせばよい。UV硬化イン
クを使用する場合には、インクジェット装置にUV光源を取り付ければ、ウェット状態の
膜にUV照射し膜厚を変えることなく硬化できる。
の考え方で、必要プリンタヘッド数はインク数と同数となり、量産方法として1パス塗布
であれば、ワーク幅に対応すべく複数プリンタヘッドを横並びさせた構成となる。例えば
、正極と負極を兼ねた無極性電池であれば、必要インクは活物質インクと電解質インクと
集電体インクの計3プリンタヘッド(1液1プリンタヘッドで行う場合のみ)であり、活
物質と集電体ミックスインクであれば1つ減らせて計2プリンタヘッドとなる。
正極薄膜層及び負極薄膜層を、集電体層形成用インク及び活物質層形成用インクをそれぞ
れインクジエット印刷法で塗布する場合は、プリンタヘッドは集電体層形成用インク、正
極活物質層形成用インク、負極活物質層形成用インク、固体電解質薄膜層形成用インクの
塗布用に少なくとも4個を使用し、段差スペースにも固体電解質形成用インクを塗布する
。段差スペースに固体電解質形成用インク以外の絶縁物質インク又は固体電解質形成用イ
ンクと絶縁物質インクの混合物を塗布する場合は、絶縁物質インク又は固体電解質形成用
インクと絶縁物質インクの混合物塗布用のプリンタヘッドを追加する。
をインクジエット印刷法で塗布する場合は、集電体層形成用インクの塗布用のプリンタヘ
ッドは不要になる。これらのプリンタヘッドを制御して、まず、基板上に形成したカバー
層上に所定のパターンで上記各種インクをプリンタヘッドのノズルから噴射して塗布層を
形成する。
前記工程のインクジェット印刷法で塗布されたウェット状態の層を乾燥工程において乾
燥する。乾燥方法としては、例えば対流(冷風〜熱風)乾燥、伝熱乾燥、輻射乾燥、減圧
乾燥を用いることができる。上記例示の乾燥方法を単独で用いても良いし、適宜組み合わ
せて用いても良い。尚、所望Nセルの各層を連続的に塗布することによって一括製造する
際に塗布と乾燥が層ごとに連続して繰り返されるわけであるが、ここでの乾燥度合いは任
意に設定することができる。つまり、塗布する層の下側の層は必ずしも完全乾燥している
必要性はなく、いわゆる半乾き状態でも良い。完全乾燥した場合も、次の層を塗布する際
に先に塗布されている表面を溶剤で濡らすことにより層間密着性を高めることができる。
剤が各インクに使われていてもよく、場合によっては活物質層のイオン伝導性を向上させ
るために光重合によって高分子電解質となる高分子原料及び光重合開始剤が活物質インク
に含まれていてもよい。塗布されたウェット膜をドライ膜へ移行させるにあたっては、例
えば、紫外線を照射して重合を開始させるいわゆるUV硬化手法をとってもよい。
化した後、次に形成すべき所定のパターンで各種インクを重ねて噴射して塗布層を形成す
る。ここで、溶媒の蒸発又はインクの固化を促進させるため、インクを塗布した後、塗布
膜を熱処理又は光処理することが好ましい。このような工程を所定回数繰り返すことによ
りセル単位を50以上積層した積層体を製造する。
インクジェット印刷法によって得られた積層体は、減圧吸着盤を用いてPETフィルム
などの基板表面から剥離される。更に、剥離した積層体は、プレス金型の寸法に合うよう
に切断する。積層体はプレス金型内に挿入し、積層体の積層面方向における伸びを抑える
ために積層体の側面を金型内面に密接した状態で載置する。次に、好ましくは70〜12
0℃に加熱する。加熱は、各層のバインダーを溶融させるとともに、乾燥した層の表面に
粘着性を生じさせ、圧着作用を高める効果がある。さらに、積層体の平面と同形状の金属
板を積層体の上面に乗せて積層体を積層面と直交方向に好ましくは500〜5000kg
/cm2の圧力で30分〜3時間、1軸加圧して積層体の各層を熱圧着した後、自然冷却し
、冷却後常圧に戻し、プレス圧を解除して積層体を取り出す。500kg/cm2未満では
圧着作用が乏しく、5000kg/cm2を超えると大型の装置が必要になる。より好まし
くは、500〜1000kg/cm2の範囲である。
空気を抜きながら除々に圧力を加える。これにより、積層体に生じるボイドが除去される
ことによって焼成時に残存空気が膨張し、そこを起点に層が剥離するのを防止することが
できる。また、積層体に残存する溶剤を真空加熱により蒸発させることができる。ただし
、プレスは必ずしも真空中で行う必要はない。各層の材料や電池性能などに応じて大気中
でもよい。
ーンに従って再切断し、個々の二次電池素体を得ることができる。
この様にして得られた、二次電池素体を所定温度で焼成することで、固まって一体化し
た二次電池の機能を有する一括焼成型二次電池となる。焼成法は、二次電池素体を除々に
加熱し、二次電池素体に含まれるバインダーを燃焼、熱分解することにより二次電池素体
中から除去する。バインダー除去が行われた二次電池素体を更に500〜1100℃に加
熱し、二次電池素体に含まれる活物質粒子、集電体金属粉末、固体電解質粉末がそれぞれ
ネックグロース、焼結させることで固まって一体化した全固体型リチウムイオン二次電池
焼結体を得ることができる。焼成温度が500℃未満では、固体電解質が緻密に焼結して
いないため固体電解質のイオン伝導率が低い。1100℃を超えると、固体電解質が融解
する。より好ましくは800〜1000℃で焼成する。
得られた全固体型リチウムイオン二次電池焼結体は、更に積層体の相対する二つの端面
を乾式研磨することにより、正極薄膜層及び負極薄膜層の両端のうち片側の端面のみを露
出させる。該端面に露出した正極薄膜層及び負極薄膜層との電気的接続を取るために、例
えば、銀等の導電性金属を樹脂中に分散して作製された導電性ペーストを該端面に塗布し
、熱硬化により端子電極板を形成する。
により、性能劣化をきたすおそれがあるため、全固体型リチウムイオン二次電池焼結体を
熱硬化型樹脂等によってシールし、大気湿分の影響を受けないようにすることが好ましい
。
ト印刷法により形成することが好ましい。図1に、薄板ガラスやPETシートなどの離型
処理済みフレキシブル基板上にインクジエット印刷法により積層体を形成する工程の概念
を説明する。
基板Sに塗布し、乾燥して正極薄膜層P1を形成する。
工程2(固体電解質薄膜層の形成);正極薄膜層P1上と段差スペースを固体電解質薄
膜層形成用インクでワンパス又は複数パスで3D印刷し、乾燥して固体電解質薄膜層E1
を形成する。
工程3(負極薄膜層の形成);固体電解質薄膜層E1上に負極活物質と集電体粉末の混
合物インクを塗布し、乾燥して負極薄膜層N1を形成する。
工程4(固体電解質薄膜層の形成);負極薄膜層N1上と段差スペースを固体電解質薄
膜層形成用インクでワンパス又は複数パスで3D印刷し、乾燥して固体電解質薄膜層E2
を形成する。
工程X(Nセル積層);工程1〜4を繰り返し、セル単位の数がNの積層体を形成し、
フレキシブル基板から剥離する。
工程、セル単位が100の積層は201工程でよい。2D印刷法であるスクリーン印刷法
では厚い段差をなくす土手積み方式や埋め込み方式のような塗布は困難であるが、仮に実
施できたとしても工程2、工程4を1工程ではできないので、土手積みや埋め込みと固体
電解質薄膜層形成の2工程で行わなければならず、全工程数は、6工程となり、インクジ
エット印刷法による3D印刷と比べて1.5倍に増える。
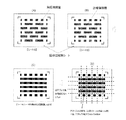
スクリーン印刷法によりアクティブ電池を量産する工程を示す概念図である。まず、固体
電解質グリーンシートを予め用意し、固体電解質グリーンシート(シートA)上に負極活
物質層(又は、負極活物質と集電体粉末混合層)を所定のパターンになるようにスクリー
ン印刷する(図A)。また、固体電解質グリーンシート(シートB)上に正極活物質層(又
は、正極活物質と集電体粉末混合層)を所定のパターンになるようにスクリーン印刷する
(図B)。次に、シートAとシートBを複数枚交互に積層し、ホットプレス装置でプレスす
る(図C)。 次に、所定の切断線(図Dの破線)に沿って切断して電池素体16個を得る
。この電池素体を焼成する。これにより一括焼成型全固体型リチウムイオン二次電池が完
成する。
で形成するとともに、固体電解質薄膜層を形成する際に前記段差スペースを含めてインク
ジエット印刷法で3D印刷により連続ワンパス又は複数パス塗布又はスキャン塗布すれば
よい。
において活物質は集電体粉末との混合物からなり、1層構造の電極層を構成する。
実施形態1〜4は、電極層を塗布した後に段差スペースを埋めるように塗布(埋め込み
方式)する方法及び段差スペースとなる箇所に凸状に立体的に塗布(土手積み方式)した
後に電極層を塗布する方法である。実施形態5〜7は、固体電解質薄膜層と段差スペース
を連続してワンパス又は複数パスで塗布(3D層形成方式)する方法である。
「固体電解質シート(ES1)上に、正極薄膜層(P1)と段差スペース充填層(X1)を塗布した正
極積層シート(ES1/P1+X1)と、固体電解質シート(ES1)上に、負極薄膜層(N1)を塗布した負
極積層シート(ES1/N1+X1)とを交互に積層した多層積層体の形成方法」
(a)従来のブレード法により予め用意した乾燥グリーンシートからなる固体電解質シート
(ES1)上に、アクティブ電池単位となる正極薄膜層を形成する領域を千鳥格子状に定める
。正極薄膜層(P1)の領域と、該領域の端部に隣接する段差スペース充填層(X1)の領域にそ
れぞれの材料を塗布し、乾燥して正極積層シート(ES1/P1+X1)を形成する。塗布は、イン
クジエット印刷法で行い、塗布の順序は、正極薄膜層(P1)、段差スペース充填層(X1)のど
ちらが先でも、また同時でも構わない。段差スペース充填材料としては、固体電解質イン
ク、絶縁物質インク、又は両者の混合インクを用いる。
、乾燥して負極積層シート(ES1/N1+X1)を形成する。
(c)正極積層シート(ES1/P1+X1)と負極積層シート(ES1/N1+X1)を位置合わせして機械的に
交互に複数層積層してセル単位が50以上の積層体を形成する。
(d)積層体をホットプレス装置で加圧プレスした後、アクティブ電池単位(C1)に切断して
、焼成する。
「固体電解質シート(ES1)上に、正極薄膜層(P1)と固体電解質薄膜層(E1)と負極薄膜層(N1
)と固体電解質薄膜層(E2)とを繰り返し塗布した正極負極一体積層シート(ES1//P1+X1/E1
/N1+X1/E2 ・・・)からなる積層体の形成方法」
(a)実施形態1の(a)と同様に2層積層シート(ES1/P1+X1)を形成する。
(b)上記(a)で形成した積層シート(ES1/P1+X1)の上に固体電解質薄膜層(E1)をインクジエ
ット印刷法で塗布し、乾燥して3層積層シート(ES1/P1+X1/E1)を形成する。
層の領域(N1)と段差スペース充填層の領域(X1)を印刷し、乾燥して4層積層シート(ES1/P
1+X1/E1/N1+X1)を形成する。塗布は、インクジエット印刷法で行い、塗布の順序は、負極
薄膜層(N1)、段差スペース充填層(X1)のどちらが先でも、また同時でも構わない。段差ス
ペース充填材料としては、固体電解質インク、絶縁物質インク、又は両者の混合インクを
用いる。
解質薄膜層(E2)をインクジエット印刷法で塗布し、乾燥して5層積層シート(ES1/P1+X1/E
1/N1+X1/E2)を形成する。
(e)以後、(a)〜(d)の工程を所望回繰り返して正極負極一体積層シートからなるセル単位
が50以上の積層体を形成する。
(f)実施形態1と同様に、積層体をホットプレス装置でプレスした後、アクティブ電池単
位(C1)に切断して、焼成する。
「実施形態1の予め用意した固体電解質シート(ES1)に代えて予め用意した前処理フレキ
シブル基板を用いる方法」
(a)前処理フレキシブル基板(S1)を用意する。
(b)基板(S1)上にインクジエット印刷法で塗布し、乾燥して固体電解質薄膜層(E1)を形成
する。
(c)この固体電解質薄膜層(E1)を実施形態1の固体電解質シート(ES1)に代えて用いて、実
施形態1と同様にそれぞれ正極積層シート(E1/P1+X1)と負極積層シート(E1/N1+X1)を形成
する。
(d)基板(S1)からそれぞれ正極積層シート(E1/P1+X1)と負極積層シート(E1/N1+X1)を剥離
する。
(e)以降の工程は実施形態1と同じである。
「実施形態2の予め用意した固体電解質グリーンシート(ES1)に代えて予め用意したフレ
キシブル前処理基板を用いる方法」
(a)前処理フレキシブル基板(S1)を用意する。
(b)基板(S1)上にインクジエット印刷法で塗布し、乾燥して固体電解質薄膜層(E1)を形成
する。
(c)この固体電解質薄膜層(E1)を実施形態2の固体電解質シート(ES1)に代えて用いて、実
施形態2と同様に、正極負極一体積層シートからなる積層体(E1/P1+X1/E2/N1+X1/E3)を形
成する。
(d)基板(S1)から正極負極一体積層シートからなる積層体を剥離する。
(e)以降の工程は実施形態2と同じである。
「基板(S)上に、段差スペース充填層を持つ固体電解質薄膜層(E1+X1)を形成する方法」
(a)基板(S1)を用意する。
(b)基板(S1)上にインクジエット印刷法で塗布し、乾燥して固体電解質薄膜層(E1)を形成
する(工程1)。この塗布では、段差スペース充填層の部分を段差の厚みに等しくなるよ
うに凸状に厚く塗布する。
(c)固体電解質薄膜層(E1)の上の段差スペース充填層の部分を除く部分にそれぞれ正極薄
膜層(P1)と負極薄膜層(N1)をインクジエット印刷法で塗布し、乾燥して、正極積層シート
(E1/P1)(同工程2)と負極積層シート(E1/N1)(同工程2')を形成する。
(d)基板(S1)からそれぞれ正極積層シート(E1/P1)と負極積層シート(E1/N1)を剥離する。
(e)以降の工程は実施形態1と同じである。
図9に、実施形態5−1の工程を示す。実施形態5の(b)と(c)の順番を逆にし、正極積
層シート(P1/E1)(同工程2)と負極積層シート(N1/E1)(同工程2')を形成する。交互
の重ね方は実施形態5とは逆になる。
図10に、実施形態5−2の工程を示す。実施形態5−1において、段差スペース充填
層の部分を除く部分にそれぞれ正極薄膜層(P1)と負極薄膜層(N1)をインクジエット印刷法
で塗布する前に、基板(S1)上に段差スペース充填層の部分を含めて固体電解質薄膜層(E1)
をインクジエット印刷法で塗布し、乾燥する(工程1及び1')点のみが相違する。これ
により正極積層シート(E1/P1/E2)(同工程3)と負極積層シート(E1/N1/E2))(同工程3'
)を形成する。
図11に、実施形態6の工程を示す。実施形態4において、正極薄膜層(P1)と負極薄膜
層(N1)上に、それらの端部に隣接する段差スペース充填層の部分を含めてインクジエット
印刷法で固体電解質薄膜層(E2,E3)を形成する(同工程3及び5)。以降の工程は実施形態
4と同じである。
図12に、実施形態7の工程を示す。実施形態7は、2直列多並列積層電池の例である
。実施形態6において、負極薄膜層(N1)上に正極薄膜層(P1)を積層して、それらの両端部
に隣接する段差スペース充填層の部分を含めてインクジエット印刷法で固体電解質薄膜層
(E3)を形成する。以降の工程は実施形態6と同じである。
方法は、段差スペースの箇所の上下層における断層短絡の防止、電池の内部抵抗の低減、
充放電サイクル特性の改善に効果がある。全固体型リチウムイオン二次電池の高多層化に
より高性能、小型大容量の全固体型リチウムイオン二次電池を提供することにより、特に
、エレクトロニクスの分野で大きく寄与する。
用電池、ICカード内蔵用電池、インプラント医療器具用電池、基板表面実装用電池、太
陽電池をはじめとする他の電池と組み合せて用いられる電池(ハイブリッド電源用電池)
等としても好適である。
E 固体電解質薄膜層
P 正極薄膜層
N 負極薄膜層
C カバー層
PT1 正極端子電極板
NT1 負極端子電極板
Claims (11)
- 正極薄膜層、固体電解質薄膜層、負極薄膜層、固体電解質薄膜層を交互に積層した構造
の正極及び負極の1対の組み合わせをセル単位として、該セル単位を多数積層した直方体
状の積層体からなり、
積層体の相対する二つの端面側に接して正極端子電極板と負極端子電極板が設けられ、
正極薄膜層及び負極薄膜層の片側端面はそれぞれ対向する正極端子電極板面及び負極端子
電極板面に接触し、反対側端面はそれぞれ負極端子電極板面及び正極端子電極板面との間
に段差スペースを設けて非接触とした構造の全固体型リチウムイオン二次電池、の製造方
法において、
前記製造方法は、(イ)積層体形成工程、(ロ)形成した積層体のプレス工程、(ハ)
プレスした積層体の焼成工程からなり、
前記(イ)積層体形成工程は、
正極薄膜層の厚みをTa(μm)、負極薄膜層の厚みをTb(μm)、固体電解質薄膜
層の厚みをTc(μm)、セル単位の数をNとした場合、
Ta≦30、Tb≦30かつ
Tc=1〜10、
(Ta/2×(N/4))/Tc≧0.33
(Tb/2×(N/4))/Tc≧0.33
となるように、
(A)正極薄膜層及び負極薄膜層を形成する工程、
(B)固体電解質薄膜層を形成する工程、及び、
(C)前記段差スペースにインクジェット印刷法を用いて、該固体電解質薄膜層形成用イ
ンク、絶縁物質インク、又は該固体電解質薄膜層形成用インクと絶縁物質との混合インク
を塗布する工程、
を繰り返すことにより該セル単位の数が50以上の積層体を形成する工程であり、
前記(ロ)形成した積層体のプレス工程は、
積層体をプレス金型内に挿入し、積層体の側面を金型内面に密接した状態で、積層体の
平面と同形状の金属板を積層体の上面に乗せて、積層体を70〜120℃に加熱して積層
面と直交方向に500〜5000kg/cm2の圧力で30分〜3時間、1軸加圧して各薄
膜層を熱圧着する工程であり、
前記(ハ)プレスした積層体の焼成工程は、
熱圧着された該積層体を500〜1100℃で一括焼成する工程、である、
ことを特徴とする一括焼成型高多層全固体型リチウムイオン二次電池の製造方法。 - 前記(イ)積層体形成工程において、固体電解質薄膜層としてグリーンシートを用い、
正極薄膜層及び負極薄膜層をインクジェット印刷法により形成することを特徴とする請求
項1記載の二次電池の製造方法。 - 前記(イ)積層体形成工程において、固体電解質薄膜層、正極薄膜層、負極薄膜層の全
てをインクジェット印刷法により形成することを特徴とする請求項1記載の二次電池の製
造方法。 - 前記(イ)積層体形成工程における(C)工程は、(A)工程の後に段差スペースを埋
めるようにインクを塗布する工程であることを特徴とする請求項1記載の二次電池の製造
方法。 - 前記(イ)積層体形成工程における(C)工程は、(A)工程の前に段差スペースとな
る箇所に凸状に立体的にインクを塗布する工程であることを特徴とする請求項1記載の二
次電池の製造方法。 - 前記(イ)積層体形成工程における(C)工程は、(B)工程と連続してワンパス又は
複数パスでインクを塗布する工程であることを特徴とする請求項1記載の二次電池の製造
方法。 - インクジェット印刷法により各薄膜層のインクを塗布する毎に乾燥することを特徴とす
る請求項1記載の二次電池の製造方法。 - インクジェット印刷法により段差スペースにインクを塗布する毎に乾燥することを特徴
とする請求項1記載の二次電池の製造方法。 - 正極薄膜層及び負極薄膜層は、集電体層と活物質層とを積層した2層構造であることを
特徴とする請求項1記載の二次電池の製造方法。 - 正極薄膜層及び負極薄膜層は、活物質中に導電性粉末を混合して一体化して集電体として
も機能するようにした1層構造であることを特徴とする請求項1記載の二次電池の製造方
法。 - 固体電解質薄膜層は、固体電解質と活物質とを混合した1層構造であることを特徴とする
請求項1記載の二次電池の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015089448A JP2016207540A (ja) | 2015-04-24 | 2015-04-24 | 高多層全固体型リチウムイオン二次電池の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015089448A JP2016207540A (ja) | 2015-04-24 | 2015-04-24 | 高多層全固体型リチウムイオン二次電池の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016207540A true JP2016207540A (ja) | 2016-12-08 |
Family
ID=57487299
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015089448A Pending JP2016207540A (ja) | 2015-04-24 | 2015-04-24 | 高多層全固体型リチウムイオン二次電池の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016207540A (ja) |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018142534A (ja) * | 2017-02-24 | 2018-09-13 | パナソニックIpマネジメント株式会社 | 電池、および、電池製造方法 |
| WO2018181667A1 (ja) * | 2017-03-31 | 2018-10-04 | Tdk株式会社 | 全固体リチウムイオン二次電池 |
| CN109755653A (zh) * | 2017-11-02 | 2019-05-14 | 太阳诱电株式会社 | 全固体电池 |
| WO2019163755A1 (ja) | 2018-02-23 | 2019-08-29 | 株式会社村田製作所 | 固体電池 |
| CN110224107A (zh) * | 2018-03-02 | 2019-09-10 | 上海汽车集团股份有限公司 | 一种固态电池用电极及其制备方法以及一种固态电池 |
| CN110474100A (zh) * | 2019-07-22 | 2019-11-19 | 深圳市精实机电科技有限公司 | 一种锂电池化成分容设备的快速换型结构 |
| WO2020105662A1 (ja) * | 2018-11-20 | 2020-05-28 | Tdk株式会社 | 全固体電池 |
| JP2020087588A (ja) * | 2018-11-20 | 2020-06-04 | 株式会社村田製作所 | 電子部品 |
| WO2020137258A1 (ja) * | 2018-12-28 | 2020-07-02 | パナソニックIpマネジメント株式会社 | 電池 |
| US10753978B2 (en) | 2018-04-27 | 2020-08-25 | Toyota Jidosha Kabushiki Kaisha | Method for testing all solid state battery, method for producing all solid state battery, and method for producing battery pack |
| JP2020155289A (ja) * | 2019-03-19 | 2020-09-24 | Tdk株式会社 | 積層型全固体電池の製造方法 |
| WO2020195382A1 (ja) | 2019-03-27 | 2020-10-01 | 株式会社村田製作所 | 固体電池 |
| WO2020203620A1 (ja) | 2019-03-29 | 2020-10-08 | 株式会社村田製作所 | 固体電池 |
| WO2020250981A1 (ja) * | 2019-06-13 | 2020-12-17 | 株式会社村田製作所 | 固体電池 |
| WO2021010231A1 (ja) | 2019-07-18 | 2021-01-21 | 株式会社村田製作所 | 固体電池 |
| US10985413B2 (en) | 2018-03-06 | 2021-04-20 | Toyota Jidosha Kabushiki Kaisha | Method for testing all solid state battery, method for producing all solid state battery, and method for producing battery pack |
| WO2021079700A1 (ja) * | 2019-10-23 | 2021-04-29 | Tdk株式会社 | 全固体電池 |
| WO2021095757A1 (ja) * | 2019-11-12 | 2021-05-20 | Tdk株式会社 | 固体電解質層、およびそれを用いた全固体電池 |
| CN113228375A (zh) * | 2018-12-25 | 2021-08-06 | Tdk株式会社 | 全固体电池 |
| DE112020000379T5 (de) | 2019-01-10 | 2021-09-30 | Tdk Corporation | Festkörperbatterie |
| CN113517421A (zh) * | 2021-07-12 | 2021-10-19 | 四川无量智慧道桥科技有限公司 | 一种锂电池极片模具成型压铸系统及压铸工艺 |
| CN113937349A (zh) * | 2020-06-29 | 2022-01-14 | 太阳诱电株式会社 | 全固体电池 |
| US11545700B2 (en) | 2019-01-25 | 2023-01-03 | Ricoh Company, Ltd. | Power storage system with integrally formed voltage detecting field effect transistor and manufacturing method thereof |
| WO2023054319A1 (ja) * | 2021-09-28 | 2023-04-06 | トライポッド・デザイン株式会社 | 装置 |
| WO2023214476A1 (ja) * | 2022-05-02 | 2023-11-09 | 太陽誘電株式会社 | 全固体電池およびその製造方法 |
| JP7474977B2 (ja) | 2018-12-28 | 2024-04-26 | パナソニックIpマネジメント株式会社 | 電池 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06251775A (ja) * | 1993-02-25 | 1994-09-09 | Tdk Corp | 積層型電池 |
| US20050026037A1 (en) * | 2002-07-26 | 2005-02-03 | A123 Systems, Inc. | Bipolar articles and related methods |
| JP2007095653A (ja) * | 2005-09-05 | 2007-04-12 | Nissan Motor Co Ltd | バイポーラ電池、およびバイポーラ電池の製造方法 |
| JP2008226666A (ja) * | 2007-03-13 | 2008-09-25 | Ngk Insulators Ltd | 全固体電池用の固体電解質構造体の製造方法、及び全固体電池の製造方法 |
| JP2008288022A (ja) * | 2007-05-17 | 2008-11-27 | Panasonic Corp | 蓄電デバイス用電極活物質および蓄電デバイス |
| JP2009064644A (ja) * | 2007-09-05 | 2009-03-26 | Seiko Epson Corp | 全固体リチウム二次電池 |
| JP2011070788A (ja) * | 2009-09-24 | 2011-04-07 | Dainippon Screen Mfg Co Ltd | 全固体電池の製造方法 |
| JP2013201062A (ja) * | 2012-03-26 | 2013-10-03 | Toppan Printing Co Ltd | 全固体リチウムイオン二次電池の製造方法 |
| JP2014192041A (ja) * | 2013-03-27 | 2014-10-06 | Taiyo Yuden Co Ltd | 全固体二次電池 |
| WO2014182535A1 (en) * | 2013-05-10 | 2014-11-13 | The Board Of Trustees Of The University Of Illinois | Three-dimensional (3d) electrode architecture for a microbattery |
| JP2015069775A (ja) * | 2013-09-27 | 2015-04-13 | 株式会社村田製作所 | 全固体電池およびその製造方法 |
-
2015
- 2015-04-24 JP JP2015089448A patent/JP2016207540A/ja active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06251775A (ja) * | 1993-02-25 | 1994-09-09 | Tdk Corp | 積層型電池 |
| US20050026037A1 (en) * | 2002-07-26 | 2005-02-03 | A123 Systems, Inc. | Bipolar articles and related methods |
| JP2007095653A (ja) * | 2005-09-05 | 2007-04-12 | Nissan Motor Co Ltd | バイポーラ電池、およびバイポーラ電池の製造方法 |
| JP2008226666A (ja) * | 2007-03-13 | 2008-09-25 | Ngk Insulators Ltd | 全固体電池用の固体電解質構造体の製造方法、及び全固体電池の製造方法 |
| JP2008288022A (ja) * | 2007-05-17 | 2008-11-27 | Panasonic Corp | 蓄電デバイス用電極活物質および蓄電デバイス |
| JP2009064644A (ja) * | 2007-09-05 | 2009-03-26 | Seiko Epson Corp | 全固体リチウム二次電池 |
| JP2011070788A (ja) * | 2009-09-24 | 2011-04-07 | Dainippon Screen Mfg Co Ltd | 全固体電池の製造方法 |
| JP2013201062A (ja) * | 2012-03-26 | 2013-10-03 | Toppan Printing Co Ltd | 全固体リチウムイオン二次電池の製造方法 |
| JP2014192041A (ja) * | 2013-03-27 | 2014-10-06 | Taiyo Yuden Co Ltd | 全固体二次電池 |
| WO2014182535A1 (en) * | 2013-05-10 | 2014-11-13 | The Board Of Trustees Of The University Of Illinois | Three-dimensional (3d) electrode architecture for a microbattery |
| JP2015069775A (ja) * | 2013-09-27 | 2015-04-13 | 株式会社村田製作所 | 全固体電池およびその製造方法 |
Cited By (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7012251B2 (ja) | 2017-02-24 | 2022-02-14 | パナソニックIpマネジメント株式会社 | 電池、および、電池製造方法 |
| JP2018142534A (ja) * | 2017-02-24 | 2018-09-13 | パナソニックIpマネジメント株式会社 | 電池、および、電池製造方法 |
| JPWO2018181667A1 (ja) * | 2017-03-31 | 2020-02-13 | Tdk株式会社 | 全固体リチウムイオン二次電池 |
| WO2018181667A1 (ja) * | 2017-03-31 | 2018-10-04 | Tdk株式会社 | 全固体リチウムイオン二次電池 |
| JP6992803B2 (ja) | 2017-03-31 | 2022-01-13 | Tdk株式会社 | 全固体リチウムイオン二次電池 |
| US11908995B2 (en) | 2017-11-02 | 2024-02-20 | Taiyo Yuden Co., Ltd. | All solid battery |
| CN109755653B (zh) * | 2017-11-02 | 2023-09-29 | 太阳诱电株式会社 | 全固体电池 |
| CN109755653A (zh) * | 2017-11-02 | 2019-05-14 | 太阳诱电株式会社 | 全固体电池 |
| US11056716B2 (en) | 2017-11-02 | 2021-07-06 | Taiyo Yuden Co., Ltd. | All solid battery |
| WO2019163755A1 (ja) | 2018-02-23 | 2019-08-29 | 株式会社村田製作所 | 固体電池 |
| US11424478B2 (en) | 2018-02-23 | 2022-08-23 | Murata Manufacturing Co., Ltd. | Solid battery |
| CN110224107A (zh) * | 2018-03-02 | 2019-09-10 | 上海汽车集团股份有限公司 | 一种固态电池用电极及其制备方法以及一种固态电池 |
| US10985413B2 (en) | 2018-03-06 | 2021-04-20 | Toyota Jidosha Kabushiki Kaisha | Method for testing all solid state battery, method for producing all solid state battery, and method for producing battery pack |
| US10753978B2 (en) | 2018-04-27 | 2020-08-25 | Toyota Jidosha Kabushiki Kaisha | Method for testing all solid state battery, method for producing all solid state battery, and method for producing battery pack |
| WO2020105662A1 (ja) * | 2018-11-20 | 2020-05-28 | Tdk株式会社 | 全固体電池 |
| JP7206836B2 (ja) | 2018-11-20 | 2023-01-18 | 株式会社村田製作所 | 電子部品の製造方法 |
| JP2020087588A (ja) * | 2018-11-20 | 2020-06-04 | 株式会社村田製作所 | 電子部品 |
| CN113228375A (zh) * | 2018-12-25 | 2021-08-06 | Tdk株式会社 | 全固体电池 |
| CN113228375B (zh) * | 2018-12-25 | 2023-11-28 | Tdk株式会社 | 全固体电池 |
| WO2020137258A1 (ja) * | 2018-12-28 | 2020-07-02 | パナソニックIpマネジメント株式会社 | 電池 |
| JP7474977B2 (ja) | 2018-12-28 | 2024-04-26 | パナソニックIpマネジメント株式会社 | 電池 |
| DE112020000379T5 (de) | 2019-01-10 | 2021-09-30 | Tdk Corporation | Festkörperbatterie |
| US11545700B2 (en) | 2019-01-25 | 2023-01-03 | Ricoh Company, Ltd. | Power storage system with integrally formed voltage detecting field effect transistor and manufacturing method thereof |
| JP7172778B2 (ja) | 2019-03-19 | 2022-11-16 | Tdk株式会社 | 積層型全固体電池の製造方法 |
| JP2020155289A (ja) * | 2019-03-19 | 2020-09-24 | Tdk株式会社 | 積層型全固体電池の製造方法 |
| WO2020195382A1 (ja) | 2019-03-27 | 2020-10-01 | 株式会社村田製作所 | 固体電池 |
| WO2020203620A1 (ja) | 2019-03-29 | 2020-10-08 | 株式会社村田製作所 | 固体電池 |
| WO2020250981A1 (ja) * | 2019-06-13 | 2020-12-17 | 株式会社村田製作所 | 固体電池 |
| JP7201085B2 (ja) | 2019-06-13 | 2023-01-10 | 株式会社村田製作所 | 固体電池 |
| JPWO2020250981A1 (ja) * | 2019-06-13 | 2020-12-17 | ||
| WO2021010231A1 (ja) | 2019-07-18 | 2021-01-21 | 株式会社村田製作所 | 固体電池 |
| CN110474100B (zh) * | 2019-07-22 | 2024-04-16 | 深圳市精实机电科技有限公司 | 一种锂电池化成分容设备的快速换型结构 |
| CN110474100A (zh) * | 2019-07-22 | 2019-11-19 | 深圳市精实机电科技有限公司 | 一种锂电池化成分容设备的快速换型结构 |
| WO2021079700A1 (ja) * | 2019-10-23 | 2021-04-29 | Tdk株式会社 | 全固体電池 |
| CN114651357A (zh) * | 2019-11-12 | 2022-06-21 | Tdk株式会社 | 固体电解质层、以及使用其的全固体电池 |
| WO2021095757A1 (ja) * | 2019-11-12 | 2021-05-20 | Tdk株式会社 | 固体電解質層、およびそれを用いた全固体電池 |
| CN113937349A (zh) * | 2020-06-29 | 2022-01-14 | 太阳诱电株式会社 | 全固体电池 |
| CN113517421A (zh) * | 2021-07-12 | 2021-10-19 | 四川无量智慧道桥科技有限公司 | 一种锂电池极片模具成型压铸系统及压铸工艺 |
| WO2023054319A1 (ja) * | 2021-09-28 | 2023-04-06 | トライポッド・デザイン株式会社 | 装置 |
| WO2023214476A1 (ja) * | 2022-05-02 | 2023-11-09 | 太陽誘電株式会社 | 全固体電池およびその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016207540A (ja) | 高多層全固体型リチウムイオン二次電池の製造方法 | |
| JP5131283B2 (ja) | 固体電池の製造方法及び固体電池 | |
| JP4719279B2 (ja) | リチウムイオン二次電池、及び、その製造方法 | |
| JP5481900B2 (ja) | 固体二次電池、固体二次電池の製造方法 | |
| JP5448964B2 (ja) | 全固体型リチウムイオン二次電池 | |
| JP2012038425A (ja) | 電極体の製造方法及び電極体 | |
| JP6522494B2 (ja) | 全固体蓄電デバイスおよびその製造方法 | |
| US11349146B2 (en) | All-solid lithium ion secondary battery | |
| KR20130130704A (ko) | 전고체 전지를 구성하는 층 구조체의 제조 방법, 제조 장치 및 그 층 구조체를 구비한 전고체 전지 | |
| WO2020195381A1 (ja) | 固体電池 | |
| JP2017204377A (ja) | 全固体電池 | |
| WO2020195382A1 (ja) | 固体電池 | |
| US20210296736A1 (en) | Solid state battery | |
| US20170309946A1 (en) | Battery, battery manufacturing method, and battery manufacturing apparatus | |
| JP2017152147A (ja) | 複合活物質二次粒子、積層体グリーンシート、全固体二次電池及びそれらの製造方法 | |
| US20220302506A1 (en) | Solid-state battery | |
| JPWO2015147122A1 (ja) | 全固体二次電池 | |
| JP2021027044A (ja) | 全固体電池 | |
| CN113544891B (zh) | 全固体二次电池 | |
| US10991986B2 (en) | Battery, battery manufacturing method, and battery manufacturing apparatus | |
| CN112599786A (zh) | 层叠电池及其制造方法 | |
| WO2021010231A1 (ja) | 固体電池 | |
| JP2019135699A (ja) | 電池の製造方法 | |
| CN113508487A (zh) | 全固体电池 | |
| CN114830372A (zh) | 电池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20180406 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180420 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20180409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191007 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191115 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200402 |