JP2017204377A - 全固体電池 - Google Patents
全固体電池 Download PDFInfo
- Publication number
- JP2017204377A JP2017204377A JP2016095280A JP2016095280A JP2017204377A JP 2017204377 A JP2017204377 A JP 2017204377A JP 2016095280 A JP2016095280 A JP 2016095280A JP 2016095280 A JP2016095280 A JP 2016095280A JP 2017204377 A JP2017204377 A JP 2017204377A
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- active material
- battery
- material layer
- current collector
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
Abstract
Description
上記電池ユニットの第1の電極の集電体と、該集電体に隣接して積層された電池ユニットとを接着するための接着手段を有することを特徴とする、全固体電池。
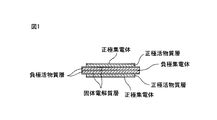
少なくとも第1の電極の集電体(第1の電極の集電体1)、第1の電極の活物質層(第1の電極の活物質層1)、固体電解質層、前記第1の電極の対極である第2の電極の活物質層、第2の電極の集電体、第2の電極の活物質層、固体電解質層、及び第1の電極の活物質層(第1の電極の活物質層2)がこの順に積層された電池ユニットの2つ以上が積層されて成る。上記第1の電極の活物質層2の次に、第1の電極の集電体(第1の電極の集電体2)が更に積層されていてもよい。
正極集電体、正極活物質層、固体電解質層、負極活物質層、負極集電体、負極活物質層、固体電解質層、及び正極活物質層がこの順に積層された電池ユニット;
正極集電体、正極活物質層、固体電解質層、負極活物質層、負極集電体、負極活物質層、固体電解質層、正極活物質層、及び正極集電体がこの順に積層された電池ユニット:
負極集電体、負極活物質層、固体電解質層、正極活物質層、正極集電体、正極活物質層、固体電解質層、及び負極活物質層がこの順に積層された電池ユニット;又は、
負極集電体、負極活物質層、固体電解質層、正極活物質層、正極集電体、正極活物質層、固体電解質層、負極活物質層、及び負極集電体がこの順に積層された電池ユニット;
の2つ以上の積層体である。
上記正極集電体としては、例えば、ステンレス(SUS),Ni、Cr、Au、Pt、Al、Fe、Ti、Zn等を;
上記負極集電体としては、例えば、SUS、Cu、Ni、Fe、Ti、Co、Zn等を
それぞれ使用することができる。
正極活物質層及び負極活物質層は、それぞれ、各極用の活物質を含み、好ましくは更に、固体電解質、バインダー、及び導電材を含有する。
本実施形態の全固体電池に含まれる電池ユニットにおける正極活物質層には、例えば、コバルト酸リチウムに代表される公知の正極活物質を適宜用いることができる。
負極活物質層には、例えば、グラファイトに代表される公知の負極活物質を適宜用いることができる。ただし、負極活物質層における負極活物質は、グラファイトに限定されず、その他の公知の負極活物質も適宜選択して使用可能である。
本実施形態の全固体電池に含まれる電池ユニットにおける固体電解質層は、固体電解質を含み、好ましくは更にバインダーを含有する。
上記の材料を使用して電池ユニットを製造するには、例えば、下記の方法を採用することができる:
(1)集電体の上に電極活物質スラリー(正極活物質スラリー又は負極活物質スラリー)を塗工した後に、これを乾燥又は仮焼成して電極活物質層(正極活物質層又は負極活物質層)を得て、次に、該電極活物質層の上に固体電解質スラリーを塗工し、これを乾燥又は焼成することにより固体電解質層を得る、ウェット・オン・ドライ方式の製造方法;
(2)電極活物質スラリーを塗工して電極活物質スラリー層を形成し、この上に固体電解質スラリーを塗工して固体電解質スラリー層を形成し、これらを乾燥又は焼成することにより電極活物質層及び固体電解質層を得る、ウェット・オン・ウェット方式の製造方法;並びに
(3)個別に乾燥又は焼成した正極活物質層、固体電解質層、及び負極活物質層を積層した後に、この積層体をプレスする、積層プレス方式の製造方法。
本実施形態の全固体電池は、上記の構成の電池ユニットの2つ以上が積層されて成り、
上記電池ユニットの第1の電極の集電体1と、該集電体に隣接して積層された電池ユニットとを接着するための接着手段を有するものである。
上記の接着手段は、電池ユニットの積層体において、隣接して積層された2個の電池ユニットの間を固定するための手段である。この接着手段により、1つの電池ユニットにおける第1の電極の集電体1と、該集電体に隣接して積層された電池ユニットとを接着する。
該電池ユニットが第1の電極の集電体2を有さない場合には、第1の電極の活物質層2であり;
該電池ユニットが第1の電極の集電体2を有する場合には、当該第1の電極の集電体2である。
以下、本実施形態の全固体電池の製造方法について、具体的に説明する。
本実施例では接着手段の塗布量が電池抵抗に与える影響について調べた。
[正極の製造]
正極活物質としてコバルト酸リチウム、固体活物質としてLi2S:P2S5=70:30(質量比)の混合物、及びバインダーとしてポリフッ化ビニリデン(PVDF)を含有する正極合剤スラリーを調製した。該スラリーを、正極集電体としてのSUS箔の片面に塗布して乾燥することにより、正極集電体上に正極活物質層を有する正極を得た。
負極活物質としてグラファイト、固体活物質としてLi2S:P2S5=70:30(質量比)の混合物、及びバインダーとしてPVDFを含有する負極合剤スラリーを調製した。該スラリーを、負極集電体としてのSUS箔の両面にそれぞれ塗布して乾燥することにより、負極集電体の両面上に正極活物質層をそれぞれ有する負極を得た。
固体電解質としてLi2S:P2S5=70:30(質量比)の混合物、及びバインダーとしてブタジエンゴム(BR)を含有する固体電解質合剤スラリーを調製した。該スラリーを、剥離シートの片面に塗布して乾燥することにより、剥離シートの片面に固体電解質層を有する転写シートを得た。
上記で得た負極の両面に上記転写シートを、それぞれ、負極活物質層と固体電解質層とが接触するように積層し、100MPaの圧力を印加して、負極の両面に固体電解質層を転写積層して積層体を得た。
上記の電池ユニットの最外面である正極集電体に、接着手段としての日立化成(株)製のエチレン−酢酸ビニル共重合樹脂(EVA)を、塗布量を、正極の面積に対して、0μL/cm2、0.05μL/cm2、0.1μL/cm2、及び0.2μL/cm2と変量して塗布した。このとき接着手段は、正極集電体の耳部を除いた4つの頂点近傍の辺に沿ってL字型に塗布した。
次いで、上記で得た接着手段を塗布した電池ユニットを40個積層し、1MPaの圧力を印加しつつ140℃に加熱することにより、電池ユニットの積層体を製造した。
上記で得られた接着手段塗布量の異なる電池ユニット積層体について、該積層体全体としての電池抵抗を測定した。結果を図4に示した。
本実施例では、接着手段の塗布時の粘度と、得られる電池ユニット積層体における接着手段の厚さとの関係を調べた。
接着手段の塗布量を0.05μL/cm2に固定し、接着手段の塗布時の粘度を、1,500mPa・s、1,800mPa・s、2,000mPa・s、及び5,000mPa・sと変量した他は上記実施例1と同様にして電池ユニットの積層体を製造した。
上記で得られた接着手段塗布量の異なる電池ユニット積層体について、層間の接着手段の厚みを測定した。結果を図5に示した。
Claims (1)
- 少なくとも第1の電極の集電体、第1の電極の活物質層、固体電解質層、前記第1の電極の対極である第2の電極の活物質層、第2の電極の集電体、第2の電極の活物質層、固体電解質層、及び第1の電極の活物質層がこの順に積層された電池ユニットの2つ以上が積層されて成り、
上記電池ユニットの第1の電極の集電体と、該集電体に隣接して積層された電池ユニットとを接着するための接着手段を有することを特徴とする、全固体電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016095280A JP2017204377A (ja) | 2016-05-11 | 2016-05-11 | 全固体電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016095280A JP2017204377A (ja) | 2016-05-11 | 2016-05-11 | 全固体電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017204377A true JP2017204377A (ja) | 2017-11-16 |
| JP2017204377A5 JP2017204377A5 (ja) | 2018-07-12 |
Family
ID=60322490
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016095280A Pending JP2017204377A (ja) | 2016-05-11 | 2016-05-11 | 全固体電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017204377A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2725177C1 (ru) * | 2019-03-01 | 2020-06-30 | Тойота Дзидося Кабусики Кайся | Полностью твердотельная аккумуляторная батарея и способ ее изготовления |
| JP2020126787A (ja) * | 2019-02-05 | 2020-08-20 | トヨタ自動車株式会社 | 積層電池 |
| KR20210039951A (ko) | 2019-10-02 | 2021-04-12 | 도요타 지도샤(주) | 적층 전지 및 그 제조 방법 |
| JP2021111553A (ja) * | 2020-01-14 | 2021-08-02 | トヨタ自動車株式会社 | 正極集電部材 |
| CN114759266A (zh) * | 2022-06-15 | 2022-07-15 | 北京理工大学深圳汽车研究院(电动车辆国家工程实验室深圳研究院) | 一种固态电池的预制模块、固态电池及其制备方法 |
| US11641026B2 (en) | 2020-07-09 | 2023-05-02 | Toyota Jidosha Kabushiki Kaisha | All-solid-state battery manufacturing apparatus and all-solid-state battery manufacturing method |
| US11710830B2 (en) | 2018-12-05 | 2023-07-25 | Toyota Jidosha Kabushiki Kaisha | Electrode laminate for all-solid-state batteries and method for producing the electrode laminate |
| EP4220749A1 (en) | 2022-01-27 | 2023-08-02 | Toyota Jidosha Kabushiki Kaisha | Electrode |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001015152A (ja) * | 1999-06-29 | 2001-01-19 | Kyocera Corp | 全固体積層電池 |
| JP2009135079A (ja) * | 2007-11-01 | 2009-06-18 | Nissan Motor Co Ltd | 双極型二次電池、双極型二次電池を複数個接続した組電池、およびそれらの電池を搭載した車両 |
| WO2012077177A1 (ja) * | 2010-12-06 | 2012-06-14 | トヨタ自動車株式会社 | リチウムイオン二次電池の製造方法 |
| JP2015125872A (ja) * | 2013-12-26 | 2015-07-06 | トヨタ自動車株式会社 | 全固体電池の製造方法及び全固体電池 |
-
2016
- 2016-05-11 JP JP2016095280A patent/JP2017204377A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001015152A (ja) * | 1999-06-29 | 2001-01-19 | Kyocera Corp | 全固体積層電池 |
| JP2009135079A (ja) * | 2007-11-01 | 2009-06-18 | Nissan Motor Co Ltd | 双極型二次電池、双極型二次電池を複数個接続した組電池、およびそれらの電池を搭載した車両 |
| WO2012077177A1 (ja) * | 2010-12-06 | 2012-06-14 | トヨタ自動車株式会社 | リチウムイオン二次電池の製造方法 |
| JP2015125872A (ja) * | 2013-12-26 | 2015-07-06 | トヨタ自動車株式会社 | 全固体電池の製造方法及び全固体電池 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11710830B2 (en) | 2018-12-05 | 2023-07-25 | Toyota Jidosha Kabushiki Kaisha | Electrode laminate for all-solid-state batteries and method for producing the electrode laminate |
| JP2020126787A (ja) * | 2019-02-05 | 2020-08-20 | トヨタ自動車株式会社 | 積層電池 |
| JP7192542B2 (ja) | 2019-02-05 | 2022-12-20 | トヨタ自動車株式会社 | 積層電池 |
| RU2725177C1 (ru) * | 2019-03-01 | 2020-06-30 | Тойота Дзидося Кабусики Кайся | Полностью твердотельная аккумуляторная батарея и способ ее изготовления |
| EP3703168A1 (en) | 2019-03-01 | 2020-09-02 | Toyota Jidosha Kabushiki Kaisha | All-solid-state battery and method for manufacturing the same |
| JP2020140932A (ja) * | 2019-03-01 | 2020-09-03 | トヨタ自動車株式会社 | 全固体電池及びその製造方法 |
| JP7211165B2 (ja) | 2019-03-01 | 2023-01-24 | トヨタ自動車株式会社 | 全固体電池及びその製造方法 |
| KR20210039951A (ko) | 2019-10-02 | 2021-04-12 | 도요타 지도샤(주) | 적층 전지 및 그 제조 방법 |
| JP2021111553A (ja) * | 2020-01-14 | 2021-08-02 | トヨタ自動車株式会社 | 正極集電部材 |
| US11641026B2 (en) | 2020-07-09 | 2023-05-02 | Toyota Jidosha Kabushiki Kaisha | All-solid-state battery manufacturing apparatus and all-solid-state battery manufacturing method |
| EP4220749A1 (en) | 2022-01-27 | 2023-08-02 | Toyota Jidosha Kabushiki Kaisha | Electrode |
| CN114759266A (zh) * | 2022-06-15 | 2022-07-15 | 北京理工大学深圳汽车研究院(电动车辆国家工程实验室深圳研究院) | 一种固态电池的预制模块、固态电池及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017204377A (ja) | 全固体電池 | |
| JP6757415B2 (ja) | 二次電池 | |
| JP5636965B2 (ja) | リチウムイオン二次電池用電極体の製造方法、及びリチウムイオン二次電池の製造方法 | |
| JP5200367B2 (ja) | 双極型電池用電極 | |
| KR101075693B1 (ko) | 쌍극형 2차 전지, 쌍극형 2차 전지를 복수개 접속한 전지 조립체 및 그들 전지를 탑재한 차량 | |
| KR101639923B1 (ko) | 내열 절연층을 갖는 세퍼레이터 | |
| JP4984448B2 (ja) | 二次電池の製造方法 | |
| US20110162198A1 (en) | Method of producing solid electrolyte-electrode assembly | |
| EP2728645A1 (en) | Separator having heat-resistant insulating layer | |
| JP5966285B2 (ja) | 耐熱絶縁層付セパレータ | |
| TWI517476B (zh) | 電極組、電極組之製備方法、以及包含電極組之電化學電池 | |
| WO2012014780A1 (ja) | 双極型電極およびそれを用いた双極型二次電池並びに双極型電極の製造方法 | |
| JP2009135079A (ja) | 双極型二次電池、双極型二次電池を複数個接続した組電池、およびそれらの電池を搭載した車両 | |
| JP2012038425A (ja) | 電極体の製造方法及び電極体 | |
| JP2006190649A (ja) | バイポーラ電池およびその製造方法 | |
| JP2007213930A (ja) | バイポーラ電池、組電池およびこれらを搭載した車両 | |
| JP2007188746A (ja) | バイポーラ電池、組電池及びそれらの電池を搭載した車両 | |
| JP2007280687A (ja) | 電池用電極 | |
| KR102514166B1 (ko) | 적층 전지 및 그 제조 방법 | |
| KR20200027999A (ko) | 코인형 전지 및 그 제조방법 | |
| US9847518B2 (en) | Separator with heat-resistant insulation layer | |
| KR102303703B1 (ko) | 전고체전지 및 그 제조 방법 | |
| CN111276668B (zh) | 全固体电池用电极层叠体及其制造方法 | |
| JP2009032398A (ja) | 電池用電極体およびその製造方法 | |
| JP7099302B2 (ja) | 全固体電池用電極板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180604 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180604 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190417 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190507 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191203 |