JP2006307724A - 摺動装置 - Google Patents
摺動装置 Download PDFInfo
- Publication number
- JP2006307724A JP2006307724A JP2005130573A JP2005130573A JP2006307724A JP 2006307724 A JP2006307724 A JP 2006307724A JP 2005130573 A JP2005130573 A JP 2005130573A JP 2005130573 A JP2005130573 A JP 2005130573A JP 2006307724 A JP2006307724 A JP 2006307724A
- Authority
- JP
- Japan
- Prior art keywords
- sliding
- shoe
- swash plate
- base material
- sliding surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B27/00—Multi-cylinder pumps specially adapted for elastic fluids and characterised by number or arrangement of cylinders
- F04B27/08—Multi-cylinder pumps specially adapted for elastic fluids and characterised by number or arrangement of cylinders having cylinders coaxial with, or parallel or inclined to, main shaft axis
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B27/00—Multi-cylinder pumps specially adapted for elastic fluids and characterised by number or arrangement of cylinders
- F04B27/08—Multi-cylinder pumps specially adapted for elastic fluids and characterised by number or arrangement of cylinders having cylinders coaxial with, or parallel or inclined to, main shaft axis
- F04B27/0873—Component parts, e.g. sealings; Manufacturing or assembly thereof
- F04B27/0878—Pistons
- F04B27/0886—Piston shoes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B27/00—Multi-cylinder pumps specially adapted for elastic fluids and characterised by number or arrangement of cylinders
- F04B27/08—Multi-cylinder pumps specially adapted for elastic fluids and characterised by number or arrangement of cylinders having cylinders coaxial with, or parallel or inclined to, main shaft axis
- F04B27/0804—Multi-cylinder pumps specially adapted for elastic fluids and characterised by number or arrangement of cylinders having cylinders coaxial with, or parallel or inclined to, main shaft axis having rotary cylinder block
- F04B27/0821—Multi-cylinder pumps specially adapted for elastic fluids and characterised by number or arrangement of cylinders having cylinders coaxial with, or parallel or inclined to, main shaft axis having rotary cylinder block component parts, details, e.g. valves, sealings, lubrication
- F04B27/086—Multi-cylinder pumps specially adapted for elastic fluids and characterised by number or arrangement of cylinders having cylinders coaxial with, or parallel or inclined to, main shaft axis having rotary cylinder block component parts, details, e.g. valves, sealings, lubrication swash plate
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B39/00—Component parts, details, or accessories, of pumps or pumping systems specially adapted for elastic fluids, not otherwise provided for in, or of interest apart from, groups F04B25/00 - F04B37/00
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/10—Construction relative to lubrication
- F16C33/1025—Construction relative to lubrication with liquid, e.g. oil, as lubricant
- F16C33/106—Details of distribution or circulation inside the bearings, e.g. details of the bearing surfaces to affect flow or pressure of the liquid
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/14—Special methods of manufacture; Running-in
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2201/00—Metals
- F05C2201/02—Light metals
- F05C2201/021—Aluminium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2201/00—Metals
- F05C2201/04—Heavy metals
- F05C2201/0403—Refractory metals, e.g. V, W
- F05C2201/0412—Titanium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2201/00—Metals
- F05C2201/04—Heavy metals
- F05C2201/0433—Iron group; Ferrous alloys, e.g. steel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2201/00—Metals
- F05C2201/04—Heavy metals
- F05C2201/0469—Other heavy metals
- F05C2201/0475—Copper or alloys thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2253/00—Other material characteristics; Treatment of material
- F05C2253/12—Coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/18—Mechanical movements
- Y10T74/18056—Rotary to or from reciprocating or oscillating
- Y10T74/18296—Cam and slide
- Y10T74/18336—Wabbler type
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Manufacturing & Machinery (AREA)
- Compressors, Vaccum Pumps And Other Relevant Systems (AREA)
- Compressor (AREA)
- Sliding-Contact Bearings (AREA)
Abstract
半球状のシュー4は鉄系材料からなり、斜板3は高力黄銅を材料として製造されている。
シュー4の摺動面4Aには、レーザ焼入れによって微小な多数の環状膨出部7’が形成されるとともに、網目状凹部からなる潤滑油通路10’が形成されている。
【効果】 従来と比較して耐焼付性に優れた摺動装置1を提供できる。
【選択図】 図2
Description
さらに、従来からシューの摺動特性を向上させるために、シューの摺動面に表面処理を施したり、改質したりといった処理を行っているが、このような処理を行うことによりシューの製造コストが高くなるという欠点があった。
上記シューの材料として鉄系材料を用いるとともに、このシューの第2摺動面に多数の微小な環状膨出部からなる焼入れ部を形成し、さらに、上記斜板の材料として下記a〜eのいずれかを用いた摺動装置を提供するものである。
(a)高力黄銅
(b)鉄系基材を銅合金で被覆したもの
(c)アルミシリコン合金
(d)鉄系基材をアルミシリコン合金で被覆したもの
(e)鉄系基材
また、請求項2に記載した本発明は、回転軸に連動して回転され、かつ両端面の少なくとも一方に平坦な第1摺動面を有する斜板と、上記斜板の第1摺動面と摺動する第2摺動面を有するシューとを備えた摺動装置において、
上記シューの材料としてアルミシリコン合金を用いるとともに、このシューの第2摺動面にNi−P系の硬質メッキを施した後に、多数の微小な環状膨出部からなる焼入れ部を形成し、さらに、上記斜板の材料として下記a〜eのいずれかを用いたことを特徴とする摺動装置を提供するものである。
(a)高力黄銅
(b)鉄系基材を銅合金で被覆したもの
(c)アルミシリコン合金
(d)鉄系基材をアルミシリコン合金で被覆したもの
(e)鉄系基材
また、請求項3に記載した本発明は、回転軸に連動して回転され、かつ両端面の少なくとも一方に平坦な第1摺動面を有する斜板と、上記斜板の第1摺動面と摺動する第2摺動面を有するシューとを備えた摺動装置において、
上記シューの材料として銅合金を用いるとともに、このシューの第2摺動面にNi−P系の硬質メッキを施した後に、多数の微小な環状膨出部からなる焼入れ部を形成し、さらに、上記斜板の材料として下記a〜eのいずれかを用いたことを特徴とする摺動装置を提供するものである。
(a)高力黄銅
(b)鉄系基材を銅合金で被覆したもの
(c)アルミシリコン合金
(d)鉄系基材をアルミシリコン合金で被覆したもの
(e)鉄系基材
さらに、請求項4に記載した本発明は、回転軸に連動して回転され、かつ両端面の少なくとも一方に平坦な第1摺動面を有する斜板と、上記斜板の第1摺動面と摺動する第2摺動面を有するシューとを備えた摺動装置において、
上記シューの材料として純チタン又はチタン合金を用いるとともに、このシューの第2摺動面に多数の微小な環状膨出部からなる焼入れ部を形成し、さらに、上記斜板の材料として下記a〜eのいずれかを用いた摺動装置を提供するものである。
(a)高力黄銅
(b)鉄系基材を銅合金で被覆したもの
(c)アルミシリコン合金
(d)鉄系基材をアルミシリコン合金で被覆したもの
(e)鉄系基材
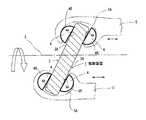
斜板3は円板状に形成されており、この斜板3における両方の端面は、シュー4と摺動する平坦な摺動面3A、3Aとなっている。
一方、シュー4は全体として半球状に形成されており、上記斜板3の摺動面3Aと摺動する摺動面4Aと、半球状をした半球状凸面4Bとから構成されている。
そして、上記回転軸2が回転されると斜板3が回転して、斜板3の両端面である摺動面3Aと各組のシュー4の摺動面4Aとが摺動し、それに伴って各組のシュー4を介して各ピストン5が軸方向に進退動されるようになっている。
上述した構成は従来公知の摺動装置のものと変わるところはない。
そして、後述するように、本実施例においては、シュー4の摺動面4Aの全域にレーザを照射して焼入れするとともに、斜板3も改良することによって、両部材の摺動面3A、4Aの耐焼付性を向上させ、ひいては摺動装置1全体の耐焼付性を向上させるようにしている。
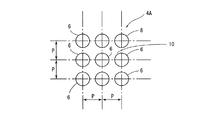
上記各円6の直径は0.8mmに設定してあり、各円6は、摺動面4Aの全域においてピッチPが同一の縦横の平行線を引いた際の各交点の位置に中心が来るように形成している。本実施例においては、上記ピッチPは1.1mmに設定している。
本実施例においては、上記摺動面4Aに照射するYAGレーザの出力は50Wであり、これを摺動面4Aの表面に対して2mmの深さとなる位置でYAGレーザの焦点が結ばれるように集光レンズを調整して、したがって摺動面4Aの表面に対してはデフォーカスした状態でYAGレーザを照射するようにしている。
各環状膨出部7とその深さ方向の内方側の箇所11(破線9よりも上方側の箇所)は、シュー4の母材の硬度であるHv750に対してHv100程度硬度が増大して焼入れ処理がなされている。
他方、摺動面4Aにおける各環状膨出部7の半径方向内方側および環状膨出部7の外方の箇所(凹部8および網目状凹部10の箇所)は焼きなまされて非焼入れ部となっており、その部分は母材よりも硬度がHv100程度低下している。
そして、その後にラップ加工によって一旦上記摺動面4Aにおける全ての環状膨出部7を削除して摺動面4Aを平滑な面とし、その後から摺動面4Aに対してバフ加工を施して加工が終了する。
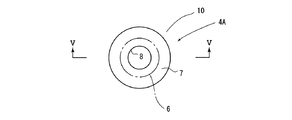
このようにして加工が終了した後には、図6に示すように、摺動面4Aの全域にわたって上記レーザを照射した各円6の箇所(上記環状膨出部7の箇所)に上記環状膨出部7と同様の環状膨出部7’が形成されるとともに、各環状膨出部7’の半径方向内方に上記凹部8と同様の凹部8’が形成される。さらに、各環状膨出部7’の半径方向外方には潤滑油が流通可能な網目状凹部からなる潤滑油通路10’が形成される。
これは、当初の環状膨出部7がラップ加工により削除され、その後にバフ加工されることで、環状膨出部7の深さ方向の内方側の箇所11の硬度がその周辺部分の硬度よりも高くなっているため、硬度が高い部分が環状に残存することで上記環状膨出部7’、凹部8’および潤滑油通路10’が形成されるものである。
図6に示すように、各環状膨出部7’の高さh(凹部8’の深さ)は0.05〜0.3μm、断面の最大幅W(裾部の半径方向寸法)は約0.3mmとなっている。また各環状膨出部7’の山頂部の直径D1は0.8mmとなっている。環状膨出部7’の外周縁の直径D2は、1.1mm程度となっており、また環状膨出部7’の内周縁の直径D3は0.5mm程度となっている。
このように本実施例においては、鉄系材料であるSUJ2を母材(基材)としたシュー4において、摺動面4Aに上述したようなレーザ焼入れとその後のラップ加工とバフ加工を施している。
このように構成したシュー4に対して、本実施例では、斜板3に用いる材料としての基材とその表面処理について次のように構成している。つまり、斜板3の基材として高力黄銅を用いており、斜板3の摺動面3Aである表面には、メッキなどの特別な表面処理はしていない。
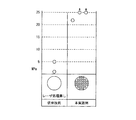
この図7において、従来技術のシューは、その摺動面にレーザ焼入れをせず、該摺動面が平坦面となっているものである。なお、従来技術のシューも、相手材としての斜板は上記実施例と同じ黄銅材からなるものを用いた。
また、耐焼付性の試験条件は次のとおりである。
(試験条件)
斜板回転数:1000rpmずつ1分ごとに9ステップ増加:最大回転数9000rpm(周速38m/s)
面圧:予荷重2.7MPaで2.7MPaずつ1分毎に増加:焼付きに至るまで
オイルミスト量:0.05〜0.25g/min ノズル位置固定
オイル:冷凍機油
焼付き条件:軸トルク4.0N・mオーバー
つまり、シュー4の摺動面を上記斜板3に圧接させた状態で、該斜板3の回転数を上記条件で増大させる。他方、シュー4を斜板3へ圧接させる際の面圧を上記条件で増大させて、斜板3に加わる軸トルクが4.0N・mを超えた時に焼付きに至ったと判定した。これは従来技術についても同様である。
以上のように、本実施例によれば、耐焼付性に優れたシュー4および摺動装置1を提供することができる。
また、本実施例のシュー4の摺動面4Aには、上記多数の環状膨出部7’を形成するとともに、その半径方向内方に潤滑油を貯溜する凹部8’が形成されており、これら凹部8’内に潤滑油が貯溜されるようになっている。しかも、各環状膨出部7’の隣接外方位置には、網目状凹部からなる潤滑油通路10’が形成されている。そのためにシュー4の摺動面4Aの負荷容量を向上させることができ、ひいては耐摩耗性にも優れたシュー4と摺動装置1を提供することができる。
この図8において、S1は上述した本実施例のシュー4を示している。なお、上記本実施例においては、母材の摺動面4Aに対して上述したレーザ焼入れ以前に特に表面処理はしていないが、摺動面4Aにレーザを照射して焼入れを行う前に、摺動面4Aの表面全域に焼入れを施しても良いし、また、焼入れの代わりに摺動面4Aの表面全域に次のような表面処理を施しても良い。すなわち、(1)Ni−P系の硬質メッキ、(2)窒化、浸炭焼入れおよび浸炭窒化等の拡散処理を行っても良い。さらに、その他の表面処理として、(3)Sn、Sn合金、はんだ合金、銀メッキのいずれかを採用しても良いし、また、(4)リン酸Mn、リン酸Znのメッキのいずれかを採用しても良い。
また、本実施例に示した基材の摺動面4Aに上記(3)、或いは上記(4)の表面処理を行う場合には、それら(3)、(4)の表面処理を摺動面4Aに施す前に上述したレーザ焼入れとラップ加工およびバフ加工を行い、その後から上記(3)または(4)の表面処理を摺動面4Aに施す。
また、S3はシュー4の第3実施例を示したものである。この第3実施例のシュー4においては、基材として銅合金を用いるとともに、摺動面4Aである表面にNi−P系の硬質メッキを施している。この場合には、上記基材の表面に上記表面処理を施してから上述したレーザ焼入れとラップ加工およびバフ加工を行う。
さらに、S4はシュー4の第4実施例を示したものである。この第4実施例のシュー4においては、基材として純チタン又はチタン合金を用いるとともに、表面処理は特別に施さない。しかしながら、上記摺動面4Aである表面に、窒化、浸炭焼入れおよび浸炭窒化等いずれかの拡散処理(表面処理)を行っても良い。その場合には、上記基材の表面に上記表面処理を施してから上述したレーザ焼入れとラップ加工及びバフ加工を行う。
図9において、SW1は基材として高力黄銅を用いた上記本実施例の斜板3を示している。なお、この基材として高力黄銅を用いたものにおいて、摺動面3Aの表面処理として次のいずれかを採用しても良い。つまり、(1):熱硬化樹脂とその表面に固体潤滑材のコーティング、(2):固体潤滑材(MoS2、PTFE、グラファイト)のコート又は含浸、(3):Sn、Sn合金、はんだ合金、銀メッキのいずれかの表面処理を摺動面3Aに施しても良い。
さらに、斜板3に関する第3実施例として、図9にSW3で示すように、基材としてアルミシリコン合金を用いるとともに、表面処理としては、上記(1)〜(3)および(4):Ni−P系、Ni−P−B系メッキのいずれかを施しても良い。
また、斜板3に関する第4実施例として、図9にSW4で示すように、鉄系基材の表面にアルミシリコン合金を溶射等によって被覆して、その表面処理としては、上記(1)〜(4)のいずれかを施す。
さらに、斜板3に関する第5実施例としては、図9にSW5で示すように鉄系の基材を用いて、上記(1)〜(4)および(5):カーボン系ハードコーティング(DLC、WC/C、CrN)のいずれかの表面処理を施す。なお、この第5実施例においては、鉄系の基材に焼入れを施してから上述した(1)〜(5)のいずれかの表面処理を施しても良い。
したがって、図8に示した各シュー4に対して、図9に示した各々の斜板3を組合せることにより、さまざまな種類の摺動装置1を提供することが可能である。ただし、同種材料同士の摺動とならないようにすることが肝要である。
3…斜板 3A…摺動面(第1摺動面)
4…シュー 4A…摺動面(第2摺動面)
7’…環状膨出部(焼入れ部)
Claims (10)
- 回転軸に連動して回転され、かつ両端面の少なくとも一方に平坦な第1摺動面を有する斜板と、上記斜板の第1摺動面と摺動する第2摺動面を有するシューとを備えた摺動装置において、
上記シューの材料として鉄系材料を用いるとともに、このシューの第2摺動面に多数の微小な環状膨出部からなる焼入れ部を形成し、さらに、上記斜板の材料として下記a〜eのいずれかを用いたことを特徴とする摺動装置。
(a)高力黄銅
(b)鉄系基材を銅合金で被覆したもの
(c)アルミシリコン合金
(d)鉄系基材をアルミシリコン合金で被覆したもの
(e)鉄系基材 - 回転軸に連動して回転され、かつ両端面の少なくとも一方に平坦な第1摺動面を有する斜板と、上記斜板の第1摺動面と摺動する第2摺動面を有するシューとを備えた摺動装置において、
上記シューの材料としてアルミシリコン合金を用いるとともに、このシューの第2摺動面にNi−P系の硬質メッキを施した後に、多数の微小な環状膨出部からなる焼入れ部を形成し、さらに、上記斜板の材料として下記a〜eのいずれかを用いたことを特徴とする摺動装置。
(a)高力黄銅
(b)鉄系基材を銅合金で被覆したもの
(c)アルミシリコン合金
(d)鉄系基材をアルミシリコン合金で被覆したもの
(e)鉄系基材 - 回転軸に連動して回転され、かつ両端面の少なくとも一方に平坦な第1摺動面を有する斜板と、上記斜板の第1摺動面と摺動する第2摺動面を有するシューとを備えた摺動装置において、
上記シューの材料として銅合金を用いるとともに、このシューの第2摺動面にNi−P系の硬質メッキを施した後に、多数の微小な環状膨出部からなる焼入れ部を形成し、さらに、上記斜板の材料として下記a〜eのいずれかを用いたことを特徴とする摺動装置。
(a)高力黄銅
(b)鉄系基材を銅合金で被覆したもの
(c)アルミシリコン合金
(d)鉄系基材をアルミシリコン合金で被覆したもの
(e)鉄系基材 - 回転軸に連動して回転され、かつ両端面の少なくとも一方に平坦な第1摺動面を有する斜板と、上記斜板の第1摺動面と摺動する第2摺動面を有するシューとを備えた摺動装置において、
上記シューの材料として純チタン又はチタン合金を用いるとともに、このシューの第2摺動面に多数の微小な環状膨出部からなる焼入れ部を形成し、さらに、上記斜板の材料として下記a〜eのいずれかを用いたことを特徴とする摺動装置。
(a)高力黄銅
(b)鉄系基材を銅合金で被覆したもの
(c)アルミシリコン合金
(d)鉄系基材をアルミシリコン合金で被覆したもの
(e)鉄系基材 - 上記シューの第2摺動面にNi−P系の硬質メッキを施した後に、上記環状膨出部を形成したことを特徴とする請求項1に記載の摺動装置。
- 上記シューの第2摺動面に対して、窒化、浸炭焼入れ、浸炭窒化のいずれかの拡散処理を施した後に、上記環状膨出部を形成したことを特徴とする請求項1または請求項4に記載の摺動装置。
- 上記環状膨出部を形成した後に、上記シューの第2摺動面に対して、下記に記載するいずれかのメッキを施したことを特徴とする請求項1に記載の摺動装置。
Sn、Sn合金、はんだ合金、銀、リン酸Mn、リン酸Znメッキ - 上記斜板の第1摺動面の表面に、下記イ〜ハのいずれかの表面処理を施したことを特徴とする請求項1〜請求項6のいずれか1つに記載の摺動装置。
(イ)熱硬化樹脂と固定潤滑材との混合剤のコーティング
(ロ)固体潤滑材(MoS2、PTFE、グラファイトのいずれか)のコート又は含浸
(ハ)Sn、Sn合金、はんだ合金、銀メッキのいずれか - 上記斜板の第1摺動面の表面に、下記ニの表面処理を施したことを特徴とする請求項1、請求項4、請求項6および請求項7のいずれか1つに記載の摺動装置。
(ニ)Ni−P系、Ni−P−B系メッキのいずれか - 上記斜板の第1摺動面の表面に、下記ホの表面処理を施したことを特徴とする請求項1〜7のいずれか1つに記載の摺動装置。
(ホ)DLC、WC/C、CrNコーティングのいずれか
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005130573A JP3931990B2 (ja) | 2005-04-27 | 2005-04-27 | 摺動装置 |
| PCT/JP2006/300616 WO2006117901A1 (ja) | 2005-04-27 | 2006-01-18 | 摺動装置 |
| BRPI0610562A BRPI0610562A8 (pt) | 2005-04-27 | 2006-01-18 | Dispositivo deslizante |
| EP06711885.1A EP1876352B1 (en) | 2005-04-27 | 2006-01-18 | Sliding device |
| KR1020077024198A KR100888016B1 (ko) | 2005-04-27 | 2006-01-18 | 슬라이딩 장치 |
| US11/887,514 US8136417B2 (en) | 2005-04-27 | 2006-01-18 | Sliding device |
| CN2006800142896A CN101166901B (zh) | 2005-04-27 | 2006-01-18 | 滑动装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005130573A JP3931990B2 (ja) | 2005-04-27 | 2005-04-27 | 摺動装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006307724A true JP2006307724A (ja) | 2006-11-09 |
| JP3931990B2 JP3931990B2 (ja) | 2007-06-20 |
Family
ID=37307708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005130573A Expired - Fee Related JP3931990B2 (ja) | 2005-04-27 | 2005-04-27 | 摺動装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8136417B2 (ja) |
| EP (1) | EP1876352B1 (ja) |
| JP (1) | JP3931990B2 (ja) |
| KR (1) | KR100888016B1 (ja) |
| CN (1) | CN101166901B (ja) |
| BR (1) | BRPI0610562A8 (ja) |
| WO (1) | WO2006117901A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102562522A (zh) * | 2010-12-31 | 2012-07-11 | 上海三电贝洱汽车空调有限公司 | 斜盘式压缩机的滑履 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006070736A1 (ja) * | 2004-12-28 | 2006-07-06 | Taiho Kogyo Co., Ltd. | シュー |
| EP2093425B1 (en) * | 2006-12-15 | 2016-11-09 | Kawasaki Jukogyo Kabushiki Kaisha | Swash plate type piston pump motor |
| JP5105613B2 (ja) * | 2008-08-06 | 2012-12-26 | 株式会社名機製作所 | 射出圧縮成形金型 |
| JP5472630B2 (ja) * | 2010-07-27 | 2014-04-16 | 大豊工業株式会社 | 摺動部材とその製造方法 |
| JP5767959B2 (ja) * | 2011-12-22 | 2015-08-26 | 大豊工業株式会社 | 摺動部材 |
| JP5903391B2 (ja) * | 2013-02-06 | 2016-04-13 | 大豊工業株式会社 | 摺動部材の製造方法 |
| JP6177852B2 (ja) * | 2015-10-01 | 2017-08-09 | 大豊工業株式会社 | コンプレッサ用斜板及びそれを具備するコンプレッサ |
| US11713659B2 (en) * | 2020-03-25 | 2023-08-01 | Baker Hughes Oilfield Operations, Llc | Retrievable hydraulically actuated well pump |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5536832B2 (ja) * | 1974-09-24 | 1980-09-24 | ||
| JPS53129311A (en) * | 1977-04-19 | 1978-11-11 | Toyoda Autom Loom Works Ltd | Shoe for swash plate type compressor |
| US4420986A (en) * | 1977-11-01 | 1983-12-20 | K. K. Toyoda Jidoshokki Seisakusho | Sliding shoe for a rotatable swash-plate type refrigerant gas compressor |
| JPS5751976A (en) | 1980-09-10 | 1982-03-27 | Taiho Kogyo Co Ltd | Swash-plate type compressor |
| JPS59221479A (ja) | 1983-05-27 | 1984-12-13 | Toyoda Autom Loom Works Ltd | 斜板式コンプレツサ |
| JPS62133016A (ja) | 1985-12-05 | 1987-06-16 | Mitsubishi Electric Corp | 摺動表面の硬化方法 |
| JP2634617B2 (ja) | 1988-03-01 | 1997-07-30 | 株式会社リケン | 斜板式圧縮機用シユー |
| JPH0697033B2 (ja) | 1988-11-11 | 1994-11-30 | 株式会社豊田自動織機製作所 | 斜板式圧縮機 |
| JPH03111522A (ja) | 1989-09-25 | 1991-05-13 | Hitachi Ltd | アルミニウムあるいはアルミニウム合金の摺動部品の製作方法 |
| JP3027515B2 (ja) * | 1994-11-29 | 2000-04-04 | 日本カニゼン株式会社 | Ni−P−B系無電解めっき皮膜及びこの皮膜を用いた機械部品 |
| JPH09112410A (ja) * | 1995-10-24 | 1997-05-02 | Mitsubishi Electric Corp | 斜板式ポンプ |
| JPH10153169A (ja) | 1996-11-21 | 1998-06-09 | Sanden Corp | 斜板式可変容量圧縮機 |
| JP3463540B2 (ja) * | 1996-11-21 | 2003-11-05 | 株式会社豊田自動織機 | 斜板式圧縮機 |
| JP2001521666A (ja) * | 1997-03-18 | 2001-11-06 | シーゲイト テクノロジー エルエルシー | ランダムに位置したテクスチュア形状を備えた磁気媒体 |
| JP2000257555A (ja) * | 1999-03-08 | 2000-09-19 | Toyota Autom Loom Works Ltd | 圧縮機 |
| JP2001280236A (ja) * | 2000-03-29 | 2001-10-10 | Taiho Kogyo Co Ltd | 斜板式コンプレッサの斜板及び斜板式コンプレッサー |
| JP3234209B2 (ja) | 2000-03-30 | 2001-12-04 | 川崎重工業株式会社 | 摺動部材の製造方法 |
| JP2002174168A (ja) * | 2000-12-05 | 2002-06-21 | Toyota Industries Corp | アルミシュー |
| US6589021B2 (en) * | 2000-07-14 | 2003-07-08 | Kabushiki Kaisha Toyoda Jidoshokki Seisakusho | Single-headed piston type swash plate compressor |
| KR100432948B1 (ko) * | 2000-07-14 | 2004-05-28 | 가부시키가이샤 도요다 지도숏키 | 편측경사판식 압축기 |
| JP2002180964A (ja) * | 2000-12-12 | 2002-06-26 | Toyota Industries Corp | 圧縮機の摺動部品及び圧縮機 |
| JP2002317757A (ja) | 2001-04-20 | 2002-10-31 | Toyota Industries Corp | 容量可変型斜板式圧縮機における斜板 |
| JP2003042061A (ja) * | 2001-05-21 | 2003-02-13 | Toyota Industries Corp | 斜板式圧縮機 |
| JP2003172254A (ja) * | 2001-12-06 | 2003-06-20 | Sanden Corp | 斜板式圧縮機 |
| JP4470148B2 (ja) * | 2003-09-18 | 2010-06-02 | 株式会社ヴァレオサーマルシステムズ | 圧縮機用シュー及びその製造方法 |
| JP2005249150A (ja) * | 2004-03-08 | 2005-09-15 | Daido Metal Co Ltd | 摺動部材、その製造方法および製造装置 |
-
2005
- 2005-04-27 JP JP2005130573A patent/JP3931990B2/ja not_active Expired - Fee Related
-
2006
- 2006-01-18 BR BRPI0610562A patent/BRPI0610562A8/pt not_active IP Right Cessation
- 2006-01-18 US US11/887,514 patent/US8136417B2/en not_active Expired - Fee Related
- 2006-01-18 WO PCT/JP2006/300616 patent/WO2006117901A1/ja not_active Application Discontinuation
- 2006-01-18 KR KR1020077024198A patent/KR100888016B1/ko active IP Right Grant
- 2006-01-18 CN CN2006800142896A patent/CN101166901B/zh not_active Expired - Fee Related
- 2006-01-18 EP EP06711885.1A patent/EP1876352B1/en not_active Not-in-force
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102562522A (zh) * | 2010-12-31 | 2012-07-11 | 上海三电贝洱汽车空调有限公司 | 斜盘式压缩机的滑履 |
| CN102562522B (zh) * | 2010-12-31 | 2016-01-20 | 上海三电贝洱汽车空调有限公司 | 斜盘式压缩机的滑履 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20090031894A1 (en) | 2009-02-05 |
| CN101166901B (zh) | 2011-01-12 |
| EP1876352A1 (en) | 2008-01-09 |
| BRPI0610562A8 (pt) | 2018-02-14 |
| CN101166901A (zh) | 2008-04-23 |
| BRPI0610562A2 (pt) | 2012-10-30 |
| EP1876352B1 (en) | 2018-11-21 |
| WO2006117901A1 (ja) | 2006-11-09 |
| EP1876352A4 (en) | 2013-02-27 |
| JP3931990B2 (ja) | 2007-06-20 |
| US8136417B2 (en) | 2012-03-20 |
| KR20070112883A (ko) | 2007-11-27 |
| KR100888016B1 (ko) | 2009-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3931990B2 (ja) | 摺動装置 | |
| JP4817039B2 (ja) | 摺動装置 | |
| KR100493218B1 (ko) | 슬라이딩재 및 슬라이딩 장치 | |
| US20110052112A1 (en) | Sliding member for thrust bearing | |
| KR100870675B1 (ko) | 슈 | |
| JP6263545B2 (ja) | 軸受基材とポリマー埋込体とを備える滑り軸受、及びそれを備えるエンジン | |
| JP4075899B2 (ja) | 斜板の製造方法 | |
| JP5184320B2 (ja) | 斜板式液圧回転機 | |
| JP2003042061A (ja) | 斜板式圧縮機 | |
| WO2001038733A1 (fr) | Dispositif de coulissement | |
| KR20070091327A (ko) | 슬라이딩 부재의 제조 방법 | |
| JP4075904B2 (ja) | シューの製造方法 | |
| JP2006070838A (ja) | 摺動部材 | |
| JP3932138B2 (ja) | 摺動部材の製造方法。 | |
| JP2006307725A (ja) | シュー | |
| JP2004300926A (ja) | 斜板式圧縮機 | |
| JP2018059412A (ja) | コンプレッサ用斜板 | |
| JP5606475B2 (ja) | 液圧回転機および液圧回転機の製造方法 | |
| JP6379381B2 (ja) | 斜板式コンプレッサ | |
| JP2007205315A (ja) | 斜板式コンプレッサの斜板および斜板式コンプレッサ | |
| WO2019088163A1 (ja) | 斜板 | |
| JP6466754B2 (ja) | 斜板式コンプレッサの半球シューおよび斜板式コンプレッサ | |
| JP2010071115A (ja) | シュー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20061122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070122 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20070126 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070306 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3931990 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110323 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120323 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120323 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130323 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130323 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140323 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |