EP1397968B1 - Verfahren und Vorrichtung zur Förderung von stabförmigen Filterelementen - Google Patents
Verfahren und Vorrichtung zur Förderung von stabförmigen Filterelementen Download PDFInfo
- Publication number
- EP1397968B1 EP1397968B1 EP03018555A EP03018555A EP1397968B1 EP 1397968 B1 EP1397968 B1 EP 1397968B1 EP 03018555 A EP03018555 A EP 03018555A EP 03018555 A EP03018555 A EP 03018555A EP 1397968 B1 EP1397968 B1 EP 1397968B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filter
- drum
- filter elements
- filter element
- magazine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/322—Transporting cigarettes during manufacturing
- A24C5/323—Transporting cigarettes during manufacturing pneumatically
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0295—Process control means
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Discharge Of Articles From Conveyors (AREA)
- Specific Conveyance Elements (AREA)
Description
- Die Erfindung betrifft eine Vorrichtung zur Förderung von stabförmigen Filterelementen zu einem Filterelementmagazin, wobei längsaxial zuführbare Filterelemente queraxial dem Filterelementmagazin zuführbar sind, und wobei eine queraxial drehbare Trommel mit wenigstens einer Aufnahme für ein Filterelement vorgesehen ist.
- Die Erfindung betrifft ferner ein Verfahren zur Steuerung der Förderung von Filterelementen zu einem Filterelementmagazin.
- Eine entsprechende Vorrichtung zur Förderung von stabförmigen Filterelementen ist beispielsweise aus der JP 54-13195 bekannt. Dieses Dokument offenbart einen Filterempfänger mit einem Flügelrad, in dem iängsaxiai ankommende Filterstäbe mit Saugluft abgebremst werden. Das Flügelrad wird hierbei intermittierend angetrieben und gibt die Filterstäbe an einen Bandförderer ab.
- Eine weitere bekannte Vorrichtung zur Förderung von stabförmigen Filterelementen zu einem Filterelementmagazin bzw. ein entsprechendes Verfahren zur Förderung von Filterelementen zu einem Filterelementmagazin ist durch das sogenannte Filterstab-Beschickungssystem FILTROMAT 3 FE der Anmelderin bekannt. Ein derartiges Filterstab-Beschickungssystem bzw. ein derartiger Filterstabempfänger empfängt längsaxial Filterstäbe, die zunächst abgebremst werden, um dann längsaxial beschleunigt zu werden. Anschließend werden dem Filtermagazin Filterstäbe queraxial zugeführt. Hierbei sind verschiedene Modulvarianten bekannt. Es existieren beispielsweise Einzelempfänger, Doppelempfänger und Dreifachempfänger. Es ist hierbei möglich, in Abhängigkeit des Bedarfs der Filterstäbe die Geschwindigkeit des Filterstab-Empfängers zu regeln.
- Bei der Herstellung von Multisegmentfiltern mit einer aus Modulen bestehenden Einrichtung, die bspw. aus der DE 101 55 292.0 der Anmelderin bekannt ist, ist die Verwendung des FILTROMAT 3 FE aufgrund der Baugröße problematisch.
- Es ist Aufgabe der vorliegenden Erfindung eine Vorrichtung zur Förderung von stabförmigen Filterelementen zu einem Filterelementmagazin und ein entsprechendes Verfahren zur Steuerung der Förderung der Filterelemente zu einem Filterelementmagazin derart weiterzubilden, dass eine auf sehr kleinem Raum stattfindende und effektive Förderung der stabförmigen Filterelemente möglich ist.
- Gelöst wird diese Aufgabe durch eine Vorrichtung zur Förderung von stabförmigen Filterelementen, insbesondere Filterstäben, zu einem Filterelementmagazin, wobei längsaxial förderbare Filterelemente queraxial dem Filterelementmagazin zuführbar sind, wobei eine drehbare Trommel mit wenigstens einer Aufnahme für ein Filterelement vorgesehen ist, die dadurch weitergebildet ist, dass die Drehung der Trommel über eine die Filterelemente erfassende Detektionsvorrichtung steuerbar ist. Die erfindungsgemäße Vorrichtung ist sehr kompakt bauend realisierbar, wobei die Filterelemente sehr effektiv und auch sehr schnell und kontrolliert dem Filterelementmagazin zuführbar sind. Durch Vorsehen einer Detektionsvorrichtung kann der Takt der Drehung der Trommel im Verhältnis sehr hoch eingestellt werden.
- Eine besonders einfach zu realisierende Vorrichtung ist dann gegeben, wenn die Detektionsvorrichtung eine Lichtschranke umfasst. Mittels der Lichtschranke können der Anfang und das Ende durch die Detektionsvorrichtung bzw. an der Detektionsvorrichtung vorbei geförderter Filterelemente detektiert werden, wodurch die drehbare Trommel entsprechend gesteuert werden kann. Vorzugsweise ist die Detektionsvorrichtung zur Trommel beabstandet angeordnet, so dass zu einem Zeitpunkt, an dem die Filterelemente noch nicht vollständig in die jeweilige Aufnahme der Trommel gefördert wurde, schon mit der Drehung der Trommel begonnen werden kann, wodurch eine schnellere Förderung möglich ist.
- Wenn die Trommel mit einem mechanischen Element zusammenwirkt, das ein queraxiales Einschieben der Filterelemente in das Filterelementmagazin bewirkt, ist eine sehr schonende Förderung der Filterelemente in das Filterelementmagazin möglich. Als mechanisches Element kommt beispielsweise eine Gabel oder ein Kamm in Betracht, die in die Aufnahmen der Trommel eingreifen und ein festes Hindernis für den Verbleib der Filterelemente in den jeweiligen Aufnahmen bei weiterer Drehung der Trommel darstellen.
- Eine besonders definierte Förderung, die störungssicher ist, ist dann gegeben, wenn die Förderung der Filterelemente zur Trommel über ortsfest angeordnete Elemente erfolgt. Die ortsfest angeordneten Elemente sind hierbei Rohre oder Rohrleitungen, durch die die Filterelemente längsaxial gefördert werden, Bremsräder zum Abbremsen der Filterelemente, Beschleunigungsräder zum Beschleunigen der Filterelemente in längsaxialer Richtung und eine beispielsweise gerade Förderbahn stromabwärts der Bremsräder.
- Wenn mehrere Aufnahmen in der Trommel vorgesehen sind, wobei die Aufnahmen insbesondere Mulden sind, ist eine sehr schnelle Förderung von Filterelementen möglich.
- Vorzugsweise ist ein Bremselement zum Abbremsen des in die Aufnahme der Trommel bewegbaren Filterelements vorgesehen, wodurch eine schonende Förderung der Filterelemente in die Aufnahmen der Trommel möglicht ist. Bei dem Bremselement kann es sich um ein mechanisches Element, wie ein Bremsblech handeln, das radial auf die stabförmigen Filterelemente drückt bzw. um einen Auflaufteil, der stirnseitig auf den Umfang des Filterelements drückt. Es kann sich auch um ein pneumatisches Element handeln, das beispielsweise Druckluft pneumatisch getaktet in die zur Aufnahme der Filterelemente vorgesehenen Aufnahmen einlässt, um die Filterelemente entsprechend abzubremsen. Das Abbremsen der längsaxial bewegten Filterelemente kann zweckmäßigerweise stirnseitig pneumatisch erfolgen, wobei bspw. eine Düse an der Stirnseite einer Aufnahme angeordnet ist, wobei Druckluft aus der Düse auf das in Bewegungsrichtung vordere Ende des Filterelements wirkt. Dieses Abbremsen eignet sich besonders für empfindliche Filterelemente.
- Das Schalten der Druckluft geschieht vorzugsweise mit einem Schnellschaltventil bspw. der Marke FESTO. Das Ventil wird hierbei über ein Lichtschranke am Trommeleintritt gesteuert bzw. getaktet.
- Vorzugsweise ist die Trommel drehbar, bevor das Filterelement seine Endposition in der Aufnahme der Trommel erreicht hat. Hierzu ist vorzugsweise die Steuerung in der Gestalt realisiert, dass die Drehung der Trommel schon vor dem vollständigen Hineinbewegen des Filterelements beginnt. Mittels dieser vorzugsweisen Ausgestaltung der vorliegenden Erfindung ist eine besonders schonende Bremsung der Filterelemente möglich. Vorzugsweise umfasst die Trommel wenigstens ein Element zum Ausrichten der Filterelemente. Durch diese Maßnahme können die Filterelemente bündig dem Filtermagazin zugeführt werden.
- Wenn ein Auswurfmechanismus für defekte Filterelemente vorgesehen ist, kann der Ausschuss an beispielsweise defekten Filterzigaretten, für die die entsprechenden Filterelemente vorgesehen sind, minimiert werden. Es ist vorzugsweise eine Art Selbstreinigung der Filterelementempfangsstation vorgesehen. Hierzu ist bspw. ein mit der Trommel rotierendes Schneidelement, bspw. ein rotierender Schneidring, vorgesehen, der einen teilweise in die Trommel eingetretenen Filterstab beim Weiterdrehen der Trommel um eine Position zerschneidet. Das Schneidelement umfasst wie erwähnt den mit der Trommel rotierenden Schneidring und ein feststehendes Schneidelement. Der im Längstransport verbleibende hintere Teil des Filterstabs wird dann bspw. mittels eines Luftdruckes zurückgeblasen und durch Öffnen einer entsprechenden hierfür vorgesehenen Klappe ausgeworfen. Hierzu kann auch eine Schiene geöffnet werden, die im unteren Bereich eines zum Längstransport verwendeten Elements vorgesehen ist, das in Förderrichtung kurz vor der Trommel angeordnet ist. Der vordere Teil des Filterelements wird bspw. zwei Positionen der Trommel weiter transportiert und aus der Trommel dann ausgeblasen.
- Nach der Selbstreinigung wird die entsprechende Trommelnut bzw. die entsprechende Trommelaufnahme bspw. mittels einer Lichtschranke kontrolliert, um festzustellen, ob noch Teile des Filterelements in der Aufnahme enthalten sind.
- Eine erfindungsgemäße Filterelementempfangsstation umfasst eine der erfindungsgemäßen Vorrichtung bzw. eine bevorzugte Ausführungsform der erfindungsgemäßen Vorrichtung, die vorstehend beschrieben wurde.
- Eine bevorzugte Anordnung zur Förderung von Filterelementen zu einem Filterelementmagazin mit wenigstens einer der erfindungsgemäßen Vorrichtung ist dergestalt, dass die Vorrichtung außerhalb des Filterelementmagazins angeordnet ist. Durch diese bevorzugte Anordnung können sehr effektiv defekte Filterelemente von der weiteren Verfahrensführung ausgeschlossen werden. Es ist ferner möglich, bei Anordnungen zur Herstellung von Multisegmentfiltem die entsprechenden Module, mittels der entsprechenden Segmente oder Gruppen von Segmenten zur Herstellung der Multisegmentfilter zusammengestellt werden, derart auszugestalten, dass die entsprechenden Module schmal konstruiert sein können. Vorzugsweise sind mehrere Vorrichtungen, insbesondere drei Vonichtungen erfindungsgemäß angeordnet. In einer weiteren bevorzugten Ausführungsform der erfindungsgemäßen Anordnung sind die Vorrichtungen untereinander angeordnet, wodurch eine noch schmalere Bauweise der Anordnung möglich ist.
- Die Aufgabe wird ferner durch ein Verfahren zur Steuerung der Förderung von stabförmigen Filterelementen zu einem Filterelementmagazin gelöst, das die folgenden Verfahrensschritte aufweist:
- Fördern von Filterelementen in längsaxialer Richtung zu einer Trommel mit wenigstens einer Aufnahme für ein Filterelement, insbesondere zu einer Vorrichtung nach einem oder mehreren Ansprüchen 1 bis 9,
- Vorbeiführen der Filterelemente an einer Detektionsvorrichtung,
- Erzeugen eines Startsignal, sobald das Ende eines Filterelements die Detektionsvorrichtung passiert hat,
- Beginnen einer Drehung der Trommel in queraxialer Richtung nach Erhalt des Startsignals, und
- Einschieben des Filterelements in das Filterelementmagazin.
- Durch dieses Verfahren ist eine sehr effektive, verlässliche und schnelle Förderung von stabförmigen Filterelementen zu einem Filterelementmagazin möglich.
- Vorzugsweise wird die Trommel um 360° geteilt durch die Anzahl der Aufnahmen auf der Trommel gedreht. Wenn zum Ende der Drehung eine Abbremsung geschieht, ist eine schonende Förderung der Filterelemente bzw. ein schonendes Einbringen der Filterelemente in das Filterelementmagazin möglich. Die Abbremsung kann hierbei vorzugsweise wenigstens teilweise mit Hilfe der Gewichtskraft der im Filterelementmagazin angeordneten Filterelemente geschehen.
- Wenn die Güte der Filterelemente geprüft wird, wobei fehlerhafte Filterelemente ausgeschleust werden, wird der Ausschuss an entsprechend herzustellenden Filterzigaretten minimiert. Eine besonders einfache Überprüfung der Güte ist dann möglich, wenn zur Prüfung der Güte der Filterelemente die Länge der Verweildauer der Filterelemente an der Detektionsvorrichtung gemessen wird. Vorzugsweise wird ab einer von der Fördergeschwindigkeit abhängigen und vorgebbaren Verweildauer das dieser Verweildauer zugeordnete Filterelement ausgeschleust. Das Ausschleusen geschieht somit dann, wenn die Verweildauer des Filterelements größer ist als eine von der Fördergeschwindigkeit abhängige und vorgebbare Verweildauer. Auf der anderen Seite wird vorzugsweise bis zu einer von der Fördergeschwindigkeit abhängigen und vorgebbaren Verweildauer das dieser Verweildauer zugeordnete Filterelement in das Filterelementmagazin gefördert.
- Die Erfindung wird nachstehend und ohne Beschränkung des allgemeinen Erfindungsgedankens anhand der Zeichnungen beschrieben. Bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten wird auf die Zeichnungen verwiesen. Es zeigen:
- Fig. 1
- eine schematische Seitenansicht einer erfindungsgemäßen Empfangsstation,
- Fig. 2
- einen Teil aus Fig. 1 in vergrößerter Darstellung,
- Fig. 3
- eine schematische Schnittdarstellung entlang des Schnitts A-A der Fig. 2,
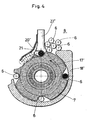
- Fig. 4
- eine andere erfindungsgemäße Ausgestaltung einer Trommel in einer Schnittdarstellung,
- Fig. 5
- eine weitere erfindungsgemäße Ausgestaltung einer Trommel in einer schematischen Schnittdarstellung,
- Fig.6
- eine erfindungsgemäße Anordnung in schematischer Schnittdarstellung,
- Fig. 7
- eine weitere erfindungsgemäße Anordnung in einer schematischen Schnittdarstellung, und
- Fig. 8
- eine schematische dreidimensionale Darstellung eines Ausschnitts einer weiteren erfindungsgemäßen Empfangsstation.
- Fig. 1 zeigt einen Filterelementempfänger zur Förderung von stabförmigen Filterelementen 6 in ein Filterelementmagazin 8. Die in das Filterelementmagazin 8 eingeführten Filterelemente 6 dienen dazu, nachdem diese beispielsweise in Filterelemente zweifacher Gebrauchslänge geschnitten wurden, mit einem Tabakstock zweifacher Gebrauchslänge zusammengeführt zu werden, um Filterzigaretten herzustellen. Die in das Filterelementmagazin 8 zugeführten Filterelemente 6 können auch dazu dienen, in entsprechende Filtersegmente zerschnitten und einer Anordnung von Filtersegmenten zur Herstellung von Multisegmentfiltern zugeführt zu werden. Die erfindungsgemäße Einrichtung kann hierzu mehreren oder sämtlichen Funktionseinheiten einer Einrichtung zum Zusammenstellen von Gruppen von Filtersegmenten zur Herstellung von Multisegmentfiltern der tabakverarbeitenden Industrie gemäß der DE 101 55 292.0 der Anmelderin zugeordnet sein. Die DE 101 55 292.0 soll vollumfänglich in den Offenbarungsgehalt dieser Patentanmeldung aufgenommen sein.
- Die Filterelemente n-facher Gebrauchslänge werden über eine Rohrleitung von einer Filterherstellmaschine mittels eines Filterelementsenders einer Anschlußleitung 1 zugeführt. Die Rohrleitung ist in Fig. 1 nicht dargestellt. Die Filterelemente 6, die beabstandet in dem Zuführrohr zur Anschlussleitung 1 gefördert werden, gelangen dann in eine Bogenführung 2, um mittels Bremsrollen 3 in einem Kanal 5 abgebremst zu werden. Anschließend werden die Filterelemente 6 mittels einer Beschleunigerrolle 4 über eine nicht dargestellte Führung in eine Trommel 7 gefördert. Die Trommel 7 und die weiteren Elemente dazu, die erfindungswesentlich sind, sind in Fig. 2 in einer vergrößerten schematischen Darstellung eines Ausschnitts aus Fig. 1 besser dargestellt. In Fig. 2 ist die Trommel 7 mit einem Filterelement 6 in einer Aufnahmemulde 19 dargestellt. Das Filterelement 6 hat in diesem Verfahrenszustand eine Lichtschranke bestehend aus einer Leuchtdiode 10 und einem Detektor 11 schon passiert. Die Trommel 7 ist auf den Lagern 12 gelagert und wird um die Drehachse 13 gedreht und kann, sofern es sich bei dem Filterelement um ein fehlerhaftes Filterelement handelt, das Filterelement aus dem Ausblaskanal 16, der durch das Gehäuse 18 und die Aufnahmemulde 19 gebildet wird, in Ausblasrichtung 15 mit Druckluft ausblasen, so dass dieses defekte Filterelement einem Auf fangbehälter 9 zugeführt wird. Zur Zuführung von Druckluft ist ein Druckluftanschluss 14 vorgesehen.
- Sofern das Filterelement nicht beschädigt bzw. defekt ist, wird das Filter element, das in der Aufnahme 19 angeordnet ist, über die Drehbewegung der Trommel 7 weitergefördert und dem Magazin 8 zugeführt. Dieses wird im folgenden näher beschrieben. Die Leuchtdiode 10 und der Detektor 11 sind in einer Halterung 27 gehalten. Die Leuchtdiode 10 und der Detektor 11 bilden eine Lichtschranke.
- In einer Ausführungsform der erfindungsgemäßen Vorrichtung, die in Fig. 3 dargestellt ist, wird das Filterelement 6 in einer Filterelementzuführung 21 in einer 3-Uhr-Stellung in die dort sich befindende Aufnahmemulde längsaxial eingeführt. Nach Passieren der Lichtschranke, bestehend aus der Leuchtdiode 10 und dem Detektor 11 beginnt die Trommel 7 sich in Drehrichtung 17 zu drehen. Vor der Drehung hat das Bremselement 20 das Filterelement 6 in der Aufnahmemulde 19 abgebremst, und zwar im wesentlichen durch Krafteinwirkung auf die stirnseitige Umfangsfläche des Filterelements 6. Die Stirnseite ist dem Betrachter der Fig. 3 entgegengerichtet. Durch Messen der Verweildauer des Filterelements in der Lichtschranke kann festgestellt werden, ob der Filter defekt (z.B. aufgeplatzt) ist oder den gewünschten Parametern entspricht. Sollte der Filter defekt sein, kann dieser in der 6-Uhr-Stellung beispielsweise durch Blasluft ausgeworfen werden. Alternativ ist es möglich, den defekten Filter in 3-Uhr-Stellung auszuwerfen. Hierzu bleibt die Trommel 7 stehen, das Filterelement 6 wird zurückgeblasen, die nicht dargestellte Führung schwenkt weg und das Filterelement 6 fällt raus. Im weiteren Verlauf der Drehung der Trommel kann das Filterelement 6 durch ein übliches Ausrichtelement, wie beispielsweise ein Blech, ausgerichtet werden. Ab der Position von 12-Uhr wird das Filterelement 6 schonend in einen Kanal 28, der durch das Gehäuse 18 und den Kamm 22 gebildet wird, übergeben. Durch die entsprechende sanfte Steigung des Kamms 22 in Verbindung mit der flachen Flanke der Aufnahmemulde 19 in Förderrichtung ist eine schonende Übergabe des Filterelements 6 in den Kanal 28 möglich. Der Kamm 22 greift teilweise in die Aufnahmemulden der Trommel 7 ein. Fig. 3 ist eine schematische Schnittdarstellung entlang des Schnittes A-A der Fig. 2.
- Fig. 4 zeigt eine andere Ausführungsform der Trommel 7 bzw. der erfindungsgemäßen Vorrichtung, wobei in Fig. 4 auch ein entsprechender Schnitt in schematischer Darstellung wie in Fig. 3 dargestellt ist. Der Unterschied zu Fig. 3 besteht zum einen darin, dass die Filterelementzuführung 21 in 12-Uhr-Position angeordnet ist und darin dass die Drehrichtung 17' entgegengesetzt zur in Fig. 3 dargestellten Drehrichtung 17 ist. Das in die Aufnahmemulde 19 bei der Filterelementzuführung 21 eingeführte Filterelement wird mittels eines Bremselements 20' in Form eines Bremsbleches abgebremst. Hierbei ist zu berücksichtigen, dass vorzugsweise die Lichtschranke, bestehend aus der Leuchtdiode 10 und dem Detektor 11, längsaxial zur Förderrichtung der Filterelemente beabstandet angeordnet ist, so dass die Drehbewegung der Trommel 7 schon beginnen kann, bevor das Filterelement 6 vollständig in die Aufnahmemulde 19 der Trommel 7 bewegt wurde. Ein vollständiges Abbremsen ist somit nach Ingangsetzung bzw. nach Beginn der Drehung der Trommel 7 an dem Bremselement 20' vorgesehen.
- In Fig. 4 ist der Kamm 22' anders ausgestaltet als der Kamm 22 der Fig. 3. Auch in diesem Ausführungsbeispiel ist eine schonende Übergabe durch die relativ sanften Flanken sowohl des Kamms 22' als auch der Aufnahmemulden 19 gegeben.
- Fig. 5 zeigt eine Weiterbildung der erfindungsgemäßen Vorrichtung gemäß Fig. 4 in schematischer Schnittdarstellung. In diesem Ausführungsbeispiel ist der Auswurf von defekten Filterelementen 6 mit einer Klappe 23 vorgesehen, die bei Detektion eines defekten Filterelements in eine Position 23' durch Rotation über die Drehachse 24 aufklappt, um das Filterelement 6, das defekt ist, in einen Auffangbehälter 9 zu überführen.
- Fig. 6 zeigt eine schematische Schnittdarstellung einer erfindungsgemäßen Anordnung der erfindungsgemäßen Vorrichtungen, wobei drei erfindungsgemäße Anordnungen vorgesehen sind. Die erfindungsgemäßen Vorrichtungen sind schräg übereinander angeordnet und grenzen an das Filterelementmagazin 8 an. Das Filterelementmagazin 8 ist begrenzt durch Magazinwände 25 und eben die erfindungsgemäßen Vorrichtungen. Es ist ferner schematisch die Entsorgungsrichtung 26 der defekten Filterelemente darstellt.
- Fig. 7 zeigt eine weitere erfindungsgemäße Anordnung der erfindungsgemäßen Vorrichtungen, bei der die erfindungsgemäßen Vorrichtungen vertikal übereinander angeordnet sind.
- Durch Vorsehen einer Trommel mit Aufnahmemulden für Filterelemente ist eine formschlüssige Erzeugung der Einschubkraft der Filterelemente in das Filterelementmagazin möglich. Somit ist die Erzeugung größerer Einschubkräfte gegeben.
- Um Filterelemente der Trommel 7 zuzuführen, werden diese zunächst längsaxial mittels der Beschleunigungsrollen 4 beschleunigt. Die Trommel 7 steht hierzu in einer Position, in der das beschleunigte Filterelement 6 in die Aufnahmemulde 19 der Trommel 7 gelangen kann.
- In einer bevorzugten Ausführungsform beginnt die radiale Beschleunigung der Trommel in dem Moment, in dem das Filterelement die Lichtschranke verlassen hat. Anschließend wird die Trommel 7 abgebremst, um die nächste Aufnahmemulde für das nächste Filterelement bereitzustellen. Vor Beginn der Drehung (Ausführungsbeispiel der Fig. 3) bzw. nach Beginn der Drehung (Ausführungsbeispiel der Fig. 4) wird das Filterelement in der Aufnahmemulde abgebremst. Als Bremselement kann ein am Umfang plaziertes mechanisches Bremsblech 20 gemäß der Fig. 4 Verwendung finden, das insbesondere einstellbar ist und das radial auf das Filterelement einwirkt und das Filterelement mit größer werdendem Drehwinkel stärker bremst.
- Das Abbremsen kann auch mittels einer stirnseitig angeordneten Druckluftdüse geschehen. Diese wird bspw. getaktet betrieben, wobei die Steuerung über eine Lichtschranke 10, 11 geschehen kann.
- Zwischen zwei Stopps wird das Filterelement durch längsaxiales Verschieben in der Aufnahmemulde 19 queraxial ausgerichtet. Das queraxiale Ausrichten kann sowohl mechanisch als auch pneumatisch geschehen. Es ist auch möglich in dem Ausführungsbeispiel gemäß Fig. 4, dass die Ausrichtung durch das Bremsblech 20' vorgenommen wird. Nach einer Drehung von ca. 350° wird das Filterelement durch das Zusammenwirken der Aufnahmemuldenflanke und der Gabel aus der Trommel herausgedrückt. Die Aufnahmemulden sollten derart ausgestaltet sein, dass beim Beschleunigen der Trommel nicht die gesamte Filterlast aus dem Magazin auf dem Trommelsteg und dem in das Magazin einzubringenden Filterelement lastet. Aus diesem Grund ist eine relativ lang gezogene Flanke in der Aufnahmemulde vorgesehen, die während der Beschleunigung der Trommel die Filterelemente im Filterelementmagazin hält. Beim Hineindrücken des Filterelements in das Magazin befindet sich die Trommel in der Bremsphase. Bei der Bremsung hilft der Gegendruck der im Magazin befindlichen Filterelemente.
- Zur Entfernung von defekten Filterelementen wird über eine Lichtschranke 10,11 kontrolliert, wie lange sich das Filterelement 6 vor der Lichtschranke befindet. Bei einer Störung oder einem defekten Filter 6 ist die Lichtschranke 10, 11 länger als normal belegt. In diesem Fall stoppt der Längstransport sofort und eine im Stand der Technik beispielsweise bei dem FILTROMAT 3 FE der Anmelderin verwendete Filtersperre wird aktiv. Hierzu wird bspw. Bezug genommen auf die US-A-5 651 643. Zum Entferneun der defekten Filter wird die Trommel an einer bestimmten Position angehalten und wie vorstehend beschrieben, der Filter aus der Trommel entfernt. Dieses kann durch mechanische Elemente oder durch Druckluft geschehen. Die Entsorgung der im Längstransport des Filterempfängers befindlichen Filterstäbe kann entweder über die Trommel oder aber zwischen der Beschleunigerrolle und der Trommel geschehen. Nach einer entsprechenden Fehlerbeseitigung kann die Vorrichtung vollautomatisch wieder angefahren werden.
- Fig. 8 zeigt eine schematische dreidimensionale Darstellung einer weiteren erfindungsgemäßen Empfangsstation in einem Ausschnitt. Ein Filterelement 6 ist durch die Halterung 27 und eine ringförmige Öffnung in dem beweglichen Messerelement 29 in Richtung der Filterelementzuführung 31 einer Aufnahme der Trommel 7 zugeführt worden. Sofern es sich hierbei um eine defektes Filterelement handelt, was bspw. dadurch detektiert werden kann, dass die Verweildauer vor einer Lichtschranke 10, 11 (siehe Fig. 2) beim Transport des Filterelements in die Aufnahme der Trommel 7 einen zu langen Zeitraum in Anspruch nimmt oder einen zu kurzen, wird die Trommel 7 bspw. zwei Positionen weitergedreht und das in der Aufnahme liegende Filterelement bzw. ein Teil dieses Filterelements dann in die Filterelementausblasung 32 mittels Druckluft ausgeblasen und durch den Kanal 5' geführt, um so in einen Ausschussbehälter zu gelangen. Der Ausschussbehälter ist hier nicht dargestellt. Dieses funktioniert insbesondere dann, wenn das defekte Filterelement vollständig in die Aufnahme eingeführt wurde.
- Bei einer bevorzugten Ausführungsform der Erfindung, bei der sich die Trommel 7 allerdings schon beginnt zu drehen, bevor das Filterelement vollständig in der Aufnahme eingebracht wurde, oder aber bei Filterelementen, die zu lang sind, dient ein Messer umfassend ein bewegliches Messerelement 29 und ein feststehendes Messerelement 30 dazu, dieses Filterelement entsprechend abzuscheren bzw. abzuschneiden. Der in die Aufnahme gelangte Teil des Filterelements 6 kann dann wie eben beschrieben entsorgt werden. Der in dem zuführenden Kanal 5' verbleibende Teil wird dann durch Öffnen einer Klappe und Beaufschlagen mit Druckluft in entgegengesetzter Richtung zur Zuführungsrichtung 31 aus dem Kanal 5' ausgeblasen.
- Es ist dann bevorzugt, dass nach der Selbstreinigung die entsprechenden Trommelnuten bzw. Aufnahmen 33 mittels einer Lichtschranke kontrolliert werden, ob noch Filterelemente oder Teile davon in den Nuten bzw. Aufnahmen verblieben sind. Eine entsprechende Lichtschranke ist in den Figuren nicht dargestellt. Diese Lichtschranke kann an geeigneter Stelle in der Aufnahme angeordnet sein. Eine entsprechende Lichtschranke kann auch an geeigneter Stelle in dem Kanal 5' angeordnet sein.
- In Fig. 8 ist noch schematisch ein Kamm 22" dargestellt, mittels dem das in Fig. 8 oben liegende Filterelement 6 gezielt, definiert und schonend in einen nicht dargestellten Filterelementvorrat übergeben werden kann.
-
- 1
- Anschlussleitung
- 2
- Bogenführung
- 3
- Bremsrolle
- 4
- Beschleunigerrolle
- 5, 5'
- Kanal
- 6
- Filterelement
- 7
- Trommel
- 8
- Magazin
- 9, 9'
- Auffangbehälter
- 10
- Leuchtdiode
- 11
- Detektor
- 12
- Lager
- 13
- Drehachse
- 14
- Druckluftanschluss
- 15
- Ausblasrichtung
- 16
- Ausblaskanal
- 17, 17'
- Drehrichtung
- 18, 18', 18"
- Gehäuse
- 19
- Aufnahmemulde
- 20, 20'
- Bremselement
- 21
- Filterelementzuführung
- 22, 22', 22"
- Kamm
- 23
- Klappe
- 23'
- Klappe in geöffneter Stellung
- 24
- Drehachse
- 25
- Magazinwand
- 26
- Entsorgungsrichtung
- 27
- Halterung
- 28
- Kanal
- 29
- bewegliches Messerelement
- 30
- feststehendes Messerelement
- 31
- Filterelementzuführung
- 32
- Filterelementausblasung
- 33
- Aufnahme
Claims (19)
- Vorrichtung zur Förderung von stabförmigen Filterelementen (6), insbesondere Filterstäben, zu einem Fifterelementmagazin (8), wobei längsaxial förderbare Filterelemente (6) queraxial dem Filterelementmagazin (8) zuführbar sind, wobei eine drehbare Trommel (7) mit wenigstens einer Aufnahme (19, 33) für ein Filterelement (6) vorgesehen ist, dadurch gekennzeichnet, dass die Drehung der Trommel (7) über eine die Filterelemente (6) erfassende Detektionsvorrichtung (10, 11) steuerbar ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Detektionsvorichtung (10, 11) eine Lichtschranke (10, 11) umfasst.
- Vorrichtung nach Anspruch 1 und/oder 2, dadurch gekennzeichnet, dass die Trommel (7) mit einem mechanischen Element (22, 22') zusammenwirkt, das ein queraxiales Einschieben der Filterelemente (6) in das Filterelementmagazin (8) bewirkt.
- Vorrichtung nach einem oder mehreren der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Förderung der Filterelemente (6) zur Trommel (7) über ortsfest angeordnete Elemente (1-5, 5', 27) erfolgt.
- Vorrichtung nach einem oder mehreren der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass mehrere Aufnahmen (19, 33) in der Trommel (7) vorgesehen sind.
- Vorrichtung nach einem oder mehreren der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass ein Bremselement (20, 20') zum Abbremsen des in die Aufnahme (19, 33) der Trommel (7) hineinbewegbaren Filterelements (6) vorgesehen ist.
- Vorrichtung nach einem oder mehreren der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Trommel (7) drehbar ist, bevor das Filterelement (6) seine Endposition in der Aufnahme (19, 33) der Trommel (7) erreicht hat.
- Vorrichtung nach einem oder mehreren der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Trommel (7) ein Element zum Ausrichten der Filterelemente (6) umfasst.
- Vorrichtung nach einem oder mehreren der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass ein Auswurfmechanismus (14, 15, 23) für defekte Filterelemente (6) vorgesehen ist.
- Filterelementempfangsstation mit einer Vorrichtung nach einem oder mehreren der Ansprüche 1 bis 9.
- Anordnung zur Förderung von Filterelementen zu einem Filterelementmagazin (8) mit wenigstens einer Vorrichtung nach einem oder mehreren der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass die Vorrichtung außerhalb des Filterelementmagazins (8) angeordnet ist.
- Anordnung nach Anspruch 11, dadurch gekennzeichnet, dass mehrere Vorrichtungen, insbesondere drei Vorrichtungen, vorgesehen sind.
- Anordnung nach Anspruch 12, dadurch gekennzeichnet, dass die Vorrichtungen untereinander angeordnet sind.
- Verfahren zur Steuerung der Förderung von stabförmigen Filterelementen (6) zu einem Filterelementmagazin (8) mit den folgenden Verfahrensschritten:- Fördern von Filterelementen (6) in längsaxialer Richtung zu einer Trommel (7) mit Aufnahmen (19) für Filterelemente (6), insbesondere zu einer Vorrichtung nach einem oder mehreren Ansprüchen 1 bis 9,- Vorbeiführen der Filterelemente (6) an einer Detektionsvorrichtung (10, 11),- Erzeugen eines Startsignals, sobald das Ende eines Filterelements (6) die Detektionsvorrichtung (10, 11) passiert hat,- Beginnen einer Drehung der Trommel (7) in queraxialer Richtung nach Erhalt des Startsignals, und- Einschieben des Filterelements (6) in das Filterelementmagazin (8)
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, dass die Trommel (7) um 360° geteilt durch die Anzahl der Aufnahmen (19) auf der Trommel (7) gedreht wird.
- Verfahren nach Anspruch 14 und/oder 15, dadurch gekennzeichnet, dass die Güte der Filterelemente (6) geprüft wird, wobei fehlerhafte Filterelemente (6) ausgeschleust werden.
- Verfahren nach Anspruch 16, dadurch gekennzeichnet, dass zur Prüfung der Güte der Filterelemente (6) die Länge der Verweildauer der Filterelemente (6) an der Detektionsvorrichtung (10, 11) gemessen wird.
- Verfahren nach Anspruch 17, dadurch gekennzeichnet, dass Filterelement (6) ausgeschleust wird, wenn die Verweildauer des Filterelements (6) größer ist als eine von der Fördergeschwindigkeit abhängige und vorgebbare Verweildauer.
- Verfahren nach Anspruch 17, dadurch gekennzeichnet, dass bis zu einer von der Fördergeschwindigkeit abhängigen und vorgebbaren Verweildauer das dieser Verweildauer zugeordnete Filterelement (6) in das Filterelementmagazin (8) gefördert wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03018555A EP1397968B1 (de) | 2002-09-11 | 2003-08-18 | Verfahren und Vorrichtung zur Förderung von stabförmigen Filterelementen |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP02020292 | 2002-09-11 | ||
| EP02020292A EP1397966A1 (de) | 2002-09-11 | 2002-09-11 | Vorrichtung und Verfahren zur Förderung von stabförmigen Filterelementen |
| EP03018555A EP1397968B1 (de) | 2002-09-11 | 2003-08-18 | Verfahren und Vorrichtung zur Förderung von stabförmigen Filterelementen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1397968A1 EP1397968A1 (de) | 2004-03-17 |
| EP1397968B1 true EP1397968B1 (de) | 2006-06-28 |
Family
ID=31725388
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02020292A Withdrawn EP1397966A1 (de) | 2002-09-11 | 2002-09-11 | Vorrichtung und Verfahren zur Förderung von stabförmigen Filterelementen |
| EP03018555A Expired - Lifetime EP1397968B1 (de) | 2002-09-11 | 2003-08-18 | Verfahren und Vorrichtung zur Förderung von stabförmigen Filterelementen |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02020292A Withdrawn EP1397966A1 (de) | 2002-09-11 | 2002-09-11 | Vorrichtung und Verfahren zur Förderung von stabförmigen Filterelementen |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7302952B2 (de) |
| EP (2) | EP1397966A1 (de) |
| JP (1) | JP4907052B2 (de) |
| CN (1) | CN1331431C (de) |
| AT (1) | ATE331446T1 (de) |
| DE (1) | DE50304032D1 (de) |
| ES (1) | ES2264510T3 (de) |
| PL (1) | PL208555B1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2005848A1 (de) | 2007-06-18 | 2008-12-24 | Hauni Maschinenbau Aktiengesellschaft | Empfangsvorrichtung und Förderverfahren |
| DE102016205630A1 (de) | 2016-04-05 | 2017-10-05 | Hauni Maschinenbau Gmbh | Empfangsvorrichtung und Förderverfahren der Tabak verarbeitenden Industrie |
| DE102017107246A1 (de) * | 2017-04-04 | 2018-10-04 | Hauni Maschinenbau Gmbh | Einrichtung zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8343247B2 (en) * | 2005-09-09 | 2013-01-01 | Dexwet Usa Llc | Filter module |
| DE102006053687A1 (de) * | 2006-11-13 | 2008-05-15 | Hauni Maschinenbau Ag | Speichervorrichtung und Verfahren zum Vermindern eines lokalen Drucks in einer Speichervorrichtung |
| DE102010010075B3 (de) * | 2010-02-25 | 2011-06-22 | Hauni Maschinenbau AG, 21033 | Vorrichtung und Verfahren zum Überführen stabförmiger Artikel der Tabak verarbeitenden Industrie aus einem Magazin in eine Förderleitung |
| EP2645887A1 (de) * | 2010-11-30 | 2013-10-09 | Hauni Maschinenbau AG | Anordnung und verfahren zum überführen von stabförmigen artikeln der tabak verarbeitenden industrie |
| CN102101578B (zh) * | 2011-03-07 | 2012-10-03 | 南通烟滤嘴有限责任公司 | 滤棒变向输送系统 |
| KR102148896B1 (ko) | 2011-06-03 | 2020-08-28 | 타바코 리서치 앤드 디벨로프먼트 인스티튜트 (프러프라이어테리) 리미티드 | 끽연 물품 제조용 모듈형 장치 |
| DE102012201922B3 (de) * | 2012-02-09 | 2013-08-01 | Hauni Maschinenbau Ag | Fördereinrichtung zum Fördern stabförmiger Produkte der Tabak verarbeitenden Industrie und Verfahren zur Steuerung einer derartigen Fördervorrichtung |
| CN102658469B (zh) * | 2012-05-10 | 2014-10-29 | 北京天地玛珂电液控制系统有限公司 | 一种用于组装阀的异形钢球座的转向输送装置 |
| US10772351B2 (en) | 2012-12-06 | 2020-09-15 | British American Tobacco (Investments) Limited | Relating to smoking article assembly |
| US10520216B2 (en) | 2013-10-07 | 2019-12-31 | Jpl Investments, Llc | Method and system for replacing air filter |
| US9127856B2 (en) * | 2013-10-07 | 2015-09-08 | Jpl Investments, Llc | Method and system for replacing air filter |
| US10376827B2 (en) | 2013-10-07 | 2019-08-13 | Jpl Investments, Llc | Method and system for replacing an air filter |
| EP3158879B2 (de) * | 2015-10-21 | 2022-05-25 | International Tobacco Machinery Poland Sp. z o.o. | Übertragungsverfahren und übertragungsvorrichtung zur übertragung von stäbchenförmigem artikel |
| DE102018108288A1 (de) * | 2018-04-09 | 2019-10-10 | Hauni Maschinenbau Gmbh | Vorrichtung und Verfahren zur Inspektion einer Stirnfläche eines stabförmigen Rauchartikels |
| CN108750558A (zh) * | 2018-07-23 | 2018-11-06 | 新乡东方工业科技有限公司 | 一种滤棒无齿齿盘传输机构 |
| DE102020119923A1 (de) | 2020-07-28 | 2022-02-03 | Hauni Maschinenbau Gmbh | Speichervorrichtung und Verfahren zum Befüllen einer Speichervorrichtung |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US88479A (en) * | 1869-03-30 | Charles hewitt | ||
| BE504073A (de) * | 1950-06-19 | |||
| GB954481A (en) * | 1959-04-02 | 1964-04-08 | Desmond Walter Molins | Improvements in or relating to apparatus for feeding stubs |
| DE1990249U (de) * | 1963-05-21 | 1968-07-25 | The Mohns Organisation Limited London (Großbntan men) | Stopfenfordervorrichtung |
| US3805477A (en) * | 1969-10-29 | 1974-04-23 | Hauni Werke Koerber & Co Kg | Method and machine for the making of cigarette packs or the like |
| US3827757A (en) * | 1972-05-05 | 1974-08-06 | Hauni Werke Koerber & Co Kg | Apparatus for transporting rod-shaped articles |
| JPS5185981A (en) * | 1975-01-14 | 1976-07-28 | Dainippon Ink & Chemicals | Datsuen datsushushoyukasushiryonoseizoho |
| US4063633A (en) * | 1976-11-10 | 1977-12-20 | Liggett Group Inc. | Vacuum plug feed machine |
| JPS5413195A (en) * | 1977-06-23 | 1979-01-31 | Yoshinori Fujiwara | Marine propulsion device equipped with slideefitting clutch between alternating induction motor and variable pitch propeller |
| US4245934A (en) * | 1978-04-14 | 1981-01-20 | Molins Limited | Conveying rod-like articles |
| DE2929406A1 (de) * | 1979-07-20 | 1981-02-05 | Hauni Werke Koerber & Co Kg | Empfangsstation einer pneumatischen foerderstrecke zum foerdern von stabfoermigen artikeln der tabakverarbeitenden industrie |
| US4368742A (en) * | 1980-02-02 | 1983-01-18 | Hauni-Werke Korber & Co. Kg. | Apparatus for replenishing the supplies of filter rod sections in the magazines of filter tipping machines |
| JPS56137876A (en) * | 1980-03-01 | 1981-10-28 | Hauni Werke Koerber & Co Kg | Apparatus for transferring filter rod from storage part into take up drum |
| GB8324510D0 (en) * | 1983-09-13 | 1983-10-12 | Molins Plc | Cigarette making machine |
| IT1183179B (it) * | 1984-02-11 | 1987-10-05 | Hauni Werke Koerber & Co Kg | Procedimento e dispositivo per trasportare pneumaticamente articoli a bastoncino dell'industria di lavorazione del tabacco |
| JPS63256395A (ja) * | 1987-04-13 | 1988-10-24 | 富士写真フイルム株式会社 | 化学分析スライドシ−トの搬送位置決め方法 |
| IT1229577B (it) * | 1988-05-30 | 1991-09-04 | Hauni Werke Koerber & Co Kg | Procedimento e dispositivo per la determinazione del diametro di sigarette. |
| JP2948312B2 (ja) * | 1990-11-30 | 1999-09-13 | 東芝エンジニアリング株式会社 | 長さ測定装置 |
| DE4408494A1 (de) * | 1994-03-14 | 1995-09-21 | Hauni Werke Koerber & Co Kg | Verfahren und Vorrichtung zum Fördern von Filterstäben |
| DE4431273A1 (de) * | 1994-09-02 | 1996-03-07 | Hauni Maschinenbau Ag | Vorrichtung zum Fördern von Filterstäben |
| JP2997201B2 (ja) * | 1995-12-27 | 2000-01-11 | 日本たばこ産業株式会社 | 被覆物品製造機の不良品検査装置 |
| JP4151041B2 (ja) * | 1998-06-19 | 2008-09-17 | 日東工業株式会社 | チップ1個分離搬送装置のトラブルチップの排除手段 |
| DE19913422A1 (de) * | 1999-03-25 | 2000-09-28 | Hauni Maschinenbau Ag | Einrichtung zum Überführen von pulver- oder granulatförmige Partikel enthaltenden Filterstäben |
| DE19913421A1 (de) | 1999-03-25 | 2000-09-28 | Hauni Maschinenbau Ag | Einrichtung zum Überführen von pulver- oder granulatförmige Partikel enthaltenden Filterstäben |
| DE10146019A1 (de) | 2001-09-18 | 2003-04-03 | Hauni Maschinenbau Ag | Einrichtung zum Zusammenstellen von Gruppen von Filtersegmenten zur Herstellung von Multisegmentfiltern der tabakverarbeitenden Industrie und Muldentrommel |
-
2002
- 2002-09-11 EP EP02020292A patent/EP1397966A1/de not_active Withdrawn
-
2003
- 2003-08-18 DE DE50304032T patent/DE50304032D1/de not_active Expired - Lifetime
- 2003-08-18 ES ES03018555T patent/ES2264510T3/es not_active Expired - Lifetime
- 2003-08-18 AT AT03018555T patent/ATE331446T1/de not_active IP Right Cessation
- 2003-08-18 EP EP03018555A patent/EP1397968B1/de not_active Expired - Lifetime
- 2003-09-08 JP JP2003315316A patent/JP4907052B2/ja not_active Expired - Fee Related
- 2003-09-10 US US10/658,200 patent/US7302952B2/en not_active Expired - Fee Related
- 2003-09-10 CN CNB031255922A patent/CN1331431C/zh not_active Expired - Fee Related
- 2003-09-10 PL PL362098A patent/PL208555B1/pl unknown
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2005848A1 (de) | 2007-06-18 | 2008-12-24 | Hauni Maschinenbau Aktiengesellschaft | Empfangsvorrichtung und Förderverfahren |
| DE102007028478A1 (de) | 2007-06-18 | 2009-01-02 | Hauni Maschinenbau Ag | Empfangsvorrichtung und Förderverfahren |
| CN101327042B (zh) * | 2007-06-18 | 2014-01-01 | 豪尼机械制造股份公司 | 接收装置和输送方法 |
| DE102007028478B4 (de) * | 2007-06-18 | 2015-03-05 | Hauni Maschinenbau Ag | Empfangsvorrichtung und Förderverfahren |
| DE102016205630A1 (de) | 2016-04-05 | 2017-10-05 | Hauni Maschinenbau Gmbh | Empfangsvorrichtung und Förderverfahren der Tabak verarbeitenden Industrie |
| EP3228197A1 (de) | 2016-04-05 | 2017-10-11 | Hauni Maschinenbau GmbH | Empfangsvorrichtung und förderverfahren der tabak verarbeitenden industrie |
| DE102017107246A1 (de) * | 2017-04-04 | 2018-10-04 | Hauni Maschinenbau Gmbh | Einrichtung zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
Also Published As
| Publication number | Publication date |
|---|---|
| PL208555B1 (pl) | 2011-05-31 |
| JP2004097223A (ja) | 2004-04-02 |
| EP1397966A1 (de) | 2004-03-17 |
| JP4907052B2 (ja) | 2012-03-28 |
| PL362098A1 (en) | 2004-03-22 |
| DE50304032D1 (de) | 2006-08-10 |
| ES2264510T3 (es) | 2007-01-01 |
| US7302952B2 (en) | 2007-12-04 |
| CN1494838A (zh) | 2004-05-12 |
| EP1397968A1 (de) | 2004-03-17 |
| ATE331446T1 (de) | 2006-07-15 |
| CN1331431C (zh) | 2007-08-15 |
| US20040099610A1 (en) | 2004-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1397968B1 (de) | Verfahren und Vorrichtung zur Förderung von stabförmigen Filterelementen | |
| EP0514951B1 (de) | Verfahren und Vorrichtung zum Herstellen und Fördern von Verpackungs-Zuschnitten | |
| EP2005848B1 (de) | Empfangsvorrichtung und Förderverfahren | |
| EP2243384A1 (de) | Verfahren und Vorrichtung zur Überprüfung der Qualität von mit Kapseln versehenen Filterstäben | |
| EP1800551B1 (de) | Strangdurchschneidvorrichtung und Strangmaterialabfördervorrichtung der Tabak verarbeitenden Industrie, sowie Verfahren zum Betrieb einer Strangmaschine der Tabak verarbeitenden Industrie | |
| DE102018106827B4 (de) | Fördereinrichtung für stabförmige Rauchartikel | |
| EP2763918B1 (de) | Verfahren und vorrichtung zum fördern von streifenförmigen oder plattenförmigen produkten | |
| EP3384787A1 (de) | Einrichtung zum überführen von stabförmigen artikeln der tabak verarbeitenden industrie | |
| EP0143961B1 (de) | Vorrichtung zum Einhüllen von Gegenständen, insbesondere Zigaretten-Gruppen | |
| EP2730182A2 (de) | Vorrichtung und Verfahren zur Rückgewinnung von Rauchartikelteilen aus Rauchartikeln | |
| DD239181A5 (de) | Vorrichtung zum zufuehren von zigaretten zu einer verpackungsstation | |
| DE60106292T2 (de) | Verfahren und vorrichtung zum ausstossen von gegenständen | |
| DE2713662C3 (de) | Auswerfer für Zigaretten | |
| DE2505998A1 (de) | Vorrichtung zum entnehmen von stabfoermigen artikeln der tabakverarbeitenden industrie aus einem vorrat | |
| EP0672355A1 (de) | Verfahren und Vorrichtung zum Fördern von Filterstäben | |
| DE3328322A1 (de) | Vorrichtung zum zufuehren von zuschnitten zu einer verpackungsstation | |
| EP3542649B1 (de) | Fördereinrichtung für stabförmige rauchartikel | |
| EP2517583A2 (de) | Verfahren und Vorrichtung zum Einlegen von Objekten in einen Materialstrang der Tabak verarbeitenden Industrie | |
| DE4311760A1 (de) | Verfahren und Vorrichtung zum Erfassen und Entfernen von Zigaretten mit losem Filterstück während der Ziarettenherstellung | |
| DE102012202763A1 (de) | Objekteinleger und Verfahren zum Betrieb eines Objekteinlegers der Tabak verarbeitenden Industrie | |
| EP2316766A2 (de) | Ausschleusstation für Kartonzuschnitte und Verfahren zum Herstellen und Ausschleusen von Kartonzuschnitten | |
| DE2926792A1 (de) | Empfangsstation einer pneumatischen foerderstrecke fuer den transport von stabfoermigen artikeln der tabakverarbeitenden industrie, insbesondere von filterstaeben | |
| EP1495684B1 (de) | Ausschleusung von Filterstäben aus einer Förderleitung | |
| EP1779739B1 (de) | Filterzuführeinrichtung | |
| EP1629735B1 (de) | Filterzuführeinrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20040818 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50304032 Country of ref document: DE Date of ref document: 20060810 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060928 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060928 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E000499 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061128 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2264510 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070329 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060818 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20070827 Year of fee payment: 5 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20060831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060929 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070821 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060818 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20090430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080901 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20100810 Year of fee payment: 8 Ref country code: HU Payment date: 20100727 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110819 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20121207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110819 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140826 Year of fee payment: 12 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150818 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50304032 Country of ref document: DE Owner name: HAUNI MASCHINENBAU GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU AG, 21033 HAMBURG, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150818 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: HAUNI MASCHINENBAU GMBH; DE Free format text: DETAILS ASSIGNMENT: VERANDERING VAN EIGENAAR(S), VERANDERING VAN DE JURIDISCHE ENTITEIT; FORMER OWNER NAME: HAUNI MASCHINENBAU AG Effective date: 20160809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190826 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20190830 Year of fee payment: 17 Ref country code: DE Payment date: 20190903 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50304032 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200818 |