EP3384787A1 - Einrichtung zum überführen von stabförmigen artikeln der tabak verarbeitenden industrie - Google Patents
Einrichtung zum überführen von stabförmigen artikeln der tabak verarbeitenden industrie Download PDFInfo
- Publication number
- EP3384787A1 EP3384787A1 EP18164193.7A EP18164193A EP3384787A1 EP 3384787 A1 EP3384787 A1 EP 3384787A1 EP 18164193 A EP18164193 A EP 18164193A EP 3384787 A1 EP3384787 A1 EP 3384787A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rod
- air curtain
- generating device
- shaped articles
- curtain generating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000012545 processing Methods 0.000 title claims abstract description 24
- 241000208125 Nicotiana Species 0.000 title claims abstract description 15
- 235000002637 Nicotiana tabacum Nutrition 0.000 title claims abstract description 15
- 238000012546 transfer Methods 0.000 claims abstract description 37
- 239000002245 particle Substances 0.000 claims description 19
- 238000003780 insertion Methods 0.000 claims description 14
- 230000037431 insertion Effects 0.000 claims description 14
- 238000007664 blowing Methods 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 10
- 230000001133 acceleration Effects 0.000 claims description 8
- 238000002347 injection Methods 0.000 claims description 2
- 239000007924 injection Substances 0.000 claims description 2
- 238000001125 extrusion Methods 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 description 5
- 230000001154 acute effect Effects 0.000 description 3
- 239000003610 charcoal Substances 0.000 description 3
- 235000019504 cigarettes Nutrition 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 241000237942 Conidae Species 0.000 description 2
- 238000011109 contamination Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/322—Transporting cigarettes during manufacturing
- A24C5/326—Transporting cigarettes during manufacturing with lateral transferring means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/025—Final operations, i.e. after the filter rod forming process
Definitions
- the invention relates to a device for transferring rod-shaped articles of the tobacco processing industry, in particular filter rods, with a longitudinal conveyor for conveying the rod-shaped articles in the longitudinal direction one behind the other in a row, with a Queraxiallik listening, in particular insertion drum, for conveying the rod-shaped articles in the transverse axial direction, wherein the rod-shaped articles are transferable from the longitudinal conveyor to the Queraxiallik listening output side of the longitudinal conveyor in a transfer or handed over.
- the invention relates to a method for transferring rod-shaped articles of the tobacco processing industry, in particular filter rods, from a longitudinal conveyor for conveying the rod-shaped articles in the longitudinal axial direction, wherein the rod-shaped articles are conveyed in a row longitudinally axially, on a Queraxiallik adopted, in particular push-in drum, for conveying the rod-shaped articles in the transverse-axial direction, wherein the rod-shaped articles of the longitudinal conveyor to the Queraxiallikleaned output side of the longitudinal conveyor to be passed in a transfer area.
- the invention relates to a use of an air curtain generating device for producing an air curtain and a strand machine of the tobacco processing industry, in particular filter rod machine.
- rod-shaped articles of the tobacco-processing industry are understood to mean rod-shaped articles such as cigarettes, tobacco rods wrapped with wrapping material, filter rods, multi-segment filter rods and the like.
- These rod-shaped articles are usually produced in a strand process, wherein the rod-shaped articles are usually cut from the strip produced and longitudinally conveyed on a format strip of a format device by a knife device and the rod-shaped articles are e.g. be moved longitudinally axially on a prism rail in the longitudinal axial conveying direction after the knife device.
- the conveying direction is parallel to the longitudinal axis of the strand or the rod-shaped article.
- the strand sections separated from the strand are transferred as rod-shaped articles (finite length) from their longitudinal axial production conveyor track in a transverse axial conveyor track for further processing.
- rod-shaped articles finite length
- the invention is based on the idea that by the arrangement of an air curtain generating device in the transfer area from the longitudinal conveyor to the Queraxialrib adopted the conveyed, isolated rod-shaped articles are supplied with blowing air, wherein the flow direction of the blowing air from the air curtain generating device against the linear longitudinal axial conveying direction of the rod-shaped article and in directed at an acute angle to the surface of the moving rod-shaped article.
- the Queraxially beautiful is described as a push-in drum, which is directly adjacent to the longitudinal conveyor.
- Air curtain is directed against the longitudinal axial conveying direction of the rod-shaped article in or on the longitudinal conveyor.
- an air curtain generating device in the singulating device before the entry of a rod-shaped article, so that the particles entrained by the rod-shaped articles are slowed down in their kinetic energy.
- the entrained particles are decelerated by means of an air curtain generating device arranged downstream of the rod-shaped articles. It is also conceivable that a corresponding air curtain generating device is arranged both at the inlet side and at the outlet side of the separating device.
- a knife device is provided on the longitudinal conveyor, whereby the rod-shaped articles are cut or cut from a manufactured endless quasi-endless strand into rod-shaped articles of finite length.
- the air curtain generating device according to the invention is arranged downstream of the knife device in the transfer region between the longitudinal conveyor device and the transverse axial conveyor device.
- the singulation device has one or more, in particular two, acceleration rollers for the rod-shaped articles.
- the singling device can also have one or more pairs of accelerator disks, wherein the acceleration rollers of a pair of acceleration disks interact with one another, then that upon entry of a rod-shaped article into an acceleration disk pair, the corresponding rod-shaped article is accelerated and thereby singulated, so that the rod-shaped article is transferred or transferred to the transverse axial conveying immediately after separation.
- the air curtain production device has a receiving opening for the longitudinally conveyable or conveyed rod-shaped articles, wherein the longitudinally axially conveyed or conveyable rod-shaped articles can be conveyed or conveyed through the receiving opening.
- the receiving opening of the air curtain generating device is ring-like or self-contained or partially circular or mouth-like.
- the air curtain generating device has a plurality of air outlet nozzles acted on or can be acted on by blowing air and / or one or more air outlet slots acted upon or acted upon by blowing air.
- a particular embodiment of the device is characterized in that the air curtain generating device is movable, in particular displaceable and / or pivotable, is arranged.
- a guide device and / or a guide slot is provided and / or that for the movement of the air curtain generating device a, preferably motor, drive is provided.
- the air curtain produced or producible by the air curtain generating device is designed or can be formed in the manner of a cone shell or partial cone shell or truncated cone or partially truncated cone.
- an embodiment of the device is characterized in that a suction device for sucking particles and / or air, preferably from the vicinity of the air curtain generating device is provided, whereby the braked by the air curtain curtain device particles are removed by the air curtain generating device by suction.
- a suction device for sucking particles and / or air preferably from the vicinity of the air curtain generating device is provided, whereby the braked by the air curtain curtain device particles are removed by the air curtain generating device by suction.
- the object is achieved by a method for transferring rod-shaped articles of the tobacco-processing industry, in particular filter rods, from a longitudinal conveyor for conveying the rod-shaped articles in the longitudinal axial direction, wherein the rod-shaped articles are conveyed in a row one behind the other longitudinally on a Queraxiallik listening, in particular Injection drum, for conveying the rod-shaped articles in the transverse axial direction, the rod-shaped articles are passed from the longitudinal conveyor to the Queraxiallustrat recognized output side of the longitudinal conveyor in a transfer area, which is further developed in that in the transfer area of the rod-shaped article between the longitudinal conveyor and the Queraxiallik listening in a
- a series of longitudinally conveyed rod-shaped articles are supplied with blown air from an air curtain generating device
- Direction of flow of the air curtain generated by the air curtain generating device against the longitudinal axial conveying direction of the rod-shaped article is directed in or on the longitudinal conveyor.
- the flow direction of the air generated by the air curtain generating device is directed to the strand surface of the rod-shaped article, wherein the blowing air of the particular funnel-shaped air curtain hits the strand surface of the rod-shaped article at an acute angle.
- the air outlet nozzles or air outlet slots of the air curtain generating device are arranged and aligned such that the individual exiting blown air streams meet (theoretically) in a projection in the center of the rod-shaped articles in front of the air curtain generating device.
- the (theoretical) intersection of the exiting blown air streams from the air curtain generating device is located at a distance between 15 mm to 40 mm, preferably between 20 mm to 30 mm, upstream of the air curtain generating device.
- the method is performed using a device described above for transferring rod-shaped articles of the tobacco-processing industry, in particular filter rods. To avoid repetition, reference is expressly made to the above statements.
- the object is achieved by a use of an air curtain generating device for producing an air curtain in a device for transferring rod-shaped articles of the tobacco processing industry, in particular filter rods, as described above.
- the object is achieved by a rod making machine of the tobacco-processing industry, in particular filter rod machine, with a device according to the invention for transferring rod-shaped articles of the tobacco-processing industry, in particular filter rods, with a longitudinal conveyor for conveying the rod-shaped articles in the longitudinal axial direction and with a Queraxiallik adopted, in particular Ein Stammtrommel.
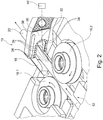
- FIG. 1 to Fig. 3 show in each case different perspective views of a transfer device 10 for transferring longitudinally axially conveyed rod-shaped articles 20 which are conveyed in a longitudinal conveyor 12 longitudinally and in a row arranged one behind the other. Furthermore, the transfer device 10 at the end of the longitudinal conveyor 12 on the output side of the longitudinal conveyor 12 as a Cross conveyor formed on the insertion drum 14, so that the transferred from the longitudinal conveyor 12 to the insertion drum 14 rod-shaped article 20 are conveyed on the insertion drum 14 in the transverse axial direction.
- the longitudinal conveyor 12 is for example part of a strand machine of the tobacco-processing industry, such as a cigarette rod machine or filter rod machine.
- the insertion drum 14 is in this case designed as a cross conveyor, which serves, for example, filter rods to another machine, for example Filteransetzmaschine pass.
- the transfer device 10 has on the output side and in the transfer area between the longitudinal conveyor 12 and the insertion drum 14, an accelerator roller pair with the acceleration rollers 16.1, 16.2, so that upon entry of the rod-shaped article 20 between the two acceleration rollers 16.1, 16.2, the rod-shaped article 20 in the longitudinal axial direction of the insertion drum 14 are accelerated and thereby isolated.
- an air curtain production device 30 is arranged, through which the rod-shaped articles 20 are conveyed in the longitudinal axial direction.
- the rod-shaped article 20 is conveyed along an exit-side guide body 18, which is arranged opposite to the mouth-shaped opening 32 of the air curtain generating device 30, so that the rod-shaped article 20 is conveyed between the guide body 18 and the air curtain generating device 30.
- the air curtain generating device 30 has a mouth-shaped opening 32, wherein on the side facing the pair of accelerator disks, the air curtain generating device 30 has a plurality of air nozzles 34, so that the mouth-shaped opening 32 is delimited by the air nozzles 34.
- the air nozzles 34 are connected to a blown air source 40, for example a fan or a pressure source, as shown schematically in FIG Fig. 2 is indicated.
- Blas Kunststoff is led to the air nozzles 34 by means of the Blas Kunststoffmaschine 40, wherein after passage of the blowing air a truncated cone-shaped or a funnel-shaped air flow is generated as an air curtain (see. Fig. 2 ), wherein the flow direction of the Blas Kunststoffströme against the strand surface of the same time passed through the mouth opening 32 and conveyed rod-shaped article 20, preferably at an acute angle, is directed.
- particles conveyed by the longitudinally conveyed article 20 such as Charcoal particles or tobacco particles
- Charcoal particles or tobacco particles are decelerated by the generated airflow of the air curtain upon transfer of the rod-shaped article to the push-in drum 14 and prevented from being entrained on the push-in drum 14. Due to the deceleration of the particles by means of the generated Blas Kunststoffstroms the particles are braked and sucked by means of a (not shown) suction device, for example in the vicinity of the accelerator rollers 16.1, 16.2.
- the mouth-shaped opening 32 of the air curtain generating device 30 is formed as a long opening or slot open on one side, so that a corresponding free space is formed in the transfer of the rod-shaped article 20 to the insertion drum 14.
- a holder 36 for the air curtain generating device 30 is arranged.
- the holder 36 (see. Fig. 3 ) is in the interests of clarity Fig. 1 and 2 not shown.
- the air curtain generating device 30 has at its free end an oblong hole 38 into which a guide pin of the holder 36 can be introduced and accommodated. As a result, a guidance of the air curtain production device 30 movably arranged between the longitudinal conveyor 12 and the insertion drum 14 is achieved transversely to the longitudinally axially conveyed rod-shaped articles 20.
- the air curtain generating device 30 is formed pivotable in a further embodiment.
- the side of the mouth-shaped opening 32 facing the insertion drum 14 widens in a funnel shape, so that the side of the mouth-shaped opening 32 facing the insertion drum 14 is larger than the side of the opening 32 facing the longitudinal conveyor 12.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Abstract
Description
- Die Erfindung betrifft eine Einrichtung zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie, insbesondere Filterstäbe, mit einer Längsfördereinrichtung zum Fördern der stabförmigen Artikel in längsaxialer Richtung hintereinander in einer Reihe, mit einer Queraxialfördereinrichtung, insbesondere Einstoßtrommel, zum Fördern der stabförmigen Artikel in queraxialer Richtung, wobei die stabförmigen Artikel von der Längsfördereinrichtung an die Queraxialfördereinrichtung ausgangsseitig der Längsfördereinrichtung in einer Übergabe übergebbar sind oder übergeben werden.
- Ferner betrifft die Erfindung ein Verfahren zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie, insbesondere Filterstäbe, von einer Längsfördereinrichtung zum Fördern der stabförmigen Artikel in längsaxialer Richtung, wobei die stabförmigen Artikel in einer Reihe hintereinander längsaxial gefördert werden, auf eine Queraxialfördereinrichtung, insbesondere Einstoßtrommel, zum Fördern der stabförmigen Artikel in queraxialer Richtung, wobei die stabförmigen Artikel von der Längsfördereinrichtung an die Queraxialfördereinrichtung ausgangsseitig der Längsfördereinrichtung in einem Übergabebereich übergeben werden.
- Außerdem betrifft die Erfindung eine Verwendung einer Luftvorhangerzeugungsvorrichtung zur Erzeugung eines Luftvorhangs sowie eine Strangmaschine der Tabak verarbeitenden Industrie, insbesondere Filterstrangmaschine.
- Unter stabförmigen Artikeln der Tabak verarbeitenden Industrie werden im Rahmen der vorliegenden Erfindung stabförmige Artikel wie Zigaretten, mit Umhüllungsmaterial umhüllte Tabakstöcke, Filterstäbe, Multisegmentfilterstäbe und Ähnliches verstanden. Diese stabförmigen Artikel werden üblicherweise in einem Strangverfahren hergestellt, wobei die stabförmigen Artikel von dem hergestellten und auf einem Formatband einer Formatvorrichtung längsaxial geförderten Strang üblicherweise durch eine Messervorrichtung abgelängt werden und die stabförmigen Artikel z.B. auf einer Prismenschiene in längsaxialer Förderrichtung nach der Messervorrichtung längsaxial bewegt werden. Hierbei ist die Förderrichtung parallel zur Längsachse des Strangs bzw. der stabförmigen Artikel.
- Bei Strangmaschinen der Tabak verarbeitenden Industrie wie Zigarettenstrangmaschinen oder Filterstrangmaschinen werden die vom Strang abgetrennten Strangabschnitte als stabförmige Artikel (endlicher Länge) aus ihrer längsaxialen Produktionsförderbahn in eine queraxiale Förderbahn für die Weiterverarbeitung überführt. Um die Umlenkung und Übergabe der Artikel aus ihrer längsaxialen Förderrichtung auf einen Querförderer zu erleichtern, ist es bekannt, dem Artikel vor dem Einstoß in die Aufnahmen des Querförderers eine Bewegungskomponente quer zu ihrer längsaxialen Bewegungsrichtung und damit parallel zur Bewegung der Aufnahmen des Querförderers zu geben. Dieses ist beispielsweise in
DE-AS 12 28 978 DE 34 44 468 C2 . Ferner ist ausEP 0 689 775 B1 ebenfalls eine Überführungsvorrichtung für stabförmige Artikel der Tabak verarbeitenden Industrie bekannt. - Es ist Aufgabe der vorliegenden Erfindung, eine Überführungsvorrichtung und ein Verfahren zum Überführen von längsaxial geförderten stabförmigen Artikeln der Tabak verarbeitenden Industrie von einem die Artikel in einer Reihe längsaxial heranfördernden Längsförderer auf einen die Artikel queraxial abfördernden Querförderer zu verbessern, wobei es möglich sein soll, die stabförmigen Artikel ohne Störungen oder Verunreinigungen zu übergeben.
- Die Aufgabe wird gelöst durch eine Einrichtung zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie, insbesondere Filterstäbe, mit einer Längsfördereinrichtung zum Fördern der stabförmigen Artikel in längsaxialer Richtung hintereinander in einer Reihe, mit einer Queraxialfördereinrichtung, insbesondere Einstoßtrommel, zum Fördern der stabförmigen Artikel in queraxialer Richtung, wobei die stabförmigen Artikel von der Längsfördereinrichtung an die Queraxialfördereinrichtung ausgangsseitig der Längsfördereinrichtung in einem Übergabebereich übergebbar sind oder übergeben werden, die dadurch weitergebildet wird, dass im Übergabebereich der stabförmigen Artikel zwischen der Längsfördereinrichtung und der Queraxialfördereinrichtung eine mit Blasluft beaufschlagbare oder beaufschlagte Luftvorhangerzeugungsvorrichtung vorgesehen ist, wobei die Strömungsrichtung des von der Luftvorhangerzeugungsvorrichtung erzeugbaren oder erzeugten Luftvorhangs entgegen der längsaxialen Förderrichtung der stabförmigen Artikel in oder an der Längsfördereinrichtung gerichtet ist.
- Die Erfindung beruht auf dem Gedanken, dass durch die Anordnung einer Luftvorhangerzeugungsvorrichtung im Übergabebereich von der Längsfördereinrichtung an die Queraxialfördereinrichtung die geförderten, vereinzelten stabförmigen Artikel mit Blasluft beaufschlagt werden, wobei die Strömungsrichtung der Blasluft von der Luftvorhangerzeugungsvorrichtung entgegen der linearen längsaxialen Förderrichtung der stabförmigen Artikel und in einem spitzen Winkel auf die Oberfläche der bewegten stabförmigen Artikel gerichtet ist. Durch die Strömungsrichtung der Blasluft entgegen der Förderrichtung der übergebenden stabförmigen Artikel werden beispielsweise von den stabförmigen Artikeln mitgerissene Partikel, wie zum Beispiel Charcoal-Partikel usw., abgebremst, da mittels der entgegengesetzten Strömungsrichtung und des erzeugten trichterförmigen Luftvorhangs den Partikeln Bewegungsenergie entzogen wird, so dass die mitgerissenen und von den stabförmigen Artikeln mitgeförderten Partikeln in deren Umgebung am Weiterflug vor der Übergabe in die Queraxialfördereinrichtung gehindert werden. Hierdurch wird erreicht, dass bei der Produktion von Filterstäben eine saubere Übergabe von der Längsfördereinrichtung an die Queraxialfördereinrichtung erreicht wird. Somit wird in den nachfolgenden Förderprozessen und Weiterverarbeitungsprozessen der Verschmutzungsgrad signifikant herabgesetzt. Dadurch, dass die von den stabförmigen Artikeln mitgerissenen und durch die Luftvorhangerzeugungsvorrichtung abgebremsten Artikel nicht an die Queraxialfördereinrichtung mitgefördert werden, können die im Übergabebereich abgebremsten Partikel durch eine entsprechende Absaugeinrichtung aus dem Übergabebereich leicht entfernt werden.
- Insbesondere ist die Queraxialfördereinrichtung als Einstoßtrommel beschrieben, die unmittelbar an die Längsfördereinrichtung angrenzt.
- Darüber hinaus zeichnet sich eine Weiterbildung der Einrichtung dadurch aus, dass im ausgangsseitigen Übergabebereich an der Längsfördereinrichtung, vorzugsweise an der Austrittsseite der stabförmigen Artikel, eine Vereinzelungseinrichtung für die stabförmigen Artikel vorgesehen ist, so dass stabförmige Artikel vor der Übergabe von der Längsfördereinrichtung an die Queraxialfördereinrichtung vereinzelt werden oder vereinzelbar sind, wobei, bezogen auf die längsaxiale Förderrichtung der stabförmigen Artikel, vorzugsweise unmittelbar, vor der Vereinzelungseinrichtung und/oder vorzugsweise unmittelbar, nach der Vereinzelungseinrichtung jeweils eine mit Blasluft beaufschlagbare oder beaufschlagte Luftvorhangerzeugungsvorrichtung angeordnet ist, wobei jeweils die Strömungsrichtung des von der jeweiligen Luftvorhangerzeugungsvorrichtung erzeugbaren oder erzeugten, vorzugsweise trichterförmigen und/oder entgegen der Förderrichtung der stabförmigen Artikel sich verjüngenden,
- Luftvorhangs entgegen der längsaxialen Förderrichtung der stabförmigen Artikel in oder an der Längsfördereinrichtung gerichtet ist.
- Im Rahmen der Erfindung ist es möglich, dass vor Eintritt eines stabförmigen Artikels in die Vereinzelungseinrichtung eine Luftvorhangerzeugungsvorrichtung angeordnet ist, so dass die von den stabförmigen Artikeln mitgerissenen Partikel in ihrer Bewegungsenergie abgebremst werden. Darüber hinaus ist es im Rahmen der Erfindung ebenfalls möglich, dass nach Durchtritt der stabförmigen Artikel durch die Vereinzelungseinrichtung für die stabförmigen Artikel mittels einer in Förderrichtung der stabförmigen Artikel danach angeordneten Luftvorhangerzeugungsvorrichtung die mitgerissenen Partikel abgebremst werden. Ebenso ist es denkbar, dass sowohl an der Eintrittsseite als auch an der Austrittsseite der Vereinzelungseinrichtung jeweils eine entsprechende Luftvorhangerzeugungsvorrichtung angeordnet ist.
- Stromaufwärts der Vereinzelungseinrichtung ist an der Längsfördereinrichtung eine Messervorrichtung vorgesehen, wodurch die stabförmigen Artikel von einem hergestellten endlosen bzw. quasi-endlosen Strang in stabförmige Artikel endlicher Länge abgelängt bzw. abgeschnitten werden. Hierbei ist es in einer Ausgestaltung denkbar, dass die erfindungsgemäße Luftvorhangerzeugungsvorrichtung nach der Messervorrichtung im Übergabebereich zwischen der Längsfördereinrichtung und der Queraxialfördereinrichtung angeordnet ist.
- Insbesondere weist die Vereinzelungseinrichtung eine oder mehrere, insbesondere zwei, Beschleunigungsrollen für die stabförmigen Artikel auf. Hierbei kann die Vereinzelungseinrichtung auch ein oder mehrere Beschleunigerscheibenpaare aufweisen, wobei die Beschleunigungsrollen eines Beschleunigungsscheibenpaares miteinander zusammenwirken, so dass bei Eintritt eines stabförmigen Artikels in ein Beschleunigungsscheibenpaar der entsprechende stabförmige Artikel beschleunigt wird und dadurch vereinzelt wird, so dass der stabförmige Artikel unmittelbar nach der Vereinzelung an die Queraxialförderung übergeben oder überführt wird.
- Des Weiteren ist es bei einer Ausführungsform der Einrichtung vorgesehen, dass die Luftvorhangerzeugungsvorrichtung eine Aufnahmeöffnung für die längsaxial förderbaren oder geförderten stabförmigen Artikel aufweist, wobei die längsaxial geförderten oder förderbaren stabförmigen Artikel durch die Aufnahmeöffnung hindurch förderbar sind oder gefördert werden. Dadurch ist es möglich, dass über einen großen Umfang der Strangoberfläche die stabförmigen Artikel mit Blasluft beaufschlagt werden, um die in der Nähe der stabförmigen Artikel befindlichen Partikel abzubremsen.
- Dabei ist in einer Ausgestaltung bevorzugt, dass die Aufnahmeöffnung der Luftvorhangerzeugungsvorrichtung ringartig oder in sich geschlossen oder teilkreisförmig oder maulartig ausgebildet ist.
- Vorzugsweise weist in einer Ausführungsform die Luftvorhangerzeugungsvorrichtung mehrere mit Blasluft beaufschlagte oder beaufschlagbare Luftaustrittsdüsen und/oder einen oder mehrere mit Blasluft beaufschlagte oder beaufschlagbare Luftaustrittsschlitze auf.
- Eine besondere Ausführungsform der Einrichtung zeichnet sich dadurch aus, dass die Luftvorhangerzeugungsvorrichtung bewegbar, insbesondere verschiebbar und/oder verschwenkbar, angeordnet ist.
- Dazu ist in einer Ausgestaltung weiter vorgesehen, dass für die Bewegung der Luftvorhangerzeugungsvorrichtung eine Führungsvorrichtung und/oder eine Führungskulisse vorgesehen ist und/oder dass für die Bewegung der Luftvorhangerzeugungsvorrichtung ein, vorzugsweise motorischer, Antrieb vorgesehen ist.
- Außerdem ist es bei der Ausgestaltung der Einrichtung vorteilhaft, dass der von der Luftvorhangerzeugungsvorrichtung erzeugte oder erzeugbare Luftvorhang kegelmantelartig oder teilkegelmantelartig oder kegelstumpfmantelartig oder teilweise kegelstumpfmantelartig ausgebildet oder ausbildbar ist.
- Ferner zeichnet sich eine Ausführungsform der Einrichtung dadurch aus, dass eine Absaugvorrichtung zum Absaugen von Partikeln und/oder Luft, vorzugsweise aus der Umgebung der Luftvorhangerzeugungsvorrichtung, vorgesehen ist, wodurch die von der Luftvorhangerzeugungsvorrichtung abgebremsten Partikel von der Luftvorhangerzeugungsvorrichtung durch Absaugen entfernt werden. Somit wird die Umgebung sowie der Bereich der Luftvorhangerzeugungsvorrichtung frei von losen Partikeln, wie z.B. Charcoal-Partikeln oder Tabakpartikeln, gehalten.
- Ferner wird die Aufgabe gelöst durch ein Verfahren zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie, insbesondere Filterstäbe, von einer Längsfördereinrichtung zum Fördern der stabförmigen Artikel in längsaxialer Richtung, wobei die stabförmigen Artikel in einer Reihe hintereinander längsaxial gefördert werden, auf eine Queraxialfördereinrichtung, insbesondere Einstoßtrommel, zum Fördern der stabförmigen Artikel in queraxialer Richtung, wobei die stabförmigen Artikel von der Längsfördereinrichtung an die Queraxialfördereinrichtung ausgangsseitig der Längsfördereinrichtung in einem Übergabebereich übergeben werden, das dadurch weitergebildet wird, dass im Übergabebereich der stabförmigen Artikel zwischen der Längsfördereinrichtung und der Queraxialfördereinrichtung die in einer Reihe hintereinander längsaxial geförderten stabförmigen Artikel von einer Luftvorhangerzeugungsvorrichtung mit Blasluft beaufschlagt werden, wobei die Strömungsrichtung des von der Luftvorhangerzeugungsvorrichtung erzeugten Luftvorhangs entgegen der längsaxialen Förderrichtung der stabförmigen Artikel in oder an der Längsfördereinrichtung gerichtet ist.
- Gemäß der Erfindung ist hierbei die Strömungsrichtung der von der Luftvorhangerzeugungsvorrichtung erzeugten Luft auf die Strangoberfläche der stabförmigen Artikel gerichtet, wobei die Blasluft des insbesondere trichterförmigen Luftvorhangs in einem spitzen Winkel auf die Strangoberfläche der stabförmigen Artikel trifft. Insbesondere sind die Luftaustrittsdüsen oder Luftaustrittsschlitze der Luftvorhangerzeugungsvorrichtung derart angeordnet und ausgerichtet, dass die einzelnen austretenden Blasluftströme sich in einer Projektion in der Strangmitte der stabförmigen Artikel vor der Luftvorhangerzeugungsvorrichtung (theoretisch) treffen. Hierbei befindet sich der (theoretische) Schnittpunkt der austretenden Blasluftströme aus der Luftvorhangerzeugungsvorrichtung in einem Abstand zwischen 15 mm bis 40 mm, vorzugsweise zwischen 20 mm bis 30 mm, von der Luftvorhangerzeugungsvorrichtung stromaufwärts.
- Insbesondere wird das Verfahren unter Verwendung einer voranstehend beschriebenen Einrichtung zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie, insbesondere Filterstäbe, geführt. Zur Vermeidung von Wiederholungen wird auf die obigen Ausführungen ausdrücklich verwiesen.
- Darüber hinaus wird die Aufgabe gelöst durch eine Verwendung einer Luftvorhangerzeugungsvorrichtung zur Erzeugung eines Luftvorhangs in einer Einrichtung zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie, insbesondere Filterstäbe, wie sie voranstehend beschrieben ist.
- Außerdem wird die Aufgabe gelöst durch eine Strangmaschine der Tabak verarbeitenden Industrie, insbesondere Filterstrangmaschine, mit einer erfindungsgemäßen Einrichtung zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie, insbesondere Filterstäbe, mit einer Längsfördereinrichtung zum Fördern der stabförmigen Artikel in längsaxialer Richtung und mit einer Queraxialfördereinrichtung, insbesondere Einstoßtrommel.
- Zur Vermeidung von Wiederholungen wird auf die obigen Ausführungen ebenfalls ausdrücklich verwiesen.
- Weitere Merkmale der Erfindung werden aus der Beschreibung erfindungsgemäßer Ausführungsformen zusammen mit den Ansprüchen und den beigefügten Zeichnungen ersichtlich. Erfindungsgemäße Ausführungsformen können einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllen.
- Die Erfindung wird nachstehend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen beschrieben, wobei bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten ausdrücklich auf die Zeichnungen verwiesen wird. Es zeigen:
- Fig. 1.
- schematisch eine perspektivische Ansicht einer erfindungsgemäßen Überführungseinrichtung im Ausschnitt;
- Fig. 2
- schematisch eine weitere Darstellung der Überführungseinrichtung und
- Fig. 3
- schematisch eine weitere perspektivische Ansicht der Überführungseinrichtung.
- In den Zeichnungen sind jeweils gleiche oder gleichartige Elemente und/oder Teile mit denselben Bezugsziffern versehen, so dass von einer erneuten Vorstellung jeweils abgesehen wird.
- Die Darstellung in den
Fig. 1 bis Fig. 3 zeigen jeweils verschiedene perspektivische Ansichten einer Überführungseinrichtung 10 zum Überführen von längsaxial geförderten stabförmigen Artikeln 20, die in einem Längsförderer 12 längsaxial und in einer Reihe hintereinander angeordnet gefördert werden. Ferner weist die Überführungseinrichtung 10 am Ende des Längsförderers 12 ausgangsseitig des Längsförderers 12 eine als Querförderer ausgebildete Einstoßtrommel 14 auf, so dass die vom Längsförderer 12 an die Einstoßtrommel 14 übergebenen stabförmigen Artikel 20 auf der Einstoßtrommel 14 in queraxialer Richtung gefördert werden. - Der Längsförderer 12 ist beispielsweise Bestandteil einer Strangmaschine der Tabak verarbeitenden Industrie, wie beispielsweise eine Zigarettenstrangmaschine oder Filterstrangmaschine. Die Einstoßtrommel 14 ist hierbei als Querförderer ausgebildet, der dazu dient, beispielsweise Filterstäbe an eine weitere Maschine, zum Beispiel Filteransetzmaschine, weiterzugeben.
- Aus Gründen der Übersichtlichkeit wurde von der Einzeichnung der Einstoßtrommel 14 in
Fig. 2 abgesehen. - Die Überführungseinrichtung 10 weist ausgangsseitig und im Übergabebereich zwischen dem Längsförderer 12 und der Einstoßtrommel 14 ein Beschleunigerrollenpaar mit den Beschleunigungsrollen 16.1, 16.2 auf, so dass bei Eintritt der stabförmigen Artikel 20 zwischen den beiden Beschleunigungsrollen 16.1, 16.2 die stabförmigen Artikel 20 in längsaxialer Richtung zur Einstoßtrommel 14 hin beschleunigt werden und dadurch vereinzelt werden.
- Stromabwärts des Beschleunigerrollenpaars mit den Beschleunigungsrollen 16.1, 16.2 ist vor der Übergabe der stabförmigen Artikel 20 an die Einstoßtrommel 14 eine Luftvorhangerzeugungsvorrichtung 30 angeordnet, durch die die stabförmigen Artikel 20 in längsaxialer Richtung hindurchgefördert werden.
- Bei der Förderung und bei der Überführung des durch das Beschleunigerrollenpaar beschleunigten stabförmigen Artikels 20 wird der stabförmige Artikel 20 entlang eines ausgangsseitigen Führungskörpers 18 entlanggefördert, der gegenüber der maulförmigen Öffnung 32 der Luftvorhangerzeugungsvorrichtung 30 angeordnet ist, so dass der stabförmige Artikel 20 zwischen dem Führungskörper 18 und der Luftvorhangerzeugungsvorrichtung 30 hindurchgefördert wird.
- Die Luftvorhangerzeugungsvorrichtung 30 weist eine maulförmige Öffnung 32 auf, wobei an der dem Beschleunigerscheibenpaar zugewandten Seite die Luftvorhangerzeugungsvorrichtung 30 mehrere Luftdüsen 34 aufweist, so dass die maulförmige Öffnung 32 von den Luftdüsen 34 begrenzt wird oder ist.
- Die Luftdüsen 34 sind mit einer Blasluftquelle 40, zum Beispiel einem Ventilator oder einer Druckquelle, verbunden, wie dieses schematisch in
Fig. 2 angedeutet ist. Mittels der Blasluftquelle 40 wird Blasluft zu den Luftdüsen 34 geführt, wobei nach Durchtritt der Blasluft ein kegelstumpfmantelförmiger bzw. ein trichterförmiger Luftstrom als Luftvorhang erzeugt wird (vgl.Fig. 2 ), wobei die Strömungsrichtung der Blasluftströme gegen die Strangoberfläche des gleichzeitig durch die maulförmige Öffnung 32 hindurchgeführten bzw. geförderten stabförmigen Artikels 20, vorzugsweise in einem spitzen Winkel, gerichtet ist. Hierbei werden von dem längsaxial geförderten Artikel 20 mitgeförderte Partikel, wie zum Beispiel Charcoal-Partikel oder Tabakpartikel, durch den erzeugten Luftstrom des Luftvorhangs bei der Überführung des stabförmigen Artikels an die Einstoßtrommel 14 abgebremst und davon abgehalten, auf die Einstoßtrommel 14 mitgerissen zu werden. Durch die Abbremsung der Partikel mittels des erzeugten Blasluftstroms werden die Partikel abgebremst und mittels einer (hier nicht dargestellten) Absaugeinrichtung, zum Beispiel in der Nähe der Beschleunigerrollen 16.1, 16.2, abgesaugt. - Die maulförmige Öffnung 32 der Luftvorhangerzeugungsvorrichtung 30 ist als Langöffnung oder einseitig offenes Langloch ausgebildet, so dass ein entsprechender Freiraum bei der Überführung der stabförmigen Artikel 20 an die Einstoßtrommel 14 entsteht.
- An der Austrittsseite der stabförmigen Artikel 20 aus dem Längsförderer 12 ist eine Halterung 36 für die Luftvorhangerzeugungsvorrichtung 30 angeordnet. Die Halterung 36 (vgl.
Fig. 3 ) ist aus Gründen der Übersichtlichkeit in denFig. 1 und2 nicht eingezeichnet. - Die Luftvorhangerzeugungsvorrichtung 30 weist an ihrem freien Ende ein Langloch 38 auf, in das ein Führungsstift der Halterung 36 einbringbar und aufgenommen ist. Hierdurch wird eine Führung der zwischen dem Längsförderer 12 und der Einstoßtrommel 14 beweglich angeordneten Luftvorhangerzeugungsvorrichtung 30 quer zu den längsaxial geförderten stabförmigen Artikeln 20 erreicht.
- Vorzugsweise ist die Luftvorhangerzeugungsvorrichtung 30 in einer weiteren Ausgestaltung verschwenkbar ausgebildet.
- Wie aus
Fig. 3 weiter hervorgeht, erweitert sich die zur Einstoßtrommel 14 zugewandte Seite der maulförmigen Öffnung 32 trichterförmig, so dass die der Einstoßtrommel 14 zugewandte Seite der maulförmigen Öffnung 32 größer ist als die dem Längsförderer 12 zugewandte Seite der Öffnung 32. - Alle genannten Merkmale, auch die den Zeichnungen allein zu entnehmenden sowie auch einzelne Merkmale, die in Kombination mit anderen Merkmalen offenbart sind, werden allein und in Kombination als erfindungswesentlich angesehen. Erfindungsgemäße Ausführungsformen können durch einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllt sein. Im Rahmen der Erfindung sind Merkmale, die mit "insbesondere" oder "vorzugsweise" gekennzeichnet sind, als fakultative Merkmale zu verstehen.
-
- 10
- Überführungseinrichtung
- 12
- Längsförderer
- 14
- Einstoßtrommel
- 16.1, 16.2
- Beschleunigerrolle
- 20
- stabförmiger Artikel
- 30
- Luftvorhangerzeugungsvorrichtung
- 32
- Öffnung
- 34
- Luftdüse
- 36
- Halterung
- 38
- Langloch
- 40
- Blasluftquelle
Claims (14)
- Einrichtung (10) zum Überführen von stabförmigen Artikeln (20) der Tabak verarbeitenden Industrie, insbesondere Filterstäbe, mit einer Längsfördereinrichtung (12) zum Fördern der stabförmigen Artikel (20) in längsaxialer Richtung hintereinander in einer Reihe, mit einer Queraxialfördereinrichtung (14), insbesondere Einstoßtrommel, zum Fördern der stabförmigen Artikel (20) in queraxialer Richtung, wobei die stabförmigen Artikel (20) von der Längsfördereinrichtung (12) an die Queraxialfördereinrichtung (14) ausgangsseitig der Längsfördereinrichtung (12) in einem Übergabebereich übergebbar sind oder übergeben werden, dadurch gekennzeichnet, dass im Übergabebereich der stabförmigen Artikel (20) zwischen der Längsfördereinrichtung (12) und der Queraxialfördereinrichtung (14) eine mit Blasluft beaufschlagbare oder beaufschlagte Luftvorhangerzeugungsvorrichtung (30) vorgesehen ist, wobei die Strömungsrichtung des von der Luftvorhangerzeugungsvorrichtung (30) erzeugbaren oder erzeugten Luftvorhangs entgegen der längsaxialen Förderrichtung der stabförmigen Artikel (20) in oder an der Längsfördereinrichtung (12) gerichtet ist.
- Einrichtung (10) nach Anspruch 1, dadurch gekennzeichnet, dass im ausgangsseitigen Übergabebereich an der Längsfördereinrichtung (12), vorzugsweise an der Austrittsseite der stabförmigen Artikel (20), eine Vereinzelungseinrichtung vorgesehen ist, so dass stabförmige Artikel (20) vor der Übergabe von der Längsfördereinrichtung (12) an die Queraxialfördereinrichtung (14) vereinzelt werden oder vereinzelbar sind, wobei bezogen auf die längsaxiale Förderrichtung der stabförmigen Artikel (20) vor der Vereinzelungseinrichtung und/oder nach der Vereinzelungseinrichtung jeweils eine mit Blasluft beaufschlagbare oder beaufschlagte Luftvorhangerzeugungsvorrichtung (30) angeordnet ist, wobei jeweils die Strömungsrichtung des von der jeweiligen Luftvorhangerzeugungsvorrichtung (30) erzeugbaren oder erzeugten Luftvorhangs entgegen der längsaxialen Förderrichtung der stabförmigen Artikel (20) in oder an der Längsfördereinrichtung (12) gerichtet ist.
- Einrichtung (10) nach Anspruch 2, dadurch gekennzeichnet, dass die Vereinzelungseinrichtung eine oder mehrere, insbesondere zwei, Beschleunigungsrollen (16.1, 16.3) für die stabförmigen Artikel (20) aufweist.
- Einrichtung (10) nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Luftvorhangerzeugungsvorrichtung (30) eine Aufnahmeöffnung (32) für die längsaxial förderbaren oder geförderten stabförmigen Artikel (20) aufweist, wobei die längsaxial geförderten oder förderbaren stabförmigen Artikel (20) durch die Aufnahmeöffnung (32) hindurch förderbar sind oder gefördert werden.
- Einrichtung (10) nach Anspruch 4, dadurch gekennzeichnet, dass die Aufnahmeöffnung (32) der Luftvorhangerzeugungsvorrichtung (30) ringartig oder in sich geschlossen oder teilkreisförmig oder maulartig ausgebildet ist.
- Einrichtung (10) nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Luftvorhangerzeugungsvorrichtung (30) mehrere mit Blasluft beaufschlagte oder beaufschlagbare Luftaustrittsdüsen (34) und/oder einen oder mehrere mit Blasluft beaufschlagte oder beaufschlagbare Luftaustrittsschlitze aufweist.
- Einrichtung (10) nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Luftvorhangerzeugungsvorrichtung (30) bewegbar, insbesondere verschiebbar und/oder verschwenkbar, angeordnet ist.
- Einrichtung (10) nach Anspruch 7, dadurch gekennzeichnet, dass für die Bewegung der Luftvorhangerzeugungsvorrichtung (30) eine Führungsvorrichtung und/oder eine Führungskulisse vorgesehen ist und/oder dass für die Bewegung der Luftvorhangerzeugungsvorrichtung (30) ein, vorzugsweise motorischer, Antrieb vorgesehen ist.
- Einrichtung (10) nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass der von der Luftvorhangerzeugungsvorrichtung (30) erzeugte oder erzeugbare Luftvorhang kegelmantelartig oder teilkegelmantelartig oder kegelstumpfmantelartig oder teilweise kegelstumpfmantelartig ausgebildet oder ausbildbar ist.
- Einrichtung (10) nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass eine Absaugvorrichtung zum Absaugen von Partikeln und/oder Luft, vorzugsweise aus der Umgebung der Luftvorhangerzeugungsvorrichtung (30), vorgesehen ist.
- Verfahren zum Überführen von stabförmigen Artikeln (20) der Tabak verarbeitenden Industrie, insbesondere Filterstäbe, von einer Längsfördereinrichtung (12) zum Fördern der stabförmigen Artikel (20) in längsaxialer Richtung, wobei die stabförmigen Artikel (20) in einer Reihe hintereinander längsaxial gefördert werden, auf eine Queraxialfördereinrichtung (14), insbesondere Einstoßtrommel, zum Fördern der stabförmigen Artikel (20) in queraxialer Richtung, wobei die stabförmigen Artikel (20) von der Längsfördereinrichtung (12) an die Queraxialfördereinrichtung (14) ausgangsseitig der Längsfördereinrichtung (12) in einem Übergabebereich übergeben werden, dadurch gekennzeichnet, dass im Übergabebereich der stabförmigen Artikel (20) zwischen der Längsfördereinrichtung (12) und der Queraxialfördereinrichtung (14) die in einer Reihe hintereinander längsaxial geförderten stabförmigen Artikel (20) von einer Luftvorhangerzeugungsvorrichtung (30) mit Blasluft beaufschlagt werden, wobei die Strömungsrichtung des von der Luftvorhangerzeugungsvorrichtung (30) erzeugten Luftvorhangs entgegen der längsaxialen Förderrichtung der stabförmigen Artikel (20) in oder an der Längsfördereinrichtung (12) gerichtet ist.
- Verfahren nach Anspruch 11, dadurch gekennzeichnet, dass das Verfahren unter Verwendung einer Einrichtung zum Überführen von stabförmigen Artikeln (20) der Tabak verarbeitenden Industrie, insbesondere Filterstäbe, nach einem der Ansprüche 1 bis 10 ausgeführt wird.
- Verwendung einer Luftvorhangerzeugungsvorrichtung (30) zur Erzeugung eines Luftvorhangs in einer Einrichtung zum Überführen von stabförmigen Artikeln (20) der Tabak verarbeitenden Industrie, insbesondere Filterstäbe, nach einem der Ansprüche 1 bis 10.
- Strangmaschine der Tabak verarbeitenden Industrie, insbesondere Filterstrangmaschine, mit einer Einrichtung (10) zum Überführen von stabförmigen Artikeln (20) der Tabak verarbeitenden Industrie, insbesondere Filterstäbe, nach einem der Ansprüche 1 bis 10.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL18164193T PL3384787T3 (pl) | 2017-04-04 | 2018-03-27 | Urządzenie do przekazywania sztabkowych artykułów przemysłu przetwórstwa tytoniu |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017107246.2A DE102017107246A1 (de) | 2017-04-04 | 2017-04-04 | Einrichtung zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3384787A1 true EP3384787A1 (de) | 2018-10-10 |
| EP3384787B1 EP3384787B1 (de) | 2022-03-09 |
Family
ID=61827576
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18164193.7A Active EP3384787B1 (de) | 2017-04-04 | 2018-03-27 | Einrichtung zum überführen von stabförmigen artikeln der tabak verarbeitenden industrie |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3384787B1 (de) |
| JP (1) | JP2018174920A (de) |
| CN (1) | CN108851202B (de) |
| DE (1) | DE102017107246A1 (de) |
| PL (1) | PL3384787T3 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3735844A1 (de) | 2019-05-10 | 2020-11-11 | Hauni Maschinenbau GmbH | Einrichtung zum überführen von stabförmigen artikeln der tabak verarbeitenden industrie |
| EP3791731A1 (de) * | 2019-09-10 | 2021-03-17 | Hauni Maschinenbau GmbH | Fördertrommel der tabak verarbeitenden industrie |
| EP3904242A1 (de) | 2020-04-28 | 2021-11-03 | International Tobacco Machinery Poland SP. Z O.O. | Vorrichtung zum längsbewegen von stabförmigen artikeln |
| CN114158769A (zh) * | 2021-11-24 | 2022-03-11 | 滁州卷烟材料厂 | 一种卷烟滤棒成型机的加速轮调节装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019127552A1 (de) * | 2019-05-10 | 2020-11-12 | Hauni Maschinenbau Gmbh | Einrichtung zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1277729B (de) * | 1962-02-09 | 1968-09-12 | Amf Sasib Soc P Az Scipione In | Vorrichtung an Strangzigarettenmaschinen zum gegenseitigen axialen Distanzieren der aufeinanderfolgenden, von der Schneidvorrichtung der Maschine kommenden Zigaretten |
| CH501372A (de) * | 1968-07-24 | 1971-01-15 | Tabak & Ind Masch | Vorrichtung zum Ablegen von Zigaretten oder ähnlichen stabförmigen Gegenständen auf einen Querförderer |
| US3812950A (en) * | 1967-07-21 | 1974-05-28 | Hauni Werke Koerber & Co Kg | Method of transporting cigarettes or the like |
| EP1397968A1 (de) * | 2002-09-11 | 2004-03-17 | Hauni Maschinenbau AG | Verfahren und Vorrichtung zur Förderung von stabförmigen Filterelementen |
| DE102012200611A1 (de) * | 2012-01-17 | 2013-07-18 | Hauni Maschinenbau Ag | Prüfen von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1041224A (en) | 1962-03-21 | 1966-09-01 | Molins Organisation Ltd | Apparatus for handling rod-like smoking articles such as cigarettes |
| NL157786B (nl) | 1968-01-02 | 1978-09-15 | Hauni Werke Koerber & Co Kg | Transportinrichting voor het transport van staafvormige artikelen uit de tabaksverwerkende industrie. |
| DE2527329C2 (de) | 1975-06-19 | 1986-04-30 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Vorrichtung zur Strangüberwachung an einer stabförmige Artikel herstellenden Maschine der tabakverarbeitenden Industrie |
| US4311229A (en) | 1975-09-18 | 1982-01-19 | Molins Limited | Apparatus for handling rod-like articles |
| DE3414138A1 (de) | 1983-06-18 | 1984-12-20 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Vorrichtung zum optischen pruefen eines zigarettenstrangs |
| DE3444468C2 (de) | 1983-12-21 | 1994-04-21 | Hauni Werke Koerber & Co Kg | Vorrichtung zum Überführen von längsaxial bewegten stabförmigen Artikeln in eine queraxiale Förderrichtung |
| JP3368050B2 (ja) | 1994-06-29 | 2003-01-20 | 日本たばこ産業株式会社 | ロッド部材の搬送方向変換装置 |
| DE10245850A1 (de) * | 2002-09-30 | 2004-04-08 | Hauni Maschinenbau Ag | Fördern von Artikeln der tabakverarbeitenden Industrie |
| DE10317770A1 (de) | 2003-04-17 | 2004-11-04 | Hauni Maschinenbau Ag | Verfahren und Anordnung zum Reinigen einer Zigarettenherstellmaschine |
| CN102845831B (zh) * | 2011-06-28 | 2015-02-04 | 中烟机械技术中心有限责任公司 | 用于传递棒状制品的装置和方法 |
| DE102012102337A1 (de) | 2012-03-20 | 2013-10-10 | Hauni Maschinenbau Ag | Messanordnung, ausgebildet und eingerichtet zum Messen von in Strangeinheiten der Tabak verarbeitenden Industrie hergestellten Strängen und/oder Strangabschnitten sowie Strangeinheit mit einer solchen Messanordnung und Verfahren zum Messen |
-
2017
- 2017-04-04 DE DE102017107246.2A patent/DE102017107246A1/de active Pending
-
2018
- 2018-03-27 EP EP18164193.7A patent/EP3384787B1/de active Active
- 2018-03-27 PL PL18164193T patent/PL3384787T3/pl unknown
- 2018-04-02 JP JP2018070575A patent/JP2018174920A/ja active Pending
- 2018-04-04 CN CN201810299260.1A patent/CN108851202B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1277729B (de) * | 1962-02-09 | 1968-09-12 | Amf Sasib Soc P Az Scipione In | Vorrichtung an Strangzigarettenmaschinen zum gegenseitigen axialen Distanzieren der aufeinanderfolgenden, von der Schneidvorrichtung der Maschine kommenden Zigaretten |
| US3812950A (en) * | 1967-07-21 | 1974-05-28 | Hauni Werke Koerber & Co Kg | Method of transporting cigarettes or the like |
| CH501372A (de) * | 1968-07-24 | 1971-01-15 | Tabak & Ind Masch | Vorrichtung zum Ablegen von Zigaretten oder ähnlichen stabförmigen Gegenständen auf einen Querförderer |
| EP1397968A1 (de) * | 2002-09-11 | 2004-03-17 | Hauni Maschinenbau AG | Verfahren und Vorrichtung zur Förderung von stabförmigen Filterelementen |
| DE102012200611A1 (de) * | 2012-01-17 | 2013-07-18 | Hauni Maschinenbau Ag | Prüfen von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3735844A1 (de) | 2019-05-10 | 2020-11-11 | Hauni Maschinenbau GmbH | Einrichtung zum überführen von stabförmigen artikeln der tabak verarbeitenden industrie |
| EP3791731A1 (de) * | 2019-09-10 | 2021-03-17 | Hauni Maschinenbau GmbH | Fördertrommel der tabak verarbeitenden industrie |
| EP3904242A1 (de) | 2020-04-28 | 2021-11-03 | International Tobacco Machinery Poland SP. Z O.O. | Vorrichtung zum längsbewegen von stabförmigen artikeln |
| WO2021219716A1 (en) | 2020-04-28 | 2021-11-04 | International Tobacco Machinery Poland Sp. Z O.O. | Apparatus for lengthwise moving of rod-like articles |
| CN114158769A (zh) * | 2021-11-24 | 2022-03-11 | 滁州卷烟材料厂 | 一种卷烟滤棒成型机的加速轮调节装置 |
| CN114158769B (zh) * | 2021-11-24 | 2024-03-01 | 滁州卷烟材料有限责任公司 | 一种卷烟滤棒成型机的加速轮调节装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102017107246A1 (de) | 2018-10-04 |
| PL3384787T3 (pl) | 2022-07-04 |
| CN108851202B (zh) | 2022-03-22 |
| CN108851202A (zh) | 2018-11-23 |
| JP2018174920A (ja) | 2018-11-15 |
| EP3384787B1 (de) | 2022-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3384787A1 (de) | Einrichtung zum überführen von stabförmigen artikeln der tabak verarbeitenden industrie | |
| EP1582272B1 (de) | Verfahren und Vorrichtung zur Fremdkörperabscheidung | |
| EP1364588B1 (de) | Anordnung und Verfahren zum Aufbau von wenigstens zwei Tabaksträngen in einer Zigarettenstrangmaschine | |
| EP1625799B1 (de) | Anordnung zur Herstellung wenigstens eines Filterstrangs | |
| EP2005848B1 (de) | Empfangsvorrichtung und Förderverfahren | |
| EP1800551B1 (de) | Strangdurchschneidvorrichtung und Strangmaterialabfördervorrichtung der Tabak verarbeitenden Industrie, sowie Verfahren zum Betrieb einer Strangmaschine der Tabak verarbeitenden Industrie | |
| WO2011083070A2 (de) | Verfahren und vorrichtung zur fremdkörperabscheidung aus einem tabakstrom | |
| EP0699396B1 (de) | Vorrichtung zum Fördern von Filterstäben | |
| EP2517583A2 (de) | Verfahren und Vorrichtung zum Einlegen von Objekten in einen Materialstrang der Tabak verarbeitenden Industrie | |
| EP1825767B1 (de) | Strömungskörper einer Zigarettenstrangmaschine | |
| EP3266319B1 (de) | Verfahren und einrichtung zur separation von ausschussmaterial der zigarettenherstellung | |
| EP1495684B1 (de) | Ausschleusung von Filterstäben aus einer Förderleitung | |
| CH715069A1 (de) | Fördereinrichtung und Verfahren zum Fördern von Tampon-Applikatoren. | |
| EP0937415B1 (de) | Vorrichtung zum Entfernen von stabförmigen Artikeln der tabakverarbeitenden Industrie aus Aufnahmen eines umlaufenden Förderers | |
| EP3735844A1 (de) | Einrichtung zum überführen von stabförmigen artikeln der tabak verarbeitenden industrie | |
| DE102019127552A1 (de) | Einrichtung zum Überführen von stabförmigen Artikeln der Tabak verarbeitenden Industrie | |
| EP3923747A1 (de) | Auffangbehälter für verbindungsblättchen | |
| EP2399465A1 (de) | Entnahme von stabförmigen Artikeln der Tabak verarbeitenden Industrie aus einem Massenstrom | |
| DE102004048744B4 (de) | Abscheidung von Fremdkörpern aus einem Tabakstrom | |
| DE1407398C3 (de) | Tabakschneidvorrichtung | |
| DE3423570A1 (de) | Vorrichtung zum ueberfuehren von stabfoermigen artikeln der tabakverarbeitenden industrie aus einer laengsaxialen in eine queraxiale foerderrichtung | |
| EP4265129A1 (de) | Fördern von stabförmigen artikeln der tabak verarbeitenden industrie | |
| EP1625798A1 (de) | Einlauftrichter für einen Verteiler | |
| DE102007061195A1 (de) | Vorrichtung zum Transportieren von Behältnissen | |
| EP3228197A1 (de) | Empfangsvorrichtung und förderverfahren der tabak verarbeitenden industrie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190402 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24D 3/02 20060101ALI20211014BHEP Ipc: A24C 5/32 20060101AFI20211014BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20211029 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1473407 Country of ref document: AT Kind code of ref document: T Effective date: 20220315 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018008985 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220609 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220609 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220610 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502018008985 Country of ref document: DE Owner name: KOERBER TECHNOLOGIES GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU GMBH, 21033 HAMBURG, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220711 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: KOERBER TECHNOLOGIES GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: HAUNI MASCHINENBAU GMBH Effective date: 20221025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220709 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220331 Ref country code: DE Ref legal event code: R026 Ref document number: 502018008985 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| RAP4 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: KOERBER TECHNOLOGIES GMBH |
|
| 26 | Opposition filed |
Opponent name: G.D S.P.A. Effective date: 20221207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220327 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220327 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220331 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220609 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220609 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20230227 Year of fee payment: 6 Ref country code: DE Payment date: 20230323 Year of fee payment: 6 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230616 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230331 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180327 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240320 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220309 |