EP0383246A2 - Dosierverfahren und -vorrichung zur Abgabe vorgebbarer Mengen von Faserflocken - Google Patents
Dosierverfahren und -vorrichung zur Abgabe vorgebbarer Mengen von Faserflocken Download PDFInfo
- Publication number
- EP0383246A2 EP0383246A2 EP90102745A EP90102745A EP0383246A2 EP 0383246 A2 EP0383246 A2 EP 0383246A2 EP 90102745 A EP90102745 A EP 90102745A EP 90102745 A EP90102745 A EP 90102745A EP 0383246 A2 EP0383246 A2 EP 0383246A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- feed
- feed rollers
- roller
- dosing device
- feed roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G23/00—Feeding fibres to machines; Conveying fibres between machines
- D01G23/02—Hoppers; Delivery shoots
- D01G23/04—Hoppers; Delivery shoots with means for controlling the feed
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G13/00—Mixing, e.g. blending, fibres; Mixing non-fibrous materials with fibres
Definitions
- the present invention relates to a metering method and a metering device for delivering predeterminable quantities of fiber flakes per unit of time by means of two feed rollers which are arranged at the lower end of a flake shaft and can be rotated in opposite directions and form a conveying gap between them.
- a method or a device of this type is known, for example, from British patent specification 735 172 or the corresponding Swiss patent specification 313 355.
- a similar method or a similar device is also known from DE-OS 37 13 590, wherein an opening roller is additionally arranged below the feed rollers.
- German patent 196 821 German patent 31 51 063 and Japanese document 62-263327.
- Fibers of different origins, types, qualities, colors or other characteristics are mixed in order to create fiber mixtures which are then carded and fed to the further spinning processes.
- Mixing can be carried out, for example, in such a way that the different types of fibers are filled into respective filling shafts and are deposited on a conveyor belt running below the shafts by means of the feed rollers arranged at the lower end of the flake shafts.
- the desired proportions of the individual fiber components can be determined.
- the object of the present invention is to further develop a method or a device of the type mentioned at the outset such that a high dosing accuracy can be achieved with inexpensive production, without the fill level in the flake shaft having to be precisely predetermined.
- the invention provides that at least one of the feed rollers is biased in the direction of the other feed roller and can be moved away from the latter under the flake pressure such that the distance between the two Feed rollers or a value proportional to this is measured and that the speed of at least one of the feed rollers is controlled so that the product of the speed and the distance remains constant at least on average.
- the solution according to the invention takes advantage of the different density, pressure and degree of opening of the fibers to determine the distance between the feed rollers, i.e. to change the width of the feed gap, and then takes this change in the feed gap into account when regulating the speed of the feed rollers.
- the method according to the invention is designed in such a way that the width of the feed gap automatically adapts to the respective properties of the flakes in the filling shaft, the resulting widths of the feed gap then being taken into account in the subsequent speed regulation of the feed rollers.
- the dosing device independently determines the respective properties of the fiber flakes and corrects the speed control of the feed rollers so that the desired value of the desired instantaneous production (flake weight per unit of time) is maintained.
- the process can be carried out very sensitively, so that the metered amounts can be specified precisely and the resulting fiber mixtures can always be kept within the desired tolerance range.
- a preferred embodiment of the method according to the invention is characterized in that the speed control is carried out in such a way that the product is integrated over a predefinable time interval, so that the instantaneous production results therefrom is formed, where K represents a constant, that a comparison between the actual value m ⁇ of the momentary production and to ⁇ its target value is carried out, and that therefrom a new RPM value is calculated for the next time interval in the sense of an approach of the next value of the momentary production m ⁇ to its target value ⁇ should .
- the regulation of the dosing method is continuously corrected on the basis of the values historically measured in the last time interval.
- a certain overproduction or underproduction in the previous interval is thus corrected in the next interval, such short-term fluctuations having no appreciable effects on the end result of the mixing process, since they are compensated for by the subsequent mixing.
- the speed of the feed rollers is regulated to a respective constant value within each time interval.
- a metering device is preferably characterized in that the axis of rotation of the one feed roller is mounted so as to be displaceable in the direction of the axis of rotation of the other feed roller and is biased in the direction of the axis of rotation of the other feed roller, so that a displacement measuring device is provided, which determines the distance between the two feed rollers or this proportional value which arises during operation of the flake conveying and that a regulation It is provided which controls the speed of the feed rollers based on the determined distance in the sense of reaching a predetermined target value ⁇ target , the instantaneous production ⁇ .
- control device is designed so that the control is carried out in predeterminable time intervals t 1-t 2 that the instantaneous production is given by the integrand for each time interval is meant to be calculated, where K is a constant, and that the control ⁇ a comparison between the momentary production and to ⁇ its target value is carried out and the rotational speed thereof n for the next time interval in the sense of approximation to the set value M is determined and controlled at this value down .
- the guidance of the displaceable feed roller can be achieved inexpensively if the axis of rotation of the displaceable feed roller is carried by the axis of rotation of the opening roller (or another roller) by means of two arms mounted on the axis of rotation of the opening roller (or the other roller).
- the biasing of one feed roller in the direction of the other feed roller is preferably carried out by means of at least one spring, in particular by means of a spring, the force of which remains at least substantially constant within the intended displacement path.
- Two springs can expediently be provided, each of which engages one of the arms mentioned.
- the use of springs, in particular helical compression springs and the assembly of the sliding feed roller on the arms mentioned, on which then the springs can attack represent very inexpensive measures that still work reliably and contribute to an inexpensive solution to the task according to the invention. If the spring force changes significantly within the intended displacement, the spring characteristic could be taken into account in the control loop and the control could be corrected accordingly.
- a particularly preferred inexpensive solution consists in providing the spring in the form of a gas pressure spring, since such gas pressure springs are able to generate an at least substantially constant tensioning force over a relatively long stroke.
- springs for example one could also think of pretensioning devices which are acted upon hydraulically or pneumatically and contain pressure regulating valves, for example, so that the pretensioning force always remains constant.
- Preferred biasing devices are specified in subclaims 7, 18, 19 and 20.
- adjustable stop devices are preferably provided which cover the minimum distance between the feed rollers, i.e. determine the minimum width of the conveyor gap.
- the anchor devices preferably work together with the arms mentioned and limit their range of rotation.
- the filling level of the flakes present in the shaft is predetermined.
- the device determining the filling height is provided at the upper end of the shaft and feeds flakes into the shaft from a buffer space arranged above the device.
- the device determining the filling height is preferably itself a metering device consisting of two feed rollers and an opening roller, which is regulated in accordance with the previously described metering device or the previously described metering method.
- each metering device 12 consists of a filling shaft 14 with a shop window 16 and two to three feed rollers 18, 20 arranged at the lower end of the shaft and an opening roller 22.
- the flakes present in the shaft, the upper limit of which is 24, are gripped by the feed rollers 18 and 20 rotating in the respective directions 26, 28 and fed to the opening roller 22 through the conveying gap formed between these two rollers.
- the latter rotates faster than the feed rollers and removes flakes from the supplied flake cotton wool and feeds them through a channel 30 in the form of open, loose flakes 32 onto the upper run 34 of the conveyor belt.
- the loose flake bundles 32.1 and 32.2 from the two further metering devices are placed in layers on the first layer formed by the flake bundle 32 and guided with the upper run of the conveyor belt 34 in the direction of arrow 36 to the right end of the mixing device in FIG.
- another rotating conveyor belt 38 which rotates in the direction of arrow 40 and whose lower run 42 to the upper run 34 of the conveyor belt 10 in Direction of conveyance 36 is inclined.
- the three layers 32, 32.1 and 32.2 are thus compressed and then captured in the feed nip of two feed rollers 44, 46.
- the feed rollers 44, 46 feed the layer structure formed in this way to an opening roller 48 which rotates in the direction of the arrow 50 and loosens the flakes from the layer structure and transfers them to the subsequent processing via a shaft 52. Any dirt or waste released by the opening by means of the opening roller 48 is collected in the outlet chamber 54 and, if necessary, removed from here by means of an air stream.
- FIG. 1 is not limited to three metering devices 12, but any number of layers can be arranged above the conveyor belt 10.
- the two side walls 56, 58 of the flake shaft extend close to the surfaces of the feed roller 18 and 20 and diverge slightly from one another so that no flake jams occur.
- the flakes 60 in the shaft 12 which have a high degree of opening, are gripped by the feed rollers 18 or 20 rotating in opposite directions in the direction of the arrow 26, 28 and compressed to form a flock cotton wool 62.
- the opening roller 22 then loosens the flakes out of this flake cotton wool and forms a flake flow 32 which continues in the direction of the arrow 64 in the direction of the conveyor belt.
- All flakes caught by the feed rollers rotating at the speed n are transported through a conveying gap, whose width x represents the smallest distance between the two feed rollers and whose length corresponds to the length of the feed rollers or the width of the side walls of the shaft.
- the axis of rotation of the feed roller 18 is identified by 66, the axis of rotation of the feed roller 20 by 68 and the axis of rotation of the opening roller 22 by 70.
- the axis of rotation 66 of the feed roller 18, like the axis of rotation 70 of the opening roller 22, is fixedly arranged in the flake shaft.
- the axis of rotation 68 of the feed roller 20 is, however, carried by two arms 72, only one of which can be seen in FIG. 2.
- the second arm 72 is located on the other end of the feed roller 20 and is designed in exactly the same way as the arm 72 shown.
- This arm 72 is mounted on the axis of rotation of the opening roller 22 and can therefore carry out rotary movements about this axis of rotation 70 in the direction of the double arrow 74. As can be seen, such movements lead to a change in the distance x.
- a prestressing device 76 is provided on the right-hand side of FIG. 2, in the form of a prestressing spring 78, which rests at one end against a stop 80 fixedly arranged on the filling shaft and at its other end against a stop 82 connected to the arm 72 .
- a rod 84 extends between the stop 76 and the stop 82 and is arranged displaceably within the stop 82.
- a second pretensioning device 76 is provided on the other end of the feed roller 20 and also presses on the associated arm 72 there.
- the two springs 78 therefore try to make the distance x smaller.
- the minimum distance x is predetermined by a stop device 86, which cooperates with the arm 72 shown.
- Another stop device 86 is located on the other end of the feed roller 20 and works in a corresponding manner with the arm 72 there.
- the distance x is set in operation depending on the pressure prevailing in the conveyor shaft, the density and the degree of opening of the flakes and the force of the spring 78, the size of the distance x being able to be determined by the displacement movement of the rod 84 within the stop 82.
- the rod 84 and the stop 82 are designed as a path measuring device.
- ⁇ material density
- n speed of the feed rollers
- u peripheral speed of the feed rollers
- d diameter of the feed rollers
- l length of the feed rollers
- x variable opening width of the conveyor gap
- s transport length.
- the mass flow equal to the current production ⁇ is v. ⁇ .
- ⁇ is the material density in the conveyor gap and this is at least essentially constant due to the prestressing with an essentially constant force.
- the opening cross-section is detected and integrated at a constant speed n 1 over the measurement over the fixed time interval t 2-t 1, resulting in the instantaneous production ⁇ 1.
- This value is compared to now m 'with the target production and control of the speed made so that a new speed gives n2 that remains constant for the next time interval.
- FIG. 4 shows a metering device which corresponds approximately to the metering device 12 at the left end of FIG. 1.
- a further roller 88 is provided, which feeds the flakes in the shaft to the feed rollers 18 and 20.
- the roller 18 is designed to be displaceable, while the roller 20 remains stationary.
- the axis of rotation 66 of the displaceable feed roller 18.1 is here also supported by two arms 72.1, which in this example are not supported by the axis of rotation of the opening roller 22 but by the axis of rotation 90 of the additional roller 88.
- the pretensioning device 76.1 is now arranged on the left side of the flake shaft and, as in the embodiment according to FIG. 2, engages on the arm 72.1 at.
- neither the spring nor the displacement measuring device is shown here, but it goes without saying that these units are present in exactly the same way as in the embodiment according to FIG. 2. It is also understood that a further pretensioning device 76.1 is located on the other end of the roller 18 is provided.
- the feed rollers 18.1 and 20.1 and the further roller 88 are driven by a common motor 92.
- the drive consists of a chain 94 which is driven by a sprocket 96 on the output shaft of the motor 92.
- the chain 94 rotates with a tensioning device 104 on a sprocket 98 provided on the one end face of the roller 88 and on another sprocket 100 provided on the one end face of the roller 20.1 and on a sprocket 102 provided for tensioning the chain.
- the direction of rotation of the chain is indicated by arrow 106, from which the desired direction of rotation 28 of the feed roller 20.1 and the direction of rotation 108 of the further roller 88 result.
- the feed roller 18.1 is driven by a further rotating chain 110 which is driven by the chain wheel 98 designed as a double chain wheel.
- the sprockets 100 and 98 and the sprocket 112 on one end of the feed roller 18.1 have the same diameter, so that the speeds of rotation of these rollers are all the same.
- the opening roller 22.1 is driven by a separate motor 114 and a rotating chain 116.
- FIG. 4 also shows how the opening roller rotates within sheet metal guides 118 and 120, the sheet metal guide 120 being adjustable in the direction of the double arrow 122.
- the sheet 120 forms, together with another sheet 124, a guide channel 126 for the flake fleece 32.
- the special shape of this guide channel 126 slows down the flakes after they emerge from the area of the opening roller and guides them gently to the conveyor belt 34 without a pronounced air flow which could possibly interfere with the formation of sandwiches on the conveyor belt.
- the reference numeral 128 represents the feed channel by means of which the flakes are pneumatically transported into the shaft 14.
- 130 represents the computer, which controls the speed of the feed rollers via line 132 and receives the signal of the path measuring device installed in the pretensioning device 76.1 via line 134.
- FIG. 5 shows a further embodiment, the arrangement of the feed rollers 18, 20 and the opening roller 22 being designed in accordance with the arrangement according to FIG. 2, for which reason these parts are not described in detail.
- the motor 92.1 drives the feed roller 18 via the rotating chain 136.
- This chain is tensioned by the tensioning device 104.1 and the tensioning wheel 102.1.
- the second motor 114.1 drives an intermediate wheel 142 via the chain 140 which, via a further sprocket 144 coupled to it, a rotating chain 146, a further double sprocket 148 and a further rotating chain 150 which drives the opening roller 22 via the sprocket which is non-rotatably coupled to it .
- flakes are fed from a buffer space 154 to the further metering device 152, specifically from four feed rollers 156, 158, 160 and 162.
- These feed rollers 156, 158, 160, 162 are driven by their own motor 164, specifically via a rotating one Chain 166.
- the respective directions of rotation of the feed rollers 156, 158, 160, 162 can be seen from the arrows shown in each case. In order to secure these directions of rotation, it is necessary to drive the feed roller 160 through the feed roller 162 via a separate chain 168. From this it can be seen that the revolving chain 166 on the feed roller 166 is only guided via a freely rotatable sprocket.
- the metering device 152 is almost identical in construction to the metering device at the lower end of the filling shaft 14.2.
- the two feed rollers 170, 172 are driven by the motor 174, specifically via a revolving chain 176 which is essentially guided like the chain 136 at the lower end of the conveyor shaft, which is why the exact arrangement is not described in detail.
- the second feed roller 172 is driven by a separate rotating chain 78.
- the opening roller 180 is driven by the sprocket 142 via a further rotating chain 182, from which it can be seen that the sprocket 142 is designed as a double sprocket.
- the metering device 152 is switched on and off via light barriers 184, 186 which determine the upper and lower limits of the filling height. Since the shaft 14.2 is relatively wide, measured in the direction perpendicular to the plane of the drawing, two light barriers are provided on both sides in order to take into account the inclined positions of the upper limit of the flake filling. The metering device 152 can be switched on when both lower light barriers are free, and can be switched off when both upper light barriers 186 are interrupted.
- the lowest light barrier can represent an idle protection, the top one an overflow protection.
- FIG. 6 shows a schematic illustration of a pretensioning device 76.2 for the one feed roller 20, this pretensioning device being very similar to the pretensioning device 76 of FIG. 2.
- the ingenious geometry of the arrangement and the utilization of the feed roller 20 as a balance weight and by the provision of an additional balance weight 200 ensure that in all positions of the feed roller 20 within the intended swiveling range ⁇ there is at least essentially one constant clamping force is exerted on the flake mass 62 between the two feed rollers 18, 20.
- the spring 84 closes more is compressed than in the position shown, ie the clamping force exerted by the spring represents a maximum.
- the feed roller 20 causes a greater compression force on the spring 84 at the maximum angle ⁇ , since the feed roller 20 then has a larger lever arm for the weight force directed vertically downwards.
- the additional counterweight 200 which exerts a counterclockwise torque on the arm 72 via the arm 202, in turn generates an additional force in the direction of the spring force 84 on the fiber flakes, which are located between the two feed rollers 18 and 20.
- This additional force has a relatively small value in the angular position 206.
- the tension force exerted on the flakes located between the two feed rollers 18 and 20 is a value in position 206, which corresponds approximately to the difference between the maximum spring force and the maximum value of the weight force of the feed roller 20 directed against this spring force.
- the additional weight 200 exerts a maximum torque on the arm 72, which supports the force exerted by the spring 84.
- the force exerted on the flakes between the two feed rollers 18 and 20 essentially consists of the difference between the now reduced spring force 84 and the now reduced weight of the feed roller 20 plus the now increased weight of the additional weight 200, and one can use sophisticated Reaching the selection of the geometry as well as the individual weights and the spring force or the spring constant, that the forces exerted on the flakes between the two feed rollers 18 and 20 remain at least substantially constant over the entire angular range ⁇ .
- the equation for the system can easily be created if the torques exerted on the arm 72 about the axis of rotation 70 are calculated as a function of the angle ⁇ and then set to zero for each angle ⁇ . From these equations, optimal values for the individual weights as well as the spring force and for the spring constant can then be determined. It is also conceivable that at least a good approximation to a constant clamping force can be achieved even without the additional weight 200.
- the arm 72 must of course not be pivoted about the axis of rotation 70 of the opening roller 22. Instead, the articulation axis for the arm 72 can be chosen so that the clamping force remains constant as desired.
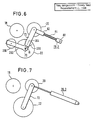
- FIG. 7 shows an alternative embodiment of the pretensioning device 76.3, which here has the form of a gas pressure spring.
- a gas pressure spring has the property of exerting a constant tensioning force over a relatively long stroke.
- Fig. 8 shows a hydraulic solution to the task of generating a constant clamping force.
- the feed rollers 18 and 20 are also shown schematically here.
- the preloading device 76.4 is here replaced by two piston-in-cylinder Arrangements 210 and 212 are formed which engage on opposite ends of the axis of the feed roller 20, for example the piston rods 214, 216 of the two piston-in-cylinder arrangements are articulated on the axis of rotation of the feed roller 20 and the cylinders 218, 220 of the two pistons are articulated in cylinder arrangements on the frame of the associated flake shaft.
- there is a pressure in the two cylinders which is predetermined by the accumulator 222.
- the accumulator 222 consists of a cylinder which is divided into two spaces 226 and 228 by means of a flexible membrane 224.
- the space 226 is filled with a gas, for example air, while the space 228 receives a hydraulic liquid which is connected via lines 230, 232 and 234 to the pressure spaces of the two cylinders 218, 220.
- a gas for example air
- the space 228 receives a hydraulic liquid which is connected via lines 230, 232 and 234 to the pressure spaces of the two cylinders 218, 220.
- an initial pressure is built up in the hydraulic system, specifically via a line 236, as will be explained in more detail below.
- a backflow via line 236 is not possible, however, as will also be explained in more detail later. Due to the set pressure, the piston-in-cylinder arrangements 210, 212 exert a predetermined force on the feed roller 20.
- liquid is displaced, for example, from the cylinders 218, 220 into the space 228 of the accumulator 222, which leads to an increase in the volume of this space and a compression of the gas volume 226.
- the pressure set in the system remains at least substantially constant, so that a constant tension force is exerted on the feed roller 20, which tension force is likewise at least substantially independent of the actual position of the feed roller .
- a hand pump 238 which sucks hydraulic fluid from a container 240 and is pressed into the pressure chambers 218, 220 and 228 via a check valve 242 and a distributor valve 226.
- the pressure established in these pressure rooms can be read off via the manometer 248.
- a relief valve 250 ensures that the pressure generated by the pump 238 does not exceed a maximum value, for example if the check valve 242 fails.
- Another relief valve 252 prevents excessive pressure from building up in the hydraulic pressure system. Should the valve 250 or the valve 252 bring about a pressure relief due to an overpressure, the relieved liquid flows back via line 254 into the container 240.
- the distributor valve 246 is constructed here in such a way that the pressures can be built up at eight different flake shafts A to H with associated metering devices. Two piston-in-cylinder arrangements 210 and 212 as well as an accumulator 222 and the associated lines are provided for each shaft. The individual pretensioning devices can be successively selected via the distribution valve 246. After the pressure setting in shaft H in the present example, the distributor valve is turned into a closed position in which the connection between the pump 238 and the individual pressure systems is interrupted. It is obvious that in this example a separate relief valve 252 must also be provided for each printing system.
- Relief valve 252 is configured to maintain a constant pressure. Either a separate system can be provided for each well, or all wells can be connected to a pump at the same time, in which case only a single relief valve 252, which now functions as a pressure regulator valve, is required for all wells. In the latter case, all shafts A to H are connected to the pump 238 via a multi-way distributor.
Abstract
Description
- Die vorliegende Erfindung betrifft ein Dosierverfahren sowie eine Dosiervorrichtung zur Abgabe vorgebbarer Mengen von Faserflocken pro Zeiteinheit mittels zweier am unteren Ende eines Flockenschachtes angeordneter, in entgegengesetzten Richtungen drehbarer, zwischen sich einen Förderspalt bildender Speisewalzen.
- Ein Verfahren bzw. eine Vorrichtung dieser Art ist beispielsweise aus der britischen Patentschrift 735 172 bzw. der entsprechenden schweizerischen Patentschrift 313 355 bekannt. Ein ähnliches Verfahren bzw. eine ähnliche Vorrichtung ist auch aus der DE-OS 37 13 590 bekannt, wobei zusätzlich eine Öffnerwalze unterhalb der Speisewalzen angeordnet ist.
- Weitere Beispiele sind ferner der deutschen Patentschrift 196 821 der deutschen Patentschrift 31 51 063 und der japanischen Schrift 62-263327 zu entnehmen.
- Bei der Herstellung von Garn werden üblicherweise Mischungen aus verschiedenen faserartigen Bestandteilen, d.h. Fasern verschiedener Provenienzen, Sorten, Qualitäten, Farben oder anderer Merkmale vermischt, um Fasermischungen zu erzeugen, die anschließend kardiert und den weiteren Spinnereiprozessen zugeführt werden.
- Das Mischen kann beispielsweise derart erfolgen, daß die verschiedenen Fasersorten in jeweilige Füllschächte eingefüllt und mittels der am unteren Ende der Flockenschächte angeordneten Speisewalzen auf einem unterhalb der Schächte umlaufenden Förderband abgelegt werden. Hierdurch entsteht ein kontinuierliches Schichtgebilde auf dem Förderorgan, welches dann einer Öffnerwalze zugeführt wird, wobei diese Öffnerwalze einzelne Flocken aus dem Schichtgebilde herauslöst und für eine gute Durchmischung der verschiedenen Fasern der verschiedenen Schichten sorgt. Durch Steuerung der Drehgeschwindigkeit der einzelnen Speisewalzen gelingt es, die jeweils erwünschten Proportionen der einzelnen Faserbestandteile zu bestimmen.
- Man bemüht sich, die Füllhöhe der Faserflocken in den einzelnen Schächten so zu steuern, daß diese Füllhöhe annähernd konstant bleibt, damit bei konstanter Füllhöhe und vorgegebener Drehzahl der Speisewalzen die jeweils erwünschten Fasermengen auf das umlaufende Förderband dosiert werden.
- Mit diesem bekannten Dosierverfahren bzw. dieser bekannten Dosiervorrichtung gelingt es nur in beschränktem Maße, die jeweils vorgegebenen Dosiermengen zu erreichen. Die bisher bekannten Vorrichtungen berücksichtigen nur relativ ungenau Schwankungen in der Dichte, der Füllhöhe und des Öffnungsgrades der Faserflocken.
- Aufgrund dieser Ungenauigkeit sind auch Wiegespeisen vorgeschlagen worden, wobei die einzelnen Bestandteile vor der Mischung gewogen werden. Diese Vorrichtungen sind jedoch relative aufwendig. Die Aufgabe der vorliegenden Erfindung liegt darin, ein Verfahren bzw. eine Vorrichtung der eingangs genannten Art so weiterzuentwickeln, daß bei preisgünstiger Herstellung eine hohe Dosiergenauigkeit erreicht werden kann, und zwar ohne daß die Füllhöhe im Flockenschacht genau vorbestimmt werden muß.
- Zur Lösung dieser Aufgabe sieht die Erfindung verfahrensmäßig vor, daß wenigstens eine der Speisewalzen in Richtung der anderen Speisewalze vorgespannt und von dieser unter dem Flockendruck wegbewegbar ist, daß der Abstand zwischen den beiden Speisewalzen oder ein diesem proportionaler Wert gemessen wird und daß die Drehzahl wenigsten einer der Speisewalzen so geregelt wird, daß das Produkt der Drehzahl und des Abstandes zumindest im Mittel konstant bleibt.
- Anstatt den Förderspalt konstant zu halten und die Dosierung allein durch das Vorgeben der Drehzahl der Speisewalzen zu erreichen, nutzt die erfindungsgemäße Lösung die unterschiedliche Dichte, Druck und Öffnungsgrad der Fasern aus, um den Abstand zwischen den Speisewalzen, d.h. die Breite des Förderspaltes zu ändern, und berücksichtigt dann diese Änderung des Förderspaltes bei der Regelung der Drehzahl der Speisewalzen. Mit anderen Worten ist das erfindungsgemäße Verfahren so ausgelegt, daß die Breite des Förderspaltes sich automatisch der jeweiligen Eigenschaften der Flocken im Füllschacht anpaßt, wobei die sich ergebenden Breiten des Förderspaltes dann bei der anschließenden Drehzahlregulierung der Speisewalzen berücksichtigt werden. Auf diese Weise ermittelt die Dosiervorrichtung selbstständig die jeweiligen Eigenschaften der Faserflocken und korrigiert die Drehzahlregelung der Speisewalzen, damit der Sollwert der gewünschten Momentanproduktion (Flockengewicht pro Zeiteinheit) eingehalten wird.
- Das Verfahren läßt sich sehr feinfühlig durchführen, so daß die Dosiermengen sich genauestens vorgeben lassen und die sich ergebenden Fasermischungen stets im erwünschten Toleranzbereich gehalten werden können.
- Eine bevorzugte Ausführung des erfindungsgemäßen Verfahrens zeichnet sich dadurch aus, daß die Drehzahlregelung so vorgenommen wird, daß das Produkt über ein vorgebbares Zeitinterval integriert wird, daß hieraus die Momentanproduktion

- Mit diesem Verfahren wird die Regelung des Dosierverfahrens aufgrund der historisch im letzten Zeitintervall gemessenen Werte laufend korrigiert. Somit wird eine gewisse Überproduktion bzw. Unterproduktion im vorherigen Intervall im nächsten Intervall korrigiert, wobei solche kurzzeitigen Schwankungen auf das Endergebnis des Mischverfahrens keine nennenswerten Auswirkungen haben, da sie durch das nachfolgende Durchmischen ausgeglichen werden.
- Um die Regelung einfach zu gestalten, wird die Drehzahl der Speisewalzen innerhalb jedes Zeitintervalls auf einen jeweiligen konstanten Wert hin geregelt.
- Zur Durchführung des Verfahrens zeichnet sich eine erfindungsgemäße Dosiervorrichtung vorzugsweise dadurch aus, daß die Drehachse der einen Speisewalze in Richtung der Drehachse der anderen Speisewalze zu und von dieser weg verschiebbar gelagert und in Richtung der Drehachse der anderen Speisewalze vorgespannt ist, daß eine Wegmeßeinrichtung vorgesehen ist, welche den sich im Betrieb der Flockenförderung ergebenden Abstand zwischen den beiden Speisewalzen bzw. diesem propotionalen Wert ermittelt und daß eine Regelung vorgesehen ist, welche die Drehzahl der Speisewalzen aufgrund des ermittelten Abstandes im Sinne des Erreichens eines vorgegebenen Sollwertes ṁsoll der Momentanproduktion ṁ regelt.
- Insbesondere ist die Regeleinrichtung so ausgelegt, daß die Regelung in vorgebbaren Zeitintervallen t₁-t₂ vorgenommen ist, daß für jeden Zeitintervall die Momentanproduktion gegeben durch den Integrand

- Die Führung der verschiebbaren Speisewalze läßt sich preisgünstig erreichen, wenn die Drehachse der verschiebbaren Speisewalze von der Drehachse der Öffnerwalze (oder einer anderen Walze) mittels zweier an der Drehachse der Öffnerwalze (bzw. der anderen Walze) gelagerter Arme getragen ist.
- Die Vorspannung der einen Speisewalze in Richtung der anderen Speisewalze erfolgt vorzugsweise mittels wenigstens einer Feder, insbesondere mittels einer Feder, deren Kraft innerhalb des vorgesehenen Verschiebeweges zumindest im wesentlichen konstant bleibt. Es können zweckmäßigerweise zwei Federn vorgesehen sein, die jeweils an einem der genannten Arme angreifen. Die Verwendung von Federn, insbesondere Schraubendruckfedern und die Montage der verschiebbaren Speisewalze an den genannten Armen, an denen dann auch die Federn angreifen können, stellen sehr preisgünstige Maßnahmen dar, die dennoch zuverlässig arbeiten und zu einer preisgünstigen Lösung der erfindungsgemäßen Aufgabe beitragen. Sollte die Federkraft sich wesentlich innerhalb des vorgesehenen Verschiebeweges andern, so könnte die Federeigenschaft im Regelkreis berücksichtigt und die Regelung entsprechend korrigiert werden.
- Eine besonders bevorzugte preisgünstige Lösung besteht darin, die Feder in der Form einer Gasdruckfeder vorzusehen, da solche Gasdruckfedern in der Lage sind, über einen verhältnismäßig langen Hub eine zumindest im wesentlichen konstante Spannkraft zu erzeugen.
- Es ist aber nicht unbedingt erforderlich, Federn zu benutzen, man könnte beispielsweise auch an Vorspanneinrichtungen denken, die hydraulisch oder pneumatisch beaufschlagt sind und beispielsweise druckregelnde Ventile enthalten, damit die Vorspannkraft stets konstant bleibt.
- Bevorzugte Vorspanneinrichtungen sind in den Unteransprüchen 7, 18, 19 und 20 angegeben.
- Bei einer bevorzugten Ausführungsform sind vorzugsweise einstellbare Anschlageinrichtungen vorgesehen, welche den minimalen Abstand zwischen den Speisewalzen, d.h. die minimale Breite des Förderspaltes bestimmen. Die Anschlageinrichtungen arbeiten vorzugsweise mit den genannten Armen zusammen und begrenzen deren Drehbereich.
- Mit der erfindungsgemäßen Dosiervorrichtung ist es nicht unbedingt erforderlich, daß die Füllhöhe der im Schacht vorhandenen Flocken vorbestimmt ist.
- Ein noch besseres Ergebnis läßt sich jedoch erreichen, wenn eine Einrichtung vorgesehen ist, um die Füllhöhe der im Schacht vorhandenen Flocken innerhalb vorbestimmter oberen und unteren Grenzen zu halten. Auf diese Weise kann in allen Fällen verhindert werden, daß bei leer werdendem Schacht der Förderspalt nur ungenügend mit Faserflocken gefüllt ist und eine Ungenauigkeit bei der Flockendosierung auftritt.
- Das Überschreiten der oberen Grenze und das Unterschreiten der unteren Grenze kann mittels Lichtschranken erfaßt werden, wobei die Anwendung einer Lichtschranke zur Regelung der Ausgabegeschwindigkeit der den Schacht füllenden Öffnungsmaschine bereits aus der CH-PS 313 355 bekannt ist.
- Nach einer besonders bevorzugten Ausführungsform ist die die Füllhöhe bestimmende Einrichtung am oberen Ende des Schachtes vorgesehen und speist Flocken aus einem oberhalb der Einrichtung angeordneten Pufferraum in den Schacht hinein.
- Die die Füllhöhe bestimmende Einrichtung ist vorzugsweise selbst eine aus zwei Speisewalzen und einer Öffnerwalze bestehende Dosiervorrichtung, die entsprechend der bisher beschriebenen Dosiervorrichtung bzw. dem bisher beschriebenen Dosierverfahren geregelt ist.
- Die Erfindung wird nachfolgend anhand der Zeichnung näher erläutert, in welcher zeigt:
- Fig. 1 eine schematische Seitenansicht einer Mischanlage, welche mit drei erfindungsgemäßen Dosiervorrichtungen ausgestattet ist,
- Fig. 2 eine perspektivische Darstellung der zwei Speisewalzen und der Öffnerwalze einer erfindungsgemäßen Dosiervorrichtung,
- Fig. 3 eine graphische Darstellung zur Erläuterung des Regelverfahrens,
- Fig. 4 eine Seitenansicht einer ersten detaillierten Ausführungsform einer erfindungsgemäßen Dosiervorrich tung;
- Fig. 5 eine Seitenansicht einer weiteren erfindungsgemäßen Dosiervorrichtung, und die
- Fig. 6, 7 und 8 schematische Darstellungen von verschiedenen Ausführungsvarianten der Vorspanneinrichtung.
- Bei allen Ausführungsformen sind gleiche Teile mit gleichen Bezugszeichen gekennzeichnet, jedoch mit einem Dezimalpunkt, wenn Abweichungen gegenüber den bereits beschriebenen Teilen vorkommen.
- Die Mischeinrichtung der Fig. 1 besteht aus einem umlaufenden Förderband 10 und drei gleichartig ausgebildeten Dosiervorrichtungen 12, die in einer Reihe oberhalb des Förderbandes 10 angeordnet sind. Jede Dosiervorrichtung 12 besteht, wie nachfolgend näher erläutert wird, aus einem Füllschacht 14 mit Schaufenster 16 und aus zwei bis drei am unteren Ende des Schachtes angeordneten Speisewalzen 18, 20 sowie einer Öffnerwalze 22. Die im Schacht vorhandenen Flocken, deren Obergrenze bei 24 liegt, werden von den in den jeweiligen Richtungen 26, 28 sich drehenden Speisewalzen 18 und 20 erfaßt und durch den zwischen diesen beiden Walzen gebildeten Förderspalt der Öffnerwalze 22 zugeführt. Letztere dreht schneller als die Speisewalzen und löst Flocken aus der zugeführten Flockenwatte heraus und speist sie durch einen Kanal 30 in Form von geöffneten, losen Flocken 32 auf den oberen Trum 34 des Förderbandes.
- Die losen Flockenbünde 32.1 und 32.2 von den zwei weiteren Dosiervorrichtungen werden in Schichten auf die erste vom Flockenbund 32 gebildete Schicht gelegt und mit dem oberen Trum des Förderbandes 34 in Pfeilrichtung 36 zum in Fig.1 rechten Ende der Mischeinrichtung geführt. Hier befindet sich ein weiteres umlaufendes Förderband 38, welches in Pfeilrichtung 40 umläuft und dessen unterer Trum 42 zu dem oberen Trum 34 des Förderbandes 10 in Förderrichtung 36 hin geneigt ist. Somit werden die drei Schichten 32, 32.1 und 32.2 komprimiert und anschließend im Förderspalt zweier Speisewalzen 44, 46 eingefangen. Die Speisewalzen 44, 46 speisen das so gebildete Schichtgebilde zu einer Öffnungswalze 48, die in Pfeilrichtung 50 umläuft und die Flocken aus dem Schichtgebilde herauslöst und über einen Schacht 52 der nachfolgenden Verarbeitung übergibt. Etwaiger, durch das Öffnen mittels der Öffnerwalze 48 herausgelöster Schmutz oder Abgang wird in der Abgangkammer 54 gesammelt und ggf. von hier mittels eines Luftstromes entfernt.
- Es versteht sich, daß die in Fig. 1 dargestellte Ausführung nicht auf drei Dosiervorrichtungen 12 beschränkt ist, sondern es können beliebig viele Schichten oberhalb des Förderbandes 10 angeordnet werden.
- Die praktische Ausführung der Speisewalzen 18, 20 und der Öffnerwalze 22 lassen sich etwas anschaulicher in Fig. 2 erkennen.
- Die zwei Seitenwände 56, 58 des Flockenschachtes reichen bis nahe an die Oberflächen der Speisewalze 18 bzw. 20 heran und divergieren voneinander geringfügig, damit keine Flockenstaus entstehen. Die einen hohen Öffnungsgrad aufweisenden Flocken 60 im Schacht 12 werden von den in Pfeilrichtung 26, 28 in entgegengesetzten Richtungen drehenden Speisewalzen 18 bzw. 20 erfaßt und zu einer Flockenwatte 62 komprimiert. Die Öffnerwalze 22 löst dann die Flocken aus dieser Flockenwatte heraus und bildet eine Flockenströmung 32, die sich in Pfeilrichtung 64 in Richtung des Förderbandes weiterbewegt. Alle von den mit der Drehzahl n umlaufenden Speisewalzen erfaßten Flocken werden durch einen Förderspalt transportiert, dessen Breite x den kleinsten Abstand zwischen den beiden Speisewalzen darstellt und dessen Länge der Länge der Speisewalzen bzw. der Breite der Seitenwände des Schachtes entspricht.
- Die Drehachse der Speisewalze 18 ist mit 66, die Drehachse der Speisewalze 20 mit 68 und die Drehachse der Öffnerwalze 22 mit 70 gekennzeichnet. Die Drehachse 66 der Speisewalze 18 ist ebenso wie die Drehachse 70 der Öffnerwalze 22 im Flockenschacht fest angeordnet. Die Drehachse 68 der Speisewalze 20 ist jedoch von zwei Armen 72 getragen, von denen in Fig. 2 nur der eine zu sehen ist. Der zweite Arm 72 befindet sich an der anderen Stirnseite der Speisewalze 20 und ist genauso ausgelegt wie der gezeigte Arm 72. Dieser Arm 72 ist an der Drehachse der Öffnerwalze 22 gelagert und kann somit Drehbewegungen um diese Drehachse 70 in Richtung des Doppelpfeils 74 ausführen. Wie ersichtlich führen solche Bewegungen zu einer Veränderung des Abstandes x.
- Auf der rechten Seite der Fig. 2 ist eine Vorspanneinrichtung 76 vorgesehen, und zwar in Form einer Vorspannfeder 78, welche an ihrem einen Ende gegen eine am Füllschacht fest angeordneten Anschlag 80 und an ihrem anderen Ende an einem mit dem Arm 72 verbundenen Anschlag 82 anliegt. Zwischen dem Anschlag 76 und dem Anschlag 82 erstreckt sich eine Stange 84, welche verschiebbar innerhalb des Anschlages 82 angeordnet ist. Es versteht sich, daß eine zweite Vorspanneinrichtung 76 auf der anderen Stirnseite der Speisewalze 20 vorgesehen ist und dort ebenso auf den zugeordneten Arm 72 drückt. Die beiden Federn 78 versuchen daher den Abstand x kleiner zu machen. Der minimale Abstand x wird durch eine Anschlageinrichtung 86 vorgegeben, die mit dem gezeigten Arm 72 zusammenarbeitet. Eine weitere Anschlageinrichtung 86 befindet sich auf dem anderen Stirnende der Speisewalze 20 und arbeitet in entsprechender Weise mit dem dortigen Arm 72 zusammen.
- Der Abstand x stellt sich im Betrieb je nach dem im Förderschacht herrschenden Druck, der Dichte und dem Öffnungsgrad der Flocken und der Kraft der Feder 78 ein, wobei die Größe des Abstandes x sich durch die Verschiebebewegung der Stange 84 innerhalb des Anschlages 82 ermitteln läßt. Die Stange 84 und der Anschlag 82 sind als Wegmeßeinrichtung ausgebildet.
- Das erfindungsgemäße Dosierverfahren und die durchgeführte Regelung wird nachfolgend auch anhand der Fig. 3 erläutert.
- Zunächst werden folgende Definitionen eingeführt:
m = Masse
t = Zeit
ṁ = Massenstrom = die Relativproduktion einer Dosiervorrichtung = Masse/Zeit,
v̇ = Volumenstrom = Volumen/Zeit,
ρ = Materialdichte,
n = Drehzahl der Speisewalzen,
u = Umfangsgeschwindigkeit der Speisewalzen,
d = Durchmesser der Speisewalzen,
l = Länge der Speisewalzen,
A = Öffnungsquerschnitt des Förderspaltes = 1.x,
x = variable Öffnungsweite des Förderspaltes,
s = Transportlänge. - Der Massenstrom gleich der Momentanproduktion ṁ ist v.ρ.
- Unter Berücksichtigung der oben angegebenen Definitionen kann man auch folgende Gleichung erstellen:

- Nun ist ρ hier die Materialdichte im Förderspalt und diese ist aufgrund der Vorspannung mit im wesentlichen konstanter Kraft zumindest im wesentlichen konstant. Nachdem d, π, und l auch konstant sind können wir schreiben:
ρ . d . π . l = K
Weiterhin ist ṁ =
d.h. dm = K. n. x . dt, woraus wir errechnen können

- Anhand der graphischen Darstellung der Fig. 3 sieht man, daß die Masse m eigentlich der Fläche unterhalb der Kurve n.x=f(t) im Zeitintervall t₂-t₁. entspricht. ṁ stellt daher den gemittelten Wert in diesem Zeitinterval dar.
- Die Regelung der Drehzahl der Speisewalzen wird nunmehr so vorgenommen:
- Erstens wird der Öffnungsquerschnitt erfaßt und bei einer über die Messung konstanten Drehzahl n₁ über das feste Zeitintervall t₂-t₁ integriert, woraus sich die Momentanproduktion ṁ₁ ergibt.
- Dieser Wert wird nun mit der Sollproduktion ṁsoll verglichen und die Regelung der Drehzahl so vorgenommen, daß sich eine neue Drehzahl n₂ ergibt, die für das nächste Zeitintervall konstant bleibt.
- Dieses Verfahren wird Zeitintervall für Zeitintervall wiederholt, wobei die Regelung sich schnell auf den erwünschten mittleren Produktionswert ṁsoll einstellt. Die Berechnungen selbst können von einem Mikroprozessor durchgeführt werden, dem die konstanten Parameter bekannt sind und dem die laufenden Meßergebnisse der Wegemeßeinrichtung 82 und der Drehzahl der Speisewalzen 18 und 20 angegeben werden. Der Antrieb der verschiedenen Walzen läßt sich genauer aus der Fig. 4 erkennen, wobei die Walzenanordnung gegenüber der Anordnung der Fig. 2 etwas abgewandelt ist.
- Die Fig. 4 zeigt eine Dosiervorrichtung, welche in etwa der Dosiervorrichtung 12 am linken Ende der Fig. 1 entspricht. Hier ist jedoch eine weitere Walze 88 vorgesehen, die die Flocken im Schacht den Speisewalzen 18 und 20 zuführt.
- In diesem Beispiel ist die Walze 18 verschiebbar ausgeführt, die Walze 20 dagegen bleibt stehend. Die Drehachse 66 der verschiebbaren Speisewalze 18.1 wird auch hier von zwei Armen 72.1, die in diesem Beispiel nicht von der Drehachse der Öffnerwalze 22, sondern von der Drehachse 90 der zusätzlichen Walze 88 getragen werden. Die Vorspanneinrichtung 76.1 ist nunmehr auf der linken Seite des Flockenschachtes angeordnet und greift wie bei der Ausführung gemäß Fig. 2 am Arm 72.1 an. Der einfacheren Darstellung halber ist hier weder die Feder noch die Wegmeßeinrichtung gezeigt, es versteht sich aber, daß diese Einheiten genauso vorhanden sind wie bei der Ausführung gemäß Fig. 2. Es versteht sich auch, daß eine weitere Vorspanneinrichtung 76.1 auf der anderen Stirnseite der Walze 18 vorgesehen ist.
- Die Speisewalzen 18.1 und 20.1 und die weitere Walze 88 werden von einem gemeinsamen Motor 92 angetrieben. Der Antrieb besteht aus einer Kette 94, welche von einem Kettenrad 96 an der Ausgangswelle des Motors 92 angetrieben wird. Die Kette 94 läuft an einem an der einen Stirnseite der Walze 88 vorgesehenen Kettenrad 98 sowie einem weiteren, an der einen Stirnseite der Walze 20.1 vorgesehenen Kettenrades 100 und einem zur Spannung der Kette vorgesehenen Kettenrades 102 mit einer Spanneinrichtung 104 um. Die Umlaufrichtung der Kette ist mit dem Pfeil 106 gekennzeichnet, woraus sich die erwünschte Drehrichtung 28 der Speisewalze 20.1 und die Drehrichtung 108 der weiteren Walze 88 ergeben. Die Speisewalze 18.1 ist von einer weiteren umlaufenden Kette 110 angetrieben, die von dem als Doppelkettenrad ausgebildeten Kettenrad 98 angetrieben wird. Die Kettenräder 100 und 98 sowie das Kettenrad 112 an der einen Stirnseite der Speisewalze 18.1 haben den gleichen Durchmesser, wodurch die Drehgeschwindigkeiten dieser Walzen alle gleich sind.
- Die Öffnerwalze 22.1 wird von einem getrennten Motor 114 und einer umlaufenden Kette 116 angetrieben.
- Aus der Fig. 4 sieht man auch, wie die Öffnerwalze innerhalb Blechführungen 118 und 120 umläuft, wobei die Blechführung 120 in Richtung des Doppelpfeils 122 verstellbar ist. Das Blech 120 bildet zusammen mit einem weiteren Blech 124 einen Führungskanal 126 für das Flockenvlies 32. Die besondere Formgebung dieses Führungskanals 126 verlangsamt die Flocken nach deren Austritt aus dem Bereich der Öffnungswalze und führt sie sanft auf das Förderband 34 zu, ohne daß ein ausgeprägter Luftstrom entsteht, welcher möglicherweise die Sandwichbildung auf dem Transportband stören könnte.
- Das Bezugszeichen 128 stellt den Zuführkanal dar, mittels dem die Flocken pneumatisch in den Schacht 14 hineintransportiert werden.
- Schließlich stellt 130 den Computer dar, welcher über die Leitung 132 die Drehzahl der Speisewalzen steuert und über die Leitung 134 das Signal der in der Vorspanneinrichtung 76.1 eingebauten Wegemeßeinrichtung erhält.
- Die Fig. 5 zeigt eine weitere Ausführungsform, wobei die Anordnung der Speisewalzen 18, 20 sowie der Öffnerwalze 22 entsprechend der Anordnung gemäß Fig. 2 ausgebildet ist, weshalb diese Teile nicht näher beschrieben werden. Es soll jedoch darauf hingewiesen werden, daß der Motor 92.1 die Speisewalze 18 über die umlaufende Kette 136 antreibt. Diese Kette wird durch die Spanneinrichtung 104.1 und das Spannrad 102.1 gespannt. Auf der Drehachse der Öffnerwalze befinden sich drei Kettenräder, wobei das eine Kettenrad mit der Öffnerwalze drehfest verbunden ist. Die beiden anderen sind um ihre Drehachse frei drehbar, jedoch zusammengekoppelt. Von diesen beiden zusammengekoppelten Kettenrädern wird das eine von der umlaufenden Kette 136 angetrieben, das andere treibt über eine weitere umlaufende Kette 138 die Speisewalze 20 an.
- Der zweite Motor 114.1 treibt über die Kette 140 ein Zwischenrad 142 an, welches über ein weiteres damit gekoppeltes Kettenrad 144, eine umlaufende Kette 146, ein weiteres Doppelkettenrad 148 sowie eine weitere umlaufende Kette 150 die die Öffnerwalze 22 über das mit dieser drehfest gekoppelte Kettenrad antreibt.
- Oberhalb des Schachtes 14.2 befindet sich eine weitere Dosiervorrichtung, deren Aufgabe es ist, die Füllhöhe der Flocken innerhalb des Schachtes 14.2 inhalb vorgebbarer Grenzen zu halten. Zu diesem Zweck werden der weiteren Dosiervorrichtung 152 Flocken aus einem Pufferraum 154 zugeführt, und zwar von vier Zuführwalzen 156, 158, 160 und 162. Diese Zuführwalzen 156, 158, 160, 162 sind von einem eigenen Motor 164 angetrieben, und zwar über eine umlaufende Kette 166. Die jeweiligen Drehrichtungen der Zuführwalzen 156, 158, 160, 162 sind den jeweils eingezeichneten Pfeilen zu entnehmen. Um diese Drehrichtungen zu sichern, ist es notwendig, die Zuführwalze 160 durch die Zuführwalze 162 über eine getrennte Kette 168 anzutreiben. Hieraus ersieht man, daß die umlaufende Kette 166 an der Zuführwalze 166 lediglich über ein frei drehbar gelagertes Kettenrad geführt ist.
- Die Dosiervorrichtung 152 ist, wie bereits erläutert, von ihrer Konstruktion her mit der Dosiervorrichtung am unteren Ende des Füllschachtes 14.2 beinahe identisch. Der Antrieb der beiden Speisewalzen 170, 172 erfolgt durch den Motor 174, und zwar über eine umlaufende Kette 176, welche im wesentlichen so geführt ist wie die Kette 136 am unteren Ende des Förderschachtes, weshalb die genaue Anordnung nicht näher beschrieben wird. Auch hier wird die zweite Speisewalze 172 von einer getrennten umlaufenden Kette 78 angetrieben.
- Die Öffnerwalze 180 wird vom Kettenrad 142 über eine weitere umlaufende Kette 182 angetrieben, woraus ersichtlich ist, daß das Kettenrad 142 als doppeltes Kettenrad ausgebildet ist.
- Das Ein- und Ausschalten der Dosiervorrichtung 152 erfolgt über Lichtschranken 184, 186, die die obere und untere Grenze der Füllhöhe bestimmen. Da der Schacht 14.2 relativ breit, gemessen in der Richtung senkrecht zu der Ebene der Zeichnung, sind zwei Lichtschranken auf beiden Seiten vorgesehen, um Schräglagen der Obergrenze der Flockenfüllung zu berücksichtigen. Das Einschalten der Dosiervorrichtung 152 kann dann erfolgen, wenn beide unteren Lichtschranken frei sind, das Ausschalten dagegen, wenn beide oberen Lichtschranken 186 unterbrochen sind.
- Es können aber auch je nach der Anzahl der bedeckten Lichtschranken der Dosiervorrichtung verschiedene Massenströme zugeordnet werden. Die unterste Lichtschranke kann eine Leerlauf-, die oberste eine Überlaufsicherung darstellen.
- Die Fig. 6 zeigt eine schematische Darstellung einer Vorspanneinrichtung 76.2 für die eine Speisewalze 20, wobei diese Vorspanneinrichtung der Vorspanneinrichtung 76 der Fig. 2 sehr ähnlich ist. Bei der Ausführung nach Fig. 6 wird aber durch ausgeklügelte Geometrie der Anordnung sowie durch Ausnutzung der Speisewalze 20 als Ausgleichsgewicht und durch das Vorsehen eines zusätzlichen Ausgleichsgewichtes 200, dafür gesorgt, daß in allen Stellungen der Speisewalze 20 innerhalb des vorgesehenen Schwenkbereiches α eine zumindest im wesentlichen konstante Spannkraft auf die Flockenmasse 62 zwischen den beiden Speisewalzen 18, 20 ausgeubt wird. Es leuchtet ein, daß beim maximalen Öffnungswinkel α, d.h. bei einer Lage des Armes 72, in der seine Längsrichtung 204 sich in der Stellung 206 befindet, die Feder 84 mehr zu sammengedrückt ist als in der dargestellten Lage, d.h. die von der Feder ausgeübte Spannkraft ein Maximum darstellt. Andererseits bewirkt die Speisewalze 20 bei maximalem Winkel α eine größere Kompressionskraft auf die Feder 84, da die Speisewalze 20 dann einen größeren Hebelarm für die senkrecht nach unten gerichtete Gewichtskraft aufweist. Das Zusatzausgleichsgewicht 200, welches über den Arm 202 ein im Gegenuhrzeigersinn gerichtetes Drehmoment auf den Arm 72 ausübt, erzeugt wiederum eine Zusatzkraft in Richtung der Federkraft 84 auf die Faserflocken, die sich zwischen den beiden Speisewalzen 18 und 20 befinden. Diese Zusatzkraft hat in der Winkelstellung 206 einen verhältnismäßig kleinen Wert. Somit beträgt die auf die sich zwischen den beiden Speisewalzen 18 und 20 befindlichen Flocken ausgeübte Spannkraft einen Wert in der Stellung 206, welche in etwa dem Unterschied zwischen der maximalen Federkraft und der Maximumwert der gegen diese Federkraft gerichtete Gewichtskraft der Speisewalze 20 entspricht.
- Ist dagegen der Arm 72 in der kleinsten Winkelstellung 208 angelangt, d.h. α = 0, so erreicht die Kraft der Feder 84 lediglich seinen minimalen Wert und es wird keine ausgeprägte Gegenkraft durch das Gewicht der Speisewalze 20 auf die Feder 84 ausgeübt. Dagegen übt das Zusatzgewicht 200 aufgrund der nunmehr maximalen Länge des Hebelarms für senkrecht nach unten gerichtete Kräfte ein maximales Drehmoment auf den Arm 72 aus, welches die von der Feder 84 ausgeübte Kraft unterstützt. Somit setzt sich die auf den Flocken zwischen den beiden Speisewalzen 18 und 20 ausgeübte Kraft im wesentlichen aus dem Unterschied zwischen der nunmehr reduzierten Federkraft 84 und der nunmehr reduzierten Gewichtskraft der Speisewalze 20 plus der nunmehr erhöhten Gewichtskraft des Zusatzgewichtes 200 zusammen, und man kann durch ausgeklügelte Auswahl der Geometrie sowie der einzelnen Gewichte und der Federkraft bzw. der Federkonstante erreichen, daß die sich auf die Flocken ausgeübten Kräfte zwischen den beiden Speisewalzen 18 und 20 über den gesamten Winkelbereich α zumindest im wesentlichen konstant bleibt.
- Die Gleichung für das System läßt sich dadurch leicht erstellen, wenn man die sich auf dem Arm 72 um die Drehachse 70 ausgeübten Drehmomente als Funktion des Winkels α errechnet und dann für jeden Winkel α gleich Null setzt. Aus diesen Gleichungen können dann optimale Werte für die einzelnen Gewichte sowie die Federkraft und für die Federkonstante ermittelt werden. Es ist auch denkbar, daß man auch ohne das Zusatzgewicht 200 wenigstens eine gute Annäherung zu einer konstanten Spannkraft erreichen kann.
- Der Arm 72 muß natürlich nicht drehbar um die Drehachse 70 der Öffnerwalze 22 angelenkt sein. Stattdessen kann die Anlenkachse für den Arm 72 so gewählt werden, daß die Spannkraft wie erwünscht konstant bleibt.
- Die Fig. 7 zeigt eine alternative Ausführung der Vorspanneinrichtung 76.3, welche hier die Form einer Gasdruckfeder aufweist. Eine solche Gasdruckfeder hat die Eigenschaft, über einen relativ langen Hub eine konstante Spannkraft auszuüben.
- Es versteht sich, daß die in Fig. 6 und 7 gezeigte Anordnung an der einen Stirnseite der Speisewalzen 18 und 20 an der anderen Stirnseite der Speisewalzen 18 und 20 in entsprechender Weise dupliziert ist.
- Schließlich zeigt die Fig. 8 eine hydraulische Lösung der Aufgabe, eine konstante Spannkraft zu erzeugen. Auch hier sind die Speisewalzen 18 und 20 schematisch dargestellt. Anstelle der bisherigen Federvorspanneinrichtungen ist die Vorspanneinrichtung 76.4 hier durch zwei Kolben-in-Zylinder- Anordnungen 210 und 212 gebildet, welche auf entgegengesetzten Enden der Achse der Speisewalze 20 angreifen, wobei beispielsweise die Kolbenstangen 214, 216 der beiden Kolben-in-Zylinder-Anordnungen an der Drehachse der Speisewalze 20 angelenkt sind und die Zylinder 218, 220 der beiden Kolben-in-Zylinder-Anordnungen am Gestell des zugeordneten Flockenschachtes angelenkt sind. Im Betrieb herrscht in den beiden Zylindern ein Druck, welcher vom Akkumulator 222 vorgegeben ist.
- Der Akkumulator 222 besteht aus einem Zylinder, welcher mittels einer biegsamen Membran 224 in zwei Räume 226 und 228 unterteilt ist. Der Raum 226 ist mit einem Gas, beispielsweise Luft, gefüllt, während der Raum 228 eine hydraulische Flüssigkeit aufnimmt, welche über die Leitungen 230, 232 und 234 mit den Druckräumen der beiden Zylinder 218, 220 in Verbindung steht. Vor Inbetriebnahme der Dosiervorrichtung wird ein anfänglicher Druck im hydraulischen System aufgebaut, und zwar über eine Leitung 236, wie nachfolgend naher erläutert wird. Eine Rückströmung über die Leitung 236 ist jedoch nicht möglich, wie ebenfalls später näher erläutert wird. Aufgrund des eingestellten Druckes üben die Kolben-in-Zylinder-Anordnungen 210, 212 eine vorbestimmte Kraft auf die Speisewalze 20 aus. Ändert sich die Lage der Speisewalze 20 aufgrund des sich einstellenden Flockenstroms, so wird beispielsweise Flüssigkeit von den Zylindern 218, 220 in den Raum 228 des Akkumulators 222 verdrängt, welcher zu einer Erhöhung des Volumens dieses Raums und einer Kompression des Gasvolumens 226 führt. Solange das Gasvolumen im Vergleich zu dem verdrängten Flüssigkeitsvolumen relativ groß ist, bleibt der im System eingestellte Druck zumindest im wesentlichen konstant, so daß eine konstante Spannkraft auf die Speisewalze 20 ausgeubt wird, welche Spannkraft ebenfalls zumindest im wesentlichen unabhängig von der eigentlichen Lage der Speisewalze ist.
- Um das System in Betrieb zu nehmen, ist bei dieser Ausführung eine Handpumpe 238 vorgesehen, welche hydraulische Flüssigkeit aus einem Behälter 240 ansaugt und über ein Rückschlagventil 242 und ein Verteilerventil 226 in die Druckräume 218, 220 und 228 gedrückt wird. Der in diesen Druckräumen etablierte Druck läßt sich über den Manometer 248 ablesen. Ein Entlastungsventil 250 sorgt dafür, daß der von der Pumpe 238 erzeugte Druck einen maximalen Wert nicht übersteigt, beispielsweise beim Versagen des Rückschlagventils 242. Ein weiteres Entlastungsventil 252 verhindert, daß sich ein übermäßiger Druck im hydraulischen Drucksystem aufbaut. Sollte das Ventil 250 oder das Ventil 252 aufgrund eines Überdruckes eine Druckentlastung bewirken, so strömt die entlastete Flüssigkeit über die Leitung 254 in den Behälter 240 zurück.
- Das Verteilerventil 246 ist hier so aufgebaut, daß insgesamt die Drücke bei acht verschiedenen Flockenschächten A bis H mit zugeordneten Dosiervorrichtungen aufgebaut werden können. Für jeden Schacht sind zwei Kolben-in-Zylinder-Anordnungen 210 bzw. 212 sowie ein Akkumulator 222 und die zugeordneten Leitungen vorgesehen. Die einzelnen Vorspanneinrichtungen können über das Verteilerventil 246 sukzessiv ausgewählt werden. Nach der Druckeinstellung beim Schacht H im vorliegenden Beispiel wird das Verteilerventil in eine Schließstellung gedreht, bei der die Verbindung zwischen der Pumpe 238 und die einzelnen Drucksysteme unterbrochen ist. Es leuchtet ein, daß bei diesem Beispiel für jedes Drucksystem auch ein eigenes Entlastungsventil 252 vorgesehen sein muß.
- Es ist auch möglich, das System mit einer kleinen Pumpe 238 zu betreiben, welche konstant läuft. In diesem Fall kann man auf die Akkumulatoren 222 verzichten. Stattdessen ist das Entlastungsventil 252 so ausgebildet, daß es einen konstanten Druck aufrechterhält. Es kann entweder für jeden Schacht ein eigenes System vorgesehen sein oder es können alle Schächte gleichzeitig an einer Pumpe angeschlossen sein, wobei dann auch nur ein einziges Entlastungsventil 252, das jetzt hier als Druckreglerventil funktioniert, für alle Schächte erforderlich ist. Im letzten Fall sind alle Schächte A bis H über einen Mehrwegverteiler an der Pumpe 238 angeschlossen.
Claims (20)


Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19904025476 DE4025476A1 (de) | 1990-02-12 | 1990-08-10 | Dosierverfahren und -vorrichtung zur abgabe vorgebbarer mengen von faserflocken pro zeiteinheit |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3904390 | 1989-02-14 | ||
| DE3904390 | 1989-02-14 | ||
| DE3913997A DE3913997A1 (de) | 1989-02-14 | 1989-04-27 | Dosierverfahren und -vorrichtung zur abgabe vorgebbarer mengen von faserflocken |
| DE3913997 | 1989-04-27 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP0383246A2 true EP0383246A2 (de) | 1990-08-22 |
| EP0383246A3 EP0383246A3 (en) | 1990-09-05 |
| EP0383246B1 EP0383246B1 (de) | 1994-09-28 |
| EP0383246B2 EP0383246B2 (de) | 2002-05-15 |
Family
ID=25877777
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90102745A Expired - Lifetime EP0383246B2 (de) | 1989-02-14 | 1990-02-12 | Dosierverfahren und -vorrichung zur Abgabe vorgebbarer Mengen von Faserflocken |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5121523A (de) |
| EP (1) | EP0383246B2 (de) |
| JP (1) | JP2776941B2 (de) |
| CN (1) | CN1024821C (de) |
| DE (2) | DE3913997A1 (de) |
| RU (1) | RU2050424C1 (de) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0470577A1 (de) * | 1990-08-10 | 1992-02-12 | Maschinenfabrik Rieter Ag | Dosierverfahren und -vorrichtung zur Abgabe vorgebbarer Mengen von Faserflocken pro Zeiteinheit |
| US5257438A (en) * | 1990-02-14 | 1993-11-02 | Maschinenfabrik Rieter Ag | Dosing method and apparatus for the delivery of predeterminate quantities of fiber flocks per unit of time |
| DE19630018A1 (de) * | 1996-07-25 | 1998-01-29 | Rieter Ag Maschf | Anlage zum Verarbeiten von Fasern |
| US6611994B2 (en) | 2000-06-23 | 2003-09-02 | Maschinenfabrik Rieter Ag | Method and apparatus for fiber length measurement |
| WO2007022658A1 (de) * | 2005-08-25 | 2007-03-01 | Maschinenfabrik Rieter Ag | Flockenbeschickungssystem. |
| EP2481551A1 (de) * | 2011-01-26 | 2012-08-01 | Thüringisches Institut Für Textil- Und Kunststoff- Forschung E.V. | Verfahren zur kontinuierlichen Dosierung von Stapelfasern an Schneckenmaschinen |
| WO2014008917A1 (de) * | 2012-07-09 | 2014-01-16 | Thüringisches Institut für Textil- und Kunststoff-Forschung e.V. | Vorrichtung und verfahren zur kontinuierlichen dosierung von stapelfasern an schneckenmaschinen |
| CN103741268A (zh) * | 2013-11-29 | 2014-04-23 | 吴江市大业丝绸整理有限公司 | 一种用于清理杂纤维的装置 |
| EP3699334A1 (de) * | 2019-02-21 | 2020-08-26 | Oskar Dilo Maschinenfabrik KG | Zuführvorrichtung einer vliesbildungsanlage |
| CN111945256A (zh) * | 2019-05-16 | 2020-11-17 | 奥斯卡迪罗机械制造公司 | 成绒机的进料装置 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4131759A1 (de) * | 1991-09-24 | 1993-03-25 | Hollingsworth Gmbh | Vorrichtung zum pneumatischen speisen von fasergut |
| DE19614519A1 (de) * | 1996-04-12 | 1997-10-16 | Bhs Corr Masch & Anlagenbau | Vorrichtung zum Fördern einer Materialbahn, insbesondere einer Wellpappenbahn |
| EP0810309B1 (de) | 1996-05-20 | 2004-09-29 | Maschinenfabrik Rieter Ag | Anlage zum Verarbeiten von Fasern |
| JPH1088433A (ja) * | 1996-09-12 | 1998-04-07 | Taihei:Kk | 混紡方法及び装置並びにマット |
| EP0894878A3 (de) | 1997-07-30 | 2000-04-19 | Maschinenfabrik Rieter Ag | Flockenreiniger |
| EP0940092B1 (de) * | 1998-02-26 | 2003-05-02 | Philip Morris Products Inc. | Trichter |
| DE102005033180B4 (de) * | 2005-07-13 | 2020-03-12 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung zum Erfassen eines Parameters an mehreren, einem Streckwerk einer Spinnereimaschine zugeführten Faserbändern |
| DE102007014694B4 (de) * | 2007-03-27 | 2012-01-26 | Oskar Dilo Maschinenfabrik Kg | Vorrichtung zum geführten Transport einer Faserflockenmatte |
| US7811157B1 (en) * | 2009-07-23 | 2010-10-12 | Laitram, L.L.C. | Peeler with self-adjusting rollers |
| CN101724938B (zh) * | 2009-11-19 | 2011-09-28 | 太仓市万龙非织造工程有限公司 | 一种干法非织造前处理设备及设备上的罗拉组合输送装置 |
| CH706658A1 (de) * | 2012-06-29 | 2013-12-31 | Rieter Ag Maschf | Verfahren und Vorrichtung zur Regelung der Faserzufuhr zu einer Karde. |
| EP2695982A1 (de) * | 2012-08-06 | 2014-02-12 | Oskar Dilo Maschinenfabrik KG | Vorrichtung und Verfahren zur Vergleichmäßigung oder Profilierung einer Faserflockenmatte |
| US20140041949A1 (en) * | 2012-08-09 | 2014-02-13 | Melvin D KERNUTT | Indirect Material Weighing Sensor |
| CN103103645B (zh) * | 2012-12-10 | 2015-06-24 | 苏州道众机械制造有限公司 | 一种纺织机械的微调罗拉 |
| CN103510201A (zh) * | 2013-09-12 | 2014-01-15 | 浙江新澳纺织股份有限公司 | 电子式改善条干均匀的方法 |
| JP6159632B2 (ja) * | 2013-09-26 | 2017-07-05 | ユニ・チャーム株式会社 | 吸収体の製造方法及び製造装置 |
| CN103710794B (zh) * | 2014-01-02 | 2016-03-30 | 孙海侠 | 一种开花机的喂给罗拉 |
| CN115872122B (zh) * | 2023-02-09 | 2023-05-23 | 山东日发纺织机械有限公司 | 一种传送速度的控制方法、控制器及生产线 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1270586A (fr) * | 1960-07-18 | 1961-09-01 | Perfectionnements aux procédés et aux machines pour le mélange des matières textiles en vue de leur filature | |
| DE2436096A1 (de) * | 1973-10-23 | 1975-04-24 | Crompton & Knowles Corp | Verfahren und system zur erzeugung von gemischten, spinnbaren fasermaterialien |
| FR2588282A1 (fr) * | 1985-10-05 | 1987-04-10 | Truetzschler & Co | Procede et dispositif pour alimenter une ouvreuse ou nettoyeuse pour flocons de fibres textiles |
| US4682388A (en) * | 1986-08-22 | 1987-07-28 | John D. Hollingsworth On Wheels, Inc. | Textile flock feed control system and method |
| DE3713590A1 (de) * | 1987-04-23 | 1987-10-08 | Hergeth Hubert | Schachtmischer |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE196821C (de) * | ||||
| GB735172A (en) * | 1952-05-16 | 1955-08-17 | Tmm Research Ltd | Improvements relating to the preparation of blended fibrous materials |
| US3448905A (en) * | 1967-02-07 | 1969-06-10 | Topps Chewing Gum Inc | Article feed control |
| GB1270670A (en) * | 1968-10-30 | 1972-04-12 | British Iron Steel Research | Rolling sheet or strip from particulate material |
| DE1946213B2 (de) * | 1969-09-12 | 1971-09-02 | Heinrich Weiste & Co Gmbh, 4770 Soest | Dosiergeraet fuer pneumatisch arbeitnde verteilersysteme |
| CH562889A5 (de) * | 1972-12-05 | 1975-06-13 | Rieter Ag Maschf | |
| DE2834586C2 (de) * | 1978-08-07 | 1983-02-03 | Trützschler GmbH & Co KG, 4050 Mönchengladbach | Verfahren und Vorrichtung zur Regelung der einer Karde zuzuführenden Flockenmenge |
| JPS5637325A (en) * | 1979-09-03 | 1981-04-11 | Mitsubishi Rayon Co | Production of special crimped yarn |
| JPS594319B2 (ja) * | 1979-09-14 | 1984-01-28 | 孝生 岩崎 | 筆記具 |
| US4476611A (en) * | 1980-11-17 | 1984-10-16 | Automatic Material Handling, Inc. | Fiber feeding apparatus with fiber leveling means |
| DE3110668A1 (de) * | 1981-03-19 | 1982-09-30 | Maschinen- und Apparatevertrieb Helmut Strunk, 5241 Kirchen-Freusburg | Messanordnung fuer die vorschubgeschwindigkeit, die vorgeschobene laenge, das gewicht einer vorgeschobenen laenge eines angetriebenen gestreckten koerpers sowie zur regelung seiner vorschubgeschwindigkeit |
| DE3151063C2 (de) * | 1981-12-23 | 1984-05-24 | Trützschler GmbH & Co KG, 4050 Mönchengladbach | Verfahren und Vorrichtung zum Mischen von Textilfasern |
| GB2138578B (en) * | 1983-04-19 | 1986-08-28 | Haigh Chadwick Ltd | Fibre metering arrangement |
| JPH0246693B2 (ja) * | 1986-05-12 | 1990-10-17 | Ohara Tekkosho Kk | Senitafutonojunkankaisensochi |
| DE3636381A1 (de) * | 1986-10-25 | 1988-05-11 | Simar Foerdertechnik Gmbh | Vorrichtung mit einem sammelbehaelter und einer austrageinrichtung |
| IN170276B (de) * | 1986-12-12 | 1992-03-07 | Rieter Ag Maschf | |
| DE3705148C3 (de) * | 1987-02-18 | 1996-11-21 | Spinnbau Gmbh | Vorrichtung zum Zuführen von Fasermaterial in Wattevliesform zu einer Krempel, Karde oder dergleichen |
| IN171263B (de) * | 1987-04-13 | 1992-08-29 | Rieter Ag Maschf | |
| DE3733632C2 (de) * | 1987-10-05 | 1998-04-23 | Truetzschler Gmbh & Co Kg | Vorrichtung bei einer Karde oder Krempel zur Vergleichmäßigung des Faserbandes oder -vlieses |
-
1989
- 1989-04-27 DE DE3913997A patent/DE3913997A1/de not_active Ceased
-
1990
- 1990-02-12 EP EP90102745A patent/EP0383246B2/de not_active Expired - Lifetime
- 1990-02-12 DE DE59007294T patent/DE59007294D1/de not_active Expired - Fee Related
- 1990-02-13 CN CN90101432A patent/CN1024821C/zh not_active Expired - Fee Related
- 1990-02-13 RU SU904743227A patent/RU2050424C1/ru active
- 1990-02-14 US US07/480,123 patent/US5121523A/en not_active Expired - Lifetime
- 1990-02-14 JP JP2031658A patent/JP2776941B2/ja not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1270586A (fr) * | 1960-07-18 | 1961-09-01 | Perfectionnements aux procédés et aux machines pour le mélange des matières textiles en vue de leur filature | |
| DE2436096A1 (de) * | 1973-10-23 | 1975-04-24 | Crompton & Knowles Corp | Verfahren und system zur erzeugung von gemischten, spinnbaren fasermaterialien |
| FR2588282A1 (fr) * | 1985-10-05 | 1987-04-10 | Truetzschler & Co | Procede et dispositif pour alimenter une ouvreuse ou nettoyeuse pour flocons de fibres textiles |
| US4682388A (en) * | 1986-08-22 | 1987-07-28 | John D. Hollingsworth On Wheels, Inc. | Textile flock feed control system and method |
| DE3713590A1 (de) * | 1987-04-23 | 1987-10-08 | Hergeth Hubert | Schachtmischer |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5257438A (en) * | 1990-02-14 | 1993-11-02 | Maschinenfabrik Rieter Ag | Dosing method and apparatus for the delivery of predeterminate quantities of fiber flocks per unit of time |
| EP0470577A1 (de) * | 1990-08-10 | 1992-02-12 | Maschinenfabrik Rieter Ag | Dosierverfahren und -vorrichtung zur Abgabe vorgebbarer Mengen von Faserflocken pro Zeiteinheit |
| DE19630018A1 (de) * | 1996-07-25 | 1998-01-29 | Rieter Ag Maschf | Anlage zum Verarbeiten von Fasern |
| US6611994B2 (en) | 2000-06-23 | 2003-09-02 | Maschinenfabrik Rieter Ag | Method and apparatus for fiber length measurement |
| WO2007022658A1 (de) * | 2005-08-25 | 2007-03-01 | Maschinenfabrik Rieter Ag | Flockenbeschickungssystem. |
| DE102005040399A1 (de) * | 2005-08-25 | 2007-03-01 | Maschinenfabrik Rieter Ag | Flockenbeschickungssystem |
| EP2481551A1 (de) * | 2011-01-26 | 2012-08-01 | Thüringisches Institut Für Textil- Und Kunststoff- Forschung E.V. | Verfahren zur kontinuierlichen Dosierung von Stapelfasern an Schneckenmaschinen |
| WO2014008917A1 (de) * | 2012-07-09 | 2014-01-16 | Thüringisches Institut für Textil- und Kunststoff-Forschung e.V. | Vorrichtung und verfahren zur kontinuierlichen dosierung von stapelfasern an schneckenmaschinen |
| CN103741268A (zh) * | 2013-11-29 | 2014-04-23 | 吴江市大业丝绸整理有限公司 | 一种用于清理杂纤维的装置 |
| EP3699334A1 (de) * | 2019-02-21 | 2020-08-26 | Oskar Dilo Maschinenfabrik KG | Zuführvorrichtung einer vliesbildungsanlage |
| US11649568B2 (en) | 2019-02-21 | 2023-05-16 | Oskar Dilo Maschinenfabrik Kg | Feed device of a machine for forming a nonwoven web |
| CN111945256A (zh) * | 2019-05-16 | 2020-11-17 | 奥斯卡迪罗机械制造公司 | 成绒机的进料装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1045609A (zh) | 1990-09-26 |
| EP0383246B2 (de) | 2002-05-15 |
| RU2050424C1 (ru) | 1995-12-20 |
| DE3913997A1 (de) | 1990-08-23 |
| CN1024821C (zh) | 1994-06-01 |
| JP2776941B2 (ja) | 1998-07-16 |
| EP0383246A3 (en) | 1990-09-05 |
| EP0383246B1 (de) | 1994-09-28 |
| US5121523A (en) | 1992-06-16 |
| DE59007294D1 (de) | 1994-11-03 |
| JPH03820A (ja) | 1991-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0383246B1 (de) | Dosierverfahren und -vorrichung zur Abgabe vorgebbarer Mengen von Faserflocken | |
| DE2506061B2 (de) | Wiegeeinrichtung zum kontinuierlichen Wiegen einer durchlaufenden Faserschicht | |
| DE2359917B2 (de) | Verfahren zum Erzeugen eines gleichmäßig, kontinuierlichen Faserverbandes und Einrichtung zur Durchführung des Verfahrens | |
| DE19855571A1 (de) | Vorrichtung an einer Spinnereimaschine zum Herstellen eines Faserverbandes, z.B. aus Baumwolle, Chemiefasern | |
| DE3545673C2 (de) | Portioniermaschine | |
| DE2064645C3 (de) | Vorrichtung zur Regelung der Brenn stoffmenge einer Brennkraftmaschine über eine Servovornchtung | |
| DE1535616A1 (de) | Webmaschine | |
| EP0396501B1 (de) | Webmaschine mit leichtgängiger Spannvorrichtung für Webkette | |
| AT395726B (de) | Vorrichtung zur vergleichmaessigung des faserbandes oder -vlieses bei einer karde, krempel od.dgl. | |
| EP0470577B1 (de) | Dosierverfahren und -vorrichtung zur Abgabe vorgebbarer Mengen von Faserflocken pro Zeiteinheit | |
| DE10140645B4 (de) | Verfahren zum Betreiben eines Streckwerks sowie Streckwerk | |
| DE2220748C3 (de) | Verfahren und Vorrichtung zur Vergleichmäßigung des Querschnitts oder des Gewichtes pro Längeneinheit eines mittels Karde oder Krempel produzierten Faserbandes | |
| DE4025476A1 (de) | Dosierverfahren und -vorrichtung zur abgabe vorgebbarer mengen von faserflocken pro zeiteinheit | |
| DE2302472A1 (de) | Verfahren und vorrichtung zum ueberwachen und regeln der bandspannung | |
| DE2915710A1 (de) | Wiegevorrichtung | |
| DE2138855B2 (de) | Verdichtungstrichter zum Messen der Stärke eines aus einem Streckwerk auslaufenden Faserbandes | |
| DE3544285A1 (de) | Vorrichtung zur wechselweisen einstellung der messerschneide in einer schneidemaschine | |
| CH693676A5 (de) | Vorrichtung zum Messen der Dicke und/oder der Ungleichmässigkeit von Faserbändern. | |
| DD292035A5 (de) | Dosierverfahren und -vorrichtung zur abgabe vorgebbarer mengen von faserflocken | |
| DE19827712A1 (de) | Vorrichtung zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Auftragsmediums auf eine laufende Materialbahn | |
| DE3615357A1 (de) | Verfahren und vorrichtung zur bildung einer bahn | |
| EP0064584A1 (de) | Verfahren und Vorrichtung zum Ablegen eines textilen Faserbandes | |
| EP0265783A2 (de) | Vorrichtung zum Speisen von Walzwerken, insbesondere für Ölsaaten | |
| DE2509720A1 (de) | Verteiler einer zigarettenstrangmaschine | |
| DE2613446A1 (de) | Verfahren und vorrichtung zum regeln beziehungsweise konstanthalten des schlichtemittelgehaltes und/oder farbstoffgehaltes von faserstoffen beziehungsweise fadenscharen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19910305 |
|
| 17Q | First examination report despatched |
Effective date: 19920929 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19940928 |
|
| REF | Corresponds to: |
Ref document number: 59007294 Country of ref document: DE Date of ref document: 19941103 |
|
| ITF | It: translation for a ep patent filed |
Owner name: GUZZI E RAVIZZA S.R.L. |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950106 |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: TRUETZSCHLER GMBH & CO. KG Effective date: 19950607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19951031 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| RDAH | Patent revoked |
Free format text: ORIGINAL CODE: EPIDOS REVO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19990128 Year of fee payment: 10 |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000229 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020124 Year of fee payment: 13 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20020515 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): CH DE FR GB IT LI |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19940928 |
|
| EN | Fr: translation not filed | ||
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070216 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20070613 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080902 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080212 |