EP0353637A1 - Schaltafel mit einer Schalplatte aus Kunststoff sowie Verfahren zu deren Herstellung - Google Patents
Schaltafel mit einer Schalplatte aus Kunststoff sowie Verfahren zu deren Herstellung Download PDFInfo
- Publication number
- EP0353637A1 EP0353637A1 EP19890113898 EP89113898A EP0353637A1 EP 0353637 A1 EP0353637 A1 EP 0353637A1 EP 19890113898 EP19890113898 EP 19890113898 EP 89113898 A EP89113898 A EP 89113898A EP 0353637 A1 EP0353637 A1 EP 0353637A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- formwork
- formwork panel
- frame
- panel
- plastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G9/00—Forming or shuttering elements for general use
- E04G9/02—Forming boards or similar elements
- E04G9/05—Forming boards or similar elements the form surface being of plastics
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G9/00—Forming or shuttering elements for general use
- E04G9/02—Forming boards or similar elements
- E04G2009/023—Forming boards or similar elements with edge protection
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G9/00—Forming or shuttering elements for general use
- E04G9/02—Forming boards or similar elements
- E04G2009/023—Forming boards or similar elements with edge protection
- E04G2009/025—Forming boards or similar elements with edge protection by a flange of the board's frame
Abstract
Description
- Die vorliegende Erfindung betrifft eine Schaltafel für System- und Großflächenschalungen mit einer Schalplatte aus Kunststoff sowie ein Verfahren zu deren Herstellung.
- Schaltafeln für System- und Großflächenschalungen, wie sie beispielsweise aus der DE-OS 36 38 537 bekannt sind, bestehen aus einem Rahmen aus Metall und/oder Holz auf den Schalplatten aus Sperrholz oder Spanplatten montiert sind. Ein wesentlicher Nachteil dieser bekannten Schaltafeln bzw. Schalplatten besteht darin, daß sie durch Abrieb und mechanische Verletzungen durch Nägel, Rüttelflaschen etc. beschädigt werden. Die Platten sind der Witterung ausgesetzt und kommen auf der Bausteile auch anderweitig mit Wasser in Berührung. Durch die Aufnahme von Wasser quellen diese bekannten Schalplatten in Länge und Dicke was rasch zur Unbrauchbarkeit dieser Platten führt, so daß eine Austausch mit einer neuen Platte nötig wird. Zudem bewirken geqollene Platten ein schlechtes Fugenbild der damit geschalten Betonteile. Hierzu trägt auch der Umstand bei, daß die Befestigungsschrauben mit denen die Schalplatte an dem Rahmen befestigt ist durch die quellende Platte in die Platte eingezogen werden und sich auf den mit dieser Schalplatte hergestellten Betonteilen abzeichen. Darüberhinaus verlieren derartige Schalplatten durch die Wasseraufnahme bis zu 30 % an Festigkeit was entweder zu einer Verminderung der Betonqualität der Durchbiegung dieser Schalplatten bzw. die Betonierungsgeschwindigkeit reduziert.
- Das Längenwachstum der Schalplatten aus Sperrholz aufgrund der Wasseraufnahme bewirkt auch, daß der Rahmen der Schalungstafel speziell am Rand verformt wird, so daß die Verbindungsstellen mehrerer in einer Systemschalung miteinander verbundener Schaltafeln undichte Stellen aufweisen. An diesen undichten Stellen kann Zementmilch austreten, was zu einem Ausbluten des Betons in diesem Bereich und folglich zu einer Verschlechterung der Betonqualität führt.
- Bei Schaltafeln mit phenolharz-beschichtetet Schalplatten tritt der sogenannte Marmoreffekt auf, d.h. die mit derartigen Schaltafeln hergestellten Betonteile weisen eine unterschiedliche marmorähnliche Färbung auf, was bei Sichtbeton zumeist unerwünscht ist. Darüberhinaus führt dies zu einer verschlechterten Haftung von Nachfolgewerken an derartigen Betonteilen.
- Ein weiterer Nachteil von Schalplatten aus Holz besteht darin, daß einmal beschädigte Platten nicht mehr sinnvoll repariert werden können und daher, obwohl statisch nach in Ordnung mit hohem finanziellen Aufwand gegen neue Schalplatten ausgetauscht werden müssen.
- Die Reinigung der gebräuchlichen Systemschalungen ist trotz des Einsatzes von Trennmitteln mit viel Zeitaufwand und damit Kosten verbunden. Häufig werden Betonablagerungen auf der Schalplatte oder dem Rahmen mit einem Hammer oder einem Schaber aus Metall entfernt. Auch durch die Reinigung können daher Schalplatten aus Holz verletzt werden, was letztendlich zu deren Unbrauchbarkeit führt.
- Eine besondere Schwachstelle bei Schalplatten ist deren Kanten- bzw. Randbereich, da diese Bereiche einerseits besonderen mechanischen Belastungen ausgesetzt sind und andererseits die vielen Stirnholzschichten sehr saugend sind. Auch eine Versiegeleung der gesamten Platten und insbesondere dieser Bereiche mit Silikon oder ähnlichem verlängert die Lebensdauer derartiger Schalplatten nur unwesentlich.
- Aufgrund dieser Nachteile wurden verschiedene Versuche unternommen die Schaltafeln aus Holz zu ersetzen. Beispielsweise ist es bekannt, Schaltafeln vollständig aus Metall herzustellen. Dann ist jedoch kein Nageln oder Bearbeiten mit sonstigen Holzbearbeitungsgeräten mehr möglich, so daß Schalungseinsätze für eventuelle Aussparungen und Durchbrüche nicht mehr mit vertretbarem wirtschaftlichen Aufwand hergestellt werden können. Auch lassen sich Metalloberflächen relativ schlecht von Betonrückständen reinigen, wenn diese ausgehärtet sind. All diese Nachteile werden durch Schalplatten aus Kunststoff vermieden, wie sie beispielsweise aus der PCT/CH/87/00027 oder dem deutschen Gebrauchsmuster 86 17 602.1 bekannt sind. Der Grund warum sich derartige Schalplatten aus Kunststoff bisher nicht auf dem Markt durchsetzen konnten, obwohl sie alle genannten Nachteile der Schalplatten aus Sperrholz vermeiden, liegt darin, daß diese Schalplatten aus Kunststoff einerseits zu schwer und andererseits zu teuer in der Herstellung sind. Das erhöhte Gewicht der Schalplatten bei vergleichbarer mechanischer Stabilität führt zu einem erheblichen Mehraufwand auf der Baustelle und damit zu einer Erhöhung der Baukosten. Die erhöhten Herstellungskosten der Schalplatten aus Kunststoff führen zu einer Verteuerung der damit ausgerüsteten System- und Großflächenschalungen.
- Es ist daher Aufgabe der vorliegenden Erfindung Schalplatten aus Kunststoff und damit ausgerüstete Schaltafeln zu schaffen, die in Gewicht und mechanischer Stabilität herkömmlichen Schalplatten aus Sperrholz annähernd entsprechend und darüberhinaus billiger herzustellen sind als bekannte Schalplatten aus Kunststoff. Des weiteren ist es Aufgabe der vorliegenden Erfindung ein Verfahren zur Herstellung derartiger Schalplatten anzugeben.
- Die Lösung diese Aufgabe erfolgt durch die kennzeichnenden Merkmale des Anspruchs 1. Dadurch, daß als Grundstoff für die Schalplatte PVC-Granulat verwendet wir, das bei der Rückgewinnung von Kupfer aus Elektrokabeln anfällt, verringern sich die Herstellungskosten erheblich, da dieser Grundstoff nahezu kostenlos zur Verfügung steht. Dies ist darauf zurückzuführen, daß es für derartige PVC- oder Kunstoff-Abfälle kein wirtschaftlich vertretbares und gefahrloses Entsorgungskonzept gibt. Durch das Recycling dieser Kunststoffabfälle können daher der Volkswirtschaft erhebliche Kosten erspart werden.
- Dadurch, daß das PVC-Granulat mittels eines schäumbaren Kunststoffs aufgeschäumt wird, ergibt sich das gegenüber herkömmlichen Schalplatten aus Kunststoff verringerte Gewicht bei gleichzeitig gewahrter mechanischer Stabilität. Durch die Verwendung eines schäumbaren Kunststoffes als Bindemittel wwerden gleichzeitig auch die Kosten reduziert, da weniger Bindemittel benötigt wird.
- Die Zusammensetzung von PVC-Granulat, das bei der Rückgewinnung von Kupfer aus Elektrokabeln anfällt, ist höchst unterschiedlich. Neben verschiedenen PVC-Arten sind auch andere Kunststoffe, Textilien - z.B. von den Kabelkennfäden -, Metallteile, insbesondere Kupfer, und sonstige Fremdstoffe enthalten. Aus diesem Grunde sind auch andere Kunststoffabfälle geignet,die in ihren physikalischen und oberflächenchemischen Eigenschaften diesem PVC-Granulat entsprechen. Beispielsweise sind auch zerkleinerte Plastikflaschen, wie sie für Geschirr- und Flüssigwaschmittel verwendet werden, oder auch zerkleinertes Plastikgeschirr etc. anstelle von PVC-Granulat oder zusätzlich verwendbar. Da das PVC-Granulat bzw. entsprechende Kunststoffe nicht mit dem schäumbaren Bindemittel reagieren, stört die höchst unterschiedliche Zusammensetzung nicht bzw. die Verwendung von Kunststoffabfällen höchst unterschiedlicher Zusammensetzung, die zudem noch verschmutzt sein können, wird damit möglich.
- Als schäumdes Bindemittel hat sich Polyurethan (PU) als besonders geeignet herausgestellt. Dadurch, daß das schäumbare Bindemittel Polyurethan enthält, das mit Wasser abbindet vereinfacht sich die Herstellung der erfindungsgemäßen Schalplatte.
- Bei der vorteilhaften Weiterbildung der Schalplatte gemäß Anspruch 4 wird die Platte mit einem Schutzüberzug versehen, wodurch sich die Le bensdauer der Schalplatte verlängert. Beispielsweise kann dieser Schutzüberzug aus Polyurethan bestehen, das aufgespritzt, aufgestrichen, aufgerollt oder gegossen werden kann. Der Schutzüberzug kann auch in Form einer Holzfurnierschicht, eines Glasfließes, eines Kunststofffließes, eines Netzes etc. ausgebildet sein. Gemäß der Ausgestaltung nach Anspruch 5 werden diesem Schutzüberzug zur Erhöhung der Abriebfestigkeit Glashohlkügelchen und/oder Silizium und/oder Metallspäne und/oder mineralische Stoffe und/oder Kunststoffe und/der faserige Stoffe zugesetzt.
- Gemäß der vorteilhaften Weiterbildung der Erfindung nach Anspruch 6 wird dem PVC-Granulat zur Verbesserung der Sieblinie und/oder Erhöhung der Stabilität Zugschlagsstoffe zugesetzt. Derartige Zuschlagsstoffe sind feingemahlener Reifengummi, Quarzsand, Leichtzuschlagsstoffe, wie z.B. Aluminiumhohlsilikat. Durch den Zusatz von Zuschlagsstoffen werden die Zwischenräume zwischen dem vergleichsweise grobkörnigen und unregelmäßig geformten PVC-Granulat ausgefüllt, was zu einer Erhöhung der Stabilität führt.
- Um die mechnanischen Eigenschaften der erfindungsgemäßen Schalplatte weiter zu verbessern wird diese bei der Ausgestaltung nach Anspruch 7 von einer Armierung durchsetzt. Diese Armierung kann aus einem Glas-, Kunststoff- oder Metallgewebe bestehen. Auch Gitterstrukturen aus Metall oder Kunststoff oder Hohlprofile aus Metall oder Kunststoff kommen in Frage.
- Bei der Ausgestaltung der Erfindung nach Anspruch 8 ist die Armierung in Form von Metallstäben oder in Form eines Metallgitters nicht in die Schalplatte eingegossen, sondern wird lediglich auf der dem Beton abgewandten Seite der Schalplatte, also auf der Rückseite der Schalplatte, montiert. Da eine Armierung insbesondere aus Metall immer ein zusätzliches Gewicht darstellt, kann bei der Ausgestaltung der Erfindung nach Anspruch 8 die Schaltafel je nach Bedarf mit oder ohne Armierung verwendet werden.
- Da der Randbereich und die Kanten einer Schalplate bei der Montage den stärksten mechanischen Belastungen ausgesetzt sind, ist nach Anspruch 8 ein Randschutz vorgesehen. Gemäß der vorteilhaften Weiterbildung der Erfin dung nach Anspruch 10 besteht dieser Randschutz aus einem besonders widerstandsfähigem Kunststoff der bündig mit der Oberfläche der Schalplatte abschließend in diese eingegossen ist.
- Gemäß der vorteilhaften Weiterbildung nach Anspruch 11 läßt sich die Schalplatte in Form von Integralschaum ausbilden. Diese Ausgestaltung hat den Vorteil, daß der abriebfeste Schutzüberzug nicht in einem separaten Arbeitsgang sondern während der Ausformung der Platte durch Erzeugen eines hochverdichteten Schaums an der Oberfläche hergestellt werden kann. Auch der Kantenschutz läßt sich auf diese Weise zugleich mit der Herstellung der Platte erzeugen.
- Die Vorderseite der Platte, also die Seite der Platte die auf dem Beton zu liegen kommt, ist bei der Ausgestaltung gemäß Anspruch 12 profiliert, so daß mit dem mit derartigen Schalplatten erstellten Sichtbeton eine beliebige Struktur gegeben werden kann.
- Anspruch 13 lehrt ein vorteilhaftes Verfahren zur Herstellung einer erfindungsgemäßen Schalplatte. Die Unteransprüche 14 bis 16 beziehen sich auf vorteilhafte Weiterbildungen dieses Verfahrens. Bei der besonders vorteilhaften Ausgestaltung des Verfahrens nach Anspruch 16 dient der Rahmen als der Form für die Schalkplatte, d.h. die Schalplatte wird unmittelbar in den Rahmen eingeschäumt. Damit erübrigt sich die Befestigung der Schalplatte an dem Rahmen, da die Schalplatte in noch nicht verfestigtem Zustand hervorragend an dem Metallrahmen haftet.
- Anspruch 17 auf eine Schaltafel gerichtet, die die erefindungsgemäße Schalplatte aufweist.
- Anspruch 18 beansprucht eine Schaltafel insbesondere mit einer Schalplatte nach einem der vorhergehenden Ansprüche, die dadurch gekennzeichnet ist, daß die Randseite der Schalplatte bündig mit dem Rahmen abschließt bzw. leicht über dem Rahmen übersteht. Durch diese Ausgestaltung wird erreicht, daß im montiertem Zustand der Schaltafeln die einzelnen Schalplatten dicht aneinander liegen. Da Kunststoff und insbesondere Schalplatten aus Kunststoff nach einem der vorhergehenden Ansprüche eine gewisse Grundelastizität aufweisen, wird eine homogene Betonfläche nahezu ohne störende Fugenabdrücke erreicht. Damit ist die Verwendung von Schalplatten unterschiedlichster Größen möglich, ohne daß dadurch die unterschiedlichen Größen auf der Betonfläche wiederzuerkennen wären. Es ist also grundsätzlich ein geordnetes Fugenbild gewährleistet. Gleichzeitig wird durch die unmittelbar aneinanderliegenden Schalplatten das Austreten von Zementmilch im Fugenbereich und damit ein Ausbluten des Betons in diesem Bereich vermieden.
- Bei der vorteilhaften Ausgestaltung der Erfindung gemäß Anspruch 19 wird die Abdichtung zwischen den einzelnen Schalplatten bzw. Schaltafeln noch dadurch verbessert, daß die einzelnen Schalplatten mit Dichtlippen versehen sind. Gemäß der vorteilhaften Weiterbildung nach Anspruch 20 überdecken diese Dichtlippen wenigstens teilweise auch den Rahmen was noch zu einer weiter verbesserten Abdichtung führt und außerdem die Verschmutzung des abgedeckten Teils des Rahmens verhindert. Dies ist besonders vorteilhaft, da getrocknete Betonrückstände von den Dichtlippen aus Kunststoff aufgrund der schlechteren Haftung wesentlich leichter entfernt werden können als von Metall. Bei herkömmlichen Schaltafeln werden auf dem Matallrahmen angetrocknete Betonrest nicht selten durch Hammerschläge entfernt, was letzt endlich zu einer Verformung des Rahmens und damit zu einer Beinträchtigung der Funktion der Schalplate führt. Dieser Nachteil wird durch Abdeckung der Teile des Rahmens, die am häufigsten mit flüssigem Beton in Berührung kommen, vermieden. Die Dichtlippen können aus dem gleichen Material wie die Schalplatte selbst oder aus einem anderen Kunststoff bestehen. Vorzugsweise sind die Dichtlippen bzw. die den Rahmen überziehende Schicht aus reinem PVC hergestellt.
- Durch die vorteilhafte Weiterbildung der Schaltafel nach Anspruch 21 wird dem Umstand Rechnung getragen, daß die mechanischen Belastungen im Randbereich der Schalplatte am größten sind. Außerdem wird durch diese Ausgestaltung die Montage der Schalplatte an dem Rahmen erleichtert, insbesondere wenn die Schalplatte lediglich auf den Rahmen aufgeklebt wird.
- Um die mühsame Reinigung des Metallrahmens von getrockneten Betonresten und die nachteilige "Hammerreinigung" gänzlich zu vermeiden, umschließt gemäß der Weiterbildung nach Anspruch 22 die Schalplatte mit ihrem Randbereich den Rahmen vollständig.
- Durch die vorteilhafte Ausgestaltung der Erfindung gemäß Anspruch 23 wird der Zusammenhalt zwischen Rahmen und Schalplatte verbessert. Diese Ausgestaltung ist insbesondere vorteilhaft, wenn Platte und Rahmen miteinander verklebt sind.
- Zur Erhöhung der mechanischen Stabilität kann der Rahmen der erfindungsgemäßen Schalplatte in üblicher weise auch mit Querverstrebungen versehen sein. Der Rahmen kann auch Dürchbrüche für Spannstäbe und Verstärkungen für übliche Abstandshalter aufweisen.
- Die erfindungsgemäßen Schalplatten lassen sich natürlich auch anderweitig, z.B. als Abzäunung oder als Bodenbelag im Freien etc verwenden. Auch Kompostbehälter und ähnliches lassen sich aus diesem Kunststoffmaterial herstellen.
- Gegenüber herkömmlichen Schalplatten weist die erfindungsgemäße Schalplatte bzw. eine damit ausgerüstete Schaltafel folgende Vorteile auf:
- keine Wasseraufnahme und Beschädigung durch Witterungseinflüsse,
- keine nennenswerten Maßänderungen in Länge, Breite und Dicke,
- Die Schalplatte ist bei den üblichen Beschädigungen wie Nagellöcher, Bohrlöchern, Rüttelflaschenschäden und Kratzern verursacht durch die Armierung, ohne Probleme zu reparieren und wieder uneingeschränkt einzusetzen. Zur Reparatur eignet sich beispielsweise PU mit dem Löcher etc. ausgefüllt werden.
- Die Lebensdauer der erfindungsgemäßen Schalplatten aus Kunststoff ist im Vergleich zu herkömmlichen Platten erheblich Länger und entspricht in etwa der Lebensdauer des Rahmens. Damit werden drei bis fünf Neubelegungen der Schaltafel eingespart, die je ca. 1/3 des Neupreises einer Schaltafel ausmachen würden.
- Bei der Herstellung bzw. dem Zuschnitt der einzelnen Schalplatten entstehender Frässtaub kann bei der Herstellung neuer Schalplatten uneingeschränkt wieder verwendet werden.
- Verbrauchte Schaltafeln können problemlos entsorgt werden, da die Schalplatten zu 100 % bei der Neuherstellung von Schalplatten wieder verwendet werden können.
- Die statischen Eigenschaften der Schalplatte bleiben über die gesamte Lebensdauer voll erhalten.
- Die Kanten der erfindungsgemäßen Schalplatte können so gestaltet werden, daß im Gegensatz zu den bisher verwendeten Schalplatten ein kaum sichtbarer Fugenabdruck auf dem Beton entsteht, der Beton im Fugenbereich nicht ausblutet und somit Nacharbeit vermieden und Sichtbeton höchster Qualität überhaupt erst möglich wird.
- Die Betonstruktur wird gleichfarbig und matt, ohne jeglichen Marmoreffekt.
- Die Schalplatte ist nicht saugfähig und erfordert daher maximal 1/3 des Trennmittels, das die üblichen Schalplatten aus Holz benötigen. Die erfindungsgemäßen Schalplatten sind damit also wirtschaftlicher und umweltfreundlicher.
- Die Reinigung der Schaltafeln wird wesentlich erleichert, da Beton an dem Material schlecht haftet.
- Die Produktion von Schalplatten mit besonderer Kantenausbildung zum Schutz der Schalplatte bzw. des Rahmens ist auf einfache Weise möglich. Ebenso läßt sich in beliebiger Weise die Oberfläche der Schalplatte strukturieren und profilieren, z.B. sägerauhe Holzstruktur.
- Der Einbau der Schalplatte in neue oder auch gebrauchte Schaltafeln wird wirtschaftlicher, da auf grund der Möglichkeit die Schalplatte beliebig zu formen diese auch auf dem Rahmen aufgeklebt werden kann.
- Die erfindungsgemäße Schalplatte eignet sich besonders auch im Einsatz für Großflächenschalungen und Vorsatzschalungen, da sie sich mit üblichen Holzbearbeitungswerkzeugen bearbeiten, nageln, schrauben und kleben läßt.
- Die Abriebfestigkeit der erfindungsgemäßen Schalplatte liegt beim etwa 5 bis 9-fachen Wert herkömmlicher Schalplatten.
- Die Schalplatte besteht je nach Ausgestaltung zu 70 - 90 % aus Recycling-Material, das anderweitig nur sehr selten und in nicht ausreichender Menge eingesetzt werden kann und dessen Beseitigung äußerst problematisch ist, da es sich gefahrlos weder verbrennen noch deponieren läßt. - Weitere Einzelheiten, Merkmale und Vorteile der vorliegenden Erfindung ergeben sich aus der nachfolgenden Beschreibung unter Bezugnahme auf die Zeichnung.
- Es zeigt:
- Fig. 1 eine Schrägansicht eines Teils einer Ausführungsform der Schalplatte mit teilweise entferntem Schutzüberzug,
- Fig. 2 einen Schnitt durch die Darstellung von Fig. 1,
- Fig. 3 eine Schnittdarstellung einer Schalplatte mit Kantenschutz,
- Fig. 4 eine Schnittdarstellung einer Schalplatte mit Hohlräumen,
- Fig. 5 eine Schnittdarstellung einer Schalplatte mit eingegossener Armierung,
- Fig. 6 eine Schnittdarstellung einer Schalplatte mit einer auf der Rückseite der Schalplatte angebrachten Armierung,
- Fig. 7 bis 13 schematische Darstellungen verschiedener Ausführungsformen einer erfindungsgemäßen Schaltafel.
- In den Figuren und in der nachfolgenden Figurenbeschreibung werden gleiche Teile mit gleichen Bezugszeichen bezeichnet.
- Fig. 1 zeigt einen Teil einer erfindungsgemäßen Schalplatte 1. Fig. 2 zeigt einen Schnitt durch die Schalplatte 1 nach Fig. 1. Die Schalplatte 1 besteht aus PVC-Granulat, das bei der Rückgewinnung von Kupfer aus Elektrokabeln anfällt. Dieses Abfall-PVC wird in PU-Schaum eingeschäumt. Außer PVC-Granulat sind auch Polystyrol- oder Polyethylen-Abfälle bzw. alle Kunststoffabfälle geeignet, die in ihren physikalischen bzw. oberflächenchemischen Eigenschaften dem PVC-Granulat entsprechen und unter Umständen stark verschmutzt sind. Darüberhinaus können auch Holzabfälle, wie z.B. Sägespäne mit in den PU-Schaum eingegossen bzw. eingeschäumt werden. Neben PU-Schaum lassen sich auch andere schäumbare Kunststoffe, wie z.B. Thermoplaste verwenden.
- Die in Fig. 1 bzw. 2 dargestellte Schalplatte 1 ist an Vorder- und Rückseite 3 bzw. 5 mit einer Armierung in Form eines Metallgewebes 7 versehen. Diese Armierung dient zur Verbesserung der mechanischen Stabilität und kann auch aus einem Glas- oder Kunststoffgewebe bestehe. Auch Fasern bzw. fasrige Stoffe können als Armierung eingelagert bzw. eingeschäumt werden.
- Über dem Metallgewebe 7 ist ein Schutzüberzug 9 aufgebracht. Der Schutzüberzug 9 besteht aus einem besonders abriebfestem Material, z.B. Polyurethan, dem mineralische oder fasrige Stoffe bzw. Metalle beigemischt sind. Auch wenn dies in Fig.1 nicht so deutlich zu Ausdruck kommt, so überzieht der Schutzüberzug 9 die Schalplatte 9 vollständig, auch und besonders an den Randseiten 6 der Platte.
- Fig. 3 ist eine Schnittdarstellung einer Schallplatte 1, die mit einem Kantenschutz 11 versehen ist. Der Kantenschutz 11 ist rechtwinkelig und überdeckt die Randseite der Schalplatte 1 sowie mit etwa gleicher Länge die Vorderseite der Schallplatte 1. Der Kantenschutz 11 besteht entweder aus einem besonders widerstandsfähigem Kunststoff, wie z.B. Polyurethan, Acryl-Butadien-Styrol, Polystyrol oder aber aus Metall.
- Fig. 4 zeigt einen Schnitt durch eine Schalplatte 1 in de Hohlräume 13 vorgesehen sind. Die Hohlräume 13 dienen einmal zur Gewichtsverringerung und zum anderen lassen sich in diese Hohlräume bei Bedarf Armierungen beispielsweise in Form von Rohren 15 einbringen.
- Fig. 5 zeigt eine weitere Variante der Schalplatte 1, in die eine Armierung in Form von Flachbandeisen 17 eingegossen bzw. eingeschäumt ist. Die Flachbandeisen 17 sind hierbei parallel zu den Randseiten 6 ausgerichtet und sind vollständig von der Kunststoffmasse der Schalplatte umschlossen. Je nach dem welchen Zug- und Druckkräften die Schalplatte im Einsatz ausgesetzt ist lassen sie sich auch nicht näher dargestellte wellenförmige Armierungen oder Armierungen in Form von Profilstücken verwenden.
- In Fig. 6 ist eine weiter Ausführungsform der Schalplatte 1 gezeigt. Bei dieser Ausführungsform ist eine Armierung in Form von Metallstäben 19 lediglich auf der Rückseite 5 der Schalplatte 1 angebracht wird. Damit diese Art der Armierung keine Änderung des Rahmens einer damit ausgerüsteten Schaltafel bedingt, verlaufen die Metallstäbe 19 in Ausnehmungen 21 in der Schalplatte 1.
- Nachfolgend werden anhand der Figuren 7 bis 13 verschiedene Ausführungsformen von Schaltafeln beschrieben, die Schalplatten der zuvor beschriebenen Art aufweisen.
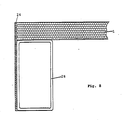
- Fig. 7 zeigt eine erste Ausführungsform einer Schaltafel mit der erfindungsgemäßen Schalplatte 1. Die Schaltafel weist einen Rahmen 2b auf, der aus einem Hohlprofil mit rechteckförmigem Querschnitt und abgerundeten Ecken gebildet wird. Der Rahmen 2b besteht vorzugsweise aus Stahl oder Aluminium. Zur Erhöhung der Stabilität kann der Rahmen 26 in bekannter Weise zusätzlich noch mit nicht dargestellten Querverstrebungen versehen sein.
- Die Schalplatte 1 ist mit ihrer Rückseite 5 derart an eine der kürzeren Seiten des Hohlprofils 26 angeordnet, daß die umlaufenden Randseiten 6 der Schalplatte 1 mit einer der längeren Seiten des Hohlprofils bündig abschließen bzw. daß die Schalplatte leicht über den Rahmen übersteht. Durch diese Anordnung der Schalplatte an dem Rahmen der Schaltafel wird erreicht, daß die in einer Systemschalung montierten Schaltafeln bzw. deren Schalplatten praktisch ohne Abstand zueinander dicht an dicht liegen. Um die gegenseitige Abdichtung zwischen den einzelnen Schalplatten der in einer Systemschalung montierten Schaltafeln zu verbessern, sind die Randseiten 6 der Schaltafeln mit einer dünnen Dichtlippe 24 versehen.
- Die Ausführungsform der Schalplatte gemäß Fig. 8 entspricht der Ausführungsform von Fig. 7 mit dem Unterschied, daß die Dichtlippe 24 nicht nur die Randseiten 6 der Schalplatte sondern auch vollständig eine der längeren Seiten des Hohlprofils 26 überdeckt. Die Ausführungsform gemäß Fig. 8 ermöglicht eine vereinfachte Reinigung der Schaltafel, da der größte Teil des Metallrahmens durch die Dichtlippe 24 aus Kunststoff abgedeckt ist und sich ausgetrocknete Betonreste von Kunststoff wesentlich leichter entfernen lassen als von Metall.
- Die Ausführungsform der Schaltafel gemäß Fig. 9 entspricht ebenfalls der Ausführungsform gemäß Fig. 7 mit dem Unterschied, daß die Dichtlippe 24 den Rahmen 26 bzw. das Hohlprofil 26 vollständig umschließt. Bei dieser Ausführungsform wird gänzlich verhindert, daß Betonreste auf dem metallenen Rahmen 26 verfestigen können.
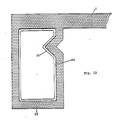
- Bei der Ausführungsform der Schaltafel nach Fig. 10 ist der Schnitt durch die Schalplatte 1 U-förmig. Diese Schenkel bzw. Randbereiche 28 der Platte 1 greifen in eine korrespondierende Ausnehmung 30 im Rahmen 26 ein, so daß die Randseiten 6 der Schalplatte 1 bündig mit dem Rahmen 26 abschließen bzw. nur leicht über den Rahmen 26 überstehen. Die Schalplatte 1 umschließt daher den Rahmen 26 wie eine Kappe.
- Fig. 11 zeigt eine weitere Ausgeschaltung eienr Schaltafel mit einer im Schnitt U-förmigen Schalplatte 1. Die Schenkel bzw. die verlängerten Randbereiche 28 der Schalplatte 1 überdecken bei dieser Ausführungsform eine Längsseite des rechteckförmigen Hohlprofils 26 vollständig. Die Ausnehmung 30 in die eine korrespondierende Verdickung der Randbereiche 28 der Schalplatte 1 eingreift ist bei dieser Ausführungsform in einer Längsseite des Hohlprofils 26 vorgesehen.
- Bei der Ausführungsform der Schaltafel gemäß Fig. 12 ist der Rahmen bzw. das Hohlprofil 26 vollständig in den Randbereich 28 der Schalplatte 1 integriert bzw. die Schalplatte 1 umschließt das Hohlprofil vollständig. Die Ausnehmung 30 und die zugehörige Verdickung der Schaltafel befindet sich bei dieser Ausführungsform auf der Innenseite des Rahmens 26.
- Die Ausführungsform von Fig.13 ist der von Fig. 11 vergleichbar. Um eine Beschädigung des über den Rahmen 26 gezogenen Randbereichs 28 der Schalplatte 1 bei der Handhabung der Schaltafel auf der Baustelle zu vermeiden, durchsetzen den Randbereich 38 und den Rahmen 26 zwei Stifte 32, die im Bereich des Randbereichs 28 ein große überstehende Kappe 34 aufweisen. Durch die Stifte 32 bzw. durch die darauf befindlichen Kappen 34 wird der Randbereich vor mechanischen Einwirkungen geschützt. Unmittelbar vor der Montage in die Systemschalung werden die Stifte 32 entfernt. In die verbleibenden öffnungen können dann herkömmliche Spannstifte eingesetzt werden.
- Bei den anhand der Figuren 7 bis 13 beschriebenen Ausführungsformen der erfindungsgemäßen Schaltafel sind Schalplatte und -rahmen durch Klebung miteinander verbunden. Alternativ oder zusätzlich lassen sich Schalplatte und Rahmen jedoch auch in herkömmlicher Weise vernieten oder verschrauben.
- Nachfolgend wird die Herstellung der vorstehend beschriebenen Schalplatten bzw. Schaltafeln kurz erläutert.
- Formteile, Platten oder Endlosbänder etc. aus schäumbaren Kunststoffen mit ggfs. darin enthaltenen Granulaten, Armierungen etc. werden entweder kontinuierlich auf Doppelbandanlagen (PU-Schäume) oder diskontinuierlich mittels Formen (Styropor) hergestellt. Hierbei kommen Reaktionsharze ebenso zu Anwendung wie expandierende Polystyrol-Partikel, die Treibgas enthalten.
- Die erfindungsgemäßen Schalplatten können mit diesen Verfahren hergestellt werden, die allerdings speziell modifiziert sein müssen.
- Bei der kontinuierlichen Herstellung werden in einer Mischanlage erst die Harzkomponenten hergestellt. Zu dieser Mischung werden die Zuschläge aus zerkleinertem Kunststoffabfall bzw. Recycling-Material zugegeben und vermischt. Dieser Vorgang muß exakt der Bandgeschwindigkeit der Produktionsanlage angepaßt werden.
- Die Mischung wird über spezielle Aufgabevorrichtungen auf die Doppelbandanlage aufgegeben und so dosiert, daß eine gleichbleibende Menge zwischen die beiden Bänder gegeben wird. Das Doppelband kann aus perforierten Stahlbändern, die von unten durch Rollen gestützt werden, oder kettengeführten Platten bestehen, die wenn sie nebeneinander liegen sich gegenseitig abdichten, auch hier ist eine Perforation erforderlich.
- In der Maschine durchläuft das Material mehrere Stufen:
- a) Aufgabestation und Dosierung
- b) Verdichtungszone
- c) Dampfzone und Befeuchtung
- d) Kühlzone
- e) Auslaufzone
- Die Maschine produziert ein Endlos-Plattenband, das nach Austritt aus der Maschine längs und quer geteilt und an den Rändern nachbearbeitet werden kann.
- Die Plattendicke wird durch den Abstand der beiden Bänder zueinander bestimmt, die durch Seitenleisten abgedichtet werden.
- Die Armierung wird am Maschinenanfang kontinuierlich einlaufen und in Zug- und Druckzone fixiert und in die Plattenbahn eingeschäumt.
- Zum Schutz der Stahlbänder können entweder Trennmittel wieder kontinuierlich aufgetraen werden, oder es laufen trennende Medien in Form von Folien, Vliesen o.ä. mit, die auch auf der Plattenoberfläche verbleiben können.
- Die Verschleißschichten auf der Plattenoberfläche werden nach dem Austritt aus der Maschine im Gieß-, Spritz- oder Walzverfahren aufgetragen, dies kann sowohl auf dem unbearbeiteten Band, als auch auf den fertig getrennten Platten erfolgen.
- Bei der diskontinuierlichen Herstellung wird die gemischte Masse in Formen, vornehmlich aus Aluminium, gefüllt, die mit nach innen durchlässigen Düsen versehen sind, die Dampf durchlassenbzw. in die Dampf eingeblasen wird. Die gefüllte Form wird verschlossen und in der Exklave bedampft, abgekühlt und danach entformt.
- Bei diesem Verfahren können ebenfalls Armierungen eingelegt werden, auch ist es möglich, die verschiedensten Randprofile anzuschäumen bzw. der Plattenoberfläche Strukturen zu geben.
- Die Verschleißschichten können ebenfalls direkt in die Form gegeben oder nachträglich auf die fertige Platte aufgetragen werden.
- Die verwendeten Formen können stapelbar konstruiert sein um dann als Paket bedampft zu werden.
- Besonders vorteilhaft ist es, die Schalplatte unmittelbar im Rahmen der Schaltafel herzustellen, d.h. der Rahmen der Schaltafel ist Teil der Form für die Herstellung der Schalplatte. Mit entsprechenden Vorrichtungen, die den Rahmen nach der Beton- und Rückseite abdichten, ist es möglich, die Schalplatte unmittelbar in den Rahmen einzuschäumen. Auf diese Weise erfolgt gleichzeitig mit der Herstellung der Platte in einem Arbeitsgang die Verklebung mit dem Rahmen. Zuschnitt und nachträgliche Montage fallen also weg.
Claims (23)
daß die Schalplatte (1) PVC-Granulat, das bei der Rückgewinnung von Kupfer aus Elektrokabeln anfällt, und/oder diesem PVC-Granulat entsprechende Kunststoffabfälle enthält, und
daß das PVC-Granulat bzw. die diesem PVC-Granulat entsprechenden Kunststoffabfälle und gegebenenfalls Zusatzstoffe durch ein Bindemittel in Form von schäumbaren Kunststoffen gebunden sind.
Herstellung einer Mischung aus PVC-Granulat, Polyurethan und gegebenenfalls Zusatzstoffen,
Formen dieser Mischung,
Abkühlen der ausgeformten Masse.
daß die Schalplatte (1) derart an dem Rahmen (26) montiert ist, daß die Randseiten (6) der Schalplatte (1) bündig mit dem Rahmen (26) abschließen bzw. die Schalplatte (1) leicht über den Rahmen übersteht.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8916035U DE8916035U1 (de) | 1988-07-29 | 1989-07-27 | Schaltafel mit einer Schalplatte aus Kunststoff sowie Verfahren zu deren Herstellung |
| AT89113898T ATE83525T1 (de) | 1988-07-29 | 1989-07-27 | Schaltafel mit einer schalplatte aus kunststoff sowie verfahren zu deren herstellung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3825900A DE3825900A1 (de) | 1988-07-29 | 1988-07-29 | Schaltafel mit einer schalplatte aus kunststoff sowie verfahren zu deren herstellung |
| DE3825900 | 1988-07-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0353637A1 true EP0353637A1 (de) | 1990-02-07 |
| EP0353637B1 EP0353637B1 (de) | 1992-12-16 |
Family
ID=6359899
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89908392A Pending EP0430966A1 (de) | 1988-07-29 | 1989-07-27 | Schaltafel mit einer schalplatte aus kunststoff sowie verfahren zu deren herstellung |
| EP89113898A Expired - Lifetime EP0353637B1 (de) | 1988-07-29 | 1989-07-27 | Schaltafel mit einer Schalplatte aus Kunststoff sowie Verfahren zu deren Herstellung |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89908392A Pending EP0430966A1 (de) | 1988-07-29 | 1989-07-27 | Schaltafel mit einer schalplatte aus kunststoff sowie verfahren zu deren herstellung |
Country Status (4)
| Country | Link |
|---|---|
| EP (2) | EP0430966A1 (de) |
| AT (1) | ATE83525T1 (de) |
| DE (2) | DE3825900A1 (de) |
| WO (1) | WO1990001602A1 (de) |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9013471U1 (de) * | 1990-09-25 | 1990-12-06 | Bechtold, Heinz, 6121 Mossautal, De | |
| DE9017200U1 (de) * | 1990-09-25 | 1991-04-25 | Bechtold, Heinz, 6121 Mossautal, De | |
| FR2679582A1 (fr) * | 1991-07-25 | 1993-01-29 | Husson Cie Sa Roland | Peau coffrante composite. |
| FR2715683A1 (fr) * | 1994-02-01 | 1995-08-04 | Outinord St Amand | Banche métallique avec peau coffrante interchangeable. |
| WO1996011102A1 (en) * | 1994-10-10 | 1996-04-18 | Zodiac Europe S.A. | Draining board and method for manufacturing same |
| WO1996032554A1 (en) * | 1995-04-12 | 1996-10-17 | Providence Industries, L.L.C. | Reusable concrete form panel sheeting |
| DE19528938A1 (de) * | 1995-08-07 | 1997-02-13 | Johann Ganz | Chemiewerkstoff |
| EP0798431A1 (de) * | 1996-03-29 | 1997-10-01 | Ferrozell Gmbh | Formkörper aus Reststoffen sowie deren Verwendung |
| WO1997045611A1 (en) * | 1996-05-24 | 1997-12-04 | Antonius Gerardus De Hart | A shuttering element for repeated use |
| WO1997049881A1 (de) * | 1996-06-26 | 1997-12-31 | Gerhard Dingler | Bauelement und verfahren zur herstellung eines bauelementes |
| US5792552A (en) * | 1996-04-12 | 1998-08-11 | Providence Industries, L.L.C. | Reusable concrete form panel sheeting |
| WO2000017469A1 (en) * | 1998-09-21 | 2000-03-30 | Dae Yee Ind. Co., Ltd. | Concrete form panel |
| AU720937B2 (en) * | 1996-04-12 | 2000-06-15 | Providence Composite Technologies, Inc. | Reusable concrete form panel sheeting |
| EP1130192A2 (de) * | 2000-02-21 | 2001-09-05 | Apsys Gesellschaft für anwendungstechnische Polyurethan-Systeme m.b.H | Schaltafel |
| WO2004111368A1 (es) * | 2003-06-17 | 2004-12-23 | Ulma C Y E, S. Coop. | Tablero de composite para aplicación en encofrados de hormigon y procedimiento para la obtencion del mismo |
| ES2296445A1 (es) * | 2005-05-11 | 2008-04-16 | Ulma C Y E S. Coop | Tablero de encofrado con cantonera de proteccion y procedimiento de obtencion e integracion de dicha cantonera. |
| EP2060702A1 (de) * | 2007-11-15 | 2009-05-20 | Sonoform AB | Form zum Gießen von Beton und Herstellungsverfahren dafür |
| CN101892739A (zh) * | 2010-07-13 | 2010-11-24 | 陈校兴 | 一次性建筑用模板 |
| CN101614072B (zh) * | 2008-08-15 | 2011-07-20 | 张锦 | 低发泡多层塑料建筑模板及制作方法 |
| CN102786750A (zh) * | 2012-08-02 | 2012-11-21 | 施冬 | 一种新型建筑塑料大梁底板的配方及其制备方法 |
| EP3526424B1 (de) * | 2016-10-11 | 2021-12-01 | Bigrep GmbH | Modulares schalungssystem für die herstellung von betonelementen |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2683575B1 (fr) * | 1991-11-07 | 1994-01-21 | Soframat | Panneau de coffrage de dalle. |
| FR2683574A1 (fr) * | 1991-11-07 | 1993-05-14 | Soframat | Panneau de coffrage en un materiau stratifie. |
| AU715141B2 (en) * | 1995-02-27 | 2000-01-20 | Niels Jorgen Jacobsen | Procedure for making a pallet for grouting concrete products using blockmaking machinery |
| DE19607896C2 (de) * | 1996-03-01 | 2001-02-22 | Bruer Manfred | Aus Kunststoffschaum, insbesondere Polystyrolschaum, bestehende Schale einer verlorenen Schalung zur Errichtung von Betonwänden |
| CN115434505A (zh) * | 2022-08-15 | 2022-12-06 | 上海模新新材料科技有限公司 | 轻质现浇混凝土用新型复合材料建筑模板 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2012032A1 (de) * | 1970-03-13 | 1971-09-23 | Massenberg, Gert, 4300 Essen | Schalungstafel |
| DE2010003A1 (en) * | 1970-03-04 | 1971-09-23 | Reckli KG Wiemers & Co, 4350 Reck linghausen | Shuttering element |
| GB1471661A (en) * | 1974-05-06 | 1977-04-27 | Reed Malik Ltd | Shutters for supporting concrete or the like |
| DE2556224A1 (de) * | 1975-12-13 | 1977-06-23 | Phoenix Gummiwerke Ag | Schutzelement zur schalldaemmung |
| US4037816A (en) * | 1976-04-23 | 1977-07-26 | Scott Samuel C | Apparatus for forming a liner on a planar form means |
| FR2448605A1 (fr) * | 1979-02-09 | 1980-09-05 | Bouygues Sa | Panneau coffrant et ses applications |
| FR2468705A1 (fr) * | 1979-10-26 | 1981-05-08 | Halle Wohnungsbau | Coffrage de grande surface sans joints de raccord et procede pour sa fabrication |
| DE8617602U1 (de) * | 1986-07-02 | 1986-08-21 | NOE-Schaltechnik KG, 7334 Süssen | Schaltafel |
| DE8630650U1 (de) * | 1986-11-15 | 1987-01-08 | Noe-Schaltechnik Kg, 7334 Suessen, De | |
| WO1987005353A1 (en) * | 1986-03-05 | 1987-09-11 | Rolf Zollinger | Board-like element, in particular for concrete shuttering |
-
1988
- 1988-07-29 DE DE3825900A patent/DE3825900A1/de not_active Withdrawn
-
1989
- 1989-07-27 EP EP89908392A patent/EP0430966A1/de active Pending
- 1989-07-27 EP EP89113898A patent/EP0353637B1/de not_active Expired - Lifetime
- 1989-07-27 WO PCT/DE1989/000490 patent/WO1990001602A1/de not_active Application Discontinuation
- 1989-07-27 DE DE8989113898T patent/DE58903007D1/de not_active Expired - Fee Related
- 1989-07-27 AT AT89113898T patent/ATE83525T1/de not_active IP Right Cessation
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2010003A1 (en) * | 1970-03-04 | 1971-09-23 | Reckli KG Wiemers & Co, 4350 Reck linghausen | Shuttering element |
| DE2012032A1 (de) * | 1970-03-13 | 1971-09-23 | Massenberg, Gert, 4300 Essen | Schalungstafel |
| GB1471661A (en) * | 1974-05-06 | 1977-04-27 | Reed Malik Ltd | Shutters for supporting concrete or the like |
| DE2556224A1 (de) * | 1975-12-13 | 1977-06-23 | Phoenix Gummiwerke Ag | Schutzelement zur schalldaemmung |
| US4037816A (en) * | 1976-04-23 | 1977-07-26 | Scott Samuel C | Apparatus for forming a liner on a planar form means |
| FR2448605A1 (fr) * | 1979-02-09 | 1980-09-05 | Bouygues Sa | Panneau coffrant et ses applications |
| FR2468705A1 (fr) * | 1979-10-26 | 1981-05-08 | Halle Wohnungsbau | Coffrage de grande surface sans joints de raccord et procede pour sa fabrication |
| WO1987005353A1 (en) * | 1986-03-05 | 1987-09-11 | Rolf Zollinger | Board-like element, in particular for concrete shuttering |
| DE8617602U1 (de) * | 1986-07-02 | 1986-08-21 | NOE-Schaltechnik KG, 7334 Süssen | Schaltafel |
| DE8630650U1 (de) * | 1986-11-15 | 1987-01-08 | Noe-Schaltechnik Kg, 7334 Suessen, De |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9013471U1 (de) * | 1990-09-25 | 1990-12-06 | Bechtold, Heinz, 6121 Mossautal, De | |
| DE9017200U1 (de) * | 1990-09-25 | 1991-04-25 | Bechtold, Heinz, 6121 Mossautal, De | |
| FR2679582A1 (fr) * | 1991-07-25 | 1993-01-29 | Husson Cie Sa Roland | Peau coffrante composite. |
| FR2715683A1 (fr) * | 1994-02-01 | 1995-08-04 | Outinord St Amand | Banche métallique avec peau coffrante interchangeable. |
| WO1996011102A1 (en) * | 1994-10-10 | 1996-04-18 | Zodiac Europe S.A. | Draining board and method for manufacturing same |
| WO1996032554A1 (en) * | 1995-04-12 | 1996-10-17 | Providence Industries, L.L.C. | Reusable concrete form panel sheeting |
| DE19528938A1 (de) * | 1995-08-07 | 1997-02-13 | Johann Ganz | Chemiewerkstoff |
| DE19528938C2 (de) * | 1995-08-07 | 1999-01-14 | Johann Ganz | Verfahren zur Herstellung einer Formmasse |
| EP0798431A1 (de) * | 1996-03-29 | 1997-10-01 | Ferrozell Gmbh | Formkörper aus Reststoffen sowie deren Verwendung |
| US5792552A (en) * | 1996-04-12 | 1998-08-11 | Providence Industries, L.L.C. | Reusable concrete form panel sheeting |
| AU720937B2 (en) * | 1996-04-12 | 2000-06-15 | Providence Composite Technologies, Inc. | Reusable concrete form panel sheeting |
| WO1997045611A1 (en) * | 1996-05-24 | 1997-12-04 | Antonius Gerardus De Hart | A shuttering element for repeated use |
| WO1997049881A1 (de) * | 1996-06-26 | 1997-12-31 | Gerhard Dingler | Bauelement und verfahren zur herstellung eines bauelementes |
| US6148575A (en) * | 1996-06-26 | 2000-11-21 | Dingler; Gerhard | Structural member and process for producing a structural member |
| WO2000017469A1 (en) * | 1998-09-21 | 2000-03-30 | Dae Yee Ind. Co., Ltd. | Concrete form panel |
| EP1130192A2 (de) * | 2000-02-21 | 2001-09-05 | Apsys Gesellschaft für anwendungstechnische Polyurethan-Systeme m.b.H | Schaltafel |
| EP1130192A3 (de) * | 2000-02-21 | 2003-03-26 | Apsys Gesellschaft für anwendungstechnische Polyurethan-Systeme m.b.H | Schaltafel |
| WO2004111368A1 (es) * | 2003-06-17 | 2004-12-23 | Ulma C Y E, S. Coop. | Tablero de composite para aplicación en encofrados de hormigon y procedimiento para la obtencion del mismo |
| ES2221801A1 (es) * | 2003-06-17 | 2005-01-01 | Ulma C Y E, S. Coop. | Tablero de composite para aplicacion en encofrados de hormigon y procedimiento para la obtencion del mismo. |
| ES2296445A1 (es) * | 2005-05-11 | 2008-04-16 | Ulma C Y E S. Coop | Tablero de encofrado con cantonera de proteccion y procedimiento de obtencion e integracion de dicha cantonera. |
| EP2060702A1 (de) * | 2007-11-15 | 2009-05-20 | Sonoform AB | Form zum Gießen von Beton und Herstellungsverfahren dafür |
| CN101614072B (zh) * | 2008-08-15 | 2011-07-20 | 张锦 | 低发泡多层塑料建筑模板及制作方法 |
| CN101892739A (zh) * | 2010-07-13 | 2010-11-24 | 陈校兴 | 一次性建筑用模板 |
| CN102786750A (zh) * | 2012-08-02 | 2012-11-21 | 施冬 | 一种新型建筑塑料大梁底板的配方及其制备方法 |
| EP3526424B1 (de) * | 2016-10-11 | 2021-12-01 | Bigrep GmbH | Modulares schalungssystem für die herstellung von betonelementen |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3825900A1 (de) | 1990-02-01 |
| DE58903007D1 (de) | 1993-01-28 |
| EP0430966A1 (de) | 1991-06-12 |
| WO1990001602A1 (de) | 1990-02-22 |
| EP0353637B1 (de) | 1992-12-16 |
| ATE83525T1 (de) | 1993-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0353637B1 (de) | Schaltafel mit einer Schalplatte aus Kunststoff sowie Verfahren zu deren Herstellung | |
| EP0010121B1 (de) | Vorgefertigte, selbsttragende Platten und Verfahren zu ihrer Herstellung | |
| DE2457848A1 (de) | Presstoffkoerper | |
| DE2756820A1 (de) | Mischmaterialbausteinelement und verfahren zu seiner herstellung | |
| DE2825411A1 (de) | Zusammengesetzter, geformter gegenstand | |
| EP1048630A2 (de) | Kunststoffe zum Einsatz im Bauwesen | |
| DE102008034749B3 (de) | Holzwerkstoffplatte | |
| EP0640030B1 (de) | Verfahren zum herstellen eines leichtbauteiles in platten- oder quaderform | |
| EP0016073B1 (de) | Verfahren zur Herstellung von isolierenden Bauelementen, Vorrichtung zur Durchführung des Verfahrens und nach dem Verfahren hergestelltes Bauelement | |
| DE102005050190A1 (de) | Hybridplatte | |
| DE2334489B2 (de) | Verbundbauelement fur Wände, Dächer etc. und Verfahren zu dessen Herstellung | |
| DE4244535C2 (de) | Strukturmaterial aus miteinander verbundenen Partikeln, das von Kanälen durchsetzt ist | |
| DE60117636T2 (de) | Tablett-ähnliche Schalungsform zur Herstellung von Betonplatten | |
| DE4434012C1 (de) | Verfahren zur Herstellung eines im Bauwesen zu verwendenden Dämmformteils | |
| DE2451692A1 (de) | Sandwich-fassadenplatte und verfahren und vorrichtung zu ihrer herstellung | |
| AT401268B (de) | Schaumstoffelement, insbesondere formteil aus einer oder mehreren platten aus schaumstoff und verfahren zu seiner herstellung | |
| DE4141334C2 (de) | Wanne mit verstärktem Boden | |
| DE3005707A1 (de) | Grossformatige bauplatte und verfahren zu deren herstellung, sowie aus diesen platten bestehendes wandelement | |
| DE1800773A1 (de) | Verbindung fuer zusammengesetzte Tafeln mit einer Schaumstoffseele und mittels dieser hergestellte Tafeln | |
| DE3310227C2 (de) | Verfahren und zur Herstellung eines Fassadenelementes aus Beton mit strukturierter Sichtbetonoberfläche | |
| DE2758696A1 (de) | Formkoerper aus gummigranulat und bindemittel | |
| DE19817669C2 (de) | Kleinformatige Fassaden-Verkleidungsplatten | |
| EP0453620A1 (de) | Verbundformstein und Verfahren zur Herstellung eines derartigen Steines | |
| AT214627B (de) | Verfahren zum Herstellen von durch einen Rahmen versteiften Kunststoffplatten und nach diesem Verfahren hergestellte Platte | |
| DE102004056130B4 (de) | Holzfaserdämmstoffplatte mit veredelter Oberfläche |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): ES GR |
|
| 17P | Request for examination filed |
Effective date: 19900802 |
|
| 17Q | First examination report despatched |
Effective date: 19910506 |
|
| XX | Miscellaneous (additional remarks) |
Free format text: VERBUNDEN MIT 89908392.7/0430966 (EUROPAEISCHE ANMELDENUMMER/VEROEFFENTLICHUNGSNUMMER) DURCH ENTSCHEIDUNG VOM 26.07.91. |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PERI GMBH |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: FEHR, WERNER |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19921216 Ref country code: NL Effective date: 19921216 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19921216 Ref country code: GB Effective date: 19921216 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19921216 Ref country code: BE Effective date: 19921216 |
|
| REF | Corresponds to: |
Ref document number: 83525 Country of ref document: AT Date of ref document: 19930115 Kind code of ref document: T |
|
| XX | Miscellaneous (additional remarks) |
Free format text: VERBUNDEN MIT 89908392.7/0430966 (EUROPAEISCHE ANMELDENUMMER/VEROEFFENTLICHUNGSNUMMER) DURCH ENTSCHEIDUNG VOM 26.07.91. |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 58903007 Country of ref document: DE Date of ref document: 19930128 |
|
| ITF | It: translation for a ep patent filed |
Owner name: SOCIETA' ITALIANA BREVETTI S.P.A. |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19921216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19930731 Ref country code: LI Effective date: 19930731 Ref country code: CH Effective date: 19930731 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19960712 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19970731 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980331 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980727 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20000913 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050727 |