EP0196406A1 - Verfahren zur Herstellung U-förmiger Kernbleche - Google Patents
Verfahren zur Herstellung U-förmiger Kernbleche Download PDFInfo
- Publication number
- EP0196406A1 EP0196406A1 EP19860100622 EP86100622A EP0196406A1 EP 0196406 A1 EP0196406 A1 EP 0196406A1 EP 19860100622 EP19860100622 EP 19860100622 EP 86100622 A EP86100622 A EP 86100622A EP 0196406 A1 EP0196406 A1 EP 0196406A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- legs
- shaped
- shaped core
- core sheets
- sheets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 15
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 8
- 238000004080 punching Methods 0.000 description 10
- 239000002184 metal Substances 0.000 description 7
- 239000002699 waste material Substances 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0206—Manufacturing of magnetic cores by mechanical means
- H01F41/0233—Manufacturing of magnetic circuits made from sheets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
- H01F27/245—Magnetic cores made from sheets, e.g. grain-oriented
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49075—Electromagnet, transformer or inductor including permanent magnet or core
- Y10T29/49078—Laminated
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49789—Obtaining plural product pieces from unitary workpiece
- Y10T29/49794—Dividing on common outline
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0491—Cutting of interdigitating products
Definitions
- the invention relates to a method for producing U-shaped core sheets and between their legs matching T-shaped yoke sheets of a choke or a transformer, in particular for use as a series choke.
- recesses possibly being formed on the outer legs of the U-shaped core sheets the two mutually offset rows of U-shaped core sheets are punched out with the open sides opposite one another and with the outer legs in pairs, so that one pair of outer legs of the one row connects laterally to one pair of outer legs of the other row and from between the end faces of the outer leg pairs and the free spaces resulting from these spaced-apart middle legs of the U-shaped core sheets, the T-shaped backing sheets are punched out with transverse legs adjoining the middle legs of the U-shaped core sheets en.
- T-shaped return plates As ballasts for gas discharge lamps, chokes or transformers with U-shaped core plates and with their transverse legs inserted between their outer legs, T-shaped return plates are known (AT-PS 29 42 70). They have the advantage that the U-shaped core sheets enclosing the T-shaped return plate result in a mechanically stable structure, the parts of which on the abutting leg regions can be secured by interlocking interlocking locking devices and / or can be pressed against one another with pretensioning, as a result of which the required freedom from hum can be guaranteed with relatively simple means.
- the basic disadvantage of this U / T punch cut of the core sheets is that there is a considerable amount of punching waste during punching. Various processes for the production of such core sheets have therefore already been specified, which serve the purpose of reducing the punching waste. However, other more or less major disadvantages all had to be accepted.
- FR-PS 2070 783 a method has become known (FR-PS 2070 783) from which the invention is based and which permits the waste-free punching of U-shaped core sheets and T-shaped yoke sheets in one tool.
- the T-shaped backing plates are punched out of the free spaces laterally delimited by the outer legs of the U-shaped backing plates in such a way that the outer legs of a U-shaped core plate each laterally delimit a T-shaped backing plate lying between them with its cross leg.
- This yoke plate is in turn punched out of the two outer legs of two opposite U-shaped core sheets protruding between the outer legs of a U-shaped core sheet, with the result that corresponding recesses are necessarily formed on these outer legs of the middle leg of the T-shaped yoke sheet.
- the magnetic flux available material cross-section of the outer legs of the U-shaped core sheets reduced.
- the width and the length of the middle legs of the T-shaped yoke plates are therefore limited.
- no triangular cross-sectional recesses can be provided on the outside of the outer legs of the U-shaped core sheets, as are required for clamping an approximately U-shaped clamping rail, which ensures the necessary pretension at the cutting planes of the abutting core parts of the throttle.
- the object of the invention is therefore to provide a method for punch-free production of U-shaped core sheets and matching T-shaped backing sheets between the legs, which can be carried out with a punching tool and no restrictions with regard to the electromagnetic conditions of the choke or the transformer approximately in this means that undesirable reductions in cross-section of the magnetic path or compromises with regard to the length or the dimensions of the magnetically active core parts must be accepted.
- T-shaped yoke plates with their longitudinal leg on one side on an outer leg pair of the opposite row of U-shaped core sheets and on the other side on the longitudinal leg of an adjacent opposite T-shaped yoke plate are punched out laterally.
- profiled recesses which, for example, have an essentially triangular cross-sectional shape, can be punched out to accommodate a clamping rail that clasps the outer legs. This affects the cross-section of other core sheet metal parts Recesses not conditional; the shape of the recesses can be chosen appropriately for any purpose.
- the cross legs of the T-shaped yoke plates are punched out with a length which is somewhat greater than the distance between the parallel inner sides of the U-shaped core plates. In this way, when installing the throttle when inserting the T-shaped yoke part, the outer legs of the U-shaped core part are pressed slightly outwards, with the result that the whole structure is pre-stressed and a higher stability can thus be achieved.
- the arrangement can be made for this purpose in such a way that the T-shaped yoke plates are each formed on the end faces of their transverse legs with stamped extensions, the end face distance of which is somewhat larger than the distance between the parallel inner sides of the outer legs of the U-shaped core sheets and their Height is smaller than the height of the cross legs corresponding in their length otherwise at a distance from the inner sides of the outer legs.
- the transverse legs of the T-shaped yoke plates can also be punched out on the end faces at an angle to the center leg, so that when the T-shaped yoke part is pressed into the U-shaped core part, a pretension can also be generated at the connection points.
- the jacket core of a choke or a transformer shown in FIG. 1 is layered from U-shaped core sheets 1 and T-shaped yoke sheets 2.
- Each U-shaped core sheet 1 has two parallel, straight-sided outer legs 3 and a central leg 4 which extends at right angles and connects the two outer legs 3 to one another.
- the T-shaped yoke plates 2 are pressed with their transverse leg 5, from which a longitudinal leg 6 extends at right angles.
- An air gap 7, which may contain a deformable air gap insert, can be formed on the end face of the longitudinal legs 6.
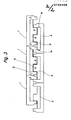
- the U-shaped core sheets 1 and the T-shaped yoke sheets 2 are punched out of a sheet metal strip of width 8 in the manner shown in FIG. 2 by a follow-on tool.
- the arrangement is such that two rows of 9, 10 U-shaped core sheets 1 face each other with their open sides and interlock with outer legs 3, which adjoin each other in pairs.
- the adjoining U-shaped core sheets 1 of the two rows 9, 10 are offset from one another in the longitudinal direction of the tape to such an extent that an outer pair of legs 3.3 of the one row laterally adjoins the inside of an outer leg pair 3.3 of the U-shaped core sheets 1 of the other row.
- All U-shaped core sheets 1 and all T- shaped yoke plates 2 have the same size and the same dimensions.
- the T-shaped yoke plates 2 are punched out of the free spaces which arise between the end faces 11 of the outer leg pairs 3, 3 and the middle legs 4 of the U-shaped core sheets 1 which are at a distance from them.
- the T-shaped yoke plates 2 connect with their transverse legs 5 to the middle legs 4 of the U-shaped core plates, the length of a transverse leg 5 corresponding to the distance between the parallel inner sides of the outer legs 3 of a U-shaped core plate 1.
- the T-shaped yoke plates 2 close with their longitudinal leg 6 on one side to an outer leg pair 3.3 of the opposite row of U-shaped core sheets 1 and on the other side to the longitudinal leg 6 of an adjacent, opposite T-shaped yoke plate 2 laterally at.
- the punching lines shown in FIG. 2 between the individual U-shaped core sheets 1 and the T-shaped backing sheets 2 show that all sheets are punched out of the sheet metal strip in the longitudinal direction without waste.
- the outer legs 3 of the U-shaped core sheets 1 can be chosen as wide as the height of the UT plates 1, 2, ie the Eau cramp can be adapted to the respective requirements by appropriate choice of the bandwidth without any restrictions.
- the arrangement according to FIG. 3 corresponds essentially to that according to FIG. 2.
- Only on the outer legs 3 of the U-shaped core sheets 1 are externally profiled recesses 12 punched out, which are used to attach a U-shaped clamping rail that compresses the outer legs 3 in the finished throttle serve.
- the longitudinal legs 6 of the T-shaped yoke plates 2 are shortened at 13 by a waste web which remains in between, with which throttles with an air gap 7 according to FIG. 1 can be produced.
- the T-shaped yoke plates 2 In order to be able to press in the T-shaped yoke plates 2 with preload between the outer legs 3 of the U-shaped core plates 1, these can easily be punched out with a somewhat greater length than the distance between the inner sides of the outer legs 3 of a U-shaped one Core sheet 1 corresponds.
- the cross leg 5 of the T-shaped yoke sheets 2 can also have a small, to the middle leg 6 beveling 15 (FIG.
- the strip-shaped punching pattern shown in FIG. 2 can correspond directly to the width of the sheet metal strip from which it is punched out.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
- Moulds, Cores, Or Mandrels (AREA)
- Coating With Molten Metal (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Arrangement Of Elements, Cooling, Sealing, Or The Like Of Lighting Devices (AREA)
- Manufacture Of Iron (AREA)
- Insulating Of Coils (AREA)
- Coils Or Transformers For Communication (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung U-förmiger Kernbleche und zwischen deren Schenkel passender T-förmiger Rückschlußbleche einer Drossel oder eines Transformators, insbesondere zur Verwendung als Vorschaltdrossel.für Gasentladungslampen, wobei an den Außenschenkeln der U-förmigen Kernbleche gegebenenfalls Ausnehmungen ausgebildet sind, bei dem zwei gegeneinander versetzte Reihen U-förmiger Kernbleche mit den offenen Seiten einander gegenüberliegend und mit den jeweils paarweise aneinanderliegenden Außenschenkeln ineinandergreifend derart ausgestanzt werden, daß jeweils ein Außenschenkelpaar der einen Reihe an einem Außenschenkelpaar der anderen Reihe seitlich anschließt und aus den zwischen den Stirnseiten der Außenschenkelpaare und den diesen im Abstand gegenüberliegenden Mittelschenkeln der U-förmigen Kernbleche entstehenden freien Räumen die T-förmigen Rückschlußbleche mit an die Mittelschenkel der U-förmigen Kernbleche anschließenden Querschenkeln ausgestanzt werden.
- Als Vorschaltgeräte für Gasentladungslampen dienende Drosseln oder Transformatoren mit U-förmigen Kernblechen und mit mit ihren Querschenkeln zwischen deren Außenschenkel eingesetzten T-förmigen Rückschlußblechen sind bekannt ( AT-PS 29 42 70). Sie haben den Vorteil, daß sich mit den das T-förmige Rückschlußblech umschließenden U-förmigen Kernblechen ein mechanisch stabiles Gebilde ergibt, dessen Teile an den aneinanderstoßenden Schenkelbereichen durch formschlüssig ineinandergreifende Rasteinrichtungen gesichert und/oder mit Vorspannung gegeneinander gepreßt werden können, wodurch die erforderliche Brummfreiheit mit verhältnismäßig einfachen Mitteln gewährleistet werden kann. Der grundsätzliche Nachteil dieses U/T-Stanzschnittes der Kernbleche liegt darin, daß beim Stanzen ein erheblicher Stanzabfall anfällt. Es wurden deshalb schon verschiedene Verfahren zur Herstellung solcher Kernbleche angegeben, die dem Ziel dienen, den Stanzabfall zu verringern. Dabei mußten aber durchweg andere mehr oder weniger große Nachteile in Kauf genommen werden.
- So wurde schon das T-förmige Rückschlußblech in zwei L-förmige Teilbleche aufgetrennt, die sich abfallos gemeinsam mit den.U-förmigen Kernblechen ausstanzen lassen (DE-OS 26 38 780). Damit müssen nun aber bei der Montage der Drossel drei getrennte Kernteile gehandhabt werden, was aufwendig und unerwünscht ist. Außerdem ist die mechanische Stabilität des ganzen Kernes beeinträchtigt.
- Grundsätzlich Gleiches gilt für ein Verfahren (DE-OS 27 45 701), bei dem die U-förmigen Kernbleche in zwei L-förmige Teilbleche unterteilt und die T-förmigen Rückschlußbleche dafür einstückig ausgestanzt wurden (DE-OS 27 45 701), Dieses Verfahren hat noch den weiteren Nachteil, daß die L-förmigen Teilbleche und die T-förmigen Rückschlußbleche mit getrennten Werkzeugen gestanzt werden müssen, was die Herstellung erschwert. Dies gilt grundsätzlich auch für ein anderes Verfahren (DE-OS 2309 727), bei dem der Nachteil eines dreiteiligen Kernaufbaus zwar dadurch vermieden ist, daß M-förmige Kernbleche hergestellt werden, die sodann in die U-Form gebogen werden. Auch hier müssen der die T-förmigen Rückschlußbleche mit einem eigenen Werkzeug hergestellt werden.
- Schließlich ist noch ein Verfahren bekannt geworden (FR-PS 2070 783), von dem die Erfindung ausgeht und das das abfallose Stanzen von U-förmigen Kernblechen und T-förmigen Rückschlußblechen in einem Werkzeug .gestattet. Dabei werden aber.die T-förmigen Rückschlußbleche aus den von den Außenschenkeln der U-förmigen Rückschlußbleche seitlich begrenzten freien Räumen derart ausgestanzt, daß die Außenschenkel eines U-förmigen Kernbleches jeweils ein mit seinem Querschenkel dazwischenliegendes T-förmiges Rückschlußblech seitlich begrenzen. Der Längsschenkel dieses Rückschlußbleches wird seinerseits aus den beiden zwischen die Außenschenkel eines U-förmigen Kernbleches ragenden Außenschenkeln zweier .gegenüberliegender U-förmiger Kernbleche ausgestanzt, mit dem Ergebnis, daß an diesen Außenschenkeln notwendigerweise dem Mittelschenkel des T-förmigen Rückschlußbleches entsprechende Ausnehmungen entstehen. Dadurch wird in diesen Bereichen der für den magnetischen Fluß zur Verfügung stehende Materialquerschnitt der Außenschenkel der U-förmigen Kernbleche verkleinert. Die Breite und die Länge der Mittelschenkel der T-förmigen Rückschlußbleche sind deshalb begrenzt. Außerdem können an der Außenseite der Außenschenkel der U-förmigen Kernbleche keine im Querschnitt etwa dreieckförmigen Ausnehmungen vorgesehen werden, wie sie zum Aufklemmen einer etwa U-förmigen Klemmschiene erforderlich sind, die die notwendige Vorspannung an den Schnittebenen der aneinanderstoßenden Kernteile der Drossel gewährleistet.
- Aufgabe der Erfindung ist es deshalb, ein Verfahren zur stanzabfallosen Herstellung U-förmiger Kernbleche und zwischen deren Schenkel passender T-förmiger Rückschlußbleche zu schaffen, das sich mit einem Stanzwerkzeug durchführen läßt und keine Beschränkungen hinsichtlich-der elektromagnetischen Gegebenheiten der Drossel oder des Transformators etwa in der Weise bedingt, daß unerwünschte Querschnittsverringerungen des magnetischen Pfades oder Kompromisse hinsichtlich der Länge oder der Abmessungen der magnetisch wirksamen Kernteile in Kauf genommen werden müssen.
- Zur Lösung dieser. Aufgabe wird bei dem eingangs genannten Verfahren erfindungsgemäß derart vorgegangen, daß die T-förmigen Rückschlußbleche mit ihrem Längsschenkel auf der einen Seite an einem Außenschenkelpaar der jeweils gegenüberliegenden Reihe U-förmiger Kernbleche und auf ihrer anderen Seite an dem Längsschenkel eines benachbarten gegenüberliegenden T-förmigen Rückschlußbleches seitlich anliegend ausgestanzt werden.
- Bei diesem Verfahren können nicht nur die U-förmigen Kernbleche und die T-förmigen Rückschlußbleche mit einem Werkzeug abfallos ausgestanzt.werden, sondern es kann auch das Breiten-/Höhenverhältnis der Schenkel der Bleche frei entsprechend der jeweiligen elektromagnetischen Auslegung der Drossel gewählt werden. Es können ohne weiteres sowohl flache als auch hohe Drosselbauformen erzeugt werden. Weiterhin besteht die Möglichkeit, die Bleche für Drosseln abfallos zu stanzen, die einen definierten Luftspalt in ihrem magnetischen Pfad aufweisen, der zwischen dem Längsschenkel der T-förmigen Rückschlußbleche und dem gegenüberliegenden Mittelschenkel der U-förmigen Kernbleche liegt. Genauso gut können auch streufeldarme Kerne mit verstärkten Außenschenkeln abfallos hergestellt werden, während darüber hinaus insbesondere herstellungsbedingte Querschnittsschwächungen an einzelnen Kernschenkeln nicht vorhanden sind.
- Beim Ausstanzen werden alle Blechteile durch die Matrize gestanzt, wobei keine losen Teile anfallen, .die mechanisch aus dem Werkzeug entfernt werden müssen. Dies ist die Voraussetzung für hohe Pressen-Hubzahlen und automatisches Paketieren der Bleche innerhalb des Werkzeuges und der Presse.
- In den Außenschenkeln der U-förmigen Kernbleche können zur Aufnahme einer die Außenschenkel umklammernden Klemmschiene eingerichtete profilierte Ausnehmungen ausgestanzt werden, die bspw. eine im wesentlichen dreieckförmige Querschnittsgestalt aufweisen. Eine Beeinträchtigung etwa des Querschnitts anderer Kernblechteile ist durch diese Ausnehmungen nicht bedingt; die Gestalt der Ausnehmungen kann beliebig zweckentsprechend gewählt werden.
- Vorteilhaft ist es, wenn-die Querschenkel der T-förmigen Rückschlußbleche mit einer etwas größeren Länge als dem Abstand zwischen den parallelen Innenseiten der U-förmigen Kernbleche ausgestanzt werden. Auf diese Weise können bei der Montage der Drossel beim Einfügen des T-förmigen Rückschlußteiles die Außenschenkel des U-förmigen Kernteiles etwas nach außen gedrückt werden, mit dem Ergebnis, daß das ganze Gebilde unter Vorspannung gesetzt wird und sich damit eine höhere Stabilität erzielen läßt. Die Anordnung kann zu diesem Zwecke derart getroffen werden, daß die T-förmigen Rückschlußbleche an den Stirnseiten ihres Querschenkels jeweils mit angestanzten Fortsätzen ausgebildet werden, deren stirnseitiger Abstand etwas größer ist als der Abstand zwischen den parallelen Innenseiten der Außenschenkel der U-förmigen Kernbleche und deren Höhe kleiner ist als die Höhe der in ihrer Länge sonst im Abstand der Innenseiten der Außenschenkel entsprechenden Querschenkel.
- Schließlich können die Querschenkel der T-förmigen Rückschlußbleche auch an den Stirnseiten zu dem Mittelschenkel hin geneigt verlaufend ausgestanzt werden, wodurch beim Einpressen des T-förmigen Rückschlußteiles in den U-förmigen Kernteil ebenfalls eine Vorspannung an den Verbindungsstellen erzeugt werden kann.
- Das erfindungsgemäße Verfahren ist in der Zeichnung veranschaulicht. Es zeigen:
- Fig. 1 einen aus U-förmigen Kernblechen und T-förmigen Rückschlußblechen geschichteten Kern, in einer Seitenansicht,
- Fig. 2 die Anordnung der U-förmigen·Kernbleche und der T-förmigen Rückschlußbleche bei dem abfallosen Stanzverfahren gemäß der Erfindung, und
- Fig. 3 die Anordnung nach Fig. 2, in einer abgewandelten Ausführungsform und in einer entsprechenden Darstellung.
- Der in Fig. 1 dargestellte Mantelkern einer Drossel oder eines Transformators ist aus U-förmigen Kernblechen 1 und T-förmigen Rückschlußblechen 2 geschichtet. Jedes U-förmige Kernblech 1 weist zwei parallele, geradflächig begrenzte Außenschenkel 3 und einen rechtwinklig dazu verlaufenden und die beiden Außenschenkel 3 miteinander verbindenden Mittelschenkel 4 auf. Zwischen die beiden Außenschenkel 3 sind die T-förmigen Rückschlußbleche 2 mit ihrem Querschenkel 5 eingepreßt, von dem mittig rechtwinklig ein Längsschenkel 6 abgeht. An der Stirnseite der Längsschenkel 6 kann ein Luftspalt 7 ausgebildet sein, der gegebenenfalls eine deformierbare Luftspalteinlage enthält.
- Die U-förmigen Kernbleche 1 und die T-förmigen Rückschlußbleche 2 werden aus einem Blechband der Breite 8 in der aus Fig. 2 ersichtlichen Weise durch ein Folgewerkzeug ausgestanzt.
- Die Anordnung ist dabei derart getroffen, daß zwei Reihen 9,10 U-förmiger Kernbleche 1 mit ihren offenen Seiten einander gegenüberliegen und mit jeweils paarweise aneinander anschließenden Außenschenkeln 3 ineinandergreifen. Die aneinander anschließenden U-förmigen Kernbleche 1 der beiden Reihen 9,10 sind in Bandlängsrichtung gegeneinander soweit versetzt, daß immer ein Außenschenkelpaar 3,3 der einen Reihe innen an einem Außenschenkelpaar 3,3 der U-förmigen Kernbleche 1 der anderen Reihe seitlich anschließt. Alle U-förmigen Kernbleche 1 und alle T-förmigen Rückschlußbleche 2 haben die jeweils gleiche Größe und die jeweils gleichen Abmessungen.
- Aus dem zwischen den.Stirnseiten 11 der Außenschenkelpaare 3,3 und den diesen im Abstand gegenüberliegenden Mittelschenkeln 4 der U-förmigen Kernbleche 1 entstehenden freien Räumen werden die T-förmigen Rückschlußbleche 2 ausgestanzt. Dabei schließen die T-förmigen Rückschlußbleche 2 mit ihren Querschenkeln 5 an die Mittelschenkel 4 der U-förmigen Kernbleche an, wobei die Länge eines Querschenkels 5 dem Abstand zwischen den parallelen Innenseiten der Außenschenkel 3 eines U-förmigen Kernbleches 1 entspricht.
- Außerdem schließen die T-förmigen Rückschlußbleche 2 mit ihrem Längsschenkel 6 auf der einen Seite an ein Außenschenkelpaar 3,3 der jeweils gegenüberliegenden Reihe U-förmiger Kernbleche 1 und auf ihrer anderen Seite an dem Längsschenkel 6 eines benachbarten, gegenüberliegenden T-förmigen Rückschlußbleches 2 seitlich an. In der Summe liegen somit zwischen den beiden Außenschenkeln 3 eines U-förmigen Rückschlußbleches 1 einer Reihe jeweils zwei Außenschenkel 3.zweier U-förmiger Kernbleche 1 der gegenüberliegenden Reihe und zwei Längsschenkel 6 zweier spiegelbildlich zueinander.liegender Rückschlußbleche 2.
- Die aus Fig. 2 ersichtlichen Stanzl.inien zwischen den einzelnen U-förmigen Kernblechen 1 und den T-förmigen Rückschlußblechen 2 zeigen, daß alle Bleche abfallos aus dem Blechband in dessen Längsrichtung ausgestanzt werden. Die Außenschenkel 3 der U-förmigen Kernbleche 1 können beliebig breit gewählt werden, wie auch die Höhe der U-T-Bleche 1, 2, d.h. die Eauhöhe durch entsprechende Wahl der Bandbreite ohne irqendwelche Beschränkungen an die jeweiligen Erfordernisse angepaßt werden kann.
- Die Anordnung nach Fig. 3 entspricht im wesentlichen jener nach Fig. 2. Es sind lediglich an den Außenschenkeln 3 der U-förmigen Kernbleche 1 außen profilierte Ausnehmungen 12 angestanzt, die zur Anbringung einer die Außenschenkel 3 zusammenpressenden U-förmigen Klemmschiene bei der fertigen Drossel dienen. Außerdem sind die Längsschenkel 6 der T-förmigen Rückschlußbleche 2 bei 13 durch einen dazwischenbleibenden Abfallsteg verkürzt, womit Drosseln mit einem Luftspalt 7 entsprechend Fig. 1 hergestellt werden können.
- Um die T-förmigen Rückschlußbleche 2 mit..Vorspannung zwischen die Außenschenkel 3 der U-förmigen Kernbleche 1 einpressen zu können, können diese ohne weiteres mit etwas größerer.Länge ausgestanzt werden als dies dem Abstand zwischen den Innenseiten der Außenschenkel 3 eines U-förmigen Kernbleches 1 entspricht. Dazu kann es zweckmäßig sein, an den Querschenkeln 5 stirnseitig kleine rechteckige Fortsätze 14 anzustanzen, die eine Länge von ca. 2/100 - 3/100 mm aufweisen und deren Höhe kleiner ist als die Höhe des im übrigen in ihrer Länge dem Abstand der Innenseiten der Außenschenkel 3 eines U-förmigen Kernbleches 1 bleches 1 entsprechenden Querschenkels 5. Außerdem können die Querschenkel 5 der T-förmioen Rückschlußbleche 2 stirnseitig auch mit einer geringen, zu dem Mittelschenkel 6 hin verlaufenden Schräge 15 (Fig. 1) ausgestanzt werden, die gemeinsam mit der den Abstand der Innenseiten der Außenschenkel 3 eines U-förmigen Kernbleches 1 etwas übersteigenden maximalen Länge der Querschenkel 5 ein unter Vorspannung erfolgendes Einpressen der Querschenkel 5 zwischen die Außenschenkel 3 gewährleistet. Der Unterschied zwischen der maximalen und der minimalen Länge an der Außen- bzw. Innenkante eines Querschenkels liegt auf jeder Stirnseite in der Größenordnung von 2/100 - 3/100 mm.
- Das in Fig. 2 dargestellte streifenförmige Stanzbild kann unmittelbar der Breite des Blechstreifens entsprechen, aus dem es ausgestanzt wird.
- Aus wirtschaftlichen Gründen kann es aber auch zweckmäßig sein, mehrere solcher streifenförmiger Stanzbilder auf einer Blechstreifenbreite nebeneinander anzuordnen, d.h. aus entsprechend breiteren Blechstreifen abfallos auszustanzen.
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT86100622T ATE41555T1 (de) | 1985-03-26 | 1986-01-18 | Verfahren zur herstellung u-foermiger kernbleche. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19853510854 DE3510854A1 (de) | 1985-03-26 | 1985-03-26 | Verfahren zur herstellung u-foermiger kernbleche und zwischen deren schenkel passender t-foermiger rueckschlussbleche einer drossel oder eines transformators, insbesondere fuer gasentladungslampen |
| DE3510854 | 1985-03-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0196406A1 true EP0196406A1 (de) | 1986-10-08 |
| EP0196406B1 EP0196406B1 (de) | 1989-03-15 |
Family
ID=6266322
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19860100622 Expired EP0196406B1 (de) | 1985-03-26 | 1986-01-18 | Verfahren zur Herstellung U-förmiger Kernbleche |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US4711019A (de) |
| EP (1) | EP0196406B1 (de) |
| CN (1) | CN86102094A (de) |
| AT (1) | ATE41555T1 (de) |
| AU (1) | AU585960B2 (de) |
| BG (1) | BG60613B1 (de) |
| DD (1) | DD244231A5 (de) |
| DE (2) | DE3510854A1 (de) |
| FI (1) | FI80965C (de) |
| GR (1) | GR860166B (de) |
| HU (1) | HU193402B (de) |
| PL (1) | PL148377B1 (de) |
| SU (1) | SU1450764A3 (de) |
| UA (1) | UA7588A1 (de) |
| YU (1) | YU46521B (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0671750A1 (de) * | 1994-03-08 | 1995-09-13 | TRANCERIA LIGURE S.r.l. | Verfahren zur Herstellung von Transformatorenkernen |
| EP1852892A1 (de) * | 2004-12-22 | 2007-11-07 | Jin Li | Kombinierter magnetenergiegenerator und magnetenergielampe des innen-durch-typs |
| EP2927918A3 (de) * | 2014-04-03 | 2015-10-21 | SUMIDA Components & Modules GmbH | Drossel und Drosselkern |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4897916A (en) * | 1988-08-29 | 1990-02-06 | Coils, Inc. | Method for making a tranformer core assembly |
| US5188305A (en) * | 1988-09-27 | 1993-02-23 | Kitamura Kiden Co., Ltd. | Apparatus for cutting winding strips for use in a wound core |
| JPH0289304A (ja) * | 1988-09-27 | 1990-03-29 | Kitamura Kiden Kk | 巻鉄心用帯材の切抜方法 |
| US5373625A (en) * | 1991-10-15 | 1994-12-20 | Rohm Co., Ltd. | Method for making thermal heads |
| DE4139003A1 (de) * | 1991-11-27 | 1993-06-03 | May & Christe Gmbh | Magnetkern in mantelbauweise einer drossel oder eines transformators, geschichtet aus c- und i-foermigen kernblechen |
| JP2901413B2 (ja) * | 1992-04-22 | 1999-06-07 | 北村機電株式会社 | 巻鉄心用帯材の切り抜き装置 |
| ES2110357B1 (es) * | 1995-05-05 | 1998-10-01 | Luminotecnicas Especial | Procedimiento de fabricacion de nucleos magneticos para reactancias y transformadores. |
| IT1286752B1 (it) * | 1996-11-08 | 1998-07-17 | Omnitex Srl | Procedimento di taglio di un materasso di strati di tessuto per agevolare il prelievo di pacchetti di pezzi tagliati e macchina per |
| ES2157832B1 (es) * | 1999-09-24 | 2002-02-16 | Ventura Ind | Procedimiento para el troquelado de chapas constitutivas de nucleos magneticos. |
| ES2155806B1 (es) * | 1999-10-07 | 2001-10-16 | Ventura Ind | Procedimiento de troquelado de chapas constitutivas de nucleos magneticos en forma de "e" y de "t". |
| US6975049B2 (en) * | 2003-10-29 | 2005-12-13 | A. O. Smith Corporation | Electrical machine and method of manufacturing the same |
| TW200618003A (en) * | 2004-11-26 | 2006-06-01 | Mu-Tu Li | Electric device, and its labor and materials |
| US7646281B2 (en) * | 2005-01-14 | 2010-01-12 | Lincoln Global, Inc. | Snap-together choke and transformer assembly for an electric arc welder |
| CN101284294B (zh) * | 2007-04-10 | 2010-04-21 | 上海电气集团上海电机厂有限公司 | 一种硅钢片冲压模具刃块的加工工艺 |
| JP5271407B2 (ja) * | 2008-04-01 | 2013-08-21 | エン,シアン コー | 多重コイル蛍光灯バラスト |
| CN108430774B (zh) * | 2015-12-22 | 2020-08-21 | 株式会社Posco大宇 | 粘合式层叠芯制造装置 |
| CN105798103B (zh) * | 2016-05-09 | 2019-02-01 | 顺德工业(江苏)有限公司 | 一种电磁阀式间歇剪断装置 |
| CN108766756B (zh) * | 2018-08-02 | 2024-03-29 | 青岛云路先进材料技术股份有限公司 | 铁芯的卷绕芯模 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2070783A1 (de) * | 1969-12-09 | 1971-09-17 | Zumtobel Walter | |
| DE2638780A1 (de) * | 1975-09-03 | 1977-03-17 | Leuenberger H | Mantelfoermiger magnetkern fuer einen transformator oder eine induktionsspule |
| DE2745701A1 (de) * | 1976-10-11 | 1978-04-13 | Helvar Oy | Eisenkern fuer eine drossel oder einen wandler und verfahren zu dessen herstellung |
| DE2652171A1 (de) * | 1976-11-16 | 1978-05-24 | Bertos Ag | Vorschaltgeraet u.dgl. mit e- und i-foermigen kernblechen |
| DE2836401C2 (de) * | 1978-08-19 | 1983-09-08 | Fa. Hermann Schwabe, 7067 Urbach | Streufeldtransformator oder Drossel, insbesondere als Vorschaltgerät für Gasentladungslampen |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3201731A (en) * | 1962-11-27 | 1965-08-17 | Electro Netic Steel Inc | Transformer core and lamination therefor |
| US3181402A (en) * | 1963-04-03 | 1965-05-04 | David J Kuck | Method of forming f-shaped and l-shaped laminations for shell-type core |
| US3456535A (en) * | 1966-07-18 | 1969-07-22 | Allegheny Ludlum Steel | Laminations without scrap |
| US3491437A (en) * | 1968-05-06 | 1970-01-27 | Allegheny Ludlum Steel | Scrapless method of stamping e laminations |
| AT294270B (de) * | 1969-07-14 | 1971-11-10 | Berndeisel & Co Johann | Drossel für Entladungslampen, insbesondere Leuchtstofflampen |
| AT304692B (de) * | 1969-12-29 | 1973-01-25 | Zumtobel Walter | Eisenpaket oder Kern, vorzugsweise aus geschichteten Lamellen |
| AT304690B (de) * | 1970-02-05 | 1973-01-25 | Zumtobel Walter | Transformator oder Induktionsspule |
| DE2309727C3 (de) * | 1973-02-27 | 1979-05-03 | Fa. Hermann Schwabe, 7067 Urbach | Verfahren zur Herstellung von insbesondere als Vorschaltgerät für Gasentladungslampen zu verwendende Drosseln oder Transformatoren |
-
1985
- 1985-03-26 DE DE19853510854 patent/DE3510854A1/de not_active Withdrawn
-
1986
- 1986-01-18 AT AT86100622T patent/ATE41555T1/de not_active IP Right Cessation
- 1986-01-18 EP EP19860100622 patent/EP0196406B1/de not_active Expired
- 1986-01-18 DE DE8686100622T patent/DE3662477D1/de not_active Expired
- 1986-01-21 GR GR860166A patent/GR860166B/el not_active IP Right Cessation
- 1986-02-14 UA UA4019573A patent/UA7588A1/uk unknown
- 1986-02-14 SU SU864019573A patent/SU1450764A3/ru active
- 1986-02-25 FI FI860805A patent/FI80965C/fi not_active IP Right Cessation
- 1986-03-18 US US06/840,919 patent/US4711019A/en not_active Expired - Lifetime
- 1986-03-19 YU YU43486A patent/YU46521B/sh unknown
- 1986-03-19 BG BG074147A patent/BG60613B1/bg unknown
- 1986-03-19 PL PL1986258490A patent/PL148377B1/pl unknown
- 1986-03-24 DD DD86288239A patent/DD244231A5/de unknown
- 1986-03-25 AU AU55220/86A patent/AU585960B2/en not_active Expired
- 1986-03-26 CN CN198686102094A patent/CN86102094A/zh active Pending
- 1986-03-26 HU HU861281A patent/HU193402B/hu unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2070783A1 (de) * | 1969-12-09 | 1971-09-17 | Zumtobel Walter | |
| DE2638780A1 (de) * | 1975-09-03 | 1977-03-17 | Leuenberger H | Mantelfoermiger magnetkern fuer einen transformator oder eine induktionsspule |
| DE2745701A1 (de) * | 1976-10-11 | 1978-04-13 | Helvar Oy | Eisenkern fuer eine drossel oder einen wandler und verfahren zu dessen herstellung |
| DE2652171A1 (de) * | 1976-11-16 | 1978-05-24 | Bertos Ag | Vorschaltgeraet u.dgl. mit e- und i-foermigen kernblechen |
| DE2836401C2 (de) * | 1978-08-19 | 1983-09-08 | Fa. Hermann Schwabe, 7067 Urbach | Streufeldtransformator oder Drossel, insbesondere als Vorschaltgerät für Gasentladungslampen |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0671750A1 (de) * | 1994-03-08 | 1995-09-13 | TRANCERIA LIGURE S.r.l. | Verfahren zur Herstellung von Transformatorenkernen |
| EP1852892A1 (de) * | 2004-12-22 | 2007-11-07 | Jin Li | Kombinierter magnetenergiegenerator und magnetenergielampe des innen-durch-typs |
| EP1852892A4 (de) * | 2004-12-22 | 2009-01-07 | Jin Li | Kombinierter magnetenergiegenerator und magnetenergielampe des innen-durch-typs |
| EP2927918A3 (de) * | 2014-04-03 | 2015-10-21 | SUMIDA Components & Modules GmbH | Drossel und Drosselkern |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3510854A1 (de) | 1986-10-02 |
| US4711019A (en) | 1987-12-08 |
| EP0196406B1 (de) | 1989-03-15 |
| AU585960B2 (en) | 1989-06-29 |
| FI80965C (fi) | 1990-08-10 |
| DE3662477D1 (en) | 1989-04-20 |
| PL148377B1 (en) | 1989-10-31 |
| UA7588A1 (uk) | 1995-09-29 |
| HUT40855A (en) | 1987-02-27 |
| BG60613B2 (en) | 1995-10-31 |
| SU1450764A3 (ru) | 1989-01-07 |
| ATE41555T1 (de) | 1989-04-15 |
| DD244231A5 (de) | 1987-03-25 |
| GR860166B (en) | 1986-05-13 |
| YU46521B (sh) | 1993-11-16 |
| FI860805A0 (fi) | 1986-02-25 |
| FI860805A (fi) | 1986-09-27 |
| AU5522086A (en) | 1986-10-02 |
| BG60613B1 (bg) | 1995-10-31 |
| FI80965B (fi) | 1990-04-30 |
| CN86102094A (zh) | 1986-09-24 |
| YU43486A (en) | 1988-02-29 |
| HU193402B (en) | 1987-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0196406B1 (de) | Verfahren zur Herstellung U-förmiger Kernbleche | |
| EP0551104A1 (de) | Sägeblatt | |
| DE2848554A1 (de) | Stanzmesser | |
| EP0100871B1 (de) | Verfahren zur Herstellung eines Blechpaketes, insbesondere für Anker elektrischer Maschinen und Geräte | |
| DE2933781C2 (de) | Verfahren zum Herstellen E-förmiger Kernbleche und I-förmiger Rückschlußbleche einer Drossel oder eines Transformators insbesondere für Gasentladungslampen | |
| DE2801074C2 (de) | ||
| DE60311300T2 (de) | Verbindungselement für invertierte t-förmige träger | |
| DE4413880C1 (de) | Pontentialverteiler, insbesondere für Sicherungsdosen von Kraftfahrzeugen | |
| DE2428076C2 (de) | Transformator oder Drossel mit mindestens einer Drahtwicklung | |
| DE3539894A1 (de) | Verkleidung fuer bauwerke | |
| DE2650929A1 (de) | Vorschaltgeraet u.dgl. mit im wesentlichen abfallos gestanzten e- und i-foermigen kernblechen | |
| EP0580131B1 (de) | Verfahren zur Herstellung einer Drossel oder eines Transformators mit aus zwei U-förmigen Blechen gebildeten E-förmigen Kernblechen | |
| CH416817A (de) | Magnetkern, insbesondere für Transformatoren oder Drosseln | |
| DE19645098A1 (de) | Drossel und Verfahren zu deren Herstellung | |
| DE2652171A1 (de) | Vorschaltgeraet u.dgl. mit e- und i-foermigen kernblechen | |
| DE4224473C2 (de) | Schalung für den Betonbau sowie Vorrichtung zum Herstellen der Schalung | |
| DE3318099C2 (de) | ||
| EP0240737B1 (de) | Vorschaltdrossel, insbesondere für Gasentladungslampen | |
| DE2745701C2 (de) | Dreischenkliger Blechschichtkern und Verfahren zu dessen Herstellung | |
| DE1858058U (de) | Tragvorrichtung. | |
| DE1540731A1 (de) | Elektrisches Drahtheiz-Element | |
| DE2638780A1 (de) | Mantelfoermiger magnetkern fuer einen transformator oder eine induktionsspule | |
| DE2950727C2 (de) | Drosselspule für das Vorschaltgerät von Leuchtstofflampen | |
| DE2216346C3 (de) | Elektrisches Kontaktglied, und mit diesem ausgerüsteter Verbindungsstecker | |
| DE3730774C2 (de) | Geräteeinsatz der Nachrichtentechnik |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19860918 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SCHWABE GMBH |
|
| 17Q | First examination report despatched |
Effective date: 19880311 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB IT NL |
|
| REF | Corresponds to: |
Ref document number: 41555 Country of ref document: AT Date of ref document: 19890415 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed |
Owner name: JACOBACCI & PERANI S.P.A. |
|
| REF | Corresponds to: |
Ref document number: 3662477 Country of ref document: DE Date of ref document: 19890420 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Ref country code: FR Ref legal event code: CD Ref country code: FR Ref legal event code: CA |
|
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: SCHWABE URBACH GMBH TE URBACH, BONDSREPUBLIEK DUIT |
|
| NLS | Nl: assignments of ep-patents |
Owner name: VOSSLOH SCHWABE GMBH TE URBACH, BONDSREPUBLIEK DUI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| ITPR | It: changes in ownership of a european patent |
Owner name: CESSIONE;VOSSLOH SCHWABE GMBH |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: VOSSLOH-SCHWABE DEUTSCHLAND GMBH |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20050110 Year of fee payment: 20 Ref country code: GB Payment date: 20050110 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20050111 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20050118 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20050126 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20050131 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20060117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20060118 |
|
| NLV7 | Nl: ceased due to reaching the maximum lifetime of a patent |
Effective date: 20060118 |