DE10023379B4 - Membranmeßfühler und Membranmessfühleraufbauten, Verfahren zu ihrer Herstellung und mit ihnen angewandte Testverfahren - Google Patents
Membranmeßfühler und Membranmessfühleraufbauten, Verfahren zu ihrer Herstellung und mit ihnen angewandte Testverfahren Download PDFInfo
- Publication number
- DE10023379B4 DE10023379B4 DE10023379A DE10023379A DE10023379B4 DE 10023379 B4 DE10023379 B4 DE 10023379B4 DE 10023379 A DE10023379 A DE 10023379A DE 10023379 A DE10023379 A DE 10023379A DE 10023379 B4 DE10023379 B4 DE 10023379B4
- Authority
- DE
- Germany
- Prior art keywords
- contact
- membrane
- sensor assembly
- substrate
- contacts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L22/00—Testing or measuring during manufacture or treatment; Reliability measurements, i.e. testing of parts without further processing to modify the parts as such; Structural arrangements therefor
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R1/00—Details of instruments or arrangements of the types included in groups G01R5/00 - G01R13/00 and G01R31/00
- G01R1/02—General constructional details
- G01R1/06—Measuring leads; Measuring probes
- G01R1/067—Measuring probes
- G01R1/06711—Probe needles; Cantilever beams; "Bump" contacts; Replaceable probe pins
- G01R1/06733—Geometry aspects
- G01R1/06744—Microprobes, i.e. having dimensions as IC details
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R1/00—Details of instruments or arrangements of the types included in groups G01R5/00 - G01R13/00 and G01R31/00
- G01R1/02—General constructional details
- G01R1/06—Measuring leads; Measuring probes
- G01R1/067—Measuring probes
- G01R1/06711—Probe needles; Cantilever beams; "Bump" contacts; Replaceable probe pins
- G01R1/06733—Geometry aspects
- G01R1/06738—Geometry aspects related to tip portion
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R1/00—Details of instruments or arrangements of the types included in groups G01R5/00 - G01R13/00 and G01R31/00
- G01R1/02—General constructional details
- G01R1/06—Measuring leads; Measuring probes
- G01R1/067—Measuring probes
- G01R1/073—Multiple probes
- G01R1/07307—Multiple probes with individual probe elements, e.g. needles, cantilever beams or bump contacts, fixed in relation to each other, e.g. bed of nails fixture or probe card
- G01R1/0735—Multiple probes with individual probe elements, e.g. needles, cantilever beams or bump contacts, fixed in relation to each other, e.g. bed of nails fixture or probe card arranged on a flexible frame or film
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R3/00—Apparatus or processes specially adapted for the manufacture or maintenance of measuring instruments, e.g. of probe tips
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/40—Forming printed elements for providing electric connections to or between printed circuits
- H05K3/4007—Surface contacts, e.g. bumps
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/03—Conductive materials
- H05K2201/0332—Structure of the conductor
- H05K2201/0364—Conductor shape
- H05K2201/0367—Metallic bump or raised conductor not used as solder bump
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/09654—Shape and layout details of conductors covering at least two types of conductors provided for in H05K2201/09218 - H05K2201/095
- H05K2201/09736—Varying thickness of a single conductor; Conductors in the same plane having different thicknesses
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/20—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern by affixing prefabricated conductor pattern
- H05K3/205—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern by affixing prefabricated conductor pattern using a pattern electroplated or electroformed on a metallic carrier
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49126—Assembling bases
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49128—Assembling formed circuit to base
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49155—Manufacturing circuit on or in base
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49155—Manufacturing circuit on or in base
- Y10T29/49165—Manufacturing circuit on or in base by forming conductive walled aperture in base
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49174—Assembling terminal to elongated conductor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49204—Contact or terminal manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49204—Contact or terminal manufacturing
- Y10T29/49208—Contact or terminal manufacturing by assembling plural parts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49204—Contact or terminal manufacturing
- Y10T29/49208—Contact or terminal manufacturing by assembling plural parts
- Y10T29/4921—Contact or terminal manufacturing by assembling plural parts with bonding
- Y10T29/49211—Contact or terminal manufacturing by assembling plural parts with bonding of fused material
- Y10T29/49213—Metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49204—Contact or terminal manufacturing
- Y10T29/49208—Contact or terminal manufacturing by assembling plural parts
- Y10T29/49218—Contact or terminal manufacturing by assembling plural parts with deforming
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49815—Disassembling
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Geometry (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Computer Hardware Design (AREA)
- Power Engineering (AREA)
- Measuring Leads Or Probes (AREA)
- Testing Or Measuring Of Semiconductors Or The Like (AREA)
- Testing Of Individual Semiconductor Devices (AREA)
Abstract
Ein Substrat, welches bevorzugterweise aus einem duktilen Material hergestellt ist, und ein Werkzeug, welches die gewünschte Form für eine herzustellende Vorrichtung zum Kontaktieren von Kontaktflächen auf einer zu testenden Vorrichtung hat, wird mit dem Substrat in Kontakt gebracht. Das Werkzeug ist bevorzugterweise aus einem Material hergestellt, welches härter ist als das Substrat, so daß eine Vertiefung darin leicht angebracht werden kann. Eine dielektrische (isolierende) Schicht, welche bevorzugterweise mit einem Muster versehen ist, wird durch das Substrat gestützt. Ein leitendes Material wird in die Vertiefungen gebracht und dann bevorzugterweise poliert, um überstehendes Material von der Oberfläche der elektrischen Schicht zu entfernen und eine flache Gesamtoberfläche zu bilden. Eine Leiterbahn wird ausgebildet auf der dielektrischen Schicht und dem leitenden Material. Eine Polyimidschicht wird dann bevorzugterweise über der gesamten Oberfläche in strukturierter Weise aufgebracht. Das Substrat wird dann durch jeden beliebigen geeigneten Prozeß entfernt.
Description
- Die vorliegende Erfindung bezieht sich auf Aufbauten von Messfühlern der Art, wie sie üblicherweise zum Testen von integrierten Schaltungen (IC = integrated circuit) verwendet werden, und insbesondere bezieht sich die vorliegende Erfindung auf einen Membranmessfühleraufbau mit Kontakten, welche in einer lokal kontrollierten Weise über entsprechende Eingabe-/Ausgabeleiter der zu testenden Vorrichtungen hinwegbürsten, um die sich normalerweise auf diesen Leitern befindlichen Oberflächenoxidationen zuverlässig wegwischen, wodurch eine gute elektrische Verbindung zwischen dem Messfühleraufbau und der jeweils zu testenden Vorrichtung erzielt wird.
- Bei der Herstellung elektronischer Geräte verläuft die Entwicklung hin zu beständig kleineren Geometrien, insbesondere in der integrierten Schaltungstechnologie, bei der eine große Anzahl von diskreten Schaltelementen auf einem einzelnen Substrat oder ”Wafer” hergestellt werden. Nach der Herstellung wird der Wafer in eine Vielzahl von rechteckförmigen Chips oder ”Würfen unterteilt, wobei ein jeder Würfel eine rechteckförmige oder andersweitig regelmäßige Anordnung von metallisierten Kontaktflächen aufweist, über welche Eingabe-/Ausgabeverbindungen hergestellt werden können. Obwohl ein jeder Würfel schließlich separat verpackt wird, wird aus Gründen der Arbeitsersparnis das Testen der auf einem jeden Würfel geformten Schaltung bevorzugterweise dann durchgeführt, wenn die Würfel noch miteinander auf dem Wafer verbunden sind. Eine typische Vorgehensweise besteht darin, den Wafer auf einer flachen Bühne oder einer ”Einspannvorrichtung” aufzusetzen, und den Wafer in X-, Y- und Z-Richtung relativ zum Kopf des Messfühleraufbaus zu bewegen, so dass die Kontakte auf dem Messfühleraufbau sich von Würfel zu Würfel bewegen, um nacheinander mit einem jeden einzelnen Würfel in Kontakt zu treten. Entsprechende Signal-, Spannungsversorgungs- und Erdungsleitungen laufen von Testinstrumenten zum Meßfühleraufbau hin, so daß nacheinander eine jede Schaltung mit den Testinstrumenten verbunden werden kann.
- Ein herkömmlicher Typ eines Meßfühleraufbaus, welcher zum Testen integrierter Schaltungen verwendet wird, stellt Kontakte bereit, die als nadelförmigen Spitzen ausgeführt sind. Diese Spitzen sind um eine in einer Meßfühlerkarte gebildete mittige Öffnung so angebracht, daß sie radial nach innen und nach unten durch die Öffnung hindurch zusammenlaufen. Wenn der Wafer über den Punkt angehoben wird, an dem die Kontaktflächen auf dem Wafer erstmals mit diesen Spitzen in Kontakt treten, so werden die Spitzen nach oben gebogen, um über die jeweiligen Kontaktflächen hinweg zu gleiten, wobei Oxidlagen auf den Kontaktflächen entfernt werden.
- Das Problem mit dieser Art von Meßfühleraufbau besteht darin, daß die nadelförmigen Spitzen aufgrund ihrer geringen Abmessungen eine hohe Induktivität aufweisen, so daß bei mittels dieser Spitzen durchgeführten Hochfrequenzmessungen große elektrische Verluste auftreten. Weiterhin können diese Spitzen beim Hinwegwischen über die entsprechenden Kontakte wie ein Hobel wirken, was zu einer übermäßigen Abnutzung der Kontaktflächen führt. Dieses Problem kann so weit eskalieren, daß die Meßfühlerspitzen während des Gebrauchs ihre Form verlieren, oder wegen anderer Gründe nicht mehr in einer gemeinsamen Ebene enden, was dazu führt, daß weiter nach vorne überstehende Spitzen zu stark auf die ihnen zugeordneten Kontaktflächen drücken. Weiterhin ist es auch unpraktisch, diese Spitzen enger als in einem Abstand von 100 μm von der jeweiligen Mitte zur nächsten Mitte anzuordnen oder in einem mehrreihigen Gittermuster, um an die Kontaktflächenanordnung modernerer Würfel mit höhere Packungsdichte angepaßt zu sein. Weiterhin weist diese Art von Meßfühleraufbau eine ”Bürstlänge” der Nadelspitzen von 25 μm oder mehr auf, was die Schwierigkeit vergrößert, in der zulässigen Meßfühlerfläche zu bleiben.
- Um die Induktivitätsverluste zu reduzieren, das Abwetzen der Kontaktflächen zu vermindern, und Vorrichtungen mit kleineren Geometrien bearbeiten zu können, ist eine zweite Art von Meßfühleraufbau entwickelt worden, welche eine flexible Membranstruktur zum Stützen der Meßfühlerkontakte aufweist. Bei diesem Aufbau werden Leitungen von wohl definierter Geometrie in einer oder mehreren Lagen von flexiblen Isolationsfilmen wie z. B. Polyimid oder ”MYLARTM” gebildet. Falls separate Lagen verwendet werden, so werden diese Lagen miteinander verbunden, um z. B. eine mehrschichtige Übertragungsleitungsstruktur bereitzustellen. Im mittigen Bereich dieser flexiblen Struktur oder Membran wird eine jede Leitung durch einen entsprechenden Meßfühlerkontakt abgeschlossen, welcher an einer außengelegenen Seite der Membrane ausgebildet wird und sich hiervon wegerstreckt. Diese Meßfühlerkontakte sind in einer vorbestimmten Anordnung angebracht, welche der Anordnung der Kontaktflächen der zu testenden Vorrichtung entspricht, und sind typischerweise als sich erhebende Höcker ausgebildet, um die flachen Oberflächen abzutasten, welche üblicherweise durch die Kontaktflächen festgelegt werden. Die Innenseite der Membran wird von einer Auflagestruktur (Stützstruktur) getragen. Diese Struktur kann z. B. die Form einer abgeschnittenen Pyramide aufweisen. In diesem Fall wird die Innenseite des mittigen Bereichs der Membran vom abgeschnittenen Ende der Auflagestruktur getragen, während die Restbereiche der Membran vom Mittelbereich weggezogen sind, und zwar in einem Winkel relativ hierzu, so daß eventuell aufrechtstehende Elemente freibleiben können, welche die Kontaktflächen auf einer Vorrichtung umgeben.
- Bei diesem soeben beschriebenen Membranmeßfühleraufbau wird eine übermäßige Leitungsinduktivität durch sorgfältige Auswahl der Geometrie der Leitungen verhindert, und es wird bevorzugterweise ein photolithographisches Verfahren verwendet, um eine genaue Kontrolle der Größe, des Abstands und der Anordnung der Meßfühlerkontakte zu ermöglichen, um dadurch Anordnungen mit höherer Dichte aufzunehmen. Obwohl jedoch verschiedene Formen dieses Meßfühleraufbaus vorgeschlagen worden sind, sind Schwierigkeiten bei dieser Art von Meßfühleraufbau aufgetreten, und zwar bezüglich der Fragen der Verminderung des Abtrags der Kontaktflächen und beim Erzielen eines zuverlässigen Abtrags der Oxidschicht von einer jeden Kontaktfläche, um einen ausreichenden elektrischen Kontakt zwischen dem Meßfühler und dem zu testenden Gerät bereitzustellen.
- Eine herkömmliche Form eines Membranmeßfühleraufbau ist z. B. im europäischen Patent
EP 0 259 163 A2 von Rath veranschaulicht. Bei dieser Vorrichtung ist der mittige Bereich der blattförmigen Membran direkt auf eine starre Auflage aufgelegt. Diese starre Auflage ist wiederum mittels eines elastischen Elements, welches einen Elastomer- oder Gummiblock umfaßt, mit dem Hauptkörper der Vorrichtung verbunden, so daß die Membran kippen kann, um einer Verkippung der Vorrichtung angepaßt zu werden. Das US-PatenUS 4, 918, 383 von Huff zeigt eine hierzu sehr ähnliche Vorrichtung, wobei radial sich erstreckende Blattfedern eine Bewegung der starren Auflage um eine vertikale Achse ermöglichen, während sie am Kippen gehindert wird, so daß kein Verrutschen und keine Fehlausrichtung der Kontakthöcker auf den Kontaktflächen stattfindet, und wobei weiterhin die gesamte Membran leicht in der horizontalen Ebene verschoben wird, wodurch es ermöglicht wird, daß die Kontakte über entsprechende Kontaktflächen ”hinwegbürsten”, um Oberflächenoxidationen von diesen Kontaktflächen zu entfernen. - Bei beiden der genannten Vorrichtungen kommt es aufgrund von Fertigungstoleranzen jedoch dazu, daß bestimmte Kontakthöcker dazu neigen, in einer zurückgezogenen Position relativ gegenüber ihren Nachbarelementen zu liegen und diese zurückgezogenen Höcker haben keine ausreichende Gelegenheit, mit ihren Kontakflächen zum Kontaktschluß zu kommen, da sie aufgrund der Einwirkung ihrer Nachbarn auf der steifen Auflage von ihren Kontaktflächen weggezogen werden. Weiterhin gilt, daß selbst wenn eine ”Bürstbewegung” gemäß der von Huff gezeigten Art auftritt, die Kontakte dazu neigen, aufgrund von Reibung an der zu testenden Vorrichtung haften, während sie die Bürstbewegung durchführen, d. h. es gibt die Tendenz, daß die Kontaktflächen der zu testenden Vorrichtung sich gemeinsam mit den Kontakten bewegen und dadurch den Effekt der Bewegung der Kontakte teilweise kompensieren. Ob überhaupt ein Bürstvorgang stattfindet, hängt davon ab, inwieweit sich die Kontaktfläche bewegen können, was wiederum davon abhängt, bis zu welchem Grad ein seitliches Spiel als Ergebnis der normalen Fertigungstoleranz zwischen den jeweiligen Trageoberflächen des Meßfühlers und der Einspannvorrichtung existiert. Somit garantiert diese Art eines Membranmeßfühleraufbaus keine zuverlässige elektrische Verbindung zwischen einem jeden Kontakt und einer Kontaktfläche.
- Eine zweite bekannte Form eines Membranmeßfühleraufbaus ist beispielhaft durch die Vorrichtung verkörpert, welche in der europäischen Patentveröffentlichung
EP 0 304 868 A2 von Barsotti gezeigt ist. Diese Vorrichtung stellt eine flexible Unterlage für den mittigen oder kontakttragenden Bereich der flexiblen Membran bereit. In der Veröffentlichung von Barsotti ist die Membran direkt durch ein Elastomerelement unterstützt und dieses Element wiederum ist durch eine steife Auflage unterstützt, so daß geringfügige Höhenunterschiede zwischen den Kontakten oder Kontaktflächen ausgeglichen werden können. Es ist auch möglich, Vorrichtungen mit Luftüberdruck, Luftunterdruck, Flüssigkeit oder einem nicht unterstützten Elastomer zu verwenden, um eine flexible Unterstützung für die Membrane bereitzustellen, wie z. B. imUS 4 649, 339 von Gangroth, imUS 4, 636, 772 von Ardezzone, im US-PatentUS 3, 596, 228 von Reed, Jr. et al., sowie imUS 5, 134, 365 von Okubo et al. gezeigt. Diese alternativen Vorrichtungen stellen jedoch keinen ausreichenden Druck zwischen den Meßfühlerkontakten und den Kontaktflächen auf der zu testenden Vorrichtung bereit, um zuverlässig die auf den Kontaktoberflächen gebildeten Oxidlagen zu durchdringen. - Bei dieser zweiten Art von Membranmeßfühleraufbauten, können, wie von Okubo aufgezeigt, die Kontakte auf eine Bewegung längs der Z-Achse beschränkt sein, um ein Wegrutschen sowie daraus resultierende Fehlausrichtungen zwischen den Kontakten und den Kontaktflächen während der Berührung zu vermeiden. Dementsprechend ist in der von Barsotti offenbarten Patentschrift die steife Auflage, welche unterhalb des Elastomerelements liegt, in ihrer Stellung fixiert, obwohl es möglich ist, die Auflage für eine Bewegung längs der Z-Achse in der Art aufzuhängen, wie sie im US-Patent
US 4, 980, 637 von Huff gezeigt ist. Bei dieser Art von Aufbau kommt es jedoch leicht zu einer Beschädigung der Kontaktflächen, da ein bestimmtes Maß an Verkippung zwischen den Kontakten und der Vorrichtung typischerweise vorliegt, und die Kontakte, welche am nächsten an der Vorrichtung angewinkelt sind, üblicherweise viel höhere Anpressdrücke entwickeln als die, welche von ihr weggewinkelt angebracht sind. Das gleiche Problem taucht auch bei einer dazu ähnlichen Vorrichtung auf, die im europäischen PatentEP 0 230 348 A2 von Garretson gezeigt ist, obwohl in der Vorrichtung nach Garretson die Charakteristik des Elastomerelements so ist, daß es die Kontakte in seitliche Bewegung drängt, wenn diese Kontakte in Anpressverbindung mit Ihren Kontaktflächen gebracht werden. Noch eine weitere ähnliche Vorrichtung ist im US-PatenUS 4, 975, 638 von Evans gezeigt, welche eine kippbar gelagerte Auflage zum Unterstützen des Elastomerelements verwendet, um eine Verkippung zwischen den Kontakten und der Vorrichtung zu ermöglichen. Jedoch zeigt die Vorrichtung nach Evans ein Problem bezüglich der Haftreibung, wie es bereits oben beschrieben worden ist, und zwar insofern, als die Kontaktflächen der Einzeleinheit dazu neigen, an den Kontakten zu haften, während sich die Auflage dreht, und die Kontakte zwingt, sich seitlich zu verschieben. - Nochmals weitere Formen von bekannten Membranmeßfühleraufbauten sind z. B. im US-Patent
US 5, 395, 253 von Crumly gezeigt, im US-PatentUS 5, 059, 898 von Barsotti et al. und im US-PatenUS 4, 975, 638 von Evans et al. In dem Crumly-Patent ist der Mittelbereich einer dehnbaren Membran unter Verwendung einer Feder elastisch in einen vollausgestreckten Zustand vorgespannt. Wenn die Kontakte mit den entsprechenden Kontaktflächen in Kontakt treten, wird der ausgestreckte Mittelbereich gegen die Feder in eine teilweise entspannte Stellung gedrückt, so daß die Kontakte in radiale Bürstrichtungen hin zur Mitte der Membran gezogen werden. In Barsottis Patent wird eine jede Reihe von Kontakten durch das Ende eines zugehörigen L-förmigen Arms unterstützt, so daß wenn die Kontakte in einer Reihe mit ihren entsprechende Kontaktflächen in Berührung kommen, die entsprechenden Arme sich nach oben biegen und sie die Reihe von Kontakten dazu bringen, über die entsprechenden Kontaktflächen gleichzeitig seitlich hinwegzubürsten. Wenn ein Verkippen zwischen den Kontakten und der zu testenden Vorrichtung zum Zeitpunkt des Kontaktschlusses vorliegt, tritt jedoch dann sowohl in den Patenten von Crumly als auch von Barsotti der Effekt ein, daß die Kontakte, welche am nächsten an der zu testenden Vorrichtung angewinkelt sind, weiter darüber hinweg bürsten als jene, welche hiervon weiter beabstandet angewinkelt sind. Weiterhin werden aufgrund der einwirkenden Bürstwirkung der benachbarten Kontakte die kürzeren Kontakte gezwungen, sich in ihre jeweilige Bürstrichtungen zu bewegen, bevor sie die Möglichkeit hatten, mit den entsprechenden Kontaktflächen in Berührung zu treten. Ein weiterer Nachteil der Vorrichtung gemäß Crumly liegt insbesondere darin, daß die Kontakte, welche näher an der Mitte der Membran angebracht sind, weniger bürsten als jene, welche näher am Rand liegen, so daß die Wirksamkeit des Bürstvorgangs von der Lage der Kontakte abhängig ist. - Im US-Paten
US 5, 355, 079 von Evans et al. besteht ein jeder Kontakt aus dem Finger einer metallischen Feder und ein jeder Finger ist so aufgesetzt, daß er sich in einer hebelartigen Weise von einer darunterliegenden Membran weg erstreckt, und zwar in einem vorbestimmten Winkel relativ zur Membran. Eine ähnliche Anordnung ist im US-PatentUS 5, 521, 518 von Higgins gezeigt. Es ist jedoch schwierig, diese Finger zu Beginn so auszurichten, daß sie alle in einer gemeinsamen Ebene enden, insbesondere falls eine Anordnung hoher Dichte benötigt wird. - Weiterhin werden diese Finger während des Gebrauchs leicht aus ihrer Lage herausgebogen und können nicht auf einfache Weise in ihre ursprüngliche Ausgangsposition zurückgebogen werden. Dies führt dazu, daß einige der Finger dazu neigen, einen Kontaktschluß herbeizuführen, bevor andere der Finger auftreffen, und Bürstdrücke und Abstände für verschiedene Finger können somit zueinander variieren. Weiterhin ist, zumindest bei Evans, kein ausreichender Mechanismus vorgesehen, um zumindest eine geringe Verkippung zwischen den Fingern und Kontaktflächen zu tolerieren. Obwohl Evans vorschlägt, die Oberfläche eines jeden Fingers aufzurauhen, um die Qualität der elektrischen Verbindung zu verbessern, kann dieses Aufrauhen einen unerwünschten Materialabtrag und eine Beschädigung der Kontaktoberflächen verursachen. Zudem besteht ein weiterer Nachteil der sowohl bei Evans und Higgins gezeigten Kontaktfinger darin, daß diese Finger nach einer relativ kleinen Anzahl von Berührungen oder Arbeitsvorgängen aufgrund des wiederholten Biegens und Spannens einer Ermüdung und einem Versagen unterliegen
-
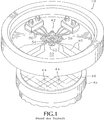
1 zeigt einen von Cascade Microtech, Inc. aus Beaverton, Oregon, – (vgl.WO 98/07040 A1 40 zum Aufsetzen eines Membranmeßfühleraufbaus42 . Um das elektrische Verhalten eines bestimmten Würfelbereichs44 zu messen, welcher auf dem Siliziumwafer46 angebracht ist, werden die digitalen Hochgeschwindigkeitsleitungen48 und/oder die abgeschirmten Übertragungsleitungen50 des Meßfühlers mittels einer geeigneten Verkabelung mit Eingabe-/Ausgabeanschlüssen von Meßgeräten verbunden, und die Einspannvorrichtung51 , welche den Wafer trägt, wird in jeweils senkrecht zueinander verlaufenden Richtungen X, Y und Z bewegt, um die Kontaktfläche des Würfelbereichs in Anpressverbindung mit den Kontakten zu bringen, welche im unteren Bereich des Membranmeßfühleraufbaus enthalten sind. - Der Meßfühler
40 umfaßt eine Meßfühlerkarte52 , auf welcher die Daten-/Signalleitungen48 und50 angeordnet sind. Aus2 und3 ist ersichtlich, daß der Membranmeßfühleraufbau42 ein Auflageelement54 umfaßt, welches aus inkompressiblem Material besteht, wie z. B einem harten Polymer. Dieses Element ist mittels vier Imbusschrauben56 und entsprechenden Muttern58 lösbar mit der oberen Seite der Meßfühlerkarte verbunden (eine jede Schraube verläuft durch einen zugeordneten Befestigungsarm60 des Auflageelements und ein separates Auflageelement62 verteilt den Anpreßdruck der Schrauben gleichmäßig über die gesamte Rückseite des Auflageelements). Aufgrund dieser lösbaren Verbindung können unterschiedliche Meßfühleraufbauten mit unterschiedlichen Kontaktanordnungen schnell gegeneinander ausgetauscht werden, wie dies zum Abtasten unterschiedlicher Vorrichtungen notwendig ist. -
3 und4 zeigen, daß das Auflageelement54 einen rückwärtigen Basisabschnitt64 umfaßt, mit dem die Verbindungsarme60 einstückig verbunden sind. Ebenfalls auf dem Auflageelement54 ist eine vordere Ablage (Tauchkern)66 enthalten, welche sich vom flachen Basisbereich nach außen weg erstreckt. Diese vordere Ablage hat abgewinkelte Seiten68 , welche zu einer flachen Auflageoberfläche70 hin zulaufen, um der vorderen Auflage die Form einer abgeschnittenen Pyramide zu geben. -
2 zeigt weiterhin, daß ein flexibler Membranaufbau72 mit der Auflage verbunden wird, nachdem er mittels auf dem Basisabschnitt vorhandenen Ausrichtnadeln74 ausgerichtet worden ist. Dieser flexible Membranaufbau besteht aus einer oder mehrerer Lagen aus Isolationsfolienmaterial oder anderen Polyimidfilmen, und flexible leitende Schichten oder Streifen liegen vor, welche zwischen diesen Lagen angebracht sind, um die Daten-/Signalleitungen76 zu bilden. - Wenn, wie in
3 gezeigt, das Auflageelement54 auf die obere Seite der Meßfühlerkarte52 aufgesetzt wird, erstreckt sich die vordere Auflage66 durch eine mittige Öffnung78 in der Meßfühlerkarte hindurch, um die Kontakte bereitzustellen, welche auf einem mittigen Bereich80 der flexiblen Membrananordnung an passender Stelle angebracht sind, um mit den Kontaktflächen der zu testenden Vorrichtung eine Anpressverbindung bereitzustellen.2 zeigt, daß der Membranaufbau sich radial erstreckende Armabschnitte82 aufweist, welche voneinander durch sich nach innen gebogene Kanten84 getrennt sind, die dem Aufbau die Form eines ”Eisernen Kreuzes” geben. Dabei erstrecken sich diese Abschnitte in geneigter Weise längs der abgewinkelten Seiten68 , wodurch die Kontaktfläche umgebende aufstehende Komponenten freigelassen werden. Eine Reihe von Kontaktflächen86 schließt die Daten-/Signalleitungen76 ab, so daß dann, wenn das Auflageelement aufgesetzt wird, diese Kontaktflächen mit auf der oberen Seite der Meßfühlerkarte angebrachten korrespondierenden Abschlußkontaktflächen elektrisch so zusammenwirken, daß die Daten–/Signalleitungen48 auf der Meßfühlerkarte mit den Kontakten im mittigen Bereich elektrisch verbunden werden. - Ein Merkmal des Membranmeßfühleraufbaus
42 ist seine Fähigkeit zum Testen einer Anordnung von Kontaktflächen mit gewisser Dichte über eine große Anzahl von Kontaktierungszyklen hinweg auf eine Weise, welche trotz der Oxidbildungen auf den Kontaktflächen für eine zuverlässige elektrische Verbindung zwischen den Kontakten und den Kontaktflächen während eines jeden Arbeitszyklusses sorgt. Diese Fähigkeit beruht auf dem Aufbau des Auflageelements54 , dem flexiblen Membranaufbau72 , und der Art und Weise ihres Zusammenwirkens. Insbesondere ist der Membranaufbau so konstruiert und mit dem Auflageelement verbunden, daß die Kontakte auf dem Membranaufbau bevorzugterweise in einer lokal kontrollierten Weise in seitlicher Richtung über die Kontaktfläche wischen oder schrubben, wenn sie in Anpressverbindung mit diesen Kontaktflächen gebracht werden. Der bevorzugte Mechanismus zum Erzeugen dieser Bürstwirkung wird nun in Verbindung mit dem Aufbau und der Wirkungsweise eines bevorzugten Membranaufbaus72a beschrieben, wie er am besten aus6 und7a bis7b ersichtlich ist. -
6 zeigt eine vergrößerte Ansicht des mittigen Bereichs80a des bevorzugten Membranaufbaus72a . Bei dieser Ausführungsform sind die Kontakte88 in einem quadratisch angeordneten Muster angeordnet, welches zur Verbindung mit einer quadratischen Anordnung von Kontaktflächen geeignet ist.7a zeigt einen Schnitt längs den Linien 7a-7a in6 und veranschaulicht, daß jeder Kontakt einen relativ dicken steifen Arm90 umfaßt an dessen Ende ein steifer Kontakthöcker92 ausgebildet ist. Der Kontakthöcker weist einen Kontaktierungsbereich93 auf, welcher bei der veranschaulichten Ausführungsform aus einer Noppe aus einer Rhodium-Nickellegierung besteht, welche auf dem Kontakthöcker aufgeschweißt ist. Durch Galvanisierung ist ein jeder Arm bevorzugterweise so ausgebildet, daß er mit dem Ende eines flexiblen leitenden Abschnitts76a in überlappender Weise verbunden ist, um eine Verbindung hiermit einzugehen. Dieser leitende Abschnitt stellt zusammen mit einer in einer hinteren Ebene liegenden leitenden Schicht94 auf effektive Weise eine Daten-/Signalleitung mit geregelter Impedanz zum Kontakt bereit, da seine Abmessungen bevorzugterweise durch genaue Anwendung eines photolithographischen Verfahrens festgelegt sind. Die in einer hinteren Ebene liegende Schicht umfaßt bevorzugterweise darin angebrachte Öffnungen, um z. B. ein Entweichen von Gas während der Herstellung zu ermöglichen. - Der Membranaufbau ist durch eine dazwischenliegende Elastomerschicht
98 mit der flachen Auflageoberfläche70 verbunden, wobei diese Schicht sich genauso weit erstreckt wie die Auflageoberfläche und durch eine Silikongummiverbindung wie z. B. ELMER'S STICK-ALLTM gebildet werden kann, welches von der Borden Company hergestellt wird, oder Sylgard 182TM der Dow Corning Corporation. Diese Verbindung kann üblicherweise in pastenförmiger Konsistenz verarbeitet werden, und härtet anschließend aus. Wie zuvor erwähnt, ist die flache Auflageoberfläche aus inkompressiblen Material gebildet und besteht bevorzugterweise aus einem harten Dielektrikum wie z. B. Polysulfon oder Glas. - Wenn bei dem oben beschriebenen Aufbau, wie in
7b gezeigt, einer der Kontakte88 mit einer zugeordneten Kontaktfläche100 in Anpressverbindung gebracht wird, so sorgt die resultierende außermittige Kraft auf den steifen Arm90 und den Höcker92 dafür, daß der Arm sich gegen die elastische Rückstellkraft dreht oder verkippt, welche von der Elastomerkontaktfläche98 aufgebracht wird. Diese Kippbewegung ist in dem Sinne lokalisiert, daß ein vorderer Bereich102 des Arms eine größere Strecke hin zur flachen Auflageoberfläche70 zurücklegt als ein rückwärtiger Bereich104 desselben Arms. Der Effekt wirkt so, daß der Kontakt in einer seitlichen Schrubbbewegung über die Kontaktfläche hinwegbewegt wird, wie in7b durch gestrichelte Linien sowie durchgezogene Linien gezeigt, welche jeweils Anfangs- und Endstellungen des Kontakts auf der Kontaktfläche zeigen. Auf diese Weise wird der isolierende Oxidschichtaufbau auf einem jeder Kontaktfläche entfernt, um sicherzustellen, daß zuverlässige elektrische Verbindungen zwischen dem Kontakt und der Kontaktfläche auftreten. -
8 zeigt in einer Darstellung mit gestrichelten Linien die relativen Stellungen des Kontakts88 und der Kontaktfläche100 zum Zeitpunkt des ersten Zusammentreffens (Kontaktschluß) und, in einer Darstellung mit durchgezogenen Linien, dieselben Elemente nach Überquerung der Kontaktfläche um eine Strecke106 in vertikaler Richtung direkt auf die flachen Auflageoberfläche70 hin. Wie gezeigt, hängt der Abstand108 der seitlichen Schrubbbewegung direkt von der vertikalen Ablenkung des Kontakts88 ab, oder, was gleichbedeutend ist, von der über der Kontaktfläche100 zurückgelegten Strecke106 . Da die zurückgelegte Strecke für einen jeden Kontakt im mittigen Bereich80a im wesentlichen dieselbe sein wird (mit Unterschieden, welche lediglich auf geringfügigen Differenzen in der Kontakthöhe beruhen), wird somit das Maß der seitlichen Bürstbewegung eines jeden Kontakts im mittigen Bereich im wesentlichen gleich sein und wird insbesondere nicht durch die relative Stellung eines einzelnen Kontakts im mittigen Bereich beeinflußt. - Da die Elastomerschicht
98 durch die inkompressible Auflageoberfläche70 gestützt wird, übt die Elastomerschicht eine Rückstellkraft auf jeden verkippten Arm90 aus und somit kann jeder Kontakt88 während des Bürstvorgangs einen Druck zwischen Kontakt und Kontaktfläche ausüben. Zur selben Zeit gleicht die elastomere Schicht kleinere Unterschiede in der Höhe zwischen den jeweiligen Kontakten aus.9a zeigt, wie ein relativ kurzer Kontakt88a zwischen einem sich unmittelbar gegenüberliegenden Paar von relativ dazu längeren Kontakten88b angebracht ist. Wenn diese längeren Kontakte mit ihren jeweils zugeordneten Kontaktflächen in Kontakt gebracht werden, erlaubt eine Verformung der elastomeren Schicht, wie in9b gezeigt, daß der kürzere Kontakt nach nur einem relativ geringen Betrag an zusätzlich zurückgelegter Entfernung über den Kontaktflächen mit seiner Kontaktfläche in Kraftschluß gebracht wird. - Es sei bei diesem Beispiel angemerkt, daß die Kippbewegung eines jeden Kontakts lokal geregelt ist, und daß die längeren Kontakte insbesondere in der Lage sind, unabhängig von den kürzeren Kontakten zu verkippen, so daß der kürzere Kontakt nicht seitlich verschoben wird, bevor er nicht tatsächlich mit seiner Kontaktfläche in Berührung gekommen ist.
- Mit Bezugnahme auf
10 und11 ist anzumerken, daß das Galvanisierungsverfahren zum Aufbauen der Armstruktur, wie schematisch in8 gezeigt ist, das inkompressible Material68 umfaßt, welches die Auflagefläche70 und das daran angebrachte Substratmaterial definiert, wie z. B. die Elastomerschicht98 . Unter Verwendung einer Aufbautechnik für flexible Schaltungsträger wird dann die flexible Leiterbahn76a auf einem später zu entfernenden (überschüssigen) Substratbereich ausgeformt. Dann wird eine Polyimidlage77 ausgeformt, um die gesamte Oberfläche später zu entfernenden Substratbereichs und der Bahnen76a zu bedecken, mit Ausnahme des gewünschten Orts der Arme90 auf einem Bereich der Leiterbahnen76a . Die Arme90 werden dann innerhalb der Öffnungen in der Polyimidlage77 galvanisiert. Dann wird eine Schicht aus Photoresist79 sowohl auf der Oberfläche des Polyimids77 als auch auf den Armen90 ausgeformt, um Öffnungen für die gewünschten Orte der Kontakthöcker92 zu lassen. Die Kontakthöcker92 werden dann innerhalb der Öffnungen der Photoresistlage79 galvanisiert. Die Photoresistlage79 wird entfernt und eine dickere Photoresistlage81 wird ausgeformt, um die freiliegenden Oberflächen mit Ausnahme der gewünschten Stellen für die Kontaktierungsbereiche93 zu bedecken. Die Kontaktierungsbereiche93 werden dann innerhalb der Öffnungen in der Photoresistlage81 galvanisiert. Die Photoresistlage81 wird dann entfernt. Die überschüssige Substratlage wird entfernt und die verbleibenden Lagen werden mit der Elastomerlage98 verbunden. Die so entstehenden Arme90 , Kontakthöcker92 und Kontaktierungsbereiche93 stellen, wie genauer in12 veranschaulicht, die unabhängigen Kipp- und Schrubbfunktionen der Vorrichtung bereit. - Jedoch führt die zuvor erläuterte Aufbautechnik unglücklicherweise zu einem Aufbau mit vielen unerwünschte Eigenschaften.
- Erstens führen die verschiedenen Arme
90 , die Kontakthöcker92 und die Kontaktierungsbereiche93 (die jeweils als ”Vorrichtung” aufgefaßt werden können), welche in der Nähe voneinander liegen, zu unterschiedlichen lokalisierten Stromdichten innerhalb des Galvanisierungsbades, was wiederum zu Unterschieden in den Höhen von vielen der Arme90 , Kontakthöcker92 und Kontaktierungsbereiche93 führt. Weiterhin führen unterschiedliche Dichten der Ionen innerhalb des Galvanisierungsbades und ”zufällige” Schwankungen im Galvanisierungsbad zu Unterschieden in den Höhen von vielen der Arme90 , Kontakthöcker92 und Kontaktierungsbereichen93 . Die unterschiedlichen Hohen von vielen der Arme90 , Kontakthöcker92 und Kontaktierungsbereiche93 schlagen sich in dreifacher Weise in der Gesamthöhe von vielen der Vorrichtungen nieder. Dementsprechend werden viele der Vorrichtungen Höhen aufweisen, welche sich deutlich von den Höhen anderer Vorrichtungen unterscheiden. Verwendet man Membranmeßfühler mit unterschiedlicher Höhe der Vorrichtungen, so erfordert dies einen größeren Druck, um sicher zu stellen, daß all die Kontaktierungsbereiche93 in ausreichendem Kontakt mit der zu testenden Vorrichtung stehen als dies der Fall sein würde, falls alle Vorrichtungen dieselbe Höhe aufwiesen. Für Meßfühler mit hoher Dichte, wie z. B. 2000 oder mehr Vorrichtungen auf einer kleinen Fläche, ist der Gesamteffekt des zusätzlichen Druckes, welcher für jede Vorrichtung benötigt wird, so, daß er die Gesamtkraft, welche für den Meßfühlerkopf und die Meßfühlerstation zulässig ist, überschreitet. Der überschüssige Druck kann auch zu einem Verbiegen oder Brechen der Meßfühlerstation, des Meßfühlerkopfs und/oder des Membranmeßfühleraufbaus führen. Zusätzlich können die Vorrichtungen mit der größten Höhe die Kontaktflächen auf der zu testenden Vorrichtung zerstören, und zwar wegen des erhöhten Drucks, welcher notwendig ist, um einen passenden Kontakt der Vorrichtungen mit der geringsten Höhe bereitzustellen. - Zweitens ist die Fähigkeit, die Abstände (Schrittweite) zwischen den Vorrichtungen zu verringern, aufgrund des ”Pilzwucherungs”-Effekts des Galvanisierungsverfahrens an den Kanten des Polyimids
77 und der Photoresistlage79 und81 beschränkt. Der ”Pilzwucherungs”-Effekt ist schwer zu kontrollieren und führt zu einer variablen Breite der Arme90 , der Kontakthöcker92 und der Kontaktierungsbereiche93 . Falls die Höhe der Arme90 , der Kontakthöcker92 oder der Kontaktierungsbereiche93 vergrößert wird, so vergrößert sich auch der ”Pilzwucherungs”-Effekt, wodurch sich die Breite des jeweiligen Bereichs vergrößert. Die vergrößerte Breite eines Teils führt im allgemeinen zu einer breiteren Gesamteinheit, was wiederum den Mindestabstand zwischen Kontaktflächen93 vergrößert. Wird alternativ hierzu die Höhe der Arme90 , der Kontakthöcker92 oder der Kontaktierungsbereiche93 verringert, so verringert sich im allgemeinen die Breite des ”Pilzwucherungs”-Effekts, was wiederum den Mindestabstand zwischen Kontaktierungsbereichen93 verringert. Falls jedoch die Höhe der Kontaktierungsbereiche93 relativ zu dem jeweiligen Arm90 ausreichend reduziert wird, dann kann während des Gebrauchs das rückwärtige Ende des Arms90 ausreichend verkippt werden, und die zu testenden Vorrichtung an einer passenden Stelle kontaktieren, d. h. außerhalb der Kontaktfläche. - Drittens ist es schwierig, eine zweite Metalllage direkt auf eine ersten Metalllage aufzugalvanisieren, wie z. B. Kontaktierungsbereiche
93 auf die Kontakthöcker92 , insbesondere wenn Nickel verwendet wird. Um eine Verbindung zwischen den Kontakthöckern92 und den Kontaktierungsbereichen93 bereit zu stellen, wird eine Zwischenkeimlage, wie z. B. aus Kupfer oder Gold, verwendet, um eine verbesserte Verbindung bereit zu stellen. Unglücklicherweise verringert die Zwischenkeimlage die Querbelastbarkeit der Vorrichtung aufgrund der geringeren Scherbelastbarkeit der Zwischenlage. - Viertens besteht bei Anbringen einer Photoresistlage über einer nicht gleichförmigen Oberfläche die Gefahr, daß diese nicht vollständig deckend aufgetragen wird, was zu einer nicht gleichmäßigen Dicke des Photoresistmaterials als solchem führt. In
13 sieht man die Photoresistlage79 (und81 ) über den erhobenen Bereichen der Arme90 die Tendenz aufweisen, dicker zu sein als die Photoresistlage79 (und81 ) über den unteren Bereichen des Polyimids77 . Zusätzlich neigt die Dicke des Photoresists79 (und81 ) dazu, abhängig von der Dichte der Arme90 zu variieren. Dementsprechend sind die Bereiche des Membranmeßfühlers, welche eine dichtere Anordnung der Vorrichtungen aufweisen mit einer Photoresistlage79 (und81 ) versehen, welche im Durchschnitt dicker sein wird als Bereiche des Membranmeßfühlers, welche eine geringere Packungsdichte der Vorrichtungen aufweisen. Während des Vorgangs des Belichtens und Ätzens der Photoresistlage79 (und81 ) hängt die Dauer des Prozesses von der Dicke des Photoresists79 (und81 ) ab. Mit veränderlicher Photoresistdicke ist es schwierig, den Photoresist angemessen zu bearbeiten, um gleichförmige Öffnungen bereitzustellen. Weiterhin werden die dünneren Regionen der Photoresistlage79 (oder81 ) dazu neigen, überbelichtet zu werden, was sich in unterschiedlich großen Öffnungen niederschlägt. Weiterhin gilt, dass je größer die Dicke der Photoresistlage79 (oder81 ) ist, desto größer auch die Schwankung in ihrer Dicke sind. Dementsprechend zieht die Verwendung von Photoresist viele Probleme bei der Verarbeitung nach sich. - Fünftens sind getrennte Ausrichtungsprozesse notwendig, um die Arme
90 auf die Leiterbahnen76a auszurichten, die Kontakthöcker92 auf die Arme90 und die Kontaktierungsbereiche93 auf die Kontakthöcker92 . Ein jedes Ausrichtungsverfahren weist inhärente Schwankungen auf, welche beim Festlegen der Größe jedes Teils berücksichtigt werden müssen. Die minimale Größe der Kontaktierungsbereiche93 ist überwiegend festgelegt durch die Anforderungen an die Querfestigkeit und die maximal zulässige Stromdichte darin. Die minimale Größe der Kontaktierungsbereiche93 , welche für die Toleranzen in der Ausrichtung verantwortlich sind, legt wiederum die Minimalgröße der Kontakthöcker92 fest, so dass die Kontaktierungsbereiche93 sicher auf den Kontakthöckern92 aufgebaut werden. Die Minimalgröße der Kontakthöcker92 in Anbetracht der Kontaktierungsbereiche93 und der Toleranzen bei der Ausrichtung, legt die Minimalgröße der Arme90 fest, so dass die Kontakthöcker92 mit Sicherheit auf den Armen90 aufgebaut werden. Dementsprechend legt die Summe der Toleranzen der Kontakthöcker92 und der Kontaktierungsbereiche93 zusammen mit einer Minimalgröße der Kontaktierungsbereiche93 die minimale Größe einer Vorrichtung fest, und definiert somit die minimale Schrittweite zwischen Kontaktflächen. - Was erwünscht ist, ist deshalb eine Technik zum Aufbau von Membranmessfühlern und eine Struktur derselben, welche zu einer einheitlicheren Größe der Vorrichtungen führen, sowie einem verringerten Abstand zwischen den Vorrichtungen, einer maximierten Querfestigkeit, erwünschten Geometrien und einer passenden Ausrichtung.
- Zusammenfassung der Erfindung
- Die vorliegende Erfindung überwindet die Nachteile des Standes der Technik durch
- – Verfahren zum Herstellen eines Membranmessfühlers nach den Ansprüchen 1, 30, 43, 78;
- – Messfühleraufbauten nach den Ansprüchen 30, 38, 43, 68, 69, 78, 83, 87, 93, 97;
- – Verfahren zum Testen einer elektrischen Vorrichtung nach den Ansprüchen 51 und 83;
- – Verfahren zum Herstellen eines Messfühlers nach den Ansprüchen 60, 63, 73.
- Die abhängigen Ansprüche betreffen vorteilhafte Ausführungsformen der erfindungsgemäßen Verfahren und Vorrichtungen.
- Die vorgenannten weiteren Ziele, Merkmale und Vorteile der Erfindung ergeben sich in genauerer Weise nach Betrachten der nachfolgenden detaillierten Beschreibung der Erfindung zusammen mit den beigefügten Figuren.
- Kurze Figurenbeschreibung
-
1 eine perspektivische Ansicht, welche einen Membranmessfühleraufbau zeigt, der an einem Messfühlerkopf angeschraubt ist, und einen Wafer, der auf einer Einspannvorrichtung in passender Positionierung angebracht ist, um mittels dieses Aufbaus getestet zu werden; -
2 eine Draufsicht von unten, welche verschiedene Teile des in1 gezeigten Messfühleraufbaus zeigt, und zwar unter anderem ein Auflageelement und einen flexiblen Membranaufbau sowie eine Teilansicht einer Messfühlerkarte mit Daten-/Signalleitungen, welche mit entsprechenden Leitungen auf dem Membranaufbau verbunden sind; -
3 eine Draufsicht von der Seite auf den Membranmessfühleraufbau in1 , wobei ein Teil des Membranaufbaus weggeschnitten worden ist, um verdeckte Bereiche des Auflageelements darzustellen; -
4 eine Draufsicht von oben auf ein beispielhaftes Auflageelement; -
5a und5b schematische Seitenansichten, welche verdeutlichen, wie das beispielhafte Auflageelement und der Membranaufbau in der Lage sind, zu kippen, um sich der Orientierung der zu testenden Vorrichtung anzupassen; -
6 eine vergrößerte Draufsicht von oben auf den mittigen Bereich des beispielhaften Membranaufbaus aus2 ; -
7a und7b Schnitte längs den Linien 7a-7a in6 , welche zunächst einen beispielhaften Kontakt vor dem Erreichen des Kontaktpunkts zeigen, und dann denselben Kontakt, nachdem der Kontaktpunkt erreicht worden ist, und eine Bürstbewegung über die jeweilige Kontaktfläche stattgefunden hat; -
8 eine schematische Seitenansicht, welche mit gestrichelten Linien den Zeitpunkt des ersten Kontaktschlusses bei dem in7a und7b beispielhaft gezeigten Kontakt veranschaulicht, und mittels durchgezogener Linien denselben Kontakt, nachdem die Kontaktfläche ein weiteres Stück vertikal darüber hinwegbewegt worden ist; -
9a und9b zeigen die Verformung der Elastomerschicht um die Kontakte mit ihrer Kontaktfläche in Kontakt zu bringen; -
10 ist ein Längsschnitt der in8 gezeigten Vorrichtung; -
11 ist ein Querschnitt der in8 gezeigten Vorrichtung; -
12 ist eine genauere bildliche Darstellung der in10 und11 gezeigten Vorrichtung; -
13 ist eine detaillierte Ansicht der in11 gezeigten Vorrichtung, wobei die ungleichmäßigen Lagen gezeigt sind, welche während der Bearbeitung auftreten; -
14 ist eine bildliche Darstellung eines Substrats; -
15 ist eine bildliche Darstellung einer beispielhaften Ausführungsform eines Werkzeugs und insbesondere eines Werkzeugs zum erfindungsgemäßen Herstellen von Vertiefungen; -
16 ist eine bildliche Darstellung, welche veranschaulicht, wie das in15 gezeigte Werkzeug mit dem Substrat von14 in Kontakt tritt; -
17 ist eine bildliche Darstellung des in14 gezeigten Substrats, nachdem das in15 gezeigte Werkzeug hiermit in Kontakt gekommen ist; -
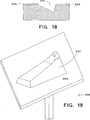
18 ist ein Querschnitt des in14 gezeigten Substrats mit einer darauf angebrachten Polyimidschicht; -
19 ist eine bildliche Darstellung des in16 gezeigten Werkzeugs zusammen mit einem Anschlag für die z-Achse; -
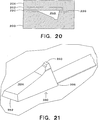
20 ist ein Querschnitt des in14 gezeigten Substrats mit einer Leiterbahn, leitendem Material in der Vertiefung und einer zusätzlichen Polyimidlage darauf; -
21 ist eine bildliche Darstellung der in20 gezeigten Vorrichtung in invertierter Darstellung, wobei das Substrat entfernt worden ist; -
22 ist eine Teilschnittdarstellung des in21 gezeigten Kontaktierungsbereichs; -
23 ist eine schematische Ansicht, welche eine Anordnung der erfindungsgemäßen Vorrichtungen zeigt; -
24 ist eine schematische Darstellung, welche den Kontakt zwischen einem herkömmlichen Kontaktierungsbereich und der Oxidschicht eines Lothöckers zeigt; -
25 ist eine Draufsicht auf eine weitere Vorrichtung mit einem länglichen Meßfühlerbereich; -
26 ist eine Seitenansicht der in25 gezeigten Vorrichtung mit einem länglichen Meßfühlerabschnitt; -
27 ist eine bildliche Darstellung eines Lothöckers mit einer Markierung darin, welche von der in25 und26 gezeigten Vorrichtung stammt. -
28 ist eine bildliche Darstellung einer anderen alternativen Meßfühlervorrichtung; -
29 ist eine bildliche Darstellung einer weiteren Meßfühlervorrichtung;, welche für Lothöcker geeignet ist; -
30 ist die Seitenansicht einer echten Kelvin-Verbindung, welche die Vorrichtungen gemäß der vorliegenden Erfindung verwendet; -
31 ist eine Seitenansicht des Substrats mit einer dünnen Leiterbahn unter der Vorrichtung, und einer Polyimidschicht; -
32 ist ein Querschnitt des Substrats mit einer dünnen Leiterbahn in der Nähe des Endes der Vorrichtung und einer Polyimidschicht; -
33 ist ein Querschnitt des Substrats mit einer dünnen Leiterbahn mit einer kontinuierlichen Verringerung der Dicke und einer Polyimidschicht; -
34 ist ein Querschnitt des Substrats mit einer dünnen Leiterbahn mit einer allmählichen Verringerung der Dicke und einer Polyimidschicht; -
35 ist eine Draufsicht auf eine Vorrichtung und eine breite Leiterbahn; -
36 ist ein Querschnitt einer Leiterbahn; -
37 ist eine bildliche Darstellung des Werkzeugs mit einem dünneren Bereich; -
38 ist ein Querschnitt des Substrats mit einer zusätzlichen Schicht darauf; -
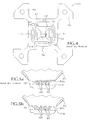
39 ist eine bildliche Darstellung der Vorrichtungen mit angespitzten Armbereichen; -
40 zeigt verschiedene beispielhafte Armprofile; -
41 zeigt verschiedene beispielhafte Armprofile; -
42 zeigt verschiedene Armkrümmungsprofile; -
43 zeigt ein Werkzeug zum Anbringen von Vertiefungen mit Vier-Achssymmetrie; -
44 ist ein Querschnitt des Substrats mit einer Leiterbahn, leitendem Material in der Vertiefung und einer Polyimidschicht; -
45 ist eine bildliche Darstellung der in44 gezeigten Vorrichtung, in invertierter Darstellung, wobei das Substrat entfernt worden ist; -
46 zeigt eine nicht gleichförmige Vertiefung, welche durch ein fortwährendes Abtragen von Material erzielt worden ist; -
47 zeigt ein Werkzeug zum Anbringen von Vertiefungen mit Zwei-Achs-Symmetrie; -
48 zeigt ein Werkzeug zum Anbringen von Vertiefungen mit Ein-Achs-Symmetrie. - Ausführliche Beschreibung der bevorzugten Ausführungsform
- Die vorliegend angewandte Aufbautechnik für Membranmeßfühler beinhaltet als Ausgangspunkt ein flaches steifes Substrat, um weitere darauf aufzubringende Schichten zu stützen. Um die Schrittweite zu verringern und Vorrichtungen mit einer erhöhten Gleichmäßigkeit bereit zu stellen, sind immer noch komplexere und teuerere Bearbeitungsverfahren notwendig. Im direkten Gegensatz zu den herkömmlichen Techniken zum Aufbau von Schichten von unten nach oben auf einem Auflagesubstrat (Stützsubstrat) sind die Erfinder der vorliegenden Erfindung zu der Einsicht gelangt, daß durch Verwendung eines passenden Werkzeugs ein Substrat zielgerichtet so bearbeitet werden kann, daß die gewünschten Arme, Kontakthöcker und Kontaktierungsbereiche hergestellt werden können. Die verbleibenden Schichten werden dann von oben nach unten auf dem Arm hergestellt. Das Substrat selbst wird danach entfernt.
- Wie aus
14 ersichtlich, wird ein Substrat200 bevorzugterweise aus einem duktilen Material hergestellt, wie Aluminium, Kupfer, Blei, Indium, Messing, Gold, Silber, Platin oder Tantal, mit einer Dicke von bevorzugterweise zwischen 0,0254 cm (10 mills) und 0,3175 cm (1/8 inch). Die obere Oberfläche202 des Substrats200 ist bevorzugterweise plan und poliert, um optische Klarheit aufzuweisen, um die Sichtmöglichkeit zu verbessern, wie nachfolgend erläutert wird. -
15 zeigt ein Werkzeug und insbesondere ein Werkzeug210 zum Anbringen von Vertiefungen, welches mit einem Kopf212 versehen ist, der die gewünschte Form der herzustellenden Vorrichtung zum Kontaktieren der Kontaktflächen auf der zu testenden Vorrichtung aufweist. Das Werkzeug210 zum Anbringen von Vertiefungen umfaßt einen Fortsatz214 , um mit einer Maschine zum Anbringen von Vertiefungen (nicht gezeigt) verbunden zu werden. Das Werkzeug210 wird von der Maschine zum Anbringen von Vertiefungen aufgenommen, wobei der Kopf212 so ausgerichtet ist, daß er mit der oberen Oberfläche202 des Substrats200 in Kontakt kommt. Das Werkzeug210 ist bevorzugterweise aus einem Material hergestellt, welches härter ist als das Substrat200 , so daß eine Vertiefung darin in einfacher Weise angebracht werden kann. Ein passendes Material für das Werkzeug210 ist zum Beispiel Werkzeugstahl, Karbid, Chrom und Diamant. Die bevorzugte Maschine zum Anbringen von Vertiefungen ist eine Meßfühlerstation, welche eine genaue X-, Y- und Z-Steuerung umfaßt. Es versteht sich von selbst, daß jede andere geeignete Maschine zum Anbringen von Vertiefungen ebenfalls verwendet werden kann.16 zeigt, daß das Werkzeug210 an die Oberfläche202 des Substrats200 angepreßt wird, was zu einer Vertiefung216 führt, welche der Form des Werkzeugs210 nach seinem Zurückziehen vom Substrat200 entspricht, wie in17 gezeigt. Das Werkzeug210 wird verwendet, um eine Vielzahl von Vertiefungen216 im Substrat200 herzustellen, welche dem gewünschten Muster entsprechen, so wie das in6 gezeigte Muster. Umgekehrt kann das Werkzeug210 festgehalten werden und das Substrat200 kann in Z-Richtung bewegt werden, bis die obere Oberfläche202 des Substrats an das Werkzeug210 angepreßt wird, was in derselben Vertiefung216 resultiert, welche der Form des Werkzeugs210 beim Zurückziehen vom Substrat200 entspricht, wie in17 gezeigt. -
18 zeigt, wie eine Polyimidschicht220 um die Vertiefung216 herum ausgeformt wird. Es versteht sich von selbst, daß jede andere passende Isolationsschicht oder dielektrische Schicht verwendet werden kann. Bei dem Verfahren des Ausformens der Polyimidlage220 ist es etwas schwierig, das Polyimid während des Vorgangs des Belichtens und Ätzens der Polyimidschicht aus den Vertiefungen216 zu entfernen. Dies trifft insbesondere dann zu, wenn die Vertiefungen216 relativ tief sind mit steil geneigten Seiten. Alternativ hierzu kann die Polyimidschicht220 auf der oberen Oberfläche202 des Substrats200 ausgeformt werden, wobei Öffnungen dort angebracht sind, wo die Vertiefungen216 erwünscht sind. Danach wird das Werkzeug210 verwendet, um durch die Öffnungen hindurch, welche in der Polyimidschicht220 bereitgestellt sind, Vertiefungen216 im Substrat200 herzustellen. Dieses alternative Verfahren erübrigt das schwierig durchzuführende Verfahren des ausreichenden Entfernens der Polyimidlage220 aus den Vertiefungen216 . - Es ist teuer, Belichtungsmasken für die Polyimidschicht
220 herzustellen, welche Toleranzen haben, die ausreichen, um die Öffnungen in den Vertiefungen216 genau auszurichten. Das Werkzeug210 in Verbindung mit der Maschine zur Herstellung von Vertiefungen kann auf die tatsächliche Position eine der Öffnungen ausgerichtet werden, welche sich durch das Belichten und Ätzen der Polyimidschicht220 mit einer relativ billigen und etwas ungenauen Maske ergibt. Die Erfinder der vorliegenden Erfindung kamen zur Einsicht, daß lokalisierte Bereiche der Maske und somit die daraus resultierenden Öffnungen für die Zwecke des Anbringens der Vertiefungen ausreichend gut ausgerichtet sind. Ebenso können Bereiche der Maske, welche voneinander beabstandet sind, nicht genügend gut ausgerichtet sein für die Zwecke des Anbringens von Vertiefungen. Dementsprechend führt das automatische Anbringen von Vertiefungen mittels einer genauen Maschine zum Anbringen von Vertiefungen auf dem Substrat220 , um so ein einzuhaltendes Muster mit vielen weit voneinander beabstandeten Vertiefungen216 anzubringen, dazu, daß das Werkzeug zum Anbringen von Vertiefungen nicht ausreichend ausgerichtet ist mit den Öffnungen von Bereichen, welche einen großen Abstand zum ursprünglichen Ausrichtungspunkt aufweisen. Um die Genauigkeit des Ausrichtungsprozesses zu verbessern, gelangten die Erfinder der vorliegenden Erfindung zur Einsicht, daß die Maschine zum Anbringen von Vertiefungen wieder ausgerichtet werden kann mit den tatsächlichen Öffnungen in der Polyimidlage220 an verschiedenen voneinander beabstandeten Orten, so daß ein jeder lokalisierter Bereich relativ genau ausgerichtet ist, während die gesamte Ausrichtung etwas verschoben sein kann. Auf diese Weise kann eine relativ preiswerte Maske verwendet werden. - Bevorzugterweise umfaßt die Maschine zum Anbringen von Vertiefungen eine genaue Z-Achsenbewegung, so daß die Tiefe einer jeden Vertiefung identisch ist oder im wesentlichen identisch ist. Ist eine ausreichend genaue Z-Achsenbewegung nicht möglich, so kann, wie in
19 gezeigt, ein alternatives Werkzeug240 zum Anbringen von Vertiefungen mit einem eingebauten Z-Achsenanschlag242 verwendet werden. Der Z-Achsenanschlag242 ist ein Vorsprung, welcher sich vom Kopf244 nach außen erhebt und mit der oberen Oberfläche des Polyimids220 oder der Oberfläche202 des Substrats200 in Kontakt tritt. Der Z-Achsenanschlag242 wird relativ zum Kopf244 ausgerichtet, so daß die passende Tiefe erzielt wird, wobei berücksichtigt wird, ob oder ob nicht die Polyimidschicht220 ausgeformt wird, bevor das Werkzeug240 zum Anbringen von Vertiefungen verwendet wird. -
20 zeigt ein leitendes Material250 , welches auf das Polyimid220 galvanisiert wurde und ein Substrat200 , wodurch die Vertiefungen216 mit dem leitenden Material250 , wie z. B. Nickel und Rhodium, aufgefüllt werden. Es versteht sich, daß jede andere geeignete Technik verwendet werden kann, um leitendes Material in die Vertiefungen216 einzubringen. Das leitende Material250 wird dann bevorzugterweise poliert, um überschüssiges Material von der Oberfläche der Polyimidschicht220 zu entfernen und eine flache Gesamtoberfläche bereitzustellen. Der bevorzugte Polierverfahren ist ein chemisch-mechanisches Planierverfahren. Eine Leiterbahn252 wird auf der Polyimidschicht220 und dem leitenden Material250 ausgeformt. Die Leiterbahn252 ist bevorzugterweise ein guter Leiter, wie Kupfer, Aluminium oder Gold. Eine Polyimidschicht254 wird dann auf der gesamten Oberfläche ausgeformt. Weitere Lagen aus Metall und Dielektrikum können ausgeformt werden. Der Substrat200 wird dann durch ein beliebiges geeignetes Verfahren entfernt, wie zum Beispiel Ätzen mit Salzsäure (HCl 15%) oder Schwefelsäure (H2SO4). Salzsäure und Schwefelsäure reagieren nicht mit der Polyimidschicht220 oder mit dem leitenden Material250 , wie z. B. Nickel oder Rhodium. Es versteht sich, daß die Polyimidschicht254 alternativ jede beliebige geeignete Isolationsschicht oder dielektrische Schicht sein kann. - In
21 wird der Kontaktfläche260 der resultierenden Vorrichtung bevorzugterweise so ausgewählt, daß er einen niedrigen Kontaktwiderstand aufweist, so daß eine gute elektrische Verbindung mit der zu testenden Vorrichtung hergestellt werden kann. Während Nickel einen relativ niedrigen Kontaktwiderstand aufweist, hat Rhodium einen noch geringeren Widerstand und ist widerstandsfähiger gegenüber Abnutzung als dies bei Nickel der Fall ist. Dementsprechend sind die Vertiefungen216 bevorzugterweise mit einer Lage aus Rhodium beschichtet. Verwendet man normale Bearbeitungstechniken, so ist die Dicke des Rhodiums auf ungefähr 5 μm beschränkt. Die resultierende Vorrichtung umfaßt eine äußere Lage aus Rhodium und insbesondere den Kontaktierungsbereich260 , welcher dann mit dem verbleibenden Material aufzufüllen ist, wie z. B. Nickel oder mit einer nicht leitenden Füllung. Das leitende Material muß nicht die gesamte Vertiefung ausfüllen. - Das zuvor erläuterte Verfahren des Aufbaus von oben nach unten stellt eine Vielzahl von Vorteilen gegenüber der herkömmlichen, von unten nach oben verlaufenden Bearbeitungstechnik zum Aufbau von Schichten auf einem Stützsubstrat bereit. Diese Vorteile ermöglichen es auch, Vorrichtungen mit verbesserten Eigenschaften aufzubauen.
- Zuerst gibt es keine Beschränkungen bezüglich der Höhe der resultierenden Vorrichtungen, welche in der Vergangenheit durch das Bearbeiten mit Photoresist auferlegt worden sind. Die Möglichkeit, Vorrichtungen mit jeder passenden Höhe aufzubauen, beseitigt auch die Beschränkungen, welche bei den Versuchen aufgetreten sind, die hohen schmalen Öffnungen im Photoresist zu galvanisieren, was schwierig ist.
- Zweitens ist die Erhebung der Kontaktierungsbereiche
260 der Vorrichtungen extrem gleichförmig, da sie nur durch das Werkzeugbearbeitungsverfahren festgelegt werden, welches seiner Natur nach nicht mechanisch ist. Verschiedene lokalisierte Stromdichten des Galvanisierungsbads, verschiedene Dichten der Ionen innerhalb des Galvanisierungsbads und ”zufällige” Schwankungen im Galvanisierungsbad werden daran gehindert, die Gesamtform und Höhe der resultierenden Vorrichtungen zu beeinträchtigen. Mit einer wesentlichen gleichförmigen Erhebung der Vorrichtungen wird weniger Kraft benötigt, um die Vorrichtungen in ausreichendem Kontakt mit der zu testenden Vorrichtung zu bringen, was dann wiederum die Wahrscheinlichkeit des Biegens und Brechens der Meßfühlerstation, des Meßfühlerkopfs und/oder des Membranmeßfühleraufbaus verringert. Weiterhin führt die im wesentlichen gleiche Erhebung der Vorrichtungen zu einer Verringerung der Wahrscheinlichkeit der Beschädigung der Kontaktflächen auf der zu testenden Vorrichtung bei übermäßigem Druck. - Drittens sind die Kontaktierungsbereiche der Vorrichtung stärker, da die Vorrichtung aus einem einzelnen homogenen Material aufgebaut ist während eines Abscheideprozesses, so daß keine Zwischenschichten erforderlich sind, wie dies früher bei Mehrfachbearbeitungsschritten erforderlich war. Dies erlaubt es, die Größe der Kontaktierungsbereiche bis zur Grenze der maximalen Stromdichte zu beschränken, welche während des Testens zulässig ist, und nicht auf die minimale Scherbelastbarkeit der Zwischenschicht.
- Viertens sind die Formen der sich so ergebenden Vorrichtungen anpaßbar, um in effektiver Weise verschiedene Materialien zu testen. Die Form der Vorrichtung kann steile Seitenwandwinkel aufweisen, wie z. B. 85°, während sie gleichzeitig mechanische Festigkeit, Stabilität und Integrität aufweisen. Die steilen Seitenwände erlauben es, tiefere Vorrichtungen herzustellen, welche eine größere Dichte der Vorrichtungen erlauben, bis hin zu fortlaufend dichteren Packungen der Kontaktflächen auf der zu testenden Vorrichtung. Weiterhin ist der Winkel der Seitenwände nicht abhängig (d. h. unabhängig) vom Kristallgefüge des Substrats.
- Fünftens ist die Form der Kontaktierungsbereiche genau bekannt und ist von Vorrichtung zu Vorrichtung gleichmäßig, was einen gleichmäßigen Kontakt mit den Kontaktflächen der zu testenden Vorrichtung ermöglicht.
- Sechstens ist die Ausrichtung der verschiedenen Bereiche der resultierenden Vorrichtung exakt gleichmäßig von Vorrichtung zu Vorrichtung, da jede Vorrichtung unter Verwendung eines Verfahrens hergestellt worden ist, welches dasselbe Werkzeug verwendet. Mit einer exakten Ausrichtung der tieferen Bereiche einer jeden Vorrichtung (Arm und Kontakthöcker) im Verhältnis zum Kontaktierungsbereich gibt es keine Notwendigkeit, zusätzlich Spielraum bereit zu stellen, um die Schwankungen im Verfahren abzufangen, welche Photoresist- sowie Galvanisierungsverfahren eigen sind. Weiterhin wird auch der ”Pilzwucherungs”-Effekt beim Galvanisieren unterbunden, welcher ebenfalls die erforderliche Größe der Vorrichtung verringert. Die Verringerung der Schwankungen der Ausrichtung und praktische Eliminierung von Unterschieden in den Vorrichtungen
300 erlaubt es, eine wesentlich verringerte Schrittweite einzuhalten, welche an Kontaktflächen auf der zu testenden Vorrichtung angepaßt ist, die eine vergrößerte Packungsdichte aufweisen. - Siebtens kann die Form der resultierenden Vorrichtungen genau angepaßt werden, um eine optimale mechanische Belastbarkeit zu ermöglichen. Um, wie im Beschreibungseinleitungsteil erläutert, die Abbürstfunktion bereit zu stellen, sollte die Vorrichtung einen Aufbau von Arm und Höcker aufweisen, welcher bei Berührung verkippt. Die Vorrichtung
300 kann eine geneigte Oberfläche304 zwischen ihrem rückwärtigen Teil302 und dem Kontaktierungsbereich216 umfassen. Die geneigte Oberfläche304 sorgt für eine ausreichende Festigkeit entlang Längsabschnitten der Vorrichtung300 , was es erlaubt, das rückwärtige Teil302 dünner auszuführen als den vorderen Teil306 . Die Drehmomentkräfte, welche auf die Vorrichtung300 während des Kippprozesses der Vorrichtung300 einwirken, neigen dazu, sich entlang der Länge der Vorrichtung300 zu verringern, welches ein entsprechend dünneres Material aufweist, welches durch die geneigte Oberfläche304 festgelegt ist. Mit einem dünneren rückwärtigen Teil302 und Material in der Nähe des rückwärtigen Teils302 weist das rückwärtigen Teil302 der Vorrichtung300 eine geringere Neigung dazu auf, auf die zu testende Vorrichtung aufzudrücken, falls ein übermäßiges Kippen auftritt. Die verbesserte Gestalt der Vorrichtung300 verringert auch die Menge des benötigten Metallmaterials. - Achtens werden ”Aufsicht”-Kameras verwendet, um ein Bild des unteren Bereichs des Membranmeßfühlers zu bekommen und die genaue Positionierung der Vorrichtungen
300 relativ zu den Kontaktflächen auf der zu testenden Vorrichtung zu ermitteln. Die Verwendung von ”Aufsich”-Kameras erlaubt ein automatisches Ausrichten der Membranvorrichtungen relativ zu den Kontaktflächen, so daß ein automatisches Testen durchgeführt werden kann. Um ein Bild der Vorrichtungen300 auf dem Membranmeßfühler zu erzielen, verwenden die ”Aufsicht”-Kameras normalerweise Licht, um die Vorrichtungen300 zu beleuchten. Unglücklicherweise führen die herkömmlichen Planarbearbeitungsverfahren in einer Richtung senkrecht zur ”Aufsicht”-Kamera zu relativ flachen Oberflächen der Arme, Kontakthöcker und Kontaktierungsbereiche, von denen jedes Element Licht zurück zur ”Aufsicht”-Kamera reflektiert. Das zur ”Aufsicht”-Kamera von allen Oberflächen zurück reflektierte Licht führt häufig zu einiger Verwirrung bezüglich des genauen Orts der Kontaktierungsbereiche260 . Die geneigte Oberfläche304 der Vorrichtungen300 tendiert dazu, einfallendes Licht von weiter unten angebrachten ”Aufsicht”-Kameras weg zu reflektieren, während die Kontaktierungsbereiche306 dazu neigen, einfallendes Licht zu den weiter unten angebrachten ”Aufsicht”-Kameras zurück zu reflektieren. Licht, welches hauptsächlich von den Kontaktierungsbereichen306 zu der ”Aufsicht”-Kameras zurückkehrt, führt zu weniger Konfusionsgefahr bezüglich der exakten Positionierung der Kontaktierungsbereiche. - Neuntens führt das anfängliche Polieren der Oberfläche
202 des Substrats200 zu einer passenden glatten unteren Oberfläche der Polyimidschicht220 , welche darauf ausgeformt ist. Nach dem Wegätzen des Substrats200 oder einer andern Art des Entfernens ist die untere Oberfläche der Polyimidschicht220 glatt und die resultierende Polyimidschicht220 ist im allgemeinen optisch klar. Dementsprechend sind die Zwischenräume zwischen den Leiterbahnen und den metallisierten Vorrichtungen300 optisch relativ durchlässig, so daß Bedienungspersonal, welches die Vorrichtung positioniert, leicht zwischen den Leiterbahnen und Vorrichtungen durch die Vorrichtung hindurchblicken kann. Dies hilft dem Bedienungspersonal beim manuellen Positionieren des Membranmeßfühlers auf den Vorrichtungen, welche sonst verdeckt wären. Zusätzlich erlaubt die pyramidenförmige Gestalt der Vorrichtungen300 es dem Bedienungspersonal, die genaue Position der Kontaktierungsbereiche relativ zu den Kontaktflächen auf der zu testenden Vorrichtung genauer zu bestimmen, welche zuvor durch die (relativ zu den Kontaktierungsbereichen) breiten Armstrukturen verdeckt worden sind. - Zehntens werden, wie in
22 zu sehen, die Kontaktierungsbereiche260 der Vorrichtung bevorzugterweise mit einer äußeren Oberfläche aus Rhodium340 hergestellt, welches effektiv bis zu einer Dicke von nur ungefähr 5 μm aufgalvanisiert werden kann. Das Galvanisierungsverfahren des Rhodiums ist nicht vollständig winkeltreu, so daß die resultierende Schicht in einer Richtung senkrecht zu den äußeren Seiten352 und354 ungefähr 5 μm dick ist. Die Breite der Oberseite350 der Kontaktfläche und der Winkel der Seiten352 und354 des Werkzeugs210 werden so ausgewählt, daß das Rhodium340 auf beiden Seiten352 und354 aufgalvanisiert wird und bevorzugterweise zusammentreffen, wobei sie eine V-Form einnehmen. Der Rest der Vorrichtung besteht bevorzugterweise aus Nickel. Während die Dicke des Rhodiums340 nur 5 μm in senkrechter Richtung beträgt, ist die Dicke des Rhodiums430 senkrecht zur Spitze350 der Vorrichtung größer als 5 μm. Dementsprechend hält der Kontaktierungsbereich, der während des Gebrauchs in einer im wesentlichen senkrechten Richtung von der Spitze350 abgetragen wird, länger, als wenn der Bereich der Spitze nur bis zu einer Dicke von 5 μm mit Rhodium galvanisiert worden wäre. - Elftens ist die Oberflächenstruktur des Kontaktierungsbereichs
260 so wählbar, daß der erwünschte Abbürsteffekt auf den Kontaktflächen der zu testenden Vorrichtung erzielt werden kann. Insbesondere kann das Werkzeug ein aufgerauhtes Oberflächenmuster auf dem korrespondierenden Kontaktierungsbereich erhalten, um eine gleichmäßige Oberflächenstruktur für alle Vorrichtungen bereitzustellen. - Dreizehntens ist die erfindungsgemäße Technik zum Strukturaufbau relativ schnell, um die Vorrichtungen aufzubauen, da eine reduzierte Anzahl von Bearbeitungsschritten vorliegt, was auch zu erheblichen Kosteneinsparungen führt.
- Die vorstehend erläuterte Herstellungstechnik stellt auch verschiedene Vorteile bereit in Bezug auf die Gestalt der Vorrichtungen, die anderenfalls nur schwerlich, wenn nicht überhaupt nicht erreicht werden könnten.
- Erstens kann das Werkzeug jede gewünschte Form bereit stellen, wie z. B. einen einfachen Höcker, falls keine Bürstwirkung erwünscht ist.
- Zweitens stellen die geneigten Stützseiten der zu testenden Vorrichtung hin zu den Kontaktierungsbereichen
260 eine verbesserte mechanische Festigkeit für den Kontaktierungsbereich260 dar, im Gegensatz zu dem Fall, wo nur ein Bereich des Metalls durch einen größeren Kontakthöcker gestützt wird. Mit einer solchen Stützung der geneigten Seiten kann der Kontaktierungsbereich kleiner sein, ohne daß das Risiko bestünde, daß er von der Vorrichtung abgelöst würde. Der kleinere Kontaktierungsbereich sorgt für einen verbesserten Kontakt mit der Kontaktfläche der zu testenden Vorrichtung, wenn die Vorrichtung kippt, um den Oxidaufbau auf der Oberfläche der Kontaktfläche zu durchdringen. Zusätzlich kann der rückwärtige Teil302 der Vorrichtung wesentlich dünner sein als der Rest der Vorrichtung, was die Wahrscheinlichkeit vergrößert, daß der rückwärtige Teil302 in die Kontaktfläche der zu testenden Vorrichtung während des Testens eindringt, wenn die Vorrichtung verkippt wird. - Drittens ist der Druck, welcher durch die Kontaktierungsbereiche der Vorrichtungen bei einem durch den Meßfühlerkopf vorgegebenen Druck ausgeübt wird, veränderbar, und zwar durch Ändern des Zentrums der Drehbewegung der Vorrichtung. Der Drehpunkt der Vorrichtung kann durch Auswahl der Länge der Vorrichtung und der Position/Höhe des Kontaktierungsbereichs relativ hierzu ausgewählt werden. Dementsprechend können die Drücke wie erwünscht ausgewählt werden, um zu den Eigenschaften der verschiedenen Kontaktflächen zu passen.
- Viertens ist in
23 gezeigt, daß eine dreieckförmige Gestalt des Abdrucks der Vorrichtung eine große Querstabilität der Vorrichtungen erlaubt, während die Schrittweite zwischen den Vorrichtungen verringert werden kann. Die Kontaktierungsbereiche403 der Vorrichtung sind bevorzugterweise in einer linearen Anordnung für viele Kontaktflächen der zu testenden Vorrichtungen ausgerichtet. Die dreieckigen Bereiche der Vorrichtung sind in abwechselnd gegenüber liegenden Richtungen ausgerichtet. - Fünftens erlaubt es die Fähigkeit des Herstellens von Kontaktierungsbereichen, welche sich oberhalb der unteren Oberfläche der Vorrichtungen erheben, während gleichzeitig eine Gleichförmigkeit in der Höhe der Vorrichtungen und ihrer strukturellen Festigkeit beibehalten wird, daß die Vorrichtung eine Bürstwirkung zeigt, während die untere Oberfläche der Vorrichtung nur eine geringe Bewegung benötigt. Die geringe Bewegung der unteren Oberfläche der Vorrichtung, um während des Testens einen guten elektrischen Kontakt herzustellen, verringert die Spannung auf die Schichten unterhalb der unteren Oberfläche der Vorrichtung. Dementsprechend wird die Wahrscheinlichkeit des Reißens der Polyimidschichten und der Leiterbahnen verringert.
- Beim Testen einer Oxidschicht auf Lothöckern oder Lotkugeln auf Wafern, welche mit einer ”flip-chip”-Packungstechnologie zu verwenden sind, so wie z. B. Lothöckern auf gedruckten Leiterplatten, ist die Oxidschicht, welche darauf ausgebildet ist, nur schwer effektiv zu durchdringen. Tritt ein herkömmlicher Kontaktierungsbereich eines Membranmeßfühlers mit einem Lothöcker in Kontakt, so besteht, wie in
24 gezeigt, die Neigung, daß das Oxid285 in den Lothöcker287 zusammen mit dem Kontaktierungsbereich289 eingepreßt wird, was zu einer schlechten Zwischenverbindung führt. Wenn herkömmliche Nadelmeßfühler auf Lothöckern verwendet werden, so neigen die Nadeln dazu, auf den Lothöckern abzurutschen oder sich innerhalb der Lothöcker zu verbiegen, so daß sich Abrieb auf den Nadeln sammeln und der Abrieb auf die Oberfläche der zu testenden Vorrichtung gelangen kann. Dabei ist ein Reinigen der Nadeln der Meßfühler zeitaufwendig und mühsam. Weiterhin lassen Nadelmeßfühler keine gleichförmigen Meßfühlerabdrücke auf den Lothöckern zurück. Wenn Lothöcker, welche auf Flip-Chips verwendet werden, getestet werden, so neigen die Fühlermarkierungen, welche im oberen Bereich der Lötstellen zurückgelassen worden sind, dazu, Flußmittel einzuschließen, was bei Erhitzung zum Explodieren neigt, welches die Verbindung verschlechtert oder zerstört.25 und26 zeigen einen verbesserten Aufbau der Vorrichtung, welcher passend ist zum Testen von Lothöckern. Der obere Bereich der Vorrichtung umfaßt ein Paar von steil geneigten Seiten291 und293 , welche zum Beispiel 15° von der Senkrechten abweichen, mit bevorzugterweise polierten Seiten. Die geneigten Seiten291 und293 bilden bevorzugterweise eine scharfe Kante295 an ihrer Oberseite. Der Winkel der Seiten291 und293 in Bezug auf den Reibungskoeffizienten zwischen den Seiten und dem Oxid auf den Lothöckern wird ausgewählt, so daß die mit Oxid bedeckte Oberfläche dazu neigt, hauptsächlich längs der Oberflächen der Seiten291 und293 entlang zu gleiten oder andererseits weg zu scheren und nicht im wesentlichen auf den Seiten getragen zu werden, während die Vorrichtung in einen Lothöcker eindringt.27 zeigt, daß der im wesentlichen scharfe Grat nach einem Kontakt auch eine Marke (Vertiefung) zurückläßt, welche sich über den gesamten Lothöcker hinweg erstreckt. Anschließendes Erhitzen der Lothöcker und das Flußmittel sorgen dafür, daß das Flußmittel von den Seiten des Lothöckers austritt, wodurch die Möglichkeit einer Explosion vermieden wird. Zusätzlich ist die resultierende Markierung, welche auf dem Lothöcker zurückgelassen wird, gleichförmig in seiner Art und erlaubt es den Herstellern der Lothöcker, diese resultierenden Markierungen unter ästhetischen Gesichtspunkten zu akzeptieren. Weiterhin wird eine geringere Kraft benötigt, um auf die Vorrichtung einzuwirken, da sie dazu neigt, durch den Lothöckern hindurch zu schneiden anstelle nur einen Anpreßdruck auf den Lothöcker auszuüben. Die flache Oberfläche405 verhindert ein zu tiefes Eindringen in die Lotkugel (Höcker). -
28 zeigt, daß ein Waffelmuster verwendet werden kann, um eine größere Kontaktfläche zum Testen von Lothöckern bereit zu stellen. -
29 zeigt, daß eine alternative Vorrichtung ein Paar von Vorsprüngen311 und313 umfaßt, welche bevorzugterweise an den Enden eines Bogens315 angebracht sind. Der Abstand zwischen den Vorsprüngen311 und313 ist bevorzugterweise geringer als der Durchmesser des Lothöckers317 , welcher zu testen ist. Mit solch einer Anordnung der Vorsprünge311 und313 werden dieseauf die Seiten des Lothöckers317 auftreffen, wodurch keine Markierung auf dem oberen Bereich des Lothöckers217 zurück bleibt. Mit Markierungen auf den Seiten des Lothöckers317 ist die Wahrscheinlichkeit, daß das verwendete Flußmittel anschließend innerhalb der Markierung eingeschlossen wird und explodiert, geringer. Zusätzlich gilt, daß, falls die Ausrichtung der Vorrichtungen nicht mit den Lothöckern317 zentriert ist, eine hohe Wahrscheinlichkeit dafür besteht, daß einer der Vorsprünge311 und313 immer noch den Lothöcker317 trifft. - Frühere Techniken zum Aufbau der Vorrichtungen führten zu Vorrichtungen, welche Kontaktierungsbereiche umfaßten, welche ziemlich groß waren und bei denen es schwierig war, ihre Ausrichtung sicher zu stellen.
30 zeigt, daß mit der verbesserten Herstellungstechnik die Erfinder der vorliegenden Erfindung zur Schlußfolgerung gelangten, daß Membranmeßfühler verwendet werden können, um eine ”echte” Kelvin-Verbindung zu einer Kontaktfläche auf der zu testenden Vorrichtung herzustellen. Ein Paar von Vorrichtungen351 und353 ist mit ihren Kontaktflächen355 und357 ausgerichtet, welche aneinander grenzen. Mit dieser Anordnung kann eine der Vorrichtungen der ”Kraft”-Teil sein, während die andere Vorrichtung der ”Erfassungs”-Teil der Kelvin-Anordnung ist. Beide Kontaktierungsbereiche355 und357 kontaktieren dieselbe Kontaktfläche auf der zu testenden Vorrichtung. Eine detailliertere Analyse der Kelvin-Verbindungen wird beschrieben in Fink, D. G., ed., Electronics Engineers Handbook, 1st ed., McGraw-Hill Book Co., 1975, Sec. 17–61, pp. 17–25, 17–26, ”The Kelvin Double Bridge”, and U.S. Patent mit der Anmeldungs-No. Serial No. 08/864,287, welche beide hiermit durch Bezugnahme eingeschlossen sind. - Es sei angemerkt, daß abhängig von der verwendeten Technik, der gewünschten Verwendung und der erzielten Struktur, keine oder aber auch bis zu alle der zuvorgenannten und im folgenden beschriebenen Vorteile realisiert werden können in Vorrichtungen, welche gemäß der vorliegenden Erfindung hergestellt worden sind.
- Die Erfinder der vorliegenden Erfindung haben beobachtet, daß nach umfangreichem Gebrauch, wie z. B. 100 000 Prüfzyklen, die Leiterbahnen
292 dazu neigen, zu zerreißen oder auf andere Weise zu ermüden, was zum Versagen einer oder mehrerer Vorrichtungen führt. Da das resultierende Muster der Kontakte88 auf dem Membranaufbau72a dem Muster der Kontaktfläche auf einer bestimmten Würfelfläche44 auf dem Siliziumwafer46 entspricht (siehe1 ), ist das Versagen einer Vorrichtung ausreichend, um dazu zu führen, daß der gesamte Membranmeßfühleraufbau42 nicht mehr benutzbar ist. - Mit Berücksichtigung dieser Beschränkung der Prüfzykluszahl ist eine potentielle Technik, welche von den Erfindern der vorliegenden Erfindung vorgeschlagen wird, um die Anzahl der Zyklen zu erhöhen, die Maßnahme, daß die Leiterbahn
252 dünner hergestellt werden. Dünnere Leiterbahnen252 neigen dazu, widerstandsfähiger zu sein gegenüber einem Reißen oder anderen Ermüdungsvorgängen. Jedoch haben dünnere Leiterbahnen252 einen vergrößerten Widerstand. Ein vergrößerter Widerstand verschlechtert die Leistungsfähigkeit des Membranmeßfühleraufbaus42 durch Abschwächen der Signale, einer Vergrößerung des Wärmeaufbaus, Verschieben der Gleichstrompegel und Reduzieren der Genauigkeit, mit welcher die Signalpegel bekannt sind. - Die Erfinder der vorliegenden Erfindung, welche sich Sorgen gemacht haben wegen der zuvor genannten Beschränkungen, haben festgestellt, daß durch Herstellen dünnerer Leiterbahnen
252 in der Nähe der Vorrichtung300 eine Verbesserung erzielt werden kann. Wie in31 gezeigt, können die Leiterbahnen252 unterhalb der gesamten Vorrichtung300 dünner sein, oder, wie in32 gezeigt, dünner sein in einem Bereich, welcher an das Ende der Vorrichtung300 angrenzt.33 zeigt, daß das Verdünnen eines Bereichs der Leiterbahn252 auf jeder Art von Änderung beruhen kann, wie z. B. durch eine Abstufung oder allmählichen Übergang, wie dies erwünscht ist.34 zeigt, daß eine weitere alternative Struktur einen mehrfach bestückten Aufbau zeigt, um eine Durchbiegung längs einer größeren Länge zu verteilen, so daß die Leiterbahn mit geringerer Wahrscheinlichkeit reißt oder auf andere Weise ermüdet. - Die Erfinder der vorliegenden Erfindung haben dann die Dreidimensionalität der Vorrichtung
330 betrachtet und festgestellt, daß die Seiten der Vorrichtung verwendet werden können, um die Länge der Kante300 , welche mit der Leiterbahn252 in Kontakt steht weiter zu erhöhen.35 zeigt, daß die Leiterbahn252 sich sowohl unter der Vorrichtung300 erstreckt als auch eine vergrößerte Breite hat, so daß ein Bereich ihrer Seiten402 und404 zusätzlich zu ihrem Ende406 zum Biegen der Leiterbahn252 beiträgt, wodurch der Bereich, über den ein Biegen stattfindet, vergrößert wird. Dies resultiert auch in einer Verringerung des Reißens und Ermüdens der Leiterbahn252 . Während der Gesamtwiderstand reduziert wird, kann die in35 gezeigte Struktur unglücklicherweise die Schrittweite zwischen verschiedenen Vorrichtungen300 begrenzen. - Im Gegensatz zur Änderung der Dicke oder Breite der Leiter
252 besteht eine alternative Technik zum Verringern der Wahrscheinlichkeit des Reißens der Leiterbahn252 darin, daß die Leiterbahn selbst so aufgebaut wird, daß sie widerstandsfähiger gegenüber einem Reißen wird. Um eine Gefahr des Reißens der Leiterbahn252 zu verringern, kann diese mit Änderungen in der Kornstruktur innerhalb der Dicke der Leiterbahn252 hergestellt werden.36 zeigt, daß durch Laminieren oder auf andere Weise erzieltes Verbinden verschiedener Leiterschichten die Änderungen im Gefüge der Leiterschichten zu einer Leiterbahn252 führen, welche resistenter gegenüber Ermüdungen ist. Der bevorzugte Satz von Leiterschichten besteht aus Kupfer, Nickel und Kupfer. - Im Gegensatz zum Ändern der Dicke, der Breite oder des Aufbaus der Leiterbahn
252 besteht eine alternative Technik darin, eine Biegung im Endbereich der Vorrichtung300 selbst bereit zu stellen.37 zeigt, daß das Ende der Vorrichtung300 einen dünneren Bereich420 umfassen kann mit einer deutlich erhöhten Verbiegung gegenüber dem Rest der Vorrichtung300 . Die Verbiegung des dünneren Bereichs420 entspricht bevorzugterweise der Verbiegung der darunter liegenden Leiterbahn252 , so daß sich die Leiterbahn252 längs eines bedeutsamen Längsabschnitts des dünneren Bereichs420 deutlich verbiegt. - Die Erfinder der vorliegenden Erfindung haben weiterhin festgestellt, daß die Steuerung der Verbiegung der Leiterbahn
252 weiter modifiziert werden kann durch Hinzufügen einer Zusatzschicht424 im Membranaufbau72a , wie dies in38 beispielhaft veranschaulicht ist. Die Zusatzschicht424 ist an der gegenüber liegenden Seite der flexiblen Polyimidschicht254 angebracht. Die Zusatzschicht424 ist typischerweise steifer als die Polyimidschicht254 und bevorzugterweise deutlich steifer. Die Zusatzschicht424 ist bevorzugterweise so angebracht, daß ihre Enden den Endbereich426 der Vorrichtung300 überlappen. Die Zusatzschicht424 zusammen mit der Vorrichtung300 und der Polyimidschicht254 verteilt den Radius der Krümmung der Leiterbahn254 und unterstützt die Verhinderung eines punktuellen Verbiegens der Leiterbahn254 . Die Zusatzschicht242 kann an anderen Positionen angebracht sein und jede passende Länge, wie gewünscht, aufweisen. - Es versteht sich, daß auch andere Techniken als die hier beschriebenen verwendet werden können, und zwar individuell oder in Kombination mit anderen, wie erwünscht.
- Die herkömmliche Lehrmeinung liegt nahe, daß die im wesentlichen rechteckförmige Form der Vorrichtung
300 eine längs gestreckte Endkante bereitstellt, über welcher Druck verteilt wird, um ein Bündeln des Druckes an einem einzelnen Punkt zu vermeiden. Von dieser Druckverteilung wird erwartet, daß sie die Wahrscheinlichkeit verringert, daß nach wiederholtem Gebrauch der Vorrichtung in der Leiterbahn Risse auftreten. Im Gegensatz zu dieser Lehrmeinung, daß die längliche Endkante den Druck verteilt und dadurch die Wahrscheinlichkeit des Zerreißens verringert, haben die Erfinder der vorliegenden Erfindung festgestellt, daß durch Einbeziehen einer länglichen, im allgemeinen spitz zulaufenden Armstruktur die Wahrscheinlichkeit der Rißbildung nicht vergrößert wird. In der Tat verringert sich die Wahrscheinlichkeit der Rißbildung, wodurch die Anzahl der Zyklen, während welcher die Vorrichtung bis zu einem Versagen verwendet werden kann, erhöht wird.39 zeigt, daß die Vorrichtung500 bevorzugterweise einen aufstehenden Bereich502 und einen längsgestreckten Armbereich504 umfaßt, welcher sich im allgemeinen in seiner Breite verringert. Der aufstehende Bereich502 ist bevorzugterweise pyramidenförmig und der Armbereich504 ist im wesentlichen flach und spitz zulaufend. Die Erfinder der vorliegenden Erfindung kamen zur Schlußfolgerung, daß ein Verringern der Breite des Armbereichs504 einen Aufbau bereitstellt, welcher geeignet ist, um ausreichend über seine genannte Länge hinweg sich zu biegen, ohne im wesentlichen den Krümmungsradius über den in21 gezeigten hinaus zu vergrößern. Auf diese Weise neigt die Leiterbahn252 dazu, einen stetigen Krümmungsradius aufzuweisen. Mehrere beispielhafte unterschiedliche Armbereiche sind in40 gezeigt. - Die Erfinder der vorliegenden Erfindung haben beobachtet, daß nach dem eine Vorrichtung
300 (500 ) versagt, andere an die versagende Vorrichtung300 angrenzende Vorrichtungen ebenfalls zum Versagen neigen. Die Erfinder der vorliegenden Erfindung gehen davon aus, daß nach einem teilweisen Riß oder anderem Defekt, welcher sich in der Leiterbahn252 gebildet hat, die Kraft, welche auf die Leiterbahn252 durch die entsprechende Vorrichtung einwirkt, dann in den verbleibenden Bereich der Leiterbahn252 konzentriert wird, was in einer größeren Kraft per Einheitsfläche resultiert. Die vergrößerte Kraft führt dann dazu, daß die Leiterbahn252 bricht. Zusätzlich kann die vergrößerte Kraft von einer vollständig oder teilweise zerstörten Leiterbahn auch zu einer Beschädigung daneben liegendender Leiterbahnen führen. Um diesen Schneeballeffekt fortschreitender Beschädigungen zu überwinden, sind die Erfinder der vorliegenden Erfindung zur Einsicht gelangt, daß der Krümmungsradius von verschiedenen Armbereichen504 der Vorrichtungen300 (500 ) unterschiedlich sein soll. Zusätzlich neigen die unterschiedlichen Krümmungsprofile dazu, Drücke auf die Leiterbahn252 auszuüben, welche ihrer Natur nach nicht in einer Ebene liegen. Dadurch werden die Drücke um unterschiedliche seitliche Entfernungen von den aufstehenden Bereichen502 verschoben.41 zeigt, daß unterschiedliche Vorrichtungen300 (500 ) bevorzugterweise unterschiedliche Profile für die Armbereich504 aufweisen.42 zeigt, daß das Krümmungsprofil eines einzelnen Armbereichs mit unterschiedlichen Längen dargestellt wird durch Kurven430 und432 . Der Gesamtkrümmungsradius der Leiterbahnen ist entsprechend durch die Kurve434 gezeigt, welche eine glatte Gesamtkurve darstellt. - Die
6 ,15 und17 zeigen, daß das Werkzeug240 zum Anbringen von Vertiefungen ordentlich in X- und Y-Richtung orientiert sein muß, um Vertiefungen216 am richtigen Ort herzustellen, was wiederum eine exakte Bewegung des Werkzeugs240 zum Anbringen von Vertiefungen erfordert. Wenn das asymmetrische Werkzeug zum Anbringen von Vertiefungen240 gedreht wird, um die Vertiefungen216 zu erzeugen, welche unterschiedliche Orientierungen aufweisen, so muß der aufstehende Bereich502 mit der richtigen Position wieder ausgerichtet werden. Zusätzlich ist es schwierig, den zentralen Drehpunkt des Werkzeugs240 zum Anbringen von Vertiefungen festzulegen. Weiterhin ist es zeitaufwendig, das Werkzeug240 zum Anbringen von Vertiefungen für verschiedene Ausrichtungen erneut zu orientieren. Um diese Beschränkung zu überwinden, haben die Erfinder der vorliegenden Erfindung den Schluß gezogen, daß eine dazu radikal verschiedene Struktur für eine Vorrichtung verwendet werden kann.43 zeigt, daß er erhobene Bereich des Werkzeugs508 zum Anbringen von Vertiefungen bevorzugterweise vier Symmetrieachsen aufweist. Ein symmetrisches Werkzeug508 zum Anbringen von Vertiefungen beseitigt die Notwendigkeit des Drehens und Wiederausrichtens des Werkzeugs508 zum Anbringen von Vertiefungen, um das gewünschte Muster zu erzeugen. Zusätzlich ist es einfacher, einen symmetrischen erhobenen Bereich des Werkzeugs508 an den Vertiefungen herzustellen. Die Erfinder der vorliegenden Erfindung haben weiterhin realisiert, daß die Polyimidschicht220 mit den gewünschten Mustern für die Armbereiche504 ausgeführt werden können. Es ist relativ naheliegend, die Polyimidschicht220 mit dem gewünschten Muster für den Armbereich508 der Vorrichtung zu versehen, innerhalb dessen der erhabene Bereich des Werkzeugs508 zum Anbringen von Vertiefungen ausgerichtet ist, um die gewünschte Vertiefung herzustellen. -
44 zeigt, daß der resultierende Aufbau das Substrat530 umfaßt, eine Polyimidschicht534 (mit einem Muster versehen), das leitende Material532 mit einer symmetrischen Vertiefung533 im Substrat530 , die Leiterbahn536 und eine Polyimidschicht538 . Dieser Aufbau entspricht dem in20 gezeigten. Nachdem das Substrat530 entfernt worden ist, befindet sich der Armbereich im wesentlichen in derselben Ebene wie die Polyimidschicht534 , wie in45 gezeigt. - Die Erfinder der vorliegenden Erfindung haben beobachtet, daß wenn das Werkzeug zum Anbringen von Vertiefungen verwendet wird, um nacheinander eine Serie von Vertiefungen herzustellen, wie in
46 gezeigt, daß dann die resultierenden Vertiefungen nicht gleichförmig sind. Nach Begutachtung dieses Resultats kamen die Erfinder der vorliegenden Erfindung zur Schlußfolgerung, daß mit einer zunehmend kleineren Schrittweite das Werkzeug zum Anbringen von Vertiefungen beim Eindringen das Substrat in daneben liegende Vertiefungen verdrängt, welche bereits errichtet worden sind. Die so erzeugten Vertiefungen sind nicht gleichförmig ihrer Natur nach und es ist schwierig, sie mit Metall zu galvanisieren, falls der Boden ungewöhnlich dünn ist. Die resultierenden nicht gleichförmigen Vorrichtungen neigen dazu, ungleichmäßig zu messen, sich unter Druck zu verbiegen und vorzeitig abzubrechen, falls sie dünn sind. Um die Gleichmäßigkeit zu erhöhen, kamen die Erfinder der vorliegenden Erfindung zur Schlußfolgerung, daß der erhabene Bereich502 eine hohe und schmale pyramidenförmige Gestalt aufweisen sollte. Solch eine Gestalt für einen erhabenen Bereich erlaubt es, schrittweise eine Vertiefung zu erzeugen, während zuvor erzeugte Öffnungen im wesentlichen unbeeinflußt bleiben. Eine andere Technik, die angewandt werden kann, um die Gleichförmigkeit der Vertiefungen zu erhöhen, besteht darin, die Vertiefungendurch eine Mehrzahl anwachsend tieferer Eindringungen des Werkzeugs zum Anbringen von Vertiefungen im Substrat herzustellen. Mit anderen Worten heißt das, daß der erste Einschlag des Werkzeugs zum Anbringen von Vertiefungen in das Substrat von begrenzter Tiefe sein sollte, während darauffolgende Einschläge eine vergrößerte Tiefe haben sollten, bis die gewünschte Tiefe erreicht ist. - Obwohl ein Werkzeug zur Anbringung von Vertiefungen mit vier Symmetrieachsen viele Vorteile aufweist, hat es eine etwas beschränkte Fähigkeit zum Anbringen von Schrittweiten. Um die Schrittweite der Vorrichtung (Dichte) zu vergrößern, kann ein Werkzeug zum Anbringen von Vertiefungen mit einer Zweiachs-Symmetrie verwendet werden, wie in
47 gezeigt. Die schmale Breite und die wesentlich größere Länge des Werkzeugs600 zum Anbringen von Vertiefungen erlaubt es, daß jegliche Luft, welche in der an der Oberfläche ausgeformten Vertiefung enthalten ist, und Blasen, welche während des Galvanisierens entstanden sind, leicht entkommen können. Weiterhin erlaubt es die beschränkte Breite, daß eine kleine Schrittweite erzielt wird. Die Seiten des Werkzeugs zum Anbringen von Vertiefungen können parallel sein oder leicht geneigt, je nach Wunsch. - Während die in
47 angezeigte Vorrichtung Vorteile aufweist, kann es schwierig sein, die Kontaktierungsbereiche602 genau auszurichten, da sie von der Vorrichtung selber teilweise verdeckt sein können. Um eine Vorrichtung bereitzustellen, welche leichter auszurichten ist, können die Kontaktierungsbereiche an einem der außen gelegenen Enden eingebracht sein, wie die48 zeigt.
Claims (100)
- Verfahren zum Herstellen eines Membranmessfühlers (
40 ), welches umfasst: a) Bereitstellen eines Substrats (200 ,220 ,530 ), b) Herstellen einer Vertiefung (216 ) im Substrat (200 ,220 ,530 ), c) Einbringen von leitendem Material (250 ,532 ) in die Vertiefung (216 ); d) Anschließen einer Leiterbahn (76a ,252 ,536 ) an das leitende Material (250 ,532 ); e) Anbringen einer Membran (72a ), um das leitende Material (250 ,532 ) zu stützen; und f) Entfernen des Substrats (200 ,220 ,530 ) vom leitenden Material (250 ,532 ). - Verfahren nach Anspruch 1, wobei die Vertiefung (
216 ) unter Verwendung eines Werkzeugs (210 ,240 ,508 ) hergestellt wird. - Verfahren nach Anspruch 2, welches weiterhin den Schritt des Anpressens des Werkzeugs (
210 ,240 ,508 ) an das Substrat (200 ,220 ,530 ) umfasst. - Verfahren nach Anspruch 2, welches weiterhin den Schritt des Herstellens einer zweiten Vertiefung (
533 ) mittels des Werkzeugs (210 ,240 ,508 ) umfasst. - Verfahren nach Anspruch 4, welches weiterhin den Schritt umfasst, dass das Werkzeug (
210 ,240 ,508 ) seitlich relativ zu dem Substrat (200 ,220 ,530 ) verschoben wird, um die zweite Vertiefung (533 ) herzustellen. - Verfahren nach Anspruch 2, welches einen Schritt des Bildens eines vertikalen Anschlags auf dem Werkzeug (
210 ,240 ,508 ) umfasst. - Verfahren nach Anspruch 2, wobei das Werkzeug (
210 ,240 ,508 ) einen Formbereich aufweist, welcher zur Herstellung der ersten Vertiefung (216 ) verwendet wird. - Verfahren nach Anspruch 7, wobei der Formbereich geneigte Seitenwände (
291 ,293 ) aufweist. - Verfahren nach Anspruch 7, wobei die Membran (
72a ) vor der Leiterbahn (76a ,252 ,536 ) angebracht wird. - Verfahren nach Anspruch 7, wobei der Formbereich eine geneigte Oberfläche (
304 ) zwischen einem vorderen und einem rückwärtigen Ende aufweist. - Verfahren nach Anspruch 7, wobei der Formbereich einen vorderen und einen rückwärtigen Teil aufweist und wobei der rückwärtige Teil dünner ist als der vordere Teil.
- Verfahren nach Anspruch 1, wobei das Substrat (
200 ,220 ,530 ) aus duktilem Material (250 ,532 ) besteht. - Verfahren nach Anspruch 2, wobei das Werkzeug (
210 ,240 ,508 ) aus einem Material (250 ,532 ) besteht, welches härter ist als das Substrat (200 ,220 ,530 ). - Verfahren nach Anspruch 1, welches weiterhin den Schritt des Herstellens einer zweiten Vertiefung (
533 ) umfasst. - Verfahren nach Anspruch 14, wobei die erste Vertiefung (
216 ) ähnlich ist zur zweiten Vertiefung (533 ). - Verfahren nach Anspruch 1, welches weiterhin einen Schritt des Ausformens einer Isolationsschicht auf dem Substrat (
200 ,220 ,530 ) umfasst. - Verfahren nach Anspruch 16, wobei die Isolationsschicht auf dem Substrat (
200 ,220 ,530 ) vor der Herstellung der ersten Vertiefung (216 ) ausgeformt wird. - Verfahren nach Anspruch 16, wobei die Isolationsschicht eine Öffnung festlegt und die Vertiefung (
216 ) an einer Stelle hergestellt wird, welche zur Öffnung ausgerichtet ist. - Verfahren nach Anspruch 1, wobei das leitende Material (
250 ,532 ) Nickel und/oder Rhodium enthält. - Verfahren nach Anspruch 1, welches weiterhin den Schritt des Bildens einer äußeren Schicht aus Rhodium auf dem leitenden Material (
250 ,532 ) umfasst. - Verfahren nach Anspruch 20, wobei die äußere Schicht aus Rhodium eine V-förmige Form aufweist.
- Verfahren nach Anspruch 1, wobei der Schritt des Einbringens von leitendem Material (
250 ,532 ) in die Vertiefung (216 ) ein Galvanisieren des leitenden Materials (250 ,532 ) auf dem Substrat (200 ,220 ,530 ) umfasst. - Verfahren nach Anspruch 1, wobei das leitende Material (
250 ,532 ) gleichmäßig abgeschieden wird. - Verfahren nach Anspruch 1, welches weiterhin den Schritt des Planierens des leitenden Material (
250 ,532 ) umfasst, nachdem das leitende Material (250 ,532 ) in die Vertiefung (216 ) eingebracht worden ist. - Verfahren nach Anspruch 1, welches weiterhin den Schritt des Ausformens der Vertiefung (
216 ) umfasst, so dass das leitende Material (250 ,532 ) eine flache Oberfläche (304 ) relativ zu einer Stützfläche der Membranauflage (54 ,62 ) aufweist. - Verfahren nach Anspruch 1, welches weiterhin den Schritt umfasst, dass die Vertiefung (
216 ) so hergestellt wird, dass das leitende Material (250 ,532 ) pyramidenförmig ist. - Verfahren nach Anspruch 1, welches weiterhin den Schritt des Polierens des Substrats (
200 ,220 ,530 ) vor Herstellen der Vertiefung (216 ) umfasst. - Verfahren nach Anspruch 1, welches weiterhin den Schritt des Formens einer angerauten Oberfläche (
304 ) auf dem leitenden Material (250 ,532 ) umfasst. - Verfahren nach Anspruch 1, wobei das Substrat (
200 ,220 ,530 ) ein Kristallgefüge aufweist und die Vertiefung (216 ) mindestens eine flache Oberfläche (304 ) aufweist, die relativ zum Kristallgefüge geneigt ist, wobei die Oberfläche (304 ) und das Kristallgefüge einen spitzen Winkel einschließen. - Messfühleraufbau (
42 ) zum Testen einer elektrischen Vorrichtung (500 ), welcher umfasst: a) eine Auflage (54 ,62 ); b) eine Membran (72a ), welche die Auflage (54 ,62 ) übergreift, c) eine Vielzahl länglicher Leiter (76a ,252 ,536 ), welche von der Membran (72a ) gestützt sind; d) eine Vielzahl länglicher Kontakte (88 ), welche von der Membran (72a ) gestützt sind; wobei jeder Kontakt (88 ) elektrisch mit zumindest einem zugeordneten Leiter (76a ,252 ,536 ) verbunden ist, wobei ein jeder Kontakt (88 ) sich abhängig von einem Anpressen der elektrischen Vorrichtung (500 ) verkippt, und ein jeder der Kontakte (88 ) zumindest eine flache Oberfläche (304 ) aufweist, die relativ zur Membran (72a ) geneigt ist, wodurch ein spitzer Winkel relativ dazu festgelegt wird. - Messfühleraufbau nach Anspruch 30, wobei der Kontakt (
88 ) ein vorderes Ende und einen Kontaktierungsbereich (93 ,289 ,403 ,602 ) aufweist und die geneigte Oberfläche (304 ) zwischen dem rückwärtigen Ende und dem Kontaktierungsbereich (93 ,289 ,403 ,602 ) liegt. - Messfühleraufbau nach Anspruch 30, wobei die geneigte Oberfläche (
304 ) eine Seite des Kontakts (88 ) ist. - Messfühleraufbau nach Anspruch 30, wobei der Kontakt (
88 ) einstückig integriert ausgeführt ist. - Messfühleraufbau nach Anspruch 30, wobei der Kontakt (
88 ) pyramidenförmig ausgeführt ist. - Messfühleraufbau nach Anspruch 30, wobei der Kontakt (
88 ) ein Profil festlegt, welches ein breites und ein schmales Ende aufweist. - Messfühleraufbau nach Anspruch 30, wobei ein jeder der Kontakte (
88 ) einen entsprechenden Kontaktierungsbereich (93 ,289 ,403 ,602 ) aufweist und die Kontaktierungsbereiche (93 ,289 ,403 ,602 ) in linearer Anordnung ausgerichtet sind. - Messfühleraufbau nach Anspruch 35, wobei ein jeder der Kontakte (
88 ) einen zugeordneten Kontaktierungsbereich (93 ,289 ,403 ,602 ) aufweist, wobei die Kontaktierungsbereiche (93 ,289 ,403 ,602 ) in linearer Anordnung ausgerichtet sind und die Kontakte (88 ) so angeordnet sind, dass ein breites Ende eines der Kontakte (88 ) neben einem schmalen Ende eines anderen Kontakts (88 ) liegt. - Messfühleraufbau zum Testen einer elektrischen Vorrichtung (
500 ), welcher umfasst: a) eine Auflage (54 ,62 ); b) eine Membran (72a ), welche die Auflage (54 ,62 ) übergreift; c) einen länglichen Leiter (76a ,252 ,536 ), welcher von der Membran (72a ) gestützt ist; d) einen länglichen Kontakt (88 ), welcher von der Membran (72a ) gestützt ist und elektrisch mit dem Leiter (76a ,252 ,536 ) verbunden ist, wobei der Kontakt (88 ) sich abhängig von einem Anpressender elektrischen Vorrichtung (500 ) verkippt, wobei der Kontakt (88 ) einen länglichen Bereich und einen Kontaktierungsbereich (93 ,289 ,403 ,602 ) in übereinanderliegender Anordnung relativ zum länglichen Bereich aufweist und der Kontaktierungsbereich (93 ,289 ,403 ,602 ) und der längliche Bereich einstückig integriert miteinander ausgeführt sind. - Messfühleraufbau nach Anspruch 38, wobei der längliche Bereich ein rückwärtiges Ende aufweist und eine geneigte Oberfläche (
304 ) sich längs dem länglichen Bereich und von dem rückwärtigen Ende weg erstreckt. - Messfühleraufbau nach Anspruch 38, wobei der längliche Bereich eine relativ zur Membran (
72a ) geneigte Seite aufweist, wodurch ein spitzer Winkel dazwischen festgelegt wird. - Messfühleraufbau nach Anspruch 38, wobei der Kontakt (
88 ) pyramidenförmig ist. - Messfühleraufbau nach Anspruch 38, wobei der Kontakt (
88 ) ein Profil mit einem breiten Ende und einem schmalen Ende aufweist. - Messfühleraufbau zum Testen einer elektrischen Vorrichtung (
500 ), welcher umfasst: a) eine Auflage (54 ,62 ); b) eine Membran (72a ), welche die Auflage (54 ,62 ) übergreift; c) einen länglichen Leiter (76a ,252 ,536 ), welcher von der Membran (72a ) gestützt ist; d) einen Kontakt (88 ), welcher von der Membran (72a ) gestützt ist und elektrisch verbunden ist mit dem Leiter (76a ,252 ,536 ), wobei der Kontakt (88 ) einen sich nach unten erstreckenden länglichen Grat aufweist mit einem Paar von Seiten, welche einen spitzen Winkel zwischen sich festlegen, wobei der Grat zum Schneiden durch eine Oxidschicht auf der elektrischen Vorrichtung (500 ) geeignet ist. - Messfühleraufbau nach Anspruch 43, wobei das Paar von Seiten zusammentrifft, um den Grat zu bilden.
- Messfühleraufbau nach Anspruch 43, wobei der Grat sich über den Kontakt (
88 ) hinweg erstreckt. - Messfühleraufbau nach Anspruch 43, wobei der Kontakt (
88 ) weiterhin eine flache Oberfläche (304 ) umfasst, welche den Grat stützt. - Messfühleraufbau nach Anspruch 43, welcher weiter eine Vielzahl von sich nach unten erstreckenden länglichen Graten umfasst.
- Messfühleraufbau nach Anspruch 47, wobei die Vielzahl von Graten ein Waffelmuster bildet.
- Messfühleraufbau nach Anspruch 43, wobei der Kontakt (
88 ) einen Bogen festlegt und der Grat an einem Ende des Bogens ausgebildet ist. - Messfühleraufbau nach Anspruch 49, wobei der Kontakt (
88 ) einen weiteren länglichen Grat am anderen Ende des Bogens aufweist. - Verfahren zum Testen einer elektrischen Vorrichtung (
500 ) mit einer elektrischen Kontaktfläche (86 ) mit einer Oxidoberfläche (304 ) unter Verwendung einer Testvorrichtung (500 ), welches die folgenden Schritte umfasst: a) Herstellen eines Kontakts (88 ) mit einem länglichen Grat mit einem Paar geneigter Oberflächen (304 ), welche einen spitzen Winkel zwischen sich festlegen; b) elektrisches Kontaktieren des Kontakts (88 ) mit einer zu testenden Vorrichtung (500 ); c) Andrücken des Grats auf der elektrischen Kontaktfläche (86 ); d) Wegkratzen der Oxidoberfläche (304 ) durch den Grat; e) Eindringenlassen des Grats in die elektrische Kontaktfläche (86 ). - Verfahren nach Anspruch 51, wobei das Paar der geneigten Seiten sich trifft.
- Verfahren nach Anspruch 51, welches weiterhin den Schritt des Bereitstellens einer Anschlagfläche auf dem Kontakt (
88 ) umfasst. - Verfahren nach Anspruch 51, welches zusätzlich den Schritt des Bereitstellens eines weiteren länglichen Grats auf dem Kontakt (
88 ) umfasst. - Verfahren nach Anspruch 54, wobei die Grate parallel zueinander sind.
- Verfahren nach Anspruch 54, wobei die Grate senkrecht zueinander sind.
- Verfahren nach Anspruch 51, wobei der Kontakt (
88 ) in Form eines Bogens ausgebildet wird. - Verfahren nach Anspruch 57, wobei der Grat an einem Ende des Bogens angebracht ist.
- Verfahren nach Anspruch 51, wobei die elektrische Kontaktfläche (
86 ) ein Lothöcker (287 ,317 ) ist. - Verfahren zum Herstellen eines Messfühlers (
40 ), welches umfasst: a) Bereitstellen eines Substrats (200 ,220 ,530 ); b) Auftragen eines strukturierten Musters auf das Substrat (200 ,220 ,530 ), wobei das strukturierte Muster eine Vielzahl von Öffnungen darin festlegt; c) Ausrichten eines Werkzeugs (210 ,240 ,508 ) relativ zu zumindest einer der Öffnungen und Herstellen eines ersten Satzes von Vertiefungen (216 ) in den Öffnungen basierend auf dem Muster von zumindest einem Teil der Öffnungen; d) erneutes Ausrichten des Werkzeugs (210 ,240 ,508 ) relativ zu zumindest einer der Öffnungen und Herstellen eines zweiten Satzes von Vertiefungen (216 ) innerhalb der Öffnungen auf Grundlage des Musters von zumindest einem Teil dieser Öffnungen; und e) Einbringen von leitfähigem Material (250 ,532 ) in eine Vielzahl der Vertiefungen (216 ) und anschließendes Entfernen des Substrats (200 ,220 ,530 ) vom leitenden Material (250 ,532 ). - Verfahren nach Anspruch 60, wobei die Vertiefungen (
216 ) durch Eindrücken eines Werkzeugs (210 ,240 ,508 ) in das Substrat (200 ,220 ,530 ) gebildet werden. - Verfahren nach Anspruch 61, welches den Schritt umfasst des seitlichen Verschiebens des Werkzeugs (
210 ,240 ,508 ) relativ zum Substrat (200 ,220 ,530 ), um die Vertiefungen (216 ) herzustellen. - Verfahren zum Herstellen eines Messfühlers, welches umfasst: a) Bereitstellen eines Substrats (
200 ,220 ,530 ); b) Herstellen eines Satzes von Vertiefungen (216 ) in dem Substrat (200 ,220 ,530 ) durch Einpressen eines Werkzeugs (210 ,240 ,508 ) in das Substrat (200 ,220 ,530 ), wobei die Tiefe der Vertiefung (216 ) zumindest zum Teil durch einen Abschnitt des Werkzeugs (210 ,240 ,508 ) geregelt wird, welcher sich hiervon nach außen erstreckt und beim Anpressen mit dem Substrat (200 ,220 ,530 ) in Kontakt (88 ) tritt, wodurch die weitere Relativbewegung des Substrats (200 ,220 ,530 ) relativ zum Werkzeug (210 ,240 ,508 ) unterbunden wird; c) Anbringen des leitenden Materials (250 ,532 ) in den Vertiefungen (216 ); und d) Entfernen des Substrats (200 ,220 ,530 ) vom leitenden Material (250 ,532 ). - Verfahren nach Anspruch 60 oder 63, welches weiterhin das Verbinden einer Leiterbahn (
76a ,252 ,536 ) mit dem leitenden Material (250 ,532 ) umfasst. - Verfahren nach Anspruch 64, welches weiterhin das Anbringen einer Membran (
72a ) zum Stützen des leitenden Materials (250 ,532 ) umfasst. - Verfahren nach Anspruch 65, wobei die Membran (
72a ) angebracht wird, nachdem die Leiterbahn (76a ,252 ,536 ) mit dem leitenden Material (250 ,532 ) verbunden worden ist. - Verfahren nach Anspruch 65, welches den Schritt umfasst des seitlichen Verschiebens des Werkzeugs (
210 ,240 ,508 ) relativ zum Substrat (200 ,220 ,530 ), um die Vertiefungen (216 ) herzustellen. - Messfühleraufbau zum Testen einer elektrischen Vorrichtung (
500 ), welcher umfasst: a) eine Auflage (54 ,62 ); b) eine Membran (72a ), welche die Auflage (54 ,62 ) übergreift; c) eine Vielzahl von länglichen Leitern (76a ,252 ,536 ), welche von der Membran (72a ) getragen werden; d) eine Vielzahl von Kontakten (88 ), welche von der Membran (72a ) getragen werden, wobei ein jeder der Kontakte (88 ) elektrisch mit zumindest einem der zugeordneten Leiter (76a ,252 ,536 ) verbunden ist; und e) eine Vielzahl von Kontakten (88 ), welche weiterhin bestehen aus: (i) einem ersten Material (250 ,532 ) mit einem ersten Kontaktwiderstand, welcher an dem Kontaktierungsbereich (93 ,289 ,403 ,602 ) des Kontakts (88 ) angebracht ist; (ii) einem zweiten Material (250 ,532 ) mit einem zweiten Kontaktwiderstand (88 ), wobei der erste Kontaktwiderstand (88 ) geringer ist als der zweite Kontaktwiderstand (88 ). - Messfühleraufbau zum Testen einer elektrischen Vorrichtung (
500 ), welcher umfasst: a) eine Auflage (54 ,62 ); b) eine Membran (72a ), welche die Auflage (54 ,62 ) übergreift; c) eine Vielzahl von länglichen Leitern (76a ,252 ,536 ), welche von der Membran (72a ) gestützt sind; d) eine Vielzahl von Kontakten (88 ), welche von der Membran (72a ) gestützt sind, wobei ein jeder der Kontakte (88 ) elektrisch verbunden ist mit zumindest einem zugeordneten Leiter (76a ,252 ,536 ); und e) eine Vielzahl von Kontakten (88 ), welche weiterhin bestehen aus: (i) einem ersten Material (250 ,532 ), welches an den Kontaktflächen (86 ) der Kontakte (88 ) angebracht ist, wobei die Tiefe des ersten Materials (250 ,532 ) in einer Richtung senkrecht zur Membran (72a ) größer ist als die Tiefe des ersten Materials (250 ,532 ) in Richtung senkrecht zur Seite des ersten Materials (250 ,532 ); (ii) einem zweiten Material (250 ,532 ), welches das erste Material (250 ,532 ) trägt, wobei sich das erste Material (250 ,532 ) vom zweiten Material (250 ,532 ) unterscheidet. - Messfühleraufbau nach Anspruch 68 oder 69, wobei das erste Material (
250 ,532 ) leitendes Rhodium ist. - Messfühleraufbau nach Anspruch 70, wobei das zweite Material (
250 ,532 ) leitendes Nickel ist. - Messfühleraufbau nach Anspruch 68 oder 69, wobei ein jeder der Kontakte (
88 ) in Abhängigkeit vom Anpressen an die elektrische Vorrichtung (500 ) verkippt wird. - Verfahren zum Herstellen eines Messfühlers, welches umfasst; a) Bereitstellen eines Substrats (
200 ,220 ,530 ); b) Herstellen eines Satzes von Vertiefungen (216 ) in dem Substrat (200 ,220 ,530 ) mit zumindest einer Seitenwand, welche unabhängig ist von der Kristallstruktur des Substrats (200 ,220 ,530 ); c) Einbringen von leitendem Material (250 ,532 ) in die Vertiefungen (216 ); d) Entfernen des Substrats (200 ,220 ,530 ) vom leitenden Material (250 ,532 ). - Verfahren nach Anspruch 73, welches weiter das Verbinden einer Leiterbahn (
76a ,252 ,536 ) mit dem leitenden Material (250 ,532 ) umfasst. - Verfahren nach Anspruch 74, welches weiterhin die Verwendung einer Membran (
72a ) zum Stützen des leitenden Materials (250 ,532 ) umfasst. - Verfahren nach Anspruch 75, wobei die Membran (
72a ) nach Verbinden der Leiterbahn (76a ,252 ,536 ) mit dem leitenden Material (250 ,532 ) angebracht wird. - Verfahren nach Anspruch 73, welches den Schritt des seitlichen Verschiebens eines Werkzeugs (
210 ,240 ,508 ) relativ zum Substrat (200 ,220 ,530 ) umfasst, um die Vertiefungen (216 ) herzustellen. - Messfühleraufbau zum Testen einer elektrischen Vorrichtung (
500 ), welcher umfasst: a) eine Auflage (54 ,62 ); b) eine Membran (72a ), welche die Auflage (54 ,62 ) übergreift; c) eine Vielzahl von länglichen Leitern (76a ,252 ,536 ), welche von der Membran (72a ) gestützt sind; d) eine Vielzahl von länglichen Kontakten (88 ), welche von der Membran (72a ) gestützt sind, wobei ein jeder der länglichen Kontakte (88 ) elektrisch verbunden ist mit zumindest einem zugeordneten Leiter (76a ,252 ,536 ), wobei ein jeder der länglichen Kontakte (89 ) in Abhängigkeit vom Anpressen an die elektrische Vorrichtung (500 ) verkippt wird; und e) wobei die länglichen Kontakte (88 ) weiterhin charakterisiert sind durch: (i) einen Kontaktierungsbereich (93 ,289 ,403 ,602 ), welcher so angeordnet ist, dass er in Anpressverbindung mit der elektrischen Vorrichtung (500 ) tritt; (ii) einen Hauptteil des Kontaktkörpers, welcher sich vom Kontaktierungsbereich (93 ,289 ,403 ,602 ) weg erstreckt und sich mit zunehmender Entfernung vom Kontaktierungsbereich (93 ,289 ,403 ,602 ) fortlaufend in der Dicke verringert. - Messfühleraufbau nach Anspruch 78, wobei der Hauptteil sich in linearer Weise zunehmend verkleinert.
- Messfühleraufbau nach Anspruch 78, wobei der Kontaktierungsbereich (
93 ,289 ,403 ,602 ) und der Kontaktkörper homogen zueinander sind. - Messfühleraufbau nach Anspruch 78, wobei der längliche Kontakt (
88 ) pyramidenförmig ist. - Messfühleraufbau nach Anspruch 78, wobei der Kontaktierungsbereich (
93 ,289 ,403 ,602 ) parallel ist relativ zur Membran (72a ) und der Hauptteil relativ zur Membran (72a ) geneigt ist. - Messfühleraufbau zum Testen einer elektrischen Vorrichtung (
500 ), welcher umfasst: a) eine Auflage (54 ,62 ); b) eine Membran (72a ), welche die Auflage (54 ,62 ) übergreift; c) eine Vielzahl von länglichen Leitern (76a ,252 ,536 ), welche von der Membran (72a ) getragen werden; d) eine Vielzahl von länglichen Kontakten (88 ), welche von der Membran (72a ) getragen werden, wobei ein jeder der länglichen Kontakte (88 ) mit zumindest einem zugeordneten Leiter (76a ,252 ,536 ) elektrisch verbunden ist; und e) wobei die länglichen Kontakte (88 ) weiterhin gekennzeichnet sind durch eine erste Breite in der Nähe eines Kontaktierungsbereichs (93 ,289 ,403 ,602 ) hin zur elektrischen Vorrichtung (500 ), wobei diese erste Breite geringer ist als eine zweite Breite in der Nähe des mit Bezug auf den Kontaktierungsbereich (93 ,289 ,403 ,602 ) gegenüberliegenden Endes des länglichen Kontakts (88 ). - Messfühleraufbau nach Anspruch 83, wobei ein jeder der länglichen Kontakte (
88 ) in Abhängigkeit von einem Anpressen an die elektrische Vorrichtung (500 ) verkippt wird. - Messfühleraufbau nach Anspruch 83, wobei ein jeder der Kontaktierungsbereiche (
93 ,289 ,403 ,602 ) in einer linearen Anordnung ausgerichtet ist und die Kontakte (88 ) so angeordnet sind, dass das gegenüberliegende Ende eines der Kontakte (88 ) an das nicht gegenüberliegende Ende eines anderen Kontakts (88 ) angrenzt. - Messfühleraufbau nach Anspruch 85, wobei ein jeder der Kontaktierungsbereiche (
93 ,289 ,403 ,602 ) längs einer Achse ausgerichtet ist, und das gegenüberliegende Ende eines der Kontakte (88 ) in übergreifender Weise ausgerichtet ist zum mit Bezug auf die Richtung senkrecht zur Achse gegenüberliegenden Ende eines angrenzenden Kontakts (88 ). - Messfühleraufbau zum Testen einer elektrischen Vorrichtung (
500 ), welcher umfasst: a) eine Auflage (54 ,62 ); b) eine Membran (72a ), welche die Auflage (54 ,62 ) übergreift; c) einen länglichen Leiter (76a ,252 ,536 ), welcher von der Membran (72a ) gestützt wird; d) einen Kontakt (88 ), welcher von der Membran (72a ) gestützt wird, wobei der Kontakt (88 ) elektrisch verbunden ist mit den Leitern (76a ,252 ,536 ); und e) wobei der Leiter (76a ,252 ,536 ) eine nicht gleichförmige Dicke längs seiner Länge aufweist. - Messfühleraufbau nach Anspruch 87, wobei der Kontakt (
88 ) in Abhängigkeit von einem Anpressen an die elektrische Vorrichtung (500 ) verkippt wird. - Messfühleraufbau nach Anspruch 87, wobei der längliche Leiter (
76a ,252 ,536 ) eine erste Dicke unterhalb des Kontakts (88 ) aufweist und eine zweite Dicke, welche von dem Kontakt (88 ) beabstandet angebracht ist, wobei die erste Dicke kleiner ist als die zweite Dicke. - Messfühleraufbau nach Anspruch 87, wobei der längliche Leiter (
76a ,252 ,536 ) eine erste Dicke aufweist in einem Bereich unter dem Kontakt (88 ) und der längliche Leiter (76a ,252 ,536 ) eine zweite Dicke aufweist in einem zweiten Bereich, welcher vom Kontakt (88 ) beabstandet angebracht ist, wobei der längliche Leiter (76a ,252 ,536 ) eine dritte Dicke in einem dritten Bereich zwischen dem ersten Bereich und dem zweiten Bereich aufweist, wobei die dritte Dicke weniger ist als zumindest die erste Dicke oder die zweite Dicke. - Messfühleraufbau nach Anspruch 90, wobei der dritte Bereich direkt unterhalb zumindest eines Teils des Kontaktierungsbereichs (
93 ,289 ,403 ,602 ) eines Kontakts (88 ) ist. - Messfühleraufbau nach Anspruch 90, wobei der dritte Bereich direkt unter zumindest einem Teil des Kontakts (
88 ) gegenüberliegend einem Kontaktierungsbereich (93 ,289 ,403 ,602 ) des Kontakts (88 ) ist. - Messfühleraufbau zum Testen einer elektrischen Vorrichtung (
500 ), welche umfasst: a) eine Auflage (54 ,62 ); b) eine Membran (72a ), welche die Auflage (54 ,62 ) übergreift; c) einen länglichen Leiter (76a ,252 ,536 ), welcher von der Membran (72a ) gestützt ist; d) einen Kontakt (88 ), welcher von der Membran (72a ) gestützt ist, wobei der Kontakt (88 ) elektrisch mit dem Leiter (76a ,252 ,536 ) verbunden ist, und e) wobei der Leiter (76a ,252 ,536 ) so aufgebaut ist, dass er Veränderungen in der Kornstruktur innerhalb der Dicke des Leiters (76a ,252 ,536 ) aufweist. - Messfühleraufbau nach Anspruch 93, wobei der Kontakt (
88 ) in Abhängigkeit von einem Anpressen an die elektrische Vorrichtung (500 ) verkippt wird. - Messfühleraufbau nach Anspruch 93, wobei die Änderungen in der Kornstruktur in einem Bereich in der Nähe des Kontakts (
88 ) vorliegen. - Messfühleraufbau nach Anspruch 95, wobei der Leiter (
76a ,252 ,536 ) eine Schicht aus Nickel zwischen Kupferschichten umfasst. - Messfühleraufbau zum Testen einer elektrischen Vorrichtung (
500 ), welcher umfasst: a) eine Auflage (54 ,62 ); b) eine Membran (72a ), welche die Auflage (54 ,62 ) übergreift; c) einen länglichen Leiter (76a ,252 ,536 ), welcher von der Membran (72a ) gestützt ist; d) einen Kontakt (88 ), welcher von der Membran (72a ) gestützt ist, wobei der Kontakt (88 ) elektrisch mit den Leitern (76a ,252 ,536 ) verbunden ist; und e) wobei der Kontakt (88 ) einen Kontaktierungsbereich (93 ,289 ,403 ,602 ) und einen länglichen Körper umfasst, wobei der längliche Körper ein Paar von Seiten umfasst, welche einen spitzen Winkel dazwischen festlegen. - Messfühleraufbau nach Anspruch 97, wobei der Kontakt (
88 ) in Abhängigkeit von einem Anpressen an die elektrische Vorrichtung (500 ) verkippt wird. - Messfühleraufbau nach Anspruch 97 oder 98, wobei das Paar von Seiten zusammenstößt, um eine einzelne Linie zu definieren.
- Messfühleraufbau nach Anspruch 97, wobei die Vorrichtung (
500 ) eine Vielzahl von Kontakten (88 ) umfasst, wobei die Kontaktierungsbereiche (93 ,289 ,403 ,602 ) von zumindest drei Kontakten (88 ) linear angeordnet sind und die entsprechenden länglichen Körper zumindest zwei verschiedene Längen aufweisen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US137759 | 1998-08-20 | ||
| US13775999P | 1999-06-04 | 1999-06-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| DE10023379A1 DE10023379A1 (de) | 2001-03-08 |
| DE10023379B4 true DE10023379B4 (de) | 2011-04-21 |
Family
ID=22478926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE10023379A Expired - Fee Related DE10023379B4 (de) | 1999-06-04 | 2000-05-12 | Membranmeßfühler und Membranmessfühleraufbauten, Verfahren zu ihrer Herstellung und mit ihnen angewandte Testverfahren |
Country Status (4)
| Country | Link |
|---|---|
| US (4) | US6578264B1 (de) |
| JP (1) | JP2001013168A (de) |
| KR (1) | KR100626166B1 (de) |
| DE (1) | DE10023379B4 (de) |
Families Citing this family (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5914613A (en) | 1996-08-08 | 1999-06-22 | Cascade Microtech, Inc. | Membrane probing system with local contact scrub |
| US6256882B1 (en) | 1998-07-14 | 2001-07-10 | Cascade Microtech, Inc. | Membrane probing system |
| KR100707044B1 (ko) * | 1999-05-27 | 2007-04-13 | 나노넥서스, 인코포레이티드 | 집적회로 웨이퍼 프로브카드 조립체의 구조물 및 그 제조방법 |
| US6578264B1 (en) * | 1999-06-04 | 2003-06-17 | Cascade Microtech, Inc. | Method for constructing a membrane probe using a depression |
| US6939474B2 (en) * | 1999-07-30 | 2005-09-06 | Formfactor, Inc. | Method for forming microelectronic spring structures on a substrate |
| US6965226B2 (en) | 2000-09-05 | 2005-11-15 | Cascade Microtech, Inc. | Chuck for holding a device under test |
| US6914423B2 (en) | 2000-09-05 | 2005-07-05 | Cascade Microtech, Inc. | Probe station |
| DE20114544U1 (de) | 2000-12-04 | 2002-02-21 | Cascade Microtech, Inc., Beaverton, Oreg. | Wafersonde |
| AU2002327490A1 (en) | 2001-08-21 | 2003-06-30 | Cascade Microtech, Inc. | Membrane probing system |
| JP2003215161A (ja) * | 2002-01-22 | 2003-07-30 | Tokyo Electron Ltd | プローブ、プローブの製造方法、プローブの取付方法、プローブの取付装置及びプローブカード |
| KR100474420B1 (ko) * | 2002-11-22 | 2005-03-10 | 주식회사 파이컴 | 평판표시소자 검사용 프로브 시트 , 이의 제조방법, 이를구비한 프로브 조립체 |
| KR100443999B1 (ko) * | 2003-02-28 | 2004-08-21 | 주식회사 파이컴 | 인쇄회로기판용 상호 접속체, 이의 제조방법 및 이를구비한 상호 접속 조립체 |
| US7492172B2 (en) | 2003-05-23 | 2009-02-17 | Cascade Microtech, Inc. | Chuck for holding a device under test |
| US7057404B2 (en) | 2003-05-23 | 2006-06-06 | Sharp Laboratories Of America, Inc. | Shielded probe for testing a device under test |
| US6853205B1 (en) * | 2003-07-17 | 2005-02-08 | Chipmos Technologies (Bermuda) Ltd. | Probe card assembly |
| US7250626B2 (en) | 2003-10-22 | 2007-07-31 | Cascade Microtech, Inc. | Probe testing structure |
| JP2007517231A (ja) | 2003-12-24 | 2007-06-28 | カスケード マイクロテック インコーポレイテッド | アクティブ・ウェハプローブ |
| US7187188B2 (en) | 2003-12-24 | 2007-03-06 | Cascade Microtech, Inc. | Chuck with integrated wafer support |
| US10641792B2 (en) * | 2003-12-31 | 2020-05-05 | University Of Southern California | Multi-layer, multi-material micro-scale and millimeter-scale devices with enhanced electrical and/or mechanical properties |
| WO2005118702A2 (en) * | 2004-06-01 | 2005-12-15 | The Penn State Research Foundation | Unagglomerated core/shell nanocomposite particles |
| KR20070058522A (ko) | 2004-09-13 | 2007-06-08 | 캐스케이드 마이크로테크 인코포레이티드 | 양측 프루빙 구조 |
| US7656172B2 (en) | 2005-01-31 | 2010-02-02 | Cascade Microtech, Inc. | System for testing semiconductors |
| US7535247B2 (en) | 2005-01-31 | 2009-05-19 | Cascade Microtech, Inc. | Interface for testing semiconductors |
| US7245135B2 (en) * | 2005-08-01 | 2007-07-17 | Touchdown Technologies, Inc. | Post and tip design for a probe contact |
| JP4384724B2 (ja) * | 2005-09-26 | 2009-12-16 | 日本電子材料株式会社 | プローブカードの製造方法 |
| US7437813B2 (en) * | 2006-02-08 | 2008-10-21 | Sv Probe Pte Ltd. | Probe repair methods |
| US7403028B2 (en) | 2006-06-12 | 2008-07-22 | Cascade Microtech, Inc. | Test structure and probe for differential signals |
| US7723999B2 (en) | 2006-06-12 | 2010-05-25 | Cascade Microtech, Inc. | Calibration structures for differential signal probing |
| US7764072B2 (en) | 2006-06-12 | 2010-07-27 | Cascade Microtech, Inc. | Differential signal probing system |
| DE102006035644A1 (de) * | 2006-07-31 | 2008-02-14 | Advanced Micro Devices, Inc., Sunnyvale | Verfahren zum Reduzieren der Kontamination durch Vorsehen einer zu entfernenden Polymerschutzschicht während der Bearbeitung von Mikrostrukturen |
| KR100823310B1 (ko) * | 2007-03-27 | 2008-04-18 | 세크론 주식회사 | 프로브 카드의 제조 방법 및 그에 따라 제조된 프로브 카드 |
| KR100908810B1 (ko) * | 2007-06-11 | 2009-07-21 | 주식회사 제이엠엘 | 마이크로 팁 및 니들의 제조방법과 이에 따라 얻어진프로브 카드용 버티칼형 프로브 |
| US7876114B2 (en) | 2007-08-08 | 2011-01-25 | Cascade Microtech, Inc. | Differential waveguide probe |
| KR101004911B1 (ko) * | 2008-08-12 | 2010-12-28 | 삼성전기주식회사 | 마이크로 전자기계적 부품 제조방법 |
| US7888957B2 (en) | 2008-10-06 | 2011-02-15 | Cascade Microtech, Inc. | Probing apparatus with impedance optimized interface |
| US8410806B2 (en) | 2008-11-21 | 2013-04-02 | Cascade Microtech, Inc. | Replaceable coupon for a probing apparatus |
| US8319503B2 (en) | 2008-11-24 | 2012-11-27 | Cascade Microtech, Inc. | Test apparatus for measuring a characteristic of a device under test |
| KR101022912B1 (ko) * | 2008-11-28 | 2011-03-17 | 삼성전기주식회사 | 금속범프를 갖는 인쇄회로기판 및 그 제조방법 |
| US8525168B2 (en) * | 2011-07-11 | 2013-09-03 | International Business Machines Corporation | Integrated circuit (IC) test probe |
| US9435855B2 (en) | 2013-11-19 | 2016-09-06 | Teradyne, Inc. | Interconnect for transmitting signals between a device and a tester |
| US9070586B1 (en) * | 2014-02-22 | 2015-06-30 | International Business Machines Corporation | Method of forming surface protrusions on an article and the article with the protrusions attached |
| US9594114B2 (en) | 2014-06-26 | 2017-03-14 | Teradyne, Inc. | Structure for transmitting signals in an application space between a device under test and test electronics |
| US9977052B2 (en) | 2016-10-04 | 2018-05-22 | Teradyne, Inc. | Test fixture |
| US10677815B2 (en) | 2018-06-08 | 2020-06-09 | Teradyne, Inc. | Test system having distributed resources |
| US11973301B2 (en) | 2018-09-26 | 2024-04-30 | Microfabrica Inc. | Probes having improved mechanical and/or electrical properties for making contact between electronic circuit elements and methods for making |
| US11262383B1 (en) | 2018-09-26 | 2022-03-01 | Microfabrica Inc. | Probes having improved mechanical and/or electrical properties for making contact between electronic circuit elements and methods for making |
| US12078657B2 (en) | 2019-12-31 | 2024-09-03 | Microfabrica Inc. | Compliant pin probes with extension springs, methods for making, and methods for using |
| US12000865B2 (en) | 2019-02-14 | 2024-06-04 | Microfabrica Inc. | Multi-beam vertical probes with independent arms formed of a high conductivity metal for enhancing current carrying capacity and methods for making such probes |
| US11363746B2 (en) | 2019-09-06 | 2022-06-14 | Teradyne, Inc. | EMI shielding for a signal trace |
| US11761982B1 (en) | 2019-12-31 | 2023-09-19 | Microfabrica Inc. | Probes with planar unbiased spring elements for electronic component contact and methods for making such probes |
| US11802891B1 (en) | 2019-12-31 | 2023-10-31 | Microfabrica Inc. | Compliant pin probes with multiple spring segments and compression spring deflection stabilization structures, methods for making, and methods for using |
| US11774467B1 (en) | 2020-09-01 | 2023-10-03 | Microfabrica Inc. | Method of in situ modulation of structural material properties and/or template shape |
| US11862901B2 (en) | 2020-12-15 | 2024-01-02 | Teradyne, Inc. | Interposer |
| KR102309675B1 (ko) | 2021-07-30 | 2021-10-07 | 김재길 | 필름 형태의 프로브카드 |
Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3596228A (en) * | 1969-05-29 | 1971-07-27 | Ibm | Fluid actuated contactor |
| US4636772A (en) * | 1985-01-17 | 1987-01-13 | Riken Denshi Co. Ltd. | Multiple function type D/A converter |
| US4649339A (en) * | 1984-04-25 | 1987-03-10 | Honeywell Inc. | Integrated circuit interface |
| US4675638A (en) * | 1985-02-01 | 1987-06-23 | Dr. Ing. H.C.F. Porsche Aktiengesellschaft | Ferromagnetic multiple shell core for electric coils |
| EP0230348A2 (de) * | 1986-01-07 | 1987-07-29 | Hewlett-Packard Company | Testsonde |
| EP0259163A2 (de) * | 1986-09-05 | 1988-03-09 | Tektronix, Inc. | Sonde für Halbleiterwafer |
| US4793814A (en) * | 1986-07-21 | 1988-12-27 | Rogers Corporation | Electrical circuit board interconnect |
| EP0304868A2 (de) * | 1987-08-28 | 1989-03-01 | Tektronix Inc. | Vielfachsonde für integrierte Schaltungen in Scheibenform |
| US4918383A (en) * | 1987-01-20 | 1990-04-17 | Huff Richard E | Membrane probe with automatic contact scrub action |
| DE4012839A1 (de) * | 1989-04-26 | 1990-10-31 | Atg Electronic Gmbh | Pruefvorrichtung zum pruefen von elektrischen oder elektronischen prueflingen |
| US4975638A (en) * | 1989-12-18 | 1990-12-04 | Wentworth Laboratories | Test probe assembly for testing integrated circuit devices |
| US4980637A (en) * | 1988-03-01 | 1990-12-25 | Hewlett-Packard Company | Force delivery system for improved precision membrane probe |
| US5059989A (en) * | 1990-05-16 | 1991-10-22 | Lexmark International, Inc. | Thermal edge jet drop-on-demand ink jet print head |
| US5134365A (en) * | 1989-07-11 | 1992-07-28 | Nihon Denshizairyo Kabushiki Kaisha | Probe card in which contact pressure and relative position of each probe end are correctly maintained |
| US5172050A (en) * | 1991-02-15 | 1992-12-15 | Motorola, Inc. | Micromachined semiconductor probe card |
| DE4223658A1 (de) * | 1991-07-18 | 1993-01-21 | Gold Star Electronics | Testvorrichtung fuer halbleiter-chips |
| US5355079A (en) * | 1993-01-07 | 1994-10-11 | Wentworth Laboratories, Inc. | Probe assembly for testing integrated circuit devices |
| US5389885A (en) * | 1992-01-27 | 1995-02-14 | Everett Charles Technologies, Inc. | Expandable diaphragm test modules and connectors |
| US5395253A (en) * | 1993-04-29 | 1995-03-07 | Hughes Aircraft Company | Membrane connector with stretch induced micro scrub |
| US5521518A (en) * | 1990-09-20 | 1996-05-28 | Higgins; H. Dan | Probe card apparatus |
| WO1998007040A1 (en) * | 1996-08-08 | 1998-02-19 | Cascade Microtech, Inc. | Membrane probing system with local contact scrub |
| US5869974A (en) * | 1996-04-01 | 1999-02-09 | Micron Technology, Inc. | Micromachined probe card having compliant contact members for testing semiconductor wafers |
Family Cites Families (283)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1337866A (en) | 1917-09-27 | 1920-04-20 | Griffiths Ethel Grace | System for protecting electric cables |
| US2142625A (en) | 1932-07-06 | 1939-01-03 | Hollandsche Draad En Kabelfab | High tension cable |
| US2376101A (en) | 1942-04-01 | 1945-05-15 | Ferris Instr Corp | Electrical energy transmission |
| US2389668A (en) | 1943-03-04 | 1945-11-27 | Barnes Drill Co | Indexing mechanism for machine tables |
| US3193712A (en) | 1962-03-21 | 1965-07-06 | Clarence A Harris | High voltage cable |
| US3230299A (en) | 1962-07-18 | 1966-01-18 | Gen Cable Corp | Electrical cable with chemically bonded rubber layers |
| US3176091A (en) * | 1962-11-07 | 1965-03-30 | Helmer C Hanson | Controlled multiple switching unit |
| US3429040A (en) | 1965-06-18 | 1969-02-25 | Ibm | Method of joining a component to a substrate |
| US3401126A (en) | 1965-06-18 | 1968-09-10 | Ibm | Method of rendering noble metal conductive composition non-wettable by solder |
| US3445770A (en) | 1965-12-27 | 1969-05-20 | Philco Ford Corp | Microelectronic test probe with defect marker access |
| US3442831A (en) | 1966-04-21 | 1969-05-06 | Borden Co | Vinyl chloride polymerization process and latex |
| US3484679A (en) | 1966-10-03 | 1969-12-16 | North American Rockwell | Electrical apparatus for changing the effective capacitance of a cable |
| US3441315A (en) | 1967-07-07 | 1969-04-29 | Artnell Co | Seat and method for manufacturing the same |
| US3609539A (en) | 1968-09-28 | 1971-09-28 | Ibm | Self-aligning kelvin probe |
| US3595228A (en) | 1968-11-27 | 1971-07-27 | Robert C Simon | Flow line break alarm device |
| US3541222A (en) | 1969-01-13 | 1970-11-17 | Bunker Ramo | Connector screen for interconnecting adjacent surfaces of laminar circuits and method of making |
| NL7003475A (de) | 1969-03-28 | 1970-09-30 | ||
| US3654585A (en) | 1970-03-11 | 1972-04-04 | Brooks Research And Mfg Inc | Coordinate conversion for the testing of printed circuit boards |
| US3740900A (en) | 1970-07-01 | 1973-06-26 | Signetics Corp | Vacuum chuck assembly for semiconductor manufacture |
| US3700998A (en) | 1970-08-20 | 1972-10-24 | Computer Test Corp | Sample and hold circuit with switching isolation |
| US3714572A (en) | 1970-08-21 | 1973-01-30 | Rca Corp | Alignment and test fixture apparatus |
| US3680037A (en) | 1970-11-05 | 1972-07-25 | Tech Wire Prod Inc | Electrical interconnector |
| US3710251A (en) | 1971-04-07 | 1973-01-09 | Collins Radio Co | Microelectric heat exchanger pedestal |
| GB1387587A (en) | 1971-07-22 | 1975-03-19 | Plessey Co Ltd | Electrical interconnectors and connector assemblies |
| US3829076A (en) | 1972-06-08 | 1974-08-13 | H Sofy | Dial index machine |
| US3858212A (en) | 1972-08-29 | 1974-12-31 | L Tompkins | Multi-purpose information gathering and distribution system |
| US3952156A (en) | 1972-09-07 | 1976-04-20 | Xerox Corporation | Signal processing system |
| CA970849A (en) | 1972-09-18 | 1975-07-08 | Malcolm P. Macmartin | Low leakage isolating transformer for electromedical apparatus |
| US3806801A (en) | 1972-12-26 | 1974-04-23 | Ibm | Probe contactor having buckling beam probes |
| US3839672A (en) | 1973-02-05 | 1974-10-01 | Belden Corp | Method and apparatus for measuring the effectiveness of the shield in a coaxial cable |
| US3849728A (en) | 1973-08-21 | 1974-11-19 | Wentworth Labor Inc | Fixed point probe card and an assembly and repair fixture therefor |
| US3936743A (en) | 1974-03-05 | 1976-02-03 | Electroglas, Inc. | High speed precision chuck assembly |
| US3971610A (en) | 1974-05-10 | 1976-07-27 | Technical Wire Products, Inc. | Conductive elastomeric contacts and connectors |
| US3976959A (en) | 1974-07-22 | 1976-08-24 | Gaspari Russell A | Planar balun |
| US3970934A (en) | 1974-08-12 | 1976-07-20 | Akin Aksu | Printed circuit board testing means |
| US4038599A (en) | 1974-12-30 | 1977-07-26 | International Business Machines Corporation | High density wafer contacting and test system |
| US4038894A (en) | 1975-07-18 | 1977-08-02 | Springfield Tool And Die, Inc. | Piercing apparatus |
| SE407115B (sv) | 1975-10-06 | 1979-03-12 | Kabi Ab | Forfarande och metelektroder for studium av enzymatiska och andra biokemiska reaktioner |
| US3992073A (en) | 1975-11-24 | 1976-11-16 | Technical Wire Products, Inc. | Multi-conductor probe |
| US4049252A (en) | 1976-02-04 | 1977-09-20 | Bell Theodore F | Index table |
| US4008900A (en) | 1976-03-15 | 1977-02-22 | John Freedom | Indexing chuck |
| US4099120A (en) | 1976-04-19 | 1978-07-04 | Akin Aksu | Probe head for testing printed circuit boards |
| US4027935A (en) | 1976-06-21 | 1977-06-07 | International Business Machines Corporation | Contact for an electrical contactor assembly |
| US4115735A (en) | 1976-10-14 | 1978-09-19 | Faultfinders, Inc. | Test fixture employing plural platens for advancing some or all of the probes of the test fixture |
| US4093988A (en) | 1976-11-08 | 1978-06-06 | General Electric Company | High speed frequency response measurement |
| US4312117A (en) | 1977-09-01 | 1982-01-26 | Raytheon Company | Integrated test and assembly device |
| US4184729A (en) | 1977-10-13 | 1980-01-22 | Bunker Ramo Corporation | Flexible connector cable |
| US4135131A (en) | 1977-10-14 | 1979-01-16 | The United States Of America As Represented By The Secretary Of The Army | Microwave time delay spectroscopic methods and apparatus for remote interrogation of biological targets |
| DE2849119A1 (de) | 1978-11-13 | 1980-05-14 | Siemens Ag | Verfahren und schaltungsanordnung zur daempfungsmessung, insbesondere zur ermittlung der daempfungs- und/oder gruppenlaufzeitverzerrung eines messobjektes |
| US4383217A (en) | 1979-01-02 | 1983-05-10 | Shiell Thomas J | Collinear four-point probe head and mount for resistivity measurements |
| US4287473A (en) | 1979-05-25 | 1981-09-01 | The United States Of America As Represented By The United States Department Of Energy | Nondestructive method for detecting defects in photodetector and solar cell devices |
| FI58719C (fi) | 1979-06-01 | 1981-04-10 | Instrumentarium Oy | Diagnostiseringsanordning foer broestkancer |
| US4277741A (en) | 1979-06-25 | 1981-07-07 | General Motors Corporation | Microwave acoustic spectrometer |
| US4327180A (en) | 1979-09-14 | 1982-04-27 | Board Of Governors, Wayne State Univ. | Method and apparatus for electromagnetic radiation of biological material |
| US4284033A (en) | 1979-10-31 | 1981-08-18 | Rca Corporation | Means to orbit and rotate target wafers supported on planet member |
| US4330783A (en) | 1979-11-23 | 1982-05-18 | Toia Michael J | Coaxially fed dipole antenna |
| US4284682A (en) | 1980-04-30 | 1981-08-18 | Nasa | Heat sealable, flame and abrasion resistant coated fabric |
| US4357575A (en) | 1980-06-17 | 1982-11-02 | Dit-Mco International Corporation | Apparatus for use in testing printed circuit process boards having means for positioning such boards in proper juxtaposition with electrical contacting assemblies |
| US4552033A (en) | 1980-07-08 | 1985-11-12 | Gebr. Marzhauser Wetzlar oHG | Drive system for a microscope stage or the like |
| US4376920A (en) | 1981-04-01 | 1983-03-15 | Smith Kenneth L | Shielded radio frequency transmission cable |
| US4401945A (en) | 1981-04-30 | 1983-08-30 | The Valeron Corporation | Apparatus for detecting the position of a probe relative to a workpiece |
| US4425395A (en) | 1981-04-30 | 1984-01-10 | Fujikura Rubber Works, Ltd. | Base fabrics for polyurethane-coated fabrics, polyurethane-coated fabrics and processes for their production |
| US4453142A (en) | 1981-11-02 | 1984-06-05 | Motorola Inc. | Microstrip to waveguide transition |
| DE3202461C1 (de) | 1982-01-27 | 1983-06-09 | Fa. Carl Zeiss, 7920 Heidenheim | Befestigung von Mikroskopobjektiven |
| US4528504A (en) | 1982-05-27 | 1985-07-09 | Harris Corporation | Pulsed linear integrated circuit tester |
| US4468629A (en) | 1982-05-27 | 1984-08-28 | Trw Inc. | NPN Operational amplifier |
| US4705447A (en) | 1983-08-11 | 1987-11-10 | Intest Corporation | Electronic test head positioner for test systems |
| US4487996A (en) | 1982-12-02 | 1984-12-11 | Electric Power Research Institute, Inc. | Shielded electrical cable |
| US4581679A (en) | 1983-05-31 | 1986-04-08 | Trw Inc. | Multi-element circuit construction |
| JPS59226167A (ja) | 1983-06-04 | 1984-12-19 | Dainippon Screen Mfg Co Ltd | 基板表面処理装置 |
| FR2547945B1 (fr) | 1983-06-21 | 1986-05-02 | Raffinage Cie Francaise | Nouvelle structure de cable electrique et ses applications |
| US4588950A (en) | 1983-11-15 | 1986-05-13 | Data Probe Corporation | Test system for VLSI digital circuit and method of testing |
| JPS60136006U (ja) | 1984-02-20 | 1985-09-10 | 株式会社 潤工社 | フラツトケ−ブル |
| US4646005A (en) | 1984-03-16 | 1987-02-24 | Motorola, Inc. | Signal probe |
| US4697143A (en) | 1984-04-30 | 1987-09-29 | Cascade Microtech, Inc. | Wafer probe |
| JPS60235304A (ja) | 1984-05-08 | 1985-11-22 | 株式会社フジクラ | 直流電力ケ−ブル |
| US4636722A (en) | 1984-05-21 | 1987-01-13 | Probe-Rite, Inc. | High density probe-head with isolated and shielded transmission lines |
| US4515133A (en) | 1984-05-31 | 1985-05-07 | Frank Roman | Fuel economizing device |
| US4837507A (en) | 1984-06-08 | 1989-06-06 | American Telephone And Telegraph Company At&T Technologies, Inc. | High frequency in-circuit test fixture |
| DK291184D0 (da) | 1984-06-13 | 1984-06-13 | Boeegh Petersen Allan | Fremgangsmaade og indretning til test af kredsloebsplader |
| DE3428087A1 (de) | 1984-07-30 | 1986-01-30 | Kraftwerk Union AG, 4330 Mülheim | Konzentrisches dreileiterkabel |
| US4593243A (en) | 1984-08-29 | 1986-06-03 | Magnavox Government And Industrial Electronics Company | Coplanar and stripline probe card apparatus |
| NL8403755A (nl) | 1984-12-11 | 1986-07-01 | Philips Nv | Werkwijze voor de vervaardiging van een meerlaags gedrukte bedrading met doorverbonden sporen in verschillende lagen en meerlaags gedrukte bedrading vervaardigd volgens de werkwijze. |
| US4713347A (en) | 1985-01-14 | 1987-12-15 | Sensor Diagnostics, Inc. | Measurement of ligand/anti-ligand interactions using bulk conductance |
| US4651115A (en) | 1985-01-31 | 1987-03-17 | Rca Corporation | Waveguide-to-microstrip transition |
| US4744041A (en) | 1985-03-04 | 1988-05-10 | International Business Machines Corporation | Method for testing DC motors |
| US4691163A (en) | 1985-03-19 | 1987-09-01 | Elscint Ltd. | Dual frequency surface probes |
| US4755746A (en) | 1985-04-24 | 1988-07-05 | Prometrix Corporation | Apparatus and methods for semiconductor wafer testing |
| US4684883A (en) | 1985-05-13 | 1987-08-04 | American Telephone And Telegraph Company, At&T Bell Laboratories | Method of manufacturing high-quality semiconductor light-emitting devices |
| FR2585513B1 (fr) | 1985-07-23 | 1987-10-09 | Thomson Csf | Dispositif de couplage entre un guide d'onde metallique, un guide d'onde dielectrique et un composant semi-conducteur, et melangeur utilisant ce dispositif de couplage |
| US4746857A (en) | 1985-09-13 | 1988-05-24 | Danippon Screen Mfg. Co. Ltd. | Probing apparatus for measuring electrical characteristics of semiconductor device formed on wafer |
| US4749942A (en) | 1985-09-26 | 1988-06-07 | Tektronix, Inc. | Wafer probe head |
| JPH0326643Y2 (de) | 1985-09-30 | 1991-06-10 | ||
| US5917707A (en) * | 1993-11-16 | 1999-06-29 | Formfactor, Inc. | Flexible contact structure with an electrically conductive shell |
| US5476211A (en) * | 1993-11-16 | 1995-12-19 | Form Factor, Inc. | Method of manufacturing electrical contacts, using a sacrificial member |
| US5829128A (en) * | 1993-11-16 | 1998-11-03 | Formfactor, Inc. | Method of mounting resilient contact structures to semiconductor devices |
| US6043563A (en) * | 1997-05-06 | 2000-03-28 | Formfactor, Inc. | Electronic components with terminals and spring contact elements extending from areas which are remote from the terminals |
| US4727319A (en) | 1985-12-24 | 1988-02-23 | Hughes Aircraft Company | Apparatus for on-wafer testing of electrical circuits |
| DE3785681T2 (de) * | 1986-01-24 | 1993-08-12 | Fuji Photo Film Co Ltd | Blattfilmkassette und vorrichtung zum beladen von blattfilmen. |
| JP2609232B2 (ja) | 1986-09-04 | 1997-05-14 | 日本ヒューレット・パッカード株式会社 | フローテイング駆動回路 |
| US4904933A (en) | 1986-09-08 | 1990-02-27 | Tektronix, Inc. | Integrated circuit probe station |
| US4673839A (en) | 1986-09-08 | 1987-06-16 | Tektronix, Inc. | Piezoelectric pressure sensing apparatus for integrated circuit testing stations |
| US4772846A (en) * | 1986-12-29 | 1988-09-20 | Hughes Aircraft Company | Wafer alignment and positioning apparatus for chip testing by voltage contrast electron microscopy |
| US4727637A (en) | 1987-01-20 | 1988-03-01 | The Boeing Company | Computer aided connector assembly method and apparatus |
| US4827211A (en) | 1987-01-30 | 1989-05-02 | Cascade Microtech, Inc. | Wafer probe |
| US4711563A (en) | 1987-02-11 | 1987-12-08 | Lass Bennett D | Portable collapsible darkroom |
| US4912399A (en) | 1987-06-09 | 1990-03-27 | Tektronix, Inc. | Multiple lead probe for integrated circuits in wafer form |
| US4894612A (en) | 1987-08-13 | 1990-01-16 | Hypres, Incorporated | Soft probe for providing high speed on-wafer connections to a circuit |
| US4791363A (en) | 1987-09-28 | 1988-12-13 | Logan John K | Ceramic microstrip probe blade |
| JP2554669Y2 (ja) | 1987-11-10 | 1997-11-17 | 博 寺町 | 回転位置決め装置 |
| US5021186A (en) | 1988-03-25 | 1991-06-04 | Nissan Chemical Industries, Ltd. | Chloroisocyanuric acid composition having storage stability |
| US4871964A (en) | 1988-04-12 | 1989-10-03 | G. G. B. Industries, Inc. | Integrated circuit probing apparatus |
| US5323035A (en) | 1992-10-13 | 1994-06-21 | Glenn Leedy | Interconnection structure for integrated circuits and method for making same |
| US5020219A (en) | 1988-05-16 | 1991-06-04 | Leedy Glenn J | Method of making a flexible tester surface for testing integrated circuits |
| US4983910A (en) | 1988-05-20 | 1991-01-08 | Stanford University | Millimeter-wave active probe |
| US5003253A (en) | 1988-05-20 | 1991-03-26 | The Board Of Trustees Of The Leland Stanford Junior University | Millimeter-wave active probe system |
| US4987100A (en) | 1988-05-26 | 1991-01-22 | International Business Machines Corporation | Flexible carrier for an electronic device |
| US4991290A (en) | 1988-07-21 | 1991-02-12 | Microelectronics And Computer Technology | Flexible electrical interconnect and method of making |
| US4922192A (en) | 1988-09-06 | 1990-05-01 | Unisys Corporation | Elastic membrane probe |
| US5634267A (en) * | 1991-06-04 | 1997-06-03 | Micron Technology, Inc. | Method and apparatus for manufacturing known good semiconductor die |
| US4906920A (en) | 1988-10-11 | 1990-03-06 | Hewlett-Packard Company | Self-leveling membrane probe |
| US4998062A (en) | 1988-10-25 | 1991-03-05 | Tokyo Electron Limited | Probe device having micro-strip line structure |
| US4849689A (en) | 1988-11-04 | 1989-07-18 | Cascade Microtech, Inc. | Microwave wafer probe having replaceable probe tip |
| US4916002A (en) | 1989-01-13 | 1990-04-10 | The Board Of Trustees Of The Leland Jr. University | Microcasting of microminiature tips |
| US5045781A (en) | 1989-06-08 | 1991-09-03 | Cascade Microtech, Inc. | High-frequency active probe having replaceable contact needles |
| JPH0369131A (ja) * | 1989-08-08 | 1991-03-25 | Fujitsu Ltd | 半導体集積回路試験用プローブおよび該プローブを用いる試験工程を含む半導体装置の製造方法 |
| US5145552A (en) | 1989-12-21 | 1992-09-08 | Canon Kabushiki Kaisha | Process for preparing electrical connecting member |
| JPH03245527A (ja) | 1990-02-23 | 1991-11-01 | Rohm Co Ltd | 微細加工方法 |
| US5069628A (en) | 1990-03-13 | 1991-12-03 | Hughes Aircraft Company | Flexible electrical cable connector with double sided dots |
| US5059898A (en) | 1990-08-09 | 1991-10-22 | Tektronix, Inc. | Wafer probe with transparent loading member |
| US5589781A (en) | 1990-09-20 | 1996-12-31 | Higgins; H. Dan | Die carrier apparatus |
| US5126286A (en) | 1990-10-05 | 1992-06-30 | Micron Technology, Inc. | Method of manufacturing edge connected semiconductor die |
| US5207585A (en) | 1990-10-31 | 1993-05-04 | International Business Machines Corporation | Thin interface pellicle for dense arrays of electrical interconnects |
| US5148103A (en) | 1990-10-31 | 1992-09-15 | Hughes Aircraft Company | Apparatus for testing integrated circuits |
| US5061192A (en) | 1990-12-17 | 1991-10-29 | International Business Machines Corporation | High density connector |
| US5136237A (en) | 1991-01-29 | 1992-08-04 | Tektronix, Inc. | Double insulated floating high voltage test probe |
| US5097101A (en) | 1991-02-05 | 1992-03-17 | Tektronix, Inc. | Method of forming a conductive contact bump on a flexible substrate and a flexible substrate |
| US5133119A (en) | 1991-02-28 | 1992-07-28 | Hewlett-Packard Company | Shearing stress interconnection apparatus and method |
| US5225037A (en) | 1991-06-04 | 1993-07-06 | Texas Instruments Incorporated | Method for fabrication of probe card for testing of semiconductor devices |
| US5487999A (en) | 1991-06-04 | 1996-01-30 | Micron Technology, Inc. | Method for fabricating a penetration limited contact having a rough textured surface |
| US5229782A (en) | 1991-07-19 | 1993-07-20 | Conifer Corporation | Stacked dual dipole MMDS feed |
| US5321352A (en) | 1991-08-01 | 1994-06-14 | Tokyo Electron Yamanashi Limited | Probe apparatus and method of alignment for the same |
| US5177438A (en) | 1991-08-02 | 1993-01-05 | Motorola, Inc. | Low resistance probe for semiconductor |
| JPH07105420B2 (ja) * | 1991-08-26 | 1995-11-13 | ヒューズ・エアクラフト・カンパニー | 成形された接点をもった電気接続 |
| US5180977A (en) | 1991-12-02 | 1993-01-19 | Hoya Corporation Usa | Membrane probe contact bump compliancy system |
| US5274336A (en) | 1992-01-14 | 1993-12-28 | Hewlett-Packard Company | Capacitively-coupled test probe |
| US5367165A (en) | 1992-01-17 | 1994-11-22 | Olympus Optical Co., Ltd. | Cantilever chip for scanning probe microscope |
| US5584120A (en) | 1992-02-14 | 1996-12-17 | Research Organization For Circuit Knowledge | Method of manufacturing printed circuits |
| US6380751B2 (en) * | 1992-06-11 | 2002-04-30 | Cascade Microtech, Inc. | Wafer probe station having environment control enclosure |
| US6295729B1 (en) * | 1992-10-19 | 2001-10-02 | International Business Machines Corporation | Angled flying lead wire bonding process |
| US5371654A (en) * | 1992-10-19 | 1994-12-06 | International Business Machines Corporation | Three dimensional high performance interconnection package |
| US5479108A (en) | 1992-11-25 | 1995-12-26 | David Cheng | Method and apparatus for handling wafers |
| US5326412A (en) | 1992-12-22 | 1994-07-05 | Hughes Aircraft Company | Method for electrodepositing corrosion barrier on isolated circuitry |
| JPH0792479B2 (ja) | 1993-03-18 | 1995-10-09 | 東京エレクトロン株式会社 | プローブ装置の平行度調整方法 |
| US5390412A (en) * | 1993-04-08 | 1995-02-21 | Gregoire; George D. | Method for making printed circuit boards |
| US6722032B2 (en) * | 1995-11-27 | 2004-04-20 | International Business Machines Corporation | Method of forming a structure for electronic devices contact locations |
| US6054651A (en) * | 1996-06-21 | 2000-04-25 | International Business Machines Corporation | Foamed elastomers for wafer probing applications and interposer connectors |
| JP3346838B2 (ja) | 1993-06-29 | 2002-11-18 | 有限会社創造庵 | 回転運動機構 |
| US5412866A (en) | 1993-07-01 | 1995-05-09 | Hughes Aircraft Company | Method of making a cast elastomer/membrane test probe assembly |
| US5441690A (en) | 1993-07-06 | 1995-08-15 | International Business Machines Corporation | Process of making pinless connector |
| US5326428A (en) * | 1993-09-03 | 1994-07-05 | Micron Semiconductor, Inc. | Method for testing semiconductor circuitry for operability and method of forming apparatus for testing semiconductor circuitry for operability |
| JP2710544B2 (ja) | 1993-09-30 | 1998-02-10 | インターナショナル・ビジネス・マシーンズ・コーポレイション | プローブ構造、プローブ構造の形成方法 |
| US6029344A (en) * | 1993-11-16 | 2000-02-29 | Formfactor, Inc. | Composite interconnection element for microelectronic components, and method of making same |
| US6184053B1 (en) * | 1993-11-16 | 2001-02-06 | Formfactor, Inc. | Method of making microelectronic spring contact elements |
| US5884398A (en) * | 1993-11-16 | 1999-03-23 | Form Factor, Inc. | Mounting spring elements on semiconductor devices |
| US6727580B1 (en) * | 1993-11-16 | 2004-04-27 | Formfactor, Inc. | Microelectronic spring contact elements |
| US6525555B1 (en) * | 1993-11-16 | 2003-02-25 | Formfactor, Inc. | Wafer-level burn-in and test |
| US5601740A (en) * | 1993-11-16 | 1997-02-11 | Formfactor, Inc. | Method and apparatus for wirebonding, for severing bond wires, and for forming balls on the ends of bond wires |
| US6836962B2 (en) * | 1993-11-16 | 2005-01-04 | Formfactor, Inc. | Method and apparatus for shaping spring elements |
| US5974662A (en) | 1993-11-16 | 1999-11-02 | Formfactor, Inc. | Method of planarizing tips of probe elements of a probe card assembly |
| US6023103A (en) * | 1994-11-15 | 2000-02-08 | Formfactor, Inc. | Chip-scale carrier for semiconductor devices including mounted spring contacts |
| US5878486A (en) * | 1993-11-16 | 1999-03-09 | Formfactor, Inc. | Method of burning-in semiconductor devices |
| US6442831B1 (en) * | 1993-11-16 | 2002-09-03 | Formfactor, Inc. | Method for shaping spring elements |
| JPH07311206A (ja) * | 1994-05-19 | 1995-11-28 | Canon Inc | 微小探針の製造方法 |
| US5506515A (en) | 1994-07-20 | 1996-04-09 | Cascade Microtech, Inc. | High-frequency probe tip assembly |
| EP0779989A4 (de) | 1994-09-09 | 1998-01-07 | Micromodule Systems Inc | Abtasten von schaltkreisen mit einem membranfühler |
| EP0707214A3 (de) | 1994-10-14 | 1997-04-16 | Hughes Aircraft Co | Multiport-Membranfühler zum Testen vollständiger Wafer |
| WO1996013967A1 (en) | 1994-10-28 | 1996-05-09 | Micromodule Systems | Programmable high density electronic testing device |
| US6727579B1 (en) * | 1994-11-16 | 2004-04-27 | Formfactor, Inc. | Electrical contact structures formed by configuring a flexible wire to have a springable shape and overcoating the wire with at least one layer of a resilient conductive material, methods of mounting the contact structures to electronic components, and applications for employing the contact structures |
| US5720098A (en) | 1995-05-12 | 1998-02-24 | Probe Technology | Method for making a probe preserving a uniform stress distribution under deflection |
| US6042712A (en) * | 1995-05-26 | 2000-03-28 | Formfactor, Inc. | Apparatus for controlling plating over a face of a substrate |
| US6685817B1 (en) * | 1995-05-26 | 2004-02-03 | Formfactor, Inc. | Method and apparatus for controlling plating over a face of a substrate |
| US5742174A (en) * | 1995-11-03 | 1998-04-21 | Probe Technology | Membrane for holding a probe tip in proper location |
| JP3838381B2 (ja) * | 1995-11-22 | 2006-10-25 | 株式会社アドバンテスト | プローブカード |
| DE19605598C1 (de) | 1996-02-15 | 1996-10-31 | Singulus Technologies Gmbh | Vorrichtung zum Greifen und Halten von Substraten |
| US5726211A (en) * | 1996-03-21 | 1998-03-10 | International Business Machines Corporation | Process for making a foamed elastometric polymer |
| KR100471341B1 (ko) * | 1996-05-23 | 2005-07-21 | 제네시스 테크놀로지 가부시키가이샤 | 콘택트프로브및그것을구비한프로브장치 |
| US6050829A (en) * | 1996-08-28 | 2000-04-18 | Formfactor, Inc. | Making discrete power connections to a space transformer of a probe card assembly |
| US5869326A (en) * | 1996-09-09 | 1999-02-09 | Genetronics, Inc. | Electroporation employing user-configured pulsing scheme |
| WO1998011446A1 (en) * | 1996-09-13 | 1998-03-19 | International Business Machines Corporation | Integrated compliant probe for wafer level test and burn-in |
| US5896038A (en) | 1996-11-08 | 1999-04-20 | W. L. Gore & Associates, Inc. | Method of wafer level burn-in |
| JPH10142259A (ja) * | 1996-11-14 | 1998-05-29 | Mitsubishi Materials Corp | コンタクトプローブの製造方法並びにそれを用いたコンタクトプローブおよびそれを備えたプローブ装置 |
| US6690185B1 (en) * | 1997-01-15 | 2004-02-10 | Formfactor, Inc. | Large contactor with multiple, aligned contactor units |
| US6520778B1 (en) * | 1997-02-18 | 2003-02-18 | Formfactor, Inc. | Microelectronic contact structures, and methods of making same |
| US6215196B1 (en) * | 1997-06-30 | 2001-04-10 | Formfactor, Inc. | Electronic component with terminals and spring contact elements extending from areas which are remote from the terminals |
| AU8280398A (en) * | 1997-06-30 | 1999-01-19 | Formfactor, Inc. | Sockets for semiconductor devices with spring contact elements |
| JPH1194863A (ja) * | 1997-09-12 | 1999-04-09 | Nikon Corp | カンチレバー及びその製造方法 |
| US6059982A (en) | 1997-09-30 | 2000-05-09 | International Business Machines Corporation | Micro probe assembly and method of fabrication |
| US6166333A (en) * | 1998-01-14 | 2000-12-26 | Packard Hughes Interconnect Company | Bumps with plural under-bump dielectric layers |
| JP3862845B2 (ja) * | 1998-02-05 | 2006-12-27 | セイコーインスツル株式会社 | 近接場用光プローブ |
| US6807734B2 (en) * | 1998-02-13 | 2004-10-26 | Formfactor, Inc. | Microelectronic contact structures, and methods of making same |
| JP3553791B2 (ja) * | 1998-04-03 | 2004-08-11 | 株式会社ルネサステクノロジ | 接続装置およびその製造方法、検査装置並びに半導体素子の製造方法 |
| US6720501B1 (en) * | 1998-04-14 | 2004-04-13 | Formfactor, Inc. | PC board having clustered blind vias |
| US6256882B1 (en) * | 1998-07-14 | 2001-07-10 | Cascade Microtech, Inc. | Membrane probing system |
| US6160412A (en) * | 1998-11-05 | 2000-12-12 | Wentworth Laboratories, Inc. | Impedance-matched interconnection device for connecting a vertical-pin integrated circuit probing device to integrated circuit test equipment |
| US6672875B1 (en) * | 1998-12-02 | 2004-01-06 | Formfactor, Inc. | Spring interconnect structures |
| US6404211B2 (en) * | 1999-02-11 | 2002-06-11 | International Business Machines Corporation | Metal buckling beam probe |
| US6206273B1 (en) * | 1999-02-17 | 2001-03-27 | International Business Machines Corporation | Structures and processes to create a desired probetip contact geometry on a wafer test probe |
| US6208225B1 (en) * | 1999-02-25 | 2001-03-27 | Formfactor, Inc. | Filter structures for integrated circuit interfaces |
| US6538538B2 (en) * | 1999-02-25 | 2003-03-25 | Formfactor, Inc. | High frequency printed circuit board via |
| US6448865B1 (en) * | 1999-02-25 | 2002-09-10 | Formfactor, Inc. | Integrated circuit interconnect system |
| US6539531B2 (en) * | 1999-02-25 | 2003-03-25 | Formfactor, Inc. | Method of designing, fabricating, testing and interconnecting an IC to external circuit nodes |
| US6218910B1 (en) * | 1999-02-25 | 2001-04-17 | Formfactor, Inc. | High bandwidth passive integrated circuit tester probe card assembly |
| US6499121B1 (en) * | 1999-03-01 | 2002-12-24 | Formfactor, Inc. | Distributed interface for parallel testing of multiple devices using a single tester channel |
| US6419500B1 (en) * | 1999-03-08 | 2002-07-16 | Kulicke & Soffa Investment, Inc. | Probe assembly having floatable buckling beam probes and apparatus for abrading the same |
| EP1183604A2 (de) * | 1999-05-27 | 2002-03-06 | Nanonexus, Inc. | Test-schnittstelle für elektronische schaltungen |
| US6578264B1 (en) * | 1999-06-04 | 2003-06-17 | Cascade Microtech, Inc. | Method for constructing a membrane probe using a depression |
| US7013221B1 (en) * | 1999-07-16 | 2006-03-14 | Rosetta Inpharmatics Llc | Iterative probe design and detailed expression profiling with flexible in-situ synthesis arrays |
| US6713374B2 (en) * | 1999-07-30 | 2004-03-30 | Formfactor, Inc. | Interconnect assemblies and methods |
| US7009415B2 (en) * | 1999-10-06 | 2006-03-07 | Tokyo Electron Limited | Probing method and probing apparatus |
| JP2001174482A (ja) * | 1999-12-21 | 2001-06-29 | Toshiba Corp | 電気的特性評価用接触針、プローブ構造体、プローブカード、および電気的特性評価用接触針の製造方法 |
| JP2001201516A (ja) * | 2000-01-18 | 2001-07-27 | Micronics Japan Co Ltd | プローブ要素の製作方法及び装置並びに窪み形成装置 |
| US6339338B1 (en) * | 2000-01-18 | 2002-01-15 | Formfactor, Inc. | Apparatus for reducing power supply noise in an integrated circuit |
| US6509751B1 (en) * | 2000-03-17 | 2003-01-21 | Formfactor, Inc. | Planarizer for a semiconductor contactor |
| US6677744B1 (en) * | 2000-04-13 | 2004-01-13 | Formfactor, Inc. | System for measuring signal path resistance for an integrated circuit tester interconnect structure |
| US6441629B1 (en) * | 2000-05-31 | 2002-08-27 | Advantest Corp | Probe contact system having planarity adjustment mechanism |
| US6424164B1 (en) * | 2000-06-13 | 2002-07-23 | Kulicke & Soffa Investment, Inc. | Probe apparatus having removable beam probes |
| US6420887B1 (en) * | 2000-06-13 | 2002-07-16 | Kulicke & Soffa Investment, Inc. | Modulated space transformer for high density buckling beam probe and method for making the same |
| US6731128B2 (en) * | 2000-07-13 | 2004-05-04 | International Business Machines Corporation | TFI probe I/O wrap test method |
| US6970005B2 (en) * | 2000-08-24 | 2005-11-29 | Texas Instruments Incorporated | Multiple-chip probe and universal tester contact assemblage |
| GB0021975D0 (en) * | 2000-09-07 | 2000-10-25 | Optomed As | Filter optic probes |
| JP4071629B2 (ja) * | 2000-12-22 | 2008-04-02 | 東京エレクトロン株式会社 | プローブカートリッジアッセンブリ―並びに多プローブアッセンブリー |
| US6756797B2 (en) * | 2001-01-31 | 2004-06-29 | Wentworth Laboratories Inc. | Planarizing interposer for thermal compensation of a probe card |
| US7006046B2 (en) * | 2001-02-15 | 2006-02-28 | Integral Technologies, Inc. | Low cost electronic probe devices manufactured from conductive loaded resin-based materials |
| US6856150B2 (en) * | 2001-04-10 | 2005-02-15 | Formfactor, Inc. | Probe card with coplanar daughter card |
| US6882239B2 (en) * | 2001-05-08 | 2005-04-19 | Formfactor, Inc. | Electromagnetically coupled interconnect system |
| US6525552B2 (en) * | 2001-05-11 | 2003-02-25 | Kulicke And Soffa Investments, Inc. | Modular probe apparatus |
| JP2002343879A (ja) * | 2001-05-15 | 2002-11-29 | Nec Corp | 半導体装置及びその製造方法 |
| JP3979793B2 (ja) * | 2001-05-29 | 2007-09-19 | 日立ソフトウエアエンジニアリング株式会社 | プローブ設計装置及びプローブ設計方法 |
| US6729019B2 (en) * | 2001-07-11 | 2004-05-04 | Formfactor, Inc. | Method of manufacturing a probe card |
| US6678876B2 (en) * | 2001-08-24 | 2004-01-13 | Formfactor, Inc. | Process and apparatus for finding paths through a routing space |
| US6862727B2 (en) * | 2001-08-24 | 2005-03-01 | Formfactor, Inc. | Process and apparatus for adjusting traces |
| US6549106B2 (en) * | 2001-09-06 | 2003-04-15 | Cascade Microtech, Inc. | Waveguide with adjustable backshort |
| US6714828B2 (en) * | 2001-09-17 | 2004-03-30 | Formfactor, Inc. | Method and system for designing a probe card |
| US6906540B2 (en) * | 2001-09-20 | 2005-06-14 | Wentworth Laboratories, Inc. | Method for chemically etching photo-defined micro electrical contacts |
| DE50213222D1 (de) * | 2001-09-24 | 2009-03-05 | Jpk Instruments Ag | Vorrichtung und Verfahren für ein Rastersondenmikroskop |
| US6882546B2 (en) * | 2001-10-03 | 2005-04-19 | Formfactor, Inc. | Multiple die interconnect system |
| US7071714B2 (en) * | 2001-11-02 | 2006-07-04 | Formfactor, Inc. | Method and system for compensating for thermally induced motion of probe cards |
| US7020360B2 (en) * | 2001-11-13 | 2006-03-28 | Advantest Corporation | Wavelength dispersion probing system |
| US7020363B2 (en) * | 2001-12-28 | 2006-03-28 | Intel Corporation | Optical probe for wafer testing |
| US6828767B2 (en) * | 2002-03-20 | 2004-12-07 | Santronics, Inc. | Hand-held voltage detection probe |
| US7015707B2 (en) * | 2002-03-20 | 2006-03-21 | Gabe Cherian | Micro probe |
| US6806697B2 (en) * | 2002-04-05 | 2004-10-19 | Agilent Technologies, Inc. | Apparatus and method for canceling DC errors and noise generated by ground shield current in a probe |
| DE10220343B4 (de) * | 2002-05-07 | 2007-04-05 | Atg Test Systems Gmbh & Co. Kg Reicholzheim | Vorrichtung und Verfahren zum Prüfen von Leiterplatten und Prüfsonde |
| US6881072B2 (en) * | 2002-10-01 | 2005-04-19 | International Business Machines Corporation | Membrane probe with anchored elements |
| US7026832B2 (en) * | 2002-10-28 | 2006-04-11 | Dainippon Screen Mfg. Co., Ltd. | Probe mark reading device and probe mark reading method |
| US6864694B2 (en) * | 2002-10-31 | 2005-03-08 | Agilent Technologies, Inc. | Voltage probe |
| US6727716B1 (en) * | 2002-12-16 | 2004-04-27 | Newport Fab, Llc | Probe card and probe needle for high frequency testing |
| JP2004199796A (ja) * | 2002-12-19 | 2004-07-15 | Shinka Jitsugyo Kk | 薄膜磁気ヘッドの特性測定用プローブピンの接続方法及び薄膜磁気ヘッドの特性測定方法 |
| US7132839B2 (en) * | 2002-12-31 | 2006-11-07 | Intel Corporation | Ultra-short low-force vertical probe test head and method |
| JP2004265942A (ja) * | 2003-02-20 | 2004-09-24 | Okutekku:Kk | プローブピンのゼロ点検出方法及びプローブ装置 |
| US7022976B1 (en) * | 2003-04-02 | 2006-04-04 | Advanced Micro Devices, Inc. | Dynamically adjustable probe tips |
| US7002133B2 (en) * | 2003-04-11 | 2006-02-21 | Hewlett-Packard Development Company, L.P. | Detecting one or more photons from their interactions with probe photons in a matter system |
| US7023225B2 (en) * | 2003-04-16 | 2006-04-04 | Lsi Logic Corporation | Wafer-mounted micro-probing platform |
| TWI220163B (en) * | 2003-04-24 | 2004-08-11 | Ind Tech Res Inst | Manufacturing method of high-conductivity nanometer thin-film probe card |
| KR100523139B1 (ko) * | 2003-06-23 | 2005-10-20 | 주식회사 하이닉스반도체 | 웨이퍼 테스트시 사용되는 프로빙 패드의 수를 감소시키기위한 반도체 장치 및 그의 테스팅 방법 |
| US6956388B2 (en) * | 2003-06-24 | 2005-10-18 | Agilent Technologies, Inc. | Multiple two axis floating probe assembly using split probe block |
| US6870381B2 (en) * | 2003-06-27 | 2005-03-22 | Formfactor, Inc. | Insulative covering of probe tips |
| US7015708B2 (en) * | 2003-07-11 | 2006-03-21 | Gore Enterprise Holdings, Inc. | Method and apparatus for a high frequency, impedance controlled probing device with flexible ground contacts |
| US7015703B2 (en) * | 2003-08-12 | 2006-03-21 | Scientific Systems Research Limited | Radio frequency Langmuir probe |
| US7025628B2 (en) * | 2003-08-13 | 2006-04-11 | Agilent Technologies, Inc. | Electronic probe extender |
| US7286013B2 (en) * | 2003-09-18 | 2007-10-23 | Avago Technologies Wireless Ip (Singapore) Pte Ltd | Coupled-inductance differential amplifier |
| JP3812559B2 (ja) * | 2003-09-18 | 2006-08-23 | Tdk株式会社 | 渦電流プローブ |
| US7034553B2 (en) * | 2003-12-05 | 2006-04-25 | Prodont, Inc. | Direct resistance measurement corrosion probe |
| US7009188B2 (en) * | 2004-05-04 | 2006-03-07 | Micron Technology, Inc. | Lift-out probe having an extension tip, methods of making and using, and analytical instruments employing same |
| US7015709B2 (en) * | 2004-05-12 | 2006-03-21 | Delphi Technologies, Inc. | Ultra-broadband differential voltage probes |
| US7019541B2 (en) * | 2004-05-14 | 2006-03-28 | Crown Products, Inc. | Electric conductivity water probe |
| US7023231B2 (en) * | 2004-05-14 | 2006-04-04 | Solid State Measurements, Inc. | Work function controlled probe for measuring properties of a semiconductor wafer and method of use thereof |
| US7015690B2 (en) * | 2004-05-27 | 2006-03-21 | General Electric Company | Omnidirectional eddy current probe and inspection system |
| TWI252925B (en) * | 2004-07-05 | 2006-04-11 | Yulim Hitech Inc | Probe card for testing a semiconductor device |
| EP1766426B1 (de) * | 2004-07-07 | 2013-09-11 | Cascade Microtech, Inc. | Tastkopf mit einem an der membran aufgehängten fühler |
| US7001785B1 (en) * | 2004-12-06 | 2006-02-21 | Veeco Instruments, Inc. | Capacitance probe for thin dielectric film characterization |
| US7005879B1 (en) * | 2005-03-01 | 2006-02-28 | International Business Machines Corporation | Device for probe card power bus noise reduction |
-
2000
- 2000-04-11 US US09/546,927 patent/US6578264B1/en not_active Expired - Lifetime
- 2000-05-12 DE DE10023379A patent/DE10023379B4/de not_active Expired - Fee Related
- 2000-06-03 KR KR1020000030592A patent/KR100626166B1/ko active IP Right Grant
- 2000-06-05 JP JP2000167610A patent/JP2001013168A/ja active Pending
-
2003
- 2003-04-16 US US10/418,510 patent/US7178236B2/en not_active Expired - Fee Related
-
2006
- 2006-12-01 US US11/607,156 patent/US7533462B2/en not_active Expired - Fee Related
-
2009
- 2009-02-18 US US12/378,650 patent/US20090178277A1/en not_active Abandoned
Patent Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3596228A (en) * | 1969-05-29 | 1971-07-27 | Ibm | Fluid actuated contactor |
| US4649339A (en) * | 1984-04-25 | 1987-03-10 | Honeywell Inc. | Integrated circuit interface |
| US4636772A (en) * | 1985-01-17 | 1987-01-13 | Riken Denshi Co. Ltd. | Multiple function type D/A converter |
| US4675638A (en) * | 1985-02-01 | 1987-06-23 | Dr. Ing. H.C.F. Porsche Aktiengesellschaft | Ferromagnetic multiple shell core for electric coils |
| EP0230348A2 (de) * | 1986-01-07 | 1987-07-29 | Hewlett-Packard Company | Testsonde |
| US4793814A (en) * | 1986-07-21 | 1988-12-27 | Rogers Corporation | Electrical circuit board interconnect |
| EP0259163A2 (de) * | 1986-09-05 | 1988-03-09 | Tektronix, Inc. | Sonde für Halbleiterwafer |
| US4918383A (en) * | 1987-01-20 | 1990-04-17 | Huff Richard E | Membrane probe with automatic contact scrub action |
| EP0304868A2 (de) * | 1987-08-28 | 1989-03-01 | Tektronix Inc. | Vielfachsonde für integrierte Schaltungen in Scheibenform |
| US4980637A (en) * | 1988-03-01 | 1990-12-25 | Hewlett-Packard Company | Force delivery system for improved precision membrane probe |
| DE4012839A1 (de) * | 1989-04-26 | 1990-10-31 | Atg Electronic Gmbh | Pruefvorrichtung zum pruefen von elektrischen oder elektronischen prueflingen |
| US5134365A (en) * | 1989-07-11 | 1992-07-28 | Nihon Denshizairyo Kabushiki Kaisha | Probe card in which contact pressure and relative position of each probe end are correctly maintained |
| US4975638A (en) * | 1989-12-18 | 1990-12-04 | Wentworth Laboratories | Test probe assembly for testing integrated circuit devices |
| US5059989A (en) * | 1990-05-16 | 1991-10-22 | Lexmark International, Inc. | Thermal edge jet drop-on-demand ink jet print head |
| US5521518A (en) * | 1990-09-20 | 1996-05-28 | Higgins; H. Dan | Probe card apparatus |
| US5172050A (en) * | 1991-02-15 | 1992-12-15 | Motorola, Inc. | Micromachined semiconductor probe card |
| DE4223658A1 (de) * | 1991-07-18 | 1993-01-21 | Gold Star Electronics | Testvorrichtung fuer halbleiter-chips |
| US5389885A (en) * | 1992-01-27 | 1995-02-14 | Everett Charles Technologies, Inc. | Expandable diaphragm test modules and connectors |
| US5355079A (en) * | 1993-01-07 | 1994-10-11 | Wentworth Laboratories, Inc. | Probe assembly for testing integrated circuit devices |
| US5395253A (en) * | 1993-04-29 | 1995-03-07 | Hughes Aircraft Company | Membrane connector with stretch induced micro scrub |
| US5869974A (en) * | 1996-04-01 | 1999-02-09 | Micron Technology, Inc. | Micromachined probe card having compliant contact members for testing semiconductor wafers |
| WO1998007040A1 (en) * | 1996-08-08 | 1998-02-19 | Cascade Microtech, Inc. | Membrane probing system with local contact scrub |
Non-Patent Citations (1)
| Title |
|---|
| KIM,Yong-Dae, et.al.: Fabrication of a Silicon Micro-Probe for Vertical Probe Card Application. In: Jpn. J. Appl. Phys., Vol.37, 1998, S.7070-S.7073 * |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001013168A (ja) | 2001-01-19 |
| US7178236B2 (en) | 2007-02-20 |
| KR20010029783A (ko) | 2001-04-16 |
| KR100626166B1 (ko) | 2006-09-20 |
| US20090178277A1 (en) | 2009-07-16 |
| US20030192183A1 (en) | 2003-10-16 |
| US20070074392A1 (en) | 2007-04-05 |
| DE10023379A1 (de) | 2001-03-08 |
| US6578264B1 (en) | 2003-06-17 |
| US7533462B2 (en) | 2009-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10023379B4 (de) | Membranmeßfühler und Membranmessfühleraufbauten, Verfahren zu ihrer Herstellung und mit ihnen angewandte Testverfahren | |
| DE112005003667B4 (de) | Elektrische Prüfsonde | |
| DE69635227T2 (de) | Kontakträger zum bestücken von substraten mit federkontakten | |
| DE69533336T2 (de) | Testkarte und ihre anwendung | |
| DE60314548T2 (de) | Sonde zur prüfung der elektrischen leitfähigkeit | |
| DE112007000415B4 (de) | Sonde und elektrische Verbindungsvorrichtung, die sie verwendet | |
| DE102007046042B4 (de) | Elektrische Prüfsonde und elektrische Prüfsondenanordnung | |
| DE60035667T2 (de) | Kontaktor mit Kontaktelement auf der LSI-Schaltungsseite, Kontaktelement auf der Testplattinenseite zum Testen von Halbleitergeräten und Herstellungsverfahren dafür | |
| DE69726169T2 (de) | Membransondensystem mit örtlichem kontaktreiniger | |
| EP1266402B1 (de) | Halbleiterbauelement und verfahren zu dessen herstellung | |
| DE69633771T2 (de) | Verfahren und gerät zum kontaktieren | |
| DE112007000936B4 (de) | Verfahren zur Herstellung einer Sondenlamelle | |
| DE68913318T2 (de) | Elastomerische Verbinder für elektronische Bausteine und für Prüfungen. | |
| DE69927996T2 (de) | Scharfe, orientierte druckkontaktspitze | |
| DE69908639T2 (de) | Testkarte für chips mit erhöhten kontaktelementen | |
| DE69421008T2 (de) | Verbindungsanordnung für elektrische Kontakte | |
| DE60218985T2 (de) | Verfahren zur herstellung von kontaktsonde | |
| DE69233232T2 (de) | Elektrischer Verbindungskörper und Herstellungsverfahren dafür | |
| DE10297653T5 (de) | Verfahren zum Herstellen eines elektrischen Kontaktbauteils zur Prüfung einer elektrischen Vorrichtung und ein elektrisches Kontaktbauteil | |
| DE2364786A1 (de) | Elektromechanische tastsonde mit parallelen kontaktnadeln | |
| DE4319081A1 (de) | Elektrisches Verbindersystem mit hoher Dichte | |
| EP1224476B1 (de) | Prüfstift für eine vorrichtung zum testen von leiterplatten | |
| DE4237591A1 (de) | Leiterplatten-Prüfeinrichtung mit Folienadapter | |
| DE69233088T2 (de) | Elektrisches Verbindungsteil und sein Herstellungsverfahren | |
| DE69326609T2 (de) | Testsondenanordnung mit Knicknadeln |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| OR8 | Request for search as to paragraph 43 lit. 1 sentence 1 patent law | ||
| 8105 | Search report available | ||
| 8110 | Request for examination paragraph 44 | ||
| 8128 | New person/name/address of the agent |
Representative=s name: WIESE KONNERTH FISCHER PATENTANWAELTE PARTNERSCHAF |
|
| 8128 | New person/name/address of the agent |
Representative=s name: SCHROETER LEHMANN FISCHER & NEUGEBAUER, 81479 MUEN |
|
| R020 | Patent grant now final |
Effective date: 20110722 |
|
| R119 | Application deemed withdrawn, or ip right lapsed, due to non-payment of renewal fee | ||
| R119 | Application deemed withdrawn, or ip right lapsed, due to non-payment of renewal fee |
Effective date: 20141202 |