CN1245085C - 供应食品面团的设备 - Google Patents
供应食品面团的设备 Download PDFInfo
- Publication number
- CN1245085C CN1245085C CNB021226725A CN02122672A CN1245085C CN 1245085 C CN1245085 C CN 1245085C CN B021226725 A CNB021226725 A CN B021226725A CN 02122672 A CN02122672 A CN 02122672A CN 1245085 C CN1245085 C CN 1245085C
- Authority
- CN
- China
- Prior art keywords
- dough
- cutter
- metering conveyor
- conveyor
- equipment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A21—BAKING; EDIBLE DOUGHS
- A21C—MACHINES OR EQUIPMENT FOR MAKING OR PROCESSING DOUGHS; HANDLING BAKED ARTICLES MADE FROM DOUGH
- A21C11/00—Other machines for forming the dough into its final shape before cooking or baking
- A21C11/16—Extruding machines
-
- A—HUMAN NECESSITIES
- A21—BAKING; EDIBLE DOUGHS
- A21C—MACHINES OR EQUIPMENT FOR MAKING OR PROCESSING DOUGHS; HANDLING BAKED ARTICLES MADE FROM DOUGH
- A21C3/00—Machines or apparatus for shaping batches of dough before subdivision
- A21C3/02—Dough-sheeters; Rolling-machines; Rolling-pins
-
- A—HUMAN NECESSITIES
- A21—BAKING; EDIBLE DOUGHS
- A21C—MACHINES OR EQUIPMENT FOR MAKING OR PROCESSING DOUGHS; HANDLING BAKED ARTICLES MADE FROM DOUGH
- A21C3/00—Machines or apparatus for shaping batches of dough before subdivision
- A21C3/10—Machines or apparatus for shaping batches of dough before subdivision combined with dough-dividing apparatus
Abstract
本发明涉及结构紧凑、易于组装、易于清洗的供应食品面团的设备,它包括一个接受大块面团的料斗(3);一个将大块面团分成小面团的第一刀具(7);一个小面团的传递输送器(11);一个将小面团形成面片的面团喂料器(9);面片的喂料输送器(13);用于秤重面片部分的计量输送器(15);当计量输送器(15)的测量值达到预定值时切出面片部分的第二刀具(19)。第一刀具(7)和面团喂料器(9)的设置使得当第一刀具切出小面团时其下端落入面团喂料器的进口。传递输送器(11)的皮带绕在面团喂料器(9)的最上部的辊(55A)上。料斗(3)、第一刀具(7)、喂料输送器(13)和计量输送器(15)中的任一个可容易地与设备组合及从设备分开。
Description
技术领域
本发明涉及供应食品面团如面包面团的设备,具体来说,涉及整个结构紧凑、可方便地清洗和组装的供应食品面团的设备。
背景技术
日本专利公开文本第平11-155464号公开了一种现有技术的设备,它包括一个设置在能够接受大块面团的料斗的下部开口处的刀具。该刀具将大块面团切成具有预定长度和不变体积的小面团。小面团由设在刀具下面的输送器送至一个成形料斗。然后,小面团被向下送至一个面团进料部分,它具有多个呈V形设置的辊。小面团被面团进料部分成形为面片。然后,面片被设置在面团进料部分下面的输送器送至下一个步骤。
这种现有技术的设备可以有利地、连续地将大块面团成形为面片。但是,其缺点在于它不得不相对较大。这个缺点应该被克服。另外,这种现有技术的设备的另一个缺点是,当它停机时难于清洗,或难于组装。另外,这种现有技术的设备具有一个计量输送器,它测量在其上的面团的部分重量。当其重量达到预定值时,刀具切割该面团部分。如果面粉粘着在计量输送器的表面上,测量精度就会下降。
发明内容
本发明要解决的技术问题是提供一种体积小、易于清洗和组装且面团测量精度稳定的供应食品面团的设备。
按照本发明,提供一种供应食品面团的设备,它包括:一个接受大块面团的料斗;一个设在该料斗下部开口以便将大块面团切成具有预定长度和体积的小面团的第一刀具;一个用于将第一刀具切出的小面团形成具有恒定厚度的面片的面团喂料器,所述面团喂料器具有多个辊,这些辊呈V形设置;一个喂料输送器,其用于输送面团喂料器形成的具有恒定厚度的面片;一个计量输送器,所述计量输送器用于在其输送面片时测量由喂送输送器供应的面片的一部分的重量,以及一个第二刀具,其用于当计量输送器测出的重量达到预定值时切出所述面片部分,其特征在于:所述第一刀具和面团喂料器设置得使第一刀具的一部分重叠面团喂料器进口的一部分,因而当小面团由第一刀具切出时,小面团的下端落入面团喂料器的进口。
在一个实施例中,这种设备还包括一个设置在所述第一刀具和面团喂料器之间的传递输送器,其用于将第一刀具切出的小面团送至所述面团喂料器,所述传递输送器具有绕在面团喂料器的最上部的辊上的皮带。
料斗、第一刀具、喂料输送器和计量输送器可卸式安装在设备上。
在一个实施例中,这种设备还包括一个附加计量输送器,其用于从所述计量输送器接受所述面片的一部分,并再次测量所述面片的一部分的重量,其中所述附加计量输送器设置在所述计量输送器附近,使所述计量输送器的输送速度和附加计量输送器的输送速度之间的相对速度是可控制的。
在一个实施例中,所述计量输送器和附加计量输送器中的至少一个的输送速度是可以控制的。
在一个实施例中,这种设备还包括一个相对速度控制输送器,其用于从所述计量输送器接受所述面片的一部分,并控制所述面片的一部分的输送速度,其中所述相对速度控制输送器设置在所述计量输送器附近,使所述计量输送器的输送速度和所述相对速度控制输送器的输送速度之间的相对速度是可控制的。
在一个实施例中,所述计量输送器和相对速度控制输送器中的至少一个的输送速度是可以控制的。
在一个实施例中,这种设备还包括一个控制器,所述控制器对于未放置面片的计量输送器进行零点调整。
上述零点调整可以在上述计量输送器测量面片部分预定次数或在经过了预定时间时进行。
按照本发明的设备体积小、易于清洗和组装并且测量精度稳定。
附图说明
图1是供应食品面团的设备的一个实施例的示意前视图。
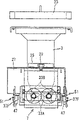
图2是图1中设备的前视图,表示料斗和刀具的位置。
图3是图1中设备的右侧视图,表示料斗和刀具的位置。
图4是图1中设备的左侧视图,表示料斗和刀具的位置。
图5是图1中设备的前视图,表示料斗和刀具从设备分开时的设备。
图6是刀具的左侧视图。
图7是支承托架的立体图。
图8是喂料输送器的前视图。
图9是喂料输送器的平面图。
图10是喂料输送器的左侧视图。
图11是第一和第二计量输送器的前视图,它们安装在设备上。
图12是第一和第二计量输送器的前视图。
具体实施方式
现在对照附图描述本发明的一个实施例,但是,首先粗略描述该
实施例的整个结构。
图1表示本发明一个实施例的供应面团的设备1。它具有在设备上部的接受大块食品面团F如面包面团的料斗3。料斗3可以从设备分开。一个刀具7在相应于料斗3的下部开口的位置上安装在框架5上。刀具7可以从框架5脱开。刀具将大块面团F切成具有预定长度(相应于料斗3的纵向长度)和预定重量的小面团。
一个传递输送器11设置在刀具7下面,以便将刀具7切成的小面团传送至一个面团喂料器9,其具有多个呈V形布置的辊。一个喂料输送器13设置在面团喂料器9下面。面团喂料器组合小面团,形成具有恒定厚度的面片。喂料输送器13喂送上述面片。喂料输送器13可以从面团喂送器9分开。
一个第一计量输送器15设置在喂料输送器13的喂送路径的端部附近,以便当面片部分被喂送时测量面片部分的重量。一个第二计量输送器17设置在第一计量输送器15附近。第一和第二计量输送器15和17可以从设备分开。
一个剪切刀具19设置在喂料输送器13和第一计量输送器15之间的一个位置的上方。当第一计量输送器测量一个具有预定重量的面片6部分时,刀具19工作以切出该面片部分。供应设备21A和22B设置在喂料输送器13的喂送路径的开始和结束点附近将面粉送至其表面。另外,设有控制器22如计算机以便控制设备。
当一个大块面团F送至料斗3时,大块面团F的一部分从料斗3的下部开口向下流动。然后,大块面团F的该部分被刀具7切成小面团。这些小面团具有预定的长度,它们落至传递输送器11的表面。传递输送器11将其送至面团喂料器9。面团喂料器9将小面团形成具有恒定厚度的面片。喂料输送器13将面片喂送至第一计量输送器15。当面片的一部分连续地送至第一计量输送器15上时,该计量输送器连续地测量该面片部分的重量。当面片部分的重量达到预定重量时,刀具19工作将该面片部分切成一个面块,该面块被送至第二计量输送器17以便再次秤其重量。如果该部分的重量、由第一计量输送器取得的该重量的数据在可接受的范围内,上述各步骤被重复。也就是说,另一个面片部分被测重并切成一个面块。这被重复而形成许多面块。然后面块被送至下一个步骤。如果由第二计量输送器取得的重量数据小于预定的值,一个反馈控制装置工作。因此,刀具19将面片切成块的定时被调节滞后。如果重量高于预定值,则反馈控制装置使定时加速。因此,可以使所有面块具有预定范围内的重量。然后,面块被送至下一个步骤。
料斗3和刀具7构制得易于与设备接合及脱开。另外,它们也构制得例如在停机时易于清洗。
如图2-7所示,料斗在其上端一个覆盖构件23。料斗3是中空的。覆盖构件23可安装在料斗3上及从其上分开、支承托架25,25固定在料斗3的左、右侧面的中间位置上。托架25,25为L形,它们向着前、后延伸。托架25,25支承在刀具7的左、右支承框架27,27上。在每个托架25上形成一个接合部分31(图7)。接合部分31能够在料斗3在水平面上从设备前部移向后部或从后部移向前部时,与设置在支承框架27上的一捏手29,29接合及从其脱开。
因此,首先将料斗3的支承托架25,25装在刀具7的左、右支承框架27,27上,然后,使支承托架25,25的接合部分31与支承框架27,27的捏手29,29接合,然后锁紧捏手29,29,就能够使料斗3连接于刀具7。当松开捏手29,29时,可将料斗3从刀具7分开。
如上所述,料斗3可以容易地与刀具7组合及从其上分开。因此,两者都易于清洗,另外,当它们被制造时也易于组装。
当大块面团F从料斗3的下部开口向下移动时,刀具7沿预定长度(相应于料斗3的长度)将其切割,形成小面团。这些小面团具有预定的体积。如图6所示,刀具7具有一对轴35A,35B,它们可转动地、水平地横跨料斗设置,且具有多个刀片33。这些刀片固定在轴上。支承框架27,27竖直地设置在壳体37的左、右侧面上。壳体37支承轴35A,35B,使其可以转动。
如图2所示,轴35A的一端连接于驱动电机39的外轴。该电机由支承框架27支承。直径相同的齿轮41A,41B连接于轴35A的另一端部和轴35B的一个端部。这两个齿轮相互啮合(图2和6)。多个相应于刀片33的止块33固定在轴35B的另一端(图3)。一个传感器45,例如一个微动开关,安装在壳体37上,以便当它被任一个止块33驱动时停止驱动电机39。当控制器22输出一个操作刀具7的驱动电机39的指令时,驱动电机39使轴35A,35B可以向内或相反地转动。刀片33开始在图4和6所示的刀片33A,33A的端部彼此接近的状态下转动。当刀具33A,33B的端部彼此趋近时,相应于刀片33B的止块43被检测到,使驱动电机39停止,因此,大块面团F的部分以相应于刀片33A,33B,……轮流彼此趋近状态的间隔接连地被切出。因此,这些部分具有预定的体积。然后,这些部分落下。
长的支承梁47,47沿框架5的上部前、后侧水平设置。在刀具7的壳体37的下侧面上形成下部表面37F,37F,这些表面37F,37F由梁47,47支承。因此,刀具7可在框架5上装、拆。多个运动限制构件49安装在壳体37的前、后侧面上,使构件49冲击支承梁47,47的前、后表面,因此防止刀具7向前或向后移动。锁定器51,51安装在刀具7的前、后表面上,将刀具锁定在框架5上。例如,柱方(trunk)等可以用作锁定器,这里不再赘述。
当锁定器51被松开时,刀具7可以向上从支承梁47,47卸下。梁47,47则固定在框架5的前、后侧面上。因此,刀具7可以容易地装在框架5上。另外,当设备停止时,刀具7本身,以及设置在刀具7下面的喂料输送器11、面团喂料器9等可以容易地进行清洗。
图1表示面团喂料器,它包括多个辊55A,55B和55C,以及多个辊57A,57B和57C,这些辊由框架5的左、右辊支承构件53L,53R支承。这些辊呈V形布置。设备的这些构件与现有技术的设备相同,这里不再赘述。因此,现在只对与现有技术设备不同之处进行描述。
为了使设备简单、紧凑,传递输送器11设置在面团喂料器9的进口部分上方。在传递输送器11的结构中,皮带绕在辊55A上,惰轮59由框架5支承。刀具7和面团喂料器9布置得使刀具7的一部分重叠于面团喂料器9的进口部分的一部分。另外,面团喂料器9的进口部分设置得靠近刀具7。因此,当大块面团的一部分被刀具7切出时,所述大块面团的一部分同时进入进口部分。
辊55B,55C,57A,57B和57C被一台辊驱动电机(未画出)互联。辊55A由传递输送器驱动电机(未画出)驱动。这两台电机都由控制器22控制。
一个设置在面团喂料器9的进口部分上方的距离传感器61测量它与进入进口部分的小面团之间的距离。当传感器61测出的距离小于预定值时,传递输送器驱动电机被控制,使其转速下降。相反,如果该距离大于预定值,该电机受到控制,使其转速提高。因此,从传递输送器11向面团喂料器9供应的食品面团的体积保持基本恒定。
从大块面团切出的小面团由传递输送器11面团喂料器9。当小面团的后端到达预定位置时,例如一个设置在传递输送器11上方相对较低位置上的电容式传感器检测所述后端。因此,刀具7的驱动电机39被驱动以便切出大块面团的一部分。此时,小面团的前端落入面团喂料器9的进口部分,该前端重叠于前一小面团的后端的一部分。
如果采用光学传感器检测在传递输送器11上的小面团的后端,那么,它只能检测出小面团的后端是否存在,而不能测出后端的性质。当一随后的小面团连接于前一小面团的后端时,连接这些小面团的部分可能明显变窄。本实施例采用电容式传感器(或电容式接近开关),以便检测在传递输送器11上的小面团的后端。因此,可以测知小面团后端附近的那部分的性质,例如,它的宽度或厚度。
因此,随后的一个小面团可以在适当的时间从大块面团切出,使随后小面团的前端与前一小面团的后端的连接被防止受到压缩。最好多个传感器沿传递输送器11的宽度或长度或两者设置。
一个光学传感器检测在传递输送器11上的面团碎屑。但是,电容式传感器并不检测任何碎屑,而且也能够检测小面团的性质。因此,需要电容式传感器检测小面团性质。
如上所述,料斗3和刀具7可以在框架5上装、拆。因此,当它们从框架5拆下时,传递输送器11和面团喂料器9可以容易地进行清洗。另外,传递输送器11的皮带绕在面团喂料器9的最上部的辊55A上,因此,设备需要较少的构件,另外,使设备的结构可以简化。另外,面团喂料器9的进口部分的一部分竖直地重叠于刀具7的一部分。当大块面团的一部分被刀具7切出时,其前端直接落入面团喂料器9的进口部分。因此,在面团喂料器9中,随后的小面团的前端粘着于在前的一个小面团的后端。设备可以变得紧凑,使设备的高度可以降低。
图8至10描述喂料输送器13,它可以在框架5上装、拆。
详细来说,喂料输送器13将具有均匀一致厚度的面片喂至第一计量输送器15。面片是由面团喂料器9制成的。多个辊65安装在输送器框架63上。这些辊是可以转动的。皮带67绕在辊65上。一台驱动电机65设置在框架63上,通过具有皮带轮70、皮带等的机械传动系统驱动皮带67。
支承板71设置在输送器框架63上。支承板的两端伸出设备前、后侧面。一对长的支承梁73中的每一根梁分别沿其前、后侧面水平地设置在框架5上。一对支承轨75中的每根支承轨沿支承梁73的各个内侧水平地设置,支承着支承板71。每个支承板71通过捏手77固定在支承轨75上。
当松开捏手77时,喂料输送器13可以在设备的左、右方向上沿支承轨75被拉动。因此,当制造设备时,喂料输送器13可以容易地组装。另外,当设备停止工作时,喂料输送器13可以容易地进行清洗。当将喂料输送器13从设备分开时,面团喂料器9可以从较低位置进行清洗。
控制器22控制与面团喂料器9相关的喂料输送器13的输送器驱动电机69。也就是说,当由面团喂料器9形成的面片送至喂料输送器13的皮带67时,面片首先竖直地然后水平地被传送。因此,当面片的输送方向被改变时,面片被弯曲。一个距离传感器(未画出)设置在预定位置上,检测它和面片的弯曲部分之间的距离。控制器控制喂料输送器的速度,使上述距离总是保持不变。换言之,控制器控制输送器驱动电机69的转速,使面片弯曲部分的曲率可以保持恒定,并且可防止面片变紧或变松。另外,控制器控制面团喂料器9的辊驱动电机的转速,使其喂送体积可以受到控制。
图11和12表示第一和第二计量输送器15,17。它们用于测量面片的体积。它们可以容易地在框架5上装、拆。详细来说,第一和第二计量装置79A,79B安装在框架5上。第一和第二计量输送器15,17可以容易地安装在第一和第二计量装置79A,79B上,并可容易地从其上拆卸。第一和第二计量装置79A,79B是相同的。因此,下面只描述第一计量装置79A。相同的标记用于第二计量装置79B以指示相同的构件,从而避免重复的描述。
计量装置79A具有一个底座81,它整体地连接于框架5。图11和12未表示出底座81连接于框架5的情形。在传感器座83上形成一条水平缝83S,因而它可以容易地被偏转。传感器座83的一个端部在底座81上悬伸。一个止动螺栓85安装在传感器座83的另一端部上。当过载作用在传感器座83上时,止动螺栓85冲击底座81,因而可防止传感器座83被过度偏转。另外,一个负载传感器(未画出),例如,一个应变仪,设置在传感器座83上的检测其偏转,然后计算负载。可以采用压电元件来替代负载传感器。
一个托架85设置在传感器座83的上表面上。计量输送器15或17安装在托架85上,使其可以从托架上分开。也就是说,第一和第二计量输送器15,17具有辊座95,97。它们支承多个可转动的辊91,93,输送器皮带87,89绕在这些辊上。第一和第二驱动电机99,101设置在辊座95,97上,以便驱动输送器皮带87,89。在辊座95,97的下表面上形成螺孔103。辊座95,97可以借助捏手105在托架85上装、拆。捏手105啮合螺孔103。
当松开捏手105时,第一和第二计量输送器15,17可从托架85脱开。因此,当第一和第二计量输送器15,17从托架分开时,第一和第二计量输送器可以容易地进行清洗。另外,剪切刀具19也可容易地进行清洗。
控制器22控制第一和第二计量输送器15,17的第一和第二驱动电机99,101和剪切刀具19。也就是说,当面片从喂料输送器13送至第一计量输送器时,以及当面片部分的重量达到预定值时,剪切刀具19工作。因此,剪切刀具19的刀片下落而切出面片部分。如上所述,当面片部分被切成面块时,喂料输送器13稍许逆转以回送面片,直至其前端离开第一计量输送器的进口为止。因此,面块的净重可以由第一计量输送器测量。
然后面片的面块从第一计量输送器15送向第二计量输送器17。面块被输送器17再次测量。测量数据作为反馈信号送至控制器。该信号用于调节刀具19切出面片部分的定时。因此,第一计量输送器的测量精度和刀具的定时精度可得以提高。在刀具19切出面片部分之后,喂料输送器19保持等待,直至面块被第一计量输送器15送出。
当面片的前端跨在第一计量输送器的输送器皮带87上时,紧接着开始测量其上的面片部分的重量。当测得的重量达到预定值时,控制器发出刀具19切割面片的指令。假定第一计量输送器15的输送速度是速度V,从第一计量输送器15开始测量面片重量时至刀具19工作止的时间为时间T,那么,从面片切出的面块的长度可由控制器的算学部分通过速度V乘以时间T(V*T)计算出来。
在第一计量输送器上的面块的长度通过速度V乘以时间T计算出来。测量值(V*T)与预定值L进行比较。当测量值大于或小于预定值L时,面块的长度可以在测量数据从第一计量输送器15传至第二计量输送器17时被调节。
也就是说,假定相应于面块长度的测量值(V*T)大于预定值L时,那么,在面块切出后使第二计量输送器17的输送速度变得与第一计量输送器15的输送速度相同(即,V1=V2)。在这种情形中,第一和第二计量输送器15,17的相对速度被调节,使速度V2小于速度V1乘以α,以便减小面块的长度,其中α为修正值。这种修正是根据预定值L和测量值(V*T)之间的差确定的。
相反,当测量值(V*T)小于预定值L时,第一和第二计量输送器15,17之间的相对速度被调节,使速度V2大于速度V1乘以α,以增长面块。
因而可以看出,当面块从第一计量输送器15送至第二计量输送器17时,面块的长度被调节至相应于预定值L的长度,因而厚度得到相应的改变。因此,在第二计量输送器17上的面块重量总是基本恒定的,另外,其长度和厚度总是基本恒定的。因此,均匀一致的面块被送至下一个步骤。因此可以制成尺寸不变的良好面制产品。
本发明的实施例相继地采用第一和第二计量输送器15,17,因而可以提高面片的切割和计量精度。但是,如果第一计量输送器15可以精确地切割和测量面片,那么,只用一个输送器替代第二计量输送器就可以了,该输送器无需任何计量功能,但是它的输送速度可以相关于第一计量输送器受到控制。
如图1所示,一个划分设备设置在第二计量输送器17后的下游,以便将面块划分成相等的部分。也就是说,一个喂料输送器107设置在第二计量输送器的端部后面。一个宽度传感器109用于测量面块CH的宽度,面块是沿喂料输送器输送的。另外,一个刀具111用于切割面块CH。刀具111可以上、下移动。它也可以在相应于面块的宽度的方向上移动。刀具111可以均等地切割面块。应当注意的是,术语“切割”的意思不仅是面块被完全分割,而是也包括在面块上分缝,其后进行分割。
宽度传感器109由距离传感器构成,在预定的基准位置上设置在喂料输送器107的两侧。每个距离传感器使用激光束测量各基准位置和面块CH的侧面之间的距离。在该距离的基础上即可给出面块CH的宽度及两侧面的位置。
在给出的面块CH的两个侧面的位置的基础上,控制器可以计算出沿宽度方向面块CH的中心位置。因此,刀具111的刀片111B自动地设置在面块CH的中心位置上,从而将面块切成相等的两块。
一个通常的伺服机构可以用于沿喂料输送器107的宽度方向自动移动刀具111,并使其定位。
宽度传感器109并不局限于上述用于测量面块CH的宽度的结构。例如,一个直线传感器可以在一个基准位置上设置在喂料输送器的上方,以便检测沿宽度方向的侧面的位置及宽度。另外,可以使用长的接触构件,它们与喂料输送器107的输送方向平行地设置,它们也在两侧设置在喂料输送器107上,它们可以往复地、垂直于喂料输送器107的输送方向移动。当每个长的接触构件从基准位置移至一个它与面块CH的侧面接触或它趋近于侧面的位置时,该位置被检测。在所述位置的基础上可以计算面块CH两侧面的位置及面块宽度。
如上所述,刀具111设置在第二计量输送器17的下游。因此,面块CH可以被划分成多个相等的块(例如,两个相等的块),因此面块CH可被分成相对较大的块,因而可以提高切割效率。
在上面对本发明的实施例的描述中,面块CH是沿着与喂料输送器107的输送方向平行的方向分割成块的。但是,本发明并不局限于上述实施列。当沿输送方向测量面块CH的长度之后,面块CH可以沿着与喂料输送器107的输送方向垂直的方向划分成多个相等的块。在这种情形中,具有接近传感器的设备可以用来检测从它在喂料输送器107上测到面块CH的前端时至它测到后端时的时间。然后,在该时间和输送器的输送速度的基础上,设备可以计算面块CH的长度。另外,例如使用直线传感器的另一个设备也可用来检测面块CH的前、后端的位置。然后,设备在所述位置的基础上计算面块CH的长度。
另一个剪切刀具可以设置在喂料输送器107的上方。当面块CH的中间位置到达该刀具时,该刀具工作,将其分成相等的两块。
下面描述是如何确定面块CH的中间位置到达刀具的。传感器在预定位置上检测面块CH的前端,以便确定面块CH的中间位置。然后计算在算出的中间位置和事先已知的刀具位置之间的距离。然后,该距离除以输送速度,从而算出从刀具到达前端至刀具到达中间位置的时间。因此,当传感器检测出面块CH的前端之后达到算出的时间时,刀具工作以便将面块CH分别两个相等长度的块。
当第一和第二计量输送器15,17连续测量面片重量多次后,面粉等可能粘附在输送器皮带87,89上,从而降低所述输送器的精度。因此,要对第一和第二计量输送器15,17进行零位调整。也就是说,当它们测量面片重量达预定次数时,或者在经过预定时间后,喂料输送器13被停止。然后,为了取得测量值,第一和第二计量输送器15,17工作而不在其上放置面团。如果在测量值和用作基准的预定值即零之间存在差值。则使用控制器22改变预定值。因此,即使面粉等粘附在输送器皮带87,89上,第一和第二计量输送器15,17也可以精确测量面片重量。因此,均匀一致的面块总是可以从面片分出,使其可以具有相同的重量。
按照本发明,供应面团的设备可以容易地制得结构紧凑,另外,在其制造时也容易组装。另外,设备可以拆卸其构件,使构件易于清洗。
另外,设备可以精确测量面片的重量,因而可以容易地形成具有预定重量、长度和厚度的面块。
Claims (10)
1.一种供应食品面团的设备,它包括:
一个接受大块面团的料斗;
一个设在该料斗下部开口以便将大块面团切成具有预定长度和体积的小面团的第一刀具;
一个用于将第一刀具切出的小面团形成具有恒定厚度的面片的面团喂料器,所述面团喂料器具有多个辊,这些辊呈V形设置;
一个喂料输送器,其用于输送面团喂料器形成的具有恒定厚度的面片;
一个计量输送器,所述计量输送器用于在其输送面片时测量由喂送输送器供应的面片的一部分的重量,以及
一个第二刀具,其用于当计量输送器测出的重量达到预定值时切出所述面片部分,其特征在于:所述第一刀具和面团喂料器设置得使第一刀具的一部分重叠面团喂料器进口的一部分,因而当小面团由第一刀具切出时,小面团的下端落入面团喂料器的进口。
2.如权利要求1所述的设备,其特征在于:还包括一个设置在所述第一刀具和面团喂料器之间的传递输送器,其用于将第一刀具切出的小面团送至所述面团喂料器,所述传递输送器具有绕在面团喂料器的最上部的辊上的皮带。
3.如权利要求1所述的设备,其特征在于:所述料斗、第一刀具、喂料输送器和计量输送器可卸式安装在设备上。
4.如权利要求1所述的设备,其特征在于:还包括一个第二计量输送器,其用于从所述计量输送器接受所述面片的一部分,并再次测量所述面片的一部分的重量,其中所述第二计量输送器设置在所述计量输送器附近,使所述计量输送器的输送速度和第二计量输送器的输送速度之间的相对速度是可控制的。
5.如权利要求4所述的设备,其特征在于:所述计量输送器和第二计量输送器中的至少一个的输送速度是可以控制的。
6.如权利要求1所述的设备,其特征在于:还包括一个相对速度控制输送器,其用于从所述计量输送器接受所述面片的一部分,并控制所述面片的一部分的输送速度,其中所述相对速度控制输送器设置在所述计量输送器附近,使所述计量输送器的输送速度和所述相对速度控制输送器的输送速度之间的相对速度是可控制的。
7.如权利要求6所述的设备,其特征在于:所述计量输送器和相对速度控制输送器中的至少一个的输送速度是可以控制的。
8.如权利要求1所述的设备,其特征在于:还包括一个控制器,所述控制器对于未放置面片的计量输送器进行零点调整。
9.如权利要求8所述的设备,其特征在于:所述零点调整是在所述计量输送器测量面片部分预定次数时进行的。
10.如权利要求9所述的设备,其特征在于:所述零点调整是在经过了预定时间时进行的。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP25461399A JP3766241B2 (ja) | 1999-09-08 | 1999-09-08 | 食品生地供給装置 |
| JP254613/1999 | 1999-09-08 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB001269429A Division CN1139327C (zh) | 1999-09-08 | 2000-09-08 | 供应食品面团的设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1552218A CN1552218A (zh) | 2004-12-08 |
| CN1245085C true CN1245085C (zh) | 2006-03-15 |
Family
ID=17267478
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB001269429A Expired - Lifetime CN1139327C (zh) | 1999-09-08 | 2000-09-08 | 供应食品面团的设备 |
| CNB021226725A Expired - Lifetime CN1245085C (zh) | 1999-09-08 | 2000-09-08 | 供应食品面团的设备 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB001269429A Expired - Lifetime CN1139327C (zh) | 1999-09-08 | 2000-09-08 | 供应食品面团的设备 |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US6272979B1 (zh) |
| EP (1) | EP1082903B1 (zh) |
| JP (1) | JP3766241B2 (zh) |
| KR (1) | KR100395583B1 (zh) |
| CN (2) | CN1139327C (zh) |
| AT (1) | ATE298510T1 (zh) |
| AU (1) | AU741467B2 (zh) |
| CA (1) | CA2317832C (zh) |
| DE (1) | DE60021033T2 (zh) |
| ES (1) | ES2243207T3 (zh) |
| HK (1) | HK1068228A1 (zh) |
| MY (1) | MY120186A (zh) |
| NZ (1) | NZ506823A (zh) |
| RU (1) | RU2201083C2 (zh) |
| SG (1) | SG85212A1 (zh) |
| TW (1) | TW482655B (zh) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3773741B2 (ja) | 2000-02-21 | 2006-05-10 | レオン自動機株式会社 | 食品生地切断方法および装置 |
| US6802248B1 (en) * | 2003-12-08 | 2004-10-12 | Chin-Ta Chiang | Automatic filling stuffing apparatus |
| JP4865700B2 (ja) * | 2004-04-05 | 2012-02-01 | スカンヴァエグト インターナショナル エー/エス | 食品を部分切断する方法及び機構(構成)、並びに当該機構における切断装置の使用 |
| DE102006046505A1 (de) * | 2006-09-29 | 2008-04-03 | Werner & Pfleiderer Lebensmitteltechnik Gmbh | Verfahren sowie Vorrichtung zur Erzeugung eines kontinuierlichen Teigbandes |
| US8826814B2 (en) * | 2008-05-23 | 2014-09-09 | Rheon Automatic Machinery Co., Ltd. | Method and apparatus for cutting food dough |
| ITUD20080150A1 (it) * | 2008-06-26 | 2009-12-27 | Prismafood Srl | Macchina e procedimento per la lavorazione di un impasto |
| NL2002261C2 (en) * | 2008-11-28 | 2010-05-31 | Kaak Johan H B | Adjustable dough roller device. |
| KR101146924B1 (ko) | 2009-12-04 | 2012-05-22 | 최희식 | 구이벨트의 교체가 용이한 크레페 외피 구이장치 |
| EP2693174B1 (en) * | 2012-08-02 | 2015-04-22 | Radie B.V. | Device for weighing dough |
| CN103126043B (zh) * | 2013-03-20 | 2015-08-19 | 福建安井食品股份有限公司 | 多功能成型机 |
| CN103766425B (zh) * | 2014-01-26 | 2016-03-09 | 韩学珍 | 静压大麻花机 |
| CN103988860B (zh) * | 2014-04-30 | 2017-01-04 | 浙江科技学院 | 连续式饺饼皮制作机 |
| US9635865B1 (en) * | 2015-05-18 | 2017-05-02 | Norman Schmidt | Dough feeder |
| CN108338193B (zh) * | 2017-01-22 | 2023-04-21 | 北京申晨机械设备有限公司 | 一种面片生产装置及泡芙生产设备 |
| JP7315646B2 (ja) * | 2017-03-29 | 2023-07-26 | 日清食品ホールディングス株式会社 | 麺線群の重量調整方法 |
| JP7129145B2 (ja) * | 2017-03-29 | 2022-09-01 | 日清食品ホールディングス株式会社 | 麺線カット・搬送装置 |
| CN107183102B (zh) * | 2017-06-26 | 2019-09-10 | 江苏理工学院 | 一种竹升面压面机 |
| CN107183109B (zh) * | 2017-06-26 | 2019-09-10 | 江苏理工学院 | 一种竹升面压面机 |
| CN107183107B (zh) * | 2017-06-26 | 2019-09-10 | 江苏理工学院 | 一种竹升面压面机 |
| CN107183110B (zh) * | 2017-06-26 | 2019-08-23 | 江苏理工学院 | 一种竹升面压面机 |
| CN107183100B (zh) * | 2017-06-26 | 2019-08-27 | 江苏理工学院 | 一种竹升面压面机 |
| CN107183108B (zh) * | 2017-06-26 | 2019-08-27 | 江苏理工学院 | 一种竹升面压面机 |
| CN108552280A (zh) * | 2018-05-07 | 2018-09-21 | 广州巨万机械有限公司 | 一种小体积的面包生产线 |
| WO2020051671A1 (en) * | 2018-09-14 | 2020-03-19 | Gothia Holdings Inc. | Compact dough belt forming apparatus |
| CN110583726B (zh) * | 2019-10-17 | 2023-12-22 | 武汉轻工大学 | 一种鲜湿面条自动化生产线及方法 |
| CN110720478A (zh) * | 2019-11-04 | 2020-01-24 | 宿州市恒元食品机械有限公司 | 一种葱香小油条成型机 |
| CN111066844B (zh) * | 2019-12-30 | 2021-07-27 | 安徽冉升食品有限公司 | 一种面叶出料机构 |
| CN112753730B (zh) * | 2020-12-04 | 2022-07-12 | 蔡龙 | 一种制作三角饼装置 |
| CN114732034B (zh) * | 2022-01-10 | 2023-05-05 | 皖西学院 | 一种面条生产加工用切割设备 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2951456A (en) * | 1958-12-15 | 1960-09-06 | Mario A Olgiati | Bread making machine |
| CA1291370C (en) * | 1986-06-18 | 1991-10-29 | Torahiko Hayashi | Apparatus and method for rolling croissant dough pieces |
| AU605696B2 (en) * | 1988-09-15 | 1991-01-17 | Rheon Automatic Machinery Co. Ltd. | An apparatus and method for producing a dough roll by rolling up a dough piece |
| AU611600B2 (en) * | 1988-12-03 | 1991-06-13 | Rheon Automatic Machinery Co. Ltd. | An apparatus for producing a dough roll |
| US5142631A (en) * | 1989-02-03 | 1992-08-25 | Digital Equipment Corporation | System for queuing individual read or write mask and generating respective composite mask for controlling access to general purpose register |
| JPH0383535A (ja) * | 1989-08-28 | 1991-04-09 | Rheon Autom Mach Co Ltd | パン生地の定量分割方法および装置 |
| JP2579826B2 (ja) * | 1990-04-17 | 1997-02-12 | レオン自動機 株式会社 | 連続した帯状パン生地を製造する方法及び装置 |
| JPH0494634A (ja) * | 1990-08-10 | 1992-03-26 | Rheon Autom Mach Co Ltd | 生地シートの積層装置 |
| JP2567296B2 (ja) * | 1990-10-23 | 1996-12-25 | レオン自動機 株式会社 | クロワッサン生地片の拡開、方向変換方法及び装置 |
| JP2558196B2 (ja) * | 1991-12-05 | 1996-11-27 | レオン自動機株式会社 | パン生地等の均一な連続生地の供給方法および装置 |
| JP2524550B2 (ja) * | 1992-01-06 | 1996-08-14 | レオン自動機株式会社 | フィリング入りクロワッサンの製造装置 |
| US5354571A (en) * | 1992-04-27 | 1994-10-11 | Rheon Automatic Machinery Co., Ltd. | Method for aligning and bending individual round elongated dough pieces |
| US5427515A (en) * | 1993-06-18 | 1995-06-27 | Rykaart, Inc. | Stress free dough sheeting processor for batch systems |
| JP2747778B2 (ja) * | 1993-10-08 | 1998-05-06 | レオン自動機株式会社 | クロワッサン生地の折り曲げ装置 |
| JP2747779B2 (ja) * | 1993-10-15 | 1998-05-06 | レオン自動機株式会社 | クロワッサン生地の折り曲げ装置における巻き尻位置調整方法 |
| JP2747777B2 (ja) * | 1993-10-08 | 1998-05-06 | レオン自動機株式会社 | クロワッサン生地の調心装置 |
| TW313513B (zh) * | 1995-05-22 | 1997-08-21 | Reon Zidoki Kk | |
| US5788997A (en) * | 1995-06-16 | 1998-08-04 | Interko, Inc. | Stress-free multiroller dough sheeting system |
| JP2750843B2 (ja) * | 1996-01-09 | 1998-05-13 | レオン自動機株式会社 | 分割されたパン生地の連結供給方法および装置 |
| JP3015867B2 (ja) * | 1996-11-29 | 2000-03-06 | レオン自動機株式会社 | 食品生地の連結供給方法および装置 |
| JP3499116B2 (ja) * | 1997-10-29 | 2004-02-23 | レオン自動機株式会社 | 計量生地供給方法及び装置 |
| JP3330860B2 (ja) | 1997-11-25 | 2002-09-30 | レオン自動機株式会社 | 帯状の食品生地の生産システム及び帯状の食品生地の生産システムの使用方法 |
-
1999
- 1999-09-08 JP JP25461399A patent/JP3766241B2/ja not_active Expired - Fee Related
-
2000
- 2000-09-06 US US09/655,782 patent/US6272979B1/en not_active Expired - Lifetime
- 2000-09-07 CA CA002317832A patent/CA2317832C/en not_active Expired - Lifetime
- 2000-09-07 SG SG200005085A patent/SG85212A1/en unknown
- 2000-09-07 AU AU56548/00A patent/AU741467B2/en not_active Expired
- 2000-09-07 RU RU2000123251/13A patent/RU2201083C2/ru active
- 2000-09-07 MY MYPI20004138A patent/MY120186A/en unknown
- 2000-09-07 TW TW089118369A patent/TW482655B/zh not_active IP Right Cessation
- 2000-09-08 CN CNB001269429A patent/CN1139327C/zh not_active Expired - Lifetime
- 2000-09-08 DE DE60021033T patent/DE60021033T2/de not_active Expired - Lifetime
- 2000-09-08 EP EP00307773A patent/EP1082903B1/en not_active Expired - Lifetime
- 2000-09-08 AT AT00307773T patent/ATE298510T1/de active
- 2000-09-08 ES ES00307773T patent/ES2243207T3/es not_active Expired - Lifetime
- 2000-09-08 NZ NZ506823A patent/NZ506823A/en not_active IP Right Cessation
- 2000-09-08 CN CNB021226725A patent/CN1245085C/zh not_active Expired - Lifetime
- 2000-09-08 KR KR10-2000-0053328A patent/KR100395583B1/ko active IP Right Grant
-
2005
- 2005-01-13 HK HK05100323A patent/HK1068228A1/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| CN1139327C (zh) | 2004-02-25 |
| JP2001078651A (ja) | 2001-03-27 |
| CA2317832C (en) | 2005-01-04 |
| NZ506823A (en) | 2002-03-01 |
| ES2243207T3 (es) | 2005-12-01 |
| AU741467B2 (en) | 2001-11-29 |
| CN1287789A (zh) | 2001-03-21 |
| MY120186A (en) | 2005-09-30 |
| CN1552218A (zh) | 2004-12-08 |
| RU2201083C2 (ru) | 2003-03-27 |
| KR20010070058A (ko) | 2001-07-25 |
| HK1068228A1 (en) | 2005-04-29 |
| JP3766241B2 (ja) | 2006-04-12 |
| KR100395583B1 (ko) | 2003-08-21 |
| AU5654800A (en) | 2001-03-22 |
| ATE298510T1 (de) | 2005-07-15 |
| CA2317832A1 (en) | 2001-03-08 |
| TW482655B (en) | 2002-04-11 |
| EP1082903A3 (en) | 2002-04-03 |
| EP1082903B1 (en) | 2005-06-29 |
| DE60021033D1 (de) | 2005-08-04 |
| SG85212A1 (en) | 2001-12-19 |
| DE60021033T2 (de) | 2006-05-18 |
| EP1082903A2 (en) | 2001-03-14 |
| US6272979B1 (en) | 2001-08-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1245085C (zh) | 供应食品面团的设备 | |
| CN1178583C (zh) | 食品坯料供给方法及装置 | |
| EP0657101B1 (en) | Method and apparatus for quantifying a dough product | |
| CN103189197A (zh) | 计数排出器和制箱机 | |
| CN115708523A (zh) | 面带成型分切设备及分切方法 | |
| CN1026208C (zh) | 切割面团或类似物的装置 | |
| CN114311254B (zh) | 一种检测机构及墙板切割装置 | |
| CN211890158U (zh) | 一种磨头机 | |
| CN210709795U (zh) | 一种包装印刷用的模切机 | |
| CN110936243A (zh) | 一种磨头机 | |
| JP4708171B2 (ja) | 原木パンの切断整列装置 | |
| JPH09210754A (ja) | 合成ゴムの計量切断方法及びその装置 | |
| CN219819910U (zh) | 一种裁切机辅助上料装置 | |
| CN116988299B (zh) | 一种可降解箱包生产用面料精确自动裁切装置 | |
| CN214691587U (zh) | 片材输送装置 | |
| CN220297204U (zh) | 一种输送便捷的精准定位切割装置 | |
| CN108338193B (zh) | 一种面片生产装置及泡芙生产设备 | |
| CN212449956U (zh) | 轮胎钢丝包带束层自动裁切机构及轮胎生产设备 | |
| CN219618016U (zh) | 一种木板清边机 | |
| CN220255528U (zh) | 一种面包加工装置 | |
| CN214877833U (zh) | 一种自动粗磨设备 | |
| CN215241025U (zh) | 阻尼片裁切装置 | |
| CN210678892U (zh) | 一种海绵多层切割装置 | |
| CN114739296B (zh) | 一种雕刻生产线的成品长度测量设备 | |
| CN213650844U (zh) | 送料模块及打印设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1068228 Country of ref document: HK |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20060315 |
|
| CX01 | Expiry of patent term |