WO2023238958A1 - 熱可塑性樹脂発泡粒子、熱可塑性樹脂発泡粒子成形体、発泡樹脂複合体、熱可塑性樹脂発泡粒子の製造方法及び熱可塑性樹脂発泡粒子成形体の製造方法 - Google Patents
熱可塑性樹脂発泡粒子、熱可塑性樹脂発泡粒子成形体、発泡樹脂複合体、熱可塑性樹脂発泡粒子の製造方法及び熱可塑性樹脂発泡粒子成形体の製造方法 Download PDFInfo
- Publication number
- WO2023238958A1 WO2023238958A1 PCT/JP2023/021721 JP2023021721W WO2023238958A1 WO 2023238958 A1 WO2023238958 A1 WO 2023238958A1 JP 2023021721 W JP2023021721 W JP 2023021721W WO 2023238958 A1 WO2023238958 A1 WO 2023238958A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- thermoplastic resin
- resin
- particles
- expanded
- foamed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L79/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen or carbon only, not provided for in groups C08L61/00 - C08L77/00
- C08L79/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
- C08L79/08—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G73/00—Macromolecular compounds obtained by reactions forming a linkage containing nitrogen with or without oxygen or carbon in the main chain of the macromolecule, not provided for in groups C08G12/00 - C08G71/00
- C08G73/06—Polycondensates having nitrogen-containing heterocyclic rings in the main chain of the macromolecule
- C08G73/10—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
- B32B5/20—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material foamed in situ
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G73/00—Macromolecular compounds obtained by reactions forming a linkage containing nitrogen with or without oxygen or carbon in the main chain of the macromolecule, not provided for in groups C08G12/00 - C08G71/00
- C08G73/06—Polycondensates having nitrogen-containing heterocyclic rings in the main chain of the macromolecule
- C08G73/10—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
- C08G73/16—Polyester-imides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0014—Use of organic additives
- C08J9/0038—Use of organic additives containing phosphorus
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0061—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof characterized by the use of several polymeric components
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/16—Making expandable particles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/228—Forming foamed products
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/228—Forming foamed products
- C08J9/232—Forming foamed products by sintering expandable particles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/12—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from polycarboxylic acids and polyhydroxy compounds
- C08G63/16—Dicarboxylic acids and dihydroxy compounds
- C08G63/18—Dicarboxylic acids and dihydroxy compounds the acids or hydroxy compounds containing carbocyclic rings
- C08G63/181—Acids containing aromatic rings
- C08G63/183—Terephthalic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G73/00—Macromolecular compounds obtained by reactions forming a linkage containing nitrogen with or without oxygen or carbon in the main chain of the macromolecule, not provided for in groups C08G12/00 - C08G71/00
- C08G73/06—Polycondensates having nitrogen-containing heterocyclic rings in the main chain of the macromolecule
- C08G73/10—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
- C08G73/1046—Polyimides containing oxygen in the form of ether bonds in the main chain
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/03—Extrusion of the foamable blend
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/14—Saturated hydrocarbons, e.g. butane; Unspecified hydrocarbons
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2479/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen, or carbon only, not provided for in groups C08J2461/00 - C08J2477/00
- C08J2479/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
- C08J2479/08—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/12—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent
- C08J9/14—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent organic
- C08J9/141—Hydrocarbons
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present invention relates to foamed thermoplastic resin particles, foamed thermoplastic resin particle moldings, foamed resin composites, methods for producing foamed thermoplastic resin particles, and methods for manufacturing foamed thermoplastic resin particles.
- thermoplastic resin expanded particle molded article of expanded particles containing a thermoplastic resin (thermoplastic resin expanded particle molded article) is lightweight and has excellent heat insulation properties, cushioning properties, and mechanical strength. For this reason, the application of thermoplastic resin expanded particle molded bodies (sometimes simply referred to as "foamed particle molded bodies") to automobiles, aircraft, railway vehicles, etc. is being considered.
- thermoplastic resins polyester-based resins such as polyethylene terephthalate (PET) can be used to produce foamed particle molded products with excellent rigidity and heat resistance, so studies are underway on foamed particle molded products using polyester-based resins. .
- In-mold foam molding is an example of a method for manufacturing expanded particle molded bodies.
- In-mold foam molding will be explained.
- Thermoplastic resin foam particles (sometimes simply referred to as "foam particles") are filled into the cavity of a mold.
- the foamed particles in the cavity are heated and foamed with a heating medium such as hot water or steam to form secondary foamed particles, and the secondary foamed particles are thermally fused and integrated using the foaming pressure of the foamed particles to form the desired shape.
- a foamed particle molded article is obtained.
- the glass transition temperature Tg of the polyester resin is lower than the glass transition temperature Tg of the polystyrene resin. For this reason, the expanded particle molded product of polyester resin becomes soft when heated (its heat resistance strength is low).
- foamed thermoplastic resin particles and foamed particle molded bodies containing polyester resin and polyimide resin and having a single glass transition temperature Tg have been proposed for the purpose of improving heat resistance strength (Patent Document 1) .
- Patent Document 2 proposes a thermoplastic resin expanded particle molded product containing a polyphenylene ether resin, which is an amorphous resin, and a flame retardant.
- Patent Document 3 proposes a polyester resin foam containing a polyester resin which is a crystalline resin and a bromine flame retardant.
- Patent Document 4 proposes a flame-retardant polyester resin foam containing a polyester resin and a polyarylate resin.
- JP2022-57468A International Publication No. 2011/019057 Japanese Patent Application Publication No. 2006-249158 Japanese Patent Application Publication No. 2000-63553
- Patent Document 1 increases heat resistance strength, flame retardance is not considered.
- increasing the amount of polyimide resin blended in order to further increase heat resistance strength requires a special molding machine that can increase steam pressure and perform in-mold foam molding. For this reason, if a general-purpose molding machine is used, the expanded particle molded product cannot be molded into a desired shape (moldability is low).
- the invention of Patent Document 2 is imparted with flame retardancy, since it contains an amorphous resin, it tends to elongate or contract when the temperature is increased by heating or the like. That is, the invention of Patent Document 2 has low heating dimensional stability and poor heat resistance.
- Patent Document 3 aims to improve flame retardancy by using a bromine-based flame retardant, it is required to be more environmentally friendly.
- the invention of Patent Document 4 relates to a foam sheet, and does not take into consideration the application to foamed thermoplastic resin particles and molded products thereof.
- an object of the present invention is to provide foamed thermoplastic resin particles that have excellent flame retardancy and heat resistance, and excellent moldability of foamed particle molded articles.
- unfoamed resins containing flame retardants exhibit excellent flame retardancy.
- a foamed resin containing a flame retardant has significantly lower flame retardancy than an unfoamed resin containing a flame retardant.
- foamed resin has a smaller amount of resin per unit volume than unfoamed resin, so it can save resources.
- foamed resin since foamed resin has a small amount of resin per unit volume, it becomes difficult to form a carbonized layer when burned, and the burning time becomes longer. For this reason, it is thought that the flame retardancy of the foamed resin decreases.
- foamed resin has a smaller amount of resin per unit volume than unfoamed resin, it is more likely to be softened by combustion heat and resin sag during combustion. Furthermore, when a foamed resin containing a crystalline resin melts during combustion, the viscosity rapidly decreases. For this reason, foamed resin tends to cause resin sag during combustion. If the content of flame retardant in the foamed resin is increased in order to improve the flame retardancy, the flame retardance will be improved, but the mechanical properties will deteriorate.
- the inventors of the present invention have determined that by setting the content of polyimide resin in a specific range and the content of phosphorus flame retardant in a specific range, flame retardancy, heat resistance, and moldability can be improved.
- the present invention was completed based on the discovery that the present invention is possible.
- thermoplastic resin includes a polyester resin, a polyimide resin, and a phosphorus flame retardant
- the content of the polyimide resin is 5 to 45% by mass with respect to the total mass of the thermoplastic resin
- the foamed thermoplastic resin particles have a phosphorus content of 0.15 to 1.00% by mass based on the total mass of the thermoplastic resin.
- thermoplastic resin includes a polyester resin, a polyimide resin, and a phosphorus flame retardant, The content of the polyimide resin is 5 to 45% by mass with respect to the total mass of the thermoplastic resin, A thermoplastic resin expanded particle molded article having a phosphorus content of 0.15 to 1.00% by mass based on the total mass of the thermoplastic resin.
- thermoplastic resin foam according to ⁇ 4> which has a flame retardancy of V-0, V-1 or V-2 as measured in accordance with the UL-94 vertical method (11 mm vertical combustion test) of the UL standard. Particle molded body.
- thermoplastic resin expanded particle molded article according to ⁇ 4> wherein the content of the polyimide resin is 25 to 45% by mass based on the total mass of the thermoplastic resin.
- thermoplastic resin expanded particle molded article according to ⁇ 6> which has a flame retardancy of V-0 or V-1 as measured according to the UL standard UL-94 vertical method (11 mm vertical combustion test).
- the polyester resin is polyethylene terephthalate resin (PET), polybutylene terephthalate resin (PBT), polyethylene naphthalate resin (PEN), polyethylene furanoate resin (PEF), polybutylene naphthalate resin (PBN), polytrimethylene terephthalate.
- the thermoplastic resin foam according to any one of ⁇ 1> to ⁇ 8>, which is at least one member selected from the group consisting of a resin (PTT), a copolymer of terephthalic acid, ethylene glycol, and cyclohexanedimethanol, and a mixture thereof. Particles or thermoplastic resin foam particle moldings.
- C-PET crystalline polyethylene terephthalate resin
- the polyester resin is from the group consisting of petrochemical-derived polyester resins and plant-derived polyester resins (for example, polyethylene terephthalate resins, plant-derived polyethylene furanoate resins, and plant-derived polytrimethylene terephthalate resins).
- thermoplastic resin foamed particles or thermoplastic resin foamed particle molded article according to any one of ⁇ 1> to ⁇ 8> which is at least one selected type.
- ⁇ 8-4> The thermoplastic resin foam particles or thermoplastic resin foam particle molded article according to any one of ⁇ 1> to ⁇ 8-3>, wherein the polyimide resin is a compound represented by the following formula (3).
- R is an aromatic group having a carbon number of 6 to 42 carbon atoms
- R' is a divalent aromatic group having 6 to 30 carbon atoms, an aliphatic group having 2 to 30 carbon atoms, At least one divalent organic group selected from the group consisting of group groups and alicyclic groups having 4 to 30 carbon atoms.
- p is a number representing a repeating unit.
- thermoplastic resin expanded particles or thermoplastic according to any one of ⁇ 1> to ⁇ 8-4>, wherein the content of the polyimide resin is 25 to 40% by mass with respect to the total mass of the thermoplastic resin.
- the phosphorus-based flame retardant comprises a phosphate compound, a polyphosphoric acid compound, red phosphorus, an organic phosphate ester compound, a phosphazene compound, a phosphonic acid compound, a phosphinic acid compound, a phosphine oxide compound, a phosphorane compound, and a phosphoramide compound.
- thermoplastic resin foam particles or thermoplastic resin foam particle molded article according to any one of ⁇ 1> to ⁇ 8-5>, which is at least one selected from the group.
- the phosphate compound is at least one selected from the group consisting of melamine phosphate, guanidine phosphate, ammonium phosphate, ammonium phosphate amide, and carbamate phosphate, and the polyphosphate compound is melamine polyphosphate. , guanidine polyphosphate, ammonium polyphosphate, ammonium polyphosphate amide, and polyphosphate carbamate, the thermoplastic resin expanded particles or thermoplastic resin expanded particle molded article according to ⁇ 8-6> .
- thermoplastic resin expanded particles or thermoplastic resin particles according to any one of ⁇ 1> to ⁇ 8-7>, wherein the phosphorus content is 0.25 to 0.80% by mass based on the total mass of the thermoplastic resin.
- Plastic resin foam particle molding
- the content of the polyimide resin is 30 to 40% by mass based on the total mass of the thermoplastic resin, The content of phosphorus is 0.30 to 0.66% by mass with respect to the total mass of the thermoplastic resin, The crystallinity of the expanded thermoplastic resin particles is 3.3 to 6.3%,
- Tg glass transition temperature
- ⁇ 8-10> The expanded thermoplastic resin particles or the expanded thermoplastic resin particle molded article according to any one of ⁇ 1> to ⁇ 8-9>, wherein the expanded thermoplastic resin particles have an open cell ratio of 3.4 to 16%.
- thermoplastic resin expanded particle molded article according to any one of ⁇ 4> to ⁇ 8-10>, and a fiber-reinforced resin layer provided on at least a portion of the surface of the thermoplastic resin expanded particle molded article, Foamed resin composite.
- thermoplastic resin composition containing a thermoplastic resin and a foaming agent to obtain expanded thermoplastic resin particles
- the thermoplastic resin includes a polyester resin, a polyimide resin, and a phosphorus flame retardant,
- the content of the polyimide resin is 5 to 45% by mass with respect to the total mass of the thermoplastic resin
- a method for producing expanded thermoplastic resin particles wherein the phosphorus content is 0.15 to 1.00% by mass based on the total mass of the thermoplastic resin.
- the foamed thermoplastic resin particles are obtained by the method for producing foamed thermoplastic resin particles described in ⁇ 10> or ⁇ 11>, the obtained foamed thermoplastic resin particles are filled into a cavity of a mold, and the foamed thermoplastic resin particles are filled into a mold cavity.
- a method for producing a molded thermoplastic resin expanded particle comprising heating the expanded thermoplastic resin particle to form a secondary expanded particle, and heat-sealing the secondary expanded particles to each other to obtain a molded thermoplastic resin expanded particle.
- a battery case or a battery case comprising the thermoplastic resin expanded particle molded article according to any one of ⁇ 4> to ⁇ 8-10>.
- the flame retardance and heat resistance of the expanded particle molded product can be improved, and the moldability can be improved.
- FIG. 1 is a schematic front view showing an example of an apparatus for manufacturing expanded thermoplastic resin particles of the present invention.
- FIG. 1 is a schematic front view showing an example of an apparatus for manufacturing expanded thermoplastic resin particles of the present invention.
- FIG. 1 is a schematic front view showing an example of an apparatus for manufacturing expanded thermoplastic resin particles of the present invention.
- FIG. 1 is a cross-sectional view of a foamed resin composite according to an embodiment of the present invention.
- ⁇ represents a range that includes the values at both ends as the lower and upper limits.
- the expanded thermoplastic resin particles (expanded particles) of the present invention contain a thermoplastic resin.
- Expanded particles are particles formed by granulating and foaming a thermoplastic resin composition (hereinafter sometimes simply referred to as "resin composition") containing a thermoplastic resin and a blowing agent. Expanded particles are particulate foams.
- the expanded particles are used as a raw material for a thermoplastic resin expanded particle molded article (expanded particle molded article) molded by so-called in-mold foam molding.
- the thermoplastic resin of the expanded particles includes a polyester resin, a polyimide resin, and a phosphorus flame retardant.
- the foamed particles of the present invention contain both a polyester resin and a polyimide resin, thereby increasing the heat resistance strength of the foamed particle molded product.
- the expanded particles of the present invention include a phosphorus-based flame retardant, thereby imparting flame retardance to the expanded particle molded product.
- polyester resins include polyethylene terephthalate resin (PET), polybutylene terephthalate resin (PBT), polyethylene naphthalate resin (PEN), polyethylene furanoate resin (PEF), polybutylene naphthalate resin (PBN), and polytrimethylene terephthalate.
- PET polyethylene terephthalate resin
- PBT polybutylene terephthalate resin
- PEN polyethylene naphthalate resin
- PET polyethylene furanoate resin
- PBN polybutylene naphthalate resin
- polytrimethylene terephthalate examples include resin (PTT), a copolymer of terephthalic acid, ethylene glycol, and cyclohexanedimethanol, and mixtures thereof.
- PTT polyethylene terephthalate resin
- C-PET crystalline polyethylene terephthalate resin
- C-PET is a polyester resin whose acid component is terephthalic acid and whose glycol component is ethylene glycol.
- the polyester resin may be a petrochemical-derived polyester resin, a plant-derived polyester resin such as so-called bio-PET, or a mixture thereof.
- the plant-derived polyester resin include polyethylene terephthalate resin, plant-derived polyethylene furanoate resin, and plant-derived polytrimethylene terephthalate resin.
- the polyester resin may be a recycled raw material. These polyester resins may be used alone or in combination of two or more.
- Plant-derived polyester resins are polymers derived from plant materials such as sugar cane and corn. "Derived from plant materials” includes polymers synthesized or extracted from plant materials. Further, for example, “derived from a plant material” includes a polymer obtained by polymerizing a monomer synthesized or extracted from a plant material. "Monomers synthesized or extracted from plant materials” include monomers synthesized using compounds synthesized or extracted from plant materials as raw materials. Plant-derived polyester resins include those in which some of the monomers are "derived from plant materials.”
- Plant-derived polyester resins will be explained using PET and PEF as examples.
- PET is synthesized by a dehydration reaction between n moles of ethylene glycol and n moles of terephthalic acid (Benzen-1,4-dicarboxylic acid).
- terephthalic acid Benzen-1,4-dicarboxylic acid
- n is a stoichiometric coefficient (degree of polymerization), and is a number from 250 to 1100. ]
- Ethylene glycol is produced industrially by oxidizing and hydrating ethylene.
- Terephthalic acid is also produced industrially by oxidizing paraxylene.
- ethylene is obtained through the dehydration reaction of plant-derived ethanol (bioethanol), and ethylene glycol synthesized from this ethylene (ethylene glycol derived from bioethanol) and terephthalate derived from petrochemicals are produced.
- bioethanol plant-derived ethanol
- PET glycol synthesized from this ethylene ethylene glycol derived from bioethanol
- terephthalate derived from petrochemicals are produced.
- PET is synthesized from acid
- the PET produced is 30% by mass PET derived from plants.
- paraxylene is obtained by dehydration of plant-derived isobutanol (bioisobutanol), and PET is synthesized from terephthalic acid synthesized from this paraxylene and ethylene glycol derived from bioethanol.
- the PET produced is 100% by mass PET derived from plants.
- PEF The synthesis reaction of PEF is shown in equation (2).
- PEF is synthesized by a dehydration reaction between n moles of ethylene glycol and n moles of 2,5-Furandicarboxylic acid.
- n is the stoichiometric coefficient (degree of polymerization), and is a number from 250 to 1100. ]
- Furandicarboxylic acid is obtained, for example, by dehydrating plant-derived fructose or glucose to obtain hydroxymethylfurfural (HMF), and then oxidizing HMF. As shown in FIG. 3, when both FDCA and ethylene glycol are derived from plants, the produced PEF is 100% by mass PEF derived from plants.
- the content ratio of the polyester resin to the total mass of the thermoplastic resin contained in the expanded particles is preferably 55 to 95% by mass, more preferably 55 to 75% by mass, even more preferably 60 to 75% by mass, and 60 to 70% by mass. % is particularly preferred. If the content ratio of the polyester resin is equal to or higher than the above lower limit, moldability can be improved. If the content ratio of the polyester resin is below the above upper limit, the heat resistance strength can be further increased.
- Polyimide resin a polymer containing a cyclic imide group as a repeating unit is preferable, and a polymer having a melt-molded body is more preferable.
- a polymer having a melt-molded body is more preferable.
- Japanese Patent No. 2598536, Japanese Patent No. 2599171, Japanese Unexamined Patent Publication No. 9-48852, Japanese Patent No. 2565556, Japanese Patent No. 2564636, Japanese Patent No. 2564637, Japanese Patent No. 2563548, Japanese Patent No. Examples include polymers described in Japanese Patent No. 2563547, Japanese Patent No. 2558341, Japanese Patent No. 2558339, and Japanese Patent No. 2834580.
- the main chain of the polyimide resin may contain structural units other than cyclic imide.
- structural units other than cyclic imide include aromatic, aliphatic, alicyclic, alicyclic ester units, and oxycarbonyl units.
- the polyimide resin may be a recycled raw material.
- the polyimide resin may be a plant-derived resin such as biopolyimide. These polyimide resins may be used alone or in combination of two or more.
- the polyimide resin is preferably a compound represented by the following formula (3), for example.
- R is an aromatic group having a carbon number of 6 to 42 carbon atoms
- R' is a divalent aromatic group having 6 to 30 carbon atoms, an aliphatic group having 2 to 30 carbon atoms, At least one divalent organic group selected from the group consisting of group groups and alicyclic groups having 4 to 30 carbon atoms.
- p is a number representing a repeating unit.
- polyimide resin from the viewpoint of increasing compatibility with the polyester resin, a polyetherimide resin having a structural unit having an ether bond is preferable.
- Polyimide resins can be prepared by conventionally known manufacturing methods. For example, one or both of tetracarboxylic acid and its acid anhydride, which are raw materials capable of inducing R in formula (3), and raw materials capable of inducing R' in formula (3). It is obtained by dehydration condensation of one or more compounds selected from the group consisting of aliphatic primary diamines and aromatic primary diamines.
- a specific example of a method for producing a polyimide resin is a method in which a polyamic acid is obtained and then ring-closed by heating.
- a method of chemically ring-closing an acid anhydride and a chemical ring-closing agent such as pyridine or carbodiimide, or polymerization by heating the above-mentioned tetracarboxylic acid anhydride and a diisocyanate capable of inducing the above-mentioned R' to perform decarboxylation. Examples of methods for doing so can be given.
- tetracarboxylic acid examples include pyromellitic acid, 1,2,3,4-benzenetetracarboxylic acid, 3,3',4,4'-biphenyltetracarboxylic acid, 2,2',3,3'- Biphenyltetracarboxylic acid, 3,3',4,4'-benzophenonetetracarboxylic acid, 2,2',3,3'-benzophenonetetracarboxylic acid, bis(2,3-dicarboxyphenyl)methane, bis(3 ,4-dicarboxyphenyl)methane, 1,1'-bis(2,3-dicarboxyphenyl)ethane, 2,2'-bis(3,4-dicarboxyphenyl)propane, 2,2'-bis( 2,3-dicarboxyphenyl)propane, bis(3,4-dicarboxyphenyl)ether, bis(2,3-dicarboxyphenyl)ether, bis(3,4-
- diamines examples include benzidine, diaminodiphenylmethane, diaminodiphenylethane, diaminodiphenylpropane, diaminodiphenylbutane, diaminodiphenyl ether, diaminodiphenyl sulfone, diaminodiphenylbenzophenone, o, m, p-phenylenediamine, tolylenediamine, xylenediamine, etc.
- aromatic primary diamines having hydrocarbon groups of these aromatic primary diamines as structural units, ethylenediamine, 1,2-propanediamine, 1,3-propanediamine, 2,2-dimethyl-1,3-propanediamine, 1,6-hexamethylenediamine, 1,8-octamethylenediamine, 1,9-nonamethylenediamine, 1,10-decamethylenediamine, 1,11-undecamethylenediamine, 1,12-dodecamethylenediamine, 2 , 2,4-trimethylhexamethylenediamine, 2,4,4-trimethylhexamethylenediamine, 1,3-cyclohexanediamine, 1,4-cyclohexanediamine, 1,4-cyclohexanedimethylamine, 2-methyl-1,3 Examples include cyclohexane diamine, isophorone diamine, aliphatic thereof, and aliphatic and alicyclic primary diamine having a hydrocarbon group as a structural unit of alicyclic primary diamine.
- the content ratio of the polyimide resin to the total mass of the thermoplastic resin contained in the expanded particles is 5 to 45% by mass, preferably 25 to 45% by mass, and more preferably 25 to 40% by mass. If the content ratio of the polyimide resin is at least the above lower limit, the heat resistance strength and flame retardance can be further improved. If the content ratio of the polyimide resin is below the above upper limit, moldability can be further improved.
- the content ratio of polyimide resin can be measured by the following method.
- a thin sample for example, a sample with a thickness of 0.2 mm
- the content ratio of the polyimide resin may be measured for this sample.
- a method for measuring the content ratio of polyimide resin with respect to the total mass of the mixed resin of polyester resin and polyimide resin will be exemplified.
- a sample with a thickness of 0.2 mm is cut out from the foamed particles and the foamed particle molded body, and this is used as a measurement sample.
- Infrared spectroscopic analysis of the surface of the measurement sample is performed under the following conditions to obtain an infrared absorption spectrum.
- - Measuring device "Nicolet iS10" Fourier transform infrared spectrophotometer manufactured by Thermo SCIENTIFIC Co., Ltd. and single-reflection horizontal ATR Smart-iTR manufactured by Thermo SCIENTIFIC Co., Ltd.
- ⁇ Measurement method Single reflection ATR method.
- ⁇ Measurement wave number range 4000 cm -1 to 675 cm -1 .
- ⁇ Wavenumber dependence of measurement depth Not corrected.
- - Detector Deuterated triglycine sulfate (DTGS) detector and KBr beam splitter.
- ⁇ Resolution 4cm -1 .
- Number of integrations 16 times (same for background measurement).
- D1410 means the maximum value of the absorbance difference from the baseline (measured absorbance - absorbance of the baseline) in the infrared absorption spectrum curve in the wave number 1410 cm ⁇ 1 ⁇ 5 cm ⁇ 1 region derived from the polyester resin.
- the baseline is a straight line connecting the lowest absorption position at wave number 1400 cm -1 ⁇ 5 cm -1 in the infrared absorption spectrum curve and the lowest absorption position at wave number 1420 cm -1 ⁇ 5 cm -1 in the infrared absorption spectrum curve. .
- D1778 means the maximum value of the absorbance difference from the baseline (measured absorbance - absorbance of the baseline) in the infrared absorption spectrum curve of the polyimide resin in the wave number 1778 cm -1 ⁇ 5 cm -1 region.
- the baseline is a straight line connecting the lowest absorption position at wave number 1760 cm -1 ⁇ 5 cm -1 in the infrared absorption spectrum curve and the lowest absorption position at wave number 1800 cm -1 ⁇ 5 cm -1 in the infrared absorption spectrum curve. . Note that the above standard sample is prepared as follows.
- polyester resin manufactured by Far East Shinseisha Co., Ltd., trade name "CH-653”
- polyimide resin polyetherimide (PEI) resin: SABIC Innovative
- This resin composition is extruded from a nozzle mold (diameter 3.0 mm) attached to the front end of a Laboplast Mill twin-screw extruder.
- the extruded resin composition is immediately cooled in a cooling water bath.
- standard samples (A to I) are prepared by cutting it into small particles with a length of about 2 mm and a diameter of about 3 mm using a pelletizer. .
- the compositions of the standard samples (A to I) are shown in Table 1.
- the mass ratio expressed by polyester resin: polyimide resin is preferably 55:45 to 95:5, more preferably 60:40 to 85:15, and even more preferably 60:40 to 75:25. .
- the thermoplastic resin contained in the expanded particles may contain recycled raw materials.
- Either the polyester resin or the polyimide resin may contain recycled raw materials, or both the polyester resin and the polyimide resin may contain recycled raw materials.
- a part or all of the polyester resin may be a recycled raw material for a polyester resin
- a part or all of the polyimide resin may be a recycled raw material for a polyimide resin.
- recycled raw materials include the following raw materials. 1) Recovered pellets obtained by pulverizing a foam such as foamed particles or foamed particle moldings, remelting the flaky resin using an extruder, extruding it into a strand from a nozzle mold, cooling it, and pelletizing it. 2) Recycled PET obtained by remelting flaky resin obtained by crushing a PET bottle using an extruder, extruding it into a strand from a nozzle mold, cooling it, and pelletizing it.
- phosphorus-based flame retardants include phosphate compounds, polyphosphoric acid compounds, red phosphorus, organic phosphate ester compounds, phosphazene compounds, phosphonic acid compounds, phosphinic acid compounds, phosphine oxide compounds, phosphorane compounds, and phosphoramide compounds. It will be done.
- phosphate compounds include melamine phosphate, guanidine phosphate, ammonium phosphate, ammonium phosphate amide, and carbamate phosphate.
- polyphosphoric acid compounds include melamine polyphosphate, guanidine polyphosphate, ammonium polyphosphate, ammonium polyphosphate amide, and carbamate polyphosphate.
- the phosphorus-based flame retardant various phosphorus-containing compounds can be selected, such as low molecular weight compounds and polymer-type compounds having repeating units. These phosphorus-based flame retardants are included in the mass excluding the total amount of ash and foaming agent. Therefore, in the present invention, the phosphorus-based flame retardant is treated as a part of the thermoplastic resin.
- the phosphorus-based flame retardant may be blended alone into the resin composition, or may be blended into the resin composition as a masterbatch (MB).
- MB masterbatch
- the above-mentioned phosphorus flame retardants may be used alone or in combination of two or more.
- phosphorus-based flame retardants may be used in combination with other flame retardants other than phosphorus-based flame retardants, such as halogen-based flame retardants, nitrogen-based flame retardants, silicon-based flame retardants, and inorganic flame retardants, to the extent that the effects of the present invention are not impaired. You may.
- the content of the phosphorus-based flame retardant is preferably 0.15 to 1.00% by mass, and 0.25 to 0.90% by mass as the phosphorus content (phosphorus element content) based on the total mass of the thermoplastic resin. is more preferable, and even more preferably 0.25 to 0.80% by mass. If the phosphorus content is at least the above lower limit, flame retardancy can be improved. If the phosphorus content is below the above upper limit, moldability can be improved.
- the expanded particles are substantially free of thermosetting resin. "Substantially not containing” means not containing it at all or containing it to an extent that does not affect the quality of the expanded particles.
- the content of the thermosetting resin contained in the expanded particles is preferably 5.0% by mass or less, more preferably 2.0% by mass or less, and 1.0% by mass or less based on 100 parts by mass of the thermoplastic resin. More preferably, 0% by mass is most preferred.
- the thermoplastic resin may include thermoplastic resins (other thermoplastic resins) other than polyester resins and polyimide resins.
- thermoplastic resins include polyolefin resins such as polyethylene and polypropylene, polystyrene resins, polyphenylene ether resins, polyamide resins, polycarbonate resins, polyarylate resins, polyphenylsulfone resins, and polysulfone resins. , polyether sulfone resins, and the like.
- the total proportion of the polyester resin and the polyimide resin is preferably 90% by mass or more, more preferably 95% by mass or more, even more preferably 98% by mass or more, and 99% by mass or more. Particularly preferred.
- the total proportion of the polyester resin and the polyimide resin is at least the above lower limit, the heat resistance strength of the expanded particles can be further increased.
- Foaming agent As the foaming agent, known foaming agents can be used. Foaming agents can be broadly divided into physical foaming agents and chemical foaming agents. Among them, it is preferable to use a physical foaming agent.
- physical blowing agents include saturated aliphatic hydrocarbons such as propane, normal butane, isobutane, normal pentane, isopentane, and hexane, ethers such as dimethyl ether, methyl chloride, 1,1,1,2-tetrafluoroethane, Examples include fluorocarbons such as 1,1-difluoroethane and monochlorodifluoromethane, carbon dioxide, and nitrogen, with dimethyl ether, propane, n-butane, isobutane, carbon dioxide, and nitrogen being preferred. These blowing agents may be used alone or in combination of two or more.
- the content of the blowing agent is not particularly limited, but is preferably, for example, 0.10 to 12 parts by mass based on 100 parts by mass of the thermoplastic resin.
- the expanded particles of this embodiment may contain other components (optional components) other than the thermoplastic resin and the blowing agent.
- Optional ingredients include bubble regulators, stabilizers, ultraviolet absorbers, colorants, antioxidants, crystallization promoters, lubricants, crosslinking agents, surfactants, anti-shrinkage agents, flame retardants, anti-deterioration agents, etc. It will be done.
- crosslinking agent examples include acid dianhydrides such as pyromellitic anhydride, polyfunctional epoxy compounds, oxazoline compounds, and oxazine compounds.
- acid dianhydrides such as pyromellitic anhydride
- polyfunctional epoxy compounds such as pyromellitic anhydride
- oxazoline compounds such as oxazoline compounds
- oxazine compounds such as pyromellitic anhydride
- the content of the crosslinking agent is, for example, preferably 0.080 to 0.80 parts by mass, more preferably 0.15 to 0.50 parts by mass, and 0.20 to 0.45 parts by mass, based on 100 parts by mass of the resin. parts by weight is more preferable, and 0.25 to 0.40 parts by weight is particularly preferable.
- the content of the crosslinking agent is at least the above lower limit, the Z-average molecular weight Mz of the expanded particles can be further increased, and the moldability can be further improved. If the content of the crosslinking agent is below the above upper limit, the foamed particles will be well foamed and the foamed particles will be well heat-fused to each other during in-mold foaming, thereby further improving moldability.
- the bubble control agent is, for example, a mixture of inorganic powders such as talc and silica. These cell regulators increase the closed cell ratio of foamed particles and facilitate the formation of foamed particles.
- the content of the cell regulator is preferably, for example, 0.20 to 5.0 parts by mass based on 100 parts by mass of the thermoplastic resin.
- the stabilizer examples include a calcium-zinc heat stabilizer, a tin-based heat stabilizer, and a lead-based heat stabilizer.
- the content of the stabilizer is preferably 1.0 parts by mass or less, for example, based on 100 parts by mass of the thermoplastic resin.
- the ultraviolet absorber examples include a cesium oxide-based ultraviolet absorber and a titanium oxide-based ultraviolet absorber.
- the content of the ultraviolet absorber is preferably 1.0 parts by mass or less, for example, based on 100 parts by mass of the thermoplastic resin.
- the antioxidant examples include cerium oxide, cerium oxide/zirconia solid solution, cerium hydroxide, carbon, carbon nanotubes, titanium oxide, and fullerene.
- the content of the antioxidant is preferably 1.0 parts by mass or less, for example, based on 100 parts by mass of the thermoplastic resin.
- Colorants include, for example, titanium oxide, carbon black, titanium yellow, iron oxide, ultramarine blue, cobalt blue, calcined pigments, metallic pigments, mica, pearl pigments, zinc oxide, precipitated silica, cadmium red, and the like.
- a Sanitary Council-registered coloring agent is preferable to select from among the above-mentioned colorants.
- the content of the colorant is preferably 2.0 parts by mass or less, for example, based on 100 parts by mass of the thermoplastic resin.
- crystallization promoters examples include silicates, carbon, and metal oxides.
- silicates include talc, which is hydrous magnesium silicate.
- carbon examples include carbon black, carbon nanofibers, carbon nanotubes, carbon nanohorns, activated carbon, graphite, graphene, coke, mesoporous carbon, glassy carbon, hard carbon, and soft carbon.
- Examples include black, acetylene black, Ketjen black, and thermal black.
- metal oxides include zinc oxide and titanium oxide.
- the content of the crystallization promoter is preferably 3.0 parts by mass or less, for example, based on 100 parts by mass of the thermoplastic resin.
- the above-mentioned optional components may be used alone or in combination of two or more.
- the total amount of optional components contained in the expanded particles is preferably 0.10 to 5.0 parts by weight, more preferably 0.50 to 3.0 parts by weight, based on the total weight of the expanded particles.
- Expanded particles exhibit a single glass transition temperature Tg.
- the polyester resin and the polyimide resin are compatible with each other, resulting in a single glass transition temperature Tg. Since the expanded particles have a single glass transition temperature Tg, the glass transition temperature Tg is higher than that of the polyester resin, and the heat resistant strength of the expanded particle molded product increases.
- the glass transition temperature is single means that it is on the lower temperature side than the crystallization peak observed in the second heating process in the heat flux differential scanning calorimetry chart (DSC curve) at a heating rate of 10°C/min. This means that it can be recognized that the glass transition temperature Tg at .
- the glass transition temperature Tg in the temperature range (30 to 300°C) during the second heating process is single.
- the glass transition temperature Tg of the expanded particles is, for example, preferably 80 to 130°C, more preferably 80 to 125°C, even more preferably 80 to 120°C, and particularly preferably 80 to 100°C. If Tg is at least the above lower limit, the heat resistant strength and heating dimensional stability of the expanded particle molded product can be further improved. If Tg is below the above upper limit, the molding cycle can be shortened, productivity can be increased, and moldability can be improved.
- the glass transition temperature Tg of the expanded particles is determined by heat flux differential scanning calorimetry at a heating rate of 10° C./min. Note that the glass transition temperature Tg of the foamed particles can be equated with the glass transition temperature Tg of the thermoplastic resin constituting the foamed particles.
- the absolute value of the difference between the endothermic amount and the calorific value in the expanded particles is preferably 3 to 35 J/g, more preferably 5 to 25 J/g, and even more preferably 7 to 15 J/g. If the endothermic exothermic difference is equal to or greater than the above lower limit, the degree of crystallinity will increase, and the heat resistant strength and heating dimensional stability of the expanded particle molded product will be further improved. If the endothermic exothermic difference is below the above upper limit, the degree of crystallinity will not increase too much, excellent secondary foaming properties and thermal fusion properties will be exhibited, and moldability and mechanical strength will be improved.
- the endothermic/exothermic difference is the difference between the endothermic amount and the exothermic amount determined by heat flux differential scanning calorimetry at a heating rate of 10° C./min. Note that the difference in heat absorption and heat generation in the foamed particles can be equated with the difference in heat absorption and heat generation in the thermoplastic resin that constitutes the foamed particles.
- the size of the expanded particles is appropriately selected depending on the application, and the average particle diameter of the group of expanded particles is, for example, 0.50 to 5.0 mm.
- the average particle diameter of a group of expanded particles is a value expressed by D50. Specifically, using a low-tap type sieve shaker (manufactured by Iida Seisakusho Co., Ltd.), sieve openings of 26.5 mm, 22.4 mm, 19.0 mm, 16.0 mm, 13.2 mm, 11.20 mm, 9.
- the open cell ratio of the expanded particles is preferably 20% or less, more preferably 18% or less, and even more preferably 16% or less.
- the open cell ratio of the expanded particles is determined by the method described in JIS K7138:2006 "Rigid foamed plastics - How to determine open cell ratio and closed cell ratio.”
- the bulk density of the expanded particles is, for example, preferably 0.027 to 0.675 g/cm 3 , more preferably 0.045 to 0.45 g/cm 3 , and even more preferably 0.0675 to 0.27 g/cm 3 . If the bulk density is at least the above lower limit, the buffering force of the foamed particle molded product can be increased. When the bulk density is below the above upper limit, the mechanical strength of the expanded particle molded product can be increased.
- the bulk expansion ratio of the expanded particles is, for example, preferably 2 to 50 times, more preferably 3 to 30 times, even more preferably 5 to 20 times. If the bulk foaming ratio is equal to or higher than the above lower limit, the amount of resin per volume can be further reduced and the buffering force can be increased. When the bulk expansion ratio is below the above upper limit, mechanical strength can be increased.
- the average cell diameter of the expanded particles is, for example, preferably 5 to 500 ⁇ m, more preferably 10 to 400 ⁇ m, even more preferably 20 to 300 ⁇ m. If the average bubble diameter is greater than or equal to the above lower limit, the buffering force can be increased. When the average cell diameter is less than or equal to the above upper limit, mechanical strength can be increased.
- the average cell diameter can be measured according to the ASTM D3576-77 test method.
- the temperature at which the loss tangent tan ⁇ is maximum in solid viscoelasticity measurement at a heating rate of 5°C/min and a frequency of 1Hz is preferably 120 to 230°C, more preferably 130 to 225°C, and 150 to 220°C. More preferred. If the temperature at which the loss tangent tan ⁇ is maximum is equal to or higher than the above lower limit, the temperature at which the foamed particle molded product softens becomes high, and the heat resistance strength of the foamed particle molded product can be further increased.
- the temperature at which the loss tangent tan ⁇ is maximum is below the above upper limit value, the temperature at which the foamed particle molded product softens will not become too high, and moldability can be further improved.
- the temperature at which the loss tangent tan ⁇ of the expanded beads is maximum can be determined by molding a foamed bead molded product and measuring the solid viscoelasticity of the expanded bead molded product.
- the Z average molecular weight Mz of the expanded particles is 2.5 ⁇ 10 5 to 5.0 ⁇ 10 5 , preferably 2.9 ⁇ 10 5 to 5.0 ⁇ 10 5 , and 3.2 ⁇ 10 5 to 5. 0x105 is more preferred. If the Z-average molecular weight Mz of the expanded particles is equal to or greater than the above lower limit, the open cell ratio of the expanded particles can be suppressed and moldability can be improved. When the Z-average molecular weight Mz of the expanded particles is equal to or less than the above upper limit, the expanded particles can be foamed well in in-mold foam molding, and the expanded particles can be thermally fused well to each other, thereby improving moldability.
- the number average molecular weight Mn of the expanded particles is preferably 0.10 ⁇ 10 5 to 0.30 ⁇ 10 5 , more preferably 0.15 ⁇ 10 5 to 0.25 ⁇ 10 5 , and 0.18 ⁇ 10 5 to 0 .23 ⁇ 10 5 is more preferred.
- the number average molecular weight Mn of the expanded particles is at least the above lower limit, impact resistance can be improved.
- the number average molecular weight Mn of the expanded particles is less than or equal to the above upper limit, moldability can be further improved.
- the mass average molecular weight Mw of the expanded particles is preferably 0.50 ⁇ 10 5 to 2.0 ⁇ 10 5 , more preferably 0.70 ⁇ 10 5 to 1.5 ⁇ 10 5 , and 0.80 ⁇ 10 5 to 1 .2 ⁇ 10 5 is more preferred.
- mass average molecular weight Mw of the expanded particles is at least the above lower limit, impact resistance can be improved.
- mass average molecular weight Mw of the expanded particles is less than or equal to the above upper limit, moldability can be further improved.
- the molecular weight distribution of the expanded particles expressed by Mw/Mn is, for example, preferably 3.0 to 7.0, more preferably 3.5 to 6.5, and even more preferably 4.0 to 6.0.
- the molecular weight distribution of the expanded particles is equal to or higher than the above lower limit, impact resistance can be further improved. If the molecular weight distribution of the expanded particles is below the above upper limit, moldability can be further improved.
- the number average molecular weight Mn, the mass average molecular weight Mw, and the Z average molecular weight Mz of the expanded particles are adjusted by a combination of the types and amounts of the raw material polyester resin and raw material polyimide resin, and the type and amount of the crosslinking agent, etc., which will be described later. Note that the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz of the expanded particles can be equated with the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz of the thermoplastic resin constituting the expanded particles.
- the number average molecular weight Mn, the mass average molecular weight Mw and the Z average molecular weight Mz can be measured by the following methods. Take 5 mg of a sample from the measurement target, add 0.5 mL of hexafluoroisopropanol (HFIP) and 0.5 mL of chloroform in this order, and shake gently manually. This was left for a soaking time of 6 ⁇ 1.0 hr. After confirming that the sample is completely dissolved, dilute with chloroform to make 10 mL, and mix by gently shaking manually.
- HFIP hexafluoroisopropanol
- the sample is filtered using a non-aqueous 0.45 ⁇ m chromatographic disk manufactured by GL Sciences, Inc. or a non-aqueous 0.45 ⁇ m syringe filter manufactured by Shimadzu GLC, Inc. to obtain a measurement sample.
- the measurement sample is measured with a chromatograph under the following measurement conditions, and the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz of the sample are determined from a standard polystyrene calibration curve prepared in advance.
- ⁇ measuring device ⁇ - Measuring device manufactured by Tosoh Corporation, "HLC-8320GPC EcoSEC", gel permeation chromatograph (with built-in RI detector and UV detector).
- [GPC measurement conditions] ⁇ Column (sample side) Guard column TSK guardcolumn HXL-H (6.0 mm x 4.0 cm) manufactured by Tosoh Corporation x 1.
- Measurement column 2 TSKgel GMHXL (7.8 mm I.D. x 30 cm) manufactured by Tosoh Corporation in series.
- ⁇ Reference side> 2 resistance tubes (inner diameter 0.1mm x 2m) in series. Column temperature 40°C.
- Mobile phase chloroform.
- Sample side pump 1.0 mL/min.
- Reference side pump 0.5 mL/min.
- Detector UV detector (254 nm).
- Injection volume 15 ⁇ L.
- Measurement time 25 minutes.
- Sampling pitch 500ms.
- Standard polystyrene sample for calibration curve The standard polystyrene samples for the calibration curve have mass average molecular weights Mw of 5,620,000, 3,120,000, and 1 from the product names "STANDARD SM-105" and "STANDARD SH-75" manufactured by Showa Denko K.K. , 250,000, 442,000, 151,000, 53,500, 17,000, 7,660, 2,900, and 1,320 were used.
- the standard polystyrene for the above calibration curve is A (5,620,000, 1,250,000, 151,000, 17,000, 2,900) and B (3,120,000, 442,000, 53,500, 7,660, 1,320).
- the standard polystyrene calibration curve is obtained by injecting 50 ⁇ L of each of the prepared A and B solutions and creating a calibration curve (cubic equation) from the retention times obtained after measurement. Using the calibration curve, the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz are calculated.
- the degree of crystallinity of the expanded particles is preferably 3.0 to 10%, more preferably 3.0 to 9.0%, even more preferably 3.0 to 7.0%.
- the degree of crystallinity of the expanded particles is equal to or higher than the above lower limit, the heat resistance is further improved.
- the degree of crystallinity of the expanded particles is below the above upper limit value, secondary foaming occurs well during in-mold foam molding, and the expanded particles are more firmly heat-fused to each other, increasing the mechanical strength of the expanded particle molded product. It can be further enhanced.
- the degree of crystallinity can be controlled by a combination of the type of crosslinking agent, the amount added, the temperature during production of expanded particles, and the like.
- the method for producing expanded particles of the present invention includes a method in which a resin composition containing a thermoplastic resin and a blowing agent is extruded and foamed to obtain expanded particles, and a method in which a thermoplastic resin is extruded to obtain resin particles.
- More specific methods for producing expanded particles include, for example, the following method. 1) A thermoplastic resin and a foaming agent are supplied to an extruder and melted and kneaded, and the molten resin composition is extruded into the air through a die hole provided at the tip of the extruder to foam it.
- a method of obtaining foamed particles by cutting the foamed spherical particles at the same time and throwing the cut foamed spherical particles into water to cool them. 2) A thermoplastic resin and a foaming agent are supplied to an extruder and melted and kneaded, and the molten resin composition is extruded into water through a die hole provided at the tip of the extruder, foamed, cooled, and extruded. A method of foaming, cooling and cutting at the same time to obtain cut foamed spherical foam particles.
- thermoplastic resin and a foaming agent are supplied to an extruder and melted and kneaded, the molten resin composition is extruded into water through a die hole provided at the tip of the extruder, cooled, and extruded and cooled at the same time.
- Thermoplastic resin is supplied to an extruder, melted and kneaded, the molten thermoplastic resin is extruded into the air through a die hole provided at the tip of the extruder, and cut at the same time as extrusion, resulting in cut spherical pieces.
- Thermoplastic resin was supplied to an extruder and melted and kneaded, and the molten thermoplastic resin was extruded in the form of a strand through a hole in a die provided at the tip of the extruder, and after being extruded, the resin was introduced into water and cooled.
- a method of obtaining columnar resin particles by later cutting into predetermined lengths, impregnating the resin particles with a foaming agent to obtain expandable particles, and heating the expandable particles to obtain expanded particles.
- the expanded particle manufacturing apparatus 10 in FIG. 4 includes an extruder (not shown) and a nozzle mold 1 provided at the tip of the extruder.
- a rotating shaft 2 is connected to the tip of the nozzle mold 1.
- the rotating shaft 2 passes through a front portion 41a of a cooling drum 41 that constitutes a cooling member 4, which will be described later, and is connected to a driving member 3 such as a motor.
- a driving member 3 such as a motor.
- On the front end surface 1a of the nozzle mold 1 a plurality of nozzle outlet portions 11 are formed at equal intervals on the same virtual circle A centered on the rotation axis 2 (see FIG. 5).
- the number of nozzles in the nozzle mold 1 is preferably 2 to 80. When the number of nozzles is one, the production efficiency of foamed particles may decrease. If the number is more than 80, extruded foams extruded from adjacent nozzles may come into contact with each other and coalesce. Further, foamed particles obtained by cutting the extruded foam may coalesce together.
- the number of nozzles is more preferably 5 to 60, particularly preferably 8 to 50.
- the diameter (opening diameter) of the nozzle outlet 11 in the nozzle mold 1 is preferably 0.20 to 2.0 mm.
- the extrusion pressure may become too high and extrusion foaming may become difficult.
- the opening diameter of the outlet portion 11 is more preferably 0.30 to 1.6 mm, particularly preferably 0.40 to 1.2 mm.
- the length of the land portion of the nozzle mold 1 is preferably 4 to 30 times the opening diameter of the outlet portion 11 of the nozzle of the nozzle mold 1. If the length is less than 4 times, fractures may occur and stable extrusion foaming may not be possible. When it is larger than 30 times, too much pressure is applied to the nozzle mold 1, and extrusion foaming may not be possible.
- the length of the land portion is more preferably 5 to 20 times.
- a rotary shaft 2 is disposed in a portion of the front end surface 1a of the nozzle mold 1 surrounded by the nozzle outlet 11 so as to protrude forward.
- One or more rotary blades 5 are integrally provided on the outer peripheral surface of the rear end of the rotary shaft 2, and all the rotary blades 5 are always in contact with the front end surface 1a when rotating. becomes.
- the rotary shaft 2 is provided with a plurality of rotary blades 5 integrally, the plurality of rotary blades 5 are arranged at equal intervals in the circumferential direction of the rotary shaft 2.
- FIG. 5 shows, as an example, a case where four rotary blades 5 are integrally provided on the outer peripheral surface of the rotary shaft 2.
- the foamed particle manufacturing apparatus 10 is provided with a cooling member 4 that surrounds at least the front end surface 1a of the nozzle mold 1 and the rotating shaft 2.
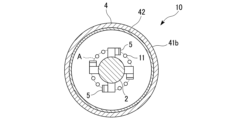
- the cooling member 4 has a bottomed front part 41a having a circular front part 41a having a larger diameter than the nozzle mold 1, and a cylindrical peripheral wall part 41b extending rearward from the outer peripheral edge of the front part 41a.
- a cylindrical cooling drum 41 is provided.
- a supply port 41c for supplying the cooling liquid 42 is formed in a region of the peripheral wall portion 41b facing the outer surface of the nozzle mold 1.
- the supply port 41c penetrates the peripheral wall portion 41b.
- a supply pipe 41d for supplying the cooling liquid 42 into the cooling drum 41 is connected to the supply port 41c on the outer surface of the peripheral wall portion 41b.
- the cooling liquid 42 is configured to be supplied diagonally forward along the inner peripheral surface of the peripheral wall portion 41b of the cooling drum 41 through the supply pipe 41d.
- a discharge port 41e is formed on the lower surface of the front end of the peripheral wall portion 41b.
- the discharge port 41e penetrates the peripheral wall portion 41b.
- a discharge pipe 41f is connected to the discharge port 41e on the outer surface of the peripheral wall portion 41b.
- the extruder is not particularly limited as long as it is a commonly used extruder, and examples thereof include a single screw extruder, a twin screw extruder, and a tandem extruder in which multiple extruders are connected. .
- the cooling liquid 42 is supplied into the cooling drum 41 from the supply pipe 41d through the supply port 41c.
- the supplied cooling liquid 42 moves forward (toward the front portion 41a) in a spiral manner along the inner circumferential surface of the peripheral wall portion 41b due to the centrifugal force accompanying the flow rate at the time of supply.
- the cooling liquid 42 gradually spreads in a direction perpendicular to the traveling direction (that is, in the circumferential direction of the peripheral wall 41b) while traveling along the inner peripheral surface of the peripheral wall 41b.
- the cooling liquid 42 that has spread in the circumferential direction of the peripheral wall portion 41b completely covers the inner peripheral surface of the peripheral wall portion 41b in front of the supply port 41c.
- the cooling liquid 42 is not particularly limited as long as it can cool the expanded particles, and examples thereof include water, alcohol, etc., but water is preferable in consideration of post-use treatment.
- the temperature of the cooling liquid 42 is preferably 10 to 40°C. If the temperature of the cooling liquid is 10° C. or higher, the resin composition can be extruded more smoothly from the outlet portion 11 without excessively cooling the nozzle mold 1 located near the cooling drum 41. If the temperature of the cooling liquid is 40° C. or lower, the particulate cut material can be cooled more quickly.
- the glass transition temperature Tg of the polyester resin (raw material polyester resin) blended into the resin composition is preferably 50 to 100°C, more preferably 60 to 90°C, and even more preferably 70 to 85°C.
- Tg is equal to or higher than the above lower limit, heat-resistant strength and heating dimensional stability can be further improved. If Tg is below the above upper limit, the molding cycle can be shortened, productivity can be increased, and moldability can be improved.
- Moldability means, for example, that when foamed particles are filled into the cavity of a mold and heated to cause secondary foaming, the shape can be approximated to a desired shape, and the closer the shape is to the desired shape, the more , moldability is "good".
- the melting point of the raw material polyester resin is preferably 230 to 270°C, more preferably 240 to 260°C, even more preferably 245 to 255°C.
- the melting point is equal to or higher than the above lower limit, heat-resistant strength and heating dimensional stability can be further improved. If the melting point is below the above upper limit, the molding cycle can be shortened to increase productivity and moldability.
- the intrinsic viscosity (IV value) of the raw material polyester resin is preferably 0.50 to 1.5, more preferably 0.60 to 1.3, and even more preferably 0.70 to 1.2. If the IV value is greater than or equal to the above lower limit value, foam breakage during foaming is suppressed and the open cell ratio can be further reduced. If the IV value is below the above upper limit, the density can be lowered, the surface of the expanded particle molded product can be made smoother, and the beauty of the appearance can be improved.
- the IV value can be measured by the method of JIS K7367-5 (2000).
- the number average molecular weight Mn of the raw material polyester resin is preferably 0.050 ⁇ 10 5 to 0.40 ⁇ 10 5 , more preferably 0.10 ⁇ 10 5 to 0.35 ⁇ 10 5 , and 0.15 ⁇ 10 5 ⁇ 0.30 ⁇ 10 5 is more preferable.
- the number average molecular weight Mn of the raw material polyester resin is at least the above lower limit, impact resistance can be improved.
- the number average molecular weight Mn of the raw material polyester resin is below the above upper limit, heat resistance can be further improved.
- the mass average molecular weight Mw of the raw material polyester resin is preferably 0.30 ⁇ 10 5 to 1.3 ⁇ 10 5 , more preferably 0.40 ⁇ 10 5 to 1.2 ⁇ 10 5 , and 0.50 ⁇ 10 5 ⁇ 1.2 ⁇ 10 5 is more preferable.
- impact resistance can be further improved.
- the Z average molecular weight Mz of the raw material polyester resin is preferably 0.20 ⁇ 10 5 to 2.5 ⁇ 10 5 , more preferably 0.30 ⁇ 10 5 to 2.0 ⁇ 10 5 , and 0.90 ⁇ 10 5 ⁇ 1.8 ⁇ 10 5 is more preferable. Heat resistance can be improved if the Z average molecular weight Mz of the raw material polyester resin is at least the above lower limit. When the Z average molecular weight Mz of the raw material polyester resin is less than or equal to the above upper limit, moldability can be improved.
- the molecular weight distribution of the raw polyester resin represented by Mw/Mn is preferably 1.5 to 5.0, more preferably 2.0 to 4.0, and even more preferably 2.5 to 3.5.
- Mw/Mn of the raw material polyester resin is within the above range, moldability can be further improved.
- the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz of the raw material polyester resin can be measured in the same manner as the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz of the expanded particles.
- the glass transition temperature Tg of the polyimide resin (raw material polyimide resin) blended into the resin composition is preferably 190 to 240°C, more preferably 200 to 230°C, and even more preferably 210 to 220°C.
- the glass transition temperature Tg of the raw material polyimide resin is equal to or higher than the above lower limit, heat-resistant strength and heat resistance can be further improved.
- the glass transition temperature Tg of the raw material polyimide resin is below the above upper limit, the molding cycle can be shortened, productivity can be increased, and moldability can be improved.
- the melt flow rate (MFR) of the raw material polyimide resin is preferably 3.0 to 30 g/10 minutes, more preferably 5.0 to 25 g/10 minutes, and even more preferably 7.0 to 20 g/10 minutes.
- MFR of the raw material polyimide resin is equal to or higher than the above lower limit, the molding cycle can be shortened, productivity can be increased, and moldability can be improved.
- MFR is less than or equal to the above upper limit, heat-resistant strength and heat resistance can be further improved.
- the number average molecular weight Mn of the raw material polyimide resin is preferably 0.10 ⁇ 10 5 to 0.50 ⁇ 10 5 , more preferably 0.15 ⁇ 10 5 to 0.30 ⁇ 10 5 , and 0.20 ⁇ 10 5 ⁇ 0.25 ⁇ 10 5 is more preferable.
- Impact resistance can be further improved when the number average molecular weight Mn of the raw material polyimide resin is at least the above lower limit.
- Moldability can be further improved when the average molecular weight Mn of the raw material polyimide resin is below the above upper limit.
- the mass average molecular weight Mw of the raw material polyimide resin is preferably 0.20 ⁇ 10 5 to 0.80 ⁇ 10 5 , more preferably 0.30 ⁇ 10 5 to 0.70 ⁇ 10 5 , and 0.40 ⁇ 10 5 ⁇ 0.60 ⁇ 10 5 is more preferable. Impact resistance can be further improved when the mass average molecular weight Mw of the raw material polyimide resin is at least the above lower limit. When the mass average molecular weight Mw of the raw material polyimide resin is less than or equal to the above upper limit, moldability can be further improved.
- the Z average molecular weight Mz of the raw material polyimide resin is preferably 0.40 ⁇ 10 5 to 1.2 ⁇ 10 5 , more preferably 0.50 ⁇ 10 5 to 1.0 ⁇ 10 5 , and 0.60 ⁇ 10 5 ⁇ 0.90 ⁇ 10 5 is more preferable. Heat resistance can be improved if the Z average molecular weight Mz of the raw material polyimide resin is at least the above lower limit. When the Z average molecular weight Mz of the raw material polyimide resin is less than or equal to the above upper limit, moldability can be improved.
- the molecular weight distribution of the raw material polyimide resin expressed by Mw/Mn is preferably 1.0 to 3.0, more preferably 1.5 to 2.5, and even more preferably 2.0 to 2.5.
- Mw/Mn of the raw material polyimide resin is within the above range, moldability can be further improved.
- the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz of the raw material polyimide resin can be measured in the same manner as the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz of the expanded particles.
- These resin compositions are extruded from the outlet portion 11 of the nozzle while rotating the rotary blade 5.
- the resin composition is extruded from the nozzle mold 1 to become an extruded foam, and is cut by the rotary blade 5 to become particulate cut products. All the rotary blades 5 rotate while constantly in contact with the front end surface 1a, and the extruded foam extruded from the nozzle mold 1 is between the rotary blades 5 and the edge of the outlet part 11 of the nozzle. Due to the resulting shear stress, the cut pieces are cut in the atmosphere at regular time intervals to become particulate cut pieces. At this time, water may be sprayed onto the extruded foam in the form of a mist as long as the cooling of the extruded foam is not excessive.
- the resin composition is prevented from foaming.
- the resin composition is not yet foamed, and starts foaming after a short period of time has passed after being discharged. Therefore, the extruded foam consists of an unfoamed portion immediately after being discharged from the outlet 11 of the nozzle, and a foamed portion that is in the middle of foaming and is continuous with the unfoamed portion and is extruded before the unfoamed portion.
- the unfoamed portion maintains its state from the time the foam is discharged from the outlet 11 of the nozzle until the foaming starts.
- the time period during which this unfoamed area is maintained can be adjusted by adjusting the resin pressure at the outlet 11 of the nozzle, the amount of foaming agent, and the like. If the resin pressure at the nozzle outlet 11 is high, the resin composition will not foam immediately after being extruded from the nozzle mold 1, but will maintain an unfoamed state.
- the discharge pressure of the thermoplastic resin at the nozzle outlet 11 can be adjusted by adjusting the opening diameter of the nozzle outlet 11, the extrusion amount, and the melt viscosity and melt tension of the resin composition.
- the amount of foaming agent to an appropriate amount, it is possible to prevent the thermoplastic resin composition from foaming inside the nozzle mold 1 and to form an unfoamed portion reliably.
- the rotation speed of the rotary blade 5 is preferably 2000 to 10000 rpm, more preferably 2000 to 9000 rpm, and particularly preferably 2000 to 8000 rpm. If the rotational speed is equal to or higher than the above lower limit, the extruded foam can be cut more reliably by the rotary blade 5, coalescence can be prevented, and the expanded particles can be made into a more uniform shape. If the rotational speed is below the upper limit value, sufficient time is ensured for the cooling liquid to reach the cooling liquid 42, which will be described later, and the bulk expansion ratio can be further increased.
- the particulate cut material P cut by the rotary blade 5 is scattered toward the inner wall of the cooling drum 41 at the same time as it is cut due to the cutting stress caused by the rotary blade 5, and the inner circumferential surface of the peripheral wall portion 41b is It impinges on the covering cooling liquid 42.
- the particulate cut material continues to foam until it collides with the cooling liquid 42, and the particulate cut material grows into a substantially spherical shape due to the foaming. Therefore, the obtained expanded particles are approximately spherical.
- the particulate cut material is immediately cooled by the cooling liquid 42, thereby preventing the particulate cut material from foaming excessively. , foamed particles with a desired bulk expansion ratio can be obtained.
- the cut particulate material is cooled immediately after cutting the extruded foam, an increase in the degree of crystallinity of the foamed particles is suppressed. Therefore, the expanded particles exhibit excellent secondary foaming properties and thermal fusion properties, and the obtained expanded particle molded product has excellent mechanical strength. Furthermore, by increasing the crystallinity of the expanded particle molded product during in-mold foam molding, the heating dimensional stability can be further enhanced.
- the foamed particles cooled by the cooling liquid 42 flow into the discharge pipe 41f through the discharge port 41e together with the cooling liquid 42, and are discharged to the outside of the cooling drum 41.
- the discharged expanded particles are separated from the cooling liquid 42 and dried if necessary.
- a conventionally known solid-liquid separation method such as passing through a sieve can be used.
- thermoplastic resin foam particle molded product The thermoplastic resin expanded particle molded article (expanded particle molded article) of this embodiment is obtained by foaming expanded particles and fusing them together.
- foamed particle molded product examples include parts for transportation equipment such as automobiles, railway vehicles, aircraft, and ships, cushioning materials and casings for electrical products, transportation containers, packaging materials, structural members, and heat insulating materials.
- automobile parts include battery cases, battery trays, members used near the engine, exterior materials, heat insulating materials, and the like.
- the members of a railway vehicle include a seat core material, an exterior material, a heat insulating material, and the like.
- the size of the expanded particle molded product is not particularly limited, and is appropriately determined in consideration of the intended use.
- the content ratio of the polyester resin to the thermoplastic resin of the expanded particle molded product is the same as the content ratio of the polyester resin to the thermoplastic resin of the expanded particles.
- the content ratio of the polyimide resin to the thermoplastic resin of the expanded particle molded product is the same as the content ratio of the polyimide resin to the thermoplastic resin of the expanded particle.
- the content ratio of the polyimide resin in the foamed particle molded product is determined by slicing the foamed particle molded product into arbitrary thicknesses (for example, 0.2 mm) along the direction perpendicular to the thickness direction (plane direction) from the surface. It can be measured in the same manner as the content ratio of polyimide resin in expanded particles using as a measurement sample.
- the expanded particle molded body exhibits a single glass transition temperature Tg.
- the polyester resin and the polyimide resin are compatible with each other, resulting in a single glass transition temperature Tg.
- Tg glass transition temperature
- the glass transition temperature Tg of the expanded particle molded product is, for example, preferably 80 to 130°C, more preferably 80 to 125°C, even more preferably 80 to 120°C, and particularly preferably 80 to 100°C.
- Tg is equal to or higher than the above lower limit, the heat resistant strength and heating dimensional stability of the expanded particle molded product can be further improved. If Tg is below the above upper limit, moldability will be improved and the appearance will be beautifully finished.
- the endothermic/exothermic difference of the expanded particle molded product is preferably 3.0 to 35 J/g, more preferably 10 to 30 J/g, and even more preferably 15 to 28 J/g. If the endothermic exothermic difference is greater than or equal to the above lower limit, the degree of crystallinity will increase and the heated dimensional stability of the expanded particle molded product will be enhanced. If the endothermic exothermic difference is below the above upper limit, the degree of crystallinity will not increase too much and the impact resistance of the expanded particle molded product can be improved.
- the endothermic/exothermic difference is the difference between the endothermic amount and the exothermic amount determined by heat flux differential scanning calorimetry at a heating rate of 10° C./min.
- the Z average molecular weight Mz of the expanded particle molded product is 2.5 ⁇ 10 5 to 5.0 ⁇ 10 5 , preferably 2.9 ⁇ 10 5 to 5.0 ⁇ 10 5 , and 3.2 ⁇ 10 5 to 5.0 ⁇ 10 5 is more preferable. If the Z-average molecular weight Mz of the expanded particle molded product is equal to or higher than the above lower limit, the open cell ratio can be further reduced and moldability can be improved. If the Z-average molecular weight Mz of the expanded particle molded product is below the above upper limit value, the expansion ratio can be further increased, and the expanded particles can be thermally fused well to each other, thereby improving moldability.
- the number average molecular weight Mn of the expanded particle molded product is preferably 0.10 ⁇ 10 5 to 0.30 ⁇ 10 5 , more preferably 0.15 ⁇ 10 5 to 0.25 ⁇ 10 5 , and 0.18 ⁇ 10 5 ⁇ 0.23 ⁇ 10 5 is more preferable.
- the number average molecular weight Mn of the expanded particle molded product is equal to or higher than the above lower limit, impact resistance can be improved.
- the number average molecular weight Mn of the expanded particle molded product is below the above upper limit, moldability can be further improved.
- the mass average molecular weight Mw of the expanded particle molded product is preferably 0.50 ⁇ 10 5 to 2.0 ⁇ 10 5 , more preferably 0.70 ⁇ 10 5 to 1.5 ⁇ 10 5 , and 0.80 ⁇ 10 5 ⁇ 1.2 ⁇ 10 5 is more preferable.
- mass average molecular weight Mw of the expanded particle molded product is equal to or higher than the above lower limit, impact resistance can be improved.
- mass average molecular weight Mw of the expanded particle molded product is less than or equal to the above upper limit, moldability can be further improved.
- the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz of the expanded particle molded product can be measured in the same manner as the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz of the expanded particle.
- the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz of the expanded particle molded product are adjusted by a combination of the types and amounts of the raw material polyester resin and raw material polyimide resin, and the type and amount of the crosslinking agent.
- the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz of the expanded particle molded product are the same as the number average molecular weight Mn, mass average molecular weight Mw, and Z average molecular weight Mz of the thermoplastic resin constituting the expanded particle molded product. I can see it.
- the temperature at which the loss tangent tan ⁇ is maximum in solid viscoelasticity measurement at a heating rate of 5° C./min and a frequency of 1 Hz is preferably 120 to 230° C., more preferably 130 to 225° C., and 150 to 220° C. C. is more preferred. If the temperature at which the loss tangent tan ⁇ is maximum is equal to or higher than the above lower limit, the temperature at which the foamed particle molded product softens becomes high, and the heat resistance strength of the foamed particle molded product can be further increased. If the temperature at which the loss tangent tan ⁇ is maximum is below the above upper limit value, the temperature at which the foamed particle molded product softens will not become too high, and moldability can be further improved.
- the open cell ratio of the expanded particle molded product is, for example, preferably 20% or less, more preferably 18% or less, and even more preferably 16% or less.
- the open cell ratio of the expanded particle molded product is determined by the method described in JIS K7138:2006 "Rigid foamed plastics - How to determine the open cell ratio and closed cell ratio".
- the apparent density of the expanded particle molded product is, for example, preferably 0.027 to 0.675 g/cm 3 , more preferably 0.045 to 0.45 g/cm 3 , and still more preferably 0.0675 to 0.27 g/cm 3 preferable.
- the apparent density of the expanded particle molded product is equal to or higher than the above lower limit, the impact resistance of the expanded particle molded product can be further improved.
- the apparent density of the expanded particle molded product is less than or equal to the above upper limit value, the expanded particle molded product can be made more lightweight.
- the expansion ratio of the expanded particle molded product is, for example, preferably 2 to 50 times, more preferably 3 to 30 times, even more preferably 5 to 20 times.
- the expansion ratio of the foamed bead molded product is equal to or higher than the above lower limit, the impact resistance of the expanded bead molded product can be further improved.
- the expansion ratio of the expanded bead molded product is below the above upper limit value, the mechanical strength of the expanded bead molded product can be further increased.
- the average cell diameter of the expanded particle molded product is, for example, preferably 5.0 to 500 ⁇ m, more preferably 10 to 400 ⁇ m, and even more preferably 20 to 300 ⁇ m.
- the average cell diameter of the expanded particle molded product is equal to or larger than the above lower limit, the impact resistance of the expanded particle molded product can be further improved.
- the average cell diameter of the expanded particle molded product is below the above upper limit value, the surface smoothness of the expanded particle molded product can be further improved.
- the average cell diameter of the expanded particle molded product can be measured according to the method described in ASTM D2842-69.
- the flame retardancy (flame retardant grade of UL94 standard) measured according to the UL-94 vertical method (11 mm vertical combustion test) is preferably V-2 or higher, more preferably V-1 or higher.
- V-0 is more preferable.
- the flame retardant grade of the expanded particle molded product can be adjusted by adjusting the content of polyimide resin, the content of phosphorus flame retardant, and the like. For example, by setting the content of polyimide resin to 25% by mass or more with respect to the total mass of the thermoplastic resin, flame retardance can be further improved and V-1 or higher can be more reliably achieved. Note that the flame retardant grades of the UL94 standard increase in the order of V-2, V-1, and V-0.
- a foamed particle molded article using foamed particles can be manufactured by a conventionally known manufacturing method.
- Examples of the method for producing the expanded particle molded product include the following method. 1) Fill a mold with foamed particles (bulk expansion ratio: 2 to 50 times), heat the foamed particles, and fuse the foamed particles to form secondary foamed particles, resulting in in-mold foaming. A method of forming expanded particle molded bodies (expansion ratio: 2 to 50 times) by molding (thermal molding process). 2) Pre-foamed particles are heated to a desired bulk expansion ratio (bulk expansion ratio: 2 to 50 times) (pre-foaming step), and the pre-expanded particles are filled into a mold. A method (thermal molding process) of heating and secondary foaming the pre-expanded particles to form secondary foamed particles and fusing them to form an expanded particle molded body (expansion ratio: 2 to 50 times) by in-mold foam molding. .
- An example of a method for secondary foaming is a method of heating the inside of a mold cavity with steam.
- the temperature for secondary foaming is preferably, for example, 100 to 180°C.
- the time for secondary foaming ie, the time for supplying steam to the mold
- water vapor may be supplied into the cavity from the female mold side, water vapor may be supplied into the cavity from the male mold side, or these may be performed alternately.
- the secondary foaming power of the foamed particles may be improved by impregnating the foamed particles with an inert gas or air (hereinafter referred to as inert gas, etc.) (inner pressure imparting step).
- examples of the inert gas include carbon dioxide, nitrogen, helium, and argon.
- a method of impregnating the foamed particles with an inert gas, etc. for example, there is a method of impregnating the foamed particles with an inert gas, etc. by placing the foamed particles in an atmosphere of an inert gas or the like having a pressure higher than normal pressure.
- the foamed particles may be impregnated with an inert gas or the like before being filled into the mold, but the foamed particles may be impregnated with an inert gas or the like by placing the entire mold in an atmosphere such as an inert gas after the foamed particles are filled into the mold.
- the inert gas is nitrogen
- the expanded particles may be left in a nitrogen atmosphere at a gauge pressure (based on atmospheric pressure) of 0.1 to 2 MPa for 20 minutes to 24 hours.
- the crystallinity of the thermoplastic resin may be increased by further heating the expanded particle molded body in the mold (heat retention step).
- thermoplastic resin expanded particle molded article of the present invention is suitable for, for example, motorcycles, electric bicycles, electrical components of automobiles, and heat-resistant parts for automobiles. Among them, it is suitably used as internal parts of hard disks, which require precision molding, and electrical parts of motorcycles, electric bicycles, and automobiles.
- Examples of electrical components for motorcycles, electric bicycles, and automobiles include battery cases and battery cases.
- Heat-resistant parts for automobiles include, for example, alternator terminals, alternator connectors, IC regulators, potentiometer bases for light dialers, various valves such as exhaust gas valves, engine cooling water joints, carburetor main bodies, carburetor spacers, exhaust gas sensors, and cooling water.
- Sensor oil temperature sensor, brake pad wear sensor, throttle position sensor, crankshaft position sensor, air flow meter, brake pad wear sensor, air conditioner thermostat base, heating hot air flow control valve, radiator motor brush holder, water pump impeller , turbine vanes, wiper motor related parts, dust tributers, starter switches, starter relays, transmission wire harnesses, window washer nozzles, air conditioner panel switch boards, fuel-related electromagnetic valve coils, fuse connectors, horn terminals, electrical components Parts such as insulating plates, step motor rotors, brake pistons, solenoid bobbins, igniter cases, wheel caps, lamp sockets, lamp housings, lamp extensions, lamp reflectors, etc. are suitable.
- the foamed resin composite includes the foamed particle molded article of the present invention and a fiber-reinforced resin layer (skin material) provided on at least a portion of the surface of the expanded particle molded article.
- Foamed resin composites have excellent heat resistance and mechanical strength, and can be widely used as members for constructing transportation equipment.
- foamed resin composites can be used as construction materials, wind turbine blades, robot arms, electronic product casings, cushioning materials for helmets, agricultural boxes, transport containers such as thermal and cold containers, industrial helicopter rotor blades, and parts packaging materials. It can also be suitably used as Examples of transportation equipment components include structural members that constitute the main bodies of transportation equipment such as automobiles, railway vehicles, aircraft, and ships.
- Examples of structural members constituting the main body of an automobile include door panels, door inners, bumpers, fenders, fender supports, engine covers, roof panels, trunk lids, floor panels, center tunnels, crash boxes, cowls, and the like.
- a resin composite is used for a door panel that has conventionally been made of steel plates, it will have approximately the same rigidity as a door panel made of steel plates and will be significantly lighter, making it possible to reduce the weight of automobiles.
- Structural members constituting the main body of a railway vehicle include a back shell, a table, a leg rest, a wall panel, a floor panel, and the like.
- the foamed resin composite 100 in FIG. 7 includes a flat foamed particle molded body (foamed layer) 102 and fiber-reinforced resin layers 104 provided on both sides of the foamed particle molded body 102.
- the foamed layer 102 is the foamed particle molded article of the present invention described above.
- the fibers constituting the fiber-reinforced resin layer 104 are not particularly limited, and include, for example, carbon fibers, glass fibers, aramid fibers, boron fibers, metal fibers, and the like. Among these, carbon fibers, glass fibers, and aramid fibers are preferred, and carbon fibers are more preferred because they have excellent mechanical strength and heat resistance.
- the form of the fibers is not particularly limited, and examples include woven fabrics, knitted fabrics, non-woven fabrics, fiber bundles (strands) of fibers aligned in one direction, stitched with synthetic resin threads such as polyamide resin and polyester resin, or glass fiber threads.
- Examples include face materials that are bound (stitched) with thread.
- Examples of weaving methods for the fabric include plain weave, twill weave, and satin weave.
- the fibers are (1) a multilayer panel material made by laminating multiple sheets of woven, knitted or non-woven fabrics or any combination thereof; (2) a fiber bundle (strand) of fibers aligned in one direction made of polyamide resin; Multiple sheets of face material bound (stitched) with synthetic resin threads such as polyester resin or stitch threads such as glass fiber threads are stacked and stacked so that the fiber directions of the fiber bundles are oriented in different directions. It may be a multi-layered surface material in which the surface materials are integrated (sewn together) with synthetic resin threads such as polyamide resin or polyester resin or stitch threads such as glass fiber threads.
- thermosetting resins examples include uncured thermosetting resins and thermoplastic resins.
- Thermosetting resins are not particularly limited, and include, for example, epoxy resins, unsaturated polyester resins, phenol resins, melamine resins, polyurethane resins, silicone resins, maleimide resins, vinyl ester resins, cyanate ester resins, maleimide resins, and cyanide resins. Examples include resins obtained by prepolymerizing acid ester resins. Epoxy resins and vinyl ester resins are preferred because they have excellent heat resistance, elastic modulus, and chemical resistance.
- the thermosetting resin may contain additives such as a curing agent and a curing accelerator.
- thermosetting resin may be used alone or in combination of two or more types.
- the thermoplastic resin is not particularly limited, and examples thereof include polyolefin resins such as polyethylene resins and polypropylene resins, acrylic resins, polyester resins, polyamide resins, and polycarbonate resins.
- the resin content of the fiber-reinforced resin layer 104 is preferably 20 to 70% by mass, more preferably 30 to 60% by mass, based on the total mass of the fiber-reinforced resin layer 104. If the content of the resin is equal to or higher than the above lower limit, the bonding between the fibers will further increase, and the mechanical strength of the resulting foamed resin composite will further increase. If the resin content is below the above upper limit, the amount of resin present between the fibers will not become too large, the mechanical strength of the fiber reinforced resin layer 104 will increase, and the mechanical strength of the resulting foamed resin composite will increase. It increases.
- the method for impregnating fibers with resin is not particularly limited, and examples include (1) a method of immersing fibers in resin, (2) a method of applying resin to fibers, and the like.
- the materials of the fiber-reinforced resin layers located on both sides of the expanded particle molded product may be the same or different.
- the thickness of the fiber reinforced resin layer 104 is, for example, preferably 0.10 to 5.0 mm, more preferably 0.30 to 3.0 mm. If the thickness of the fiber-reinforced resin layer 104 is at least the above lower limit, the mechanical strength of the foamed resin composite 100 can be further increased. If the thickness of the fiber-reinforced resin layer 104 is equal to or less than the above upper limit, the weight of the foamed resin composite 100 can be further reduced. In this embodiment, the thicknesses of the fiber-reinforced resin layers 104 located on both sides of the expanded particle molded body 102 may be the same or different.
- the method of providing the fiber-reinforced resin layer 104 on the surface of the expanded particle molded product 102 is not particularly limited, and includes, for example, (1) laminating the fiber-reinforced resin layer 104 on the surface of the expanded particle molded product 102 via an adhesive; (2) A fiber-reinforced resin layer 104 impregnated with a thermoplastic resin is laminated on the surface of the expanded particle molded body 102, and the surface of the expanded particle molded body 102 is fiber-reinforced using the thermoplastic resin as a binder.
- Method for joining the resin layer 104 (3) Laminating the fiber reinforced resin layer 104 impregnated with an uncured thermosetting resin on the surface of the expanded particle molded body 102, and using the cured thermosetting resin as a binder.
- the fiber-reinforced resin layer 104 can be integrally provided on the surface of the expanded particle molded body 102.
- the method for joining the fiber reinforced resin layer 104 to the surface of the expanded particle molded body 102 include an autoclave method, a hand lay-up method, a spray-up method, a PCM (Prepreg Compression Molding) method, an RTM (Resin Transfer Molding) method, Examples include VaRTM (Vacuum assisted Resin Transfer Molding) method.
- the foamed resin composite of the above-described embodiment has a flat expanded particle molded body
- the present invention is not limited thereto, and the shape of the expanded particle molded body can be determined as appropriate depending on the application. That is, the shape of the foamed resin composite can be determined as appropriate depending on the application.
- the fiber-reinforced resin layer is provided on both sides of the expanded particle molded product, but the present invention is not limited to this, and the fiber-reinforced resin layer is provided only on one side of the expanded particle molded product. Alternatively, the fiber-reinforced resin layer may be provided only on a part of the surface of the expanded particle molded product.
- the expanded particle molded article of this embodiment contains a polyester resin, it can improve heating dimensional stability and heat resistance. Since the expanded particles of this embodiment contain a polyimide-based resin, the glass transition temperature Tg can be increased and the heat resistance strength can be increased. Therefore, a foamed particle molded article obtained by heat-molding expanded particles has excellent heat resistance strength. In addition, since the expanded particle molded article of this embodiment has a polyimide resin content within a specific range, it has excellent moldability while increasing heat resistance strength. Furthermore, since the expanded particle molded article of this embodiment contains a specific amount of phosphorus-based flame retardant, it has excellent flame retardancy and excellent moldability.
- the content of the polyimide resin is 30 to 40% by mass based on the total mass of the thermoplastic resin,
- the content of phosphorus is 0.30 to 0.66% by mass with respect to the total mass of the thermoplastic resin,
- the crystallinity of the expanded thermoplastic resin particles is 3.3 to 6.3%.
- it is more preferable that the open cell ratio of the expanded thermoplastic resin particles is 3.4 to 16%. According to the above aspect, particularly excellent moldability, heating dimensional change rate, combustion test, and flame retardance can be achieved.
- PET (Raw materials used) ⁇ Polyester resin> - PET (A): Manufactured by Lotte Chemical Co., Ltd., trade name "BCB80", glass transition temperature Tg: 78.7°C, melting point: 247.2°C, IV value: 0.80, biomass degree: 30%. - PET (B): manufactured by Mitsui Chemicals, trade name "SA-135", glass transition temperature Tg: 75.0°C, melting point: 247.0°C, IV value: 0.82, biomass degree: 0%.
- ⁇ Phosphorous flame retardant> - Flame retardant (a): PET masterbatch containing flame retardant, manufactured by Toyo Color Co., Ltd., trade name "NF POLY 1450 MB", phosphorus content: 4.4% by mass. - Flame retardant (b): PET masterbatch containing flame retardant, manufactured by Toyo Color Co., Ltd., trade name "NF POLY 1477 MB", phosphorus content: 3.0% by mass. - Flame retardant (c): Flame retardant, manufactured by Teijin, trade name "Fire Guard FCX-210", phosphorus content: 15% by mass.
- the bulk expansion ratio of the expanded particles was determined by determining the density of the thermoplastic resin from the blending ratio of each example, and dividing the density of the thermoplastic resin by the obtained bulk density of the expanded particles. Note that the following values were used for the density of each resin.
- -PET 1.35g/cm 3 .
- -PEI 1.28g/cm 3 .
- -Flame retardant MB 1.35g/cm 3 .
- the expansion ratio of the expanded particle molded article was determined by determining the density of the thermoplastic resin from the blending ratio of each example, and dividing the density of the thermoplastic resin by the density of the obtained expanded particle molded article. In addition, the following values were used for the density of each resin.
- -PET 1.35g/cm 3 .
- -PEI 1.28g/cm 3 .
- -Flame retardant MB 1.35g/cm 3 .
- the open cell rate of the expanded particles was measured by the following method. First, a sample cup of a volumetric air comparison type hydrometer was prepared, and the total mass A (g) of foamed particles in an amount that filled about 80% of the sample cup was measured. Next, the volume B (cm 3 ) of the entire foamed particles was measured using a hydrometer using a 1-1/2-1 atm pressure method. For the measurement, a "volume measuring air comparison hydrometer model 1000" manufactured by Tokyo Science Co., Ltd. was used. A container made of wire mesh was prepared, the container made of wire mesh was immersed in water, and the mass C (g) of the container made of wire mesh in a state of being immersed in water was measured.
- ⁇ Glass transition temperature Tg> The glass transition temperature Tg was measured by the method described in JIS K7121:1987 and JIS K7121:2012. However, the sampling method and temperature conditions were as follows. 5.5 ⁇ 0.5 mg of the sample cut out from the foamed particles or the foamed particle molded product was filled into the bottom of an aluminum measurement container so as not to leave any gaps, and then the aluminum lid was placed. Next, differential scanning calorimetry analysis was performed using a differential scanning calorimeter "DSC7000X, AS-3" manufactured by Hitachi High-Tech Science Co., Ltd. Under a nitrogen gas flow rate of 20 mL/min, the sample was heated and cooled in steps 1 to 4 below to obtain a DSC curve.
- DSC7000X differential scanning calorimeter
- Step 1 Hold at 30°C for 2 minutes.
- Step 2 Raise the temperature from 30°C to 300°C at a rate of 10°C/min (first temperature raising process) and hold for 10 minutes.
- Step 3 Take out the sample immediately and leave it to cool in an environment of 25 ⁇ 10°C.
- Step 4 Raise the temperature from 30°C to 300°C at a rate of 10°C/min (second temperature raising process). Note that alumina was used as a reference material. Using analysis software attached to the apparatus, the temperatures at the top of the melting peak and crystallization peak observed during the second heating process were read and used as the melting point and crystallization temperature.
- the midpoint glass transition temperature was calculated from the DSC curve observed during the second heating process using analysis software attached to the apparatus. This midpoint glass transition temperature was determined from the standard (9.3).
- the glass transition temperature Tg is the glass transition temperature Tg at a temperature lower than the crystallization peak observed in the second heating process in the heat flux differential scanning calorimetry chart (DSC curve) at a heating rate of 10°C/min. did. However, if no crystallization peak was observed in the second temperature raising process, the glass transition temperature Tg in the temperature range (30 to 300°C) of the second temperature raising process was adopted.
- Step 1 Under a nitrogen gas flow rate of 20 mL/min, the sample was heated and cooled in steps 1 and 2 below to obtain a DSC curve.
- Step 2) Hold at 30°C for 2 minutes.
- Step 2) Raise the temperature from 30°C to 300°C at a rate of 10°C/min (first temperature raising process).
- Alumina was used as the reference material at this time.
- the endothermic amount (a) and the calorific value (b) were calculated using analysis software attached to the device. Specifically, as shown in FIG.
- the amount of heat absorption (a) is determined by a straight line connecting the point where the DSC curve departs from the baseline on the low temperature side and the point where the DSC curve returns to the baseline on the high temperature side, It was calculated from the area surrounded by the DSC curve.
- the calorific value (b) was calculated from a straight line connecting the point where the DSC curve departs from the baseline on the low temperature side and the point where the DSC curve returns to the high temperature side, and the area of the portion surrounded by the DSC curve. Crystallinity is determined by the following method. First, the difference between the endothermic amount (a) and the calorific value (b) is determined.
- Crystallinity (%) (endothermic amount (a) (J/g) - calorific value (b) (J/g))/140.1 (J/g) x 100... (s4)
- the phosphorus content of the foamed particles or the foamed particle molded product was determined by an order analysis method of fluorescent X-ray analysis.
- the intensity of phosphorus was measured using a fluorescent X-ray measuring device "ZSX Primus IV" manufactured by Rigaku Co., Ltd. under the following conditions, and the content of phosphorus relative to the total mass of the thermoplastic resin was determined by an order analysis method.
- About 0.5 g of the object to be measured was formed into a thin film using a hot press molding machine, and placed in a 30 mm diameter sample case attached to the apparatus to serve as a measurement sample.
- the heating dimensional change rate of the foamed particle molded product was measured by method B described in JIS K6767:1999 "Foamed plastic - polyethylene - test method”.
- a test piece having a square planar shape of 150 mm on a side and a thickness equal to the thickness of the foamed bead molded product was cut out from the expanded bead molded product.
- Three 100 mm straight lines parallel to each other were drawn at 50 mm intervals in the longitudinal and lateral directions at the center of the test piece. The lengths of three straight lines were measured in each of the vertical and horizontal directions, and their arithmetic average value L0 was taken as the initial dimension.
- the test piece was left in a hot air circulation dryer set at 180° C. for 168 hours to perform a heating test. After the heating test, the test piece was taken out and left at 25° C. for 1 hour. Next, the lengths of three straight lines in the vertical and horizontal directions drawn on the surface of the test piece were measured, and their arithmetic average value L1 was taken as the dimension after heating.
- Example 1 Expanded particles were produced using a manufacturing apparatus similar to the expanded particle manufacturing apparatus 10 shown in FIGS. 4 to 6 according to the following procedure. First, according to the formulation in the table, polyester resin, polyimide resin, phosphorus flame retardant, talc masterbatch, and crosslinking agent were added to a cylinder with a cylinder diameter D of 65 mm and a ratio of L (cylinder length) / D (cylinder diameter). 34 single-screw extruders, and these were melt-kneaded at 290°C.
- a resin composition was prepared by uniformly dispersing the mixture in the resin composition.
- the molten resin composition was heated to 300° C., and then the resin composition was extruded and foamed from each nozzle of a multi-nozzle nozzle mold 1 attached to the front end of the extruder.
- the extrusion rate of the resin composition was 36 kg/h.
- the nozzle mold 1 has 50 nozzles each having an outlet portion 11 with a diameter of 0.8 mm, and all the outlet portions 11 are located at equal intervals on an imaginary circle A with a diameter of 139.5 mm.
- Two rotary blades 5 are integrally provided on the outer peripheral surface of the rear end of the rotary shaft 2 with a phase difference of 180° in the circumferential direction of the rotary shaft 2, and each rotary blade 5 is connected to a nozzle metal. It was configured to move on an imaginary circle A while always being in contact with the front end surface 1a of the mold 1.
- the cooling member 4 includes a cooling drum 41 consisting of a front portion 41a having a circular shape in front, and a cylindrical peripheral wall portion 41b extending rearward from the outer peripheral edge of the front portion 41a and having an inner diameter of 320 mm. Ta. Then, the cooling liquid 42 at 20° C. was supplied into the cooling drum 41 through the supply pipe 41d and the supply port 41c of the cooling drum 41. The volume inside the cooling drum 41 was 17,684 cm 3 . The cooling liquid 42 is caused to spiral along the inner circumferential surface of the circumferential wall 41b of the cooling drum 41 due to the centrifugal force accompanying the flow velocity when it is supplied from the supply pipe 41d to the inner circumferential surface of the circumferential wall 41b of the cooling drum 41. was moving forward.
- the cooling liquid 42 gradually spreads in a direction perpendicular to the traveling direction while traveling along the inner peripheral surface of the peripheral wall portion 41b, and completely covers the inner peripheral surface of the peripheral wall portion 41b in front of the supply port 41c of the cooling drum 41. It was covered with
- a rotary blade 5 disposed on the front end surface 1a is rotated at a rotation speed of 3400 rpm, and the extruded foam extruded from the outlet portion 11 of each nozzle of the nozzle mold 1 is cut by the rotary blade 5 into a substantially spherical shape.
- a particulate cut product was produced.
- the extruded foam consisted of an unfoamed portion immediately after being extruded from the nozzle of the nozzle mold 1, and a foamed portion that was in the middle of foaming and continued to the unfoamed portion.
- the extruded foam was cut at the open end of the outlet section 11 of the nozzle, and the extruded foam was cut at the unfoamed portion.
- the rotating shaft 2 was not attached to the nozzle mold 1, and the cooling member 4 was evacuated from the nozzle mold 1.
- the resin composition is extruded and foamed from an extruder to form an extruded foam, and an unfoamed part immediately after being extruded from the nozzle of the nozzle mold 1, and a foamed part in the process of foaming that continues to this unfoamed part.
- the rotating shaft 2 is rotated, and the extruded foam is passed through the rotary blade 5 at the open end of the outlet section 11 of the nozzle.
- a particulate cut product was produced by cutting.
- This particulate cut material is blown outward or forward by the cutting stress of the rotary blade 5, and the coolant 42 flowing along the inner surface of the cooling drum 41 of the cooling member 4 is affected by the flow of the coolant 42.
- the cut particles collide with the surface of the cooling liquid 42 from an oblique direction so as to follow the cooling liquid 42 from the upstream side to the downstream side, and the particulate cut objects enter the cooling liquid 42 and are immediately cooled, forming foamed particles. was manufactured.
- the obtained foamed particles were discharged together with the cooling liquid 42 through the discharge port 41e of the cooling drum 41, and then separated from the cooling liquid 42 in a dehydrator.
- An in-mold foam molding machine equipped with molds male mold and female mold
- Two types of molds were used depending on the evaluation items.
- a rectangular parallelepiped-shaped cavity with internal dimensions of 300 mm in length x 400 mm in width x 30 mm in height is formed between the male and female molds.
- They are a mold A and a mold B in which a rectangular parallelepiped-shaped cavity with internal dimensions of 300 mm long x 400 mm wide x 11 mm is formed.
- mold A expanded particles were filled into the mold with 3 mm of mold cracking removed.
- mold B expanded particles were filled into the mold with 1 mm of mold cracking removed.
- Examples 2 to 20, Comparative Examples 1 to 4 Same as Example 1 except that the polyester resin, polyimide resin, talc masterbatch, phosphorus flame retardant, crosslinking agent, and blowing agent were mixed as shown in the table, and the molding conditions were as shown in Tables 2 to 7. Expanded beads and expanded bead molded bodies were produced. The obtained expanded particles or expanded particle molded articles were subjected to moldability, heating dimensional change rate, combustion test, flame retardancy evaluation, and comprehensive evaluation, and the results are shown in the table. In Comparative Examples 3 and 4, the moldability was "D" and no foamed particle molded bodies could be obtained for evaluation, so the heating dimensional change rate, combustion test, and flame retardancy evaluation were not conducted.
- thermoplastic resin expanded particles obtained in Example 1 Example 3, and Example 6, the thermoplastic resin was The content ratio of polyimide resin to the total mass was measured. The results are shown in Table 8.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/872,990 US20250346717A1 (en) | 2022-06-10 | 2023-06-12 | Foamed thermoplastic resin particles, molded body of foamed thermoplastic resin particles, foamed resin composite, method for producing foamed thermoplastic resin particles, and method for producing molded body of foamed thermoplastic resin particles |
| EP23819938.4A EP4538319A4 (en) | 2022-06-10 | 2023-06-12 | Foamed thermoplastic resin particles, molded body of foamed thermoplastic resin particles, foamed resin composite, method for producing foamed thermoplastic resin particles, and method for producing molded body of foamed thermoplastic resin particles |
| JP2024527049A JPWO2023238958A1 (https=) | 2022-06-10 | 2023-06-12 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022094483 | 2022-06-10 | ||
| JP2022-094483 | 2022-06-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023238958A1 true WO2023238958A1 (ja) | 2023-12-14 |
Family
ID=89118482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/021721 Ceased WO2023238958A1 (ja) | 2022-06-10 | 2023-06-12 | 熱可塑性樹脂発泡粒子、熱可塑性樹脂発泡粒子成形体、発泡樹脂複合体、熱可塑性樹脂発泡粒子の製造方法及び熱可塑性樹脂発泡粒子成形体の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250346717A1 (https=) |
| EP (1) | EP4538319A4 (https=) |
| JP (1) | JPWO2023238958A1 (https=) |
| TW (1) | TWI856698B (https=) |
| WO (1) | WO2023238958A1 (https=) |
Citations (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4141927A (en) | 1975-05-22 | 1979-02-27 | General Electric Company | Novel polyetherimide-polyester blends |
| JPH08113545A (ja) * | 1994-09-22 | 1996-05-07 | Ciba Geigy Ag | 有機材料のための安定剤 |
| JPH08176173A (ja) * | 1994-09-16 | 1996-07-09 | General Electric Co <Ge> | ポリマー安定剤としての液状ネオジオールホスフィット |
| JP2558339B2 (ja) | 1988-12-21 | 1996-11-27 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2558341B2 (ja) | 1988-12-26 | 1996-11-27 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2563547B2 (ja) | 1988-12-26 | 1996-12-11 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2563548B2 (ja) | 1988-12-26 | 1996-12-11 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2564637B2 (ja) | 1988-12-15 | 1996-12-18 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2564636B2 (ja) | 1988-12-15 | 1996-12-18 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2565556B2 (ja) | 1988-12-15 | 1996-12-18 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JPH0948852A (ja) | 1995-05-31 | 1997-02-18 | Tomoegawa Paper Co Ltd | 新規なポリイミド及びその製造方法 |
| JP2596565B2 (ja) | 1987-10-23 | 1997-04-02 | 三井東圧化学株式会社 | 熱安定性の良好なポリイミドおよびその製造方法 |
| JP2596566B2 (ja) | 1987-11-07 | 1997-04-02 | 三井東圧化学株式会社 | 熱安定性の良好なポリイミドおよびその製造方法 |
| JP2599171B2 (ja) | 1988-03-01 | 1997-04-09 | 三井東圧化学株式会社 | 熱安定性の良好なポリイミドの製造方法 |
| JP2598478B2 (ja) | 1988-08-17 | 1997-04-09 | 三井東圧化学株式会社 | ポリエーテルイミド樹脂組成物 |
| JP2598536B2 (ja) | 1989-12-26 | 1997-04-09 | 三井東圧化学株式会社 | ポリイミド系樹脂組成物 |
| JP2606912B2 (ja) | 1988-12-28 | 1997-05-07 | 三井東圧化学株式会社 | 熱安定性の良好なポリイミドの製造方法 |
| JP2606914B2 (ja) | 1988-12-28 | 1997-05-07 | 三井東圧化学株式会社 | 熱安定性の良好なポリイミドの製造方法 |
| JP2622678B2 (ja) | 1987-01-12 | 1997-06-18 | チッソ株式会社 | 溶融成形可能な結晶性ポリイミド重合体 |
| JP2834580B2 (ja) | 1992-09-18 | 1998-12-09 | ネステ・オイ | 溶融成形可能なブロック共重合エステルイミドおよびその製造方法 |
| JP2000063553A (ja) | 1998-08-24 | 2000-02-29 | Sekisui Plastics Co Ltd | 難燃性ポリエステル系樹脂発泡体及びその製造方法 |
| JP2001040229A (ja) * | 1999-08-03 | 2001-02-13 | Toray Ind Inc | 難燃性樹脂組成物、およびその成形品 |
| JP2003519132A (ja) * | 1999-12-23 | 2003-06-17 | チバ スペシャルティ ケミカルズ ホールディング インコーポレーテッド | 安定剤混合物 |
| JP2006249158A (ja) | 2005-03-09 | 2006-09-21 | Furukawa Electric Co Ltd:The | 熱可塑性樹脂発泡体 |
| JP2008504428A (ja) * | 2004-06-28 | 2008-02-14 | ゼネラル・エレクトリック・カンパニイ | 混和性ポリイミドブレンド |
| JP2008531353A (ja) * | 2005-03-02 | 2008-08-14 | イーストマン ケミカル カンパニー | 多層透明物品及びそれらの製造方法 |
| WO2011019057A1 (ja) | 2009-08-13 | 2011-02-17 | 旭化成ケミカルズ株式会社 | 発泡ビーズ、それを用いた成形体及び成形体の製造方法 |
| JP2017133007A (ja) * | 2016-01-26 | 2017-08-03 | 積水化学工業株式会社 | 耐火樹脂組成物 |
| US20180345575A1 (en) * | 2017-06-01 | 2018-12-06 | Nike, Inc. | Methods of manufacturing articles utilizing foam particles |
| JP2019501264A (ja) * | 2016-01-05 | 2019-01-17 | ハンファ アズデル インコーポレイテッド | 相乗的な配合された難燃性材料を含むプリプレグ、コア及び複合体物品 |
| CN112358649A (zh) * | 2020-10-20 | 2021-02-12 | 航天材料及工艺研究所 | 一种聚酰亚胺泡沫/气凝胶复合材料及其制备方法 |
| JP2022057468A (ja) | 2020-09-30 | 2022-04-11 | 積水化成品工業株式会社 | 熱可塑性樹脂発泡粒子、熱可塑性樹脂発泡粒子成形体、発泡樹脂複合体、熱可塑性樹脂発泡粒子の製造方法及び熱可塑性樹脂発泡粒子成形体の製造方法 |
| JP2022094483A (ja) | 2020-12-15 | 2022-06-27 | 花王株式会社 | スパウトおよびスパウト付き袋容器 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7609634B2 (ja) * | 2020-07-31 | 2025-01-07 | 積水化成品工業株式会社 | 熱可塑性樹脂発泡体及び熱可塑性樹脂発泡体の製造方法 |
-
2023
- 2023-06-12 WO PCT/JP2023/021721 patent/WO2023238958A1/ja not_active Ceased
- 2023-06-12 TW TW112121842A patent/TWI856698B/zh active
- 2023-06-12 JP JP2024527049A patent/JPWO2023238958A1/ja active Pending
- 2023-06-12 US US18/872,990 patent/US20250346717A1/en active Pending
- 2023-06-12 EP EP23819938.4A patent/EP4538319A4/en active Pending
Patent Citations (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4141927A (en) | 1975-05-22 | 1979-02-27 | General Electric Company | Novel polyetherimide-polyester blends |
| JP2622678B2 (ja) | 1987-01-12 | 1997-06-18 | チッソ株式会社 | 溶融成形可能な結晶性ポリイミド重合体 |
| JP2596565B2 (ja) | 1987-10-23 | 1997-04-02 | 三井東圧化学株式会社 | 熱安定性の良好なポリイミドおよびその製造方法 |
| JP2596566B2 (ja) | 1987-11-07 | 1997-04-02 | 三井東圧化学株式会社 | 熱安定性の良好なポリイミドおよびその製造方法 |
| JP2599171B2 (ja) | 1988-03-01 | 1997-04-09 | 三井東圧化学株式会社 | 熱安定性の良好なポリイミドの製造方法 |
| JP2598478B2 (ja) | 1988-08-17 | 1997-04-09 | 三井東圧化学株式会社 | ポリエーテルイミド樹脂組成物 |
| JP2565556B2 (ja) | 1988-12-15 | 1996-12-18 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2564637B2 (ja) | 1988-12-15 | 1996-12-18 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2564636B2 (ja) | 1988-12-15 | 1996-12-18 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2558339B2 (ja) | 1988-12-21 | 1996-11-27 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2563548B2 (ja) | 1988-12-26 | 1996-12-11 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2563547B2 (ja) | 1988-12-26 | 1996-12-11 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2558341B2 (ja) | 1988-12-26 | 1996-11-27 | 三井東圧化学株式会社 | 成形加工性良好なポリイミドの製造方法 |
| JP2606912B2 (ja) | 1988-12-28 | 1997-05-07 | 三井東圧化学株式会社 | 熱安定性の良好なポリイミドの製造方法 |
| JP2606914B2 (ja) | 1988-12-28 | 1997-05-07 | 三井東圧化学株式会社 | 熱安定性の良好なポリイミドの製造方法 |
| JP2598536B2 (ja) | 1989-12-26 | 1997-04-09 | 三井東圧化学株式会社 | ポリイミド系樹脂組成物 |
| JP2834580B2 (ja) | 1992-09-18 | 1998-12-09 | ネステ・オイ | 溶融成形可能なブロック共重合エステルイミドおよびその製造方法 |
| JPH08176173A (ja) * | 1994-09-16 | 1996-07-09 | General Electric Co <Ge> | ポリマー安定剤としての液状ネオジオールホスフィット |
| JPH08113545A (ja) * | 1994-09-22 | 1996-05-07 | Ciba Geigy Ag | 有機材料のための安定剤 |
| JPH0948852A (ja) | 1995-05-31 | 1997-02-18 | Tomoegawa Paper Co Ltd | 新規なポリイミド及びその製造方法 |
| JP2000063553A (ja) | 1998-08-24 | 2000-02-29 | Sekisui Plastics Co Ltd | 難燃性ポリエステル系樹脂発泡体及びその製造方法 |
| JP2001040229A (ja) * | 1999-08-03 | 2001-02-13 | Toray Ind Inc | 難燃性樹脂組成物、およびその成形品 |
| JP2003519132A (ja) * | 1999-12-23 | 2003-06-17 | チバ スペシャルティ ケミカルズ ホールディング インコーポレーテッド | 安定剤混合物 |
| JP2008504428A (ja) * | 2004-06-28 | 2008-02-14 | ゼネラル・エレクトリック・カンパニイ | 混和性ポリイミドブレンド |
| JP2008531353A (ja) * | 2005-03-02 | 2008-08-14 | イーストマン ケミカル カンパニー | 多層透明物品及びそれらの製造方法 |
| JP2006249158A (ja) | 2005-03-09 | 2006-09-21 | Furukawa Electric Co Ltd:The | 熱可塑性樹脂発泡体 |
| WO2011019057A1 (ja) | 2009-08-13 | 2011-02-17 | 旭化成ケミカルズ株式会社 | 発泡ビーズ、それを用いた成形体及び成形体の製造方法 |
| JP2019501264A (ja) * | 2016-01-05 | 2019-01-17 | ハンファ アズデル インコーポレイテッド | 相乗的な配合された難燃性材料を含むプリプレグ、コア及び複合体物品 |
| JP2017133007A (ja) * | 2016-01-26 | 2017-08-03 | 積水化学工業株式会社 | 耐火樹脂組成物 |
| US20180345575A1 (en) * | 2017-06-01 | 2018-12-06 | Nike, Inc. | Methods of manufacturing articles utilizing foam particles |
| JP2022057468A (ja) | 2020-09-30 | 2022-04-11 | 積水化成品工業株式会社 | 熱可塑性樹脂発泡粒子、熱可塑性樹脂発泡粒子成形体、発泡樹脂複合体、熱可塑性樹脂発泡粒子の製造方法及び熱可塑性樹脂発泡粒子成形体の製造方法 |
| CN112358649A (zh) * | 2020-10-20 | 2021-02-12 | 航天材料及工艺研究所 | 一种聚酰亚胺泡沫/气凝胶复合材料及其制备方法 |
| JP2022094483A (ja) | 2020-12-15 | 2022-06-27 | 花王株式会社 | スパウトおよびスパウト付き袋容器 |
Non-Patent Citations (1)
| Title |
|---|
| AKI HOSOGAI ET AL., JOURNAL OF THE COMBUSTION SOCIETY OF JAPAN, vol. 56, no. 175, 2014, pages 47 - 58 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4538319A1 (en) | 2025-04-16 |
| EP4538319A4 (en) | 2026-05-06 |
| JPWO2023238958A1 (https=) | 2023-12-14 |
| TW202407007A (zh) | 2024-02-16 |
| US20250346717A1 (en) | 2025-11-13 |
| TWI856698B (zh) | 2024-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI700306B (zh) | 發泡粒子、發泡成形體、其製造方法及樹脂複合體 | |
| JP5974010B2 (ja) | 型内発泡成形用芳香族ポリエステル系樹脂発泡粒子及びその製造方法、型内発泡成形体、複合構造部材、並びに、自動車用部材 | |
| JP5960013B2 (ja) | 熱可塑性ポリエステル系樹脂発泡粒子及びこれを用いた発泡成形体の製造方法、発泡成形体並びに複合発泡体 | |
| WO2018061263A1 (ja) | 発泡粒子、発泡成形体、繊維強化複合体及び自動車用部品 | |
| WO2019189635A1 (ja) | 発泡粒子、発泡成形体、繊維強化複合体及び自動車用部品 | |
| JP5907847B2 (ja) | 熱可塑性ポリエステル系樹脂発泡粒子の製造方法、熱可塑性ポリエステル系樹脂発泡粒子、熱可塑性ポリエステル系樹脂発泡粒子を用いた発泡成形体の製造方法、発泡成形体及び複合発泡体 | |
| JP6131232B2 (ja) | 熱可塑性ポリエステル系樹脂発泡粒子及びその製造方法、発泡成形体及びその製造方法、並びに複合発泡体 | |
| JP7524018B2 (ja) | 熱可塑性樹脂発泡粒子、熱可塑性樹脂発泡粒子成形体、発泡樹脂複合体、熱可塑性樹脂発泡粒子の製造方法及び熱可塑性樹脂発泡粒子成形体の製造方法 | |
| WO2023238958A1 (ja) | 熱可塑性樹脂発泡粒子、熱可塑性樹脂発泡粒子成形体、発泡樹脂複合体、熱可塑性樹脂発泡粒子の製造方法及び熱可塑性樹脂発泡粒子成形体の製造方法 | |
| JP7609635B2 (ja) | 繊維強化樹脂複合体及び繊維強化樹脂複合体用の熱可塑性樹脂発泡シート | |
| EP4190533B1 (en) | Thermoplastic resin foam, thermoplastic resin foam sheet, fiber-reinforced resin composite, method for manufacturing thermoplastic resin foam, thermoplastic resin foam molded article, method for manufacturing thermoplastic resin foam molded article, and foamed resin composite | |
| JP2014043528A (ja) | 熱可塑性ポリエステル系樹脂発泡粒子及びこの製造方法、発泡成形体並びに複合成形体 | |
| JP2023111039A (ja) | 熱可塑性樹脂発泡粒子、熱可塑性樹脂発泡粒子成形体、発泡樹脂複合体、熱可塑性樹脂発泡粒子の製造方法及び熱可塑性樹脂発泡粒子成形体の製造方法 | |
| JP2019183099A (ja) | 発泡粒子、発泡成形体、繊維強化複合体及び自動車用部品 | |
| JP6484206B2 (ja) | 発泡粒子、発泡成形体、繊維強化複合体及び自動車用部品 | |
| US12286521B2 (en) | Resin composition for production of foam particles, foam particles, foam molded body and composite structure member | |
| TWI878658B (zh) | 芳香族聚酯系樹脂發泡粒子及其製造方法、發泡成形體以及汽車用構件 | |
| WO2019188052A1 (ja) | 発泡粒子、発泡成形体、繊維強化複合体及び自動車用部品 | |
| JP2019183093A (ja) | 発泡粒子、発泡成形体、繊維強化複合体及び自動車用部品 | |
| JP2019001981A (ja) | 発泡粒子製造用のポリ乳酸系樹脂組成物及びその用途 | |
| JP2022129943A (ja) | 発泡粒子、発泡成形体及び複合構造部材 | |
| JP2021031623A (ja) | 発泡粒子、発泡成形体及び複合構造部材 | |
| JP2019001980A (ja) | 発泡粒子製造用の芳香族ビニル系樹脂組成物及びその用途 | |
| JP2020050785A (ja) | 発泡粒子、発泡成形体、繊維強化複合体及び自動車用部品 | |
| JP2020164775A (ja) | 発泡成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23819938 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024527049 Country of ref document: JP Ref document number: 18872990 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023819938 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023819938 Country of ref document: EP Effective date: 20250110 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023819938 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 18872990 Country of ref document: US |