WO2016167359A1 - リチウムイオン電池の処理方法 - Google Patents
リチウムイオン電池の処理方法 Download PDFInfo
- Publication number
- WO2016167359A1 WO2016167359A1 PCT/JP2016/062153 JP2016062153W WO2016167359A1 WO 2016167359 A1 WO2016167359 A1 WO 2016167359A1 JP 2016062153 W JP2016062153 W JP 2016062153W WO 2016167359 A1 WO2016167359 A1 WO 2016167359A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- lithium ion
- ion battery
- casing
- flame
- battery
- Prior art date
Links
- 229910001416 lithium ion Inorganic materials 0.000 title claims abstract description 137
- 238000000034 method Methods 0.000 title claims abstract description 26
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 43
- 238000010438 heat treatment Methods 0.000 claims abstract description 40
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 39
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 claims description 132
- 239000000945 filler Substances 0.000 claims description 14
- 239000000843 powder Substances 0.000 claims description 13
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 10
- 239000011810 insulating material Substances 0.000 claims description 3
- 238000007599 discharging Methods 0.000 claims description 2
- 238000003672 processing method Methods 0.000 claims description 2
- 238000011084 recovery Methods 0.000 description 19
- 239000007774 positive electrode material Substances 0.000 description 17
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 14
- 239000011888 foil Substances 0.000 description 14
- 229910052751 metal Inorganic materials 0.000 description 12
- 239000002184 metal Substances 0.000 description 12
- 239000007789 gas Substances 0.000 description 11
- 238000002386 leaching Methods 0.000 description 10
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 9
- 229910017052 cobalt Inorganic materials 0.000 description 9
- 239000010941 cobalt Substances 0.000 description 9
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 9
- 230000003647 oxidation Effects 0.000 description 9
- 238000007254 oxidation reaction Methods 0.000 description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 8
- 239000011889 copper foil Substances 0.000 description 8
- 229910052759 nickel Inorganic materials 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 6
- 239000010949 copper Substances 0.000 description 6
- 229910052744 lithium Inorganic materials 0.000 description 6
- 238000007873 sieving Methods 0.000 description 6
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 5
- 238000004458 analytical method Methods 0.000 description 5
- 230000008859 change Effects 0.000 description 5
- 229910052802 copper Inorganic materials 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 239000002253 acid Substances 0.000 description 4
- 239000000295 fuel oil Substances 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 238000000638 solvent extraction Methods 0.000 description 3
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 239000008346 aqueous phase Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 239000008151 electrolyte solution Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- 239000007773 negative electrode material Substances 0.000 description 2
- 238000006386 neutralization reaction Methods 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 1
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 239000003929 acidic solution Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000003779 heat-resistant material Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B7/00—Working up raw materials other than ores, e.g. scrap, to produce non-ferrous metals and compounds thereof; Methods of a general interest or applied to the winning of more than two metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/54—Reclaiming serviceable parts of waste accumulators
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/005—Preliminary treatment of scrap
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B21/00—Obtaining aluminium
- C22B21/0015—Obtaining aluminium by wet processes
- C22B21/0023—Obtaining aluminium by wet processes from waste materials
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B23/00—Obtaining nickel or cobalt
- C22B23/02—Obtaining nickel or cobalt by dry processes
- C22B23/021—Obtaining nickel or cobalt by dry processes by reduction in solid state, e.g. by segregation processes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B26/00—Obtaining alkali, alkaline earth metals or magnesium
- C22B26/10—Obtaining alkali metals
- C22B26/12—Obtaining lithium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B7/00—Working up raw materials other than ores, e.g. scrap, to produce non-ferrous metals and compounds thereof; Methods of a general interest or applied to the winning of more than two metals
- C22B7/001—Dry processes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B7/00—Working up raw materials other than ores, e.g. scrap, to produce non-ferrous metals and compounds thereof; Methods of a general interest or applied to the winning of more than two metals
- C22B7/005—Separation by a physical processing technique only, e.g. by mechanical breaking
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23G—CREMATION FURNACES; CONSUMING WASTE PRODUCTS BY COMBUSTION
- F23G5/00—Incineration of waste; Incinerator constructions; Details, accessories or control therefor
- F23G5/44—Details; Accessories
- F23G5/46—Recuperation of heat
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/42—Methods or arrangements for servicing or maintenance of secondary cells or secondary half-cells
- H01M10/52—Removing gases inside the secondary cell, e.g. by absorption
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/60—Heating or cooling; Temperature control
- H01M10/61—Types of temperature control
- H01M10/615—Heating or keeping warm
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/117—Inorganic material
- H01M50/119—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/30—Arrangements for facilitating escape of gases
- H01M50/394—Gas-pervious parts or elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23G—CREMATION FURNACES; CONSUMING WASTE PRODUCTS BY COMBUSTION
- F23G2206/00—Waste heat recuperation
- F23G2206/20—Waste heat recuperation using the heat in association with another installation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/84—Recycling of batteries or fuel cells
Definitions
- the present invention relates to a method of heating and treating a lithium ion battery whose periphery is covered with a casing containing aluminum, and in particular, embrittlement of the casing around the lithium ion battery during the heat treatment.
- the present invention proposes a technique that can prevent and contribute to the removal of aluminum from a lithium ion battery.
- Lithium ion batteries used in various industrial fields including various electronic devices use a lithium metal salt containing manganese, nickel and cobalt as a positive electrode active material, and a positive electrode material and a negative electrode material containing the positive electrode active material
- a lithium metal salt containing manganese, nickel and cobalt as a positive electrode active material
- a positive electrode material and a negative electrode material containing the positive electrode active material In recent years, with the increase in the amount of use and the expansion of the range of use, the amount discarded due to defects in the product life of the battery and the manufacturing process has increased. Is in a situation. Under such circumstances, it is desirable to easily recover valuable metals such as nickel and cobalt from lithium ion battery scrap that is discarded in large quantities at a relatively low cost for reuse.
- lithium-ion batteries such as lithium-ion battery scraps for the recovery of valuable metals
- the lithium-ion batteries are roasted to remove harmful electrolytes contained therein and render them harmless.
- crushing and sieving are sequentially performed, and a pre-process for removing aluminum contained in the casing and the positive electrode substrate to some extent is performed.
- an acid leaching is performed on the powdered positive electrode material obtained in the previous step, and a leaching step is performed in which lithium, nickel, cobalt, manganese, aluminum, and the like that can be contained therein are dissolved in the solution to obtain a liquid after leaching.
- each metal element dissolved in the liquid after leaching is sequentially subjected to multiple stages of solvent extraction or neutralization, etc. according to the metal to be separated.
- Back extraction, electrolysis, carbonation, and other treatments are performed on each solution obtained in (1).
- each valuable metal can be recovered by first recovering aluminum, subsequently recovering manganese, then cobalt, then nickel, and finally leaving lithium in the aqueous phase.
- the flame is directly applied to the lithium ion battery by using an incinerator that incinerates the incineration object with the flame.
- the casing constituting the exterior of the lithium ion battery and the internal aluminum foil and copper foil are oxidized and embrittled.
- the aluminum-containing casing and the inner aluminum foil and copper foil are easily crushed. Therefore, when the positive electrode material is leached with acid, a large amount of aluminum is contained in the liquid after leaching. As a result, man-hours for separation and removal of aluminum are required in the recovery process, which increases the cost.
- the object of the present invention is to solve such problems.
- the object of the present invention is to oxidize and embrittle the casing, aluminum foil, and copper foil during the heat treatment of the lithium ion battery.
- An object of the present invention is to provide a method for treating a lithium ion battery that can be effectively prevented.
- the inventor directly applied a flame to a lithium ion battery in an incinerator, the sample suddenly increased in temperature, the casing was oxidized and embrittled, and the casing burst, or the casing was It was found that the aluminum foil and copper foil inside were oxidized and embrittled without being ruptured, and were easily crushed by subsequent crushing. Therefore, when heating a lithium-ion battery in an incinerator, the flame is not directly applied to the casing, or the casing, aluminum foil, copper foil is oxidized without rupturing the casing. It was thought that embrittlement was suppressed and the lithium ion battery could be heated effectively.
- the method of treating a lithium ion battery according to the present invention is a method of heating and treating a lithium ion battery encased in a casing containing aluminum, and incinerating an incineration object with a flame.
- An incinerator is used to heat the lithium ion battery while preventing a flame from directly hitting the casing of the lithium ion battery.
- the treatment method of the present invention can increase the temperature of the lithium ion battery in the incinerator in an air atmosphere.
- the lithium ion battery is disposed in a battery protection container that prevents a flame from directly hitting the casing of the lithium ion battery, and the outer surface of the battery protection container You can hit the flame.
- the battery protection container has a gas vent for discharging the gas flowing out from the inside of the lithium ion battery casing to the outside of the battery protection container.
- a filler is disposed in the battery protection container together with the lithium ion battery.
- the filler can be a powder, and among these, an alumina powder is preferable.
- the entire lithium ion battery is embedded in the filler. It is preferable to provide a heat insulating material at a place where the flame of the outer surface of the battery protection container is applied.
- the property wrapped in the casing of the lithium ion battery is maintained.
- the oxidation of the casing can be suppressed by heating the lithium ion battery while preventing the flame from directly hitting the casing of the lithium ion battery. It is possible to effectively prevent rupture of the casing and oxidation / embrittlement of the casing, aluminum foil, and copper foil.
- FIG. 6 is a graph showing a change with time of a sample temperature in the heating process of Example 1.
- FIG. 6 is a graph showing a change with time of a sample temperature in the heating step of Example 2.
- 6 is a graph showing a change with time of a sample temperature in the heating step of Example 3.
- 6 is a graph showing a change with time of a sample temperature in a heating process of Comparative Example 1.
- 6 is a graph showing a change with time of a sample temperature in a heating process of Comparative Example 2.
- a lithium ion battery encapsulated by a casing containing aluminum is used as an object, and an incinerator that incinerates an object to be incinerated with a flame is used.
- the lithium ion battery is heated while preventing the flame from directly hitting the casing of the ion battery.
- the lithium ion battery that is the subject of the present invention may be any lithium ion battery that is used in mobile phones and other various electronic devices, but includes aluminum as a casing that surrounds the lithium ion battery. It shall have a housing. Among these, it is preferable from the viewpoint of effective utilization of resources to target so-called lithium ion battery scrap that is discarded due to the life of the battery product, manufacturing defects, or other reasons.
- the lithium ion battery includes a positive electrode active material composed of one or more single metal oxides of lithium, nickel, cobalt, and manganese, or two or more composite metal oxides, and a positive electrode active material. It may include an aluminum foil (positive electrode base material) to which a substance is applied and fixed with an organic binder or the like. In addition, the lithium ion battery may contain copper, iron, or the like. Further, in general, a lithium ion battery includes an electrolytic solution in a casing. For example, ethylene carbonate, diethyl carbonate, or the like may be used as the electrolytic solution.
- the lithium ion battery encased in the casing may have a substantially square or rectangular planar outline shape.
- the vertical dimension is 40 mm to 80 mm
- the horizontal dimension is A target having a thickness of 35 mm to 65 mm and a thickness of 4 mm to 5 mm can be used, but it is not limited to this size.
- Heating process In this heating step, it is advantageous to use a normal incinerator that incinerates an incineration object with a flame, as compared to the case where special equipment is used.
- a normal incinerator that incinerates an incineration object with a flame, as compared to the case where special equipment is used.
- the casing, the aluminum foil, and the copper foil are oxidized and oxidized. Brittle.
- the embrittled casing and foil are also easily pulverized, so the powdered positive electrode material recovered under the sieve contains aluminum contained in the casing and the like. A lot is mixed.
- the lithium ion battery is heated while preventing the flame from directly hitting the lithium ion battery.
- a lithium ion battery can be arranged at a certain distance away from the flame.
- a lithium ion battery 10 is disposed in a battery protection container 1 as illustrated in FIG. It is preferable to heat the lithium ion battery 10 by applying a flame to the outer surface of the battery protection container 1.
- the battery protective container 1 functions to transmit heat from the flame to the lithium ion battery at a predetermined temperature while preventing the flame from hitting the casing of the lithium ion battery 10 disposed therein. Therefore, the lithium ion battery can be effectively roasted while preventing a rapid temperature rise of the casing of the lithium ion battery and preventing oxidation of the casing and foil. As a result, until the end of the heating process, the surroundings of the lithium-ion battery are maintained in the casing, preventing the casing and foil from being finely divided during crushing and sieving, Can be easily and reliably removed.
- the battery protection container 1 causes the gas flowing out from the casing of the lithium ion battery 10 to flow outside the container. It is preferable to have a vent hole 2 to be discharged.
- the battery protection container 1 can be a cylindrical container with a bottom 3 having an opening as the gas vent hole 2.
- the inner and outer contours of the cross-section of the cylindrical container can be various shapes such as a perfect circle, an oval, an ellipse or other circles as shown in the figure, or a square or other polygons.
- at least a location where the flame is applied to the battery protection container 1 should be a wall surface without a void such as a through hole. Is preferred.
- Examples of the material of the battery protection container 1 include stainless steel and carbon steel, but are not limited thereto, and can be a heat resistant material that can withstand even when directly applied to the flame of an incinerator.
- the filler 4 can be disposed in the battery protection container 1 together with the lithium ion battery, and the filler 4 makes the heat conductivity from the battery protection container 1 to the lithium ion battery 10 uniform. Therefore, uniform heat transfer throughout the lithium ion battery 10 can be more reliably maintained.
- Examples of the filler 4 include various ceramic powders, sand, and the like.
- a powder as illustrated is preferable from the viewpoint of uniform heating of the lithium ion battery 10.
- the filler 4 is powder, it is particularly preferable to use alumina powder. This is stable against heat and has the effect of blocking air since it is a powder.
- leaching valuable metals including a positive electrode material recovered by crushing / sieving after heat treatment This is because they are not dissolved as impurities.
- Such a powder filler 4 prevents oxygen from reaching the periphery of the lithium ion battery 10 from which gas flows out of the casing, and thus functions to prevent oxidation of the casing during heating more effectively. Therefore, in this case, even if the incinerator is in an air atmosphere, oxidation of the housing can be effectively prevented, so that no special equipment for changing the atmosphere in the incinerator is required. It is also possible to reduce the oxidation of the casing by reducing the gas vent hole 2 of the battery protection container 1 to such an extent that the discharge of the gas flowing out of the housing prevents the inflow of a large amount of oxygen into the battery protection container 1. Can be prevented. From the viewpoint of thermal conductivity and oxidation prevention, as shown in FIG. 1, it is preferable that the lithium ion battery 10 is entirely embedded in the filler 4 and disposed.
- each lithium ion can be separated by partitioning the inside of the battery protection container into, for example, a small space where individual lithium ion batteries can be arranged. Heat conduction to the battery can be made uniform, and uniform combustion of the lithium ion battery can be realized.
- a shielding plate made of a metal plate, a ceramic plate, or the like can be disposed at a location on the outer surface of the battery protection container where the flame is applied.
- This heat insulating material can contribute to uniform heat conduction to the lithium ion battery by preventing a local temperature rise at the location where the flame of the battery protection container is applied.
- Such a heating process can prevent oxidation of the casing of the lithium ion battery even in an air atmosphere in a predetermined furnace such as an incinerator, and thus requires equipment for creating an atmosphere in which the enclosure does not oxidize. This is advantageous in that it does not.
- this heating step first, the temperature of the lithium ion battery is raised, and after that, when the temperature reaches the range of 200 ° C. to 400 ° C., preferably 220 ° C. to 380 ° C., for example, 10 minutes or more, preferably Can maintain its low temperature range for over 20 minutes.
- a sieving product containing a positive or negative electrode material from which aluminum has been sufficiently removed By crushing and sieving as necessary after the above heating step, a sieving product containing a positive or negative electrode material from which aluminum has been sufficiently removed can be obtained. Thereafter, the sieved material containing the granular or powdered positive electrode material is added to an acidic solution such as sulfuric acid to be leached, and from the leached solution, nickel, cobalt, manganese, etc. dissolved in the leached solution Recover. Specifically, for example, manganese is first separated and recovered by solvent extraction or neutralization, then cobalt is separated and then nickel is sequentially separated, and finally lithium is left in the aqueous phase.
- the process required for separating and removing aluminum in the recovery process can be simplified or omitted. Thereby, improvement of processing efficiency and reduction of processing cost can be realized.
- Example 1 In an air atmosphere, a lithium ion battery with an Al casing was heated in a crucible furnace. The lithium ion battery was placed in an alumina crucible and heated so that the heat from the electric heater wire of the crucible furnace did not directly hit the lithium ion battery. Furthermore, the output of the heater was adjusted so that the sample temperature did not increase rapidly, and the sample was heated to 550 ° C.
- FIG. 2 is a graph showing the sample temperature history. In the lithium ion battery after heating, although the expansion of the Al case was observed, the original form was maintained without the case being ruptured.
- the lithium ion battery after the heat treatment was crushed with a crusher, sieved and sieved with a sieve having an opening of 1 mm, and the positive electrode material and the like were collected under the sieve.
- the quality of the sieved product ( ⁇ 1 mm) was 37% for Co, 4.5% for Al, 0.7% for Cu, and the Co recovery rate was 98%.
- Table 1 shows the analysis value and recovery rate of the sieved product.
- the recovery rate referred to here is the weight of each sieved product recovered by crushing and sieving the heat-treated lithium ion battery, and the sample obtained by reducing each sieved product was dissolved in an acid and analyzed by an ICP emission spectrometer. From the quality of each sieve obtained from the analytical value, the amount of metal for each component was calculated and obtained as a percentage by weight of each metal in the sieve ( ⁇ 1 mm) with respect to the total amount of all metals in this product. is there.
- Example 1 when heating the lithium ion battery into an alumina crucible, radiation from the heat source was reduced, and further by adjusting the output of the crucible furnace heater, avoiding a rapid temperature rise of the sample, The gas could flow out sufficiently from the inside of the casing, and the lithium ion battery could be prevented from rupturing. As a result, it can be seen from the results shown in Table 1 that the amount of aluminum in the sieved material could be reduced while recovering cobalt at a high recovery rate.
- Example 2 In an air atmosphere, a lithium ion battery with an Al casing was heated in a crucible furnace. The lithium ion battery was placed in an alumina crucible so that the heat from the electric heater wire of the crucible furnace did not directly hit the lithium ion battery, and the lithium ion battery was covered with alumina powder. Heated to the maximum output of the heater and heated to 550 ° C.
- FIG. 3 is a graph showing the sample temperature history. In the heated lithium ion battery, although the expansion of the Al case was observed, the shape was maintained without the case being ruptured.
- the lithium ion battery after the heat treatment was crushed with a crusher, sieved and sieved with a sieve having an opening of 1 mm, and the positive electrode material and the like were collected under the sieve.
- the quality of the sieved product ( ⁇ 1 mm) was Co 38%, Al 1.8%, and Cu 0.4%, and the Co recovery rate was 85%.
- Table 2 shows the analysis value and recovery rate of the sieved product.
- Example 2 when the lithium ion battery was heated, it was placed in an alumina crucible and further coated with alumina powder to reduce radiation from the heat source, thereby heating at the maximum output of the crucible furnace heater. Nevertheless, since the rapid temperature rise of the sample could be avoided, the gas could sufficiently flow out of the housing, and the lithium ion battery could be prevented from bursting. Also in Example 2, the amount of aluminum in the sieved product could be reduced while recovering cobalt at a high recovery rate.
- Example 3 In an air atmosphere, a lithium ion battery with an Al casing was placed in a boat made of iron and heated in a stationary incinerator. A lithium ion battery was placed in the boat so that the flame and heat from the heavy oil burner of the stationary incinerator did not directly hit the lithium ion battery, and the lithium in battery was coated with alumina powder.
- FIG. 4 is a graph showing the sample temperature history. In the lithium ion battery after heating, although the expansion of the Al case was observed, the shape was maintained without rupturing most of the cases.
- the lithium ion battery after the heat treatment was crushed with a crusher, sieved and sieved with a sieve having an opening of 1 mm, and the positive electrode material and the like were collected under the sieve.
- the quality of the sieved product ( ⁇ 1 mm) was Co 36%, Al 3.6%, Cu 1.0%, and the Co recovery rate was 92%.
- Table 3 shows the analysis value and recovery rate of the sieved product.
- FIG. 5 is a graph showing the history of the sample temperature. The sample temperature rose rapidly. The lithium ion battery after heating was in a state where it was totally damaged, and a part of the inner aluminum foil was visible. The lithium ion battery after the heat treatment was crushed with a crusher, sieved and sieved with a sieve having an opening of 1 mm, and the positive electrode material and the like were collected under the sieve. The quality of the sieved product ( ⁇ 1 mm) was Co 31%, Al 7.0%, Cu 1.3%, and the Co recovery rate was 71%. Table 4 shows the analysis value and recovery rate of the sieved product.
- Comparative Example 1 it was considered that the lithium ion battery was broken and most of the aluminum foil in the casing was oxidized due to the rapid increase in temperature during the temperature rising process of the lithium ion battery. From the results shown, it can be seen that the amount of aluminum in the sieved product has increased.
- FIG. 6 is a graph showing the history of the sample temperature. The sample temperature increased rapidly due to the direct contact with the flame of the heavy oil burner of the stationary incinerator. The lithium ion battery after the heating was in a state where it was totally damaged or Al was melted.
- the lithium ion battery after the heat treatment was crushed with a crusher, sieved and sieved with a sieve having an opening of 1 mm, and the positive electrode material and the like were collected under the sieve.
- the quality of the sieved product ( ⁇ 1 mm) was Co 23%, Al 4.3%, Cu 3.9%, and the Co recovery rate was 37%.
- Table 5 shows the analysis value and recovery rate of the sieved product.
- Comparative Example 2 it is considered that the flame of the heavy oil burner hits the lithium ion battery, and the temperature of the lithium ion battery rapidly increased, so that the lithium ion battery was damaged and most of the contained aluminum was oxidized. Thus, it can be seen from the results shown in Table 5 that the amount of aluminum in the sieved product has increased.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Environmental & Geological Engineering (AREA)
- Geology (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Electrochemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Geochemistry & Mineralogy (AREA)
- General Engineering & Computer Science (AREA)
- Inorganic Chemistry (AREA)
- Processing Of Solid Wastes (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Secondary Cells (AREA)
- Primary Cells (AREA)
Abstract
この発明のリチウムイオン電池の処理方法は、アルミニウムを含む筐体で包み込まれたリチウムイオン電池を加熱して処理する方法であって、火炎により焼却対象物を焼却処理する焼却炉を用いて、前記リチウムイオン電池の筐体に火炎が直接的に当たることを防ぎながら、該リチウムイオン電池を加熱する。
Description
この発明は、アルミニウムを含む筐体により周囲を覆われたリチウムイオン電池を加熱して処理する方法に関するものであり、特には、加熱処理に際するリチウムイオン電池の周囲の筐体の脆化を防止して、リチウムイオン電池からのアルミニウムの除去に寄与することのできる技術を提案するものである。
各種の電子デバイスをはじめとして多くの産業分野で使用されているリチウムイオン電池は、マンガン、ニッケルおよびコバルトを含有するリチウム金属塩を正極活物質として用い、その正極活物質を含む正極材及び負極材の周囲を、アルミニウムを含む筐体で包み込んだものであり、近年は、その使用量の増加および使用範囲の拡大に伴い、電池の製品寿命や製造過程での不良により廃棄される量が増大している状況にある。
かかる状況の下では、大量に廃棄されるリチウムイオン電池スクラップから、上記のニッケルおよびコバルト等の有価金属を、再利用するべく比較的低コストで容易に回収することが望まれる。
かかる状況の下では、大量に廃棄されるリチウムイオン電池スクラップから、上記のニッケルおよびコバルト等の有価金属を、再利用するべく比較的低コストで容易に回収することが望まれる。
有価金属の回収のために、リチウムイオン電池スクラップ等のリチウムイオン電池を処理するには、はじめに、リチウムイオン電池を焙焼することによって、内部に含まれる有害な電解液を除去して無害化するとともに、その後に破砕、篩別を順に行って、筐体や正極基材に含まれるアルミニウムをある程度除去する前工程を実施する。
次いで、前工程により得られる粉末状の正極材を酸浸出し、そこに含まれ得るリチウム、ニッケル、コバルト、マンガン、アルミニウム等を溶液中に溶解させて、浸出後液を得る浸出工程を行う。
次いで、前工程により得られる粉末状の正極材を酸浸出し、そこに含まれ得るリチウム、ニッケル、コバルト、マンガン、アルミニウム等を溶液中に溶解させて、浸出後液を得る浸出工程を行う。
そしてその後、浸出後液に溶解している各金属元素を分離させる回収工程を行う。ここでは、浸出後液に浸出しているそれぞれの金属を分離させるため、浸出後液に対し、分離させる金属に応じた複数段階の溶媒抽出もしくは中和等を順次に施し、さらには、各段階で得られたそれぞれの溶液に対して、逆抽出、電解、炭酸化その他の処理を施す。具体的には、まずアルミニウムを回収し、続いてマンガン、そしてコバルト、その後にニッケルを回収して、最後に水相にリチウムを残すことで、各有価金属を回収することができる。
ところで、先述したように、リチウムイオン電池を酸浸出する前に、リチウムイオン電池を焙焼するに当り、火炎によって焼却対象物を焼却処理する焼却炉を用いて、リチウムイオン電池に火炎を直接的に当てて加熱すると、リチウムイオン電池の外装を構成する筐体および内部のアルミ箔、銅箔が酸化・脆化する。それにより、その後のリチウムイオン電池の破砕時に、アルミニウムを含む筺体および内部のアルミ箔、銅箔が粉砕されやすくなり、ここで粉砕された筐体、アルミ箔、銅箔は、篩別にて篩上に残して取り除くことが困難になるので、篩下に回収される粉末状の正極材に多く混入し、正極材を酸浸出した際に浸出後液に多くのアルミニウムが含まれることになる。
その結果として、回収工程でアルミニウムの分離・除去のための工数が必要となり、それによるコストが嵩むという問題があった。
その結果として、回収工程でアルミニウムの分離・除去のための工数が必要となり、それによるコストが嵩むという問題があった。
この発明は、このような問題を解決することを課題とするものであり、その目的とするところは、リチウムイオン電池の加熱処理に際し、その筐体、アルミ箔、銅箔の酸化・脆化を有効に防止することができるリチウムイオン電池の処理方法を提供することにある。
発明者は鋭意検討の結果、焼却炉でリチウムイオン電池に火炎を直接当てると、試料が急激な温度上昇をして、筺体が酸化・脆化、および筐体が破裂して、または筐体が破裂しなくても内部のアルミ箔、銅箔が酸化・脆化して、その後の破砕にて粉砕されやすくなることを見出した。
そのため、焼却炉内でリチウムイオン電池を加熱する際に、その筐体に火炎を直接当てないようにすることで、筐体を破裂させることなく、または、筺体、アルミ箔、銅箔の酸化・脆化を抑制し、リチウムイオン電池を有効に加熱できると考えた。
そのため、焼却炉内でリチウムイオン電池を加熱する際に、その筐体に火炎を直接当てないようにすることで、筐体を破裂させることなく、または、筺体、アルミ箔、銅箔の酸化・脆化を抑制し、リチウムイオン電池を有効に加熱できると考えた。
このような知見の下、この発明のリチウムイオン電池の処理方法は、アルミニウムを含む筐体で包み込まれたリチウムイオン電池を加熱して処理する方法であって、火炎により焼却対象物を焼却処理する焼却炉を用いて、前記リチウムイオン電池の筐体に火炎が直接的に当たることを防ぎながら、該リチウムイオン電池を加熱することにある。
この発明の処理方法は、焼却炉内でのリチウムイオン電池の温度上昇を、大気雰囲気下で行うことが可能である。
ここで、具体的には、前記焼却炉内で、前記リチウムイオン電池を、該リチウムイオン電池の筐体に火炎が直接的に当たることを防ぐ電池保護コンテナ内に配置し、前記電池保護コンテナの外面に火炎を当てることができる。
上記の電池保護コンテナは、リチウムイオン電池の筐体内から流出したガスを電池保護コンテナの外側へと排出させるガス抜き孔を有することが好適である。
前記電池保護コンテナ内には、前記リチウムイオン電池とともに充填材を配置することが好ましい。
この充填材は粉体とすることができ、なかでも、アルミナの粉体とすることが好ましい。
この充填材は粉体とすることができ、なかでも、アルミナの粉体とすることが好ましい。
前記電池保護コンテナ内では、リチウムイオン電池の全体を、前記充填材内に埋設して配置することが好ましい。
前記電池保護コンテナの外面の火炎を当てる箇所には、断熱材を設けることが好ましい。
前記電池保護コンテナの外面の火炎を当てる箇所には、断熱材を設けることが好ましい。
そして、前記リチウムイオン電池の加熱の終了後、リチウムイオン電池の前記筐体で包み込まれた性状が維持されることが好適である。
この発明のリチウムイオン電池の処理方法によれば、リチウムイオン電池の筐体に火炎が直接的に当たることを防ぎながら、リチウムイオン電池を加熱することにより、筐体の酸化を抑制することができるので、筺体の破裂および筐体、アルミ箔、銅箔の酸化・脆化を有効に防止することができる。
以下に、この発明の実施の形態について詳細に説明する。
この発明の一の実施形態のリチウムイオン電池の処理方法では、アルミニウムを含む筐体によって包み込まれたリチウムイオン電池を対象とし、火炎により焼却対象物を焼却処理する焼却炉を用いて、上記のリチウムイオン電池の筐体に火炎が直接的に当たることを防ぎながら、リチウムイオン電池を加熱する。
この発明の一の実施形態のリチウムイオン電池の処理方法では、アルミニウムを含む筐体によって包み込まれたリチウムイオン電池を対象とし、火炎により焼却対象物を焼却処理する焼却炉を用いて、上記のリチウムイオン電池の筐体に火炎が直接的に当たることを防ぎながら、リチウムイオン電池を加熱する。
(リチウムイオン電池)
この発明で対象とするリチウムイオン電池は、携帯電話その他の種々の電子機器等で使用されるリチウムイオン電池であればどのようなものでもかまわないが、その周囲を包み込む筐体として、アルミニウムを含む筐体を有するものとする。なかでも、電池製品の寿命や製造不良またはその他の理由によって廃棄された、いわゆるリチウムイオン電池スクラップを対象とすることが、資源の有効活用の観点から好ましい。
この発明で対象とするリチウムイオン電池は、携帯電話その他の種々の電子機器等で使用されるリチウムイオン電池であればどのようなものでもかまわないが、その周囲を包み込む筐体として、アルミニウムを含む筐体を有するものとする。なかでも、電池製品の寿命や製造不良またはその他の理由によって廃棄された、いわゆるリチウムイオン電池スクラップを対象とすることが、資源の有効活用の観点から好ましい。
リチウムイオン電池の筐体としては、たとえば、アルミニウムのみからなるものや、アルミニウム及び鉄、アルミラミネート等を含むものがある。
なお、リチウムイオン電池は、上記の筺体内に、リチウム、ニッケル、コバルト及びマンガンのうちの一種以上の単独金属酸化物又は、二種以上の複合金属酸化物等からなる正極活物質や、正極活物質が有機バインダー等によって塗布されて固着されたアルミニウム箔(正極基材)を含むものとすることができる。またその他に、リチウムイオン電池には、銅、鉄等が含まれる場合がある。
また、リチウムイオン電池には一般に、筺体内に電解液が含まれる。電解液としては、たとえば、エチレンカルボナート、ジエチルカルボナート等が使用されることがある。
なお、リチウムイオン電池は、上記の筺体内に、リチウム、ニッケル、コバルト及びマンガンのうちの一種以上の単独金属酸化物又は、二種以上の複合金属酸化物等からなる正極活物質や、正極活物質が有機バインダー等によって塗布されて固着されたアルミニウム箔(正極基材)を含むものとすることができる。またその他に、リチウムイオン電池には、銅、鉄等が含まれる場合がある。
また、リチウムイオン電池には一般に、筺体内に電解液が含まれる。電解液としては、たとえば、エチレンカルボナート、ジエチルカルボナート等が使用されることがある。
筐体で包み込まれたリチウムイオン電池は、実質的に正方形もしくは長方形状の平面輪郭形状を有するものとすることができ、この場合、処理前の寸法として、たとえば、縦が40mm~80mm、横が35mm~65mm、厚みが4mm~5mmのものを対象とすることができるが、この寸法のものに限定されるものではない。
(加熱工程)
この加熱工程では、火炎により焼却対象物を焼却処理する通常の焼却炉を用いることが、特殊な設備を用いる場合に比して設備コストの増大を抑えることができる点で有利である。
但し、このような焼却炉内で、上述したような筐体を有するリチウムイオン電池の筐体に火炎を直接的に当てて、リチウムイオン電池を加熱すると、筺体およびアルミ箔、銅箔が酸化・脆化する。この場合、加熱工程後にリチウムイオン電池を破砕する際に、脆化した筺体、箔もまた細かく粉砕されやすくなるので、篩下に回収される粉末状の正極材に、筺体等に含まれるアルミニウムが多く混入する。それにより、後にアルミニウムを回収する作業及びコストが増大する。
これに対処するため、この発明では、リチウムイオン電池に火炎が直接的に当たることを防ぎながら、リチウムイオン電池を加熱する。たとえば、火炎の周囲から、リチウムイオン電池を一定距離で遠ざけて配置することができる。
この加熱工程では、火炎により焼却対象物を焼却処理する通常の焼却炉を用いることが、特殊な設備を用いる場合に比して設備コストの増大を抑えることができる点で有利である。
但し、このような焼却炉内で、上述したような筐体を有するリチウムイオン電池の筐体に火炎を直接的に当てて、リチウムイオン電池を加熱すると、筺体およびアルミ箔、銅箔が酸化・脆化する。この場合、加熱工程後にリチウムイオン電池を破砕する際に、脆化した筺体、箔もまた細かく粉砕されやすくなるので、篩下に回収される粉末状の正極材に、筺体等に含まれるアルミニウムが多く混入する。それにより、後にアルミニウムを回収する作業及びコストが増大する。
これに対処するため、この発明では、リチウムイオン電池に火炎が直接的に当たることを防ぎながら、リチウムイオン電池を加熱する。たとえば、火炎の周囲から、リチウムイオン電池を一定距離で遠ざけて配置することができる。
ここで、焼却炉内で、リチウムイオン電池に火炎が直接当たることを防止するための手法の一例として、リチウムイオン電池10を、図1に例示するような電池保護コンテナ1内に配置し、この電池保護コンテナ1の外面に火炎を当てることにより、リチウムイオン電池10を加熱することが好適である。
この場合、電池保護コンテナ1が、その内部に配置されたリチウムイオン電池10の筺体に、火炎が当たることを防ぎつつ、火炎による熱を、所期した温度でリチウムイオン電池に伝達するべく機能するので、リチウムイオン電池の筐体の急激な温度上昇を防止するとともに、筺体、箔の酸化をも防止して、リチウムイオン電池を有効に焙焼することができる。その結果として、加熱工程の終了まで、筐体でリチウムイオン電池の周囲が包み込まれた状態が維持されて、破砕・篩別時に筐体、箔の細粒化を防止して、篩上にこれらを取り除くことを容易かつ確実に行うことができる。
この場合、電池保護コンテナ1が、その内部に配置されたリチウムイオン電池10の筺体に、火炎が当たることを防ぎつつ、火炎による熱を、所期した温度でリチウムイオン電池に伝達するべく機能するので、リチウムイオン電池の筐体の急激な温度上昇を防止するとともに、筺体、箔の酸化をも防止して、リチウムイオン電池を有効に焙焼することができる。その結果として、加熱工程の終了まで、筐体でリチウムイオン電池の周囲が包み込まれた状態が維持されて、破砕・篩別時に筐体、箔の細粒化を防止して、篩上にこれらを取り除くことを容易かつ確実に行うことができる。
リチウムイオン電池10は加熱されると、内部の電解液が気化して筐体内からガスが流出するので、上記の電池保護コンテナ1は、リチウムイオン電池10の筐体から流出したガスをコンテナ外部に排出させるガス抜き孔2を有するものであることが好ましい。
具体的には、電池保護コンテナ1は、ガス抜き孔2としての開口部を有し、底3付きの筒状の容器とすることができる。この場合、筒状の容器の横断面の内外輪郭形状は、図示のような真円形、長円形もしくは楕円形その他の円形の他、四角形その他の多角形等の様々な形状とすることができる。なお、電池保護コンテナ1でリチウムイオン電池10の筐体に火炎を直接当てることを防止するため、電池保護コンテナ1の、少なくとも火炎を当てる箇所は、貫通穴等の空所がない壁面とすることが好適である。
電池保護コンテナ1の材質としては、たとえば、ステンレス鋼、炭素鋼等を挙げることができるが、これに限定されず、焼却炉の火炎を直接当てても耐え得る耐熱性材料とすることができる。
またここでは、電池保護コンテナ1内に、リチウムイオン電池とともに、充填材4を配置することができ、この充填材4は、電池保護コンテナ1からリチウムイオン電池10への熱の伝導性を均一化することができるので、リチウムイオン電池10の全体にわたって均一に伝熱することをより確実に維持することができる。
充填材4としては、各種セラミック粉、砂等を挙げることができるが、特に、図示のような粉体とすることが、リチウムイオン電池10の均一な加熱の観点から好ましい。
充填材4を粉体とする場合、特にアルミナの粉体とすることが好適である。これは、熱に対して安定であり、粉体であるため空気を遮断する効果があり、加熱処理後に破砕・篩別等により回収した正極材を含む有価金属を酸浸出する際には、浸出液に不純物として溶解することがないからである。
充填材4を粉体とする場合、特にアルミナの粉体とすることが好適である。これは、熱に対して安定であり、粉体であるため空気を遮断する効果があり、加熱処理後に破砕・篩別等により回収した正極材を含む有価金属を酸浸出する際には、浸出液に不純物として溶解することがないからである。
このような粉体の充填材4は、筺体からガスが流出するリチウムイオン電池10の周囲への酸素の到達を阻害するので、加熱時の筺体の酸化をより有効に防止するべくも機能する。そのため、この場合は、焼却炉内が大気雰囲気であっても、筺体の酸化を有効に防止することができるので、焼却炉内の雰囲気を変化させるための特殊な設備を要しない。なお、電池保護コンテナ1のガス抜き孔2を、筐体から流出するガスの排出で電池保護コンテナ1内への多量の酸素の流入が阻止される程度に小さくすることによっても、筺体の酸化を防止することができる。
熱伝導性及び酸化防止の観点から、図1に示すように、リチウムイオン電池10はその全体を、充填材4内に埋設して配置することが好ましい。
熱伝導性及び酸化防止の観点から、図1に示すように、リチウムイオン電池10はその全体を、充填材4内に埋設して配置することが好ましい。
上記の充填材4を用いるか、又は用いないかに関わらず、図示は省略するが、電池保護コンテナ内を、たとえば個々のリチウムイオン電池が配置できるほどの小さな空間に区画することにより、各リチウムイオン電池への熱伝導を均一化することができ、リチウムイオン電池の均等燃焼を実現することができる。
また図示は省略するが、電池保護コンテナの外面の火炎を当てる箇所に、金属板、セラミック製の板等からなる遮蔽板その他の断熱材を配置することができる。この断熱材は、電池保護コンテナの火炎を当てる箇所の局所的な温度上昇を防止して、リチウムイオン電池への均一な熱伝導に寄与することができる。
このような加熱工程は、たとえば焼却炉等の所定の炉内で大気雰囲気であっても、リチウムイオン電池の筐体の酸化を防止できるので、筺体が酸化しない雰囲気を作り出すための設備等を要しない点で有利である。
なおこの加熱工程では、はじめに、リチウムイオン電池の温度を上昇させ、その後、その温度が200℃~400℃、好ましくは220℃~380℃の範囲内に達したときから、たとえば10分以上、好ましくは20分以上にわたって、その低い温度範囲を維持することができる。
(浸出工程及び回収工程)
上記の加熱工程の後、所要に応じて破砕及び篩別することにより、アルミニウムが十分に除去された粒状ないし粉状等の正極材を含む篩別物を得ることができる。
その後、この粒状ないし粉状の正極材を含む篩別物を、硫酸等の酸性溶液に添加して浸出させて得た浸出後液から、浸出後液中に溶解しているニッケル、コバルト、マンガン等を回収する。具体的には、たとえば、溶媒抽出又は中和により、はじめにマンガンを分離させて回収し、次いでコバルトを、その後にニッケルを順次に分離させて回収し、最後に水相にリチウムを残す。
上記の加熱工程の後、所要に応じて破砕及び篩別することにより、アルミニウムが十分に除去された粒状ないし粉状等の正極材を含む篩別物を得ることができる。
その後、この粒状ないし粉状の正極材を含む篩別物を、硫酸等の酸性溶液に添加して浸出させて得た浸出後液から、浸出後液中に溶解しているニッケル、コバルト、マンガン等を回収する。具体的には、たとえば、溶媒抽出又は中和により、はじめにマンガンを分離させて回収し、次いでコバルトを、その後にニッケルを順次に分離させて回収し、最後に水相にリチウムを残す。
ここでは、上述した加熱工程により、浸出後液に溶解した金属に、アルミニウムがほとんど含まれなくなることから、回収工程でのアルミニウムの分離除去に要する処理を簡略化ないし省略することができる。それにより、処理能率の向上および処理コストの低減を実現することができる。
次に、この発明の処理方法を試験的に実施し、その効果を確認したので以下に説明する。但し、ここでの説明は、単なる例示を目的とするものであって、それに限定されることを意図するものではない。
(実施例1)
大気雰囲気において、るつぼ炉でAl筐体のリチウムイオン電池を加熱した。るつぼ炉の電気ヒーター線からの熱が直接リチウムイオン電池に当たらないようアルミナ製るつぼの中にリチウムイオン電池を入れて加熱した。更に試料温度が急激な上昇をすることのないようヒーターの出力を調整し、550℃まで加熱した。図2に試料温度の履歴をグラフで示す。加熱後のリチウムイオン電池は、Al筐体の膨張は見られたが、筐体が破裂等することなく原型が維持されていた。加熱処理後のリチウムイオン電池を破砕機にて破砕後、篩別して目開き1mmの篩で篩別し、篩下に正極材等を回収した。篩別物(<1mm)の品位は、Coが37%、Alが4.5%、Cuが0.7%であり、Co回収率は98%であった。篩別物の分析値と回収率を表1に示す。
大気雰囲気において、るつぼ炉でAl筐体のリチウムイオン電池を加熱した。るつぼ炉の電気ヒーター線からの熱が直接リチウムイオン電池に当たらないようアルミナ製るつぼの中にリチウムイオン電池を入れて加熱した。更に試料温度が急激な上昇をすることのないようヒーターの出力を調整し、550℃まで加熱した。図2に試料温度の履歴をグラフで示す。加熱後のリチウムイオン電池は、Al筐体の膨張は見られたが、筐体が破裂等することなく原型が維持されていた。加熱処理後のリチウムイオン電池を破砕機にて破砕後、篩別して目開き1mmの篩で篩別し、篩下に正極材等を回収した。篩別物(<1mm)の品位は、Coが37%、Alが4.5%、Cuが0.7%であり、Co回収率は98%であった。篩別物の分析値と回収率を表1に示す。
なお、ここでいう回収率は、加熱処理したリチウムイオン電池を破砕、篩別して回収した各篩別物の重量と、各篩別物を縮分した試料を酸溶解してICP発光分析装置にて分析した分析値から得た各篩別物の品位から、成分毎の金属量を算出し、この全産出物の各金属量合計に対する篩別物(<1mm)中の各金属量の重量百分率として求めたものである。

実施例1では、リチウムイオン電池を加熱時に、アルミナ製るつぼに入れることにより熱源から輻射を軽減し、さらにるつぼ炉ヒーターの出力を調整することによって、試料の急激な温度上昇を回避したことにより、筺体内からガスを十分に流出させることができて、リチウムイオン電池の破裂を防止することができた。その結果として、表1に示す結果より、コバルトを高い回収率で回収しつつ、篩別物中のアルミニウム量を少なくできたことが解かる。
(実施例2)
大気雰囲気において、るつぼ炉でAl筐体のリチウムイオン電池を加熱した。るつぼ炉の電気ヒーター線からの熱が直接リチウムイオン電池に当たらないようアルミナ製るつぼの中にリチウムイオン電池を入れ、リチウムイオン電池をアルミナ粉で被覆した。ヒーターの最大出力で加熱し、550℃まで加熱した。図3に試料温度の履歴をグラフで示す。加熱後のリチウムイオン電池は、Al筐体の膨張は見られたが、筐体が破裂等することなく形を維持していた。加熱処理後のリチウムイオン電池を破砕機にて破砕後、篩別して目開き1mmの篩で篩別し、篩下に正極材等を回収した。篩別物(<1mm)の品位はCo38%、Al1.8%、Cu0.4%で、Co回収率は85%であった。篩別物の分析値と回収率を表2に示す。
大気雰囲気において、るつぼ炉でAl筐体のリチウムイオン電池を加熱した。るつぼ炉の電気ヒーター線からの熱が直接リチウムイオン電池に当たらないようアルミナ製るつぼの中にリチウムイオン電池を入れ、リチウムイオン電池をアルミナ粉で被覆した。ヒーターの最大出力で加熱し、550℃まで加熱した。図3に試料温度の履歴をグラフで示す。加熱後のリチウムイオン電池は、Al筐体の膨張は見られたが、筐体が破裂等することなく形を維持していた。加熱処理後のリチウムイオン電池を破砕機にて破砕後、篩別して目開き1mmの篩で篩別し、篩下に正極材等を回収した。篩別物(<1mm)の品位はCo38%、Al1.8%、Cu0.4%で、Co回収率は85%であった。篩別物の分析値と回収率を表2に示す。

表2に示す結果より、実施例2では、リチウムイオン電池を加熱時に、アルミナ製るつぼに入れ、更にアルミナ粉で被覆することにより熱源から輻射を軽減したことで、るつぼ炉ヒーターの最大出力で加熱したにも関わらず、試料の急激な温度上昇を回避できたことにより、筺体内からガスを十分に流出させることができて、リチウムイオン電池の破裂を防止することができた。この実施例2でもまた、コバルトを高い回収率で回収しつつ、篩別物中のアルミニウム量を少なくすることができた。
(実施例3)
大気雰囲気において、鉄材で作成したボートにAl筐体のリチウムイオン電池を入れて、定置型焼却炉にて加熱した。定置型焼却炉の重油バーナーからの火炎および熱が直接リチウムイオン電池に当たらないように、ボートの中にリチウムイオン電池を入れ、リチウムイン電池をアルミナ粉で被覆した。図4に試料温度の履歴をグラフで示す。加熱後のリチウムイオン電池は、Al筐体の膨張は見られたが、ほとんどの筐体が破裂することなく形を維持していた。加熱処理後のリチウムイオン電池を破砕機にて破砕後、篩別して目開き1mmの篩で篩別し、篩下に正極材等を回収した。篩別物(<1mm)の品位はCo36%、Al3.6%、Cu1.0%で、Co回収率は92%であった。篩別物の分析値と回収率を表3に示す。
大気雰囲気において、鉄材で作成したボートにAl筐体のリチウムイオン電池を入れて、定置型焼却炉にて加熱した。定置型焼却炉の重油バーナーからの火炎および熱が直接リチウムイオン電池に当たらないように、ボートの中にリチウムイオン電池を入れ、リチウムイン電池をアルミナ粉で被覆した。図4に試料温度の履歴をグラフで示す。加熱後のリチウムイオン電池は、Al筐体の膨張は見られたが、ほとんどの筐体が破裂することなく形を維持していた。加熱処理後のリチウムイオン電池を破砕機にて破砕後、篩別して目開き1mmの篩で篩別し、篩下に正極材等を回収した。篩別物(<1mm)の品位はCo36%、Al3.6%、Cu1.0%で、Co回収率は92%であった。篩別物の分析値と回収率を表3に示す。

(比較例1)
大気雰囲気において、るつぼ炉でAl筐体のリチウムイオン電池を加熱した。電気炉の加熱能力のフルパワーで加熱し、その後更に550℃まで加熱した。図5に試料温度の履歴をグラフで示す。試料温度は急激に上昇した。加熱後のリチウムイオン電池は、全体的に破損している状態で、一部は内部のアルミニウム箔が見えている状態であった。加熱処理後のリチウムイオン電池を破砕機にて破砕後、篩別して目開き1mmの篩で篩別し、篩下に正極材等を回収した。篩別物(<1mm)の品位は、Co31%、Al7.0%、Cu1.3%で、Co回収率は71%であった。篩別物の分析値と回収率を表4に示す。
大気雰囲気において、るつぼ炉でAl筐体のリチウムイオン電池を加熱した。電気炉の加熱能力のフルパワーで加熱し、その後更に550℃まで加熱した。図5に試料温度の履歴をグラフで示す。試料温度は急激に上昇した。加熱後のリチウムイオン電池は、全体的に破損している状態で、一部は内部のアルミニウム箔が見えている状態であった。加熱処理後のリチウムイオン電池を破砕機にて破砕後、篩別して目開き1mmの篩で篩別し、篩下に正極材等を回収した。篩別物(<1mm)の品位は、Co31%、Al7.0%、Cu1.3%で、Co回収率は71%であった。篩別物の分析値と回収率を表4に示す。
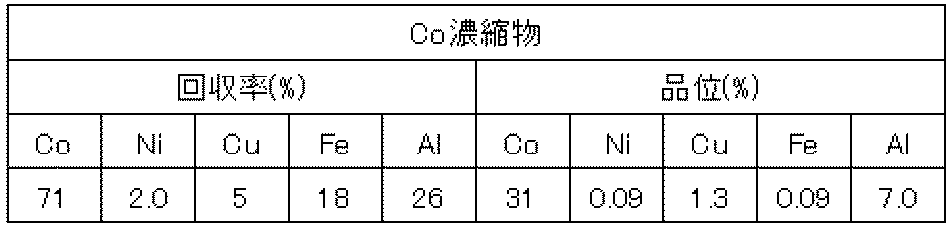
比較例1では、リチウムイオン電池の昇温過程で温度を急激に上昇させたことにより、リチウムイオン電池が破損して筺体のアルミニウム箔の大部分が酸化したと考えられ、それにより、表4に示す結果から、篩別物中のアルミニウム量が多くなったことが解かる。
(比較例2)
大気雰囲気において、鉄材で作成したボートにAl筐体のリチウムイオン電池を入れて、定置型焼却炉にて加熱した。ボートの中に覆いをせずにリチウムイオン電池を入れたところ、定置型焼却炉での加熱に際し、重油バーナーの火炎がリチウムイオン電池に当たっていた。図6に試料温度の履歴をグラフで示す。定置型焼却炉の重油バーナーの火炎が直接当たったことにより、試料温度は急激に上昇した。加熱後のリチウムイオン電池は、全体的に破損またはAlが溶融している状態であった。加熱処理後のリチウムイオン電池を破砕機にて破砕後、篩別して目開き1mmの篩で篩別し、篩下に正極材等を回収した。篩別物(<1mm)の品位はCo23%、Al4.3%、Cu3.9%で、Co回収率は37%であった。篩別物の分析値と回収率を表5に示す。
大気雰囲気において、鉄材で作成したボートにAl筐体のリチウムイオン電池を入れて、定置型焼却炉にて加熱した。ボートの中に覆いをせずにリチウムイオン電池を入れたところ、定置型焼却炉での加熱に際し、重油バーナーの火炎がリチウムイオン電池に当たっていた。図6に試料温度の履歴をグラフで示す。定置型焼却炉の重油バーナーの火炎が直接当たったことにより、試料温度は急激に上昇した。加熱後のリチウムイオン電池は、全体的に破損またはAlが溶融している状態であった。加熱処理後のリチウムイオン電池を破砕機にて破砕後、篩別して目開き1mmの篩で篩別し、篩下に正極材等を回収した。篩別物(<1mm)の品位はCo23%、Al4.3%、Cu3.9%で、Co回収率は37%であった。篩別物の分析値と回収率を表5に示す。

比較例2では、重油バーナーの火炎がリチウムイオン電池に当たり、リチウムイオン電池の温度が急激に昇温したことにより、リチウムイオン電池が破損して、含有されるアルミニウムの大部分が酸化したと考えられ、それにより、表5に示す結果から、篩別物中のアルミニウム量が多くなったことが解かる。
以上より、火炎により焼却対象物を焼却処理する焼却炉を用いた場合であっても、輻射、対流による熱源からのリチウムオン電池への伝熱を抑制する処置をとり、或いは/更に、リチウムイオン電池への酸素の到達を防ぐことによって、試料の急激な温度上昇を回避し、アルミ筐体の破損、アルミ箔、銅箔の酸化・脆化を抑制でき、それにより、加熱処理後のリチウムイオン電池を破砕・篩別して例えば<1mmの篩別物として回収する際に、正極材成分を含む篩別物を高い回収率で、かつ低いアルミニウム品位で回収できることが解かった。
1 電池保護コンテナ
2 ガス抜き孔
3 底
4 充填材
10 リチウムイオン電池
2 ガス抜き孔
3 底
4 充填材
10 リチウムイオン電池
Claims (10)
- アルミニウムを含む筐体で包み込まれたリチウムイオン電池を加熱して処理する方法であって、
火炎により焼却対象物を焼却処理する焼却炉を用いて、前記リチウムイオン電池の筐体に火炎が直接的に当たることを防ぎながら、該リチウムイオン電池を加熱する、リチウムイオン電池の処理方法。 - 前記焼却炉内でのリチウムイオン電池の温度上昇を、大気雰囲気下で行う、請求項1に記載のリチウムイオン電池の処理方法。
- 前記焼却炉内で、前記リチウムイオン電池を、該リチウムイオン電池の筐体に火炎が直接的に当たることを防ぐ電池保護コンテナ内に配置し、前記電池保護コンテナの外面に火炎を当てる、請求項1又は2に記載のリチウムイオン電池の処理方法。
- 前記電池保護コンテナが、リチウムイオン電池の筐体内から流出したガスを電池保護コンテナの外側へと排出させるガス抜き孔を有する、請求項3に記載のリチウムイオン電池の処理方法。
- 前記電池保護コンテナ内に、前記リチウムイオン電池とともに充填材を配置する、請求項3又は4に記載のリチウムイオン電池の処理方法。
- 前記充填材を粉体とする、請求項5に記載のリチウムイオン電池の処理方法。
- 前記粉体をアルミナとする、請求項6に記載のリチウムイオン電池の処理方法。
- 前記電池保護コンテナ内で、リチウムイオン電池の全体を、前記充填材内に埋設して配置する、請求項5~7のいずれか一項に記載のリチウムイオン電池の処理方法。
- 前記電池保護コンテナの外面の火炎を当てる箇所に、断熱材を設ける、請求項3~8のいずれか一項に記載のリチウムイオン電池の処理方法。
- 前記リチウムイオン電池の加熱の終了後、リチウムイオン電池の前記筐体で包み込まれた性状が維持される、請求項1~9のいずれか一項に記載のリチウムイオン電池の処理方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/566,814 US10727546B2 (en) | 2015-04-17 | 2016-04-15 | Method for treating lithium ion battery |
| KR1020197029239A KR20190116570A (ko) | 2015-04-17 | 2016-04-15 | 리튬 이온 전지의 처리 방법 |
| KR1020177032886A KR102173990B1 (ko) | 2015-04-17 | 2016-04-15 | 리튬 이온 전지의 처리 방법 |
| EP16780150.5A EP3284834B1 (en) | 2015-04-17 | 2016-04-15 | Method for processing lithium ion cell |
| CN201680022117.7A CN107532231A (zh) | 2015-04-17 | 2016-04-15 | 锂离子电池的处理方法 |
| US16/730,123 US11145915B2 (en) | 2015-04-17 | 2019-12-30 | Method for treating lithium ion battery |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-085432 | 2015-04-17 | ||
| JP2015085432 | 2015-04-17 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/566,814 A-371-Of-International US10727546B2 (en) | 2015-04-17 | 2016-04-15 | Method for treating lithium ion battery |
| US16/730,123 Continuation US11145915B2 (en) | 2015-04-17 | 2019-12-30 | Method for treating lithium ion battery |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016167359A1 true WO2016167359A1 (ja) | 2016-10-20 |
Family
ID=57125749
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/062153 WO2016167359A1 (ja) | 2015-04-17 | 2016-04-15 | リチウムイオン電池の処理方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US10727546B2 (ja) |
| EP (1) | EP3284834B1 (ja) |
| JP (1) | JP6708468B2 (ja) |
| KR (2) | KR20190116570A (ja) |
| CN (1) | CN107532231A (ja) |
| WO (1) | WO2016167359A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6708468B2 (ja) * | 2015-04-17 | 2020-06-10 | Jx金属株式会社 | リチウムイオン電池の処理方法 |
| JP6918522B2 (ja) * | 2017-03-06 | 2021-08-11 | Jx金属株式会社 | リチウムイオン電池スクラップの処理方法 |
| JP7017860B2 (ja) * | 2017-03-22 | 2022-02-09 | 太平洋セメント株式会社 | 廃リチウムイオン電池の処理方法 |
| JP6994839B2 (ja) * | 2017-03-31 | 2022-01-14 | Jx金属株式会社 | リチウムイオン電池スクラップの処理方法 |
| JP6616443B2 (ja) * | 2018-04-09 | 2019-12-04 | 日本磁力選鉱株式会社 | リチウムイオン電池加熱処理装置及びリチウムイオン電池の処理方法 |
| CN109719117B (zh) * | 2018-12-30 | 2021-10-01 | 沈阳化工研究院有限公司 | 一种回收处理废旧锂电池过程中热解的方法 |
| EP3936246A4 (en) * | 2019-03-04 | 2022-11-02 | Kawasaki Jukogyo Kabushiki Kaisha | TREATMENT SYSTEM AND PROCESS FOR LITHIUM-ION BATTERIES |
| US20230318063A1 (en) | 2020-09-09 | 2023-10-05 | Dowa Eco-System Co., Ltd. | Valuable matter recovery method |
| JP6965420B1 (ja) | 2020-09-15 | 2021-11-10 | Dowaエコシステム株式会社 | 有価物の回収方法 |
| JP6994093B1 (ja) | 2020-09-15 | 2022-02-14 | Dowaエコシステム株式会社 | リチウムイオン二次電池からの有価物の回収方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1046266A (ja) * | 1996-07-31 | 1998-02-17 | Tama Kagaku Kogyo Kk | 二次電池廃品からのコバルト回収方法 |
| JPH11242967A (ja) * | 1997-12-25 | 1999-09-07 | Nippon Mining & Metals Co Ltd | 使用済みリチウム電池からの有価物回収方法 |
| JP2010003512A (ja) * | 2008-06-19 | 2010-01-07 | Toyota Motor Corp | 電池パックのリサイクル方法および電池パックのリサイクル装置 |
| JP2016022395A (ja) * | 2014-07-16 | 2016-02-08 | 太平洋セメント株式会社 | 廃リチウムイオン電池の処理方法及びその処理システム |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000025382A1 (en) * | 1998-10-27 | 2000-05-04 | Mitsui Mining & Smelting Co., Ltd. | Method and system for recovering valuable metal from waste storage battery |
| JP2001115218A (ja) * | 1999-10-15 | 2001-04-24 | Dowa Mining Co Ltd | リチウム遷移金属含有酸化物を含むスクラップからの金属抽出方法 |
| JP2001283871A (ja) * | 2000-03-29 | 2001-10-12 | Kawasaki Steel Corp | 廃電池の処理方法及び処理装置 |
| JP2011015218A (ja) | 2009-07-02 | 2011-01-20 | Hitachi Kokusai Electric Inc | 携帯無線機におけるイヤホンの実装構造 |
| CN101692510B (zh) * | 2009-10-15 | 2011-07-27 | 同济大学 | 废锂电池电极组成材料的资源化分离工艺 |
| CN102263235A (zh) | 2010-05-27 | 2011-11-30 | 群顺绿能股份有限公司 | 含锂电极材料烧结方法 |
| US8282856B2 (en) * | 2010-05-28 | 2012-10-09 | Harmony Brother Co., Ltd. | Method for sintering lithium contained electrode material |
| CN101969148A (zh) * | 2010-10-15 | 2011-02-09 | 中南大学 | 一种回收废旧锂离子电池正极材料有价金属预处理的方法 |
| JP5859332B2 (ja) * | 2011-02-15 | 2016-02-10 | 住友化学株式会社 | 電池廃材からの活物質の回収方法 |
| JP5703884B2 (ja) | 2011-03-23 | 2015-04-22 | トヨタ自動車株式会社 | 電池パックのリサイクル方法及び処理装置 |
| JP5360135B2 (ja) * | 2011-06-03 | 2013-12-04 | 住友金属鉱山株式会社 | 有価金属回収方法 |
| US10294546B2 (en) * | 2011-11-28 | 2019-05-21 | Sumitomo Metal Mining Co., Ltd. | Method for recovering valuable metal |
| JP6116999B2 (ja) * | 2013-05-21 | 2017-04-19 | 太平洋セメント株式会社 | 廃棄リチウム電池の焙焼装置及び焙焼方法 |
| CN103978021B (zh) * | 2014-05-08 | 2016-08-24 | 刘景洋 | 一种废晶体硅太阳能电池板拆解回收处理方法 |
| CN104103870B (zh) * | 2014-07-30 | 2016-06-15 | 兰州理工大学 | 从报废锂离子电池正极片中回收钴锂铝的方法 |
| CN104362408B (zh) * | 2014-10-28 | 2017-12-22 | 山东圣阳电源股份有限公司 | 一种磷酸铁锂电池制造环节磷酸铁锂废料的回收再利用方法 |
| JP6708468B2 (ja) | 2015-04-17 | 2020-06-10 | Jx金属株式会社 | リチウムイオン電池の処理方法 |
-
2016
- 2016-04-08 JP JP2016078257A patent/JP6708468B2/ja active Active
- 2016-04-15 EP EP16780150.5A patent/EP3284834B1/en active Active
- 2016-04-15 KR KR1020197029239A patent/KR20190116570A/ko active Application Filing
- 2016-04-15 CN CN201680022117.7A patent/CN107532231A/zh active Pending
- 2016-04-15 WO PCT/JP2016/062153 patent/WO2016167359A1/ja active Application Filing
- 2016-04-15 KR KR1020177032886A patent/KR102173990B1/ko active IP Right Grant
- 2016-04-15 US US15/566,814 patent/US10727546B2/en active Active
-
2019
- 2019-12-30 US US16/730,123 patent/US11145915B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1046266A (ja) * | 1996-07-31 | 1998-02-17 | Tama Kagaku Kogyo Kk | 二次電池廃品からのコバルト回収方法 |
| JPH11242967A (ja) * | 1997-12-25 | 1999-09-07 | Nippon Mining & Metals Co Ltd | 使用済みリチウム電池からの有価物回収方法 |
| JP2010003512A (ja) * | 2008-06-19 | 2010-01-07 | Toyota Motor Corp | 電池パックのリサイクル方法および電池パックのリサイクル装置 |
| JP2016022395A (ja) * | 2014-07-16 | 2016-02-08 | 太平洋セメント株式会社 | 廃リチウムイオン電池の処理方法及びその処理システム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3284834A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| US10727546B2 (en) | 2020-07-28 |
| JP2016207648A (ja) | 2016-12-08 |
| EP3284834B1 (en) | 2021-07-28 |
| KR20190116570A (ko) | 2019-10-14 |
| US20180083325A1 (en) | 2018-03-22 |
| JP6708468B2 (ja) | 2020-06-10 |
| KR20170137856A (ko) | 2017-12-13 |
| EP3284834A4 (en) | 2018-10-31 |
| EP3284834A1 (en) | 2018-02-21 |
| US20200136201A1 (en) | 2020-04-30 |
| CN107532231A (zh) | 2018-01-02 |
| US11145915B2 (en) | 2021-10-12 |
| KR102173990B1 (ko) | 2020-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016167359A1 (ja) | リチウムイオン電池の処理方法 | |
| JP2017037807A (ja) | リチウムイオン電池の処理方法 | |
| JP6495780B2 (ja) | リチウムイオン電池の処理方法 | |
| JP6483569B2 (ja) | リチウムイオン電池の処理方法 | |
| JP2019178395A (ja) | リチウムイオン電池スクラップからのリチウムの回収方法 | |
| WO2021201055A1 (ja) | 電池廃棄物の熱処理方法及び、リチウム回収方法 | |
| JP6469547B2 (ja) | リチウムイオン電池の処理方法 | |
| JP6994839B2 (ja) | リチウムイオン電池スクラップの処理方法 | |
| JP6571123B2 (ja) | リチウムイオン電池スクラップの浸出方法および、リチウムイオン電池スクラップからの金属の回収方法 | |
| JP2016204676A (ja) | リチウムイオン電池の処理方法 | |
| JP7133688B2 (ja) | リチウムイオン電池スクラップの処理方法 | |
| JP2023158012A (ja) | 廃リチウムイオン電池の処理方法 | |
| JP7378058B2 (ja) | マンガン及びニッケルの分離方法 | |
| JP7242581B2 (ja) | リチウムイオン電池の処理方法 | |
| JP6948975B2 (ja) | リチウムイオン電池スクラップの処理方法および、ストレーナ | |
| JP6853402B2 (ja) | 二次電池の処理方法 | |
| JP2001185241A (ja) | 使用済み密閉型電池の開口方法 | |
| JP6659610B2 (ja) | 車載用電池パック廃棄物の処理方法 | |
| JP2021142474A (ja) | 有価物を含む廃棄物の処理装置及び処理方法 | |
| JP2021142475A (ja) | 廃リチウムイオン電池の処理装置及び処理方法 | |
| JP2020163350A (ja) | リチウムイオン電池廃棄物の処理方法 | |
| JP2005296769A (ja) | 使用済みリチウム二次電池からの有価物回収方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16780150 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15566814 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20177032886 Country of ref document: KR Kind code of ref document: A |