JP7017860B2 - 廃リチウムイオン電池の処理方法 - Google Patents
廃リチウムイオン電池の処理方法 Download PDFInfo
- Publication number
- JP7017860B2 JP7017860B2 JP2017055284A JP2017055284A JP7017860B2 JP 7017860 B2 JP7017860 B2 JP 7017860B2 JP 2017055284 A JP2017055284 A JP 2017055284A JP 2017055284 A JP2017055284 A JP 2017055284A JP 7017860 B2 JP7017860 B2 JP 7017860B2
- Authority
- JP
- Japan
- Prior art keywords
- heat treatment
- heat
- treatment furnace
- lithium ion
- furnace
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/84—Recycling of batteries or fuel cells
Landscapes
- Gasification And Melting Of Waste (AREA)
- Processing Of Solid Wastes (AREA)
- Manufacture And Refinement Of Metals (AREA)
Description
記耐熱容器を投入及び排出可能な熱処理炉とを備える処理装置を用いて前記廃リチウムイ
オン電池を焙焼する廃リチウムイオン電池の処理方法であって、前記耐熱容器内に前記廃
リチウムイオン電池を、前記廃リチウムイオン電池の占有空間内における前記廃リチウム
イオン電池の嵩密度が0.3~0.8kg/lとなるように配置し、前記熱処理炉内の温度を450℃以上525℃以下の所定温度に調節し、前記熱処理炉内の温度が前記所定温度を超えた場合に、前記熱処理炉内に窒素ガス、二酸化炭素又は水蒸気のうち少なくとも1種類の気体を投入すると共に前記熱処理炉内の気体の排気を行い、前記熱処理炉内を冷却することを特徴とする。

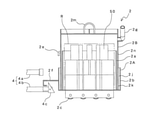
2 耐熱容器
2A 容器本体
2B 蓋
2a 内筒
2b 外筒
2c 車輪
2d 周面
2e 取っ手
2f ハンガー
2g 排気管
2h 天井面
2j 溝部
2k 下端
2m 取っ手
2n 本体
3 熱処理炉
4 容器搬送装置
4a プッシャー部
4b プルアウト部
4c 爪
7 炉壁
7a 開口部
7b 炉体扉
8(8A~8D) ガスバーナー
11(11A~11D) ノズル
13 温度計
14 圧力計
17 炉床
18 モーター
19 炉床回転装置
21 スライドベース
22 ベース移動装置
22a モーター
22b シャフト
23 炉前室
24 炉前室扉
25 スタンド
27 二次燃焼室
28 排気管
28a 先端
29 ファン
30 ファン
31 煙突
32 温度計
33 ダンパー
34 ガスバーナー
50 電池パック
R 占有空間
Claims (2)
- 廃リチウムイオン電池を格納する耐熱容器と、前記耐熱容器を投入及び排出可能な熱処理炉とを備える処理装置を用いて前記廃リチウムイオン電池を焙焼する廃リチウムイオン電池の処理方法であって、
前記耐熱容器内に前記廃リチウムイオン電池を、前記廃リチウムイオン電池の占有空間内における前記廃リチウムイオン電池の嵩密度が0.3kg/l以上0.8kg/l以下となるように配置し、
前記熱処理炉内の温度を450℃以上525℃以下の所定温度に調節し、
前記熱処理炉内の温度が前記所定温度を超えた場合に、前記熱処理炉内に窒素ガス、二酸化炭素又は水蒸気のうち少なくとも1種類の気体を投入すると共に前記熱処理炉内の気体の排気を行い、前記熱処理炉内を冷却することを特徴とする廃リチウムイオン電池の処理方法。 - 前記熱処理炉は、円筒状の炉壁を有し、該炉壁の内面に沿って水平方向に燃料を噴出するバーナーと、上面視円形の天井部の中心部に排気管と、上面視円形の天井部の中心部の近傍に温度計を有することを特徴とする請求項1に記載の廃リチウムイオン電池の処理方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017055284A JP7017860B2 (ja) | 2017-03-22 | 2017-03-22 | 廃リチウムイオン電池の処理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017055284A JP7017860B2 (ja) | 2017-03-22 | 2017-03-22 | 廃リチウムイオン電池の処理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018159477A JP2018159477A (ja) | 2018-10-11 |
| JP7017860B2 true JP7017860B2 (ja) | 2022-02-09 |
Family
ID=63796498
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017055284A Active JP7017860B2 (ja) | 2017-03-22 | 2017-03-22 | 廃リチウムイオン電池の処理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7017860B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6994839B2 (ja) * | 2017-03-31 | 2022-01-14 | Jx金属株式会社 | リチウムイオン電池スクラップの処理方法 |
| JP7195181B2 (ja) * | 2019-03-04 | 2022-12-23 | 川崎重工業株式会社 | 廃リチウムイオン電池の焙焼装置 |
| JP7174653B2 (ja) * | 2019-03-06 | 2022-11-17 | 太平洋セメント株式会社 | 銅含有廃棄物からの銅回収装置 |
| JP7174652B2 (ja) * | 2019-03-06 | 2022-11-17 | 太平洋セメント株式会社 | 廃リチウムイオン電池の処理装置 |
| CN111799522B (zh) * | 2019-04-09 | 2023-01-10 | 锂源(深圳)科学研究有限公司 | 正极材料的回收方法、得到的正极材料及其用途 |
| WO2023149017A1 (ja) * | 2022-02-01 | 2023-08-10 | Jx金属株式会社 | リチウムイオン電池廃棄物の熱処理方法 |
| WO2024004356A1 (ja) * | 2022-06-30 | 2024-01-04 | Jx金属株式会社 | リチウムイオン電池廃棄物の熱処理方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012079630A (ja) | 2010-10-05 | 2012-04-19 | Dowa Eco-System Co Ltd | リチウムイオン二次電池からの有価物の回収方法、及び有価物を含有する回収物 |
| JP2014227565A (ja) | 2013-05-21 | 2014-12-08 | 太平洋セメント株式会社 | 廃棄リチウム電池の焙焼装置及び焙焼方法 |
| JP2015219948A (ja) | 2014-05-14 | 2015-12-07 | 松田産業株式会社 | リチウムイオン二次電池からの有価物回収方法 |
| JP2016022395A (ja) | 2014-07-16 | 2016-02-08 | 太平洋セメント株式会社 | 廃リチウムイオン電池の処理方法及びその処理システム |
| JP2016207648A (ja) | 2015-04-17 | 2016-12-08 | Jx金属株式会社 | リチウムイオン電池の処理方法 |
| JP2017037818A (ja) | 2015-08-13 | 2017-02-16 | Jx金属株式会社 | リチウムイオン電池の処理方法 |
| JP2017037807A (ja) | 2015-08-11 | 2017-02-16 | 学校法人早稲田大学 | リチウムイオン電池の処理方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS648225A (en) * | 1987-05-28 | 1989-01-12 | Daido Steel Co Ltd | Temperature control method for heat treatment furnace |
| JP2006155169A (ja) * | 2004-11-29 | 2006-06-15 | Omron Corp | 温度制御方法、温度調節器および熱処理システム |
-
2017
- 2017-03-22 JP JP2017055284A patent/JP7017860B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012079630A (ja) | 2010-10-05 | 2012-04-19 | Dowa Eco-System Co Ltd | リチウムイオン二次電池からの有価物の回収方法、及び有価物を含有する回収物 |
| JP2014227565A (ja) | 2013-05-21 | 2014-12-08 | 太平洋セメント株式会社 | 廃棄リチウム電池の焙焼装置及び焙焼方法 |
| JP2015219948A (ja) | 2014-05-14 | 2015-12-07 | 松田産業株式会社 | リチウムイオン二次電池からの有価物回収方法 |
| JP2016022395A (ja) | 2014-07-16 | 2016-02-08 | 太平洋セメント株式会社 | 廃リチウムイオン電池の処理方法及びその処理システム |
| JP2016207648A (ja) | 2015-04-17 | 2016-12-08 | Jx金属株式会社 | リチウムイオン電池の処理方法 |
| JP2017037807A (ja) | 2015-08-11 | 2017-02-16 | 学校法人早稲田大学 | リチウムイオン電池の処理方法 |
| JP2017037818A (ja) | 2015-08-13 | 2017-02-16 | Jx金属株式会社 | リチウムイオン電池の処理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018159477A (ja) | 2018-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7017860B2 (ja) | 廃リチウムイオン電池の処理方法 | |
| JP6474207B2 (ja) | 廃リチウムイオン電池の処理方法及びその処理システム | |
| JP6716389B2 (ja) | 廃リチウムイオン電池からの有価物の回収方法及びデータベースの作成方法 | |
| JP6557609B2 (ja) | 廃リチウムイオン電池の処理装置及び処理方法 | |
| JP7179559B2 (ja) | 廃リチウムイオン電池の処理装置及び処理方法 | |
| JP3604634B2 (ja) | バッテリーを循環使用処理するための回転式熱酸化装置 | |
| EP0075978B1 (en) | Process for the recovery of metals from the scrap from nickel-cadmium electric storage batteries | |
| EP2480697B1 (en) | Smelting process for the valorization of metals from Li-ion batteries | |
| WO2012164976A1 (ja) | 有価金属回収方法 | |
| JP7174652B2 (ja) | 廃リチウムイオン電池の処理装置 | |
| JP2019034254A (ja) | 廃リチウムイオン電池の処理装置及び処理方法 | |
| JP7322687B2 (ja) | 廃電池からの有価金属回収方法 | |
| JP6116999B2 (ja) | 廃棄リチウム電池の焙焼装置及び焙焼方法 | |
| JP2020049460A (ja) | 廃リチウムイオン電池の処理装置及び処理方法 | |
| JP7237732B2 (ja) | 耐熱容器 | |
| US20060099543A1 (en) | Oven | |
| KR101991691B1 (ko) | 리튬 이차전지 활물질 소성용 내화갑 및 이를 이용한 활물질 제조방법 | |
| KR20180017630A (ko) | 리튬 이차전지 활물질 소성용 내화갑 | |
| JP6664301B2 (ja) | 廃電子基板の処理装置及び処理方法 | |
| CA1166593A (en) | Apparatus for pyrolyzing shredded tires | |
| CN214009226U (zh) | 一种固体废弃物处理系统 | |
| KR20170140552A (ko) | 리튬 이차전지 활물질 소성용 내화갑 및 이를 이용한 활물질 제조방법 | |
| TW202141842A (zh) | 鋰的回收方法及鋰離子二次電池的處理方法 | |
| JP7174653B2 (ja) | 銅含有廃棄物からの銅回収装置 | |
| JP2022124110A (ja) | 加熱システム及び加熱方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190930 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200814 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210219 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20211011 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211109 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20211109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211124 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20211220 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20211221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220128 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7017860 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |