WO2016035894A1 - 表面改質成型体の製造方法、及び該表面改質成型体を用いた複合体の製造方法 - Google Patents
表面改質成型体の製造方法、及び該表面改質成型体を用いた複合体の製造方法 Download PDFInfo
- Publication number
- WO2016035894A1 WO2016035894A1 PCT/JP2015/075272 JP2015075272W WO2016035894A1 WO 2016035894 A1 WO2016035894 A1 WO 2016035894A1 JP 2015075272 W JP2015075272 W JP 2015075272W WO 2016035894 A1 WO2016035894 A1 WO 2016035894A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- molded body
- silver
- integer
- compound
- modified
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/04—After-treatment of articles without altering their shape; Apparatus therefor by wave energy or particle radiation, e.g. for curing or vulcanising preformed articles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0025—Applying surface layers, e.g. coatings, decorative layers, printed layers, to articles during shaping, e.g. in-mould printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
- B29C65/4835—Heat curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
- C08J5/121—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives by heating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/12—Chemical modification
- C08J7/123—Treatment by wave energy or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
- B29K2027/18—PTFE, i.e. polytetrafluorethene, e.g. ePTFE, i.e. expanded polytetrafluorethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2327/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers
- C08J2327/02—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment
- C08J2327/12—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C08J2327/18—Homopolymers or copolymers of tetrafluoroethylene
Definitions
- the present invention relates to a surface-modified molded body and a method for producing a composite using the surface-modified molded body.
- etching treatment ultraviolet treatment, chemical vapor deposition treatment, plasma treatment, and the like have been performed in order to impart various functions to the surface of a molded body containing an organic polymer compound.
- a molded body molded using an organic polymer compound such as a fluororesin or a polyolefin resin has a low surface wettability and is difficult to bond with an adhesive.
- a treatment for improving the adhesion of the body surface is performed.
- fluororesin is excellent in chemical resistance, weather resistance, heat resistance, electrical insulation, and surface characteristics, and is currently used as an industrial material.
- the fluororesin has a problem that it has high chemical stability and is difficult to join with dissimilar materials because it has a very strong bond between a carbon atom and a fluorine atom.
- polyolefin resin has high versatility, there is a problem that adhesion with different materials is difficult because of low surface polarity. Therefore, a method for modifying the surface of a molded body containing an organic polymer compound has been proposed.
- an etching process in which a solvent containing a sodium-naphthalene complex is applied to the surface of the fluororesin material has been widely performed. Yes.
- the portion to which the solvent is attached turns brownish brown. Therefore, if the color change appears on the appearance, it is not preferable in terms of product appearance.
- metal sodium may remain on the surface of the fluororesin material, which is not preferable depending on the application. For example, it can be said that application to a member that comes into contact with a drug in a container enclosing the drug is not desirable.
- Patent Document 1 discloses a physical modification in which a negative voltage is applied to the surface of a fluororesin-based molding to inject ions in plasma into the molding surface to roughen the surface, and fluorine atoms on the molding surface.
- a surface modification method is described in which chemical modification is performed by substituting for atoms other than fluorine atoms.
- the output of the plasma irradiation source is set to 10 to 1000 W, and the plasma irradiation time is set to 5 seconds to 60 minutes.
- an epoxy adhesive is applied to the surface of a polytetrafluoroethylene (hereinafter referred to as PTFE) sheet that has been subjected to plasma irradiation at 300 W for 10 minutes under a reduced pressure of 0.5 or 1 Pa, and SUS304. It is described that the adhesive strength when bonded is 0.5 to 9.1 N / mm.
- PTFE polytetrafluoroethylene
- Patent Document 2 includes at least one surface of a fluororesin film layer containing a reactive unsaturated group such as acrylic acid in a state in which charges charged on the fluororesin film layer are removed while irradiating plasma under predetermined conditions.
- a surface-modified fluororesin film having a uniform thin film layer obtained by graft polymerization of a monomer is described.
- gum on the surface-modified fluororesin film is described. .
- Patent Document 3 discloses a fluororesin molded body in which the content of fluorine atoms in the surface layer and the centerline average roughness Ra are adjusted by ion implantation, and a predetermined number of sword-like fine protrusions per unit area is disclosed. Yes.
- PTFE sheet-like molded body PTFE sheet
- the molding of a PTFE sheet-like molded body is generally obtained by compression-molding a cylindrical molded product and cutting the surface thereof.
- the surface of the PTFE sheet thus obtained is subjected to plasma treatment and a peel test of the composite bonded to the adherend is performed, the PTFE sheet is bonded to the adherend while the thin layer on the surface of the PTFE sheet is bonded to the adherend. It is known that it may peel off easily. This is because, although the adhesion effect is obtained by the plasma treatment on the surface of the PTFE sheet, the strength of the surface portion of the PTFE sheet is low due to the influence of the cutting treatment at the time of molding. It is considered.
- the PTFE sheet roughened by plasma treatment under reduced pressure and SUS304 are bonded with an epoxy adhesive.
- the output and irradiation time of the atmospheric pressure plasma treatment are described, the thin layer on the surface of the PTFE sheet is strengthened by the adhesive, and surface peeling is suppressed.
- the PTFE itself is the surface layer. It has been confirmed that peeling occurs.
- a monomer containing a reactive unsaturated group is graft-polymerized on the surface of a fluororesin film subjected to atmospheric pressure plasma treatment under predetermined conditions, and rubber is cured on the surface of the film.
- a predetermined monomer is graft-polymerized on the surface of the PTFE sheet, and thereby surface peeling is suppressed to some extent.
- monomer vapor is used during plasma processing, the processing becomes complicated and the apparatus becomes complicated.
- the center line average roughness Ra has a concavo-convex surface with a predetermined range, and the concavo-convex surface has a sword-shaped fine protrusion with a predetermined range.
- an object of the present invention is to improve the strength of the surface layer of the molded body when bonding a molded body containing an organic polymer compound with low adhesion, such as a fluororesin, to the adherend.
- the inventors of the present invention have conducted intensive studies. As a result, when the treatment with the atmospheric pressure plasma is performed, the motility of the polymer of the organic polymer compound can be improved by setting the surface of the molded body to a high temperature close to the melting point, and a peroxide is formed on the surface of the molded body. It has been found that the surface hardness can be improved by introducing a radical and forming a carbon-carbon bond between organic polymers. And when the surface of the molded object processed in this way and a to-be-adhered body are made to contact, even if it does not use an adhesive agent, it discovers that both can be joined and it came to complete this invention. It was.
- the gist of the present invention is as follows.
- the surface temperature of the molded body containing the organic polymer compound is set to (the melting point of the organic polymer compound ⁇ 120) ° C. or higher, and the surface of the molded body is greatly increased. It is characterized in that it performs atmospheric pressure plasma treatment and introduces peroxide radicals.
- the surface temperature of the molded body is preferably (melting point of the organic polymer compound ⁇ 100) ° C. or higher.
- the indentation hardness by nanoindentation of the surface of the modified molded body is 1.4 times or more with respect to the molded body surface before performing the atmospheric pressure plasma treatment
- the organic polymer compound is polytetrafluoroethylene
- the root mean square roughness (rms) of the surface of the modified molded body is the surface before the atmospheric pressure plasma treatment is performed.
- it is preferably 1.5 times or less, or (iv) that the treatment with atmospheric pressure plasma is performed using only non-polymerizable gas.
- the surface of the surface-modified molded body obtained by the method for producing a surface-modified molded body is brought into contact with the adherend, and the adherend is directly bonded to the surface of the surface-modified molded body.
- complex including a process is also included.
- the adherend is preferably cured by heating.
- the adherend is (a) rubber or thermosetting resin, or (b) a silver compound (A) represented by the following formula (1) and an amine represented by the following formula (2).
- a composition comprising a compound (B), wherein the silver compound (A) and the amine compound (B) are added in an amount of 10 to 50% by weight and the amine compound (B) with respect to 100% by weight in total of the silver compound (A) and the amine compound (B).
- a silver-containing composition containing 50 to 90% by mass is preferable.
- R 1 represents hydrogen, — (CY 2 ) a —CH 3 or — ((CH 2 ) b —O—CHZ) c —CH 3
- R 2 represents a phenyl group, — (CY 2 ) d — CH 3 or — ((CH 2 ) e —O—CHZ) f —CH 3
- Y represents a hydrogen atom or — (CH 2 ) g —CH 3
- Z represents a hydrogen atom or — (CH 2 ) h represents —CH 3
- a is an integer of 0 to 8
- b is an integer of 1 to 4
- c is an integer of 1 to 3
- d is an integer of 1 to 8
- e is an integer of 1 to 4
- g is an integer from 0 to 3
- h is an integer from 0 to 2.
- the present invention also includes a step of fixing a functional group that coordinates with silver ions by reacting a grafting agent on the surface of the surface-modified molded body obtained by the method for producing a surface-modified molded body described above, A silver compound (A) represented by the following formula (1) and an amine compound (2) represented by the following formula (2) are formed on the surface of the surface-modified molded body on which functional groups that coordinate with silver ions are fixed. B), wherein 10 to 50% by mass of silver compound (A) and 50 to 50% of amine compound (B) with respect to 100% by mass in total of silver compound (A) and amine compound (B). Applying a silver-containing composition containing 90% by mass, forming a silver thin film layer by heating and curing; The manufacturing method of the composite_body
- R 1 represents hydrogen, — (CY 2 ) a —CH 3 or — ((CH 2 ) b —O—CHZ) c —CH 3
- R 2 represents a phenyl group, — (CY 2 ) d — CH 3 or — ((CH 2 ) e —O—CHZ) f —CH 3
- Y represents a hydrogen atom or — (CH 2 ) g —CH 3
- Z represents a hydrogen atom or — (CH 2 ) h represents —CH 3
- a is an integer of 0 to 8
- b is an integer of 1 to 4
- c is an integer of 1 to 3
- d is an integer of 1 to 8
- e is an integer of 1 to 4
- g is an integer from 0 to 3
- h is an integer from 0 to 2.
- the grafting agent comprises a complexing compound and / or a complexing polymer containing at least one selected from the group consisting of N, P and S and containing a functional group consisting of an atomic group coordinated with silver ions.
- the complexing compound is vinylamine, acrylamide, acrylicamine, acrylonitrile, vinylaniline, vinylisocyanate, vinylpyrrole, vinylpyrrolidone, vinyltriazine, vinylphosphonic acid, vinylphosphoric acid, vinylthiol, vinylthiophene and vinylsulfonic acid.
- the complexing polymer is at least one compound selected from the group consisting of: and the complexing polymer is at least one polymer compound made of a polymer of the complexing compound.
- the surface of a molded body containing an organic polymer compound having low adhesiveness such as a fluororesin is obtained by subjecting the molded body surface temperature to a high temperature close to the melting point and atmospheric pressure plasma treatment.
- the strength of the surface layer of the molded product can be improved. Therefore, according to the method for producing a composite of the present invention using the surface-modified molded body and the adherend of the present invention, it is not necessary to use monomer vapor in the atmospheric pressure plasma treatment, so that the processing steps and equipment are complicated. Even when no adhesive is used, a composite having a bonding strength (peeling strength, adhesion strength) equal to or higher than that of the conventional method can be provided.
- FIG. 4 It is a conceptual diagram of an atmospheric pressure plasma processing apparatus, (a) is a whole side view, (b) is a top view which shows the relationship between a rod-shaped electrode and a board
- the C1s orbital XPS spectrum of the surface modification molding obtained in Examples 4 and 6 and Comparative Example 1 is shown.
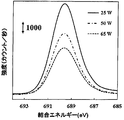
- the F1s orbital XPS spectrum of the surface modification molding obtained in Examples 4 and 6 and Comparative Example 1 is shown.
- the O1s orbital XPS spectrum of the surface modification molding obtained in Examples 4 and 6 and Comparative Example 1 is shown.
- the surface temperature of the molded body containing the organic polymer compound is at a temperature equal to or higher than (the melting point of the organic polymer compound ⁇ 120) ° C. and atmospheric pressure. It is possible to improve the surface hardness while introducing a peroxide radical to the surface of the molded body by performing a treatment with plasma.
- the surface temperature of the molded body is (the melting point of the organic polymer compound (hereinafter sometimes simply referred to as the melting point) ⁇ 120) ° C. included in the molded body. Set the temperature above. By using such a surface temperature, the mobility of the polymer of the organic polymer compound on the surface of the molded body that is the target of plasma irradiation is increased.
- the surface temperature of the molded body is more preferably (melting point ⁇ 100) ° C. or more, and further preferably (melting point ⁇ 80) ° C. or more.
- the surface temperature of the molded body is preferably set in the above range.
- the surface temperature of the molded body satisfies the requirement of (melting point ⁇ 120) ° C. or higher and preferably 20 ° C. or higher.
- the upper limit of the surface temperature of the molded body is not particularly limited, but may be, for example, (melting point + 20) ° C. or lower.
- the effect of improving the strength of the surface layer can be grasped as an index of the indentation hardness (hereinafter, simply referred to as “indentation hardness”) due to nanoindentation of the surface of the molded body.
- This indentation hardness (Hardness, unit: N / mm 2 ) can be expressed by using an average value when measured under the conditions of indentation load: 40 ⁇ N and number of measurements: 50 times.
- the peroxide radical density on the surface of the molded body modified by the production method of the present invention is 1.4 times that of the molded body that has been subjected to atmospheric pressure plasma treatment at a surface temperature of less than (melting point ⁇ 120) ° C. It can be made above, preferably 1.5 times or more, more preferably 1.8 times or more.
- the indentation hardness of the surface of the surface-modified molded body is 1.4 times or more the hardness of the surface of the molded body before the plasma treatment.
- the indentation hardness can be improved by adjusting the surface temperature of the molded body as described above and performing atmospheric pressure plasma treatment, the strength of the surface layer portion of the surface-modified molded body is improved, and a composite with the adherend is obtained.
- the bonding strength at the time can be improved.
- the indentation hardness of the surface-modified molded body is more preferably 1.5 times or more, more preferably 1.6 times or more of that before the plasma treatment. Preferably, it is 1.7 times or more, and the upper limit is not limited, but it is, for example, 2.5 times or less.
- the indentation hardness of the surface of the surface-modified molded body varies depending on the type of organic polymer compound constituting the molded body.
- the hardness of the surface of the molded body after the modification is indentation hardness can, for example, 170N / mm 2 or more, preferably 185 N / mm 2 or more, more preferably 200 N / mm 2 or more.
- the upper limit of the indentation hardness is not limited, but may be, for example, 250 N / mm 2 or less.
- the surface of the molded body opposite to the plasma irradiation surface is hardly affected by the plasma treatment (the effect of improving the hardness is smaller than that of the plasma irradiation surface).
- Various inherent properties for example, chemical resistance, weather resistance, heat resistance, electrical insulation, etc. are fully exhibited without being impaired.
- the method for producing a surface-modified molded body according to the present invention can reduce the root mean square roughness (nm rms) of the surface of the molded body before plasma treatment.
- plasma treatment improves the adhesion by roughening the surface (see, for example, Patent Document 1), but in the present invention, the surface can be modified so that the surface is rather smooth.
- the mobility of the polymer of the organic compound on the surface is increased, the crosslinking reaction between the carbon atoms occurs between the polymers, and the formation of irregularities is suppressed.
- the root mean square roughness (rms) of the surface of the modified molded body is preferably 1.5 times or less, more preferably 1.3 times or less, and still more preferably the surface before the plasma treatment. Is 1.1 times or less, and preferably 1 time or less.
- the lower limit of the ratio of the root mean square roughness of the modified molded body surface to the surface before the plasma treatment is not particularly limited, but is, for example, 0.3 times or more.
- the value of the root mean square roughness of the surface of the modified molded body varies depending on the type of organic polymer compound constituting the molded body and the surface state before the plasma treatment, but is, for example, 40 to 250 (nmrms). it can.
- Examples of the organic polymer compound constituting the molded product that can be used in the present invention include olefin resins such as fluororesin, polyethylene resin, polypropylene resin, and cycloolefin resin, polyester resins such as polyethylene terephthalate resin, and polyimide resins.
- Styrene resins such as resins, styrene resins and syndiotactic polystyrene resins, aromatic polyether ketone resins such as aromatic polyether ketone resins, polyether ether ketone resins and polyphenylene ether resins, polyacetal resins and polyphenylene sulfide resins And bismaleimide triazine resin. These may be used alone or in combination of two or more.
- a liquid crystal polymer represented by a fluororesin and a polyester, a polymer alloy or a copolymer with a polyimide resin, and the like can be given.
- the adhesive improvement is more effective, it is preferably applied to a fluororesin and an olefin resin, and a fluororesin is particularly preferable.
- fluororesin examples include polytetrafluoroethylene (PTFE, melting point: 327 ° C.), polychlorotrifluoroethylene (PCTFE, melting point: 220 ° C.), polyvinylidene fluoride (PVDF, melting point: 151 to 178 ° C.), polyvinyl fluoride.
- PTFE polytetrafluoroethylene
- PCTFE polychlorotrifluoroethylene
- PVDF polyvinylidene fluoride
- the form of the molded body that can be used in the present invention is not particularly limited as long as it is a shape that can be irradiated with plasma, and can be applied to those having various shapes and structures. Examples thereof include, but are not limited to, a square shape, a spherical shape, and a thin film shape having a surface shape such as a flat surface, a curved surface, and a bent surface.
- the molded body may be molded by various molding methods such as injection molding, melt extrusion molding, paste extrusion molding, compression molding, cutting molding, cast molding, and impregnation molding depending on the characteristics of the organic polymer compound. .
- the molded body may have a continuous structure in which a resin, for example, a normal injection molded body is dense, a porous structure, a non-woven fabric, or other structures. good.
- the surface of the molded body containing the organic polymer compound is modified by atmospheric pressure plasma.
- the conditions for the treatment with the atmospheric pressure plasma are not particularly limited as long as peroxide radicals can be introduced into the surface of the molded body. Conditions that are capable of generating atmospheric pressure plasma, which are employed in the technical field of performing surface modification of a molded body by plasma, can be appropriately employed.
- the treatment with atmospheric pressure plasma is performed. In the case where the surface temperature is increased only by the heating effect by the atmospheric pressure plasma treatment, it is preferable to perform the atmospheric pressure plasma treatment under the condition that the heating effect is obtained.
- the output power per unit area is 15 W / cm 2 or more, preferably 20 W / cm 2 or more, more preferably 25 W / cm.
- the upper limit is not particularly limited and may be, for example, 40 W / cm 2 or less.
- the pulse modulation frequency is preferably 1 to 50 kHz (preferably 5 to 30 kHz), and the pulse duty is 5 to 99% (preferably 15 to 80%, more preferably 25 to 70%). Good.
- a cylindrical or flat metal having at least one side coated with a dielectric can be used.
- the distance between the opposed electrodes depends on other conditions, but is preferably 5 mm or less, more preferably 3 mm or less, still more preferably 1.2 mm or less, and particularly preferably 1 mm from the viewpoint of plasma generation and heating. It is as follows. Although the minimum of the distance between the electrodes made to oppose is not specifically limited, For example, it is 0.5 mm or more.
- a gas used for generating plasma for example, a rare gas such as helium, argon, or neon, or a reactive gas such as oxygen, nitrogen, or hydrogen can be used. That is, it is preferable to use only a non-polymerizable gas as the gas used in the present invention.
- the polymerization reactive gas such as the monomer vapor described in Patent Document 2 complicates the plasma processing step and the apparatus used.
- the oxygen concentration is preferably 0.3% or less, more preferably 0.1% or less, still more preferably 0.01% or less, and most preferably 0.005% or less.
- the lower limit of the oxygen concentration is not particularly limited, but is usually about 0.0005%.
- these gases may use only 1 type, or 2 or more types of noble gases, or a mixed gas of 1 type or 2 types or more of noble gases and an appropriate amount of 1 type or 2 types or more of reactive gases. It may be used.
- the generation of the plasma may be performed under the above-described conditions in which the gas atmosphere is controlled using a chamber, or may be performed under a completely open atmosphere condition in which, for example, a rare gas is flowed to the electrode portion.
- FIG. 1 is a conceptual diagram of a capacitively coupled atmospheric pressure plasma processing apparatus that is an example of an atmospheric pressure plasma processing apparatus that can be used in the present invention.
- An atmospheric pressure plasma processing apparatus A shown in FIG. 1A includes a high-frequency power source 10, a matching unit 11, a chamber 12, a vacuum exhaust system 13, an electrode 14, a grounded electrode lifting mechanism 15, a scanning stage 16, and a scanning stage control unit. (Not shown).
- a sample holder 19 that holds the molded body 1 is disposed on the upper surface of the scanning stage 16 so as to face the electrode 14.
- an aluminum alloy can be used.
- the electrode 14 has a rod-like shape, for example, a structure in which the surface of an inner tube 17 made of copper is covered with an outer tube 18 of, for example, aluminum oxide (Al 2 O 3 ). It can be used.
- the surface modification method of the molded body using the atmospheric pressure plasma processing apparatus A shown in FIG. 1 is as follows. First, the molded body is washed with an organic solvent such as acetone or water such as ultrapure water if necessary, and then a sheet-shaped molded body 1 is formed on the upper surface side of the sample holder 19 in the chamber 12 as shown in FIG. After that, the air in the chamber 12 is sucked from the vacuum exhaust system 13 by a suction device (not shown) to reduce the pressure, and a gas for generating plasma is supplied into the chamber (see the arrow in FIG. 1A). The inside of 12 is made atmospheric pressure. The atmospheric pressure does not have to be strictly 1013 hPa, and may be in the range of 700 to 1300 hPa.
- the scanning stage controller adjusts the height of the electrode lifting mechanism 15 (vertical direction in FIG. 1), and moves the scanning stage 16 to a desired position.
- the distance between the electrode 14 and the surface (upper surface) of the molded body 1 can be adjusted.
- the distance between the electrode 14 and the surface of the molded body 1 is preferably 5 mm or less, and more preferably 1.2 mm or less.
- the distance is particularly preferably 1.0 mm or less.
- the distance between the electrode 14 and the surface of the molded body 1 should be larger than zero.
- a desired portion of the surface of the molded body is irradiated with plasma.
- the moving speed of the scanning stage is preferably 1 to 3 mm / second, but the present invention is not limited to such an example.
- the plasma irradiation time to the molded body 1 can be adjusted, for example, by adjusting the moving speed or reciprocating the scanning stage 16 a desired number of times.
- plasma is generated between the electrode 14 and the sample holder 19, and a desired range on the surface of the molded body 1 is obtained. Irradiate plasma.
- a high frequency power source having a frequency of applied voltage or an output power density as described above is used.
- an alumina-coated copper electrode and an aluminum alloy sample holder are used, so that glow under a dielectric barrier discharge condition is achieved. Discharging can be realized. Therefore, peroxide radicals can be generated stably on the surface of the molded body.
- peroxide radicals induced the formation of dangling bonds by defluorination on the surface of the PTFE sheet by radicals, electrons, ions, etc. contained in the plasma, and the air remaining in the chamber or cleaned after the plasma treatment. It is performed by reacting with water components in the air by exposing to fresh air.
- hydrophilic functional groups such as a hydroxyl group and a carbonyl group can be spontaneously formed in the dangling bond.
- the intensity of the plasma applied to the surface of the molded body can be appropriately adjusted according to the various parameters of the above-described high-frequency power source, the distance between the electrode 14 and the surface of the molded body, and the irradiation time. Therefore, when the surface of the molded body is brought into a specific range by natural temperature rise by plasma treatment, these conditions may be adjusted according to the characteristics of the organic polymer compound constituting the molded body.
- the above preferable conditions for generating atmospheric plasma are particularly effective when the molded body has a sheet shape made of PTFE.
- the integrated irradiation time for the molded body surface is adjusted by adjusting the integrated irradiation time for the molded body surface according to the output power density.
- the frequency of the applied voltage is 5 to 30 MHz
- the distance between the electrode 14 and the surface of the molded body is 0.5 to 2.0 mm
- the output power density is 15 to 30 W / cm 2
- the integrated irradiation on the surface of the molded body The time is preferably 50 seconds to 3300 seconds, more preferably 250 seconds to 3300 seconds, and particularly preferably 550 seconds to 2400 seconds.
- the surface temperature of the PTFE sheet-shaped molded body is preferably 210 to 327 ° C.
- the irradiation time is preferably 600 to 1200 seconds.
- the plasma irradiation time means an integrated time during which the surface of the molded body is irradiated with plasma, and it is sufficient that the surface temperature of the molded body is at least (melting point ⁇ 120) ° C. at least part of the plasma irradiation time.
- the surface temperature of the molded body may be (melting point ⁇ 120) ° C. or more in 1/2 or more (preferably 2/3 or more) of the plasma irradiation time.
- the surface temperature of the molded body within the above range, the mobility of PTFE molecules on the surface of the molded body is improved, and the carbon atom of the carbon-fluorine bond of a certain PTFE molecule cut by plasma
- the probability that a carbon-carbon bond is formed by binding to a carbon atom of another PTFE molecule generated in the same manner can be remarkably improved, and the surface hardness can be improved.
- the heating means for heating the molded object 1 can be provided separately.
- a circulation device including a heating device that heats the gas in the chamber and a stirring blade that circulates the heated gas in the chamber 12 is provided in the chamber 12.
- a heat ray irradiation device for irradiating heat rays such as infrared rays may be disposed in the vicinity of the electrode 14, or the molded body 1 may be disposed on the lower surface side.
- a heating means may be arranged in the sample holder 19 or a combination thereof.
- the intensity of the plasma can be reduced as compared with the case where only the heating effect by the plasma treatment is performed, and the output power per unit area may be less than 15 W / cm 2. (However, it is preferably 5 W / cm 2 or more).
- the heating temperature by the heating means may be appropriately set and controlled in consideration of the characteristics of the organic compound constituting the molded body, the shape of the molded body, the heating effect by plasma treatment, and the like. Moreover, it is preferable to pre-heat the molded body before operating the high-frequency power supply 10 so that a desired temperature is reached during plasma irradiation.
- the surface temperature of the molded body during the plasma treatment can be measured by using, for example, a temperature measurement seal or a radiation thermometer.
- the adherend is directly bonded to the surface of the surface-modified molded body by bringing the adherend into contact with the modified surface (modified surface). can do.
- the adherend has a reactive functional group
- the peroxide radical introduced on the surface of the surface-modified molded body and the reactive functional group of the adherend act to intervene both.
- the surface-modified molded body and the adherend can be directly joined.
- the adherend having a reactive functional group that can be used in the present invention reacts with peroxide radicals introduced into the surface-modified molded article, and the constituent material itself of the adherend It is preferable that the reactivity of the reactive functional group is substantially lost by this reaction. That is, it is preferable to use the reactive functional group necessarily contained in the constituent material of the adherend for bonding with the surface-modified molded body. Further, such a functional group may be introduced in advance into the constituent material of the adherend while considering the function of the adherend. Examples of the material constituting the adherend include rubber, thermosetting resin, and predetermined silver-containing composition.
- Examples of rubber that can be used in the present invention include vulcanized rubber, thermosetting resin elastomer, and thermoplastic elastomer.
- Examples of such rubbers include nitrile rubbers such as butyl rubber, isoprene rubber, butadiene rubber, styrene butadiene rubber, natural rubber, chloroprene rubber, and acrylonitrile butadiene rubber, hydrogenated nitrile rubber, norbornene rubber, and ethylene propylene rubber.
- EPDM rubber Ethylene-propylene-diene rubber
- acrylic rubber ethylene acrylate rubber
- fluorine rubber chlorosulfonated polyethylene rubber
- epichlorohydrin rubber silicone rubber
- urethane rubber polysulfide rubber
- examples thereof include phosphanzene rubber and 1,2-polybutadiene.
- One of these may be used alone, or two or more of these may be used in combination.
- butyl rubber and EPDM rubber are preferred.
- reactive functional groups such as a halogen and a thiol group, from a viewpoint of joining with the surface modification molded object mentioned above.
- Butyl rubber is known to have excellent gas permeation resistance and water vapor permeation resistance, and is suitable for applications such as stopcocks that require such characteristics.
- the butyl rubber include isobutylene-isoprene copolymer rubber, halogenated isobutylene-isoprene copolymer rubber (hereinafter referred to as “halogenated butyl rubber”), and modified products thereof.
- the modified product include a brominated product of a copolymer of isobutylene and p-methylstyrene.
- halogenated butyl rubber is preferable because of easy crosslinking, and chlorinated butyl rubber or brominated butyl rubber is more preferable.
- EPDM rubber is known to be excellent in processability and is suitable for various molded products requiring such characteristics.
- diene monomer in the EPDM rubber include dicyclopentadiene, methylene norbornene, ethylidene norbornene, 1,4-hexadiene, and cyclooctadiene.
- butyl rubber and EPDM rubber are used in combination, a combination of halogenated butyl rubber and EPDM rubber is preferable. Both have good compatibility and can be made into a rubber excellent in gas permeability resistance, water vapor resistance, and processability.
- a crosslinking agent is added to the rubber described above depending on the type of polymer as a main ingredient, and the polymer is crosslinked by heating or the like. Therefore, in the present invention, when a composite is formed using rubber as an adherend, a crosslinking agent usually selected according to the type of rubber as the main agent is used as the peroxide radical on the surface of the surface-modified molded body. It is preferable to act. However, even if it is not generally used for the main polymer, a cross-linking agent that can be similarly cross-linked is added to the extent that it does not impair the function of the rubber to improve the bondability with the surface-modified molded body. You may let them.
- crosslinking agent when there exists a joining effect by a crosslinking agent, a reactive functional group does not necessarily need to be contained in the polymer of a main ingredient.
- crosslinking agents include peroxide crosslinking agents such as sulfur and dicumyl peroxide, quinoid crosslinking agents such as p-quinonedioxime and p, p′-dibenzoylquinonedioxime, and low molecular weight compounds.
- Resin-based crosslinking agents such as alkylphenol resins, amine-based crosslinking agents such as diamine compounds (such as hexamethylenediamine carbamate), and triazine thiol-based crosslinking agents such as 2-di-n-butylamino-4,6-dimercapto-s-triazine Polyol-based crosslinking agents, metal oxide-based crosslinking agents, and the like.
- amine-based crosslinking agents such as diamine compounds (such as hexamethylenediamine carbamate)
- triazine thiol-based crosslinking agents such as 2-di-n-butylamino-4,6-dimercapto-s-triazine
- Polyol-based crosslinking agents such as butyl rubber, it is preferable to use a triazine thiol crosslinking agent from the viewpoint of improving the bonding strength with the surface-modified molded body.
- thermosetting resin examples include, but are not limited to, epoxy resin, phenol resin, polyurethane, polyimide, and the like.
- a thermosetting resin is generally one that cures by crosslinking monomers or oligomers by heating, and contains a compound having a reactive functional group before curing, and the reactive functional group substantially disappears by crosslinking. It becomes a cured product. Therefore, when the thermosetting resin is cured, the reactive functional group and the peroxide radical on the surface of the surface-modified molded body act to bond the surface-modified molded body and the cured product of the thermosetting resin to form a composite. Is obtained.
- the silver-containing composition examples include a composition containing a silver compound (A) represented by the above formula (1) and an amine compound (B) represented by the above formula (2) at a specific ratio.
- This silver-containing composition is suitably used as a raw material for a metal film of a dielectric substrate with a metal film used as, for example, a high-frequency device used in a mobile phone or a communication circuit.
- Silver compound (A) is acetone acetone dicarboxylate, and its form is usually powder.
- the silver compound (A) is a substance that has a high viscosity when diluted with a solvent and is difficult to pattern such as printing.
- the viscosity can be set low even in a composition having a high silver content.
- the silver compound (A) has a high decomposition temperature as a simple substance, and it takes a long time to produce metallic silver by firing at 150 ° C. or less (particularly less than 150 ° C.).
- metallic silver can be produced by low-temperature and short-time firing at 150 ° C. or less (particularly less than 150 ° C.).
- the storage stability (determined by the formation of silver particle precipitates) is remarkably improved as compared with the case of using other silver carboxylates.
- the silver compound (A) content is 10-50% by mass and the amine compound (B) content is 100% by mass of the silver compound (A) and the amine compound (B). Is 50 to 90% by mass.
- the content ratio of the silver compound (A) is preferably 20 to 40% by mass, and the content ratio of the amine compound (B) is preferably 60 to 80% by mass.
- the silver compound (A) can be contained in an amount of 50 to 70% by mass.
- the amine compound (B) content is less than 50% by mass, the solubility of the silver compound (A) May be significantly reduced.
- the method for producing the silver compound (A), which is silver acetonedicarboxylate used in the present invention is not limited in any way, and is described in known literature, for example, “Jornal furfite Chemie. Band 312 (1970) pp. 240-244”. A method is mentioned.
- silver acetone dicarboxylate is produced using a basic substance, it is desirable to use an organic base in order to avoid contamination with metal ions.
- the amine compound (B) used in the present invention is a compound represented by the above formula (2), wherein R 1 is a hydrogen atom,-(CY 2 ) a -CH 3 or-((CH 2 ) b —O—CHZ) c —CH 3 , wherein R 2 represents a phenyl group, — (CY 2 ) d —CH 3 or — ((CH 2 ) e —O—CHZ) f —CH 3 .
- Y represents a hydrogen atom or — (CH 2 ) g —CH 3
- Z represents a hydrogen atom or — (CH 2 ) h —CH 3 .
- a is an integer from 0 to 8
- b is an integer from 1 to 4
- c is an integer from 1 to 3
- d is an integer from 1 to 8
- e is an integer from 1 to 4
- f is an integer from 1 to 3
- g is An integer of 0 to 3 (especially an integer of 1 to 3)
- h is an integer of 0 to 2 (especially an integer of 1 to 2).
- Examples of the amine compound (B) include ethylamine, 1-propylamine, 1-butylamine, 1-pentylamine, 1-hexylamine, 1-heptylamine, 1-octylamine, 2-ethylhexylamine, isopropylamine, isobutyl.
- R 1 of the amine compound (B) is a hydrogen atom
- Y and Z are each preferably a hydrogen atom or a methyl group
- a is preferably an integer of 2 to 6
- b is an integer of 1 to 3
- c is preferably 1 or 2.
- R 2 is — (CY 2 ) d —CH 3 or — ((CH 2 ) e —O—CHZ) f —CH 3
- Y and Z are hydrogen atoms
- d is an integer of 1 to 6
- E is preferably an integer of 1 to 3
- f is preferably an integer of 1 to 2.
- an amine compound (B) having a boiling point of less than 130 ° C.
- Examples of the amine compound (B) satisfying these include 1-propylamine, 1-butylamine, 1-pentylamine, 1-hexylamine, 1-heptylamine, 1-octylamine, isopropylamine, isobutylamine, Pentylamine, 3-methoxypropylamine, 2-ethoxypropylamine, 3-isopropoxypropylamine, diisopropylamine, and dibutylamine are preferably used.
- a solvent is appropriately added in addition to the silver compound (A) and the amine compound (B) for the purpose of improving the coating property on the surface-modified molded body and adjusting the viscosity. be able to.
- the amount of the solvent used is preferably 20 to 80% by mass with respect to 100% by mass in total of the silver compound (A), the amine compound (B) and the solvent. Furthermore, 40 to 60% by mass is more preferable with respect to 100% by mass in total of the silver compound (A), the amine compound (B) and the solvent. If the amount of solvent exceeds 80% by mass, a uniform silver film may not be obtained due to a decrease in silver content.
- the type of the solvent is not particularly limited, but is preferably a solvent that can be easily removed during the production of the silver film.
- the solvent include methanol, ethanol, 1-propanol, 2-propanol, 1-butanol, 2-butanol, tert-butanol, 1-pentanol, 2-pentanol, 3-pentanol, and tert-amyl.
- Alcohols such as alcohol, ethylene glycol, butoxyethanol, methoxyethanol, ethoxyethanol, propylene glycol, propylene glycol monomethyl ether, propylene glycol monopropyl ether, propylene glycol monobutyl ether and dipropylene glycol monomethyl ether, acetoxymethoxypropane, phenylglycidyl ether And ethers such as ethylene glycol glycidyl, acetone, methyl ethyl ketone, methyl isobutyl ketone, etc.
- Ketones acetonitrile, propionitrile, nitriles such as butyronitrile and isobutyronitrile, sulfoxides such as DMSO, water and 1-methyl-2-pyrrolidone, and the like. These solvents can be used alone or in combination depending on the application.
- ethanol 1-propanol, 2-propanol, 1-butanol, 2-butanol, 1-pentanol, tert-amyl alcohol, ethylene glycol , Butoxyethanol, methoxyethanol, ethoxyethanol, propylene glycol, propylene glycol monomethyl ether, propylene glycol monopropyl ether, propylene glycol monobutyl ether and dipropylene glycol monomethyl ether, methyl ethyl ketone and methyl isobutyl ketone, acetonitrile, propionitrile, butyronitrile, iso One or more of butyronitrile is preferably mentioned.
- the solvent not only is it added to the mixture of the silver compound (A) and the amine compound (B), but also the silver compound (A) is added to the mixture of the amine compound (B) and the solvent,
- the silver compound (A) is added to the mixture of the amine compound (B) and the solvent.
- the order to add such as adding an amine compound (B) to the mixture of (A) and a solvent.
- the leveling property for the surface-modified molded article is adjusted with hydrocarbon, acetylene alcohol, silicone oil, etc., or the surface is added with a coupling agent such as a silane coupling agent.
- a coupling agent such as a silane coupling agent.
- a silver colloid in which the composition is preheated or a generally known reducing agent is allowed to act to form silver clusters and nanoparticles. It can also be a dispersion.
- a borohydride compound, a tertiary amine, a thiol compound, a phosphorus compound, ascorbic acid, a quinone, a phenol or the like can be added to such an extent that conductivity and flatness are not lost.
- the surface of the surface-modified molded body and the adherend are brought into contact with each other, and the surface of the surface-modified molded body is adhered to the adherend.
- the surface of the adherend is cured by heating. It is preferable to include a step of directly joining the surface of the modified molded body.
- the conditions for curing by heating may be appropriately determined depending on the material constituting the adherend, and can be selected from the range of 20 to 350 ° C., for example.
- a kneaded product of unvulcanized rubber is prepared in advance and heated for a predetermined time in a state where it is in contact with the modified surface of the surface-modified molded body. Then, pressure is applied to crosslink the polymer to cure the unvulcanized rubber, and the peroxide radical on the surface of the surface-modified molded body and the reactive functional group of the rubber are allowed to act to directly bond both. As a result, a vulcanized rubber (a composite of the surface-modified molded body and the vulcanized rubber) having a portion coated with the surface-modified molded body is obtained.
- the conditions at this time are as follows.
- the surface-modified molded body is in the form of a sheet made of a fluororesin, a heating temperature of 140 to 200 ° C., a pressure of 10 to 20 MPa, and a heating and pressing treatment are performed for 10 to 40 minutes.
- a heating temperature of 140 to 200 ° C., a pressure of 10 to 20 MPa, and a heating and pressing treatment are performed for 10 to 40 minutes.
- what is necessary is just to laminate
- an adherend is formed so as to have a predetermined shape and the surface is covered with a sheet-like surface-modified molded body, the surface-modified molded body is placed in advance in the mold cavity and adhered. Transfer molding or the like for injecting the body into the cavity may be performed.
- thermosetting resin for example, a liquid containing a monomer, oligomer, polymer, cross-linking agent, etc. is applied to the modified surface of the surface-modified molded body and heated, or these The powder, paste, etc. containing the resin are brought into contact with the modified surface, and heated (for example, 20 to 350 ° C.) and pressurized to cure the thermosetting resin and to form peroxide radicals on the surface of the surface-modified molded body.
- a thermosetting resin or a reactive functional group of a cross-linking agent is allowed to act to bond both directly. Thereby, the composite_body
- the material constituting the adherend is the above-described silver-containing composition
- the above-mentioned silver-containing composition is prepared and applied to the modified surface of the surface-modified molded body to form an ultrathin film.
- the silver-containing composition is cured to form a silver thin film layer, and the peroxide radical on the surface of the surface-modified molded body and the silver-containing composition are allowed to act to directly bond them.
- a surface-modified molded body composite of a surface-modified molded body and a silver thin film having a silver thin film layer formed on the surface is obtained.
- the silver-containing composition can be applied by spin coating or printing.
- the application method include, but are not limited to, a spray spray method, an ink jet printing method, an offset printing method, a gravure offset printing method, a dipping method, and a doctor blade coating method.
- the heating temperature at the time of heating after coating the silver-containing composition is not particularly limited as long as it is room temperature or higher. However, in consideration of productivity, heating at 80 ° C. or higher is preferable for firing in a short time.
- heating at 80 ° C. or higher is preferable for firing in a short time.
- the silver compound (A) and the amine compound (B) are used at a specific ratio, so that the silver concentration in the composition can be increased and is less than 150 ° C. in the absence of a catalyst.
- a metallic silver film can be obtained quickly at a low temperature. Therefore, the metal silver film can be formed in a short time because the metal silver film can be formed at a low temperature, and the metal silver film can be formed in a further short time at a high temperature of 150 ° C. or higher, thereby improving productivity. Can be expected.
- the material constituting the molded body is a fluororesin, particularly PTFE, it has high adhesion on the surface of the molded body (dielectric substrate) made of a fluororesin having a high signal propagation speed and relatively low power consumption.
- a dielectric base material (composite) with a metal film on which a metal film made of a silver thin film is formed can be provided more easily and at a lower cost than conventional ones.
- the above-mentioned silver-containing composition when used as a material constituting the adherend, a grafting agent is reacted with the surface of the surface-modified molded body into which peroxide radicals are introduced to coordinate with silver ions.
- the above-mentioned silver-containing composition After performing the step of fixing the functional group to be bonded, the above-mentioned silver-containing composition is applied to the surface of the surface-modified molded body on which the functional group coordinated with the silver ion is fixed, and heated and cured.
- the composite may be formed by performing a step of forming a silver thin film layer.
- the functional group that coordinates with the silver ions of the silver-containing composition is fixed by the grafting agent from the peroxide radical formed on the surface of the molded body by atmospheric pressure plasma.
- the adhesion strength of the silver thin film is further improved.
- the peroxide radical is formed by atmospheric pressure plasma treatment.
- An ultra-thin film is produced by applying a grafting agent to the surface of the surface-modified molded body introduced on the surface by a liquid phase method such as a spin coating method.
- the radical radical introduced on the surface of the surface-modified molded body is used as a reaction point to spontaneously form a covalent bond with the grafting agent, so that the grafting agent becomes dense from the surface-modified molded body surface. To be grafted.
- a method of applying the grafting agent in addition to the spin coating method, for example, spray spraying method, inkjet printing method, offset printing method, gravure offset printing method, dipping method, doctor blade coating method and the like can be mentioned. It is not limited to.
- a compound or polymer having a functional group such as an ether group, an ester group, a phosphate group, a urea group, a thiol group, a thienyl group, or a thiourea group is preferred, and an atomic group containing at least one of N, P, and S More preferred is a complexing compound or complexing polymer having a functional group coordinated with silver ions.
- preferable complexing compounds include, for example, vinylamine, acrylamide, acrylicamine, acrylonitrile, vinylaniline, vinylisocyanate, vinylpyrrole, vinylpyrrolidone, vinyltriazine, vinylphosphonic acid, vinylphosphoric acid, vinylthiol, vinylthiophene, vinyl. Although sulfonic acid etc. are mentioned, it is not limited to these.
- Preferred complexing polymers include, for example, polymers of the complexing compounds such as polyvinylamine, polyacrylamide, polyacrylamine, polyacrylonitrile, polyvinylaniline, polyvinyl isocyanate, polyvinyl pyrrole, polyvinyl pyrrolidone, polyvinyl triazine, polyvinyl Examples thereof include, but are not limited to, phosphonic acid, polyvinyl phosphoric acid, polyvinyl thiol, polyvinyl thiophene and polyvinyl sulfonic acid.
- a step of forming a silver thin film layer by applying the above-mentioned silver-containing composition to the surface of the surface-modified molded body on which the functional group that coordinates with silver ions is fixed, and heating and curing is performed.
- This step can be performed in the same manner as already described. That is, the above silver-containing composition is applied by a liquid phase method such as spin coating to produce an ultrathin film, and then the applied silver-containing composition thin film is heated and cured to form a silver thin film layer. Is done.
- the composite obtained as described above is suitable as a stopcock or the like that comes into contact with a drug in a container that encloses the drug when the material that forms the molded body is a fluororesin and the component material of the adherend is rubber, for example. It is.
- the material constituting the molded body is a fluororesin and the constituent material of the adherend is a specific silver-containing composition, it is suitable as a high-frequency printed circuit board material.
- Examples 1 to 6, Reference Example, Comparative Example 1 The surface of the PTFE sheet-shaped molded body was modified by atmospheric pressure plasma using a plasma generator (product name: K2X02L023, manufactured by Meisho Kiko Co., Ltd.) having the configuration shown in FIG.
- a plasma generator product name: K2X02L023, manufactured by Meisho Kiko Co., Ltd.
- a PTFE sheet (Nitoflon No. 900UL) cut to a thickness of 0.2 mm by Nitto Denko Corporation was cut into a certain size (width: 30 mm, length: 30 mm).
- the molded body was ultrasonically cleaned in acetone for 1 minute, and then ultrasonically cleaned in ultrapure water for 1 minute.
- nitrogen gas (purity: 99% or more) was sprayed and removed from the ultrapure water adhering to the molded body by an air gun.
- the high frequency power source of the plasma generator one having an applied voltage frequency of 13.56 MHz was used.
- the electrode an electrode having a structure in which a copper tube having an inner diameter of 1.8 mm, an outer diameter of 3 mm, and a length of 165 mm was covered with an alumina tube having an outer diameter of 5 mm, a thickness of 1 mm, and a length of 100 mm was used.
- a sample holder made of an aluminum alloy and having a width of 20 mm and a length of 120 mm was used.
- the molded body was placed on the upper surface of the sample holder, and the distance between the molded body surface and the electrode was set to 1.0 mm.
- the chamber was sealed and reduced in pressure to 10 Pa with a rotary pump, and then helium gas was introduced until atmospheric pressure (1013 hPa) was reached.
- the high-frequency power source is set so as to have the output power density shown in Table 1, and the scanning stage is moved at a speed of 2 mm / second and the length that the electrode passes is the entire length in the length direction of the molded body (that is, 30 mm) was set to move. Thereafter, the high frequency power source was activated, the scanning stage was moved, and plasma irradiation was performed under the conditions shown in Table 1.
- the total irradiation time was adjusted by the number of reciprocations of the scanning stage. Further, the surface of the molded body at the time of plasma treatment was measured with a temperature measurement seal (Nippon Giken Kogyo, Thermolabel). The measurement results are shown in Table 1.
- the reference example means a PTFE sheet itself that has not been subjected to plasma treatment.
- thermolabel manufactured by NOF CORPORATION, 3E-110, 3E-150, 3E-190, 3E-230, thermo In loop G-1
- the highest temperatures at which discoloration was confirmed were 240 ° C., 240 ° C., 330 ° C., 210 ° C., and 110 ° C., respectively.
- the acquisition of temperature data was unsatisfactory, but Example 3 is an example in which the plasma irradiation time was longer than that of Example 2 with the same power as that of Example 2.
- the surface temperature of Example 3 is considered to be not less than the value of Example 2.
- Example 5 is an example in which the same electric power as in Example 4 was used and the plasma irradiation time was longer than that in Example 4.
- the surface temperature of Example 5 seems to be equal to or higher than the value of Example 4. .
- X-ray photoelectron spectroscopy measurement Chemical structure analysis by X-ray photoelectron spectroscopy (XPS) was performed on the modified surfaces of the surface-modified molded bodies obtained in Examples 4 and 6 and Comparative Example 1 using PHI Quantum 2000 manufactured by ULVAC-PHI. .
- the excitation X-ray source of the apparatus was Al—K ⁇ ray, and the excitation X-ray output was 25 W.
- the results of the C1s, F1s, and O1s spectra are shown in FIGS. Peaks derived from -CF2- bonds, that is, peaks near 292 eV shown in the C1s spectrum of FIG. 2 and peaks near 689 eV shown in the F1s spectrum of FIG.
- the atmospheric pressure plasma treatment is performed under the condition that the output voltage is increased, that is, the surface temperature is increased, the carbon-fluorine bond on the surface is broken by the atmospheric pressure plasma, and peroxide radicals and the like are present on the carbon. It is considered that a carbon-carbon bond between the polymers of PTFE is generated along with the bonding. Moreover, the above-described indentation hardness is improved because of the carbon-carbon bond between the PTFE polymers.
- ⁇ Measurement of root mean square roughness (rms)> The root mean square roughness (nm rms) of the modified surfaces of the surface-modified molded bodies obtained in Examples and Comparative Examples was measured using OLS3100 manufactured by Olympus. In addition, as a reference example (control), the root mean square roughness of the surface of a molded body not treated with atmospheric pressure plasma was measured. Table 3 shows the measurement results.
- the surface modification method using atmospheric pressure plasma of the present invention is different from conventional general plasma treatment.
- a composite with an adherend was produced as follows. did. Halogenated butyl rubber (ExxonMobil Co., Ltd., Butyl 1066) 100 parts by weight, 2-di-n-butylamino-4,6-dimercapto-s-triazine (Sankyo Kasei Co., Ltd., Disnet (registered trademark)) as a crosslinking agent 3 parts by weight, 3 parts by weight of paraffinic process oil (Idemitsu Kosan Co., Ltd., Diana Process Oil PW380) as a plasticizer, and 1 part by weight of magnesium oxide (Kyowa Chemical Industry Co., Ltd., Kyowa Mag 150 (registered trademark)) as an acid acceptor Kneading, producing a rubber sheet with a thickness of 2 mm by a rubber roll machine (manufactured by Nippon Roll Manufacturing Co.
- Halogenated butyl rubber ExxonMobil Co., Ltd., Butyl 1066
- the reactive functional group at this time is a halogen of butyl rubber and / or a thiol group of a crosslinking agent.
- This unvulcanized rubber sheet and the surface-modified part of the surface-modified PTFE sheet are brought into contact with each other, laminated, and compressed using a compression molding machine (Kanto Metal Industries, NF-50) at a temperature of 180 ° C. and a pressure of 10 MPa. By heating and pressurizing for 10 minutes, the unvulcanized rubber was vulcanized and cured to obtain a composite in which the vulcanized rubber was directly bonded to the surface of the surface-modified PTFE sheet. The following peel test was performed using the obtained composite.
- the vulcanized rubber sheet (thickness: 2 mm) was cut so that the joining range was 20 mm ⁇ 30 mm and the unjoined range (grasping margin) was 10 mm ⁇ 30 mm.
- the size of the PTFE sheet was 30 mm ⁇ 30 mm and the thickness was 0.2 mm.
- the joining range and the non-joining range are the same as those of the vulcanized rubber sheet.
- a precision universal testing machine Shiadzu Corporation, AUTOGRAPH AG-1000D
- the gripping margin was sandwiched between chucks, the PTFE sheet and the vulcanized rubber sheet were pulled in the direction of 180 degrees, and a T-peel test was performed.
- the load cell was 1 kN and the tensile speed was 10 mm / min.
- Table 4 The value is the maximum value during the test period.
- Example 4 ⁇ Long-term storage test> The surface-modified molded body of Example 4 was stored in a room at a temperature of 23 ° C. for 33 days. After storage, a composite was prepared in the same manner as in Example 4, and the above “peel test” was performed. The results are also shown in Table 4.
- the indentation hardness of the PTFE sheet is improved by an increase in carbon-carbon bonds (crosslinking effect) between the PTFE polymers on the surface layer.
- the improvement in the strength of the PTFE of the surface layer it is considered that the surface layer was prevented from being broken and the peel strength was dramatically improved.
- the above-described surface-modified molded product of Example 4 was stored in a room at a temperature of 23 ° C. for 6 months.
- Example 7 Using the surface-modified molded body (surface-modified PTFE sheet) obtained in Example 4, a composite with an adherend (silver-containing composition) was produced as follows.
- thermogravimetric analyzer manufactured by SII Nanotechnology Inc.
- the analysis conditions were a heating rate of 10 ° C./min and a measurement atmosphere in the air.
- the thermal decomposition temperature was 175 ° C.
- the residue after thermogravimetric analysis was 59.7%, which was in agreement with the theoretical residual rate (59.4%).
- IPA isopropyl alcohol
- ⁇ Adhesion strength test> The adhesion strength between the silver thin film and the PTFE sheet in the obtained composite was evaluated by a 90 ° peel test based on JIS K6854-1.
- a tensile tester As a tensile tester, a digital force gauge (ZP-200N) and a motorized stand (MX-500N) manufactured by Imada Manufacturing Co., Ltd. were used. The end of the PTFE sheet was pinched with a clip, and a tensile test was conducted at 1 mm / second. In this example, an adhesion strength of 1.26 N / mm was obtained.
- Example 8 The surface modification PTFE sheet obtained in Example 4 was subjected to the surface modification in the same manner as in Example 7 except that the following grafting treatment was performed and then a silver-containing ink solution was applied and heat treatment was performed. A composite in which a metal film made of a silver thin film was formed on the surface of the porous PTFE sheet was obtained. With respect to the obtained composite, the adhesion strength between the silver thin film and the PTFE sheet was measured in the same manner as in Example 7. As a result, an adhesion strength of 1.63 N / mm was obtained.
- a grafting agent As a grafting agent, an aminoethylated acrylic polymer solution (Polyment (registered trademark), NK-100PM, manufactured by Nippon Shokubai Co., Ltd.) diluted to 10 wt% with ultrapure water was used.
- the surface grafting in this example was performed by immersing the surface-modified molded product of Example 4 in an aminoethylated acrylic polymer for 10 seconds.
- the surface grafted molding was put into a beaker containing ultrapure water and subjected to ultrasonic cleaning for 1 minute. Nitrogen gas (purity: 99% or more) was sprayed onto the molded body after ultrasonic cleaning with an air gun to scatter and remove ultrapure water.
- the adhesion strength is further improved when the grafting treatment is performed.
- the printed circuit board material is required to have an adhesion strength of 0.65 N / mm or more. According to the present invention, a practical printed circuit board material can be provided simply and at low cost.
- Example 9 Using the same PTFE sheet as used in Examples 1 to 6, the output power was 25 W (8.3 W / cm 2 ), the plasma irradiation time was 1200 seconds, and the surface of the PTFE sheet was heated using a halogen heater. The plasma treatment was performed. The surface temperature of the PTFE sheet was measured by using a combination of a digital radiation temperature sensor, FT-50A, FT-H40K, and KZ-U3 #, manufactured by Keyence Corporation. The maximum temperature of the PTFE surface was 265 ° C. It was. The other plasma processing conditions are the same as the plasma processing conditions in Examples 1 to 6.
- a composite was prepared by directly bonding this PTFE sheet to butyl rubber in the same manner as in Examples 1 to 6, and a peel test was performed in the same manner as in Examples 1 to 6.
- the peel strength was 2.1 N / mm, and the butyl rubber was broken during the measurement.
- the peel strength of 2.0 N / mm or more means that the rubber is broken rather than the interface between the PTFE sheet and the rubber.
- Example 10 As a compact, ETFE (manufactured by Daikin Industries, Ltd., NEOFLON EF, melting point 254 ° C.) is used, the output power is 40 W (13.3 W / cm 2 ), the plasma irradiation time is 600 seconds, Plasma treatment was performed.
- the surface temperature of the ETFE sheet was measured in the same manner as in Example 9, the maximum temperature of the ETFE surface was 140 ° C.
- a composite was prepared by directly bonding this ETFE sheet to butyl rubber in the same manner as in Examples 1 to 6, and a peel test was conducted in the same manner as in Examples 1 to 6. As a result, the peel strength was 2.1 N / mm, and the butyl rubber was broken during the measurement.
- Example 11 Plasma processing was performed using FEP (manufactured by Daikin Industries, Ltd., NEOFLON NF, melting point 270 ° C.) as the molded body, output power of 50 W (16.6 W / cm 2 ), and plasma irradiation time of 600 seconds.
- FEP manufactured by Daikin Industries, Ltd., NEOFLON NF, melting point 270 ° C.
- the maximum temperature of the FEP sheet was 160 ° C.
- a composite was prepared by directly bonding this FEP sheet to butyl rubber in the same manner as in Examples 1 to 6, and a peel test was conducted in the same manner as in Examples 1 to 6. As a result, the peel strength was 2.9 N / mm, and the butyl rubber was broken during the measurement.
- Example 12 Plasma processing was performed using a 0.1 mm thick PFA (Neolon AF-0100, manufactured by Daikin Industries, Ltd.) as the molded body, an output power of 65 W (21.7 W / cm 2 ), and a plasma irradiation time of 300 seconds. Went.
- the surface temperature of the PFA sheet was measured in the same manner as in Example 9, the maximum temperature of the PFA surface was 250 ° C.
- a composite was prepared by directly bonding this PFA sheet to butyl rubber in the same manner as in Examples 1 to 6, and a peel test was conducted in the same manner as in Examples 1 to 6. As a result, the peel strength was 2.3 N / mm, and the butyl rubber was broken during the measurement. In Examples 9 to 12, although the rubber was ruptured, the peel strength (actually, the rupture strength of the rubber) was slightly different, but this was due to variations in the strength of the rubber.
- Example 13 A silver-containing ink solution produced in the same manner as in Example 7 was applied by spin coating to a PFA sheet that had been subjected to the same plasma treatment as in Example 12. The spin coating was performed under the conditions of a rotation speed of 2000 rpm and a rotation time of 10 seconds. The silver-containing ink was cured by heat-treating the PFA sheet coated with the silver-containing ink under the conditions of a heating temperature of 120 ° C. and a heating time of 10 minutes. Thereby, the composite_body
- Example 14 Of the plasma treatment conditions in Example 1, the pressure reduction by the rotary pump is 500 Pa, the output power is 25 W (8.3 W / cm 2 ), the plasma irradiation time is 1200 seconds, and the surface of the PTFE sheet is heated using a halogen heater. Then, plasma treatment was performed in the same manner as in Example 1 except that the maximum temperature of the PTFE surface was 245 ° C. The measurement of the surface temperature of the PTFE sheet was the same as in Example 9. A composite was prepared by directly bonding this PTFE sheet to butyl rubber in the same manner as in Examples 1 to 6, and a peel test was performed in the same manner as in Examples 1 to 6. As a result, the peel strength was 1.2 N / mm.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
- Coating Of Shaped Articles Made Of Macromolecular Substances (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
例えばフッ素樹脂などのように接着性の低い有機高分子化合物を含む成型体を被着体と接合する際に、成型体の表層の強度を向上させ、接着剤を用いることなく接合可能で、しかも、大気圧プラズマ処理において処理工程や装置が複雑になることのない表面改質成型体の製造方法、及び該表面改質成型体と被着体の複合体の製造方法を提供することを目的とする。 本発明は、有機高分子化合物を含む成型体の表面温度を(前記有機高分子化合物の融点-120)℃以上にして、該成型体の表面に大気圧プラズマ処理を行い、過酸化物ラジカルを導入することを特徴とする表面改質成型体の製造方法である。
Description
本発明は、表面改質成型体及び該表面改質成型体を用いた複合体の製造方法に関する。
従来より、有機高分子化合物を含む成型体の表面に各種の機能を付与するために、エッチング処理、紫外線処理、化学蒸着処理、プラズマ処理等が行われている。例えば、フッ素樹脂やポリオレフィン樹脂等の有機高分子化合物を用いて成形された成型体は、表面の濡れ性が低く接着剤を用いた接着が困難であるため、エッチング処理やプラズマ処理を行って成型体の表面の接着性を向上させる処理が行われている。
例えば、フッ素樹脂は、耐薬品性、耐候性、耐熱性、電気絶縁性、表面特性に優れ、現在では工業材料として利用されている。しかし、フッ素樹脂は炭素原子-フッ素原子間の極めて強固な結合を有することに起因して、化学的安定性が高く、異種材料と接合することが困難であるという問題がある。また、ポリオレフィン樹脂は汎用性が高いものの、表面の極性が低いため、異種材料との接着性が困難であるという問題がある。そこで、有機高分子化合物を含む成型体の表面を改質する方法が提案されている。
有機高分子化合物のうち例えばフッ素樹脂を含む成型体の表面を改質する方法としては、ナトリウム-ナフタレン錯体を含む溶剤等を、フッ素樹脂材料の表面に塗布するエッチング処理が従来から広く行われている。しかし、エッチング処理方法によると、溶剤が付着した部分が茶褐色に変色するため、変色が外観に現れた場合は、製品外観上好ましくない。また、金属ナトリウムがフッ素樹脂材料の表面に残留する可能性があり、用途によっては好ましくない。例えば、医薬品を封入する容器において医薬品と接触する部材への適用は望ましくないといえる。
このようなエッチング処理の問題点を改善すべく、フッ素樹脂を含む成型体の表面にプラズマ処理を施して、その表面を改質する方法が提案されている(例えば、特許文献1、2を参照。)。
特許文献1には、フッ素樹脂系成型物の表面に負電圧を印加することにより、成型物表面にプラズマ中のイオンを注入して粗面化する物理的改質と、成型物表面におけるフッ素原子をフッ素原子以外の原子に置換する化学的改質を行う表面改質方法が記載されている。また、この方法では、大気圧プラズマ照射を行う場合に、プラズマ照射源の出力を10~1000W、プラズマの照射時間を5秒~60分とするとされている。実施例の欄では、0.5又は1Paの減圧下で300W、10分のプラズマ照射を行ったポリテトラフルオロエチレン(以下、PTFEと称する。)シートの表面にエポキシ系接着剤を塗布しSUS304と貼り合せた時の接着強度が0.5~9.1N/mmであることが記載されている。
特許文献2には、フッ素樹脂フィルム層の少なくとも一表面に、所定条件でプラズマを照射しながら前記フッ素樹脂フィルム層に帯電する電荷を除去した状態で、アクリル酸等の反応性不飽和基を含むモノマーをグラフト重合させた均一な薄膜層を有する表面改質フッ素樹脂フィルムが記載されている。また、この表面改質フッ素樹脂フィルムの上に直接接着した被着体が、表面改質フッ素樹脂フィルムの上で熱硬化性樹脂又はゴムを硬化させることにより自己接着させたものが記載されている。
特許文献3には、イオン注入処理により表面層のフッ素原子の含有量、中心線平均粗さRaが調整され、剣山状の微細突起を単位面積当たり所定の個数有するフッ素樹脂成形体が開示されている。
ところで、フッ素樹脂のなかでもPTFEは融点でもゲル状になり、通常の射出成型や押出成形ができないことが知られている。そのため、PTFEのシート状の成型体(PTFEシート)の成形は、一般に、円柱状の成型物を圧縮成型し、その表面を切削することで得られる。このようにして得られたPTFEシートの表面をプラズマ処理し、被着体と接合した複合体の剥離試験を行うと、PTFEシートの表面の薄層が被着体に接合したまま、PTFEシートが簡単に剥離する場合があることが知られている。これは、PTFEシートの表面へのプラズマ処理により接着効果は得られているものの、成型時の切削処理の影響でPTFEシートの表面部分の強度が低いため、PTFE自体が表層剥離を起こした結果と考えられている。
上述のように、特許文献1に記載の発明では、減圧下でプラズマ処理して粗面化したPTFEシートとSUS304とをエポキシ系接着剤により接着している。このように、特許文献1に記載の発明では、大気圧プラズマ処理の出力と照射時間は記載されているものの、接着剤によりPTFEシートの表面の薄層も強化され、表層剥離が抑制されると考えられるうえ、接着剤を使用して被着体と接合する必要がある。尚、本発明の発明者らの検討によると、特許文献1に記載のようにPTFEシートの表面を粗面化させる大気圧プラズマの処理条件では、接着剤を用いない場合は、PTFE自体が表層剥離を起こすことを確認している。
特許文献2に記載の発明では、所定の条件で大気圧プラズマ処理したフッ素樹脂フィルムの表面に反応性不飽和基を含むモノマーをグラフト重合させ、そのフィルムの表面上でゴムを硬化させている。このように、特許文献2に記載の発明では、大気圧プラズマ処理の条件が記載されているものの、所定のモノマーをPTFEシートの表面にグラフト重合させており、これにより表層剥離がある程度抑制されると考えられるが、実用上は十分でない場合がある。また、プラズマ処理時にモノマー蒸気を使用するため処理が煩雑になり、装置も複雑になる。
なお、特許文献3では中心線平均粗さRaが所定範囲の凹凸面を有すると共に、前記凹凸面には、所定範囲の剣山状の微細突起を有しており、ゴムなどとの接着にはある程度有利に働くものの、金属と接合し高周波プリント配線基板へ応用する場合は、表面粗さが電流の妨げになるという不具合がある。
このように、切削により得られたPTFEシートの表面部分は強度が低下していることから、PTFE自体の表層剥離が起こり、剥離強度が低下していると考えられる。しかし、プラズマによる作用に鑑みると、有機高分子化合物の種類や成型体の形態に関わらず、プラズマ処理によりある程度接着効果は得られていると考えられる。したがって、有機高分子化合物を含む成型体と被着体との剥離強度が十分得られないのは、有機高分子化合物自体の表層剥離が影響していると推測される。
そこで、本発明の目的は、例えばフッ素樹脂などのように接着性の低い有機高分子化合物を含む成型体を被着体と接合する際に、成型体の表層の強度を向上させ、接着剤を用いない場合であっても接合可能で、しかも、大気圧プラズマ処理において処理工程や装置が複雑になることのない、表面改質成型体の製造方法、該表面改質成型体と被着体の複合体の製造方法を提供することにある。
上記課題に鑑みて、本発明の発明者らは鋭意検討を行った。その結果、大気圧プラズマによる処理を行う際に、成型体表面を融点近くの高温とすることによって、有機高分子化合物の高分子の運動性を向上させることができ、成型体表面に過酸化物ラジカルを導入するとともに、有機高分子同士間に炭素-炭素結合が生じ、表面硬さを向上させることができることを見出した。そして、このように処理された成型体の表面と、被着体とを接触させると、接着剤を用いない場合であっても両者を接合させることができることを見出し、本発明を完成するに至った。本発明の要旨は以下の通りである。
本発明に係る表面改質成型体の製造方法は、有機高分子化合物を含む成型体の表面温度を、(前記有機高分子化合物の融点-120)℃以上にして、該成型体の表面に大気圧プラズマ処理を行い、過酸化物ラジカルを導入する点に特徴を有する。前記成型体の表面温度は、(前記有機高分子化合物の融点-100)℃以上であることが好ましい。
上記製造方法において、(i)改質された成型体の表面のナノインデンテーションによる押し込み硬さが、大気圧プラズマ処理を行う前の成型体表面に対して、1.4倍以上であること、(ii)前記有機高分子化合物が、ポリテトラフルオロエチレンであること、また(iii)改質された成型体表面の二乗平均平方根粗さ(rms)が、大気圧プラズマ処理を行う前の表面に対して1.5倍以下であること、又は(iv)大気圧プラズマによる処理が、非重合性ガスのみを用いて行われること、などが好ましい。
本発明は、上記した表面改質成形体の製造方法により得られる表面改質成形体の表面と、被着体とを接触させ、前記表面改質成型体の表面に被着体を直接接合する工程を含む複合体の製造方法も包含する。該製造方法において、前記被着体を加熱により硬化させることが好ましい。
前記被着体は、(a)ゴム又は熱硬化性樹脂であることや、又は(b)下記式(1)で表される銀化合物(A)と、下記式(2)で表されるアミン化合物(B)とを含む組成物であって、銀化合物(A)及びアミン化合物(B)の合計100質量%に対して銀化合物(A)を10~50質量%及びアミン化合物(B)を50~90質量%を含む銀含有組成物であること、などが好ましい。
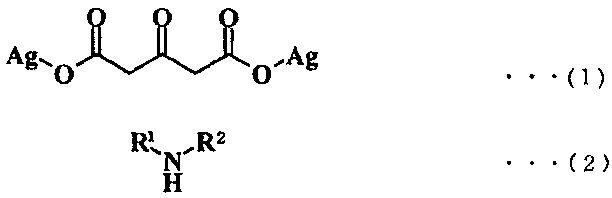
(R1は、水素、-(CY2)a-CH3又は-((CH2)b-O-CHZ)c-CH3を表し、R2は、フェニル基、-(CY2)d-CH3又は-((CH2)e-O-CHZ)f-CH3を表す。ここで、Yは水素原子又は-(CH2)g-CH3を表し、Zは水素原子又は-(CH2)h-CH3を表す。aは0~8の整数、bは1~4の整数、cは1~3の整数、dは1~8の整数、eは1~4の整数、fは1~3の整数、gは0~3の整数、hは0~2の整数である。)
また、本発明は、上記した表面改質成形体の製造方法により得られる表面改質成形体の表面にグラフト化剤を反応させて銀イオンと配位結合する官能基を固定する工程、
前記銀イオンと配位結合する官能基が固定された表面改質成型体表面に、下記式(1)で表される銀化合物(A)と、下記式(2)で表されるアミン化合物(B)とを含む組成物であって、銀化合物(A)及びアミン化合物(B)の合計100質量%に対して銀化合物(A)を10~50質量%及びアミン化合物(B)を50~90質量%を含む銀含有組成物を塗布し、加熱、硬化することにより銀薄膜層を形成する工程、
を含む複合体の製造方法も包含する。

前記銀イオンと配位結合する官能基が固定された表面改質成型体表面に、下記式(1)で表される銀化合物(A)と、下記式(2)で表されるアミン化合物(B)とを含む組成物であって、銀化合物(A)及びアミン化合物(B)の合計100質量%に対して銀化合物(A)を10~50質量%及びアミン化合物(B)を50~90質量%を含む銀含有組成物を塗布し、加熱、硬化することにより銀薄膜層を形成する工程、
を含む複合体の製造方法も包含する。
(R1は、水素、-(CY2)a-CH3又は-((CH2)b-O-CHZ)c-CH3を表し、R2は、フェニル基、-(CY2)d-CH3又は-((CH2)e-O-CHZ)f-CH3を表す。ここで、Yは水素原子又は-(CH2)g-CH3を表し、Zは水素原子又は-(CH2)h-CH3を表す。aは0~8の整数、bは1~4の整数、cは1~3の整数、dは1~8の整数、eは1~4の整数、fは1~3の整数、gは0~3の整数、hは0~2の整数である。)
前記グラフト化剤が、N、P及びSからなる群から選択される少なくとも1つを含み銀イオンと配位結合する原子団からなる官能基を含む錯化化合物及び/又は錯化高分子からなることが好ましく、更に前記錯化化合物がビニルアミン、アクリルアミド、アクリルアミン、アクリロニトリル、ビニルアニリン、ビニルイソシアネート、ビニルピロール、ビニルピロリドン、ビニルトリアジン、ビニルホスホン酸、ビニルリン酸、ビニルチオール、ビニルチオフェン及びビニルスルホン酸からなる群から選択される少なくとも1種の化合物であり、前記錯化高分子が前記錯化化合物の重合体からなる少なくとも1種の高分子化合物であることも好ましい。
本発明の表面改質方法によれば、成型体表面温度を融点近くの高温として大気圧プラズマ処理することにより、例えばフッ素樹脂などのように接着性の低い有機高分子化合物を含む成型体の表面に過酸化物ラジカルを導入するとともに、成型体の表層の強度を向上させることができる。そのため、本発明の表面改質成型体と被着体とを用いる本発明の複合体の製造方法によれば、大気圧プラズマ処理においてモノマー蒸気を使う必要がないので、処理工程や装置が複雑になることがなく、接着剤を用いない場合であっても従来の方法と同等以上の接合強度(剥離強度、密着強度)を有する複合体を提供することができる。
本発明に係る表面改質成型体の製造方法は、有機高分子化合物を含む成型体の表面に対して、表面温度が(前記有機高分子化合物の融点-120)℃以上の温度で、大気圧プラズマによる処理を行い、成型体表面に過酸化物ラジカルを導入するとともに、表面硬さを向上できる。
このように、大気圧プラズマによる処理を行う際に、成型体の表面温度を、その成型体に含まれる(有機高分子化合物の融点(以下、単に融点と呼ぶ場合がある。)-120)℃以上の温度にする。このような表面温度にすることで、プラズマ照射の対象となる成型体表面の有機高分子化合物の高分子の運動性が高まることになる。このような運動性の高い状態の有機高分子化合物にプラズマを照射すると、有機高分子化合物の炭素原子と炭素原子やそれ以外の原子との間の結合が切断された時に、各高分子内の結合が切断された炭素原子同士が架橋反応し、表層の強度を向上させることができると共に、過酸化物ラジカルを十分に形成させることができる。成型体の表面温度は(融点-100)℃以上がより好ましく、(融点-80)℃以上が更に好ましい。特に成型体を構成する有機高分子化合物がPTFEであるときに、成型体の表面温度を前記範囲とすることが好ましい。また、成型体の表面温度は、(融点-120)℃以上という要件を満たすと共に、20℃以上であることが好ましい。成型体の表面温度の上限は特に限定されないが、例えば(融点+20)℃以下とすれば良い。
この表層の強度の向上効果は、本発明では、成型体の表面のナノインデンテーションによる押し込み硬さ(以下、単に「押し込み硬さ」と称する。)を指標として把握することができる。この押し込み硬さ(Hardness、単位:N/mm2)は、押し込み荷重:40μN、測定回数:50回の条件で測定したときの平均値を用いて表すことができる。
また、本発明の製造方法により改質された成型体表面の過酸化物ラジカル密度は、表面温度が(融点-120)℃未満で大気圧プラズマ処理された成型体と比べて、1.4倍以上とでき、好ましくは1.5倍以上であり、更に好ましくは1.8倍以上である。
本発明では、表面改質成型体の表面の押し込み硬さが、プラズマ処理を行う前の成型体表面の硬さに対して1.4倍以上になることが好ましい。成形体の表面温度を上述のように調整して大気圧プラズマ処理することで押し込み硬さを向上でき、表面改質成型体の表層部分の強度が向上し、被着体との複合体にした時の接合強度を向上させることができる。また、複合体の接合強度をより向上させる観点からは、表面改質成型体の表面の押し込み硬さは、プラズマ処理前に対して1.5倍以上がより好ましく、1.6倍以上が更に好ましく、1.7倍以上が特に好ましく、上限は限定されないが、例えば2.5倍以下である。
表面改質成型体の表面の押し込み硬さは、成型体を構成する有機高分子化合物の種類によって異なるが、例えば有機高分子化合物がPTFEである場合には、改質後の成型体の表面の押し込み硬さは例えば170N/mm2以上とでき、好ましくは185N/mm2以上であり、より好ましくは200N/mm2以上である。該押し込み硬さの上限は限定されないが、例えば250N/mm2以下であっても良い。
なお、本発明では、成型体の、プラズマ照射面と反対側の面には、プラズマ処理の影響はほとんどない(プラズマ照射面よりも硬さ向上等の影響が小さい)ため、有機高分子化合物が元来有する諸特性(例えば、耐薬品性、耐候性、耐熱性、電気絶縁性など)は損なわれることなく、十分に発揮される。
また、本発明に係る表面改質成型体の製造方法は、成型体の表面の二乗平均平方根粗さ(nm rms)をプラズマ処理前より小さくできる。一般に、プラズマ処理は表面を粗面化することで接着性を向上させるが(例えば特許文献1参照。)、本発明では、むしろ表面が平滑化されるように、表面を改質できる。これは、上述のように、表面の有機化合物の高分子の運動性が高まって、高分子同士で炭素原子同士の架橋反応が起こり、凹凸の形成が抑制されたものと推測される。
改質された成型体表面の二乗平均平方根粗さ(rms)は、プラズマ処理を行う前の表面に対して1.5倍以下であることが好ましく、より好ましくは1.3倍以下、更に好ましくは1.1倍以下であり、特に1倍以下が好ましい。プラズマ処理を行う前の表面に対する改質された成型体表面の二乗平均平方根粗さの比の下限は特に限定されないが、例えば0.3倍以上である。改質された成型体表面の二乗平均平方根粗さの値は、成型体を構成する有機高分子化合物の種類や、プラズマ処理を行う前の表面状態によって異なるが、例えば40~250(nmrms)とできる。
本発明で用いることができる成型体を構成する有機高分子化合物としては、例えば、フッ素樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、シクロオレフィン樹脂等のオレフィン系樹脂、ポリエチレンテレフタレート樹脂等のポリエステル系樹脂、ポリイミド系樹脂、スチレン樹脂、シンジオタクチックポリスチレン樹脂等のスチレン系樹脂、芳香族ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリフェニレンエーテル樹脂等の芳香族ポリエーテルケトン系樹脂、ポリアセタール系樹脂、ポリフェニレンサルファイド系樹脂、ビスマレイミドトリアジン系樹脂などが挙げられる。これらは、1種でも良いし、2種以上含んでいてもよい。2種以上含む例としては、例えば、フッ素樹脂とポリエステル系に代表されるような液晶性高分子、ポリイミド樹脂との高分子アロイや共重合体等が挙げられる。このうち、接着性改善がより有効であることから、フッ素樹脂、オレフィン系樹脂に適用するのが好ましく、フッ素樹脂が特に好ましい。
フッ素樹脂としては、ポリテトラフルオロエチレン(PTFE、融点:327℃)、ポリクロロトリフルオロエチレン(PCTFE、融点:220℃)、ポリビニリデンフルオライド(PVDF、融点:151~178℃)、ポリビニルフルオライド(PVF、融点203℃)、テトラフルオロエチレン-ヘキサフルオロプロピレン共重合体(FEP、融点:250~275℃)、テトラフルオロエチレン-パーフルオロアルキルビニルエーテル共重合体(PFA、融点:302~310℃)、テトラフルオロエチレン-エチレン共重合体(ETFE、融点:218~270℃)、テトラフルオロエチレン-パーフルオロジオキソール共重合体(TFE/PDD)、クロロトリフルオロエチレン-エチレン共重合体(ECTFE、融点:245℃)などが挙げられる。このうち、モノマー単位の炭素-フッ素結合数(フッ素原子の置換割合)の観点から、PTFE、FEP、PFAに適用するのが好ましく、PTFEが特に好ましい。
本発明で用いることができる成型体の形態は、プラズマを照射可能な形状であれば、特に限定はなく、各種の形状、構造を有するものに適用できる。例えば、平面、曲面、屈曲面等の表面形状を有する、方形状、球形状、薄膜形状等が挙げられるが、これらに限定されない。また、成型体は、有機高分子化合物の特性に応じて、射出成型、溶融押出成型、ペースト押出成型、圧縮成型、切削成型、キャスト成型、含浸成型等各種の成型方法により成型されたものでよい。また、成型体は、例えば通常の射出成型体のような樹脂が緻密な連続構造を有しても良いし、多孔質構造を有しても良いし、不織布状でも良いし、その他の構造でも良い。
本発明では、大気圧プラズマにより、有機高分子化合物を含む成型体の表面を改質する。この大気圧プラズマによる処理の条件は、成型体表面に過酸化物ラジカルを導入することが可能であれば、特に限定はない。プラズマによる成型体の表面改質を行う技術分野において採用される、大気圧プラズマを発生させることが可能な条件を適宜採用することができる。
もっとも、本発明では、成型体の表面温度を、成型体表面の有機高分子化合物の高分子の運動性を高めることが可能な所定の温度範囲にしつつ、大気圧プラズマによる処理を行うため、大気圧プラズマ処理による加熱効果のみにより表面温度を上昇させる場合は、加熱効果が得られる条件で、大気圧プラズマ処理を行うのが好ましい。
もっとも、本発明では、成型体の表面温度を、成型体表面の有機高分子化合物の高分子の運動性を高めることが可能な所定の温度範囲にしつつ、大気圧プラズマによる処理を行うため、大気圧プラズマ処理による加熱効果のみにより表面温度を上昇させる場合は、加熱効果が得られる条件で、大気圧プラズマ処理を行うのが好ましい。
大気圧プラズマの発生には、例えば、印加電圧の周波数が50Hz~2.45GHzの高周波電源を用いるとよい。また、プラズマ発生装置や成型体の構成材料等によるため一概にはいえないが、例えば、単位面積当たりの出力電力を15W/cm2以上、好ましくは20W/cm2以上、より好ましくは25W/cm2以上とすれば良く、上限は特に限定されないが、例えば40W/cm2以下であっても良い。また、パルス出力を使用する場合は、1~50kHzのパルス変調周波数(好ましくは5~30kHz)、5~99%のパルスデューティ(好ましくは15~80%、より好ましくは25~70%)とするとよい。対向電極には、少なくとも片側が誘電体で被覆された円筒状又は平板状の金属を用いることができる。対向させた電極間の距離は、他の条件にもよるが、プラズマの発生と加熱の観点からは、5mm以下が好ましく、より好ましくは3mm以下、更に好ましくは1.2mm以下、特に好ましくは1mm以下である。対向させた電極間の距離の下限は特に限定されないが、例えば0.5mm以上である。
プラズマを発生させるために用いるガスとしては、例えば、ヘリウム、アルゴン、ネオンなどの希ガス、酸素、窒素、水素などの反応性ガスを用いることができる。即ち、本発明で用いるガスとしては、非重合性ガスのみを用いるのが好ましい。特許文献2に記載のようなモノマーの蒸気のように重合反応性ガスは、前述のように、プラズマ処理工程及び用いる装置が複雑になるためである。
特に、プラズマ処理時の酸素濃度が低いほど、被着体との密着強度が向上するため好ましい。酸素濃度は0.3%以下が好ましく、より好ましくは0.1%以下であり、更に好ましくは0.01%以下であり、最も好ましくは0.005%以下である。酸素濃度の下限は特に限定されないが、通常0.0005%程度である。
また、これらのガスは、1種又は2種以上の希ガスのみを用いても良いし、1種又は2種以上の希ガスと適量の1種又は2種以上の反応性ガスの混合ガスを用いてもよい。
プラズマの発生は、チャンバーを用いて上述のガス雰囲気を制御した条件で行ってもよいし、例えば希ガスを電極部にフローさせる形態をとる完全大気開放条件で行ってもよい。
特に、プラズマ処理時の酸素濃度が低いほど、被着体との密着強度が向上するため好ましい。酸素濃度は0.3%以下が好ましく、より好ましくは0.1%以下であり、更に好ましくは0.01%以下であり、最も好ましくは0.005%以下である。酸素濃度の下限は特に限定されないが、通常0.0005%程度である。
また、これらのガスは、1種又は2種以上の希ガスのみを用いても良いし、1種又は2種以上の希ガスと適量の1種又は2種以上の反応性ガスの混合ガスを用いてもよい。
プラズマの発生は、チャンバーを用いて上述のガス雰囲気を制御した条件で行ってもよいし、例えば希ガスを電極部にフローさせる形態をとる完全大気開放条件で行ってもよい。
以下では、本発明に係る表面改質方法に適用可能な大気圧プラズマ処理の実施形態の一例を、主に、成型体がPTFE製のシート形状(厚み:0.2mm)である場合を例にして、図を参照しつつ説明するが、本発明はこうした例に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲において種々の形態で実施し得ることは勿論である。
図1は、本発明において使用可能な大気圧プラズマ処理装置の一例である容量結合型大気圧プラズマ処理装置の概念図を示したものである。図1(a)に示す大気圧プラズマ処理装置Aは、高周波電源10、マッチングユニット11、チャンバー12、真空排気系13、電極14、接地された電極昇降機構15、走査ステージ16、走査ステージ制御部(図示せず)から構成されている。走査ステージ16の上面には、電極14と対向するように成型体1を保持する試料ホルダー19が配置されている。試料ホルダー19としては、例えばアルミ合金製のものを用いることができる。電極14としては、図1(b)に示すように、棒状の形状を有し、例えば銅製の内管17の表面を、例えば酸化アルミニウム(Al2O3)の外管18で被覆した構造を有するものを用いることができる。
図1に示す大気圧プラズマ処理装置Aを用いた成型体の表面改質方法は以下のとおりである。
先ず、成型体を必要に応じてアセトン等の有機溶媒や超純水等の水で洗浄した後、図1に示すように、チャンバー12内の試料ホルダー19の上面側にシート形状の成型体1を配置した後、図示しない吸引装置により、真空排気系13からチャンバー12内の空気を吸引して減圧し、プラズマを発生させるガスをチャンバー内に供給し(図1(a)矢印参照)、チャンバー12内を大気圧にする。尚、大気圧とは、厳密に1013hPaである必要はなく、700~1300hPaの範囲であればよい。
先ず、成型体を必要に応じてアセトン等の有機溶媒や超純水等の水で洗浄した後、図1に示すように、チャンバー12内の試料ホルダー19の上面側にシート形状の成型体1を配置した後、図示しない吸引装置により、真空排気系13からチャンバー12内の空気を吸引して減圧し、プラズマを発生させるガスをチャンバー内に供給し(図1(a)矢印参照)、チャンバー12内を大気圧にする。尚、大気圧とは、厳密に1013hPaである必要はなく、700~1300hPaの範囲であればよい。
次に、走査ステージ制御部により、電極昇降機構15の高さ(図1の上下方向)を調整し、走査ステージ16を所望の位置に移動させる。電極昇降ユニット15の高さを調整することで、電極14と成型体1の表面(上面)との距離を調整することができる。電極14と成型体1表面間の距離は、5mm以下が好ましく、1.2mm以下がより好ましい。特に、プラズマ処理による自然昇温により、成型体表面を特定の範囲にする場合は、その距離は1.0mm以下であるのが特に好ましい。尚、成型体1を走査ステージ16により移動させるため、電極14と成型体1表面間の距離をゼロより大きくすべきことは勿論のことである。
また、走査ステージ16を、電極14の軸方向に直交する方向(図1(b)、矢印方向(図1の左右方向))に移動させることで、成型体表面の所望の部分にプラズマを照射することができる。例えば、走査ステージの移動速度は、1~3mm/秒が好ましいが、本発明はこうした例に何ら限定されるものではない。尚、成型体1へのプラズマ照射時間は、例えば、移動速度を調整したり、走査ステージ16を所望回数往復させることで調整することができる。
また、走査ステージ16を、電極14の軸方向に直交する方向(図1(b)、矢印方向(図1の左右方向))に移動させることで、成型体表面の所望の部分にプラズマを照射することができる。例えば、走査ステージの移動速度は、1~3mm/秒が好ましいが、本発明はこうした例に何ら限定されるものではない。尚、成型体1へのプラズマ照射時間は、例えば、移動速度を調整したり、走査ステージ16を所望回数往復させることで調整することができる。
走査ステージ16を移動させることで成型体1を移動させつつ、高周波電源10を作動させることで、電極14と試料ホルダー19との間にプラズマを発生させ、成型体1の表面の所望の範囲にプラズマを照射する。この時、高周波電源として、例えば上述のような印加電圧の周波数や出力電力密度のものを用い、例えばアルミナ被覆銅製電極とアルミ合金製試料ホルダーを用いることで、誘電体バリア放電条件下でのグロー放電を実現することができる。そのため、成型体表面に安定して過酸化物ラジカルを生成させることができる。過酸化物ラジカルの導入は、プラズマ中に含まれるラジカル、電子、イオン等により、PTFEシート表面の脱フッ素によるダングリングボンドの形成が誘起され、チャンバー内に残存していた空気あるいはプラズマ処理後に清浄な空気にさらすことで空気中の水成分等と反応することで行われる。また、ダングリングボンドには、過酸化物ラジカルの他、水酸基、カルボニル基などの親水性官能基が自発的に形成され得る。
成型体表面に照射するプラズマの強度は、上述の高周波電源の各種パラメータ、電極14と成型体表面間の距離、照射時間により、適宜調整することができる。したがって、プラズマ処理による自然昇温により、成型体表面を特定の範囲にする場合は、成型体を構成する有機高分子化合物の特性に応じて、これらの条件を調整するとよい。上記した大気プラズマ発生の好ましい条件(印加電圧の周波数、単位面積当たりの出力電力、パルス変調周波数、パルスデューティ等)は、特に成型体がPTFE製のシート形状である場合について有効である。また、出力電力密度に応じて、成型体表面に対する積算の照射時間を調整することで、成型体表面を特定の温度範囲にすることも可能である。例えば、印加電圧の周波数が5~30MHz、電極14と成型体表面間の距離が0.5~2.0mm、出力電力密度が15~30W/cm2である場合、成型体表面に対する積算の照射時間を50秒~3300秒とするのが好ましく、250秒~3300秒とするのがより好ましく、550秒~2400秒とするのが特に好ましい。特にPTFE製のシート形状の成型体の表面温度を210~327℃とし、照射時間を600~1200秒とすることが好ましい。照射時間が長い場合は、加熱による影響が表れる傾向にある。なお、プラズマ照射時間とは、成型体表面にプラズマが照射されている積算時間を意味し、プラズマ照射時間の少なくとも一部で成型体表面温度が(融点-120)℃以上となっていれば良く、例えばプラズマ照射時間のうちの1/2以上(好ましくは2/3以上)で成型体表面温度が(融点-120)℃以上となっていれば良い。いずれの態様においても、成型体の表面温度を上記範囲とすることで、成型体表面のPTFE分子の運動性を向上させ、プラズマにより切断されたあるPTFE分子の炭素-フッ素結合のうちの炭素原子が、同様にして生じた他のPTFE分子の炭素原子と結合して炭素-炭素結合が生じる確率が格段に向上し、表面硬さを向上させることができる。
また、図示しないが、成型体1を加熱するための加熱手段を別途設けることができる。例えば、チャンバー12内の環境温度を昇温するために、チャンバー内の上述のガスを加熱する加熱装置と、加熱されたガスをチャンバー12内に循環させる撹拌翼等を備えた循環装置をチャンバー12内に配置してもよいし、成型体の表面を直接加熱するために、赤外線等の熱線を照射する熱線照射装置を電極14の近傍部に配置してもよいし、成型体1を下面側から加熱するために、試料ホルダー19に加熱手段を配置してもよいし、これらを組み合わせてもよい。このような加熱手段を設ける場合は、プラズマ処理による加熱効果のみで行う場合に比べて、プラズマの強度を低下させることができ、単位面積当たりの出力電力は15W/cm2未満であっても良い(但し、5W/cm2以上であることが好ましい)。加熱手段による加熱温度は、成型体を構成する有機化合物の特性、成型体の形状、プラズマ処理による加熱効果等を考慮して、適宜設定、制御するとよい。また、プラズマ照射時に所望の温度になるように、高周波電源10を作動させる前に、成型体を予備加熱しておくのが好ましい。
また、プラズマ処理時の成型体の表面温度は、例えば、温度測定シールを用いたり、放射温度計を用いたりすることによって測定することができる。
以上のようにして所定温度で大気圧プラズマ処理された成型体1を冷却すると、表面改質成型体が得られる。この表面改質成型体は、1ヶ月間程度、室温大気中で保管しても、後述するようにして複合体を形成した場合、表面処理直後に作製した複合体より密着強度は低下するが、ブチルゴムが凝集破壊するには十分な密着性を有する。これは、成型体の表面の硬度が向上することで、成型体表面に導入された過酸化物ラジカルが成型体内部に取り込まれることなく表面に保持することができるためと推測される。
また、上述のような表面改質成型体を用いると、その改質された表面(改質表面)に被着体を接触させることで、表面改質成型体の表面に被着体を直接接合することができる。特に、被着体が反応性官能基を有している場合には、表面改質成型体の表面に導入された過酸化物ラジカルと被着体の反応性官能基による作用により、両者を介した結合が形成され、表面改質成型体と被着体とが直接接合できる。
本発明に使用可能な反応性官能基を有する被着体は、複合体として完成した時には、表面改質成型体に導入された過酸化物ラジカルとの反応等や、被着体の構成材料自体の反応により反応性官能基の反応性が実質的に失われた状態になるのが好ましい。即ち、被着体の構成材料に必然的に含まれる反応性官能基を、表面改質成型体との接合にも利用するのが好ましい。また、被着体の機能を考慮しつつ、被着体の構成材料にこのような官能基を予め導入してもよい。
被着体を構成する材料としては、例えば、ゴム、熱硬化性樹脂、所定の銀含有組成物等が挙げられる。
被着体を構成する材料としては、例えば、ゴム、熱硬化性樹脂、所定の銀含有組成物等が挙げられる。
本発明で使用可能なゴムとしては、加硫ゴム、熱硬化性樹脂系エラストマー、熱可塑性エラストマーが挙げられる。このようなゴムとしては、例えば、ブチル系ゴム、イソプレンゴム、ブタジエンゴム、スチレンブタジエンゴム、天然ゴム、クロロプレンゴム、アクリロニトリルブタジエンゴム等のニトリル系ゴム、水素化ニトリル系ゴム、ノルボルネンゴム、エチレンプロピレンゴム、エチレン-プロピレン-ジエンゴム(以下、「EPDMゴム」と称する。)、アクリルゴム、エチレン・アクリレートゴム、フッ素ゴム、クロロスルフォン化ポリエチレンゴム、エピクロロヒドリンゴム、シリコーンゴム、ウレタンゴム、多硫化ゴム、フォスファンゼンゴム又は、1,2-ポリブタジエン等が挙げられる。これらは1種類を単独で使用しても良いし、2種類以上を組み合わせて用いてもよい。このうち、ブチル系ゴム、EPDMゴムが好ましい。また、上述した表面改質成型体との接合の観点からは、ハロゲンやチオール基等の反応性官能基を有するのが好ましい。
ブチル系ゴムは耐気体透過性及び耐水蒸気透過性に優れることが知られており、このような特性が求められる活栓等の用途に適している。ブチル系ゴムとしては、例えば、イソブチレン-イソプレン共重合ゴム、ハロゲン化イソブチレン-イソプレン共重合ゴム(以下、「ハロゲン化ブチルゴム」と称す。)、又はその変性物が挙げられる。変性物としては、イソブチレンとp-メチルスチレンの共重合体の臭素化物等が挙げられる。なかでも、架橋の容易さからハロゲン化ブチルゴムが好ましく、塩素化ブチルゴム又は臭素化ブチルゴムがより好ましい。
EPDMゴムは、加工性に優れることが知られており、このような特性が求められる各種成型加工品に適している。EPDMゴムにおけるジエンモノマーの例としては、ジシクロペンタジエン、メチレンノルボルネン、エチリデンノルポルネン、1,4-ヘキサジエン又はシクロオクタジエンなどが挙げられる。
ブチル系ゴムとEPDMゴムを併用する場合は、ハロゲン化ブチルゴムとEPDMゴムの組み合わせが好ましい。両者は相溶性が良好で、耐気体透過性、耐水蒸気透過性、加工性に優れたゴムとすることができる。
上述のゴムには主剤の高分子の種類に応じて架橋剤を添加し、加熱等により高分子を架橋させるのが一般的である。したがって、本発明では、被着体としてゴムを用いて複合体を形成する場合、主剤となるゴムの種類に応じて通常選択される架橋剤を表面改質成型体の表面の過酸化物ラジカルに作用させるのが好ましい。もっとも、主剤の高分子に一般的に使用されないものであっても、同様に架橋することができる架橋剤をゴムの機能を害さない範囲で追加して表面改質成型体との接合性を向上させてもよい。また、架橋剤による接合効果がある場合は、必ずしも主剤の高分子に反応性官能基が含まれなくてもよい。
このような架橋剤としては、例えば、硫黄、ジクミルパーオキサイド等の過酸化物系架橋剤、p-キノンジオキシム、p,p’-ジベンゾイルキノンジオキシム等のキノイド系架橋剤、低分子アルキルフェノール樹脂等の樹脂系架橋剤、ジアミン化合物(ヘキサメチレンジアミンカルバメートなど)等のアミン系架橋剤、2-ジ-n-ブチルアミノ-4,6-ジメルカプト-s-トリアジン等のトリアジンチオール系架橋剤、ポリオール系架橋剤、金属酸化物系架橋剤などが挙げられる。
このうち、ブチル系ゴムの場合は、表面改質成型体との接合強度を向上させる観点からは、トリアジンチオール系架橋剤を用いるのが好ましい。
このような架橋剤としては、例えば、硫黄、ジクミルパーオキサイド等の過酸化物系架橋剤、p-キノンジオキシム、p,p’-ジベンゾイルキノンジオキシム等のキノイド系架橋剤、低分子アルキルフェノール樹脂等の樹脂系架橋剤、ジアミン化合物(ヘキサメチレンジアミンカルバメートなど)等のアミン系架橋剤、2-ジ-n-ブチルアミノ-4,6-ジメルカプト-s-トリアジン等のトリアジンチオール系架橋剤、ポリオール系架橋剤、金属酸化物系架橋剤などが挙げられる。
このうち、ブチル系ゴムの場合は、表面改質成型体との接合強度を向上させる観点からは、トリアジンチオール系架橋剤を用いるのが好ましい。
熱硬化性樹脂としては、例えば、エポキシ樹脂、フェノール樹脂、ポリウレタン、ポリイミド等が挙げられるが、これらに限定されるわけではない。熱硬化性樹脂は、一般に、加熱によりモノマーあるいはオリゴマー等を架橋させて硬化させるものであり、硬化前は反応性官能基を有する化合物を含み、架橋させることで反応性官能基が実質的に消滅し硬化物となる。そのため、熱硬化性樹脂の硬化時に反応性官能基と表面改質成型体の表面の過酸化物ラジカルとが作用して表面改質成型体と熱硬化性樹脂の硬化物とが接合し複合体が得られる。
銀含有組成物としては、上記式(1)で表される銀化合物(A)と、上記式(2)で表されるアミン化合物(B)とを特定割合で含有する組成物が挙げられる。この銀含有組成物は、例えば、携帯電話や通信回路などに使用される高周波デバイスとして用いられる金属膜付き誘電体基材の金属膜の原料として好適に用いられるものである。
銀化合物(A)は、アセトンジカルボン酸銀であり、その形態は通常粉体である。該銀化合物(A)は、溶剤に希釈した際に粘度が高くなり、印刷等のパターニングが難しい物質である。しかし、上記アミン化合物(B)と組み合わせることで、銀含有量の高い組成物においても粘度を低く設定することができる。また、銀化合物(A)は、単体での分解温度が高く、150℃以下(特に150℃未満)の焼成にて金属銀を生成するには長時間を有する。しかし、上記アミン化合物(B)と組み合わせることで、150℃以下(特に150℃未満)の低温・短時間焼成にて金属銀を生成することが可能となる。さらには、銀化合物(A)とアミン化合物(B)との相乗効果により、他のカルボン酸銀を用いたときに比べ保存安定性(銀粒子の沈殿の生成により判断)が格段に向上する。
上記の銀含有組成物中において、銀化合物(A)及びアミン化合物(B)の合計100質量%に対する、銀化合物(A)の含有割合は10~50質量%及びアミン化合物(B)の含有割合は50~90質量%である。銀化合物(A)の含有割合は、好ましくは20~40質量%であり、アミン化合物(B)の含有割合は好ましくは60~80質量%である。さらには、銀濃度を高くしたい場合には銀化合物(A)を50~70質量%含むこともできるが、アミン化合物(B)の含有割合が50質量%未満では銀化合物(A)の溶解性が著しく低下する場合がある。
本発明に用いるアセトンジカルボン酸銀である銀化合物(A)の製造方法は、何ら制限されず、公知文献、例えば、“Jornal fur praktische Chemie. Band 312(1970)pp.240-244”に記載の方法が挙げられる。特に、塩基性物質を用いてアセトンジカルボン酸銀を製造する場合、金属イオンの混入を避けるために有機塩基を用いることが望ましい。
本発明に用いるアミン化合物(B)は、上記式(2)で表される化合物であり、式中、R1は、水素原子、-(CY2)a-CH3又は-((CH2)b-O-CHZ)c-CH3を表し、R2は、フェニル基、-(CY2)d-CH3又は-((CH2)e-O-CHZ)f-CH3を表す。ここで、Yは水素原子又は-(CH2)g-CH3を表し、Zは水素原子又は-(CH2)h-CH3を表す。aは0~8の整数、bは1~4の整数、cは1~3の整数、dは1~8の整数、eは1~4の整数、fは1~3の整数、gは0~3の整数(特に1~3の整数)、hは0~2の整数(特に1~2の整数)である。
アミン化合物(B)としては、例えば、エチルアミン、1-プロピルアミン、1-ブチルアミン、1-ペンチルアミン、1-ヘキシルアミン、1-ヘプチルアミン、1-オクチルアミン、2-エチルヘキシルアミン、イソプロピルアミン、イソブチルアミン、イソペンチルアミン、sec-ブチルアミン、tert-ブチルアミン、tert-アミルアミン、ベンジルアミン、3-メトキシプロピルアミン、2-エトキシプロピルアミン、3-イソプロポキシプロピルアミン、ジイソプロピルアミン、ジブチルアミンの1種又は2種以上が挙げられる。
本発明に用いる銀含有組成物を、例えば、光反射機能を必要とする反射電極等に適用する場合には、得られる金属銀膜には、より高い平坦性(平滑性)が求められるが、このような用途に用いられる場合には、前記アミン化合物(B)のR1は、水素原子、-(CY2)a-CH3、-((CH2)b-O-CHZ)c-CH3が好ましく、Y及びZは水素原子又はメチル基、aは2~6の整数、bは1~3の整数及びcは1又は2であることが特に好ましい。同様に、R2は、-(CY2)d-CH3又は-((CH2)e-O-CHZ)f-CH3であり、Y及びZは水素原子、dは1~6の整数、eは1~3の整数及びfは1~2の整数であることが望ましい。さらに、150℃未満の低温焼結性を発揮させる場合、沸点が130℃未満のアミン化合物(B)を用いることがより好ましい。これらを満足するアミン化合物(B)としては、例えば、1-プロピルアミン、1-ブチルアミン、1-ペンチルアミン、1-ヘキシルアミン、1-ヘプチルアミン、1-オクチルアミン、イソプロピルアミン、イソブチルアミン、イソペンチルアミン、3-メトキシプロピルアミン、2-エトキシプロピルアミン、3-イソプロポキシプロピルアミン、ジイソプロピルアミン、ジブチルアミンの1種又は2種以上が好適に挙げられる。
本発明で用いる銀含有組成物には、表面改質成型体への塗工性の改善や粘度の調節を目的に、銀化合物(A)及びアミン化合物(B)に加えて溶媒を適宜添加することができる。溶媒の使用量は、銀化合物(A)、アミン化合物(B)及び溶媒の合計100質量%に対して、20~80質量%が好ましい。さらには、銀化合物(A)、アミン化合物(B)及び溶媒の合計100質量%に対して40~60質量%がより好ましい。溶剤量が80質量%を超えると銀含有量の低下により均一な銀膜が得られない場合がある。
前記溶媒の種類は特に制限されないが、銀膜作製時に除去しやすいものが好ましい。溶媒の種類としては、例えば、メタノール、エタノール、1-プロパノール、2-プロパノール、1-ブタノール、2-ブタノール、tert-ブタノール、1-ペンタノール、2-ペンタノール、3-ペンタノール、tert-アミルアルコール、エチレングリコール、ブトキシエタノール、メトキシエタノール、エトキシエタノール、プロピレングリコール、プロピレングリコールモノメチルエーテル、プロピレングリコールモノプロピルエーテル、プロピレングリコールモノブチルエーテル及びジプロピレングリコールモノメチルエーテル等のアルコール類、アセトキシメトキシプロパン、フェニルグリシジルエーテル及びエチレングリコールグリシジル等のエーテル類、アセトン、メチルエチルケトン及びメチルイソブチルケトン等のケトン類、アセトニトリル、プロピオニトリル、ブチロニトリル及びイソブチロニトリル等のニトリル類、DMSOなどのスルホキシド類、水ならびに1-メチル-2-ピロリドン等が挙げられる。これらの溶媒は、用途に応じて単独もしくは混合して用いることができる。
形成される銀膜の平坦性及び低温焼結性の点においては、例えば、エタノール、1-プロパノール、2-プロパノール、1-ブタノール、2-ブタノール、1-ペンタノール、tert-アミルアルコール、エチレングリコール、ブトキシエタノール、メトキシエタノール、エトキシエタノール、プロピレングリコール、プロピレングリコールモノメチルエーテル、プロピレングリコールモノプロピルエーテル、プロピレングリコールモノブチルエーテル及びジプロピレングリコールモノメチルエーテル、メチルエチルケトン及びメチルイソブチルケトン、アセトニトリル、プロピオニトリル、ブチロニトリル、イソブチロニトリルの1種又は2種以上が好ましく挙げられる。
上記溶媒を用いる場合、銀化合物(A)及びアミン化合物(B)の混合物に添加するだけでなく、アミン化合物(B)と溶媒との混合物に、銀化合物(A)を添加したり、銀化合物(A)と溶媒との混合物に、アミン化合物(B)を添加するなど、添加する順序には特に制限はない。
本発明で用いる銀含有組成物には、必要により、炭化水素、アセチレンアルコール、シリコーンオイル等により表面改質成型体に対するレベリング性を調整したり、シランカップリング剤のようなカップリング剤等により表面改質成型体に対する密着性を調整したり、樹脂や可塑剤等により粘度特性を調整したり、他の導電体粉末や、ガラス粉末、界面活性剤、金属塩及びその他この種の組成液に一般に使用される添加剤を配合しても良い。
本発明で用いる銀含有組成物には、焼結時間をさらに短縮するために、組成物をあらかじめ加温したり、一般に知られる還元剤を作用させて銀クラスター及びナノ粒子を形成させた銀コロイド分散液とすることもできる。この場合、還元剤としては、ホウ素化水素化合物、三級アミン、チオール化合物、リン化合物、アスコルビン酸、キノン類、フェノール類等を導電性や平坦性を失われない程度に添加することができる。
本発明に係る表面改質成型体と被着体の複合体の製造方法としては、表面改質成型体の表面と被着体とを接触させ、前記表面改質成型体の表面に被着体を直接接合する工程を含むものであれば特に限定はないが、より高い接合強度を得る観点からは、被着体(特に反応性官能基を有する被着体)を加熱により硬化させることで表面改質成型体の表面に直接接合する工程を含むのが好ましい。また、加熱により硬化させる条件は、被着体を構成する材料により適宜決定するとよく、例えば20~350℃の範囲から選択できる。
被着体を構成する材料が加硫ゴムの場合は、予め未加硫ゴムの混練物を調製し、これと表面改質成型体の改質表面とを接触させた状態で、所定時間、加熱、加圧し、高分子を架橋させ、未加硫ゴムを硬化させるとともに、表面改質成型体の表面の過酸化物ラジカルとゴムの反応性官能基とを作用させ、両者を直接接合させる。これにより、表面改質成型体で被覆された部分を有する加硫ゴム(表面改質成型体と加硫ゴムの複合体)が得られる。
この時の条件は、表面改質成型体がフッ素樹脂製のシート形状である場合は、加熱温度140~200℃、圧力10~20MPa、10~40分間加熱加圧処理する。尚、両者がシート状の形状である場合は、積層して圧縮成型すればよい。また、所定の形状となるように被着体を形成し、その表面をシート状の表面改質成型体で覆う場合は、金型のキャビティ内に表面改質成型体を予め配置して被着体をキャビティに注入するトランスファ成型等を行うとよい。
この時の条件は、表面改質成型体がフッ素樹脂製のシート形状である場合は、加熱温度140~200℃、圧力10~20MPa、10~40分間加熱加圧処理する。尚、両者がシート状の形状である場合は、積層して圧縮成型すればよい。また、所定の形状となるように被着体を形成し、その表面をシート状の表面改質成型体で覆う場合は、金型のキャビティ内に表面改質成型体を予め配置して被着体をキャビティに注入するトランスファ成型等を行うとよい。
被着体を構成する材料が熱硬化性樹脂の場合は、例えば、モノマー、オリゴマー、ポリマー、架橋剤等を含む液体を表面改質成型体の改質表面に塗布して加熱する、あるいは、それらを含む紛体、ペースト等を改質表面と接触させ、加熱(例えば20~350℃)、加圧することで、熱硬化性樹脂を硬化させるとともに、表面改質成型体の表面の過酸化物ラジカルと熱硬化性樹脂あるいは架橋剤の反応性官能基とを作用させ、両者を直接接合させる。これにより、硬化した熱硬化樹脂の被着体と表面化改質成型体との複合体が得られる。
被着体を構成する材料が上述の銀含有組成物の場合は、例えば、上述の銀含有組成物を調製し、これを表面改質成型体の改質表面に塗布して超薄膜を形成し、加熱することで、銀含有組成物を硬化させ銀薄膜層を形成するとともに、表面改質成型体の表面の過酸化物ラジカルと銀含有組成物を作用させ、両者を直接接合させる。これにより、表面に銀薄膜層が形成された表面改質成型体(表面改質成型体と銀薄膜の複合体)が得られる。
銀含有組成物の塗布は、スピンコート法や印刷等により行うことができる。塗布方法としては、例えば、スプレー噴霧法、インクジェット印刷法、オフセット印刷法、グラビアオフセット印刷法、浸漬法、ドクターブレードコーティング法が挙げられるが、これらに限定されるものではない。
銀含有組成物塗布後に加熱する際の加熱温度は、室温以上であれば特に規定されないが、生産性を考慮した場合、短時間で焼成するためには80℃以上の加熱が好ましい。耐熱性の低い表面改質成型体上に金属銀膜や銀配線を形成する場合、80℃以上150℃未満の温度で焼成することが好ましいが、フッ素樹脂などの耐熱性に優れる材料を用いた場合、生産性の点から120℃以上170℃未満が好ましい。
上述の銀含有組成物を用いると、上記銀化合物(A)とアミン化合物(B)とを特定割合で用いるので、組成物中の銀濃度を高めることができ、触媒非存在下、150℃未満の低温で速やかに金属銀膜を得ることができる。従って、低温での金属銀膜形成が可能であることから金属銀膜形成が短時間で可能であり、150℃以上の高温ではさらに短時間で金属銀膜の形成が可能となり、生産性の向上が期待できる。また、成型体を構成する材質がフッ素樹脂、特にPTFEである場合、信号伝播速度が速く消費電力も比較的少ないフッ素樹脂からなる成型体(誘電体基材)の表面に、高い密着性を有する銀薄膜からなる金属膜が形成された、金属膜付き誘電体基材(複合体)を、従来に比べて簡便かつ低コストで提供することができる。
本発明では、被着体を構成する材料として上述の銀含有組成物を用いる場合、表面改質成型体の過酸化物ラジカルが導入された表面にグラフト化剤を反応させて銀イオンと配位結合する官能基を固定する工程を行った後、前記銀イオンと配位結合する官能基が固定された表面改質成型体表面に、上述の銀含有組成物を塗布し、加熱、硬化することにより銀薄膜層を形成する工程を行って、複合体を形成してもよい。これにより、大気圧プラズマにより成型体表面に形成した過酸化物ラジカルを起点としてグラフト化剤により銀含有組成物の銀イオンと配位結合する官能基を固定しているので、成型体表面への銀薄膜の密着強度がより向上する。
表面改質成型体の過酸化物ラジカルが導入された表面にグラフト化剤を反応させて銀イオンと配位結合する官能基を固定する工程では、例えば、大気圧プラズマ処理により過酸化物ラジカルが表面に導入され表面改質成型体の表面に、グラフト化剤をスピンコート法等の液相法により塗布し超薄膜を作製する。このとき、表面改質成型体の表面に導入された過酸化物ラジカルを反応点として、グラフト化剤と自発的に共有結合を形成し、表面改質成型体表面からグラフト化剤が高密度にグラフトされる。グラフト化剤を塗布する方法としては、前記スピンコート法以外に、例えば、スプレー噴霧法、インクジェット印刷法、オフセット印刷法、グラビアオフセット印刷法、浸漬法、ドクターブレードコーティング法などが挙げられるが、これらに限定されるものではない。
本発明で用いるグラフト化剤としては、金属イオンと配位結合を形成するような、カルボニル基、低級アミノ基、高級アミノ基、アミド基、ピリジル基、ピロリル基、イミダゾール基、イソシアネート基、水酸基、エーテル基、エステル基、リン酸基、ウレア基、チオール基、チエニル基、チオウレア基をなどの官能基を有する化合物又は高分子が好ましく、少なくともN、P、Sのいずれか1つを含む原子団からなる銀イオンと配位結合する官能基を有する錯化化合物又は錯化高分子がより好ましい。好ましい錯化化合物の具体例としては、例えば、ビニルアミン、アクリルアミド、アクリルアミン、アクリロニトリル、ビニルアニリン、ビニルイソシアネート、ビニルピロール、ビニルピロリドン、ビニルトリアジン、ビニルホスホン酸、ビニルリン酸、ビニルチオール、ビニルチオフェン、ビニルスルホン酸などが挙げられるが、これらに限定されるものではない。また、好ましい錯化高分子としては、例えば前記錯化化合物の重合体である、ポリビニルアミン、ポリアクリルアミド、ポリアクリルアミン、ポリアクリロニトリル、ポリビニルアニリン、ポリビニルイソシアネート、ポリビニルピロール、ポリビニルピロリドン、ポリビニルトリアジン、ポリビニルホスホン酸、ポリビニルリン酸、ポリビニルチオール、ポリビニルチオフェン、ポリビニルスルホン酸などが挙げられるが、これらに限定されるものではない。
次いで、表面改質成型体の表面に直接結合していない未反応のグラフト化剤を洗浄除去し、最後に形成する金属膜(銀薄膜層)の密着性を改善することが好ましい。なお、この洗浄工程は省略することもできる。
その後、前記銀イオンと配位結合する官能基が固定された表面改質成型体表面に、上述の銀含有組成物を塗布し、加熱、硬化することにより銀薄膜層を形成する工程を行う。この工程は、既に述べたのと同様に行うことができる。即ち、上述の銀含有組成物をスピンコート法等の液相法により塗布し超薄膜を作製し、次いで、塗布した銀含有組成物の薄膜を加熱して硬化させることで、銀薄膜層が形成される。
以上のようにして得られた複合体は、例えば、成型体を構成する材料がフッ素樹脂で被着体の構成材料がゴムの場合は、医薬品を封入する容器において医薬品と接触する活栓等として好適である。
また、成型体を構成する材料がフッ素樹脂で被着体の構成材料が特定の銀含有組成物の場合は、高周波用プリント基板材料等として好適である。
以下、実施例を挙げて本発明をより具体的に説明する。本発明は以下の実施例によって制限を受けるものではなく、前記、後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
本願は、2014年9月5日に出願された日本国特許出願第2014-181663号に基づく優先権の利益を主張するものである。2014年9月5日に出願された日本国特許出願第2014-181663号の明細書の全内容が、本願に参考のため援用される。
(実施例1~6、参考例、比較例1)
図1に示す構成を有するプラズマ発生装置(明昌機工社製、製品名K2X02L023)を用いて、PTFE製のシート形状の成型体の表面を大気圧プラズマにより改質した。
上記成型体としては、日東電工株式会社にて厚さ0.2mmに切削されたPTFEシート(ニトフロンNo.900UL)を一定の大きさ(幅:30mm、長さ30mm)に切り分けたものを使用した。この成型体をアセトン中で1分間超音波洗浄した後、超純水中で1分間超音波洗浄した。その後、成型体に付着した超純水は、エアガンにより窒素ガス(純度:99%以上)を吹付け除去した。
プラズマ発生装置の高周波電源として、印加電圧の周波数が13.56MHzのものを用いた。電極としては、内径1.8mm、外径3mm、長さ165mmの銅管を外径5mm、厚み1mm、長さ100mmのアルミナ管で被覆した構造のものを用いた。試料ホルダーとしては、アルミ合金製で幅20mm、長さ120mmのものを用いた。試料ホルダーの上面に、成型体を載せ、成型体表面と電極と距離が1.0mmになるように設定した。
チャンバーを密閉し、ロータリーポンプにより10Paになるまで減圧した後、大気圧(1013hPa)になるまでヘリウムガスを導入した。その後、表1に示す出力電力密度になるように高周波電源を設定するとともに、走査ステージを、移動速度が2mm/秒で、電極が通過する長さが成型体の長さ方向の全長分(すなわち30mm)を移動するように設定した。その後、高周波電源を作動させ、走査ステージを移動させ、表1に示す条件で、プラズマ照射を行った。全照射時間は、走査ステージを往復する回数で調整した。また、プラズマ処理時の成型体の表面は、温度測定シール(日油技研工業、サーモラベル)により測定した。測定結果を表1に示す。なお、参考例はプラズマ処理を行わなかったPTFEシートそのものを意味する。
図1に示す構成を有するプラズマ発生装置(明昌機工社製、製品名K2X02L023)を用いて、PTFE製のシート形状の成型体の表面を大気圧プラズマにより改質した。
上記成型体としては、日東電工株式会社にて厚さ0.2mmに切削されたPTFEシート(ニトフロンNo.900UL)を一定の大きさ(幅:30mm、長さ30mm)に切り分けたものを使用した。この成型体をアセトン中で1分間超音波洗浄した後、超純水中で1分間超音波洗浄した。その後、成型体に付着した超純水は、エアガンにより窒素ガス(純度:99%以上)を吹付け除去した。
プラズマ発生装置の高周波電源として、印加電圧の周波数が13.56MHzのものを用いた。電極としては、内径1.8mm、外径3mm、長さ165mmの銅管を外径5mm、厚み1mm、長さ100mmのアルミナ管で被覆した構造のものを用いた。試料ホルダーとしては、アルミ合金製で幅20mm、長さ120mmのものを用いた。試料ホルダーの上面に、成型体を載せ、成型体表面と電極と距離が1.0mmになるように設定した。
チャンバーを密閉し、ロータリーポンプにより10Paになるまで減圧した後、大気圧(1013hPa)になるまでヘリウムガスを導入した。その後、表1に示す出力電力密度になるように高周波電源を設定するとともに、走査ステージを、移動速度が2mm/秒で、電極が通過する長さが成型体の長さ方向の全長分(すなわち30mm)を移動するように設定した。その後、高周波電源を作動させ、走査ステージを移動させ、表1に示す条件で、プラズマ照射を行った。全照射時間は、走査ステージを往復する回数で調整した。また、プラズマ処理時の成型体の表面は、温度測定シール(日油技研工業、サーモラベル)により測定した。測定結果を表1に示す。なお、参考例はプラズマ処理を行わなかったPTFEシートそのものを意味する。

なお、実施例1、2、4、6及び比較例1の表面温度の測定において、サーモラベル(日油技研工業株式会社製、3E-110、3E-150、3E-190、3E-230、サーモループG-1)で、変色が確認された温度の最高値がそれぞれ240℃、240℃、330℃、210℃、110℃であった。なお、実施例3、5については、温度データの取得が不調であったが、実施例3は、実施例2と同じ電力で、実施例2よりもプラズマ照射時間が長かった例であり、実施例3の表面温度は、実施例2の値以上であったと考えられる。同様に、実施例5は、実施例4と同じ電力で、実施例4よりもプラズマ照射時間が長かった例であり、実施例5の表面温度は、実施例4の値以上であったと思われる。
得られた表面改質成型体に対して、以下の評価を行った。
(評価)
<ナノインデンテーションによる押し込み硬さ>
エリオニクス社製、ENT-2100を用いて、実施例、比較例で得られた表面改質成型体の改質表面の押し込み硬さ(Hardness、単位:N/mm2)を測定した。測定条件は、押し込み荷重40μN、測定回数50回、ステップインターバル20msとし、その平均値を算出した。算出結果を表2に示す。
(評価)
<ナノインデンテーションによる押し込み硬さ>
エリオニクス社製、ENT-2100を用いて、実施例、比較例で得られた表面改質成型体の改質表面の押し込み硬さ(Hardness、単位:N/mm2)を測定した。測定条件は、押し込み荷重40μN、測定回数50回、ステップインターバル20msとし、その平均値を算出した。算出結果を表2に示す。

<X線光電子分光測定>
ULVAC-PHI製、PHI Quantum 2000を用いて、実施例4、6及び比較例1で得られた表面改質成型体の改質表面のX線光電子分光法(XPS)による化学構造解析を行った。装置の励起X線源はAl-Kα線で、励起X線出力は25Wとした。C1s、F1s、O1sの各スペクトルの結果をそれぞれ図2~4に示す。
-CF2-結合に由来するピーク、すなわち図2のC1sスペクトルに示す292eV付近のピーク及び図3のF1sスペクトルに示す689eV付近のピークは、出力電力密度を大きくすると、ピーク強度が減少している。このことは、出力電力密度を大きくしていくと、大気圧プラズマにより、PTFE中の炭素-フッ素結合が切断され、フッ素原子が除去されていることを示している。一方、図4に示すO1sスペクトルに示す534eV付近のピークは、出力を大きくして、一定以上になると、ピーク強度は増加しない。即ち、出力電力密度を大きくしても、大気圧プラズマにより導入される過酸化物ラジカル等は一定以上は増加していないことを示している。これに対し、図2のC1sスペクトルに示す-C-C-結合に由来する286eV付近のピークでは、出力電力密度を大きくすると、ピーク強度が増加している。
これらを総合すると、出力電圧を大きくする、即ち、表面温度を高くする条件で大気圧プラズマ処理を行うと、表面の炭素-フッ素結合が大気圧プラズマにより切断され、炭素に過酸化物ラジカル等が結合するとともに、PTFEの高分子間の炭素-炭素結合が生じていると考えられる。また、上述の押し込み硬さが向上しているのは、PTFEの高分子間の炭素-炭素結合が生じた結果と考えられる。
ULVAC-PHI製、PHI Quantum 2000を用いて、実施例4、6及び比較例1で得られた表面改質成型体の改質表面のX線光電子分光法(XPS)による化学構造解析を行った。装置の励起X線源はAl-Kα線で、励起X線出力は25Wとした。C1s、F1s、O1sの各スペクトルの結果をそれぞれ図2~4に示す。
-CF2-結合に由来するピーク、すなわち図2のC1sスペクトルに示す292eV付近のピーク及び図3のF1sスペクトルに示す689eV付近のピークは、出力電力密度を大きくすると、ピーク強度が減少している。このことは、出力電力密度を大きくしていくと、大気圧プラズマにより、PTFE中の炭素-フッ素結合が切断され、フッ素原子が除去されていることを示している。一方、図4に示すO1sスペクトルに示す534eV付近のピークは、出力を大きくして、一定以上になると、ピーク強度は増加しない。即ち、出力電力密度を大きくしても、大気圧プラズマにより導入される過酸化物ラジカル等は一定以上は増加していないことを示している。これに対し、図2のC1sスペクトルに示す-C-C-結合に由来する286eV付近のピークでは、出力電力密度を大きくすると、ピーク強度が増加している。
これらを総合すると、出力電圧を大きくする、即ち、表面温度を高くする条件で大気圧プラズマ処理を行うと、表面の炭素-フッ素結合が大気圧プラズマにより切断され、炭素に過酸化物ラジカル等が結合するとともに、PTFEの高分子間の炭素-炭素結合が生じていると考えられる。また、上述の押し込み硬さが向上しているのは、PTFEの高分子間の炭素-炭素結合が生じた結果と考えられる。
<二乗平均平方根粗さ(rms)測定>
オリンパス社製、OLS3100を用いて、実施例、比較例で得られた表面改質成型体の改質表面の二乗平均平方根粗さ(nm rms)を測定した。尚、参考例(対照)として、大気圧プラズマ未処理の成型体の表面の二乗平均平方根粗さを測定した。測定結果を表3に示す。
オリンパス社製、OLS3100を用いて、実施例、比較例で得られた表面改質成型体の改質表面の二乗平均平方根粗さ(nm rms)を測定した。尚、参考例(対照)として、大気圧プラズマ未処理の成型体の表面の二乗平均平方根粗さを測定した。測定結果を表3に示す。

表3に示すように、所定の表面温度範囲になるようにして大気圧プラズマ処理を行うことにより、二乗平均平方根粗さが大気圧プラズマ未処理のものと同等、またはそれ以下に低下し、表面が平滑化されており、本発明の大気圧プラズマによる表面改質方法が、従来の一般的なプラズマ処理とは異なることが分かる。
<過酸化物ラジカル密度測定>
日本電子社製、JES-FA100xを用いて、実施例4、実施例6、比較例1で得られた表面改質成型体の改質表面を電子スピン共鳴法による分析を行った。得られた過酸化物ラジカルに由来するスペクトルを2回積分することでラジカル密度を算出し、出力電力密度が8.3W/cm2である場合(比較例1)を基準として標準化過酸化物ラジカル密度を算出した。その結果、実施例4は1.95、実施例6は1.54であった。
日本電子社製、JES-FA100xを用いて、実施例4、実施例6、比較例1で得られた表面改質成型体の改質表面を電子スピン共鳴法による分析を行った。得られた過酸化物ラジカルに由来するスペクトルを2回積分することでラジカル密度を算出し、出力電力密度が8.3W/cm2である場合(比較例1)を基準として標準化過酸化物ラジカル密度を算出した。その結果、実施例4は1.95、実施例6は1.54であった。
実施例1~6、参考例及び比較例1で得られた表面改質成型体(表面改質PTFEシート)を用い、以下のようにして被着体(ブチル系ゴム)との複合体を製造した。
ハロゲン化ブチルゴム(エクソンモービル有限会社、ブチル1066)100重量部、架橋剤として2-ジ-n-ブチルアミノ-4,6-ジメルカプト-s-トリアジン(三協化成株式会社、ジスネット(登録商標))3重量部、可塑剤としてパラフィン系プロセスオイル(出光興産株式会社、ダイアナプロセスオイルPW380)3重量部、受酸剤として酸化マグネシウム(協和化学工業株式会社、キョーワマグ150(登録商標))1重量部を混練し、ゴム用ロール機(日本ロール製造社製、φ200mm×L500mmミキシングロール機)により、厚み2mmのゴムシートを作製し、表面改質成型体と接合するための反応性官能基を有する被着体(未加硫ゴムシート)とした。この時の反応性官能基は、ブチルゴムのハロゲン及び/又は架橋剤のチオール基である。
この未加硫ゴムシートと、表面改質PTFEシートの表面改質した部分とを接触させ、積層し、圧縮成型機(神藤金属工業所、NF-50)を用い、温度180℃、圧力10MPaで10分間加熱加圧して、未加硫ゴムを加硫し、硬化させることで、表面改質PTFEシートの表面に加硫ゴムを直接接合させた複合体を得た。得られた複合体を用いて下記の剥離試験を行った。
ハロゲン化ブチルゴム(エクソンモービル有限会社、ブチル1066)100重量部、架橋剤として2-ジ-n-ブチルアミノ-4,6-ジメルカプト-s-トリアジン(三協化成株式会社、ジスネット(登録商標))3重量部、可塑剤としてパラフィン系プロセスオイル(出光興産株式会社、ダイアナプロセスオイルPW380)3重量部、受酸剤として酸化マグネシウム(協和化学工業株式会社、キョーワマグ150(登録商標))1重量部を混練し、ゴム用ロール機(日本ロール製造社製、φ200mm×L500mmミキシングロール機)により、厚み2mmのゴムシートを作製し、表面改質成型体と接合するための反応性官能基を有する被着体(未加硫ゴムシート)とした。この時の反応性官能基は、ブチルゴムのハロゲン及び/又は架橋剤のチオール基である。
この未加硫ゴムシートと、表面改質PTFEシートの表面改質した部分とを接触させ、積層し、圧縮成型機(神藤金属工業所、NF-50)を用い、温度180℃、圧力10MPaで10分間加熱加圧して、未加硫ゴムを加硫し、硬化させることで、表面改質PTFEシートの表面に加硫ゴムを直接接合させた複合体を得た。得られた複合体を用いて下記の剥離試験を行った。
(剥離試験)
接合範囲が20mm×30mmで、未接合範囲(掴みしろ)が10mm×30mmとなるように加硫ゴムシート(厚みは2mm)を切断した。PTFEシートの大きさは30mm×30mm、厚み0.2mmであった。接合範囲と、未接合範囲は加硫ゴムシートと同じである。
精密万能試験機(島津製作所、AUTOGRAPH AG-1000D)を用いて、掴みしろをチャックにはさみ、PTFEシートと加硫ゴムシートを180度の方向に引張り、T字はく離試験を行った。ロードセルは1kN、引張速度は10mm/minとした。その結果を表4に示す。値は試験期間中の最大値である。
接合範囲が20mm×30mmで、未接合範囲(掴みしろ)が10mm×30mmとなるように加硫ゴムシート(厚みは2mm)を切断した。PTFEシートの大きさは30mm×30mm、厚み0.2mmであった。接合範囲と、未接合範囲は加硫ゴムシートと同じである。
精密万能試験機(島津製作所、AUTOGRAPH AG-1000D)を用いて、掴みしろをチャックにはさみ、PTFEシートと加硫ゴムシートを180度の方向に引張り、T字はく離試験を行った。ロードセルは1kN、引張速度は10mm/minとした。その結果を表4に示す。値は試験期間中の最大値である。
<長期保存試験>
実施例4の表面改質成型体を、温度23℃の室内で、33日間保存した。保存後に、上記実施例4と同様にして複合体を作製し、上記の「剥離試験」を行った。その結果を表4に合わせて示す。
実施例4の表面改質成型体を、温度23℃の室内で、33日間保存した。保存後に、上記実施例4と同様にして複合体を作製し、上記の「剥離試験」を行った。その結果を表4に合わせて示す。

表4から、例えば出力電力密度及び全照射時間等のプラズマ処理の条件を所定範囲とし、PTFEシートの表面温度を特定の範囲にした場合に複合体の剥離強度が飛躍的に向上することがわかる。
また、実施例2~5、及び実施例4の長期保存試験では、加硫ゴムが凝集破壊したことを確認した。なお、実施例4の長期保存試験の剥離強度は2.3N/mmで、表面処理直後に作製した複合体(実施例4)よりは密着強度が低下するが、ブチルゴムが凝集破壊するほどの十分な密着性を示し、表面処理効果が保持されていることを確認した。
特に、実施例4の標準化過酸化物ラジカル密度が、比較例1に対して1.95(倍)であるのに対して、剥離強度は25倍(=3.0/0.12)になっている。つまり、過酸化物ラジカルに由来する被着体との接着性向上に加えて、表層のPTFEの高分子同士の炭素-炭素間結合の増加(架橋効果)によるPTFEシートの押し込み硬さが向上し、表層のPTFEの強度が向上した結果、表層破壊を防止して、剥離強度の飛躍的な向上が達成されたと考えられる。
また、上記した、実施例4の表面改質成型体を、温度23℃の室内で、6ヶ月保存した。保存後に、上記実施例4と同様にして複合体を作製し、上記の「剥離試験」を行った結果、剥離強度は2.3N/mmであった。すなわち、本発明によれば、30日以上、更には6ヶ月以上経過しても、良好な密着性を示すことが分かる。
本発明によれば、接着剤を用いることなく、また、モノマー蒸気を使う必要がないので、処理工程や装置が複雑になることがなく、従来の方法と同等以上の剥離強度を有する複合体を提供することができる。
また、実施例2~5、及び実施例4の長期保存試験では、加硫ゴムが凝集破壊したことを確認した。なお、実施例4の長期保存試験の剥離強度は2.3N/mmで、表面処理直後に作製した複合体(実施例4)よりは密着強度が低下するが、ブチルゴムが凝集破壊するほどの十分な密着性を示し、表面処理効果が保持されていることを確認した。
特に、実施例4の標準化過酸化物ラジカル密度が、比較例1に対して1.95(倍)であるのに対して、剥離強度は25倍(=3.0/0.12)になっている。つまり、過酸化物ラジカルに由来する被着体との接着性向上に加えて、表層のPTFEの高分子同士の炭素-炭素間結合の増加(架橋効果)によるPTFEシートの押し込み硬さが向上し、表層のPTFEの強度が向上した結果、表層破壊を防止して、剥離強度の飛躍的な向上が達成されたと考えられる。
また、上記した、実施例4の表面改質成型体を、温度23℃の室内で、6ヶ月保存した。保存後に、上記実施例4と同様にして複合体を作製し、上記の「剥離試験」を行った結果、剥離強度は2.3N/mmであった。すなわち、本発明によれば、30日以上、更には6ヶ月以上経過しても、良好な密着性を示すことが分かる。
本発明によれば、接着剤を用いることなく、また、モノマー蒸気を使う必要がないので、処理工程や装置が複雑になることがなく、従来の方法と同等以上の剥離強度を有する複合体を提供することができる。
(実施例7)
実施例4で得られた表面改質成型体(表面改質PTFEシート)を用い、以下のようにして被着体(銀含有組成物)との複合体を製造した。
実施例4で得られた表面改質成型体(表面改質PTFEシート)を用い、以下のようにして被着体(銀含有組成物)との複合体を製造した。
<アセトンジカルボン酸銀(銀塩A)の合成>
アセトンジカルボン酸43.8gを1000mlビーカーに秤量後、600gのイオン交換水に添加し溶解させ氷冷し、さらに102gの硝酸銀を溶解させた。そこへ、48gのヘキシルアミンを投入後、30分間撹拌した。得られた白色の固体をろ取しアセトンで洗浄後、減圧乾燥することで88.2gのアセトンジカルボン酸銀を白色固体として得た(収率:82%)。得られたアセトンジカルボン酸銀のTGA分析を、熱重量分析装置(エスアイアイ・ナノテクノロジー(株)社製)を用いて行った。分析条件は、昇温速度10℃/分、測定雰囲気を空気中とした。その結果、熱分解温度は175℃であった。また、熱重量分析後の残分は59.7%であり、理論残存率(59.4%)と一致していた。
アセトンジカルボン酸43.8gを1000mlビーカーに秤量後、600gのイオン交換水に添加し溶解させ氷冷し、さらに102gの硝酸銀を溶解させた。そこへ、48gのヘキシルアミンを投入後、30分間撹拌した。得られた白色の固体をろ取しアセトンで洗浄後、減圧乾燥することで88.2gのアセトンジカルボン酸銀を白色固体として得た(収率:82%)。得られたアセトンジカルボン酸銀のTGA分析を、熱重量分析装置(エスアイアイ・ナノテクノロジー(株)社製)を用いて行った。分析条件は、昇温速度10℃/分、測定雰囲気を空気中とした。その結果、熱分解温度は175℃であった。また、熱重量分析後の残分は59.7%であり、理論残存率(59.4%)と一致していた。
<銀インクの製造>
上記のようにして調製したアセトンジカルボン酸銀400mgを、遮光瓶中で2-エチルヘキシルアミン(2-EHA)600mgに溶解させ、アセトンジカルボン酸銀含有アミン溶液を得た。得られたアセトンジカルボン酸銀含有アミン溶液400mgを、遮光瓶中でイソプロピルアルコール(IPA)600mgに添加して、銀含有インク溶液を調製した。
上記のようにして調製したアセトンジカルボン酸銀400mgを、遮光瓶中で2-エチルヘキシルアミン(2-EHA)600mgに溶解させ、アセトンジカルボン酸銀含有アミン溶液を得た。得られたアセトンジカルボン酸銀含有アミン溶液400mgを、遮光瓶中でイソプロピルアルコール(IPA)600mgに添加して、銀含有インク溶液を調製した。
<複合体の製造>
実施例4の表面改質PTFEシートの表面に上記の銀含有インク溶液をスピンコート法により塗布した。スピンコートは、回転数2000rpm、回転時間10秒の条件で行った。
銀含有インクの硬化は、銀含有インクを塗布したPTFEシートを加熱温度120℃、加熱時間10分の条件で熱処理することにより行った。これにより、表面改質PTFEシートの表面に銀薄膜からなる金属膜が形成された複合体を得た。
実施例4の表面改質PTFEシートの表面に上記の銀含有インク溶液をスピンコート法により塗布した。スピンコートは、回転数2000rpm、回転時間10秒の条件で行った。
銀含有インクの硬化は、銀含有インクを塗布したPTFEシートを加熱温度120℃、加熱時間10分の条件で熱処理することにより行った。これにより、表面改質PTFEシートの表面に銀薄膜からなる金属膜が形成された複合体を得た。
<密着強度試験>
得られた複合体における銀薄膜とPTFEシートの間の密着強度は、JIS K6854-1に基づいた90°剥離試験により評価した。ナガセケムテックス(株)製の2液混合型のエポキシ接着剤(主剤:EPOXY RESIN AV138、硬化剤:HARDENER HV998、質量比:主剤/硬化剤=2.5/1)をステンレスの棒に塗布し、銀薄膜を接着剤に接触させた。接着剤の硬化は、加熱温度80℃、加熱時間30分の条件で行われた。引張試験機として、(株)イマダ製作所製のデジタルフォースゲージ(ZP-200N)と電動スタンド(MX-500N)を使用した。PTFEシートの端部をクリップではさみ、1mm/秒で引張試験を行った。本実施例において、1.26N/mmの密着強度が得られた。
得られた複合体における銀薄膜とPTFEシートの間の密着強度は、JIS K6854-1に基づいた90°剥離試験により評価した。ナガセケムテックス(株)製の2液混合型のエポキシ接着剤(主剤:EPOXY RESIN AV138、硬化剤:HARDENER HV998、質量比:主剤/硬化剤=2.5/1)をステンレスの棒に塗布し、銀薄膜を接着剤に接触させた。接着剤の硬化は、加熱温度80℃、加熱時間30分の条件で行われた。引張試験機として、(株)イマダ製作所製のデジタルフォースゲージ(ZP-200N)と電動スタンド(MX-500N)を使用した。PTFEシートの端部をクリップではさみ、1mm/秒で引張試験を行った。本実施例において、1.26N/mmの密着強度が得られた。
(実施例8)
実施例4で得られた表面改質PTFEシートを用い、これに下記グラフト化処理を行った後に、銀含有インク溶液を塗布して熱処理行った以外は、実施例7と同様にして、表面改質PTFEシートの表面に銀薄膜からなる金属膜が形成された複合体を得た。得られた複合体について、実施例7と同様にして銀薄膜とPTFEシートの間の密着強度を測定した結果、1.63N/mmの密着強度が得られた。
実施例4で得られた表面改質PTFEシートを用い、これに下記グラフト化処理を行った後に、銀含有インク溶液を塗布して熱処理行った以外は、実施例7と同様にして、表面改質PTFEシートの表面に銀薄膜からなる金属膜が形成された複合体を得た。得られた複合体について、実施例7と同様にして銀薄膜とPTFEシートの間の密着強度を測定した結果、1.63N/mmの密着強度が得られた。
<グラフト化処理>
グラフト化剤として、超純水で10wt%に希釈したアミノエチル化アクリルポリマー(ポリメント(登録商標)、NK-100PM、(株)日本触媒製)溶液を使用した。本実施例における表面グラフト化は、実施例4の表面改質成型体をアミノエチル化アクリルポリマーに10秒間浸漬することにより行った。
PTFEシート上の未反応なグラフト化剤を除去するため、表面グラフト化した成型体を超純水の入ったビーカーに入れ、1分間超音波洗浄を行った。
超音波洗浄後の成型体に対して、エアガンにより窒素ガス(純度:99%以上)を吹付け、超純水を飛散させ除去した。
グラフト化剤として、超純水で10wt%に希釈したアミノエチル化アクリルポリマー(ポリメント(登録商標)、NK-100PM、(株)日本触媒製)溶液を使用した。本実施例における表面グラフト化は、実施例4の表面改質成型体をアミノエチル化アクリルポリマーに10秒間浸漬することにより行った。
PTFEシート上の未反応なグラフト化剤を除去するため、表面グラフト化した成型体を超純水の入ったビーカーに入れ、1分間超音波洗浄を行った。
超音波洗浄後の成型体に対して、エアガンにより窒素ガス(純度:99%以上)を吹付け、超純水を飛散させ除去した。
実施例7、8の結果から、例えば出力電力密度及び全照射時間等のプラズマ処理の条件を所定範囲とし、PTFEシートの表面温度を特定の範囲した場合に複合体の密着強度が飛躍的に向上することが分かる。これは、上述のように、表層のPTFEの高分子同士の炭素-炭素間結合の増加によるPTFEシートの押し込み硬さが向上し、表層のPTFEの強度が向上した結果、表層破壊を防止して、密着強度の飛躍的な向上が達成されたと考えられる。
また、グラフト化処理を施した場合は密着強度がさらに向上することが分かる。
特に、プリント基板材料では、この密着強度が0.65N/mm以上であることが求められており、本発明によれば、実用可能なプリント基板材料を簡便かつ低コストで提供することができる。
特に、プリント基板材料では、この密着強度が0.65N/mm以上であることが求められており、本発明によれば、実用可能なプリント基板材料を簡便かつ低コストで提供することができる。
(実施例9)
実施例1~6で用いたPTFEシートと同じPTFEシートを用いて、出力電力を25W(8.3W/cm2)、プラズマ照射時間1200秒とし、ハロゲンヒータを用いてPTFEシートの表面を加熱してプラズマ処理を行った。PTFEシートの表面温度を、(株)キーエンス製、デジタル放射温度センサ、FT-50AとFT-H40KとKZ-U3#を組み合わせて用いることによって測定したところ、PTFE表面の最高温度は265℃であった。なお、その他のプラズマ処理条件は実施例1~6におけるプラズマ処理条件と同じである。
このPTFEシートを、実施例1~6と同様にしてブチル系ゴムと直接接合させた複合体を作製し、実施例1~6と同様にして剥離試験を行った。その結果、剥離強度は2.1N/mmであり、測定中にブチル系ゴムが破断した。このように剥離強度が2.0N/mm以上であるものは、PTFEシートとゴムの界面ではなく、ゴムが破壊していることを意味する。
実施例1~6で用いたPTFEシートと同じPTFEシートを用いて、出力電力を25W(8.3W/cm2)、プラズマ照射時間1200秒とし、ハロゲンヒータを用いてPTFEシートの表面を加熱してプラズマ処理を行った。PTFEシートの表面温度を、(株)キーエンス製、デジタル放射温度センサ、FT-50AとFT-H40KとKZ-U3#を組み合わせて用いることによって測定したところ、PTFE表面の最高温度は265℃であった。なお、その他のプラズマ処理条件は実施例1~6におけるプラズマ処理条件と同じである。
このPTFEシートを、実施例1~6と同様にしてブチル系ゴムと直接接合させた複合体を作製し、実施例1~6と同様にして剥離試験を行った。その結果、剥離強度は2.1N/mmであり、測定中にブチル系ゴムが破断した。このように剥離強度が2.0N/mm以上であるものは、PTFEシートとゴムの界面ではなく、ゴムが破壊していることを意味する。
(実施例10)
成形体として、ETFE(ダイキン工業(株)製、ネオフロンEF、融点254℃)を用い、出力電力を40W(13.3W/cm2)、プラズマ照射時間を600秒として、
プラズマ処理を行った。ETFEシートの表面温度を実施例9と同様にして測定したところ、ETFE表面の最高温度は140℃であった。
このETFEシートを、実施例1~6と同様にしてブチル系ゴムと直接接合させた複合体を作製し、実施例1~6と同様にして剥離試験を行った。その結果、剥離強度は2.1N/mmであり、測定中にブチル系ゴムが破断した。
成形体として、ETFE(ダイキン工業(株)製、ネオフロンEF、融点254℃)を用い、出力電力を40W(13.3W/cm2)、プラズマ照射時間を600秒として、
プラズマ処理を行った。ETFEシートの表面温度を実施例9と同様にして測定したところ、ETFE表面の最高温度は140℃であった。
このETFEシートを、実施例1~6と同様にしてブチル系ゴムと直接接合させた複合体を作製し、実施例1~6と同様にして剥離試験を行った。その結果、剥離強度は2.1N/mmであり、測定中にブチル系ゴムが破断した。
(実施例11)
成形体として、FEP(ダイキン工業(株)製、ネオフロンNF、融点270℃)を用い、出力電力を50W(16.6W/cm2)、プラズマ照射時間を600秒として、プラズマ処理を行った。FEPシートの表面温度を実施例9と同様にして測定したところ、FEP表面の最高温度は160℃であった。
このFEPシートを、実施例1~6と同様にしてブチル系ゴムと直接接合させた複合体を作製し、実施例1~6と同様にして剥離試験を行った。その結果、剥離強度は2.9N/mmであり、測定中にブチル系ゴムが破断した。
成形体として、FEP(ダイキン工業(株)製、ネオフロンNF、融点270℃)を用い、出力電力を50W(16.6W/cm2)、プラズマ照射時間を600秒として、プラズマ処理を行った。FEPシートの表面温度を実施例9と同様にして測定したところ、FEP表面の最高温度は160℃であった。
このFEPシートを、実施例1~6と同様にしてブチル系ゴムと直接接合させた複合体を作製し、実施例1~6と同様にして剥離試験を行った。その結果、剥離強度は2.9N/mmであり、測定中にブチル系ゴムが破断した。
(実施例12)
成形体として、厚さ0.1mmのPFA(ダイキン工業(株)製、ネオフロンAF-0100)を用い、出力電力を65W(21.7W/cm2)、プラズマ照射時間を300秒として、プラズマ処理を行った。PFAシートの表面温度を実施例9と同様にして測定したところ、PFA表面の最高温度は250℃であった。
このPFAシートを、実施例1~6と同様にしてブチル系ゴムと直接接合させた複合体を作製し、実施例1~6と同様にして剥離試験を行った。その結果、剥離強度は2.3N/mmであり、測定中にブチル系ゴムが破断した。なお、実施例9~12では、いずれもゴムが破断しているものの剥離強度(実際にはゴムの破断強度)が多少異なっているが、これはゴムの強度のばらつきに起因するものである。
成形体として、厚さ0.1mmのPFA(ダイキン工業(株)製、ネオフロンAF-0100)を用い、出力電力を65W(21.7W/cm2)、プラズマ照射時間を300秒として、プラズマ処理を行った。PFAシートの表面温度を実施例9と同様にして測定したところ、PFA表面の最高温度は250℃であった。
このPFAシートを、実施例1~6と同様にしてブチル系ゴムと直接接合させた複合体を作製し、実施例1~6と同様にして剥離試験を行った。その結果、剥離強度は2.3N/mmであり、測定中にブチル系ゴムが破断した。なお、実施例9~12では、いずれもゴムが破断しているものの剥離強度(実際にはゴムの破断強度)が多少異なっているが、これはゴムの強度のばらつきに起因するものである。
(実施例13)
実施例12と同じプラズマ処理を行ったPFAシートに、実施例7と同様にして作製した銀含有インク溶液をスピンコート法により塗布した。スピンコートは、回転数2000rpm、回転時間10秒の条件で行った。銀含有インクの硬化は、銀含有インクを塗布したPFAシートを加熱温度120℃、加熱時間10分の条件で熱処理することにより行った。これにより、表面改質PFAシートの表面に銀薄膜からなる金属膜が形成された複合体を得た。
この複合体における銀薄膜とPFAシートとの密着強度を実施例7と同様にして測定したところ、密着強度は0.94N/mmであった。
実施例12と同じプラズマ処理を行ったPFAシートに、実施例7と同様にして作製した銀含有インク溶液をスピンコート法により塗布した。スピンコートは、回転数2000rpm、回転時間10秒の条件で行った。銀含有インクの硬化は、銀含有インクを塗布したPFAシートを加熱温度120℃、加熱時間10分の条件で熱処理することにより行った。これにより、表面改質PFAシートの表面に銀薄膜からなる金属膜が形成された複合体を得た。
この複合体における銀薄膜とPFAシートとの密着強度を実施例7と同様にして測定したところ、密着強度は0.94N/mmであった。
(実施例14)
実施例1におけるプラズマ処理条件のうち、ロータリーポンプによる減圧を500Paとし、出力電力を25W(8.3W/cm2)、プラズマ照射時間を1200秒とし、ハロゲンヒータを用いてPTFEシートの表面を加熱してPTFE表面の最高温度を245℃とする以外は、実施例1と同様にしてプラズマ処理を行った。PTFEシートの表面温度の測定は実施例9と同様とした。
このPTFEシートを、実施例1~6と同様にしてブチル系ゴムと直接接合させた複合体を作製し、実施例1~6と同様にして剥離試験を行った。その結果、剥離強度は1.2N/mmであった。
実施例1におけるプラズマ処理条件のうち、ロータリーポンプによる減圧を500Paとし、出力電力を25W(8.3W/cm2)、プラズマ照射時間を1200秒とし、ハロゲンヒータを用いてPTFEシートの表面を加熱してPTFE表面の最高温度を245℃とする以外は、実施例1と同様にしてプラズマ処理を行った。PTFEシートの表面温度の測定は実施例9と同様とした。
このPTFEシートを、実施例1~6と同様にしてブチル系ゴムと直接接合させた複合体を作製し、実施例1~6と同様にして剥離試験を行った。その結果、剥離強度は1.2N/mmであった。
10 高周波電源
11 マッチングユニット
12 チャンバー
13 真空排気系
14 電極
15 電極昇降機構
16 走査ステージ
17 内管
18 外管
19 試料ホルダー
A 大気圧プラズマ処理装置
11 マッチングユニット
12 チャンバー
13 真空排気系
14 電極
15 電極昇降機構
16 走査ステージ
17 内管
18 外管
19 試料ホルダー
A 大気圧プラズマ処理装置
Claims (13)
- 有機高分子化合物を含む成型体の表面温度を、(前記有機高分子化合物の融点-120)℃以上にして、該成型体の表面に大気圧プラズマ処理を行い、過酸化物ラジカルを導入することを特徴とする表面改質成型体の製造方法。
- 前記成型体の表面温度が、(前記有機高分子化合物の融点-100)℃以上である請求項1に記載の表面改質成型体の製造方法。
- 改質された成型体の表面のナノインデンテーションによる押し込み硬さが、大気圧プラズマ処理を行う前の成型体表面に対して、1.4倍以上である請求項1または2に記載の表面改質成型体の製造方法。
- 前記有機高分子化合物が、ポリテトラフルオロエチレンである請求項1~3のいずれかに記載の表面改質成型体の製造方法。
- 改質された成型体表面の二乗平均平方根粗さが、大気圧プラズマ処理を行う前の表面に対して1.5倍以下である請求項1~4のいずれかに記載の表面改質成型体の製造方法。
- 大気圧プラズマによる処理が、非重合性ガスのみを用いて行われる請求項1~5のいずれかに記載の表面改質成型体の製造方法。
- 請求項1~6のいずれかに記載の製造方法により得られる表面改質成型体の表面と、被着体とを接触させ、前記表面改質成型体の表面に被着体を直接接合する工程を含む複合体の製造方法。
- 前記被着体を加熱により硬化させることで表面改質成型体の表面に直接接合する請求項7に記載の複合体の製造方法。
- 前記被着体が、ゴム又は熱硬化性樹脂である請求項7又は8に記載の複合体の製造方法。
- 前記被着体が、下記式(1)で表される銀化合物(A)と、下記式(2)で表されるアミン化合物(B)とを含む組成物であって、銀化合物(A)及びアミン化合物(B)の合計100質量%に対して銀化合物(A)を10~50質量%及びアミン化合物(B)を50~90質量%を含む銀含有組成物である請求項7又は8に記載の複合体の製造方法。

(R1は、水素、-(CY2)a-CH3又は-((CH2)b-O-CHZ)c-CH3を表し、R2は、フェニル基、-(CY2)d-CH3又は-((CH2)e-O-CHZ)f-CH3を表す。ここで、Yは水素原子又は-(CH2)g-CH3を表し、Zは水素原子又は-(CH2)h-CH3を表す。aは0~8の整数、bは1~4の整数、cは1~3の整数、dは1~8の整数、eは1~4の整数、fは1~3の整数、gは0~3の整数、hは0~2の整数である。) - 請求項1~6のいずれかに記載の製造方法により得られる表面改質成型体の表面にグラフト化剤を反応させて銀イオンと配位結合する官能基を固定する工程、
前記銀イオンと配位結合する官能基が固定された表面改質成型体表面に、下記式(1)で表される銀化合物(A)と、下記式(2)で表されるアミン化合物(B)とを含む組成物であって、銀化合物(A)及びアミン化合物(B)の合計100質量%に対して銀化合物(A)を10~50質量%及びアミン化合物(B)を50~90質量%を含む銀含有組成物を塗布し、加熱、硬化することにより銀薄膜層を形成する工程、
を含む複合体の製造方法。

(R1は、水素、-(CY2)a-CH3又は-((CH2)b-O-CHZ)c-CH3を表し、R2は、フェニル基、-(CY2)d-CH3又は-((CH2)e-O-CHZ)f-CH3を表す。ここで、Yは水素原子又は-(CH2)g-CH3を表し、Zは水素原子又は-(CH2)h-CH3を表す。aは0~8の整数、bは1~4の整数、cは1~3の整数、dは1~8の整数、eは1~4の整数、fは1~3の整数、gは0~3の整数、hは0~2の整数である。) - 前記グラフト化剤が、N、P及びSからなる群から選択される少なくとも1つを含み銀イオンと配位結合する原子団からなる官能基を含む錯化化合物及び/又は錯化高分子からなる請求項11に記載の複合体の製造方法。
- 前記錯化化合物がビニルアミン、アクリルアミド、アクリルアミン、アクリロニトリル、ビニルアニリン、ビニルイソシアネート、ビニルピロール、ビニルピロリドン、ビニルトリアジン、ビニルホスホン酸、ビニルリン酸、ビニルチオール、ビニルチオフェン及びビニルスルホン酸からなる群から選択される少なくとも1種の化合物であり、前記錯化高分子が前記錯化化合物の重合体からなる少なくとも1種の高分子化合物である請求項12に記載の複合体の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/508,576 US10730253B2 (en) | 2014-09-05 | 2015-09-04 | Process for producing surface-modified molded article, and process for producing composite using surface-modified molded article |
| CN201580047409.1A CN106687510B (zh) | 2014-09-05 | 2015-09-04 | 表面改性成形体的制造方法、以及使用了该表面改性成形体的复合体的制造方法 |
| EP15837867.9A EP3190148B1 (en) | 2014-09-05 | 2015-09-04 | Method for manufacturing surface-modified molded article, and method for manufacturing composite using surface-modified molded article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-181663 | 2014-09-05 | ||
| JP2014181663 | 2014-09-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016035894A1 true WO2016035894A1 (ja) | 2016-03-10 |
Family
ID=55439947
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/075272 WO2016035894A1 (ja) | 2014-09-05 | 2015-09-04 | 表面改質成型体の製造方法、及び該表面改質成型体を用いた複合体の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10730253B2 (ja) |
| EP (1) | EP3190148B1 (ja) |
| JP (1) | JP6715461B2 (ja) |
| CN (1) | CN106687510B (ja) |
| WO (1) | WO2016035894A1 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108291045B (zh) * | 2016-01-18 | 2020-07-28 | 积水化学工业株式会社 | 氟类树脂膜的表面处理装置及方法 |
| JP6680071B2 (ja) * | 2016-05-13 | 2020-04-15 | 日立金属株式会社 | 絶縁電線及びケーブル並びにモールド成形体 |
| WO2018221665A1 (ja) * | 2017-05-31 | 2018-12-06 | 国立大学法人大阪大学 | 積層体及びその製造方法 |
| JP7316555B2 (ja) * | 2017-05-31 | 2023-07-28 | 大日本印刷株式会社 | 医薬品用複合ゴム成型体の製造方法 |
| JP7047260B2 (ja) * | 2017-05-31 | 2022-04-05 | 大日本印刷株式会社 | 医薬品用複合ゴム成型体 |
| DE102017210656A1 (de) * | 2017-06-23 | 2018-12-27 | Leibniz-Institut Für Polymerforschung Dresden E.V. | Modifizierte kunststoff-oberflächen mit perfluorpolymeren und verfahren zu ihrer herstellung |
| DE102017210657A1 (de) * | 2017-06-23 | 2018-12-27 | Leibniz-Institut Für Polymerforschung Dresden E.V. | Modifizierte Kunststoff-Oberflächen mit Perfluorpolymeren und Verfahren zu ihrer Modifizierung |
| JP7139892B2 (ja) * | 2017-11-01 | 2022-09-21 | Agc株式会社 | 積層体及びその製造方法、ならびに複合体の製造方法 |
| US11326035B2 (en) | 2018-02-05 | 2022-05-10 | Earth Corporation | Method for selectively binding target molecule to polymer molded body and method for producing target molecule-bound polymer molded body using the same |
| JP7306638B2 (ja) | 2018-04-26 | 2023-07-11 | 株式会社ブリヂストン | 樹脂ゴム複合体、タイヤ、及び樹脂ゴム複合体の製造方法 |
| JP7269573B2 (ja) * | 2018-04-26 | 2023-05-09 | 株式会社ブリヂストン | 樹脂ゴム複合体、タイヤ、及び樹脂ゴム複合体の製造方法 |
| JP7060276B2 (ja) * | 2018-05-31 | 2022-04-26 | 国立大学法人大阪大学 | 接合体及びその製造方法 |
| JP6936274B2 (ja) | 2018-06-26 | 2021-09-15 | ダイキン工業株式会社 | 成形品およびその製造方法 |
| EP3816214A4 (en) | 2018-06-26 | 2022-03-09 | Daikin Industries, Ltd. | MOLDING AND MANUFACTURING METHOD THEREOF |
| JP6970153B2 (ja) * | 2018-10-04 | 2021-11-24 | 日東電工株式会社 | 耐熱離型シート及び熱圧着方法 |
| JP7312946B2 (ja) * | 2019-01-25 | 2023-07-24 | 株式会社電子技研 | 接着構造及び接着方法 |
| JP7193383B2 (ja) * | 2019-03-08 | 2022-12-20 | オリンパス株式会社 | 医療機器および医療機器の製造方法 |
| JP6773167B1 (ja) | 2019-04-16 | 2020-10-21 | ダイキン工業株式会社 | ウェハーカップ |
| JP7497008B2 (ja) | 2019-10-17 | 2024-06-10 | 中興化成工業株式会社 | プラズマ処理方法 |
| CN111320778A (zh) * | 2020-02-25 | 2020-06-23 | 深圳赛兰仕科创有限公司 | Ptfe膜表面处理方法及ptfe膜表面处理系统 |
| JP7060904B2 (ja) | 2020-05-13 | 2022-04-27 | 株式会社ヒロテック | 熱可塑性樹脂と金属の接合方法 |
| WO2022131263A1 (ja) * | 2020-12-16 | 2022-06-23 | ニチアス株式会社 | シート及びシートの製造方法 |
| US20230294128A1 (en) * | 2021-01-21 | 2023-09-21 | Mitsubishi Heavy Industries, Ltd. | Pre-coating processing method and pre-coating processing system for fiber-reinforced thermoplastic member |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01138242A (ja) * | 1987-11-24 | 1989-05-31 | Toray Ind Inc | 高分子樹脂フィルムの表面改質方法 |
| JPH05125202A (ja) * | 1991-04-12 | 1993-05-21 | Bridgestone Corp | ゴム系複合材料の製造方法 |
| JPH06246542A (ja) * | 1993-03-01 | 1994-09-06 | Nitto Denko Corp | 有機材料の加工方法 |
| JPH10315400A (ja) * | 1997-05-21 | 1998-12-02 | Nitto Denko Corp | ポリテトラフルオロエチレン成形品、その製造方法及び用途 |
| JP2002361667A (ja) * | 2001-06-06 | 2002-12-18 | Nipro Corp | ラミネートゴム栓の製造方法 |
| JP2006272739A (ja) * | 2005-03-29 | 2006-10-12 | Daiso Co Ltd | エピクロルヒドリン系ゴム−フッ素樹脂積層体、積層ホースおよび積層体の製造方法 |
| JP2010156022A (ja) * | 2008-12-27 | 2010-07-15 | Osaka Univ | 誘電体基材表面の触媒フリー金属化方法及び金属膜付き誘電体基材 |
| JP2012062543A (ja) * | 2010-09-17 | 2012-03-29 | Osaka Univ | 誘電体基材表面の触媒フリー金属化方法及び金属膜付き誘電体基材 |
| JP2012153634A (ja) * | 2011-01-25 | 2012-08-16 | Nof Corp | 銀含有組成物及び基材 |
| WO2013008916A1 (ja) * | 2011-07-14 | 2013-01-17 | 富士フイルム株式会社 | ポリマーシートとその製造方法、太陽電池用バックシートおよび太陽電池モジュール |
| JP2013049819A (ja) * | 2011-08-31 | 2013-03-14 | Sumitomo Rubber Ind Ltd | 表面改質フッ素樹脂フィルムの製造方法及び表面改質フッ素樹脂フィルム |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2542750B2 (ja) | 1985-12-09 | 1996-10-09 | 益弘 小駒 | プラスチックの表面エネルギ―制御方法 |
| DE69110823T2 (de) | 1990-10-05 | 1995-12-21 | Bridgestone Corp | Oberflächenbehandlung von fluorchemischen Elementen und Herstellung von Verbundmaterialien daraus. |
| US5425832A (en) * | 1990-10-05 | 1995-06-20 | Bridgestone Corporation | Surface treatment of fluoropolymer members and preparation of composite products therefrom |
| JP3395507B2 (ja) * | 1996-02-08 | 2003-04-14 | 株式会社ブリヂストン | 加硫ゴムの表面処理方法及びゴム系複合材料の製造方法 |
| JP3475085B2 (ja) | 1998-06-29 | 2003-12-08 | 株式会社日立製作所 | 表面改質層を有するフッ素樹脂成形体、フッ素樹脂の表面処理方法、及び処理装置 |
| US6573311B1 (en) * | 1999-09-22 | 2003-06-03 | Atrium Medical Corporation | Method for treating polymer materials and products produced therefrom |
| US6124770A (en) * | 1999-10-22 | 2000-09-26 | Nippon Unicar Company Limited | Expandable resin composition |
| US6533415B2 (en) | 2000-03-21 | 2003-03-18 | Menicon Co., Ltd. | Ocular lens material having hydrophilic surface and process for preparing the same |
| US6709718B2 (en) | 2001-04-10 | 2004-03-23 | Exxonmobil Oil Corporation | Porous plasma treated sheet material |
| JP2003261698A (ja) * | 2002-03-11 | 2003-09-19 | Mitsubishi Cable Ind Ltd | 表面改質方法 |
| US7238604B2 (en) * | 2003-04-24 | 2007-07-03 | Intel Corporation | Forming thin hard mask over air gap or porous dielectric |
| US7297892B2 (en) * | 2003-08-14 | 2007-11-20 | Rapt Industries, Inc. | Systems and methods for laser-assisted plasma processing |
| US7968146B2 (en) * | 2006-11-01 | 2011-06-28 | The Trustees Of Princeton University | Hybrid layers for use in coatings on electronic devices or other articles |
| EP1978038A1 (en) | 2007-04-02 | 2008-10-08 | Vlaamse Instelling Voor Technologisch Onderzoek (Vito) | A method for producing a coating by atmospheric pressure plasma technology |
| JP5649772B2 (ja) | 2008-04-25 | 2015-01-07 | 日本バルカー工業株式会社 | フッ素樹脂系成形物の表面改質方法 |
| JP5723767B2 (ja) | 2008-05-27 | 2015-05-27 | エーオー テクノロジー アーゲー | ポリマーの表面改質 |
| JPWO2010058648A1 (ja) * | 2008-11-22 | 2012-04-19 | 清水 一男 | マイクロプラズマを用いた表面改質処理方法及び接合方法 |
| WO2011062949A1 (en) * | 2009-11-17 | 2011-05-26 | The Government Of The United States Of America, As Represented By The Secretary Of The Navy | Processing microtitre plates for covalent immobilization chemistries |
| JP5616657B2 (ja) * | 2010-03-12 | 2014-10-29 | 富士フイルム株式会社 | 表面処理方法 |
| JP2012033700A (ja) | 2010-07-30 | 2012-02-16 | Fujifilm Corp | 絶縁膜およびその製造方法 |
| JP2014038876A (ja) | 2010-12-15 | 2014-02-27 | Panasonic Corp | 半導体発光装置 |
| JP5645163B2 (ja) | 2011-01-26 | 2014-12-24 | 国立大学法人大阪大学 | フッ素系樹脂材料の表面改質方法及びフッ素系樹脂材料と金属材料の積層体 |
| JP2012233038A (ja) | 2011-04-28 | 2012-11-29 | Osaka Prefecture Univ | 表面改質フッ素樹脂フィルム、その製造方法、その製造装置、表面改質フッ素樹脂フィルムを含む複合体及びその製造方法 |
| KR20130010254A (ko) * | 2011-07-18 | 2013-01-28 | (주)피앤테크 | 대형 플라스틱 사출금형의 복합표면처리방법 |
| KR20130010257A (ko) * | 2011-07-18 | 2013-01-28 | (주)피앤테크 | 플라즈마 이온질화를 이용한 대형 플라스틱 사출금형의 복합표면처리방법 |
| WO2013042377A1 (ja) * | 2011-09-22 | 2013-03-28 | 国立大学法人東京工業大学 | 合成樹脂の接着方法 |
| JP2014205731A (ja) | 2013-04-10 | 2014-10-30 | 富士フイルム株式会社 | ポリエチレンテレフタレートフィルムおよび表面処理方法 |
-
2015
- 2015-09-04 US US15/508,576 patent/US10730253B2/en active Active
- 2015-09-04 CN CN201580047409.1A patent/CN106687510B/zh active Active
- 2015-09-04 JP JP2015175199A patent/JP6715461B2/ja active Active
- 2015-09-04 WO PCT/JP2015/075272 patent/WO2016035894A1/ja active Application Filing
- 2015-09-04 EP EP15837867.9A patent/EP3190148B1/en active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01138242A (ja) * | 1987-11-24 | 1989-05-31 | Toray Ind Inc | 高分子樹脂フィルムの表面改質方法 |
| JPH05125202A (ja) * | 1991-04-12 | 1993-05-21 | Bridgestone Corp | ゴム系複合材料の製造方法 |
| JPH06246542A (ja) * | 1993-03-01 | 1994-09-06 | Nitto Denko Corp | 有機材料の加工方法 |
| JPH10315400A (ja) * | 1997-05-21 | 1998-12-02 | Nitto Denko Corp | ポリテトラフルオロエチレン成形品、その製造方法及び用途 |
| JP2002361667A (ja) * | 2001-06-06 | 2002-12-18 | Nipro Corp | ラミネートゴム栓の製造方法 |
| JP2006272739A (ja) * | 2005-03-29 | 2006-10-12 | Daiso Co Ltd | エピクロルヒドリン系ゴム−フッ素樹脂積層体、積層ホースおよび積層体の製造方法 |
| JP2010156022A (ja) * | 2008-12-27 | 2010-07-15 | Osaka Univ | 誘電体基材表面の触媒フリー金属化方法及び金属膜付き誘電体基材 |
| JP2012062543A (ja) * | 2010-09-17 | 2012-03-29 | Osaka Univ | 誘電体基材表面の触媒フリー金属化方法及び金属膜付き誘電体基材 |
| JP2012153634A (ja) * | 2011-01-25 | 2012-08-16 | Nof Corp | 銀含有組成物及び基材 |
| WO2013008916A1 (ja) * | 2011-07-14 | 2013-01-17 | 富士フイルム株式会社 | ポリマーシートとその製造方法、太陽電池用バックシートおよび太陽電池モジュール |
| JP2013049819A (ja) * | 2011-08-31 | 2013-03-14 | Sumitomo Rubber Ind Ltd | 表面改質フッ素樹脂フィルムの製造方法及び表面改質フッ素樹脂フィルム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3190148A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3190148A1 (en) | 2017-07-12 |
| EP3190148B1 (en) | 2021-04-28 |
| EP3190148A4 (en) | 2018-01-24 |
| US10730253B2 (en) | 2020-08-04 |
| JP6715461B2 (ja) | 2020-07-01 |
| US20170282469A1 (en) | 2017-10-05 |
| CN106687510A (zh) | 2017-05-17 |
| JP2016056363A (ja) | 2016-04-21 |
| CN106687510B (zh) | 2020-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016035894A1 (ja) | 表面改質成型体の製造方法、及び該表面改質成型体を用いた複合体の製造方法 | |
| JP5649772B2 (ja) | フッ素樹脂系成形物の表面改質方法 | |
| JP5849308B2 (ja) | 表面改質フッ素樹脂フィルムの製造方法及び表面改質フッ素樹脂フィルム | |
| JP3594884B2 (ja) | 複合材の製法およびそれによって得られる複合材 | |
| CN1247322C (zh) | 零件安装装置以及零件的安装方法 | |
| KR100443655B1 (ko) | 저온상압 플라즈마를 사용하는 고분자 수지계 성형품의표면처리방법 | |
| JP6846781B2 (ja) | 積層体及びその製造方法 | |
| JP6564282B2 (ja) | 金属含有膜付き誘電体基材の製造方法 | |
| Cho et al. | Improvement of paint adhesion to a polypropylene bumper by plasma treatment | |
| TW201602405A (zh) | 介電體基材表面之金屬化方法及附金屬膜之介電體基材 | |
| WO2019230862A1 (ja) | 接合体及びその製造方法 | |
| KR100600497B1 (ko) | 실리콘 고무 시트의 표면 개질 방법 | |
| JP5645163B2 (ja) | フッ素系樹脂材料の表面改質方法及びフッ素系樹脂材料と金属材料の積層体 | |
| EP1200204B1 (en) | Method for functionalizing solid surfaces | |
| Yu et al. | Surface passivation of epoxy resin with a covalently adhered poly (tetrafluoroethylene) layer | |
| WO2010131372A1 (ja) | フッ素樹脂系成形物の表面改質方法 | |
| JPS6033860B2 (ja) | 接着剤付き弗素樹脂製フイルム | |
| JPS6126932B2 (ja) | ||
| EP4203614A1 (en) | Hybrid nanoreinforced liner for microwave oven | |
| KR20170139567A (ko) | 가스 배리어 필름, 전자 디바이스용 부재, 및 전자 디바이스 | |
| JP2023040892A (ja) | 低誘電基板及びその製造方法 | |
| JPH06298971A (ja) | フッ素樹脂成形品の表面処理方法 | |
| JP2009013310A (ja) | フッ素樹脂系成形物の表面改質方法 | |
| KR20080033821A (ko) | 플라스틱-실리콘 접착필름 및 그 제조방법 | |
| Wolf | Atmospheric Surface Modification of Polymers for Biomedical Device Adhesion |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15837867 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE2 | Request for preliminary examination filed before expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 15508576 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015837867 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015837867 Country of ref document: EP |