WO2014102965A1 - スプライシング装置およびスプライシングテープ検知方法 - Google Patents
スプライシング装置およびスプライシングテープ検知方法 Download PDFInfo
- Publication number
- WO2014102965A1 WO2014102965A1 PCT/JP2012/083867 JP2012083867W WO2014102965A1 WO 2014102965 A1 WO2014102965 A1 WO 2014102965A1 JP 2012083867 W JP2012083867 W JP 2012083867W WO 2014102965 A1 WO2014102965 A1 WO 2014102965A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- splicing
- tape
- tapes
- carrier
- carrier tapes
- Prior art date
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H21/00—Apparatus for splicing webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/20—Advancing webs by web-penetrating means, e.g. pins
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/02—Feeding of components
- H05K13/0215—Interconnecting of containers, e.g. splicing of tapes
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0417—Feeding with belts or tapes
- H05K13/0419—Feeding with belts or tapes tape feeders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/4606—Preparing leading edge for splicing
- B65H2301/4607—Preparing leading edge for splicing by adhesive tape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/462—Form of splice
- B65H2301/4622—Abutting article or web portions, i.e. edge to edge
- B65H2301/46222—Abutting article or web portions, i.e. edge to edge involving double butt splice, i.e. adhesive tape applied on both sides of the article or web portions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2403/00—Power transmission; Driving means
- B65H2403/50—Driving mechanisms
- B65H2403/51—Cam mechanisms
- B65H2403/512—Cam mechanisms involving radial plate cam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/11—Length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/20—Sensing or detecting means using electric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/80—Arangement of the sensing means
- B65H2553/82—Arangement of the sensing means with regard to the direction of transport of the handled material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1942—Web supporting regularly spaced non-adhesive articles
Definitions
- the present invention relates to a splicing device for connecting two carrier tapes and a splicing tape detection method used therefor.
- a carrier tape holding a plurality of electronic components at regular intervals is wound around a reel, and the carrier tape is fixed by driving a sprocket that engages a feed hole drilled in the carrier tape.
- the electronic components are sequentially supplied to the component supply position, and these electronic components are sucked by a suction nozzle and mounted on a circuit board.
- the splicing tape is composed of a set of splicing tapes, one for the surface splicing tape that connects the front side of the carrier tape and the other for the back side of the carrier tape.
- the splicing tape is composed of a set of splicing tapes, one for the surface splicing tape that connects the front side of the carrier tape and the other for the back side of the carrier tape.
- it is important to accurately position the back surface splicing tape at the splicing position so as not to be reversed.
- the invention according to claim 1 is characterized in that a splicing device for connecting a first carrier tape and a second carrier tape having feed holes and component storage cavities at regular intervals by a splicing tape.
- a positioning device that feeds the first and second carrier tapes toward each other and positions the splicing positions in which positioning pins can engage with the feed holes of the first and second carrier tapes;
- At the splicing position affixed to a continuous protective tape that is fed in a direction orthogonal to the feeding direction of the first and second carrier tapes, and for the front side for connecting the front side of the carrier tape and the back side of the carrier tape
- a plurality of splicing tapes for the back side for connecting the sides, and the protective tape
- a pair of sensors arranged at intervals in the feed direction and detecting the splicing tape, and a joint for joining the splicing tape sent to the splicing position across the first and second carrier tapes on both surfaces thereof
- the splicing tape is regularly
- the pair of sensors are simultaneously turned on, it can be detected that one set of the splicing tape for the front surface and the rear surface is positioned at the splicing position.
- the splicing tape for back surface can be accurately positioned at the splicing position so as not to be reversely arranged, and a splicing device capable of high-precision splicing can be obtained.
- the protective tape with the splicing tape attached is set in the splicing device, it is possible to accurately detect that the first splicing tape is positioned at the splicing position by the pair of sensors, and the splicing tape Even if the predetermined amount is fed, it is possible to detect the splicing tape breakage based on the fact that the pair of sensors are not turned on at the same time.
- a feature of the invention according to claim 2 is the splicing device according to claim 1, wherein a metal is embedded in the splicing tape, and the sensor includes a metal detection sensor for detecting the metal.
- the splicing tape can be detected easily and reliably by the metal detection sensor only by embedding the metal in the splicing tape.
- the invention according to claim 3 is characterized in that a feeding hole is formed at both ends in the width direction of the protective tape, and the protective tape is fed N times by a unit amount by rotation of a sprocket engaged with the hole.
- the splicing device according to claim 1 or 2 wherein the one set of splicing tape is positioned at a position where the pair of sensors are simultaneously turned on.
- the splicing tape can be accurately positioned at the splicing position regardless of the elongation of the protective tape. it can.
- a feature of the invention according to claim 4 is a splicing tape detection method used for a splicing device in which a first carrier tape and a second carrier tape provided with feed holes and component storage cavities at regular intervals are connected by a splicing tape. Then, a set of splicing tapes is applied to the protective tape for the front and back surfaces, which are bonded to both surfaces of the first and second carrier tapes positioned at the splicing position, and the one set of splicing tapes It is a splicing tape detection method used for a splicing device in which a pair of sensors arranged at intervals in the feeding direction of the protective tape are turned on simultaneously only when positioned at the splicing position.
- the pair of sensors since the pair of sensors are simultaneously turned on, it can be detected that one set of the splicing tape for the front surface and the rear surface is positioned at the splicing position. It is possible to obtain a splicing detection method capable of accurately positioning the back surface splicing tape at the splicing position so as not to be reversed.
- the pair of sensors accurately detect that the first splicing tape is positioned at the splicing position.
- the splicing tape breakage can be detected based on the fact that the pair of sensors are not turned on at the same time.
- FIG. 3 is a cross-sectional view taken along line 3-3 in FIG.
- (A) is the top view of the carrier tape connected with a splicing apparatus
- (B) is the figure which looked at the carrier tape from the side.
- (B) is the figure which looked at the carrier tape from the side.
- FIG. 16 is an operation state diagram of FIG.
- FIG. 16 is an operational state diagram of FIG. 15 illustrating a cutting process of a cut portion of the carrier tape.
- FIG. 16 is an operation state diagram of FIG. 15 showing a positioning process of the carrier tape to the splicing position.
- It is a perspective view which shows the joining apparatus of a splicing apparatus. It is a top view which shows a joining apparatus. It is the front view seen from the arrow 21 direction of FIG. It is the right view seen from the arrow 22 direction of FIG. It is the left view seen from the arrow 23 direction of FIG. It is a figure which shows the locking device which locks a cover body.
- FIG. 25 It is sectional drawing which shows the relationship between the carrier tape and splicing tape in a splicing position.
- (A) to (C) are cross-sectional views taken along the line 26-26 in FIG. 25, showing the operating state of splicing.
- (A)-(D) are operation
- FIG. 1 shows a tape feeder 10 that is detachably attached to a component supply device of a component mounting machine.
- a reel 12 around which a carrier tape Tc is wound is detachably attached to the tape feeder 10.
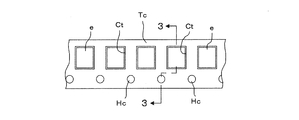
- the carrier tape Tc is formed in an elongated shape with a predetermined width, and a large number of cavities Ct are arranged at a constant pitch in the longitudinal direction.
- the carrier tape Tc is mounted on the circuit board in the cavities Ct.
- Each component (electronic component) e is accommodated.
- the upper part of the cavity Ct is opened and covered with a top tape Tt (see FIG. 3) attached to the surface of the carrier tape Tc.
- feed holes Hc are formed at the same pitch interval as the cavity Ct or twice the pitch interval of the cavity Ct. These feed holes Hc are in a fixed positional relationship with the cavity Ct. Is arranged.
- the tape feeder 10 feeds the carrier tape Tc wound around the reel 12 quantitatively, and feeds the electronic components e one by one to the component supply position 17 provided at the tip of the tape feeder 10. Is built-in.
- the fixed amount feeding mechanism 18 is rotatably supported by the main body of the tape feeder 10 and includes a sprocket 19 that engages with the feeding hole Hc of the carrier tape Tc and a motor (not shown) that rotates the sprocket 19 by one pitch. .
- the carrier tape Tc used in the component mounter is composed of a plurality of types having different pitches of the cavities Ct.
- the pitch interval of the cavities Ct and the relationship between the cavities Ct and the feed holes Hc are determined depending on the type of the carrier tape Tc. Yes. Therefore, by recognizing the pitch interval of the cavity Ct by image processing or the like, it is possible to grasp which type of carrier tape Tc, and based on that, the position of the feed hole Hc of the carrier tape Tc can be recognized, The cutting position of the carrier tape Tc at the time of splicing described later can be determined.
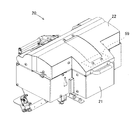
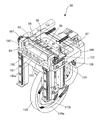
- the splicing device 20 automatically sets the end portion of the carrier tape wound around the current reel attached to the tape feeder 10 attached to the component supply device to the beginning end portion of the carrier tape wound around the next reel to be replaced. Device to connect automatically.
- the splicing device 20 is supported by a box-shaped casing 21 and a casing 21 that is pivotable about a pivot 23 (see FIG. 24) and opens and closes the upper surface of the casing 21. 22, and is configured to be movable between tape feeders 10 mounted on a component supply device of a component mounter mounted on an unillustrated cart or the like.
- the lid 22 is closed at the time of splicing and is opened at the time of taking out the carrier tape Tc after the splicing. Note that once the lid 22 is closed, the lid 22 is held in a closed state by a lock device described later.
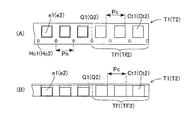
- two carrier tapes Tc (hereinafter referred to as a first carrier tape T1 and a second carrier tape T2) spliced by the splicing device 20 are the same as the first part e1 (second part e2). ) are accommodated at a predetermined pitch Pc (second cavity Ct2).
- first and second carrier tapes T1 and T2 mesh with teeth 67a (67b) of a first sprocket 61a (second sprocket 61b) of a first tape feeder 50 (second tape feeder 51) described later.
- Possible first feed holes Hc1 (second feed holes Hc2) are bored at a predetermined pitch Ph in parallel with the first cavities Ct1 (second cavities Ct2).
- First and second carrier tapes T1 and T2 are spliced by splicing device 20 at arbitrary first and second cutting points Q1 and Q2, and connected by splicing tape 30 described later.
- first cutting point Q1 second cutting point Q2
- second cutting point Q2 for example, a first cavity Ct1 (second cavity Ct2) having a first part e1 (second part e2) and a first part e1 (second part e2).
- An intermediate position with respect to the empty first cavity Ct1 (second cavity Ct2) having no gap is selected.
- the first carrier tape T1 (second carrier tape T2) in which the empty first cavities Ct1 (second cavities Ct2) after cutting are connected is discarded as the first unnecessary portion Tf1 (second unnecessary portion Tf2).
- first unnecessary portion Tf1 second unnecessary portion Tf2
- adjacent empty first cavities Ct1 second cavities Ct2 as first cutting points Q1 (second cutting points Q2)
- the intermediate position can also be selected.
- the pitch Cc of the cavities Ct1 (Ct2) is different, or as shown in FIG. 5, the embossed tape T1e having cavities (embossed portions) Cte1 (Cte2) projecting in the thickness direction. (T2e), and these different types of carrier tapes can also be connected by the splicing device 20.
- Two carrier tapes T1 and T2 to be spliced are fed into the splicing device 20 from the left and right in FIG. 7, and a splicing tape 30 for connecting the two carrier tapes T1 and T2 from the upper direction in FIG.
- a protective tape 31 (see FIG. 8) to which is attached is sent. 8 at the splicing position LS where the carrier tapes T1, T2 and the protective tape 31 intersect, the ends of the two carrier tapes T1, T2 are connected to each other by the splicing tape 30. ing.
- the splicing tape 30 affixed to the protective tape 31 is sent to the splicing position LS with the adhesive surfaces with the carrier tapes T1 and T2 facing upward, and the two carrier tapes T1 and T2 are located above the splicing tape 30. It is designed to be positioned.
- the splicing tape 30 has a set of splicing tapes 30a on the upper surface of the continuous protective tape 31 and for the front surface and the back surface that are bonded to both surfaces across the two carrier tapes T1 and T2. 30b. That is, the splicing tape 30 is a set of a front splicing tape 30a bonded to the front surface side of the two carrier tapes T1 and T2 and a back surface splicing tape 30b bonded to the rear surface side of the two carrier tapes T1 and T2. It is what.
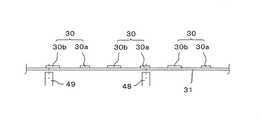
- a set of splicing tapes 30 for the front surface and the back surface has a constant pitch in the longitudinal direction of the protective tape 31 while maintaining a fixed positional relationship with the feed holes 31a drilled at a constant pitch interval on both sides of the protective tape 31.
- two metal detection sensors 48 and 49 for detecting the splicing tapes 30a and 30b are arranged with a predetermined interval.
- the two metal detection sensors 48 and 49 are arranged so that when one set of splicing tape (first splicing tape) 30 is positioned at the splicing position LS for the front surface and the back surface, The surface splicing tape 30a of the splicing tape (second splicing tape) 30 and the back surface splicing tape 30b of one set of splicing tapes (third splicing tape) subsequent thereto are simultaneously turned on.
- the two metal detection sensors 48 and 49 are not turned on at the same time.
- the upper surfaces of the splicing tapes 30a and 30b form an adhesive surface that is bonded to both sides of the two carrier tapes T1 and T2, and a continuous paper mount 32 is bonded to the bonded surface as shown in FIG.
- the three-layer structure of the paper mount 32, the splicing tape 30, and the protective tape 31 is wound around the supply reel 33 in a roll shape.
- the width direction dimension of the protective tape 31 is larger than the width direction dimension of the paper mount 32, and both ends of the protective tape 31 in the width direction protrude from both ends of the paper mount 32 in the width direction.
- the width direction dimension of the splicing tape 30 is equal to the width direction dimension of the paper mount 32, and the splicing tape 30 is affixed to the protective tape 31 as one set for the front side and the back side inside the hole 31a for feeding. ing.
- the protective tape 31 has positioning holes 31b at the same pitch intervals as the feed holes Hc1 and Hc2 formed in the carrier tapes T1 and T2 at positions close to the surface splicing tape 30a. Are formed along the width direction. Further, a plurality of positioning holes 30b1 are formed in the back surface splicing tape 30b along the width direction of the protective tape 31 through the protective tape 31 at the same pitch intervals as the feed holes Hc1 and Hc2 formed in the carrier tapes T1 and T2. Has been.
- the feed hole 31a and the positioning hole 31b formed in the protective tape 31 are formed by forming the positioning hole 30b1 in the splicing tape 30b after the splicing tapes 30a and 30b are attached to the protective tape 31 at predetermined positions. And is formed by a punching press or the like.
- the splicing device 20 can be rotated by rolling a three-layer structure including the splicing tape 30 in a roll shape on a line crossing a splicing position LS for splicing the two carrier tapes T1 and T2.
- a supply reel 33, a paper board feeding device 35 that feeds the paper board 32 peeled off from the splicing tape 30, and a protective tape feeding device 36 that sends out the protective tape 31 from which the splicing tape 30 has been peeled off are provided.
- the adhesive strength between the paper mount 32 and the protective tape 31 bonded to both surfaces of the splicing tape 30 is stronger than the adhesive strength against the protective tape 31, and the splicing tape 30 is protected even if the paper mount 32 is peeled off from the splicing tape 30.
- the tape 31 is not peeled off.
- the adhesive strength thereof becomes stronger than the adhesive strength against the protective tape 31, and the protective tape is more than the splicing tape 30. 31 is easily peeled off.
- the three-layer structure of the paper mount 32, the splicing tape 30, and the protective tape 31 is mounted on the splicing device 20 while being wound around the supply reel 33, and the tip is pulled out from the supply reel 33. Then, the paper mount 32 is peeled off and folded by the operator, and the paper mount 32 is sent out by the paper mount feeder 35 and discarded in a paper mount storage box (not shown).
- the protective tape 31 from which the paper mount 32 is peeled off that is, the protective tape 31 to which a large number of splicing tapes 30 are attached with the adhesive surface facing upward passes through the joining device 58 described below so as to cross the center of the splicing position LS.
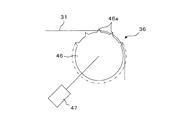
- the front end is engaged with the feed sprocket 46 of the protective tape feeder 36 (see FIG. 12).
- a plurality of engaging teeth 46a are formed on the feeding sprocket 46 at equal angular intervals in the circumferential direction at the same pitch as the pitch of the feeding holes 31a drilled in the protective tape 31,
- the protective tape 31 engaged with the engagement teeth 46a is fed out by a unit amount.
- the stepping motor 47 is returned to the origin when the power is turned on, so that the engaging teeth 46a of the feed sprocket 46 are always positioned at the apex.
- the protective tape 31 (splicing tape 30) is fed by the unit amount ⁇ Pd as shown in FIGS. 13A to 13F, and this is repeated N times (for example, 5 times).
- the protective tape 31 is fed by the pitch Pd of one set of the splicing tape 30, and one set of the splicing tape 30 for the front surface and the back surface is sequentially conveyed to the splicing position LS.
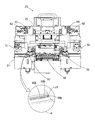
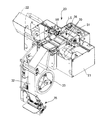
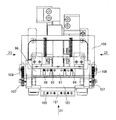
- the splicing device 20 includes first and second tape feeders 50 and 51, first and second component detectors 52 and 53, first and second cutting devices 54 and 55, First and second take-in devices 56 and 57, a joining device 58, and a control device 59 (see FIG. 6) are provided.
- the first and second tape feeders 50 and 51, the first and second cutting devices 54 and 55, the first and second take-in devices 56 and 57, the joining device 58 (excluding a part) and the control device 59 are:
- the housing 21 and the lid 22 are housed and arranged.
- the first and second tape feeders 50 and 51 are disposed on both sides of the housing 21 and the lid body 22, respectively, and between the first and second tape feeders 50 and 51.
- first and second cutting devices 54 and 55 are arranged, respectively.
- the 1st, 2nd taking-in apparatus 56,57 is each arrange
- the first and second component detection devices 52 and 53 are located above the first and second detection positions Ld1 and Ld2 of the first and second transport paths 60a and 60b of the first and second tape feeders 50 and 51, respectively. Is arranged.
- the first and second tape feeders 50 and 51 include first and second transport paths 60a and 60b provided so as to extend in the horizontal direction from both side surfaces of the housing 21 toward the center, and first and second.
- First and second sprockets 61a and 61b disposed below the transfer paths 60a and 60b, first and second stepping motors 62a and 62b connected to the first and second sprockets 61a and 61b, First and second sprocket tooth detecting devices 63a and 63b arranged in the vicinity of the second sprockets 61a and 61b, and first and second tape detecting devices arranged above the first and second conveying paths 60a and 60b.
- 64a, 64b and the like are examples of the first and second conveying paths 60a and 60b.
- the first and second tape feeders 50 and 51 convey the first and second carrier tapes T1 and T2 along the first and second conveyance paths 60a and 60b, respectively.
- the first and second cutting locations Q1 and Q2 (see FIG. 4) of T2 can be sequentially positioned at the first and second cutting positions Lc1 and Lc2 and the splicing position LS.
- the first and second transport paths 60a and 60b have widths slightly wider than the widths of the first and second carrier tapes T1 and T2, and the first and second tape inlets 84a, A groove extending in a straight line from 84b to the first and second cutting positions Lc1 and Lc2 of the first and second carrier tapes T1 and T2 by the first and second cutters 68a and 68b of the first and second cutting devices 54 and 55. Is formed.
- the first and second parts e1 are included in the first and second transport paths 60a and 60b.
- E2 are formed with first and second narrow grooves 65a, 65b for passing the first and second cavities Cte1, Cte2 of the first and second embossed tapes T1e, T2e.
- first and second leaf springs 66a and 66b are arranged and fixed on the first and second cutting positions Lc1 and Lc2 side in the first and second narrow grooves 65a and 65b.
- the first and second leaf springs 66a and 66b are curved and arranged in a concave shape, and are arranged and fixed so as to incline obliquely upward toward the first and second cutting positions Lc1 and Lc2.
- the first and second leaf springs 66a and 66b are members that act when the first and second embossed tapes T1e and T2e are cut and transported.
- the first and second sprockets 61a and 61b include a plurality of first and second sprockets having the same pitch as the pitch Ph of the first and second feed holes Hc1 and Hc2 drilled in the first and second carrier tapes T1 and T2.
- Two teeth 67a and 67b are formed in the circumferential direction.
- the first and second sprockets 61a and 61b are inserted into the first and second feed holes Hc1 and Hc2 of the first and second carrier tapes T1 and T2 inserted along the first and second transport paths 60a and 60b. It arrange
- the first and second sprocket tooth detectors 63a and 63b are configured to indicate that the first and second sprockets 61a and 61b are in their original positions. Detection is performed by reading the second marks M1 and M2.
- the first and second tape detectors 64a and 64b detect that the first and second carrier tapes T1 and T2 are inserted from the first and second tape inlets 84a and 84b provided on both side surfaces of the housing 21, respectively. To do.
- the first and second component detectors 52 and 53 are the first and second cavities Ct1 and Ct2 of the first and second carrier tapes T1 and T2 that are transported through the first and second transport paths 60a and 60b.
- the tape portion between the second cavities Ct1 and Ct2 and the first and second parts e1 and e2 in the first and second cavities Ct1 and Ct2 are detected.
- the first and second cutting devices 54 and 55 include first and second cutters 68a and 68b provided at the first and second cutting positions Lc1 and Lc2, First and second cams 69a and 69b slidably contactable with the second cutters 68a and 68b; first and second gear motors 70a and 70b connected to the first and second cams 69a and 69b; The first and second cutter springs 71a and 71b having one end attached to the two cutters 68a and 68b and the other end attached to the lid 22 are provided adjacent to the first and second cutters 68a and 68b.
- the first and second pressing members 72a and 72b and the first and second cutters 68a and 68b are attached at one end and the first and second pressing members 72a and 72b are attached at the other end.
- the second pressing springs 73a and 73b and the first and second cutters 68a First, second cutter detector 74a arranged in the vicinity of 68b, and a 74b or the like.
- the first and second cutting devices 54 and 55 use the first and second unnecessary portions Tf1 and Tf2 (see FIG. 17) at the first and second cutting points Q1 and Q2 of the first and second carrier tapes T1 and T2. It is configured to be cuttable.
- the first and second cutters 68a and 68b cut the first and second cutting points Q1 and Q2 of the first and second carrier tapes T1 and T2 positioned at the first and second cutting positions Lc1 and Lc2.
- the first and second cams 69a and 69b are rotated up and down.
- the first and second pressing members 72a and 72b are located near the first and second cutting locations Q1 and Q2 of the first and second carrier tapes T1 and T2 positioned at the first and second cutting positions Lc1 and Lc2. In order to press and fix, it is provided so as to be movable in the vertical direction, and is biased downward by the first and second pressing springs 73a and 73b.
- the first and second take-in devices 56 and 57 are provided between the first and second cutting positions Lc1 and Lc2 and the splicing position LS, and are rotatably supported by the first and second fixing members 78a and 78b.
- the first and second intake members 75a and 75b, and the first and second intake member rotating devices 76a and 76b for rotating the first and second intake members 75a and 75b are configured. Is done.
- the first and second take-in devices 56 and 57 are configured to take in the cut first and second unnecessary portions Tf1 and Tf2 of the first and second carrier tapes T1 and T2, respectively.
- the first and second take-in members 75a and 75b have first and second unnecessary portions Tf1 and Tf2 of the first and second carrier tapes T1 and T2 conveyed on the first and second conveyance paths 60a and 60b. Are formed, and first and second ducts 82a and 82b for guiding the first and second unnecessary portions Tf1 and Tf2 to an unillustrated disposal location are formed.
- the first and second take-in members 75a and 75b are held at the original positions indicated by the one-dot chain line in FIG. 15 when taking the first and second unnecessary portions Tf1 and Tf2. Further, when the first and second carrier tapes T1 and T2 are transported to the splicing position Ls, as shown by the solid lines in FIG.
- the first and second movable transport paths 79a and 79b formed on the first and second intake members 75a and 75b are aligned with the first and second transport paths 60a and 60b.
- the joining device 58 is provided between the first cutting device 54 and the second cutting device 55.
- the joining device 58 splices the first and second carrier tapes T1 and T2 with which the first and second cutting points Q1 and Q2 are abutted at the splicing position LS between the first and second transport paths 60a and 60b.
- the tape 30 can be connected.
- the joining device 58 includes a first elevator 91, a holding plate 97, a second elevator 101, a swivel 103, and the like.
- the first lift 91 is guided and supported by the casing 21 so that the legs 92 can be raised and lowered.
- the positioning holes 30b1 formed in the splicing tape 30b and the two carrier tapes T1 and T2 are arranged on both sides centering on the joining position (butting position) of the two carrier tapes T1 and T2.
- Two first positioning pins 93, 94 each engaging with the feed hole Hc are provided so as to project along the feed direction of the carrier tapes T1, T2.
- Each pitch of these two sets of first positioning pins 93 and 94 is determined to be twice the pitch P of the feed holes Hc of the carrier tapes T1 and T2.
- pin holes 95 are formed between the first positioning pins 93 and 94 in the first lifting platform 91, and second positioning pins 105 on the swivel base 103 side which will be described later enter into these pin holes 95. It is possible.
- a movable table 96 is guided and supported by the housing 21 in a horizontal direction orthogonal to the longitudinal direction of the carrier tapes T1 and T2, and the movable table 96 is positioned above the first positioning pins 93 and 94.
- the presser plate 97 is attached.
- a U-shaped groove 98 that can accommodate the first positioning pins 93 and 94 is formed at the tip of the pressing plate 97, and the pressing plate 97 has a retracted end from which the groove 98 is separated from the first positioning pins 93 and 94, The groove 98 can be moved forward and backward from the forward end position in which the first positioning pins 93 and 94 are accommodated.
- the leg part 102 of the 2nd lifting platform 101 is supported by the housing
- a swivel 103 is supported at both ends so that it can turn 180 degrees around a pivot shaft 104 parallel to the longitudinal direction of the carrier tapes T1 and T2.
- the swivel base 103 is provided with a pressing plate 103a at a position offset from the turning center, and a plurality of second positioning pins 105 and pin holes 106 are provided on the pressing plate 103a.
- the second positioning pins 105 are arranged at corresponding positions between the first positioning pins 93 and 94 provided on the first lifting platform 91 and can enter the pin holes 95 provided on the first lifting platform 91. It has become.
- the pin holes 106 are arranged at corresponding positions between the second positioning pins 105, and the first positioning pins 93 and 94 provided on the first lifting platform 91 can enter.
- the second positioning pin 105 is engaged with the two carrier tapes T1 and T2 that are positioned at the splicing position LS and the positioning hole 30b1 of the splicing tape 30b by being rotated by 180 degrees of the swivel base 103, and the two carriers.
- the positional relationship between the three of the tapes T1 and T2 and the splicing tape 30 connecting the tapes T1 and T2 is kept constant.
- a pinion 107 is attached to the pivot shaft 104 of the swivel base 103, and a rack 108 that meshes with the pinion 107 is attached to a movable base 109 that is movable in a horizontal direction perpendicular to the conveying direction of the carrier tapes T1 and T2. .
- the swivel base 103 is swung by a rack and pinion mechanism including the pinion 107 and the rack 108.
- the three carrier tapes T1 and T2 and the splicing tape 30 are sandwiched between the pressing plate 103a and the first lift base 91 and are connected to each other.
- elastic rubber sheets 121 and 122 are attached to the first elevator 91 and the pressing plate 103a, respectively. These rubber sheets 121 and 122 are provided for accurately splicing the carrier tape with the splicing tape 30 regardless of whether the carrier tape to be spliced is a paper tape or an embossed tape.
- the rubber sheet 121 mounted on the first lifting platform 91 has a step 121a in which the side where the cavities Ct1 and Ct2 are provided is lower than the side where the feed holes Hc1 and Hc2 of the carrier tapes T1 and T2 are provided.
- the rubber sheet 122 attached on the pressing plate 103a has cavities Ct1, Ct2 with respect to the side where the feed holes Hc1, Hc2 are provided, as shown in FIG.
- a step 122a is formed with the height of the side provided with.
- the rubber sheet 122 attached to the pressing plate 103a has a larger level difference d1, d2 between the rubber sheets 121, 122 (d1 ⁇ d2).
- the splicing tape 30 is joined to the carrier tapes T1 and T2.
- carrier tapes T1 and T2 made of embossed tape are sandwiched between the rubber sheets of the first elevator 91 and the pressing plate 103a, the level difference of the rubber sheet 121 on the first elevator 91 is low. Since the cavities Ct1 and Ct2 can be accommodated in the part, the splicing tape 30 can be joined without applying excessive pressure to the cavities Ct1 and Ct2.
- the cavity Ct1 and Ct2 can be made to have a larger elastic force (when splicing the embossed tape).
- the back surface splicing tape can be reliably joined to the cavities Ct1 and Ct2.
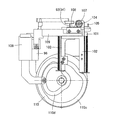
- the cam drum 110 is supported on the casing 21 so as to be rotatable about an axis parallel to the turning center of the swivel base 103, and is rotated at a low speed in a fixed direction by a drive motor (not shown).
- Two cam grooves 110 a, 110 b, 110 c, and 110 d are formed on both surfaces of the cam drum 110 so as to be endless in the circumferential direction.
- the first cam groove 110a is engaged with a first follower roller (not shown) that is pivotally supported by the leg portion 92 of the first lifting platform 91.
- a second follower roller (not shown) that is pivotally supported by a movable base 96 connected to the pressing plate 97 is engaged with the second cam groove 110b.
- a third follower roller (not shown) that is pivotally supported by the leg portion 102 of the second lifting platform 101 is engaged with the third cam groove 110c.
- a fourth follower roller (not shown) that is pivotally supported by a connecting member 112 that is connected to the movable base 109 is engaged with the fourth cam groove 110d.
- the splicing device 20 is provided with a lock device 24 that locks the lid 22 in the closed state during the splicing operation.
- the locking device 24 is installed in the casing 21 and is supported by the casing 21 so as to be rotatable about the pivot 26 and is rotated by the solenoid 25.
- the hook 27 and the engaging pin 28 that is provided so as to protrude downward from the lid body 22 and engage with the hook 27 so as to be detachable are mainly configured.
- An opening spring 29 that biases the lid 22 in the opening direction is provided between the housing 21 and the lid 22, and when the engagement between the hook 27 and the engagement pin 28 is released, the lid 22 is automatically opened by an opening spring 29.
- the lid 22 is provided with a dog, and a closing confirmation sensor operated by the dog is provided in the casing 21.
- the closing confirmation sensor is operated by a dog when the lid body 22 is closed, and it is confirmed that the lid body 22 is closed based on an ON signal of the closing confirmation sensor.
- the operation of the splicing device 20 in the above embodiment will be described.
- the remaining amount of the component e held on the first carrier tape T1 wound on the reel 12 attached to the tape feeder 10 decreases, another component e containing the same type of component e is accommodated at the terminal portion of the first carrier tape T1.
- Splicing processing is performed in which the start end portion of the second carrier tape T2 wound around the reel is connected by the splicing tape 30. Parts are supplied by such splicing so that the parts can be continuously supplied from the tape feeder 10.
- splicing verification is performed in which it is usually checked whether a carrier tape containing correct components is connected.
- the barcode attached to the old reel is read by a barcode reader, and the serial ID of the component accommodated in the old reel is transmitted to the management computer.
- the barcode attached to the new reel is read by the barcode reader, and the serial ID of the component accommodated in the new reel is transmitted to the management computer.
- the database of the management computer Since the database of the management computer stores data regarding parts for each serial ID, it is determined whether the parts accommodated in the two carrier tapes T1 and T2 are of the same type based on the read serial ID. Can be verified. If the part is wrong, a collation error is displayed on the operation panel and notified to the operator, and based on this, the operator redoes splicing.
- the ends of the two carrier tapes T1 and T2 are cut with scissors.
- an empty cavity portion in which no parts are accommodated is usually provided at the end of each of the carrier tapes T1 and T2, and this portion is cut by an operator.
- the cut surface is not a mating surface between the two carrier tapes T1 and T2, so that no particular accuracy is required.
- the control device 59 is based on detection signals from the first and second sprocket tooth detection devices 63a and 63b.
- the stepping motors 62a and 62b are returned to their original positions.
- the control device 59 determines that the leading ends of the first and second tapes T2 from the first and second tape inlets 84a and 84b are based on the detection signals from the first and second tape detection devices 64a and 64b. Detects whether it has been inserted or not.
- the stepping motors 62a and 62b are activated to rotate the first and second sprockets 61a and 61b, and to The movable members 77a and 77b of the insertion members 75a and 75b are moved upward.
- the control device 59 first cavities Ct1 and Ct2 in which the components e1 and e2 of the first and second tapes T1 and T2 are empty and The second cavities Ct1 and Ct2 are sequentially detected, and the pitch Pc between the cavities Ct1 and Ct2 is calculated based on the detection of the first and second cavities Ct1 and Ct2.
- the controller 59 determines the first and second tapes T1, T2 from the pitch Pc between the cavities Ct1, Ct2 and the distances D1, D2 between the known detection positions Ld1, Ld2 and the cutting positions Lc1, Lc2.
- the cutting points Q1 and Q2 are calculated.
- the first and second tapes T1 and T2 are moved by the distances D1 and D2, and the unnecessary portions Tf1 and Tf2 are taken into the first and second take-in members 75a and 75b.
- Q1 and Q2 are transported and positioned at the cutting positions Lc1 and Lc2.
- the control device 59 lowers the cutters 68a and 68b together with the pressing members 72a and 72b, and cuts by the pressing members 72a and 72b.
- the vicinity of the cut portions Q1, Q2 of the first and second carrier tapes T1, T2 positioned at the positions Lc1, Lc2 is pressed and fixed.
- the cutters 68a and 68b are lowered to cut the cut portions Q1 and Q2 of the first and second carrier tapes T1 and T2, respectively.
- Unnecessary portions Tf1 and Tf2 of the first and second carrier tapes T1 and T2 are guided and discarded by the ducts 82a and 82b of the intake members 75a and 75b.
- the control device 59 moves the intake members 75a and 75b downward. Thereafter, the sprockets 61a and 61b are rotated by the stepping motors 62a and 62b, respectively, and the first and second carrier tapes T1 and T2 are moved by the known distances D3 and D4 between the cutting positions Lc1 and Lc2 and the splicing position LS. Each of the first and second carrier tapes T1 and T2 is moved and positioned at the splicing position LS.
- the feed holes Hc1 and Hc2 of the first and second carrier tapes T1 and T2 are positioned at positions where they can be engaged with the first positioning pins 93 and 94 of the joining device 58 provided at the splicing position LS.
- the first and second carrier tapes T1 and T2 are positioned to the feed holes Hc1 and Hc2 of the first and second carrier tapes T1 and T2, respectively.
- 94 is positioned at a splicing position LS that engages.
- the tips of the first and second carrier tapes T1 and T2 inserted from the first and second tape inlets 84a and 84b are positioned without causing a pitch shift at the splicing position LS.
- the three-layer structure of the paper mount 32, the splicing tape 30 and the protective tape 31 wound around the supply reel 33 is pulled out from the supply reel 33, and the paper mount 32 is peeled off and sent out by the paper mount feed device 35.
- the protective tape 31 to which the splicing tape 30 is attached is sent out by the protective tape feeder 36, and one set of the splicing tape 30 for the front surface and the back surface is conveyed to the splicing position LS.
- the splicing tape 30 is fed by the unit amount ⁇ Pd by the stepping motor 47 of the protective tape feeding device 36 as shown in FIG. 13, and when this is repeated N times (5 times in the embodiment), FIG. As shown in F), one set of splicing tape 30 for the front surface and the back surface is fed by the pitch Pd and conveyed to the splicing position LS.
- one of the subsequent set of splicing tapes 30, that is, the front splicing tape 30 a is moved by the first metal detection sensor 48.
- the second metal detection sensor 49 detects the back surface splicing tape 30b of the set of splicing tapes 30 that follow.
- the positioning hole 30b1 formed in the back surface splicing tape 30b is provided at the splicing position LS. It positions in the position which can be engaged with the 1st positioning pins 93 and 94 of the joined joining apparatus 58 (refer FIG. 25).
- the first and second carrier tapes T1 and T2 are not yet positioned at the splicing position LS when the splicing tape 30 is positioned at the splicing position LS, the first and second carriers are in that state. Wait until the tapes T1 and T2 are positioned at the splicing position LS.
- the cam drum 110 When the first and second carrier tapes T1, T2 and the splicing tape 30 are positioned at the splicing position LS, the cam drum 110 is rotated by a drive motor (not shown). By the rotation of the cam drum 110, first, the first lifting platform 91 is lifted through a first follower roller (not shown) that engages with the first cam groove 110a.
- the first positioning pins 93 and 94 are engaged with the positioning holes 30b1 of the back surface splicing tape 30b and the feed holes Hc of the two carrier tapes T1 and T2 by the rising of the first lifting platform 91, respectively.
- a pressing plate 97 is interposed between the back surface splicing tape 30b and the carrier tapes T1 and T2, so that the carrier tape T1 and the back surface splicing tape 30b T2 does not adhere. Accordingly, the positional relationship between the three carrier tapes T1 and T2 and the back surface splicing tape 30b bonded to the back surface of the two carrier tapes T1 and T2 is kept constant.
- the movable base 96 is moved in the horizontal direction via a second follower roller (not shown) that engages with the second cam groove 110b, and is interposed between the back surface splicing tape 30b and the carrier tapes T1 and T2.
- the pressing plate 97 is retracted with respect to the first lifting platform 91, and the back surface splicing tape 30b and the carrier tapes T1 and T2 can be bonded.
- the movable table 109 is horizontally moved through a third follower roller (not shown) that engages with the third cam groove 110c, and the movable table 109 is moved horizontally by the rack and pinion mechanism (107, 108).
- 103 is turned clockwise in FIG.
- the swivel base 103 is swung to bend the protective tape 31 engaged with the second positioning pin 105, and the surface splicing tape 30a is positioned above the carrier tapes T1 and T2. Inverted with the adhesive side facing down.
- the protective tape 31 is bent so as to sandwich the carrier tapes T1 and T2, the back surface splicing tape 30b is provided on the back side of the carrier tapes T1 and T2, and the front splicing tape 30a is provided on the front side of the carrier tapes T1 and T2. Be positioned. At this time, the motor of the protective tape feeding device 36 is rotated in the reverse direction, the protective tape 31 is slackened, and the protective tape 31 is allowed to be bent.
- the second lifting platform 101 is lowered via a fourth follower roller (not shown) that engages with the fourth cam groove 110d.
- a fourth follower roller (not shown) that engages with the fourth cam groove 110d.
- the bent protective tape 31 is pressed between the pressing plate 103a of the swivel base 103 and the first lift base 91 in a state where the carrier tapes T1 and T2 are sandwiched by the lowering of the second lift base 101.
- the back surface splicing tape 30b affixed to the protective tape 31 is adhered so as to straddle the back surfaces of the carrier tapes T1 and T2, and the front surface splicing tape 30a is affixed to the surfaces of the carrier tapes T1 and T2.
- Adhering so as to straddle each top tape Tt the terminal end of the first carrier tape T1 and the start end of the second carrier tape T2 are connected to each other. This pressing state is maintained for a certain time (several seconds).
- the pressing plate 103a and the first lifting platform 91 are provided with rubber sheets 121 and 122 having steps 121a and 122a, respectively, but the rubber sheets 121 and 122 are formed on the carrier tapes T1 and T2 by the pressing described above. It is elastically deformed into a flat shape following the front and back surfaces.
- the splicing tape 30 connects the two carrier tapes T1 and T2 with the carrier tapes T1 and T2 and the splicing tapes 30a and 30b being restrained from being displaced relative to each other by the first and second positioning pins 93, 94, and 105. As a result, the two carrier tapes T1 and T2 can be accurately joined without causing a pitch shift.
- the second elevator 101 is raised, the swivel 103 is raised relative to the first elevator 91, the pressing of the bent protective tape 31 is released, and the second positioning pin 105 is used for the back surface. It is separated from the positioning hole 30b1 of the splicing tape 30b and the feed holes Hc of the two carrier tapes T1 and T2.
- the protective tape 31 is easily peeled off from the splicing tape 30 by the spring restoring force of the protective tape 31 by releasing the pressure-sensitive adhesive of the protective tape 31, so The tape 30 is not peeled off from the carrier tapes T1 and T2.
- the swivel base 103 is swung counterclockwise in FIG. 21 via the rack and pinion mechanism (108, 107), and the motor of the protective tape feeder 36 is rotated forward to remove the slack of the protective tape 31. Is done.
- the holding plate 97 is moved forward, the first lifting platform 91 is lowered, and the first positioning pins 93 and 94 are positioned on the positioning holes 30b1 of the back surface splicing tape 30b and the feed holes Hc of the two carrier tapes T1 and T2. More withdrawn.
- a motor is driven to apply tension to the paper mount 32, and the paper mount 32 is peeled off by a necessary amount. In this way, the joining of the end portion of the first carrier tape T1 and the start end portion of the second carrier tape T2 is completed.
- the reel 12 around which the second carrier tape T2 is wound is set on the tape feeder 10 to complete the splicing process.
- the parts are supplied to the tape feeder 10, and the component mounting machine can continue the component mounting operation without stopping the machine.
- a closing confirmation sensor (not shown) is turned on by a dog fixed to the lid 22. Based on the ON signal of the closing confirmation sensor, the solenoid 25 is actuated and the actuating rod 25a is moved upward. As a result, the hook 27 is rotated counterclockwise in FIG. 24 about the pivot 26 and engaged with the engagement pin 28 fixed to the lid body 22. At the same time, an operation check sensor (not shown) is turned on by a dog (not shown) attached to the hook 27. When both the closing confirmation sensor and the operation confirmation sensor are turned on, the splicing apparatus 20 can be automatically operated.
- the lid body 22 when the lid body 22 is closed, the lid body 22 cannot be opened by an external force. Therefore, it is possible to prevent the operator from coming into contact with the operating portion in the splicing device 20 during automatic operation, and safety. Can be secured. Moreover, since the cover body 22 is automatically opened when the splicing work is completed, workability can be improved.
- the splicing device 20 is provided with an operation button for releasing the lock at the time of emergency stop, and the automatic operation is stopped by operating the operation button during the automatic operation of the splicing device 20, and the lid
- the body 22 can be opened manually. In this case, automatic operation cannot be performed unless the lid 22 is closed and re-locked.
- the splicing tape 30 is fed N times by the unit amount ⁇ Pd as shown in FIG. 13 by the stepping motor 47, and the splicing tape 30 is turned on simultaneously with the first and second metal detection sensors 48 and 49.
- the first and second carrier tapes T1 and T2 are automatically joined by the joining device 58.
- the stepping motor 47 When the lid 22 of the splicing device 20 is closed and the power is turned on, the stepping motor 47 is returned to the original position (the engaging tooth 46a of the sprocket 46 for feeding is positioned at the apex), and in this state, the stepping motor 47 Thus, the splicing tape 30 is intermittently fed by the unit amount ⁇ Pd. Therefore, even if the position of the stepping motor 47 is shifted while the splicing device 20 is stopped, the first and second metal detection sensors 48 and 49 are turned on at the same time for the first splicing tape 30 attached to the top of the protective tape 31. Can be accurately positioned at the splicing position.
- the first and second metal detection sensors 48 and 49 are not simultaneously turned on (only the first metal detection sensor 48 is turned on). In this case, a splicing tape cut signal is issued from the control device 59. As described above, the first and second metal detection sensors 48 and 49 can detect the breakage of the splicing tape 30 and prompt the operator to prepare a new protective tape 31.
- the splicing tape 30 is intermittently fed by the unit amount ⁇ Pd by the stepping motor 47, whereby the first and second metal detection sensors 48, 49 are Based on the fact that the first and second metal detection sensors 48 and 49 are simultaneously turned on at the same time, the first splicing tape 30 affixed to the top of the protective tape 31 is positioned at the splicing position LS. Can be detected.
- first and second embossed tapes T1e and T2e approach the first and second cutting positions Lc1 and Lc2
- the first and second cavities Cte1 and Cte2 are moved to the first and second leaf springs 66a and 66b. It rides over the first and second cutting positions Lc1 and Lc2, and the first and second cutting positions Q1 and Q2 are positioned at the first and second cutting positions Lc1 and Lc2 (see FIG. 27B).
- first and second cutters 68a and 68b are lowered together with the first and second pressing members 72a and 72b, the first and second pressing members 72a and 72b are moved to the first and second cutting positions Lc1.
- the first and second embossed tapes T1e and T2e positioned at Lc2 are pressed and fixed in the vicinity of the first and second cutting points Q1 and Q2.
- the first and second cavities Cte1 and Cte2 are housed in the first and second narrow grooves 65a and 65b by elastically deforming the first and second leaf springs 66a and 66b downward (FIG. 27 ( C)).
- the first and second cutting locations Q1 and Q2 of the first and second embossed tapes T1e and T2e are positioned with high precision at the first and second cutting positions Lc1 and Lc2, so the first and second The cutting accuracy of the embossed tapes T1e and T2e can be increased.
- first and second cutters 68a and 68b When the first and second cutters 68a and 68b are lifted together with the first and second pressing members 72a and 72b, the first and second leaf springs 66a and 66b are restored and the first and second cutting positions Lc1, The first and second cavities Cte1 and Cte2 in the vicinity of Lc2 are lifted above the first and second narrow grooves 65a and 65b (see FIG. 27D). As a result, the first and second cavities Cte1 and Cte2 can ride on the first and second leaf springs 66a and 66b and exceed the first and second cutting positions Lc1 and Lc2. The tapes T1e and T2e can be smoothly transported.
- the splicing tapes 30a and 30b can be joined to the front and back surfaces of the embossed tapes T1e and T2e by the elastic force of the rubber sheets 121 and 122 without applying excessive force to the cavities Cte1 and Cte2.
- the embossed tapes T1e and T2e are rubber sheets.
- the side on which the cavities Cte1 and Cte2 are provided is sandwiched by a larger elastic force than the side on which the feed holes Hc1 and Hc2 are provided.
- the splicing tape 30 can be reliably joined even with unevenness such as the embossed tapes T1e and T2e.
- the first and second carrier tapes T1 and T2 are fed in directions approaching each other, and the positioning pins 93 and 94 are placed in the feed holes Hc1 and Hc2 of the first and second carrier tapes T1 and T2.
- the first and second tape feeding devices (positioning devices) 50 and 51 are positioned at the splicing position LS that can be engaged, and the splicing position LS is perpendicular to the feeding direction of the first and second carrier tapes T1 and T2.
- a set of a plurality of splicing tapes 30 (30a, 30b) for the front and back surfaces in which the metal affixed to the continuous protective tape 31 to be sent is embedded and spaced in the feed direction of the protective tape 31
- a pair of metal detection sensors 48 and 49 that are arranged and detect the splicing tape 30 and a spatter sent to the splicing position LS
- a joining device 58 that joins the first and second carrier tapes T1 and T2 across the first and second carrier tapes T1 and T2, and the splicing tapes 30a and 30b have an interval in the longitudinal direction of the protective tape 31.
- the pair of metal detection sensors 48 and 49 are simultaneously turned on only when the one set of splicing tapes 30a and 30b is positioned at the splicing position LS.
- the splicing tapes 30a and 30b can be accurately positioned at the splicing position LS so that the front splicing tape 30a and the back splicing tape 30b are not reversely arranged.
- the device 20 can be realized.
- the protective tape 31 is fed N times by unit amount by rotating the sprocket 46 engaged with the feed holes 31a formed at both ends of the protective tape 31 in the width direction, Since the splicing tapes 30a and 30b for the front and rear surfaces are positioned to be turned on simultaneously by the pair of metal detection sensors 48 and 49, the feeding accuracy of the protective tape 31 based on the rotation amount of the sprocket 46 The splicing tapes 30a and 30b can be accurately positioned at the splicing position LS regardless of the extension of the protective tape 31 or the like.
- the first and second carrier tapes T1, T2 and the splicing tapes 30a, 30b are sandwiched, and the splicing tapes 30a, 30b are attached to the surfaces of the first and second carrier tapes T1, T2. Since the elevator sheet 91 and the pressing plate 103a joined to the back surface are provided with the rubber sheets 121 and 122 having steps, the first and second carrier tapes T1 and T2 have irregularities such as the embossed tapes T1e and T2e.
- the splicing tapes 30a and 30b are securely attached to the front and back surfaces of the embossed tapes T1e and T2e by the elastic force of the rubber sheet 121. It becomes possible to join.
- first and second carrier tapes T1 and T2 are both flat, like the paper tape, since the rubber sheets 121 and 122 are elastically deformed, there is a step in the rubber sheets 121 and 122. There is no problem even if it exists.
- the lid body 22 is locked by the locking device 24 so that the lid body 22 cannot be opened by an external force. It is possible to prevent the worker from coming into contact with the machine and to ensure safety. Moreover, since the cover body 22 can be automatically opened when the splicing work is completed, workability can be improved.
- the three-layer structure of the splicing tape 30, the protective tape 31, and the paper mount 32 has been described.
- the paper mount 32 is eliminated and a two-layer structure of the splicing tape 30 and the protective tape 31 is formed. You can also.
- a protective tape for feeding a protective tape 31 to which positioning devices (first and second tape feeders) 50, 51 and splicing tapes 30a, 30b for positioning the first and second carrier tapes T1, T2 at the splicing position LS are provided.
- the feeding device 36 and the joining device 58 that joins the splicing tapes 30a and 30b to the first and second carrier tapes T1 and T2 at the splicing position LS show exemplary configurations suitable for implementing the present invention. However, it is not limited to the configuration described in the embodiment.
- SYMBOLS 20 Splicing device, 21 ... Housing, 22 ... Lid, 24 ... Lock device, 30 (30a, 30b) ... Splicing tape, 31 ... Protection tape, 31a ... Delivery hole, 36 ... Protection tape feeder, 46 ... Sprocket, 47 ... Stepping motor, 48, 49 ... Sensor (metal detection sensor), 50, 51 ... Positioning device (tape feeding device), 58 ... Joining device, 93, 94, 105 ... Positioning pin, T1, T2 ... Carrier tape , Hc1, Hc2 ... feed hole, Ct1, Ct2 ... cavity, LS ... splicing position.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Supply And Installment Of Electrical Components (AREA)
- Replacement Of Web Rolls (AREA)
Abstract
Description
Claims (4)
- 一定の間隔に送り穴と部品収納用キャビティを設けた第1キャリアテープと第2キャリアテープとをスプライシングテープによって接続するスプライシング装置であって、
前記第1および第2キャリアテープを互いに接近する方向に送って、前記第1および第2キャリアテープの前記送り穴に位置決めピンが係合可能なスプライシング位置に位置決めする位置決め装置と、
前記スプライシング位置に、前記第1および第2キャリアテープの送り方向と直交する方向に送られる連続した保護テープに貼付され、前記キャリアテープの表面側を接続するための表面用と前記キャリアテープの裏面側を接続するための裏面用で1セットの複数のスプライシングテープと、
前記保護テープの送り方向に間隔を有して配置され、前記スプライシングテープを検知する一対のセンサと、
前記スプライシング位置に送られた前記スプライシングテープを前記第1および第2キャリアテープに跨ってその両面に接合する接合装置とを有し、
前記スプライシングテープは、前記保護テープの長手方向に間隔を有して規則的に配列され、
前記1セットのスプライシングテープが前記スプライシング位置に位置決めされたときのみ、前記一対のセンサが同時にオンされるように構成した、
スプライシング装置。 - 前記スプライシングテープには、金属が埋め込まれ、前記センサは、前記金属を検知する金属検知センサからなっている請求項1に記載のスプライシング装置。
- 前記保護テープの幅方向の両端には送り出し用の穴が形成され、該穴に係合するスプロケットの回転によって前記保護テープが単位量ずつN回送られることにより、前記1セットのスプライシングテープが前記一対のセンサによって同時にオンされる位置に位置決めされるようになっている請求項1または請求項2に記載のスプライシング装置。
- 一定の間隔に送り穴と部品収納用キャビティを設けた第1キャリアテープと第2キャリアテープとをスプライシングテープによって接続するスプライシング装置に用いるスプライシングテープ検知方法であって、
スプライシング位置に位置決めされた前記第1および第2キャリアテープに跨ってその両面に接着される表面用と裏面用で1セットのスプライシングテープを保護テープに貼付し、
前記1セットのスプライシングテープが前記スプライシング位置に位置決めされたときのみ、前記保護テープの送り方向に間隔を有して配置した一対のセンサを、同時にオンするようにした、
スプライシング装置に用いるスプライシングテープ検知方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014553964A JP6067033B2 (ja) | 2012-12-27 | 2012-12-27 | スプライシング装置およびスプライシングテープ検知方法 |
| PCT/JP2012/083867 WO2014102965A1 (ja) | 2012-12-27 | 2012-12-27 | スプライシング装置およびスプライシングテープ検知方法 |
| CN201280078018.2A CN104885589B (zh) | 2012-12-27 | 2012-12-27 | 连接装置及连接带检测方法 |
| EP12890647.6A EP2941111B1 (en) | 2012-12-27 | 2012-12-27 | Splicing device and splicing-tape detection method |
| PCT/JP2013/060974 WO2014103395A1 (ja) | 2012-12-27 | 2013-04-11 | スプライシングテープ送り装置および送り方法 |
| EP13867223.3A EP2941112B1 (en) | 2012-12-27 | 2013-04-11 | Splicing-tape feed device and feed method |
| CN201380068280.3A CN104904331B (zh) | 2012-12-27 | 2013-04-11 | 连接带输送装置及输送方法 |
| JP2014554172A JP6067034B2 (ja) | 2012-12-27 | 2013-04-11 | スプライシングテープ送り装置および送り方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/083867 WO2014102965A1 (ja) | 2012-12-27 | 2012-12-27 | スプライシング装置およびスプライシングテープ検知方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014102965A1 true WO2014102965A1 (ja) | 2014-07-03 |
Family
ID=51020119
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/083867 WO2014102965A1 (ja) | 2012-12-27 | 2012-12-27 | スプライシング装置およびスプライシングテープ検知方法 |
| PCT/JP2013/060974 WO2014103395A1 (ja) | 2012-12-27 | 2013-04-11 | スプライシングテープ送り装置および送り方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/060974 WO2014103395A1 (ja) | 2012-12-27 | 2013-04-11 | スプライシングテープ送り装置および送り方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (2) | EP2941111B1 (ja) |
| JP (2) | JP6067033B2 (ja) |
| CN (2) | CN104885589B (ja) |
| WO (2) | WO2014102965A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018073924A1 (ja) * | 2016-10-20 | 2018-04-26 | 富士機械製造株式会社 | スプライシング装置 |
| WO2019142247A1 (ja) * | 2018-01-16 | 2019-07-25 | 株式会社Fuji | スプライシング装置 |
| KR20190114203A (ko) * | 2018-03-29 | 2019-10-10 | 유경천 | 연결 지그 테이프 |
| US10881041B2 (en) * | 2015-08-31 | 2020-12-29 | Fuji Corporation | Component mounting machine, feeder device, and splicing work defect determination method |
| CN113543624A (zh) * | 2021-07-06 | 2021-10-22 | 绍兴新辉照明有限公司 | 一种电路板自动贴片装置 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107432113B (zh) * | 2015-03-31 | 2019-11-08 | 株式会社富士 | 自动拼接装置及元件安装机 |
| JP6523438B2 (ja) * | 2015-04-28 | 2019-05-29 | 株式会社Fuji | スプライシング装置およびそれに用いるテープ検知方法 |
| JP6492289B2 (ja) * | 2015-10-14 | 2019-04-03 | パナソニックIpマネジメント株式会社 | 部品供給装置および部品装着装置 |
| TWI640465B (zh) * | 2016-02-04 | 2018-11-11 | 萬潤科技股份有限公司 | Electronic component packaging carrier tape guiding method and device |
| CN105850704B (zh) * | 2016-06-17 | 2021-12-17 | 江苏静园环艺建设工程有限公司 | 一种用于水上植物栽培的浮床装置 |
| US10457512B2 (en) | 2016-09-19 | 2019-10-29 | New Era Converting Machinery, Inc. | Automatic lapless butt material splice |
| CN106686907B (zh) * | 2017-01-22 | 2018-12-11 | 陈振富 | 使贴片机精准吸取物料的方法及装置 |
| CN111470086A (zh) * | 2017-05-31 | 2020-07-31 | 深圳市宝尔威精密机械有限公司 | 一种smd载带通用接料机 |
| US11576290B2 (en) | 2017-10-31 | 2023-02-07 | Yamaha Hatsudoki Kabushiki Kaisha | Component supply device and component mounting device |
| US11510350B2 (en) * | 2017-12-06 | 2022-11-22 | Yamaha Hatsudoki Kabushiki Kaisha | Component mounter, component supply reel driving method |
| JP2021166225A (ja) * | 2020-04-06 | 2021-10-14 | 株式会社Fuji | キャリアテープ判定装置 |
| CN116209237B (zh) * | 2022-12-29 | 2023-10-27 | 东莞市富颖电子材料有限公司 | 一种元器件点胶贴及其制备工艺 |
| CN116828727B (zh) * | 2023-08-31 | 2023-12-05 | 四川英创力电子科技股份有限公司 | 具有宽度可调结构的电路板撕胶装置及其使用方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002207286A (ja) * | 2001-01-09 | 2002-07-26 | Mitsui Mining & Smelting Co Ltd | フィルム接合装置の位置合わせ方法およびそのための位置合わせ用ゲージ部材ならびにフィルム接合装置 |
| JP2003031989A (ja) * | 2001-07-13 | 2003-01-31 | Matsushita Electric Ind Co Ltd | 電子部品供給用テープの接続用治具および接続方法 |
| JP2007335595A (ja) | 2006-06-14 | 2007-12-27 | Fuji Mach Mfg Co Ltd | スプライシング検出装置を備えた部品供給装置 |
| JP2010087390A (ja) * | 2008-10-02 | 2010-04-15 | Fuji Mach Mfg Co Ltd | 部品供給テープのスプライシング装置 |
| JP2011233600A (ja) * | 2010-04-23 | 2011-11-17 | Panasonic Corp | 治具、貼着方法 |
| JP2012169351A (ja) * | 2011-02-10 | 2012-09-06 | Panasonic Corp | 切断装置、および、切断方法 |
| JP2012169352A (ja) * | 2011-02-10 | 2012-09-06 | Panasonic Corp | 治具、および、テープ接続方法 |
| JP2012248592A (ja) * | 2011-05-26 | 2012-12-13 | Panasonic Corp | キャリアテープのスプライシング用治具およびスプライシング方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0613339A1 (de) * | 1993-02-25 | 1994-08-31 | Willi, A., Dipl.-Ing., Patentanwalt | Verfahren, Vorrichtung und Verbindungsstreifen zum Spleissen von Gurten mit Deckbandern |
| JP2000038242A (ja) * | 1998-07-24 | 2000-02-08 | Katoo Seiko:Kk | 角穴パンチキャリヤ形テーピングの接続方法およびその接続用テープ |
| JP3767488B2 (ja) * | 2002-02-06 | 2006-04-19 | 株式会社片岡機械製作所 | シート巻取装置 |
| US6817216B2 (en) * | 2002-08-22 | 2004-11-16 | Accu-Assembly Incorporated | Electronic component placement |
| JP4170181B2 (ja) * | 2003-09-09 | 2008-10-22 | リンテック株式会社 | 帯状体の接続装置及び接続方法 |
| JP2007150145A (ja) * | 2005-11-30 | 2007-06-14 | Juki Corp | 部品供給装置 |
| JP2010120344A (ja) * | 2008-11-21 | 2010-06-03 | Mitsui Mining & Smelting Co Ltd | フィルム接合体およびこのフィルム接合体を形成するためのスプライシングテープ、ならびにこのスプライシングテープによるフィルムの接合方法 |
| KR20110005976A (ko) * | 2009-07-13 | 2011-01-20 | 아이엠디자인주식회사 | 클립 리본, 클립 공급 유닛 및 이송 테이프 연결 장치 |
| JP5434884B2 (ja) * | 2010-10-27 | 2014-03-05 | パナソニック株式会社 | 電子部品実装装置および電子部品実装方法 |
| JP5628099B2 (ja) * | 2011-06-13 | 2014-11-19 | 株式会社 東京ウエルズ | キャリアテープ巻取収納装置及びキャリアテープ巻取収納方法 |
-
2012
- 2012-12-27 CN CN201280078018.2A patent/CN104885589B/zh active Active
- 2012-12-27 JP JP2014553964A patent/JP6067033B2/ja active Active
- 2012-12-27 EP EP12890647.6A patent/EP2941111B1/en active Active
- 2012-12-27 WO PCT/JP2012/083867 patent/WO2014102965A1/ja active Application Filing
-
2013
- 2013-04-11 JP JP2014554172A patent/JP6067034B2/ja active Active
- 2013-04-11 WO PCT/JP2013/060974 patent/WO2014103395A1/ja active Application Filing
- 2013-04-11 CN CN201380068280.3A patent/CN104904331B/zh active Active
- 2013-04-11 EP EP13867223.3A patent/EP2941112B1/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002207286A (ja) * | 2001-01-09 | 2002-07-26 | Mitsui Mining & Smelting Co Ltd | フィルム接合装置の位置合わせ方法およびそのための位置合わせ用ゲージ部材ならびにフィルム接合装置 |
| JP2003031989A (ja) * | 2001-07-13 | 2003-01-31 | Matsushita Electric Ind Co Ltd | 電子部品供給用テープの接続用治具および接続方法 |
| JP2007335595A (ja) | 2006-06-14 | 2007-12-27 | Fuji Mach Mfg Co Ltd | スプライシング検出装置を備えた部品供給装置 |
| JP2010087390A (ja) * | 2008-10-02 | 2010-04-15 | Fuji Mach Mfg Co Ltd | 部品供給テープのスプライシング装置 |
| JP2011233600A (ja) * | 2010-04-23 | 2011-11-17 | Panasonic Corp | 治具、貼着方法 |
| JP2012169351A (ja) * | 2011-02-10 | 2012-09-06 | Panasonic Corp | 切断装置、および、切断方法 |
| JP2012169352A (ja) * | 2011-02-10 | 2012-09-06 | Panasonic Corp | 治具、および、テープ接続方法 |
| JP2012248592A (ja) * | 2011-05-26 | 2012-12-13 | Panasonic Corp | キャリアテープのスプライシング用治具およびスプライシング方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2941111A4 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10881041B2 (en) * | 2015-08-31 | 2020-12-29 | Fuji Corporation | Component mounting machine, feeder device, and splicing work defect determination method |
| WO2018073924A1 (ja) * | 2016-10-20 | 2018-04-26 | 富士機械製造株式会社 | スプライシング装置 |
| CN109845429A (zh) * | 2016-10-20 | 2019-06-04 | 株式会社富士 | 拼接装置 |
| JPWO2018073924A1 (ja) * | 2016-10-20 | 2019-08-15 | 株式会社Fuji | スプライシング装置 |
| CN109845429B (zh) * | 2016-10-20 | 2020-11-03 | 株式会社富士 | 拼接装置 |
| WO2019142247A1 (ja) * | 2018-01-16 | 2019-07-25 | 株式会社Fuji | スプライシング装置 |
| KR20190114203A (ko) * | 2018-03-29 | 2019-10-10 | 유경천 | 연결 지그 테이프 |
| KR102051987B1 (ko) * | 2018-03-29 | 2019-12-04 | 유경천 | 연결 지그 테이프 |
| CN113543624A (zh) * | 2021-07-06 | 2021-10-22 | 绍兴新辉照明有限公司 | 一种电路板自动贴片装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014103395A1 (ja) | 2017-01-12 |
| EP2941111B1 (en) | 2017-03-08 |
| EP2941112A4 (en) | 2016-03-09 |
| EP2941111A1 (en) | 2015-11-04 |
| CN104904331B (zh) | 2017-08-08 |
| EP2941111A4 (en) | 2016-03-09 |
| CN104885589B (zh) | 2017-08-15 |
| JP6067034B2 (ja) | 2017-01-25 |
| WO2014103395A1 (ja) | 2014-07-03 |
| EP2941112B1 (en) | 2017-03-22 |
| CN104904331A (zh) | 2015-09-09 |
| JPWO2014102965A1 (ja) | 2017-01-12 |
| EP2941112A1 (en) | 2015-11-04 |
| JP6067033B2 (ja) | 2017-01-25 |
| CN104885589A (zh) | 2015-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6067033B2 (ja) | スプライシング装置およびスプライシングテープ検知方法 | |
| JP6033410B2 (ja) | スプライシング装置 | |
| JP5897112B2 (ja) | スプライシング装置およびスプライシング方法 | |
| WO2013157108A1 (ja) | 自動スプライシング装置 | |
| WO2013157109A1 (ja) | 自動スプライシング装置 | |
| JP6635706B2 (ja) | スプライシング装置 | |
| JP6334578B2 (ja) | スプライシング装置およびスプライシング方法 | |
| JP6374589B2 (ja) | スプライシング装置 | |
| WO2015121929A1 (ja) | スプライシング装置およびスプライシング方法 | |
| JP5963850B2 (ja) | スプライシングテープ | |
| JP6653532B2 (ja) | スプライシング装置 | |
| JP6397464B2 (ja) | 自動スプライシング装置 | |
| WO2018042509A1 (ja) | スプライシング装置 | |
| JP6641384B2 (ja) | スプライシング装置 | |
| JPWO2017098629A1 (ja) | スプライシング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12890647 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014553964 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2012890647 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012890647 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |