WO2018042509A1 - スプライシング装置 - Google Patents
スプライシング装置 Download PDFInfo
- Publication number
- WO2018042509A1 WO2018042509A1 PCT/JP2016/075292 JP2016075292W WO2018042509A1 WO 2018042509 A1 WO2018042509 A1 WO 2018042509A1 JP 2016075292 W JP2016075292 W JP 2016075292W WO 2018042509 A1 WO2018042509 A1 WO 2018042509A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tape
- splicing
- carrier
- carrier tapes
- lid
- Prior art date
Links
Images

















Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/02—Feeding of components
Definitions
- the present invention relates to a splicing device that automatically connects two carrier tapes, and more particularly to a splicing device that allows a carrier tape that has been spliced to be accurately taken out from the device.
- a carrier tape holding a plurality of electronic components at regular intervals is wound around a reel, and the carrier tape is fixed by driving a sprocket that engages a feed hole drilled in the carrier tape.
- the electronic components are fed to the component supply position.
- the electronic component supplied to the component supply position is sucked by a suction nozzle and mounted on a circuit board.
- the front side (top tape side) and the back side (tape body side) of the two carrier tapes are connected to each other by a splicing tape.
- the splicing tape since the splicing tape is in a state of being adhered to the protective tape, when the carrier tape connected by the splicing tape is taken out, if the carrier tape is not lifted carefully, the carrier force is applied by the adhesive force between the splicing tape and the protective tape. There is a possibility that the splicing tape adhered to the tape may be peeled off.
- An object of the present invention is to provide a splicing device that automatically connects two carrier tapes and can accurately take out a carrier tape that has been spliced from the inside of the device.
- the present invention is a splicing device that connects a first carrier tape and a second carrier tape, each having a feed hole and a component storage cavity, at a predetermined interval, by a splicing tape.
- a positioning device for positioning at a splicing position, and affixed to a protective tape sent in a direction perpendicular to the feeding direction of the first carrier tape and the second carrier tape between the device main body and the lid, A splicing tape positioned at the splicing position, and the splicing tape sent to the splicing position.
- a connecting device for connecting the first carrier tape and the second carrier tape, and a length for peeling the splicing tape from the protective tape by lifting the connected carrier tape connected by the splicing tape from both sides of the connecting portion. And a lifting device with a different pair of hooks.
- the splicing tape since the splicing tape is lifted by the pair of hooks having different lengths, the splicing tape can be gradually peeled off from one end side of the protective tape. Will not peel off. Therefore, there is an effect that the carrier tape that has been spliced can be reliably and easily taken out from the apparatus.
- FIG. 3 is a cross-sectional view taken along line 3-3 in FIG. It is a top view of the carrier tape connected with a splicing apparatus. It is a perspective view which shows the whole splicing apparatus which shows embodiment of this invention. It is a figure which shows the state which opened the cover body of the splicing apparatus. It is a figure which shows the state which mounted
- FIG. 13 is an operation state diagram of FIG. 12 showing a positioning process of a cut portion of the carrier tape.
- FIG. 13 is an operational state diagram of FIG. 12 showing a cutting process of the cut portion of the carrier tape.
- FIG. 13 is an operation state diagram of FIG. 12 showing a positioning process of the carrier tape to the splicing position.
- FIG. 25A is a cross-sectional view taken along the line 25-25 in FIG. 24, and FIGS. 25B and 25C are operation state diagrams of FIG. 25A.
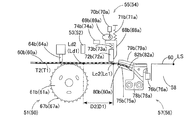
- FIG. 1 shows a tape feeder 10 that is detachably attached to a component supply device of a component mounting machine.
- a reel 12 around which a carrier tape T is wound is detachably attached to the tape feeder 10.
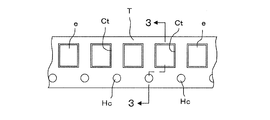
- the carrier tape T is formed to be elongated with a predetermined width, and a large number of cavities Ct are arranged at a constant pitch interval in the longitudinal direction.
- Each component (electronic component) e to be mounted is accommodated.
- the upper portion of the cavity Ct is opened and covered with a top tape Tt that is attached to the surface of the carrier tape T.
- feed holes Hc are formed at the same pitch interval as the cavity Ct or twice the pitch interval of the cavity Ct.
- the feed holes Hc are in a fixed positional relationship with the cavity Ct. Has been placed.
- the tape feeder 10 feeds the carrier tape T wound around the reel 12 quantitatively and feeds the electronic components e one by one to the component supply position 17 provided at the tip of the tape feeder 10. Is built-in.
- the fixed amount feed mechanism 18 is rotatably supported by the main body of the tape feeder 10 and includes a sprocket 19 that engages with the feed hole Hc of the carrier tape T and a motor (not shown) that rotates the sprocket 19 by one pitch. .
- the carrier tape T used in the component mounting machine is composed of a plurality of types having different pitches of the cavities Ct.
- the pitch interval of the cavities Ct and the relationship between the cavities Ct and the feed holes Hc are determined depending on the type of the carrier tape T. Yes. Therefore, by recognizing the pitch interval of the cavities Ct by image processing or the like, it is possible to grasp which type of carrier tape T, and based on that, the position of the feed hole Hc of the carrier tape T can be recognized, The cutting position of the carrier tape T at the time of splicing described later can be determined.
- the splicing device 20 automatically sets the end portion of the carrier tape wound around the current reel attached to the tape feeder 10 attached to the component supply device to the beginning end portion of the carrier tape wound around the next reel to be replaced. Device to connect automatically.
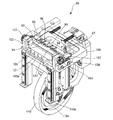
- the splicing device 20 is supported by the device main body 21 and the device main body 21 so as to be rotatable about a pivot 23 (see FIG. 21), and opens and closes the upper surface of the device main body 21.
- a lid 22 which is configured to be movable between tape feeders 10 mounted on a component supply device of a component mounter mounted on an unillustrated cart or the like.
- the lid 22 is manually closed at the time of splicing, and is automatically opened at the time of taking out the carrier tape T after the splicing. Note that once the lid body 22 is closed, the lid body 22 is held in a closed state by a closing holding device described later.
- two carrier tapes T (hereinafter referred to as a first carrier tape T1 and a second carrier tape T2) that are spliced by the splicing device 20 are the same as the first component e1 (second component e2). ) are accommodated at a predetermined pitch Pc (second cavity Ct2).
- first and second carrier tapes T1 and T2 mesh with teeth 67a (67b) of a first sprocket 61a (second sprocket 61b) of a first tape feeder 50 (second tape feeder 51) described later.
- Possible first feed holes Hc1 (second feed holes Hc2) are bored at a predetermined pitch Ph in parallel with the first cavities Ct1 (second cavities Ct2).
- the first and second carrier tapes T1 and T2 are cut by the splicing device 20 at the first and second cutting points Q1 and Q2, and connected by a splicing tape 30 described later.
- a first cutting point Q1 for example, a first cavity Ct1 (second cavity Ct2) having a first part e1 (second part e2) and a first part e1 (second part e2).
- An intermediate position with respect to the empty first cavity Ct1 (second cavity Ct2) having no gap is selected.
- the first carrier tape T1 (second carrier tape T2) in which the cut first empty cavities Ct1 (second cavities Ct2) are continuous is discarded as the first unnecessary portion Tf1 (second unnecessary portion Tf2).
- first unnecessary portion Tf1 second unnecessary portion Tf2
- adjacent empty first cavities Ct1 second cavities Ct2 as first cutting points Q1 (second cutting points Q2)
- the intermediate position can also be selected.
- Two carrier tapes T1 and T2 to be spliced are fed into the splicing device 20 from the left and right in FIG. 6, and the splicing tape 30 connecting the two carrier tapes T1 and T2 from the upper direction in FIG.
- a protective tape 31 (see FIG. 7) to which is attached is sent.
- the ends of the two carrier tapes T ⁇ b> 1 and T ⁇ b> 2 are connected to each other by the splicing tape 30 at the splicing position LS where the carrier tapes T ⁇ b> 1 and T ⁇ b> 2 and the protective tape 31 intersect. ing.
- the splicing tape 30 affixed to the protective tape 31 is sent to the splicing position LS with the adhesive surfaces with the carrier tapes T1 and T2 facing upward, and the two carrier tapes T1 and T2 are located above the splicing tape 30. It is designed to be positioned.
- the splicing tape 30 is a set of splicing for the front and back surfaces that are bonded to both surfaces of the two protective tapes 31 across the upper surface of the continuous protective tape 31. It consists of tapes 30a and 30b. That is, the splicing tape 30 is a set of a front splicing tape 30a connected to the front side of the two carrier tapes T1 and T2 and a back splicing tape 30b connected to the back side of the two carrier tapes T1 and T2. It is what.
- a set of splicing tapes 30 for the front surface and the back surface has a constant pitch in the longitudinal direction of the protective tape 31 while maintaining a fixed positional relationship with the feed holes 31a drilled at a constant pitch interval on both sides of the protective tape 31. Affixed with an interval Pd. Further, one set of splicing tapes 30a and 30b is arranged with a predetermined interval Pd1 with the front splicing tape 30a on the leading side. And in these 1 set of splicing tapes 30a and 30b, metal powder is embed
- a tape detection sensor 48 for detecting the splicing tapes 30a and 30b is separated from the splicing position LS by a predetermined distance S1 on the front side of the splicing position LS. In place.
- the metal detection sensor 48 detects the end of the splicing tape 30 (for example, the back surface splicing tape 30b) through the detection slit 49, the protective tape is fed from the detection position by the stepping motor 47 of the protective tape feeder 36.
- the splicing tape 30 is positioned at the splicing position LS by controlling the feed of 31 by a predetermined amount S1.
- the upper surfaces of the splicing tapes 30a and 30b form an adhesive surface that is bonded to both surfaces of the two carrier tapes T1 and T2, and a continuous paper mount 32 is bonded to the bonded surface as shown in FIG.
- the three-layer structure of the paper mount 32, the splicing tape 30, and the protective tape 31 is wound around the supply reel 33 in a roll shape.
- the widthwise dimension of the protective tape 31 is larger than the widthwise dimension of the paper mount 32, and both ends of the protective tape 31 in the width direction protrude from both ends of the paper mount 32 in the width direction.
- the width direction dimension of the splicing tape 30 is equal to the width direction dimension of the paper mount 32, and the splicing tape 30 is affixed to the protective tape 31 as one set for the front surface and the back surface inside the feed hole 31a. .
- the protective tape 31 has positioning holes 31b at positions close to the surface splicing tape 30a at the same pitch intervals as the feed holes Hc1 and Hc2 formed in the carrier tapes T1 and T2. Are formed along the width direction. Further, a plurality of positioning holes 30b1 are formed in the back surface splicing tape 30b along the width direction of the protective tape 31 through the protective tape 31 at the same pitch intervals as the feed holes Hc1 and Hc2 formed in the carrier tapes T1 and T2. Has been.
- the feed hole 31a and the positioning hole 31b formed in the protective tape 31 are aligned with the formation of the positioning hole 30b1 in the splicing tape 30b after the splicing tapes 30a and 30b are attached to the protective tape 31 at predetermined positions. Formed by a punching press or the like.
- the splicing device 20 can be rotated by rolling a three-layer structure including the splicing tape 30 in a roll shape on a line crossing the splicing position LS for splicing the two carrier tapes T1 and T2.
- a supply reel 33, a paper board feeding device 35 that feeds the paper board 32 peeled off from the splicing tape 30, and a protective tape feeding device 36 that sends out the protective tape 31 from which the splicing tape 30 has been peeled off are provided.
- the adhesive strength between the paper mount 32 and the protective tape 31 bonded to both surfaces of the splicing tape 30 is stronger than the adhesive strength against the protective tape 31, and the splicing tape 30 is protected even if the paper mount 32 is peeled off from the splicing tape 30.
- the tape 31 is not peeled off.
- the adhesive strength thereof is stronger than the adhesive strength to the protective tape 31, and the protective tape 31 than the splicing tape 30. It is easy to peel off.
- the three-layer structure of the paper mount 32, the splicing tape 30, and the protective tape 31 is mounted on the splicing device 20 while being wound around the supply reel 33, and the tip is pulled out from the supply reel 33. Then, the paper mount 32 is peeled off and folded by the operator, and the paper mount 32 is sent out by the paper mount feeder 35 and discarded in a paper mount storage box (not shown).
- the supply reel 33 is rotatably supported by a support body 38 attached to the apparatus main body 21.
- the support 38 is pressed against the supply reel 33 by a predetermined frictional force generated by a spring force, and the support 38 limits the rotation of the supply reel 33 with respect to the support 38.
- the protective tape 31 is pulled with an acting force that overcomes the frictional force, the supply reel 33 can be rotated with respect to the support 38.
- the protective tape 31 from which the paper mount 32 has been peeled off that is, the protective tape 31 to which a large number of splicing tapes 30 are attached with the adhesive surface facing upward passes through the connecting device 58 described below so as to cross the center of the splicing position LS.
- the front end is engaged with the feed sprocket 46 (see FIG. 10) of the protective tape feeder 36.
- a plurality of engaging teeth 46a are formed on the feed sprocket 46 at equal angular intervals in the circumferential direction at the same pitch as the pitch of the feed holes 31a perforated in the protective tape 31.
- the stepping motor 47 is returned to the origin when the power is turned on, and is positioned so that the engaging teeth 46a of the feed sprocket 46 are always located at the apex. Further, the stepping motor 47 can be appropriately restricted in rotation by, for example, a rotation restricting means 47a such as a servo lock device.
- the carrier tapes T1 and T2 for which splicing has been completed are taken out from the splicing device 20 by the frictional action by the support 38 and the rotation restraint means 47a, the movement of the protective tape 31 at both ends is restricted, and the protective tape 31 It constitutes a blocking device that prevents the buoyancy.
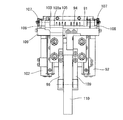
- the splicing device 20 includes first and second tape feeders 50 and 51, first and second component detectors 52 and 53, first and second cutting devices 54 and 55, First and second capture devices 56 and 57, a connection device 58, and a control device 59 (see FIG. 5) are provided.
- the first and second tape feeders 50 and 51, the first and second cutting devices 54 and 55, the first and second take-in devices 56 and 57, the connection device 58 (excluding some) and the control device 59 are:
- the device main body 21 and the lid 22 are housed and arranged.
- first and second tape feeders 50 and 51 are arranged on both sides of the apparatus main body 21 and the lid body 22, respectively. Between, the 1st, 2nd cutting devices 54 and 55 are arranged, respectively. Furthermore, the 1st, 2nd taking-in apparatus 56,57 is each arrange
- the first and second component detection devices 52 and 53 are located above the first and second detection positions Ld1 and Ld2 of the first and second transport paths 60a and 60b of the first and second tape feeders 50 and 51, respectively. Is arranged.
- the first and second tape feeders 50 and 51 include first and second transport paths 60a and 60b provided so as to extend in the horizontal direction from both side surfaces of the apparatus body 21 toward the center, and first and second First and second sprockets 61a and 61b disposed below the two transport paths 60a and 60b, first and second stepping motors 62a and 62b connected to the first and second sprockets 61a and 61b, and a first , First and second sprocket tooth detectors 63a and 63b disposed in the vicinity of the second sprockets 61a and 61b, and first and second tape detectors disposed above the first and second transport paths 60a and 60b.
- Devices 64a, 64b, and the like are examples of devices 64a, 64b, and the like.
- the first and second tape feeders 50 and 51 convey the first and second carrier tapes T1 and T2 along the first and second conveyance paths 60a and 60b, respectively.
- the first and second cutting locations Q1 and Q2 (see FIG. 4) of T2 can be sequentially positioned at the first and second cutting positions Lc1 and Lc2 and the splicing position LS.
- the first and second transport paths 60a and 60b have widths slightly wider than the widths of the first and second carrier tapes T1 and T2, and the first and second tape inlets 84a provided on both side surfaces of the apparatus main body 21. , 84b from the first and second cutters 68a and 68b of the first and second cutting devices 54 and 55 to the first and second cutting positions Lc1 and Lc2 of the first and second carrier tapes T1 and T2 extending in a straight line. It is formed in a shape.
- the first and second sprockets 61a and 61b include a plurality of first and second sprockets having the same pitch as the pitch Ph of the first and second feed holes Hc1 and Hc2 drilled in the first and second carrier tapes T1 and T2.
- Two teeth 67a and 67b are formed in the circumferential direction.
- the first and second sprockets 61a and 61b are inserted into the first and second feed holes Hc1 and Hc2 of the first and second carrier tapes T1 and T2 inserted along the first and second transport paths 60a and 60b. It arrange
- the first and second sprocket tooth detectors 63a and 63b are configured to indicate that the first and second sprockets 61a and 61b are in their original positions. Detection is performed by reading the second marks M1 and M2.
- the first and second tape detectors 64a and 64b indicate that the first and second carrier tapes T1 and T2 are inserted from the first and second tape inlets 84a and 84b provided on both side surfaces of the apparatus main body 21, respectively. Detect.
- the first and second component detectors 52 and 53 are the first and second cavities Ct1 and Ct2 of the first and second carrier tapes T1 and T2 that are transported through the first and second transport paths 60a and 60b.
- the tape portion between the second cavities Ct1 and Ct2 and the first and second parts e1 and e2 in the first and second cavities Ct1 and Ct2 are detected.
- the first and second cutting devices 54 and 55 include first and second cutters 68a and 68b provided at the first and second cutting positions Lc1 and Lc2, respectively, First and second cams 69a and 69b slidably contactable with the second cutters 68a and 68b; first and second gear motors 70a and 70b connected to the first and second cams 69a and 69b; The first and second cutter springs 71a and 71b having one end attached to the two cutters 68a and 68b and the other end attached to the lid 22 are provided adjacent to the first and second cutters 68a and 68b.
- the first and second pressing members 72a and 72b and the first and second cutters 68a and 68b are attached at one end and the first and second pressing members 72a and 72b are attached at the other end.
- the first and second cutting devices 54 and 55 use the first and second unnecessary portions Tf1 and Tf2 (see FIG. 14) at the first and second cutting points Q1 and Q2 of the first and second carrier tapes T1 and T2. It is configured to be cuttable.
- the first and second cutters 68a and 68b cut the first and second cutting points Q1 and Q2 of the first and second carrier tapes T1 and T2 positioned at the first and second cutting positions Lc1 and Lc2.
- the first and second cams 69a and 69b are rotated up and down.
- the first and second pressing members 72a and 72b are located near the first and second cutting locations Q1 and Q2 of the first and second carrier tapes T1 and T2 positioned at the first and second cutting positions Lc1 and Lc2. In order to press and fix, it is provided so as to be movable in the vertical direction, and is biased downward by the first and second pressing springs 73a and 73b.
- the first and second take-in devices 56 and 57 are provided between the first and second cutting positions Lc1 and Lc2 and the splicing position LS, and are rotatably supported by the first and second fixing members 78a and 78b.
- the first and second intake members 75a and 75b, and the first and second intake member rotating devices 76a and 76b for rotating the first and second intake members 75a and 75b are configured. Is done.
- the first and second take-in devices 56 and 57 are configured to take in the cut first and second unnecessary portions Tf1 and Tf2 of the first and second carrier tapes T1 and T2, respectively.
- the first and second take-in members 75a and 75b have first and second unnecessary portions Tf1 and Tf2 of the first and second carrier tapes T1 and T2 conveyed on the first and second conveyance paths 60a and 60b. Are formed, and first and second ducts 82a and 82b for guiding the first and second unnecessary portions Tf1 and Tf2 to an unillustrated disposal location are formed.
- the first and second take-in members 75a and 75b are held at the original positions indicated by the one-dot chain line in FIG. 12 when taking the first and second unnecessary portions Tf1 and Tf2. Further, when the first and second carrier tapes T1 and T2 are transported to the splicing position LS, as shown by the solid line in FIG. 12, the first and second take-in member rotating devices 76a and 76b are rotated a predetermined angle.
- the first and second movable transport paths 79a and 79b formed on the first and second intake members 75a and 75b are aligned with the first and second transport paths 60a and 60b.
- the connecting device 58 is provided between the first cutting device 54 and the second cutting device 55.
- the connecting device 58 splices the first and second carrier tapes T1 and T2 with which the first and second cutting points Q1 and Q2 are abutted at the intermediate splicing position LS between the first and second transport paths 60a and 60b.
- the tape 30 can be connected.
- the connection device 58 includes a first elevator 91, a holding plate 97, a second elevator 101, a swivel 103, and the like.
- the first elevator 91 is guided and supported by the main body 21 so that the legs 92 can be raised and lowered.
- the positioning holes 30b1 formed in the splicing tape 30b and the two carrier tapes T1 and T2 are arranged on both sides around the connection position (butting position) of the two carrier tapes T1 and T2.
- Two first positioning pins 93, 94 each engaging with the feed hole Hc are provided so as to project along the feed direction of the carrier tapes T1, T2.
- Each pitch of these two sets of first positioning pins 93 and 94 is determined to be twice the pitch Ph of the feed holes Hc of the carrier tapes T1 and T2.
- pin holes 95 are formed between the first positioning pins 93 and 94 in the first lifting platform 91, and second positioning pins 105 on the swivel base 103 side which will be described later enter into these pin holes 95. It is possible.
- a movable base 96 is movably guided and supported on the apparatus main body 21 in a horizontal direction perpendicular to the longitudinal direction of the carrier tapes T1 and T2, and the movable base 96 is positioned above the first positioning pins 93 and 94.
- a holding plate 97 is attached.
- a U-shaped groove 98 that can accommodate the first positioning pins 93 and 94 is formed at the tip of the pressing plate 97, and the pressing plate 97 has a retracted end from which the groove 98 is separated from the first positioning pins 93 and 94, The groove 98 can be moved forward and backward from the forward end position in which the first positioning pins 93 and 94 are accommodated.
- the leg portion 102 of the second lifting platform 101 is supported and supported by the apparatus main body 21 so as to be movable up and down.
- a swivel 103 is supported at both ends so that it can turn 180 degrees around a pivot shaft 104 parallel to the longitudinal direction of the carrier tapes T1 and T2.
- the swivel base 103 is provided with a pressing plate 103a at a position offset from the turning center, and a plurality of second positioning pins 105 and pin holes 106 are provided on the pressing plate 103a.
- the second positioning pins 105 are arranged at corresponding positions between the first positioning pins 93 and 94 provided on the first lifting platform 91 and can enter the pin holes 95 provided on the first lifting platform 91. It has become.
- the pin holes 106 are arranged at corresponding positions between the second positioning pins 105, and the first positioning pins 93 and 94 provided on the first lifting platform 91 can enter.
- the second positioning pin 105 is engaged with the two carrier tapes T1 and T2 that are positioned at the splicing position LS and the positioning hole 30b1 of the splicing tape 30b by being rotated by 180 degrees of the swivel base 103, and the two carriers.
- the positional relationship between the three of the tapes T1 and T2 and the splicing tape 30 connecting the tapes T1 and T2 is kept constant.
- a pinion 107 is attached to the pivot shaft 104 of the swivel base 103, and a rack 108 that meshes with the pinion 107 is attached to a movable base 109 that is movable in a horizontal direction perpendicular to the conveying direction of the carrier tapes T1 and T2. .
- the swivel base 103 is swung by a rack and pinion mechanism including the pinion 107 and the rack 108.
- the turntable 103 By such turning of the turntable 103, the three carrier tapes T1 and T2 and the splicing tape 30 are sandwiched between the pressing plate 103a and the first lifting table 91 and are connected to each other.
- a cam drum 110 is supported on the apparatus main body 21 so as to be rotatable around an axis parallel to the turning center of the swivel base 103, and is rotated at a low speed in a fixed direction by a drive motor (not shown).
- Two cam grooves 110 a, 110 b, 110 c, and 110 d are formed on both surfaces of the cam drum 110 so as to be endless in the circumferential direction.
- the splicing device 20 is provided with a closing holding device 24 that holds the lid 22 in the closed state during the splicing operation.
- the closing holding device 24 is installed in the apparatus main body 21, and is supported by the apparatus main body 21 so as to be rotatable about the support shaft 26.
- the hook 27 and the engagement pin 28 which are provided so as to protrude downward from the lid body 22 and detachably engage with the hook 27 are mainly configured.
- An opening spring 29 that biases the lid body 22 in the opening direction is provided between the apparatus main body 21 and the lid body 22.
- the opening spring 29 constitutes an opening operation device that operates the lid 22 in the opening direction when the closing holding device 24 is released.
- the lid 22 is provided with a dog, and a closing confirmation sensor operated by the dog is provided in the apparatus main body 21.
- the closing confirmation sensor is operated by a dog when the lid body 22 is closed, and it is confirmed that the lid body 22 is closed based on an ON signal of the closing confirmation sensor.
- a lifting device 120 for lifting the first and second carrier tapes T1 and T2 connected by the splicing tape 30 is integrated with the inner surface (lower surface) of the lid body 22 in conjunction with the opening of the lid body 22. Provided. With this lifting device 120, the splicing tape 30 adhered to the protective tape 31 can be accurately peeled off from the protective tape 31.
- the lifting device 120 includes a support member 121 fixed to a mounting portion 22a provided on the inner surface of the lid 22, and carrier tapes T1 and T2 are provided at the tip of the support member 121.
- a plate-like lifting arm 122 extending in the longitudinal direction is fixed. Both ends of the lifting arm 122 are bent to form a pair of hooks 123 and 124 having different lengths spaced in the longitudinal direction of the carrier tapes T1 and T2.
- the pair of hooks 123 and 124 is a receiving portion 123a for lifting the first and second carrier tapes T1 and T2 connected by the splicing tape 30 from below at positions close to both ends of the protective tape 31 (splicing tape 30). , 124a are formed.
- the receiving portions 123a and 124a of the pair of hooks 123 and 124 are positioned below the extended lines of the transport paths 60a and 60b of the carrier tapes T1 and T2, as shown by the solid lines in FIG.
- the lid 22 When the lid 22 is opened, as shown by a two-dot chain line in FIG. 22, the lid 22 is configured to be positioned above the extended line of the transport paths 60a and 60b.
- the lifting arm 122 is integrally rotated with the lid body 22 around the pivot 23, and the receiving portions 123a and 124a of the pair of hooks 123 and 124 are By traversing the first and second carrier tapes T1 and T2 connected by the splicing tape 30, the carrier tapes T1 and T2 are lifted by being caught by the receiving portions 123a and 124a, and the splicing tape 30 is peeled off from the protective tape 31.
- the carrier tapes T1 and T2 are gradually lifted from the back side in the width direction on the T2 side. It is gradually peeled off from one end (back side) in the width direction on the side. Therefore, when the splicing tape 30 is peeled off from the protective tape 31, the splicing tape 30 is not peeled off from the carrier tapes T1 and T2, and the carrier tapes T1 and T2 can be accurately connected by the splicing tape 30. .
- the operation of the splicing device 20 in the above-described embodiment will be described.
- the remaining amount of the component e held on the first carrier tape T1 wound on the reel 12 attached to the tape feeder 10 decreases, another component e containing the same type of component e is accommodated at the terminal portion of the first carrier tape T1.
- Splicing processing is performed in which the start end portion of the second carrier tape T2 wound around the reel is connected by the splicing tape 30. Parts are supplied by such splicing so that the parts can be continuously supplied from the tape feeder 10.
- splicing verification is performed in which it is checked whether or not a carrier tape containing correct components is connected.
- splicing verification the barcode attached to the old reel is read by a barcode reader, and the serial ID of the component accommodated in the old reel is transmitted to the management computer.
- the barcode attached to the new reel is read by the barcode reader, and the serial ID of the component accommodated in the new reel is transmitted to the management computer.
- the database of the management computer Since the database of the management computer stores data regarding parts for each serial ID, it is determined whether the parts accommodated in the two carrier tapes T1 and T2 are of the same type based on the read serial ID. Can be verified. If the part is wrong, a collation error is displayed on the operation panel and notified to the operator, and based on this, the operator redoes splicing.
- each end of the two carrier tapes T1 and T2 is cut with scissors.
- an empty cavity portion in which no parts are accommodated is usually provided at the end of each of the carrier tapes T1 and T2, and this portion is cut by an operator.
- the cut surface is not a mating surface between the two carrier tapes T1 and T2, so that no particular accuracy is required.
- the control device 59 is based on detection signals from the first and second sprocket tooth detection devices 63a and 63b.
- the stepping motors 62a and 62b are returned to their original positions.
- the control device 59 determines that the leading ends of the first and second tapes T2 from the first and second tape inlets 84a and 84b are based on the detection signals from the first and second tape detection devices 64a and 64b. Detects whether it has been inserted or not.
- the stepping motors 62a and 62b are activated to rotate the first and second sprockets 61a and 61b, and to The movable members 77a and 77b of the insertion members 75a and 75b are moved upward.
- the control device 59 first cavities Ct1 and Ct2 in which the components e1 and e2 of the first and second tapes T1 and T2 are empty and The second cavities Ct1 and Ct2 are sequentially detected, and the pitch Pc between the cavities Ct1 and Ct2 is calculated based on the detection of the first and second cavities Ct1 and Ct2.
- the controller 59 determines the first and second tapes T1, T2 from the pitch Pc between the cavities Ct1, Ct2 and the distances D1, D2 between the known detection positions Ld1, Ld2 and the cutting positions Lc1, Lc2.
- the cutting points Q1 and Q2 are calculated.
- the first and second tapes T1 and T2 are moved by the distances D1 and D2, and the unnecessary portions Tf1 and Tf2 are taken into the first and second take-in members 75a and 75b.
- Q1 and Q2 are transported and positioned at the cutting positions Lc1 and Lc2.
- the control device 59 lowers the cutters 68a and 68b together with the pressing members 72a and 72b, and cuts by the pressing members 72a and 72b.
- the vicinity of the cut portions Q1, Q2 of the first and second carrier tapes T1, T2 positioned at the positions Lc1, Lc2 is pressed and fixed.
- the cutters 68a and 68b are lowered to cut the cut portions Q1 and Q2 of the first and second carrier tapes T1 and T2, respectively.
- Unnecessary portions Tf1 and Tf2 of the first and second carrier tapes T1 and T2 are guided and discarded by the ducts 82a and 82b of the intake members 75a and 75b.
- the control device 59 moves the take-in members 75a and 75b downward. Thereafter, the sprockets 61a and 61b are rotated by the stepping motors 62a and 62b, respectively, and the first and second carrier tapes T1 and T2 are moved by the known distances D3 and D4 between the cutting positions Lc1 and Lc2 and the splicing position LS. Each of the first and second carrier tapes T1 and T2 is moved and positioned at the splicing position LS.
- the feed holes Hc1, Hc2 of the first and second carrier tapes T1, T2 are positioned at positions where they can be engaged with the first positioning pins 93, 94 of the connecting device 58 provided at the splicing position LS.
- the first and second carrier tapes T1 and T2 are positioned to the feed holes Hc1 and Hc2 of the first and second carrier tapes T1 and T2, respectively.
- 94 is positioned at a splicing position LS that engages.
- the tips of the first and second carrier tapes T1 and T2 inserted from the first and second tape inlets 84a and 84b are positioned without causing a pitch shift at the splicing position LS.
- the three-layer structure of the paper mount 32, the splicing tape 30 and the protective tape 31 wound around the supply reel 33 is pulled out from the supply reel 33, and the paper mount 32 is peeled off and sent out by the paper mount feed device 35.
- the protective tape 31 to which the splicing tape 30 is attached is sent out by the protective tape feeder 36, and one set of the splicing tape 30 for the front surface and the back surface is conveyed to the splicing position LS.
- the splicing tape 30b for the back surface is fed to a position detected by the tape detection sensor 48, and further fed from that position by a certain distance, so that one set for the front side and the back side
- the splicing tape 30 is fed into the splicing position LS, and the positioning hole 30b1 formed in the back surface splicing tape 30b is positioned at a position where it can be engaged with the first positioning pins 93 and 94 of the connecting device 58 provided at the splicing position LS. (See FIG. 24).
- the first and second carriers are in that state. Wait until the tapes T1 and T2 are positioned at the splicing position LS.
- the cam drum 110 is rotated by a drive motor (not shown). By the rotation of the cam drum 110, first, the first lifting platform 91 is lifted through a first follower roller (not shown) that engages with the first cam groove 110a.
- the first positioning pins 93 and 94 are engaged with the positioning holes 30b1 of the back surface splicing tape 30b and the feed holes Hc of the two carrier tapes T1 and T2, respectively.
- a pressing plate 97 is interposed between the back surface splicing tape 30b and the carrier tapes T1 and T2, so that the carrier tape T1, T2 does not adhere.
- the positional relationship between the three carrier tapes T1 and T2 and the back surface splicing tape 30b bonded to the back surface of the two carrier tapes T1 and T2 is kept constant.
- the movable base 96 is moved in the horizontal direction via a second follower roller (not shown) that engages with the second cam groove 110b, and is interposed between the back surface splicing tape 30b and the carrier tapes T1 and T2.
- the pressing plate 97 is retracted with respect to the first lifting platform 91, and the back surface splicing tape 30b and the carrier tapes T1 and T2 can be bonded.
- the movable table 109 is horizontally moved through a third follower roller (not shown) that engages with the third cam groove 110c, and the movable table 109 is moved horizontally by the rack and pinion mechanism (107, 108).
- 103 is turned clockwise in FIG.
- the swivel base 103 is swung to fold the protective tape 31 engaged with the second positioning pins 105, and the surface splicing tape 30a is positioned above the carrier tapes T1 and T2. Inverted with the adhesive side facing down.
- the protective tape 31 is bent so as to sandwich the carrier tapes T1 and T2, the back surface splicing tape 30b is provided on the back side of the carrier tapes T1 and T2, and the front splicing tape 30a is provided on the front side of the carrier tapes T1 and T2. Be positioned. At this time, the motor of the protective tape feeding device 36 is rotated in the reverse direction, the protective tape 31 is slackened, and the protective tape 31 is allowed to be bent.
- the second lifting platform 101 is lowered via a fourth follower roller (not shown) that engages with the fourth cam groove 110d.
- a fourth follower roller (not shown) that engages with the fourth cam groove 110d.
- the bent protective tape 31 is pressed between the pressing plate 103a of the swivel base 103 and the first lift base 91 with the carrier tapes T1 and T2 being sandwiched by the lowering of the second lift base 101.
- the back surface splicing tape 30b affixed to the protective tape 31 is adhered so as to straddle the back surfaces of the carrier tapes T1 and T2, and the front surface splicing tape 30a is affixed to the surfaces of the carrier tapes T1 and T2.
- Adhering so as to straddle each top tape Tt the terminal end of the first carrier tape T1 and the start end of the second carrier tape T2 are connected to each other. This pressing state is maintained for a certain time (several seconds).
- the splicing tape 30 connects the two carrier tapes T1 and T2 with the carrier tapes T1 and T2 and the splicing tapes 30a and 30b being restrained from being displaced relative to each other by the first and second positioning pins 93, 94, and 105.
- the two carrier tapes T1 and T2 can be accurately connected without causing a pitch shift.
- connection of the two carrier tapes T1 and T2 by the splicing tape 30 is achieved by the rotation of the cam drum 110 by approximately 180 degrees, and the remaining 180 degrees of rotation causes each component member to be moved in the reverse direction as described above. Returned to
- the second elevator 101 is raised, the swivel 103 is raised relative to the first elevator 91, the pressing of the bent protective tape 31 is released, and the second positioning pin 105 is used for the back surface. It is separated from the positioning hole 30b1 of the splicing tape 30b and the feed holes Hc of the two carrier tapes T1 and T2.
- the swivel base 103 is swung counterclockwise in FIG. 19 via the rack and pinion mechanism (108, 107), and the motor of the protective tape feeding device 36 is rotated forward to remove the slack of the protective tape 31. Is done.
- the holding plate 97 is moved forward, the first lifting platform 91 is lowered, and the first positioning pins 93 and 94 are positioned on the positioning holes 30b1 of the back surface splicing tape 30b and the feed holes Hc of the two carrier tapes T1 and T2. More withdrawn.
- a motor is driven to apply tension to the paper mount 32, and the paper mount 32 is peeled off by a necessary amount. In this way, the connection between the end portion of the first carrier tape T1 and the start end portion of the second carrier tape T2 is completed.
- connection completion signal is issued from the control device 59.
- the rotation of the stepping motor 47 of the protective tape feeding device 36 is restricted by the rotation restricting means 47a, so that the one end side of the protective tape 31 is prevented from being lifted and supplied by the support 38.
- the rotation restricting means 47a By restricting the rotation of the reel 33, the lifting of the other end of the protective tape 31 is prevented.
- the solenoid 25 of the splicing device 20 is actuated to move the actuating rod 25a downward, and the hook 27 is rotated about the support shaft 26 in the clockwise direction in FIG.
- the engagement between the hook 27 and the engagement pin 28 is released, and the lid 22 is rotated about the pivot 23 by the urging force of the spring 29 and automatically opened.
- the carrier tapes T1 and T2 connected by the splicing tape 30 are lifted upward from the T2 side by the receiving portions 123a and 124a of the pair of hooks 123 and 124 of the lifting arm 122 provided on the lid 22, and the protective tape
- the splicing tape 30 that adheres to 31 is peeled off from the protective tape 31.
- the receiving portions 123a and 124a are inclined, and the carrier tapes T1 and T2 are lifted from the one end side (back side) in the width direction on the T2 side by this inclination. Then, the splicing tape 30 is gradually peeled off from the end.
- the protective tape 31 is prevented from being lifted by the rotation restraining means 47a and the support 38, the protective tape 31 is surely peeled off from the protective tape 31 when the carrier tapes T1 and T2 are lifted by the lifting arm 122.
- the splicing tape 30 is accurately peeled off from the protective tape 31, and the splicing tape 30 connected to the carrier tapes T1 and T2 is not peeled off from the carrier tapes T1 and T2.
- the carrier tapes T1 and T2 lifted by the lifting arm 122 are easily taken out from the splicing device 20 by the operator. Thereafter, the reel 12 around which the second carrier tape T2 is wound is set on the tape feeder 10 to complete the splicing process. As a result, the parts are supplied to the tape feeder 10, and the component mounting machine can continue the component mounting operation without stopping the machine.
- a closing confirmation sensor (not shown) is turned on by a dog fixed to the lid 22. Based on the ON signal of the closing confirmation sensor, the solenoid 25 is actuated and the actuating rod 25a is moved upward. As a result, the hook 27 is rotated counterclockwise in FIG. 21 about the support shaft 26, and engages with the engagement pin 28 fixed to the lid body 22. At the same time, an operation check sensor (not shown) is turned on by a dog (not shown) attached to the hook 27. When both the closing confirmation sensor and the operation confirmation sensor are turned on, the splicing apparatus 20 can be automatically operated.
- the lid body 22 when the lid body 22 is closed, the lid body 22 cannot be opened by an external force. Therefore, it is possible to prevent the operator from coming into contact with the operating portion in the splicing device 20 during automatic operation, and safety. Can be secured. Moreover, since the cover body 22 is automatically opened when the splicing work is completed, workability can be improved.
- the carrier tapes T1 and T2 that have been spliced can be lifted in a constant state by the lifting device 120, the splicing tape 30 adhered to the carrier tapes T1 and T2 is peeled off. Therefore, the carrier tapes T1 and T2 for which splicing has been completed can be easily taken out from the splicing device 20.
- the lifting device 120 can be operated in conjunction with the opening of the lid 22, and the configuration of the lifting device 120 can be simplified.
- the lid body 22 when the lid body 22 is closed to splice the carrier tapes T1 and T2, the lid body 22 is held in the closed state by the closing holding device 24, so that the splicing device 20 is operated during operation. It is possible to prevent the operator from coming into contact with the operating portion, and to ensure safety. Further, when the splicing is completed, the lid 22 can be automatically opened by the opening actuating device (opening spring) 29, so that the carrier tapes T1 and T2 for which the splicing has been completed can be taken out easily and quickly. .
- the carrier tapes T1 and T2 connected by the splicing tape 30 can be lifted first from the second carrier tape side by the pair of hooks 123 and 124 having different lengths of the lifting device 120. Therefore, the splicing tape 30 connected to the splicing tape 30 can be stably peeled off from the protective tape 31.
- the splicing tape 30 is gradually peeled from the protective tape 31 from one end side in the width direction.
- the splicing tape 30 can be peeled off more smoothly than the protective tape 31.
- the pair of hooks 123 and 124 is formed so that 123 is shorter than 124, and the example in which the second carrier tape T2 is lifted first in conjunction with the opening of the lid 22 has been described.
- the length of each hook may be reversed, and the first carrier tape T1 may be lifted first.
- the lifting device 120 is provided on the lid body 22 and the first and second carrier tapes T1 and T2 are lifted in conjunction with the opening of the lid body 22 has been described.
- it may be provided in the apparatus main body 21 and operated separately from the lid body 22.
- the three-layer structure of the splicing tape 30, the protective tape 31, and the paper mount 32 has been described.
- the paper mount 32 is eliminated and a two-layer structure of the splicing tape 30 and the protective tape 31 is formed. You can also.
- a protective tape for feeding a protective tape 31 to which positioning devices (first and second tape feeders) 50, 51 and splicing tapes 30a, 30b for positioning the first and second carrier tapes T1, T2 at the splicing position LS are provided.
- the feeding device 36 and the connecting device 58 for connecting the splicing tapes 30a and 30b to the first and second carrier tapes T1 and T2 at the splicing position LS have shown exemplary configurations suitable for the implementation of the present invention. However, it is not limited to the configuration described in the embodiment.
- SYMBOLS 20 Splicing apparatus, 21 ... Apparatus main body, 22 ... Cover body, 24 ... Closure holding apparatus, 29 ... Opening operation apparatus, 30 (30a, 30b) ... Splicing tape, 31 ... Protection tape, 31a ... Delivery hole, 36 ... Protective tape feeding device, 38, 47a ... blocking device (support, rotation restraining means), 46 ... sprocket, 47 ... servo motor (stepping motor), 48 ... tape detection sensor, 50, 51 ... positioning device (tape feeding device) , 58 ... connecting device, 93, 94, 105 ... positioning pin, 120 ... lifting device, 122 ... lifting arm, 123, 124 ... hook, 123a, 124b ... receiving part, T1, T2 ... carrier tape, Hc1, Hc2 ... feed Hole, Ct1, Ct2 ... cavity, LS ... splicing position.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
2つのキャリアテープを自動的に接続するとともに、スプライシングが完了したキャリアテープを装置内より的確に取り出せるようにする。そのために、スプライシングテープ30によって接続した第1および第2キャリアテープT1、T2をT2側から持ち上げ、スプライシングテープを保護テープから剥離する持ち上げ装置120を設けた。持ち上げ装置は、好ましくは、接続部の両側でキャリアテープを持ち上げる長さの異なる一対のフック123、124を含み、これらフックに、キャリアテープを幅方向の一端側より持ち上げる傾斜した受部123a、124aを形成した。
Description
本発明は、2つのキャリアテープを自動的に接続するスプライシング装置に関し、特に、スプライシングが完了したキャリアテープを装置内より的確に取り出せるようにしたスプライシング装置に関するものである。
一般に部品実装機においては、複数の電子部品を一定の間隔で保持したキャリアテープがリールに巻回され、キャリアテープに穿設した送り穴に係合するスプロケットを駆動することにより、キャリアテープが定量ずつ送出され、電子部品が部品供給位置に供給される。そして、部品供給位置に供給された電子部品を吸着ノズルにより吸着し、回路基板に実装するようになっている。
この種の部品実装機においては、1つのリールに保持された電子部品の残量がなくなる(少なくなる)と、同一種類の電子部品を保持した別のリールに巻回したキャリアテープの始端部を、残量が少なくなったキャリアテープの終端部にスプライシングテープによって接続する、いわゆる、スプライシングが行われるようになっている。このようなスプライシングを自動的に行うものが、例えば特許文献1に記載されている。
この種のスプライシング装置においては、2つのキャリアテープの表面側(トップテープ側)と裏面側(テープ本体側)をそれぞれスプライシングテープによって接続するようになっている。
この場合、スプライシングテープは保護テープに粘着された状態にあるため、スプライシングテープによって接続したキャリアテープを取り出す際に、キャリアテープを慎重に持ち上げないと、スプライシングテープと保護テープとの粘着力によって、キャリアテープに接着されたスプライシングテープが剥がれてしまうおそれがある。
本発明は、2つのキャリアテープを自動的に接続するとともに、スプライシングが完了したキャリアテープを装置内より的確に取り出せるようにしたスプライシング装置を提供することを目的とするものである。
上述した課題を解決するために、本発明は、一定の間隔に送り穴と部品収納用キャビティを設けた第1キャリアテープと第2キャリアテープとをスプライシングテープによって接続するスプライシング装置であって、装置本体と、該装置本体に対して開閉可能に支持された蓋体と、前記装置本体と前記蓋体との間で、前記第1キャリアテープおよび前記第2キャリアテープを互いに接近する方向に送って、スプライシング位置に位置決めする位置決め装置と、前記装置本体と前記蓋体との間で、前記第1キャリアテープおよび前記第2キャリアテープの送り方向と直交する方向に送られる保護テープに貼付され、前記スプライシング位置に位置決めされるスプライシングテープと、前記スプライシング位置に送られた前記スプライシングテープで前記第1キャリアテープおよび前記第2キャリアテープを接続する接続装置と、前記スプライシングテープによって接続した接続済みキャリアテープを接続部の両側から持ち上げて前記スプライシングテープを前記保護テープから剥離する長さの異なる一対のフックを備えた持ち上げ装置とを設けた。
本発明によれば、スプライシングが完了したキャリアテープを長さが異なる一対のフックによって持ち上げることで、スプライシングテープを保護テープの一端側より徐々に剥がすことができるので、キャリアテープに接着されたスプライシングテープが剥がれてしまうことがない。従って、スプライシングが完了したキャリアテープを装置内より確実にかつ容易に取り出すことができる、という効果を奏する。
以下本発明の実施の形態を図面に基づいて説明する。図1は、部品実装機の部品供給装置に着脱可能に装着されるテープフィーダ10を示すもので、テープフィーダ10には、キャリアテープTを巻回したリール12が着脱可能に取付けられている。
キャリアテープTは、図2および図3に示すように、所定の幅で細長く形成され、長手方向に多数のキャビティCtを一定のピッチ間隔で配設しており、これらキャビティCtに、回路基板に実装される部品(電子部品)eがそれぞれ収納されている。キャビティCtの上部は開口されていて、キャリアテープTの表面に貼り付けられたトップテープTtによって覆われている。
キャリアテープTの幅方向の一端側には、送り穴HcがキャビティCtと同一のピッチ間隔、あるいはキャビティCtの2倍のピッチ間隔で形成され、これら送り穴HcはキャビティCtと一定の位置関係に配置されている。
テープフィーダ10には、リール12に巻回されたキャリアテープTを定量ずつ送り出して、電子部品eをテープフィーダ10の先端部に設けられた部品供給位置17に1個ずつ供給する定量送り機構18が内蔵されている。定量送り機構18は、テープフィーダ10の本体に回転可能に支承され、キャリアテープTの送り穴Hcに係合するスプロケット19と、スプロケット19を1ピッチ分ずつ回転させる図略のモータを備えている。
なお、部品実装機に用いられるキャリアテープTは、キャビティCtのピッチが互いに異なる複数種類からなり、キャリアテープTの種類によって、キャビティCtのピッチ間隔およびキャビティCtと送り穴Hcの関係が定められている。従って、キャビティCtのピッチ間隔を画像処理等によって認識することにより、どの種類のキャリアテープTであるかを把握することができ、それに基づいて、キャリアテープTの送り穴Hcの位置を認識でき、後述するスプライシング時におけるキャリアテープTの切断位置を決定できるようになる。
スプライシング装置20は、部品供給装置に装着されたテープフィーダ10に装着されている現リールに巻回されたキャリアテープの終端部を、交換する次リールに巻回されたキャリアテープの始端部に自動的に接続する装置である。
スプライシング装置20は、図5に示すように、箱状の装置本体21と、装置本体21にピボット23(図21参照)を中心にして回動可能に支持され、装置本体21の上面を開閉する蓋体22とを備え、図略の台車等に載置されて部品実装機の部品供給装置に装着されたテープフィーダ10間を移動可能に構成されている。蓋体22は、スプライシング時には手動で閉止され、スプライシング後のキャリアテープTの取り出し時には自動で開かれるようになっている。なお、蓋体22は、一旦閉止されると、後述する閉止保持装置によって閉止状態を保持される。
スプライシング装置20によってスプライシングされる2つのキャリアテープT(以下、第1キャリアテープT1、第2キャリアテープT2という)は、図4に示すように、同一部品種の第1部品e1(第2部品e2)が収容される第1キャビティCt1(第2キャビティCt2)が、所定ピッチPcで設けられている。
また、第1、第2キャリアテープT1,T2には、後述する第1テープ送り装置50(第2テープ送り装置51)の第1スプロケット61a(第2スプロケット61b)の歯67a(67b)と噛合可能な第1送り穴Hc1(第2送り穴Hc2)が、第1キャビティCt1(第2キャビティCt2)に平行に所定ピッチPhで穿孔されている。
第1、第2キャリアテープT1,T2は、スプライシング装置20により任意の第1、第2切断箇所Q1,Q2を切断されて突き合わされ、後述するスプライシングテープ30によって接続される。第1切断箇所Q1(第2切断箇所Q2)としては、例えば、第1部品e1(第2部品e2)が有る第1キャビティCt1(第2キャビティCt2)と第1部品e1(第2部品e2)が無い空の第1キャビティCt1(第2キャビティCt2)との中間位置が選択される。
切断後の空の第1キャビティCt1(第2キャビティCt2)が連なる第1キャリアテープT1(第2キャリアテープT2)が第1不要部分Tf1(第2不要部分Tf2)として廃棄される。なお、任意の数の空の第1キャビティCt1(第2キャビティCt2)を残すために、第1切断箇所Q1(第2切断箇所Q2)として隣り合う空の第1キャビティCt1(第2キャビティCt2)の中間位置も選択可能である。
スプライシング装置20には、図6の左右より、スプライシングすべき2つのキャリアテープT1、T2が送り込まれるとともに、それに直交する図6の上方向より、2つのキャリアテープT1、T2を接続するスプライシングテープ30を貼付した保護テープ31(図7参照)が送り込まれるようになっている。そして、図7に示すように、キャリアテープT1、T2と保護テープ31とが交差するスプライシング位置LSにおいて、2つのキャリアテープT1、T2の端部同士がスプライシングテープ30によって互いに接続されるようになっている。
なお、保護テープ31に貼付されたスプライシングテープ30は、キャリアテープT1、T2との接着面を上側にして、スプライシング位置LSに送り込まれ、このスプライシングテープ30の上方に2つのキャリアテープT1、T2が位置決めされるようになっている。
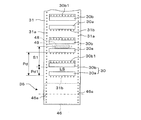
スプライシングテープ30は、図8および図9に示すように、連続した保護テープ31の上面に、2つのキャリアテープT1、T2に跨ってその両面に接着される表面用と裏面用で1セットのスプライシングテープ30a、30bからなっている。すなわち、スプライシングテープ30は、2つのキャリアテープT1、T2の表面側に接続される表面用スプライシングテープ30aと、2つのキャリアテープT1、T2の裏面側に接続される裏面用スプライシングテープ30bを1セットとしたものである。
表面用と裏面用で1セットのスプライシングテープ30は、保護テープ31の両サイドに一定のピッチ間隔で穿孔した送り穴31aと一定の位置関係を保ちながら、保護テープ31の長手方向に一定のピッチ間隔Pdを有して貼付されている。また、1セットのスプライシングテープ30a、30bは、表面用スプライシングテープ30aを先行側にして所定の間隔Pd1を有して配置されている。そして、これら1セットのスプライシングテープ30a、30bには、金属粉が埋設され、金属を検知できる後述するテープ検知センサによって検知できるようになっている。
図9に示すように、保護テープ31の下方には、スプライシングテープ30a、30bを検知するテープ検知センサ48が、スプライシング位置LSの手前側に、スプライシング位置LSに対して一定の距離S1だけ離間した位置に設置されている。かかる金属検知センサ48により、検出用スリット49を通してスプライシングテープ30(例えば、裏面用スプライシングテープ30b)の端部が検出されると、その検出位置から、保護テープ送り装置36のステッピングモータ47によって保護テープ31を一定量S1だけ送り制御することにより、スプライシングテープ30をスプライシング位置LSに位置決めするようになっている。
スプライシングテープ30a、30bの上面は、2つのキャリアテープT1、T2に跨ってその両面に接着される粘着面をなし、この接着面に、図8に示すように、連続した紙台紙32が接着され、これら紙台紙32、スプライシングテープ30および保護テープ31の3層構造体が、供給リール33にロール状に巻回されている。
保護テープ31の幅方向寸法は、紙台紙32の幅方向寸法より大きく、保護テープ31の幅方向の両端は紙台紙32の幅方向の両端より突出されている。一方、スプライシングテープ30の幅方向寸法は、紙台紙32の幅方向寸法と等しく、スプライシングテープ30は、送り穴31aの内側で表面用と裏面用で1セットとして、保護テープ31に貼付されている。
保護テープ31には、図9に示すように、表面用スプライシングテープ30aに近接した位置に、キャリアテープT1、T2に形成された送り穴Hc1、Hc2と同じピッチ間隔に位置決め穴31bが保護テープ31の幅方向に沿って複数形成されている。また、裏面用スプライシングテープ30bには、キャリアテープT1、T2に形成された送り穴Hc1、Hc2と同じピッチ間隔に位置決め穴30b1が保護テープ31を貫いて保護テープ31の幅方向に沿って複数形成されている。
なお、保護テープ31に形成される送り穴31aや位置決め穴31bは、保護テープ31にスプライシングテープ30a、30bが所定位置に貼り付けられた後に、スプライシングテープ30bに位置決め穴30b1を形成するのに合わせてパンチングプレス等によって形成される。
スプライシング装置20には、図7に示すように、2つのキャリアテープT1、T2をスプライシングするスプライシング位置LSを横切る線上に、スプライシングテープ30を含む3層構造体をロール状に巻回した回転可能な供給リール33と、スプライシングテープ30より剥がされた紙台紙32を送り出す紙台紙送り装置35と、スプライシングテープ30が剥がされた保護テープ31を送り出す保護テープ送り装置36が配設されている。
スプライシングテープ30の両面に接着される紙台紙32および保護テープ31との接着力は、保護テープ31に対する接着力の方が強く、スプライシングテープ30より紙台紙32を剥がしても、スプライシングテープ30が保護テープ31より剥がれることがないようにしている。
しかしながら、紙台紙32が剥がされたスプライシングテープ30の接着面に、キャリアテープT1、T2が接着されると、その粘着力は、保護テープ31に対する粘着力よりも強く、スプライシングテープ30より保護テープ31を剥がれやすくしている。
紙台紙32、スプライシングテープ30および保護テープ31の3層構造体は、供給リール33に巻回された状態で、スプライシング装置20に装着され、先端を供給リール33より引き出される。そして、作業者によって紙台紙32が剥がされて折り返され、紙台紙32は紙台紙送り装置35によって送り出され、図略の紙台紙収納ボックスに廃棄される。
供給リール33は、装置本体21に取付けられた支持体38に回転可能に支持されている。支持体38は、ばね力による所定の摩擦力で供給リール33に押圧され、この支持体38により、支持体38に対する供給リール33の回転を制限するようになっている。そして、摩擦力に打ち勝つ作用力で保護テープ31が引っ張られると、支持体38に対して供給リール33の回転が可能となる。
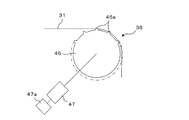
紙台紙32が剥がされた保護テープ31、すなわち、スプライシングテープ30を接着面を上側にして多数貼付した保護テープ31は、スプライシング位置LSの中心を横切るようにして、後述する接続装置58を通って、先端部を保護テープ送り装置36の送り用スプロケット46(図10参照)に係合されるようになっている。
送り用スプロケット46には、図10に示すように、保護テープ31に穿孔された送り穴31aのピッチと同一ピッチで複数の係合歯46aが円周方向に等角度間隔に形成され、送り用スプロケット46に連結されたステッピングモータ47を1ピッチ駆動することにより、係合歯46aに係合された保護テープ31が単位量送り出される。
ステッピングモータ47は、電源の投入により原点復帰され、送り用スプロケット46の係合歯46aを常に頂点に位置するように位置決めされる。また、ステッピングモータ47は、例えば、サーボロック装置等の回転拘束手段47aにより適宜回転を拘束できるようになっている。
上記した支持体38による摩擦作用および回転拘束手段47aにより、スプライシングが完了したキャリアテープT1、T2をスプライシング装置20内より取り出す場合に、保護テープ31の両端側の移動を制限して、保護テープ31の浮き上がりを阻止する阻止装置を構成している。
図6に示すように、スプライシング装置20は、第1、第2テープ送り装置50,51と、第1、第2部品検知装置52,53と、第1、第2切断装置54,55と、第1、第2取込装置56,57と、接続装置58と、制御装置59(図5参照)とを備えている。第1、第2テープ送り装置50,51、第1、第2切断装置54,55、第1、第2取込装置56,57、接続装置58(一部を除く)および制御装置59は、装置本体21および蓋体22の内部に収納され、配置されている。
すなわち、図11に示すように、装置本体21内および蓋体22内の両側に、第1、第2テープ送り装置50,51がそれぞれ配置され、第1、第2テープ送り装置50,51の間に、第1、第2切断装置54,55がそれぞれ配置されている。さらに、第1、第2切断装置54,55の間に、第1、第2取込装置56,57がそれぞれ配置され、第1、第2取込装置56,57の間に、接続装置58が配置されている。また、第1、第2部品検知装置52,53は、第1、第2テープ送り装置50,51の第1、第2搬送経路60a,60bの第1、第2検知位置Ld1,Ld2の上方に配置されている。
第1、第2テープ送り装置50,51は、装置本体21両側面から中央に向かって水平方向に延在するように設けられた第1、第2搬送経路60a,60bと、第1、第2搬送経路60a,60bの下方に配置された第1、第2スプロケット61a,61bと、第1、第2スプロケット61a,61bに連接された第1、第2ステッピングモータ62a,62bと、第1、第2スプロケット61a,61bの近傍に配置された第1、第2スプロケット歯検知装置63a,63bと、第1、第2搬送経路60a,60bの上方に配置された第1、第2テープ検知装置64a、64b等と、を備えている。
第1、第2テープ送り装置50,51は、第1、第2キャリアテープT1,T2を第1、第2搬送経路60a,60bに沿って搬送して、第1、第2キャリアテープT1,T2の第1、第2切断箇所Q1,Q2(図4参照)を第1、第2切断位置Lc1,Lc2およびスプライシング位置LSに順次位置決め可能に構成されている。
第1、第2搬送経路60a,60bは、第1、第2キャリアテープT1,T2の幅より若干広い幅を有し、装置本体21の両側面に設けられた第1、第2テープ入口84a,84bから第1、第2切断装置54,55の第1、第2カッター68a,68bによる第1、第2キャリアテープT1,T2の第1、第2切断位置Lc1,Lc2まで一直線に延びる溝状に形成されている。
第1、第2スプロケット61a,61bには、第1、第2キャリアテープT1,T2に穿孔されている第1、第2送り穴Hc1,Hc2のピッチPhと同一ピッチの複数の第1、第2歯67a,67bが円周方向に形成されている。第1、第2スプロケット61a,61bは、第1、第2搬送経路60a,60bに沿って挿入されてくる第1、第2キャリアテープT1,T2の第1、第2送り穴Hc1,Hc2に噛合可能なように第1、第2搬送経路60a,60bの下方に配置されている。
第1、第2スプロケット歯検知装置63a,63bは、第1、第2スプロケット61a,61bが原位置になったことを、第1、第2スプロケット61a,61bの側面に付された第1、第2マークM1,M2を読み取ることにより検知する。
第1、第2テープ検知装置64a,64bは、装置本体21の両側面に設けられた第1、第2テープ入口84a,84bから第1、第2キャリアテープT1,T2が挿入されたことを検知する。
第1、第2部品検知装置52,53は、第1、第2搬送経路60a,60bを搬送される第1、第2キャリアテープT1,T2の第1、第2キャビティCt1、Ct2、第1、第2キャビティCt1,Ct2間のテープ部分および第1、第2キャビティCt1,Ct2内の第1、第2部品e1,e2を検知する。
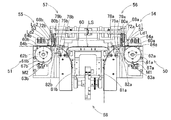
図11および図12に示すように、第1、第2切断装置54,55は、第1、第2切断位置Lc1,Lc2に設けられた第1、第2カッター68a,68bと、第1、第2カッター68a,68bに摺接可能な第1、第2カム69a,69bと、第1、第2カム69a,69bに連接された第1、第2ギヤモータ70a,70bと、第1、第2カッター68a,68bに一端が取着され、蓋体22内に他端が取着された第1、第2カッターバネ71a,71bと、第1、第2カッター68a,68bに隣接して設けられた第1、第2押圧部材72a,72bと、第1、第2カッター68a,68bに一端が取着され、第1、第2押圧部材72a,72bに他端が取着された第1、第2押圧バネ73a,73bと、第1、第2カッター68a,68bの近傍に配置された第1、第2カッター検知装置74a,74b等と、を備えている。
第1、第2切断装置54,55は、第1、第2キャリアテープT1,T2の第1、第2切断箇所Q1,Q2において第1、第2不要部分Tf1,Tf2(図14参照)を切断可能に構成されている。
第1、第2カッター68a,68bは、第1、第2切断位置Lc1,Lc2に位置決めされた第1、第2キャリアテープT1,T2の第1、第2切断箇所Q1,Q2を切断するために、上下方向に移動可能に装架され、第1、第2カム69a,69bの回転によって上下移動される。
第1、第2押圧部材72a,72bは、第1、第2切断位置Lc1,Lc2に位置決めされた第1、第2キャリアテープT1,T2の第1、第2切断箇所Q1,Q2の近傍を押圧して固定するために、上下方向に移動可能に設けられ、第1、第2押圧バネ73a,73bによって下方に付勢されている。
第1、第2取込装置56,57は、第1、第2切断位置Lc1,Lc2とスプライシング位置LSとの間に設けられ、第1、第2固定部材78a,78bに回動可能に支持された第1、第2取込部材75a,75bと、第1、第2取込部材75a,75bを回動する第1、第2取込部材回動装置76a,76b等とを備えて構成される。第1、第2取込装置56,57は、第1、第2キャリアテープT1,T2の切断された第1、第2不要部分Tf1,Tf2をそれぞれ取り込み可能に構成されている。
第1、第2取込部材75a,75bには、第1、第2搬送経路60a,60b上を搬送される第1、第2キャリアテープT1,T2の第1、第2不要部分Tf1,Tf2を取り込むための第1、第2開口80a,80bと、第1、第2不要部分Tf1,Tf2を図略の廃却箇所に案内する第1、第2ダクト82a,82bが形成されている。
第1、第2取込部材75a,75bは、第1、第2不要部分Tf1,Tf2の取り込み時には、図12の1点鎖線で示す原位置に保持されている。また、第1、第2キャリアテープT1,T2をスプライシング位置LSに搬送する場合には、図12の実線で示すように、第1、第2取込部材回動装置76a,76bにより所定角度回動され、第1、第2取込部材75a,75bに形成した第1、第2可動搬送経路79a,79bを第1、第2搬送経路60a,60bに整列させるようになっている。
接続装置58は、第1切断装置54と第2切断装置55との間に設けられている。接続装置58は、第1、第2搬送経路60a,60bの中間のスプライシング位置LSにおいて、第1、第2切断箇所Q1,Q2が突き合わされている第1、第2キャリアテープT1,T2をスプライシングテープ30によって接続可能に構成されている。
次に、接続装置58の構成について、図16から図20に基づいて説明する。接続装置58は、第1昇降台91、押さえプレート97、第2昇降台101、旋回台103等を有している。第1昇降台91は、その脚部92を装置本体21に昇降可能に案内支持されている。第1昇降台91上には、2つのキャリアテープT1、T2の接続位置(突合せ位置)を中心にして両側に、スプライシングテープ30bに形成された位置決め穴30b1および2つのキャリアテープT1、T2の各送り穴Hcに係合可能な各2つずつの第1位置決めピン93、94がキャリアテープT1、T2の送り方向に沿って突設されている。これら2組の第1位置決めピン93、94の各ピッチは、キャリアテープT1、T2の送り穴HcのピッチPhの2倍に定められている。
また、第1昇降台91には、第1位置決めピン93、94の各間に、ピン穴95が形成されており、これらピン穴95に後述する旋回台103側の第2位置決めピン105が突入可能となっている。
装置本体21には、キャリアテープT1、T2の長手方向と直交する水平方向に、可動台96が移動可能に案内支持され、この可動台96に、第1位置決めピン93、94の上方位置において、押さえプレート97が取付けられている。押さえプレート97の先端には、第1位置決めピン93、94を収容できるU字形状の溝98が形成され、押さえプレート97は、溝98が第1位置決めピン93、94より離脱する後退端と、溝98が第1位置決めピン93、94を収容する前進端位置との間で進退できるようになっている。
さらに、装置本体21には、第2昇降台101の脚部102が昇降可能に案内支持されている。第2昇降台101上には、旋回台103がキャリアテープT1、T2の長手方向に平行なピボット軸104を旋回中心にして180度旋回可能に両端支持されている。旋回台103には、旋回中心よりオフセットした位置に押圧板103aが設けられ、この押圧板103aに複数の第2位置決めピン105とピン穴106が設けられている。第2位置決めピン105は、上記した第1昇降台91に設けた第1位置決めピン93、94の各間に対応する位置に配列され、第1昇降台91に設けたピン穴95に突入可能となっている。また、ピン穴106は、第2位置決めピン105の各間に対応する位置に配列され、第1昇降台91に設けた第1位置決めピン93、94が突入可能となっている。
第2位置決めピン105は、旋回台103の180度旋回によって、スプライシング位置LSに位置決めされた2つのキャリアテープT1、T2の送り穴Hcおよびスプライシングテープ30bの位置決め穴30b1に係合され、2つのキャリアテープT1、T2とこれを接続するスプライシングテープ30の三者の位置関係を一定に保つようになっている。
旋回台103のピボット軸104には、ピニオン107が取付けられ、このピニオン107に噛合うラック108がキャリアテープT1、T2の搬送方向と直交する水平方向に移動可能な可動台109に取付けられている。これにより、可動台109が移動されると、ピニオン107とラック108からなるラックピニオン機構により、旋回台103が旋回されるようになっている。
かかる旋回台103の旋回により、押圧板103aと第1昇降台91との間で、2つのキャリアテープT1、T2およびスプライシングテープ30の三者が挟持され、互いに接続されるようになっている。
装置本体21には、カムドラム110が旋回台103の旋回中心と平行な軸線の回りに回転可能に支持され、図略の駆動モータによって一定方向に低速回転されるようになっている。カムドラム110の両面には、内外2つずつのカム溝110a、110b、110c、110dがそれぞれ円周方向に無端状に形成されている。
第1カム溝110aには、第1昇降台91の脚部92に軸支された図略の第1フォロアローラが係合されている。第2カム溝110bには、押さえプレート97に連結された可動台96に軸支された図略の第2フォロアローラが係合されている。第3カム溝110cには、第2昇降台101の脚部102に軸支された図略の第3フォロアローラが係合されている。第4カム溝110dには、可動台109に連結された連結部材112に軸支された図略の第4フォロアローラが係合されている。
これにより、カムドラム110が回転されると、第1~第4カム溝110a~110dにそれぞれ係合する第1~第4フォロアローラを介して、第1および第2昇降台91、101の各昇降運動、押さえプレート97の進退運動、ならびに旋回台103の旋回運動が連動して行われるようになっており、カムドラム110の1回転で、第1および第2昇降台91、101、押さえプレート97および旋回台103は、原位置に復帰されるようになっている。
スプライシング装置20には、図21に示すように、スプライシング動作中に蓋体22を閉止状態に保持する閉止保持装置24が設けられている。閉止保持装置24は、装置本体21に設置され、作動ロッド25aを上下方向に作動可能なソレノイド25と、装置本体21に支軸26を中心にして回動可能に支持され、ソレノイド25によって回動されるフック27と、蓋体22に下方に突出するように設けられ、フック27に係脱可能に係合する係合ピン28とによって、主に構成されている。
装置本体21と蓋体22との間には、蓋体22を開放方向に付勢する開放用スプリング29が設けられ、フック27と係合ピン28との係合が解除されると、蓋体22は開放用スプリング29によって自動的に開放されるようになっている。かかる開放用スプリング29によって、閉止保持装置24が解除された際に蓋体22を開放方向に作動する開放作動装置を構成している。
また、図示してないが、蓋体22にはドッグが設けられ、このドッグによって動作される閉止確認用センサが装置本体21に設けられている。閉止確認用センサは蓋体22の閉止時にドッグによって動作され、閉止確認用センサのオン信号に基づいて蓋体22が閉止されたことが確認される。
そして、作業者によって蓋体22が閉止され、ドッグによって閉止確認用センサがオンされると、そのオン信号に基づいて、ソレノイド25の作動ロッド25aが図21の上方向に作動され、フック27が回動されて係合ピン28に係合される。これにより、閉止保持装置24によって蓋体22が閉止状態に保持される。
なお、2つのキャリアテープT1、T2がスプライシングテープ30によって互いに接続され、制御装置59より接続完了信号が発せられると、ソレノイド25の作動ロッド25aが図21の下方向に作動される。これにより、フック27が回動されて係合ピン28との係合が解除され、蓋体22は開放作動装置(開放用スプリング)29の付勢力によって自動的に開放される。
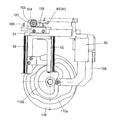
蓋体22の内面(下面)には、蓋体22の開放に連動して、スプライシングテープ30によって接続された第1および第2キャリアテープT1、T2を持ち上げる持ち上げ装置120(図22参照)が一体的に設けられている。この持ち上げ装置120により、保護テープ31に接着されたスプライシングテープ30を保護テープ31より的確に剥離できるようにしている。
持ち上げ装置120は、図22および図23に示すように、蓋体22の内面に設けた取付部22aに固定された支持部材121を備え、この支持部材121の先端部に、キャリアテープT1、T2の長手方向に伸長する板状の持ち上げアーム122が固定されている。持ち上げアーム122の両端は折り曲げられ、キャリアテープT1、T2の長手方向に間隔を有する長さの異なる一対のフック123、124を形成している。
一対のフック123、124には、スプライシングテープ30によって接続された第1および第2キャリアテープT1、T2を、保護テープ31(スプライシングテープ30)の両端部に接近した位置で下方より持ち上げる受部123a、124aがそれぞれ形成されている。一対のフック123、124の受部123a、124aは、蓋体22の閉止時には、図22の実線で示すように、キャリアテープT1、T2の搬送経路60a,60bの延長線より下方に位置され、蓋体22の開放時には、図22の2点鎖線で示すように、搬送経路60a,60bの延長線より上方に位置されるように構成されている。
これにより、蓋体22が閉止状態より開放されると、蓋体22と一体的に持ち上げアーム122がピボット23を中心にして回動され、一対のフック123、124の受部123a、124aが、スプライシングテープ30によって接続された第1および第2キャリアテープT1、T2を横切ることにより、受部123a、124aに引っ掛けられてキャリアテープT1、T2が持ち上げられ、スプライシングテープ30が保護テープ31より剥離される。
この際、一対のフック123、124の受部123a、124aに傾斜が設けられ、これによって、キャリアテープT1、T2はT2側の幅方向の奥側より徐々に持ち上げられるため、スプライシングテープ30はT2側の幅方向の一端(奥側)より徐々に引き剥がされる。従って、スプライシングテープ30が保護テープ31より剥がれる際に、スプライシングテープ30がキャリアテープT1、T2より剥がれることがなく、スプライシングテープ30によるキャリアテープT1、T2の接続を精度よく行うことができるようになる。
次に上記した実施の形態におけるスプライシング装置20の動作について説明する。テープフィーダ10に取付けたリール12に巻回された第1キャリアテープT1に保持された部品eの残量が少なくなると、第1キャリアテープT1の終端部に、同一種の部品eを収容した別のリールに巻回した第2キャリアテープT2の始端部をスプライシングテープ30によって接続するスプライシング処理が実施される。かかるスプライシングによって部品を補給し、テープフィーダ10からの部品の供給を継続して行えるようにしている。
かかるスプライシングにおいては、通常正しい部品を収容したキャリアテープが接続されたかどうかをチェックする、いわゆるスプライシングベリファイが実行される。スプライシングベリファイは、旧リールに貼られたバーコードをバーコードリーダにより読み取り、旧リールに収容された部品のシリアルIDを管理コンピュータに送信する。次いで、新リールに貼られたバーコードをバーコードリーダにより読み取り、新リールに収容された部品のシリアルIDを管理コンピュータに送信する。
管理コンピュータのデータベースには、シリアルID毎に部品に関するデータが保存されているので、読み取ったシリアルIDより、2つのキャリアテープT1、T2に収容された部品が同じ種類のものであるか否かを照合できる。間違った部品であれば、照合エラーが操作パネルに表示されてオペレータに報知され、これに基づいてオペレータはスプライシングをやり直す。
このようなスプライシングベルファイが終了すると、2つのキャリアテープT1、T2の各端部をハサミによって切断する。この際、各キャリアテープT1、T2の端部には、通常、部品が収納されていない空のキャビティ部分が数十mm程度設けられているため、この部分を作業者によって切断する。この場合、切断面は、後述する説明から明らかなように、2つのキャリアテープT1、T2の合わせ面となるものではないので、特に正確性は要求されない。
通常、蓋体22は閉じられており、この状態で、作業者により電源がオンされると、制御装置59は、第1、第2スプロケット歯検知装置63a,63bからの検知信号に基づいて、ステッピングモータ62a、62bを原位置に復帰させる。その状態で、制御装置59は、第1、第2テープ検知装置64a、64bからの検知信号に基づいて、第1、第2テープ入口84a、84bから第1、第2テープT2の先端部が挿入されたか否かを検知する。第1、第2テープT2の先端部が挿入されたことが検知されると、ステッピングモータ62a、62bが起動され、第1、第2スプロケット61a、61bを回転するとともに、第1、第2取込部材75a、75bの可動部材77a、77bを上方向に移動させる。
次いで、制御装置59は、第1、第2テープ検知装置64a、64bから検知信号に基づいて、第1、第2テープT1、T2の部品e1、e2が空の1番目のキャビティCt1、Ct2および2番目のキャビティCt1、Ct2を順次検出し、これら1番目および2番目のキャビティCt1、Ct2の検出に基づいて、キャビティCt1、Ct2間のピッチPcを演算する。
次いで、制御装置59は、キャビティCt1、Ct2間のピッチPcと、既知の検知位置Ld1、Ld2と切断位置Lc1、Lc2との間の距離D1、D2とから、第1、第2テープT1、T2の切断箇所Q1、Q2(図4参照)を演算する。そして、図13に示すように、第1、第2テープT1、T2を距離D1、D2移動させて不要部分Tf1、Tf2を第1、第2取込部材75a、75b内に取り込ませ、切断箇所Q1、Q2を切断位置Lc1、Lc2に搬送位置決めする。
このようにして、第1および第2キャリアテープT1、T2の搬送位置決めが完了すると、制御装置59は、カッター68a,68bを押圧部材72a,72bとともにそれぞれ下降させ、押圧部材72a,72bによって、切断位置Lc1,Lc2に位置決めされた第1、第2キャリアテープT1,T2の切断箇所Q1,Q2の近傍を押圧して固定する。続いて、カッター68a,68bをそれぞれ下降させ、第1、第2キャリアテープT1,T2の切断箇所Q1,Q2をそれぞれ切断する。第1、第2キャリアテープT1,T2の切断された不要部分Tf1,Tf2は、取込部材75a、75bのダクト82a,82bに案内されて廃棄される。
カッター68a,68bによって第1、第2キャリアテープT1,T2が切断されると、制御装置59は、取込部材75a,75bを下方向に移動させる。しかる後、ステッピングモータ62a、62bによってスプロケット61a,61bをそれぞれ回転し、第1、第2キャリアテープT1,T2を、切断位置Lc1,Lc2とスプライシング位置LSとの間の既知の距離D3,D4だけそれぞれ移動させ、第1、第2キャリアテープT1,T2の切断箇所Q1,Q2をスプライシング位置LSに搬送位置決めする。これにより、第1、第2キャリアテープT1,T2の送り穴Hc1、Hc2がスプライシング位置LSに設けられた接続装置58の第1位置決めピン93、94に係合可能な位置に位置決めされる。
上記した第1、第2テープ送り装置50,51等により、第1および第2キャリアテープT1、T2を、第1および第2のキャリアテープT1、T2の各送り穴Hc1、Hc2に位置決めピン93,94が係合するスプライシング位置LSに位置決めする位置決め装置を構成している。
これによって、第1、第2テープ入口84a,84bより挿入された第1および第2キャリアテープT1、T2の先端が、スプライシング位置LSにおいて、ピッチずれを生ずることなく位置決めされる。
一方、供給リール33に巻回された紙台紙32、スプライシングテープ30および保護テープ31の3層構造体は、供給リール33より引き出され、紙台紙32が剥がされて紙台紙送り装置35により送り出される。スプライシングテープ30を貼付した保護テープ31は、保護テープ送り装置36により送り出され、表面用と裏面用で1セットのスプライシングテープ30がスプライシング位置LSに搬送される。
保護テープ送り装置36のステッピングモータ47によって、裏面用のスプライシングテープ30bがテープ検知センサ48によって検知される位置まで送られ、その位置からさらに一定距離送られることにより、表面用と裏面用で1セットのスプライシングテープ30がスプライシング位置LSに送り込まれ、裏面用スプライシングテープ30bに形成した位置決め穴30b1がスプライシング位置LSに設けられた接続装置58の第1位置決めピン93、94に係合可能な位置に位置決めされる(図24参照)。
なお、スプライシングテープ30がスプライシング位置LSに位置決めされた際に、第1および第2キャリアテープT1、T2がスプライシング位置LSに未だ位置決めされていない場合には、その状態で、第1および第2キャリアテープT1、T2がスプライシング位置LSに位置決めされるまで待機する。
第1および第2のキャリアテープT1、T2およびスプライシングテープ30がそれぞれスプライシング位置LSに位置決めされると、図略の駆動モータによってカムドラム110が回転される。カムドラム110の回転によって、まず、第1カム溝110aに係合する図略の第1フォロアローラを介して、第1昇降台91が上昇される。
第1昇降台91の上昇により、第1位置決めピン93、94が、裏面用スプライシングテープ30bの位置決め穴30b1および2つのキャリアテープT1、T2の各送り穴Hcにそれぞれ係合される。この際、裏面用スプライシングテープ30bとキャリアテープT1、T2との間には、図25(A)に示すように、押さえプレート97が介在されているため、裏面用スプライシングテープ30bにキャリアテープT1、T2が接着することはない。これによって、2つのキャリアテープT1、T2とこれの裏面側に接着される裏面用スプライシングテープ30bの三者の位置関係が一定の関係に保たれる。
次いで、第2カム溝110bに係合する図略の第2フォロアローラを介して、可動台96が水平方向に移動され、裏面用スプライシングテープ30bとキャリアテープT1、T2との間に介在された押さえプレート97が、第1昇降台91に対して後退され、裏面用スプライシングテープ30bとキャリアテープT1、T2とが接着可能な状態となる。
次いで、第3カム溝110cに係合する図略の第3フォロアローラを介して、可動台109が水平移動され、この可動台109の水平移動により、ラックピニオン機構(107、108)によって旋回台103が図19の時計回りに旋回される。かかる旋回台103の旋回により、図25(B)に示すように、第2位置決めピン105に係合された保護テープ31が折り曲げられ、表面用スプライシングテープ30aが、キャリアテープT1、T2の上方位置に接着面を下向きにして反転される。すなわち、保護テープ31は、キャリアテープT1、T2を挟み込むように折り曲げされ、キャリアテープT1、T2の裏面側に裏面用スプライシングテープ30bが、キャリアテープT1、T2の表面側に表面用スプライシングテープ30aが位置される。この際、保護テープ送り装置36のモータが逆回転されて、保護テープ31に弛みが与えられ、保護テープ31の折り曲げが許容される。
続いて、第4カム溝110dに係合する図略の第4フォロアローラを介して、第2昇降台101が下降される。第2昇降台101が下降されると、図25(C)に示すように、第2位置決めピン105が、保護テープ31の裏側から保護テープ31の位置決め穴31b、キャリアテープT1、T2の送り穴Hcおよび裏面用スプライシングテープ30bの位置決め穴30b1に係合される。
さらに、第2昇降台101の下降により、キャリアテープT1、T2を挟持した状態で、折り曲げた保護テープ31が、旋回台103の押圧板103aと第1昇降台91との間で押付けられる。この押付けにより、保護テープ31に貼付された裏面用スプライシングテープ30bが、キャリアテープT1、T2の裏面に跨るように接着され、表面用スプライシングテープ30aが、キャリアテープT1、T2の表面に貼付された各トップテープTtに跨るように接着され、第1キャリアテープT1の終端部と第2キャリアテープT2の始端部が互いに接続される。かかる押付け状態は、一定時間(数秒間)持続される。
スプライシングテープ30による2つのキャリアテープT1、T2の接続は、キャリアテープT1、T2とスプライシングテープ30a、30bを、第1および第2位置決めピン93、94、105によって相対的なずれを拘束した状態で行われるので、2つのキャリアテープT1、T2をピッチずれを生ずることなく正確に接続できる。
上記したスプライシングテープ30による2つのキャリアテープT1、T2の接続は、カムドラム110のほぼ180度の回転によって達成され、残りの180度の回転によって、上記したと逆の動作で各構成部材が原位置に復帰される。
すなわち、まず、第2昇降台101が上昇されて、旋回台103が第1昇降台91に対して上昇され、折り曲げた保護テープ31の押付けが解除されるとともに、第2位置決めピン105が裏面用スプライシングテープ30bの位置決め穴30b1および2つのキャリアテープT1、T2の各送り穴Hcより離脱される。
続いて、ラックピニオン機構(108、107)を介して旋回台103が図19の反時計回りに旋回されるとともに、保護テープ送り装置36のモータが正回転されて、保護テープ31の弛みが除去される。
その後、押さえプレート97が前進されるとともに、第1昇降台91が下降され、第1位置決めピン93、94が裏面用スプライシングテープ30bの位置決め穴30b1および2つのキャリアテープT1、T2の各送り穴Hcより離脱される。一方、紙台紙送り装置35においてはモータが駆動されて、紙台紙32にテンションが与えられ、紙台紙32が必要な量だけ剥がされる。このようにして、第1のキャリアテープT1の終端部と第2のキャリアテープT2の始端部との接続が完了する。
このようにして、2つのキャリアテープT1、T2がスプライシングテープ30によって互いに接続されると、制御装置59より接続完了信号が発せられる。かかる接続完了信号に基づいて、保護テープ送り装置36のステッピングモータ47が回転拘束手段47aによって回転が拘束されることにより、保護テープ31の一端側の持ち上がりが防止されるとともに、支持体38による供給リール33の回転が制限されることにより、保護テープ31の他端側の持ち上がりが阻止される。
次いで、スプライシング装置20のソレノイド25が作動されて作動ロッド25aが下方に移動され、フック27が支軸26を中心にして図21の時計回りに回動される。これにより、フック27と係合ピン28との係合が解除され、蓋体22はスプリング29の付勢力よりピボット23を中心にして回動され、自動的に開放される。
この際、蓋体22に設けた持ち上げアーム122の一対のフック123、124の受部123a、124aにより、スプライシングテープ30によって接続されたキャリアテープT1、T2がT2側から上方に持ち上げられ、保護テープ31に粘着するスプライシングテープ30が保護テープ31より剥離される。この場合、受部123a、124aには傾斜が設けられ、この傾斜によってキャリアテープT1、T2をT2側の幅方向の一端側(奥側)より持ち上げるようになっているため、保護テープ31に対してスプライシングテープ30が端部より徐々に剥がされる。
しかも、回転拘束手段47aおよび支持体38によって、保護テープ31の持ち上がりが阻止されているため、持ち上げアーム122によるキャリアテープT1、T2の持ち上げ時に、保護テープ31より保護テープ31が確実に剥がされる。
これらによって、スプライシングテープ30が保護テープ31より的確に剥がれることになり、キャリアテープT1、T2を接続したスプライシングテープ30がキャリアテープT1、T2より剥がれることがない。
持ち上げアーム122によって持ち上げられたキャリアテープT1、T2は、作業者によりスプライシング装置20内より容易に取り出される。その後、第2キャリアテープT2を巻回したリール12をテープフィーダ10にセットし、スプライシング処理を完了する。これによって、テープフィーダ10に部品が補給され、部品実装機においては、機械を停止させることなく、部品実装作業を継続して行えるようになる。
なお、別のキャリアテープをスプライシングするために、蓋体22が作業者によって閉じられると、蓋体22に固定されたドッグによって図略の閉止確認用センサがオンされる。閉止確認用センサのオン信号に基づいて、ソレノイド25が作動され、作動ロッド25aが上方に移動される。これにより、フック27が支軸26を中心にして図21の反時計回りに回動され、蓋体22に固定された係合ピン28に係合する。同時に、フック27に取付けた図略のドッグによって図略の作動確認用センサがオンされる。これら閉止確認用センサおよび作動確認用センサが共にオンになると、スプライシング装置20の自動運転が可能となる。
このように、蓋体22が閉じられると、外力によって蓋体22を開放することができなくなるため、自動運転中にスプライシング装置20内の動作部に作業者が接触することを防止でき、安全性を確保することができる。また、スプライシング作業が終了すると、蓋体22が自動的に開放されるので、作業性をアップすることができる。
上記した実施の形態によれば、スプライシングが完了したキャリアテープT1、T2を持ち上げ装置120によって常に一定の状態で持ち上げることができるので、キャリアテープT1、T2に接着されたスプライシングテープ30が剥がれてしまうことがなく、スプライシングが完了したキャリアテープT1、T2をスプライシング装置20内より容易に取り出すことができる。
また、開閉可能な蓋体22に持ち上げ装置120を設けたことにより、蓋体22の開放に連動して持ち上げ装置120を作動させることができ、持ち上げ装置120の構成を簡単にできる。
上記した実施の形態によれば、キャリアテープT1、T2をスプライシングするために蓋体22が閉じられると、閉止保持装置24によって蓋体22が閉止状態に保持されるので、運転中にスプライシング装置20内の動作部に作業者が接触することを防止でき、安全性を確保することができる。また、スプライシングが完了すると、開放作動装置(開放用スプリング)29によって蓋体22を自動的に開放することができるので、スプライシングが完了したキャリアテープT1、T2を容易にかつ迅速に取り出すことができる。
上記した実施の形態によれば、持ち上げ装置120の長さが異なる一対のフック123、124によって、スプライシングテープ30によって接続されたキャリアテープT1、T2を第2キャリアテープ側から先に持ち上げることができるので、スプライシングテープ30を接続したスプライシングテープ30を保護テープ31より安定的に剥がすことができる。
上記した実施の形態によれば、一対のフック123、124は、傾斜を設けた受部123a、124aを有するので、スプライシングテープ30が保護テープ31に対しその幅方向の一端側より徐々に剥がすことができ、スプライシングテープ30を保護テープ31よりスムーズに剥がすことができる。
上記した実施の形態においては、一対のフック123、124は、123が124より短く形成されており、蓋体22の開放に連動して第2キャリアテープT2を先に持ち上げる例について述べたが、それぞれのフックの長さを逆にして、第1キャリアテープT1を先に持ち上げるようにしてもよい。
上記した実施の形態においては、持ち上げ装置120を蓋体22に設け、蓋体22の開放に連動して第1および第2キャリアテープT1、T2を持ち上げる例について述べたが、持ち上げ装置120を、例えば、装置本体21に設け、蓋体22とは別個に作動させるようにしてもよい。
上記した実施の形態においては、スプライシングテープ30、保護テープ31および紙台紙32の3層構造体について述べたが、紙台紙32をなくして、スプライシングテープ30と保護テープ31との2層構造とすることもできる。
上記した実施の形態においては、表面および裏面が共に平面である紙テープからなる2つのキャリアテープT1、T2をスプライシングする例について述べたが、例えば、キャビティが裏面側に突出されて凹凸となったエンボステープのようなものでもスプライシング可能である。
また、第1および第2キャリアテープT1、T2をスプライシング位置LSに位置決めする位置決め装置(第1、第2テープ送り装置)50、51、スプライシングテープ30a、30bを貼付した保護テープ31を送る保護テープ送り装置36、ならびにスプライシング位置LSにおいてスプライシングテープ30a、30bを第1および第2キャリアテープT1、T2に接続する接続装置58等は、本発明の実施に好適な例示的な構成を示したものにすぎず、実施の形態で述べた構成に限定されるものではない。
斯様に、本発明は、特許請求の範囲に記載した本発明の主旨を逸脱しない範囲内で種々の形態を採り得るものである。
20…スプライシング装置、21…装置本体、22…蓋体、24…閉止保持装置、29…開放作動装置、30(30a、30b)…スプライシングテープ、31…保護テープ、31a…送り出し用穴、36…保護テープ送り装置、38、47a…阻止装置(支持体、回転拘束手段)、46…スプロケット、47…サーボモータ(ステッピングモータ)、48…テープ検知センサ、50、51…位置決め装置(テープ送り装置)、58…接続装置、93、94、105…位置決めピン、120…持ち上げ装置、122…持ち上げアーム、123、124…フック、123a、124b…受部、T1、T2…キャリアテープ、Hc1、Hc2…送り穴、Ct1、Ct2…キャビティ、LS…スプライシング位置。
Claims (4)
- 一定の間隔に送り穴と部品収納用キャビティを設けた第1キャリアテープと第2キャリアテープとをスプライシングテープによって接続するスプライシング装置であって、
装置本体と、
該装置本体に対して開閉可能に支持された蓋体と、
前記装置本体と前記蓋体との間で、前記第1キャリアテープおよび前記第2キャリアテープを互いに接近する方向に送って、スプライシング位置に位置決めする位置決め装置と、
前記装置本体と前記蓋体との間で、前記第1キャリアテープおよび前記第2キャリアテープの送り方向と直交する方向に送られる保護テープに貼付され、前記スプライシング位置に位置決めされるスプライシングテープと、
前記スプライシング位置に送られた前記スプライシングテープで前記第1キャリアテープおよび前記第2キャリアテープを接続する接続装置と、
前記スプライシングテープによって接続した接続済みキャリアテープを接続部の両側から持ち上げて前記スプライシングテープを前記保護テープから剥離する長さの異なる一対のフックを備えた持ち上げ装置と、
を備えたことを特徴とするスプライシング装置。 - 前記一対のフックは、前記接続済みキャリアテープをキャリアテープの幅方向の一端側より持ち上げる傾斜を設けた受部を有する請求項1に記載のスプライシング装置。
- 前記持ち上げ装置は、前記蓋体に設けられ、前記蓋体の開放に連動して前記接続済みキャリアテープを持ち上げる請求項1または請求項2に記載のスプライシング装置。
- 前記蓋体を閉止状態に保持する閉止保持装置と、該閉止保持装置が解除された際に前記蓋体を開放方向に作動する開放作動装置とを備えた請求項3に記載のスプライシング装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/075292 WO2018042509A1 (ja) | 2016-08-30 | 2016-08-30 | スプライシング装置 |
| CN201680088799.1A CN109644584B (zh) | 2016-08-30 | 2016-08-30 | 拼接装置 |
| JP2018536549A JP6735835B2 (ja) | 2016-08-30 | 2016-08-30 | スプライシング装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/075292 WO2018042509A1 (ja) | 2016-08-30 | 2016-08-30 | スプライシング装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018042509A1 true WO2018042509A1 (ja) | 2018-03-08 |
Family
ID=61301823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/075292 WO2018042509A1 (ja) | 2016-08-30 | 2016-08-30 | スプライシング装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6735835B2 (ja) |
| CN (1) | CN109644584B (ja) |
| WO (1) | WO2018042509A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01309399A (ja) * | 1988-06-08 | 1989-12-13 | Sony Corp | 部品供給テープのスプライシング装置 |
| WO2013084796A1 (ja) * | 2011-12-08 | 2013-06-13 | 富士機械製造株式会社 | スプライシング装置 |
| WO2014167692A1 (ja) * | 2013-04-11 | 2014-10-16 | 富士機械製造株式会社 | スプライシング装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN85102914B (zh) * | 1985-04-18 | 1988-08-31 | 松下电器产业株式会社 | 电子元件的自动安装设备 |
| JP4242479B2 (ja) * | 1998-06-24 | 2009-03-25 | 富士機械製造株式会社 | トップカバーテープ送り装置 |
| JP2003304092A (ja) * | 2002-04-10 | 2003-10-24 | Matsushita Electric Ind Co Ltd | 電子部品実装装置 |
| US8353424B2 (en) * | 2009-01-27 | 2013-01-15 | Hitachi High-Tech Instruments Co., Ltd. | Component feeder |
| EP2701215B1 (en) * | 2011-04-20 | 2018-01-03 | Panasonic Intellectual Property Management Co., Ltd. | Light-emitting apparatus, backlight unit, liquid crystal display apparatus, and illumination apparatus |
| EP2825013B1 (en) * | 2012-03-06 | 2017-11-29 | Fuji Machine Mfg. Co., Ltd. | Automated tape setting apparatus |
| JP2013201208A (ja) * | 2012-03-23 | 2013-10-03 | Panasonic Corp | キャリアテープスプライシング装置およびキャリアテープスプライシング方法 |
| US9021681B2 (en) * | 2012-09-27 | 2015-05-05 | Thomas Dale Owen | Mountable cable tie with fine adjustment and method of use thereof |
| JP6318620B2 (ja) * | 2014-01-06 | 2018-05-09 | 三井金属計測機工株式会社 | キャリアテープ接続用治具及びキャリアテープ接続方法ならびにキャリアテープ |
| JP2015176970A (ja) * | 2014-03-14 | 2015-10-05 | オムロン株式会社 | キャリアテープ中の部品の有無を検出する方法、センサモジュール、スプライシング装置、及び、部品実装機 |
-
2016
- 2016-08-30 WO PCT/JP2016/075292 patent/WO2018042509A1/ja active Application Filing
- 2016-08-30 JP JP2018536549A patent/JP6735835B2/ja active Active
- 2016-08-30 CN CN201680088799.1A patent/CN109644584B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01309399A (ja) * | 1988-06-08 | 1989-12-13 | Sony Corp | 部品供給テープのスプライシング装置 |
| WO2013084796A1 (ja) * | 2011-12-08 | 2013-06-13 | 富士機械製造株式会社 | スプライシング装置 |
| WO2014167692A1 (ja) * | 2013-04-11 | 2014-10-16 | 富士機械製造株式会社 | スプライシング装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2018042509A1 (ja) | 2019-06-24 |
| CN109644584B (zh) | 2020-10-02 |
| CN109644584A (zh) | 2019-04-16 |
| JP6735835B2 (ja) | 2020-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6033410B2 (ja) | スプライシング装置 | |
| JP6067033B2 (ja) | スプライシング装置およびスプライシングテープ検知方法 | |
| JP5897112B2 (ja) | スプライシング装置およびスプライシング方法 | |
| JP5847926B2 (ja) | 自動スプライシング装置 | |
| WO2013157108A1 (ja) | 自動スプライシング装置 | |
| JP6334578B2 (ja) | スプライシング装置およびスプライシング方法 | |
| JP6374589B2 (ja) | スプライシング装置 | |
| JP5963850B2 (ja) | スプライシングテープ | |
| JP2017034045A (ja) | スプライシング装置およびスプライシング方法 | |
| WO2015121929A1 (ja) | スプライシング装置およびスプライシング方法 | |
| JP6445592B2 (ja) | キャリアテープ切断装置および切断方法ならびにキャリアテープ供給方法 | |
| WO2018042509A1 (ja) | スプライシング装置 | |
| JP6397464B2 (ja) | 自動スプライシング装置 | |
| JP6653532B2 (ja) | スプライシング装置 | |
| JP6641384B2 (ja) | スプライシング装置 | |
| JP6462853B2 (ja) | スプライシング装置 | |
| WO2017098629A1 (ja) | スプライシング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16915070 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2018536549 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16915070 Country of ref document: EP Kind code of ref document: A1 |