JP2012169352A - 治具、および、テープ接続方法 - Google Patents
治具、および、テープ接続方法 Download PDFInfo
- Publication number
- JP2012169352A JP2012169352A JP2011027461A JP2011027461A JP2012169352A JP 2012169352 A JP2012169352 A JP 2012169352A JP 2011027461 A JP2011027461 A JP 2011027461A JP 2011027461 A JP2011027461 A JP 2011027461A JP 2012169352 A JP2012169352 A JP 2012169352A
- Authority
- JP
- Japan
- Prior art keywords
- tape
- surface portion
- guide
- disposed
- jig
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Abstract
【課題】スプライシング処理を容易にする。
【解決手段】基体101と、第一テープ201のトップテープ面が配置される第一面部112と、第一テープ201の位置を決定する第一係合部113と、第一テープ201の長手方向をテープ配置方向に沿わせる第一ガイド部114と、第一テープ201を保持する第一保持手段115と、第二テープ202のトップテープ面が配置される第二面部122と、第二テープ202の位置を決定する第二係合部123と、第二テープ202の長手方向をテープ配置方向に沿わせる第二ガイド部124と、第二テープ202を保持する第二保持手段125と、貼着部材203が面接触状態で配置される貼付面部102とを備える。
【選択図】図1
【解決手段】基体101と、第一テープ201のトップテープ面が配置される第一面部112と、第一テープ201の位置を決定する第一係合部113と、第一テープ201の長手方向をテープ配置方向に沿わせる第一ガイド部114と、第一テープ201を保持する第一保持手段115と、第二テープ202のトップテープ面が配置される第二面部122と、第二テープ202の位置を決定する第二係合部123と、第二テープ202の長手方向をテープ配置方向に沿わせる第二ガイド部124と、第二テープ202を保持する第二保持手段125と、貼着部材203が面接触状態で配置される貼付面部102とを備える。
【選択図】図1
Description
部品実装機に供給する部品を一列に保持するキャリアテープを継ぎ足す際に用いられる治具に関し、使用中のキャリアテープの末端部と新しいキャリアテープの先端部とを貼り合わせて接続する(いわゆるスプライシング)際に用いられる治具に関する。
基板に部品を装着して実装基板を製造するには、マウンタ−などと称される部品実装機が用いられている。この部品実装機は、部品供給部に供給される部品を吸着状態で保持し、搬送し、基板に装着することにより基板に部品を装着している。
このような部品実装機に小型の部品を供給するには、キャリアテープと称される部材が用いられている。このキャリアテープとは、紙(いわゆる紙テープとなる)、樹脂フィルム(いわゆるエンボステープとなる)などで形成された細長い帯状の部材であり、電子部品を収容する小さなくぼみ状の収容部が長手方向に一列に配置された立体的なベーステープと、前記収容部の開口をカバーする平面的なカバーテープとで構成されている。また、キャリアテープには、収容部の位置を正確に割り出し、収容部を正確な長さだけ送り出すためのガイド孔が、長手方向に一列に並んで、収容部の側方に設けられている。
前記キャリアテープは、所定数部品を供給するために送られていくと、最終的にはキャリアテープの部品が収納されていない末端部に到達することになる。部品実装機の実装作業を停止せずに操業を維持しようとする場合は、前記キャリアテープの末端に、次の新しいキャリアテープの始端を継ぎ合わせるいわゆるスプライシング処理が行われる。
前記スプライシング処理においては、継ぎ合わせた部分で収容部のピッチが変わってしまうと、収容部から部品が取り出せなくなる、あるいは部品の取り出し精度低下するなど部品実装機の操業に支障を来すこととなる。
そこで、特許文献1には、キャリアテープの末端と新しいキャリアテープの始端とをそれぞれ所定の位置で切断できる装置と、切断されたキャリアテープと新しいキャリアテープとをガイド孔で位置合わせされた突き合わせ状態で保持し、突き合わせ部分の表と裏とをそれぞれ貼着部材で貼り付けることのできる回転機構とを備えた装置が記載されている。
また、特許文献2には、キャリアテープの末端部と新しいキャリアテープの始端部とをガイド孔で位置合わせされた平行配置状態で保持し、これらを重ね合わせ状態で貼り付けるための治具が記載されている。
ところが、特許文献1に記載の装置は、端部が所定の位置で切断されたキャリアテープを台の上に突き合わせ状態で配置しなければならない。当該作業は人手によるものであり、ガイド孔とピンとの係合作業など繁雑で手間のかかる作業となる。さらに、突き合わせ状態のキャリアテープを保持したまま、面を反転させる機構などを備えており、装置が複雑化して装置全体の重量も増加するため、部品実装機が設置されている現場において容易にスプライシング処理を行うことが困難である。
一方、特許文献2に記載の治具は、簡単な構造で軽量と考えられるが、担体の突起をキャリアテープのガイド孔に上下方向から順に押し込み位置決めしてスプライシング処理をするが、キャリアテープは幅が小さくなる傾向にあり、特にキャリアテープの幅が小さく、ガイド孔が小さいキャリアテープは特に位置決めが難しく、不具合の発生する原因となる可能性がある。
本願発明は、上記課題に鑑みなされたものであり、簡単な装置でありながら、キャリアテープの端縁を突き合わせた状態で貼り合わせることができ、かつ、簡単な操作で正確な位置関係を維持したままキャリアテープ同士を貼り合わせることができる治具の提供を目的としている。
上記目的を達成するために、本願発明にかかる治具は、部品実装機に供給する部品を保持するキャリアテープである第一テープの長手方向の端部と第二テープの長手方向の端部とをテープ配置方向に沿った突き合わせ状態で貼着部材により貼り合わせる際に用いられる治具であって、基体と、前記基体の表面側に設けられ、第一テープのトップテープ面が面接触状態で配置される平面を有する第一面部と、第一テープのガイド孔と係合し、前記第一面部における第一テープの位置を決定する第一係合部と、前記第一面部に配置される第一テープの幅方向の端縁と当接し、第一テープの長手方向をテープ配置方向に沿わせる第一ガイド部と、前記第一係合部、および、第一ガイド部で決定された位置関係を維持するように、第一テープを前記第一面部に保持する第一保持手段と、前記基体の表面側に設けられ、第二テープのトップテープ面が面接触状態で配置され、前記第一面部と同じ平面内に配置される平面を有する第二面部と、第二テープのガイド孔と係合し、前記第二面部における第二テープの位置を決定する第二係合部と、前記第二面部に配置される第二テープの幅方向の端縁と当接し、第二テープの長手方向をテープ配置方向に沿わせる第二ガイド部と、前記第二係合部、および、第二ガイド部で決定された位置関係を維持するように、第二テープを前記第二面部に保持する第二保持手段と、前記基体の前記第一ガイド部と前記第二ガイド部との間に設けられ、前記第一面部と平行な平面内に配置され、貼着部材が面接触状態で配置される平面を有する貼付面部とを備えることを特徴としている。
これによれば、第一テープと第二テープとが一直線上に並び、かつ、平面状のトップテープ面を面部(以下、第一面部と第二面部とを総称して「面部」と記載する場合がある。)に面接触した状態で基体に保持することができるため、このような状態の基体を片手で保持すれば、他方の手を自由に使うことが可能となる。従って、基体を保持したまま、第一テープと第二テープとが突き合わせ状態となるように切断することが容易に行うことができる。また、第一テープと第二テープとの突き合わせ部の平面状のトップテープ面と、貼付面部との間に貼着部材を差し込む作業も容易に行うことができ、容易にスプライシング処理を行うことができる。
さらに、前記貼付面部と平行に前記貼付面部の近傍に配置され、かつ、テープ配置方向に延びて配置される針形状の折曲補助手段を備えてもよい。
これによれば、貼着部材の折り曲げるべき部分を折曲補助手段に当接させることにより、片手でも正確な位置に貼着部材を折り曲げることが可能となる。従って、キャリアテープのトップカバー側の面ばかりでなく、ベーステープ側の面においても正確な位置に貼着部材を貼り付けてキャリアテープを接続することが可能となる。
さらに、前記貼付面部に配置される貼付部材のテープ配置方向と交差する方向における位置を前記貼付部材の端部と当接することにより決定する位置合わせ部を備えてもよい。
これによれば、キャリアテープと貼付部材との位置関係を幅方向において決定することができ、キャリアテープと貼付部材とが幅方向にずれることを抑止することが可能となる。
また、前記貼付面部は、前記第一面部、および、前記第二面部が配置される平面に対し、貼着部材の厚み程度の段差となるように窪んで配置されるものでもよい。
これによれば、第一テープと第二テープとの突き合わせ部の平面状のトップテープ面と、貼付面部との間に貼着部材を容易に差し込むことが可能となる。
前記基体は、また、前記第一面部と、前記第一係合部と、前記第一ガイド部と、前記第一保持手段と、前記第二面部と、前記第二係合部と、前記第二ガイド部と、前記第二保持手段と、前記貼付面部とをテープ配置方向と交差するテープ面の方向の一端部に備え、他端部に人が片手で把持可能な把持部を備えるものでもよい。
これによれば、片手で把持部を把持して基体を持つと、他方の手側に作業に必要な部分が集中し、スプライシング処理を効率よく行うことが可能となる。
さらに、前記貼付面部上に配置される保持された第一テープ、および、第二テープを切断する切断手段を備えてもよい。
これによれば、容易にキャリアテープを切断し第一テープと第二テープとを付き合わせ状態とすることが可能となる。
また、前記切断手段は、重なった状態で配置される第一テープと第二テープとを前記貼付面部に押しつけて切断する、テープ配置方向に近接状態で並んで配置される2枚の刃を備えてもよい。
これによれば、突き合わせ状態の第一テープと第二テープとの間にわずかな隙間が形成されるため、ガイド孔のピッチをより正確に維持した状態で貼着部材を貼り付けることが可能となる。
また、上記目的を達成するために、本願発明に係るテープ接続方法は、部品実装機に供給する部品を保持するキャリアテープである第一テープの長手方向の端部と第二テープの長手方向の端部とをテープ配置方向に沿った突き合わせ状態で保持する治具を用い、貼着部材により第一テープと第二テープとを貼り合わせて接続するテープ接続方法であって、基体の表面側に設けられる第一面部にトップテープ面が面接触状態となるように第一テープを配置し、前記第一面部における第一テープの位置を決定する第一係合部に第一テープのガイド孔を係合させ、第一テープの長手方向をテープ配置方向に沿わせる第一ガイド部に前記第一面部に配置される第一テープの幅方向の端縁を当接させ、前記第一係合部、および、第一ガイド部で決定された位置関係を維持するように、第一保持手段により第一テープを前記第一面部に保持し、前記基体の表面側に設けられる第二面部にトップテープ面が面接触状態となるように第二テープを配置し、前記第二面部における第二テープの位置を決定する第二係合部に第二テープのガイド孔を係合させ、第二テープの長手方向をテープ配置方向に沿わせる第二ガイド部に前記第二面部に配置される第二テープの幅方向の端縁を当接させ、前記第二係合部、および、第二ガイド部で決定された位置関係を維持するように、第二保持手段により第二テープを前記第二面部に保持し、前記基体の前記第一ガイド部と前記第二ガイド部との間に設けられ、前記第一面部と平行な平面内に配置される貼付面部に貼着部材を第一テープと第二テープとに跨がるように配置し、前記第一テープと前記第二テープとを貼り合わせて接続することを特徴とする。
これによれば、第一テープと第二テープとが一直線上に並び、かつ、平面状のトップテープ面を面部に面接触した状態で基体に保持することができるため、このような状態の基体を片手で保持すれば、他方の手を自由に使うことが可能となる。従って、基体を保持したまま、第一テープと第二テープとが突き合わせ状態となるように切断することが容易に行うことができる。また、第一テープと第二テープとの突き合わせ部の平面状のトップテープ面と、貼付面部との間に貼着部材を差し込む作業も容易に行うことができ、容易にスプライシング処理を行うことができる。
本願発明によれば、部品実装機に用いられるキャリアテープのスプライシング作業を簡単に行うことが可能となる。
次に、本願発明に係る治具の実施の形態について、図面を参照しつつ説明する。なお、以下の実施の形態は、本願発明に係る治具の一例を示したものに過ぎない。従って本願発明は、以下の実施の形態を参考に請求の範囲の文言によって範囲が画定されるものであり、以下の実施の形態のみに限定されるものではない。
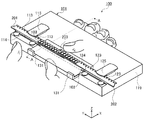
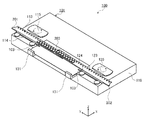
図1は、キャリアテープ、および、貼着部材が配置された状態の治具の外観を示す斜視図である。
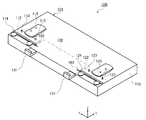
図2は、治具の外観を示す斜視図である。
これらの図に示すように、治具100は、部品実装機に供給する部品を保持するキャリアテープである第一テープ201の長手方向の端部と第二テープ202の長手方向の端部とをテープ配置方向(テープの長手方向であるY軸方向)に沿った突き合わせ状態、かつ、一直線上に並んだ状態(直線上に配置された状態)で貼着部材203により貼り合わせる際に用いられる治具であって、基体101と、第一テープ201の平面状のトップテープ面と面接触する第一面部112と、第一係合部113と、第一ガイド部114と、第一保持手段115と、第二テープ202の平面状のトップテープ面と面接触する第二面部122と、第二係合部123と、第二ガイド部124と、第二保持手段125と、貼付面部102とを備えている。本実施の形態の場合、治具100はさらに、折曲補助手段103を備えている。
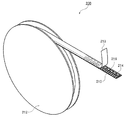
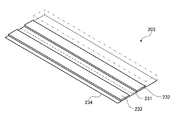
図4は、キャリアテープを模式的に示す斜視図である。
ここで、第一テープ201や第二テープ202等を含むキャリアテープ200とは、リール212に巻き付けられた状態で供給される長尺帯状の部材であり、トップテープ213と、キャビティー214が設けられるベーステープ215と、キャリアテープ200の厚さ方向に貫通するキャリアテープ200の送りの位置決め孔であるガイド孔216とを備えている。
ベーステープ215は、キャリアテープ200の基礎となる部材であり、部品を収容するキャビティー214を形成できる程度の厚み、または、キャビティー214を形成するエンボス形状を形成できる程度の厚みを備えている。
キャビティー214は、部品を収容するためにベーステープ215に設けられる空間(凹陥)であり、ポケットなどと称される場合もある。キャビティー214は、キャリアテープ200の長手方向に一列で等間隔に設けられている。
トップテープ213は、キャビティー214内に部品を保持しておくための部材であり、表面は平面を形成しうる平坦な形状となっている(キャリアテープ200は、可撓性があるため、常に平面であるわけではない。)。トップテープ213は、部品実装機に部品を供給する直前にテープフィーダによってベーステープ215から剥がされるものとなっている。
ガイド孔216は、キャリアテープ200の長手方向に等間隔に並べて設けられる孔であり、ガイド孔216にテープフィーダのスプロケットなどを噛み合わせることで、キャリアテープ200を正確なピッチで送ることができるものとなっている。なお、図4中において、ガイド孔216は、ベーステープ215の先端部にのみ記載し、他の部分の記載は省略されている。実際には、キャリアテープ200の長手方向全体にわたってガイド孔216は設けられている。
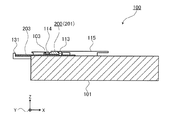
基体101は、治具100の基本構造体である。本実施の形態の場合、基体101は、片手で把持し携帯することのできる大きさ、および、重さの矩形板状の部材であり、基体101の幅方向(X軸方向)の他端部は例えば把持部119として機能している。具体的な大きさとしては、テープ配置方向(Y軸方向)の長さは40mm以上であることが望ましい。これは、スプライシング処理を実行中、一直線上に配置される第一テープ201と第二テープ202とを安定して保持し続けるために必要と考えられる。一方、上限は特に限定されるわけではないが、片手で携帯すること等を考慮すれば200mm以下が望ましく、100mm以下が好適と考えられる。テープ配置方向と交差するテープの幅方向であるX軸方向の長さは、一端部で幅が4mm程度のキャリアテープ200を保持し、他端部で把持することを考慮すれば30mm程度の長さが望ましい。
第一面部112は、基体101の表面に設けられ、第一テープ201の平面状のトップテープ213の表面が面接触状態で配置できる平面を有している。本実施の形態の場合、第一面部112は、基体101のZ軸方向の一端面の一部を占める領域(図2の破線で示す部分)であり、基体101の他の部分と区別がつくものではない。より具体的には、第一係合部113と第一ガイド部114との間に挟まれる領域を含む領域が少なくとも第一面部112となる。
第二面部122は、基体101の表面に設けられ、第二テープ202の平面状のトップテープ213の面が面接触状態で配置できる平面であって、第一面部112と同じ平面内に配置される平面を有している。本実施の形態の場合、第二面部122は第一面部112と同様に、基体101のZ軸方向の一端面の一部を占める領域(図2の破線で示す部分)であり、基体101の他の部分と区別がつくものではない。より具体的には、第二係合部123と第二ガイド部124との間に挟まれる領域を含む領域が少なくとも第二面部122となる。
なお、第一面部112、および、第二面部122は、基体101と一体である必要は無く、他の部材からなる第一面部112、および、第二面部122を基体101に取り付けるものでもかまわない。また、基体101の第一面部112、第二面部122が形成される側の面とは異なる他の面から第一面部112、および、第二面部122が突出、または、陥没していてもかまわない。
第一係合部113は、第一テープ201のガイド孔216と係合し、第一面部112における第一テープ201の位置を決定する部材である。本実施の形態の場合、第一係合部113は、ガイド孔216の孔径とほぼ同じ直径を有するピンであり、ガイド孔216のピッチに対応した間隔をおいて第一面部112から突出した状態で取り付けられた2本のピンで構成されている。また、第一係合部113である2本のピンは、テープ配置方向(Y軸方向)に沿って並んで設けられている。
第二係合部123は、第二テープ202のガイド孔216と係合し、第二面部122における第二テープ202の位置を決定する部材である。本実施の形態の場合、第二係合部123は第一係合部113と同様に、ガイド孔216の孔径とほぼ同じ直径を有するピンであり、ガイド孔216のピッチに対応した間隔をおいて第二面部122から突出した状態で取り付けられた2本のピンで構成されている。また、第二係合部123である2本のピンは、テープ配置方向(Y軸方向)に沿って並んで設けられている。さらに、第一係合部113と第二係合部123のピンの間隔は、ガイド孔216のピッチの整数倍となっている。
なお、第一係合部113や第二係合部123は、ピンばかりでなく、スプロケット等の可動機構を備えるものであっても良い。
また、基体101は、本実施の形態では一体型のように説明しているが、これに限定されるわけではなく複数の部材により基体101が構成されていても良い。
第一ガイド部114は、第一面部112側に配置される第一テープ201の幅方向の端縁と当接し、第一テープ201の長手方向をテープ配置方向(Y軸方向)に沿わせる部材である。本実施の形態の場合、第一ガイド部114は、テープ配置方向に沿って延び、第一面部112の外縁に当接状態で、第一面部112よりも突出する凸形状の突条であり、第一テープ201の幅方向の端縁と当接して第一テープ201をガイドしている。
第二ガイド部124は、第二面部122側に配置される第二テープ202の幅方向の端縁と当接し、第二テープ202の長手方向をテープ配置方向(Y軸方向)に沿わせ、第一テープ201と第二テープ202とを一直線上に配置する部材である。本実施の形態の場合、第二ガイド部124は、テープ配置方向に沿って延び、第二面部122の外縁に当接状態で、第二面部122よりも突出する凸形状の突条であり、第二テープ202の幅方向の端縁と当接して第二テープ202をガイドしている。
なお、第一ガイド部114、および、第二ガイド部124は、突条である必要は無く、第一テープ201や第二テープ202の端縁と当接する壁を備えていればよい。例えば、第一面部112、および、第二面部122が溝の底面であった場合、溝の側壁が第一ガイド部114や第二ガイド部124として機能する。また、第一ガイド部114や第二ガイド部124は、第一テープ201や第二テープ202の端縁と連続的に当接する必要は無く、断続的に当接した状態で第一テープ201や第二テープ202をガイドしてもかまわない。
第一保持手段115は、第一係合部113、および、第一ガイド部114で決定された第一テープ201の位置関係を維持するように、トップテープが貼られる面側である第一テープ201の平面状のトップテープ面を第一面部112に保持する装置である。本実施の形態の場合、第一保持手段115は、第一テープ201のガイド孔216が設けられている部分を第一面部112と挟むことによって第一テープ201を保持している。さらに、第一保持手段115は、第一係合部113である二本のピンの間で第一テープ201を保持している。また、第一保持手段115は、基体101に対して回転可能に取り付けられており、図6に示すように、第一保持手段115を回転させることで、第一テープ201の保持状態を解除することができるものとなっている。
第二保持手段125は、第二係合部123、および、第二ガイド部124で決定された第二テープ202の位置関係を維持するように、トップテープが貼られる面側である第二テープ202の平面状のトップテープ面を第二面部122に保持する装置である。本実施の形態の場合、第二保持手段125は、第二テープ202のガイド孔216が設けられている部分を第二面部122と挟むことによって第二テープ202を保持している。さらに、第二保持手段125は、第二係合部123である二本のピンの間で第二テープ202を保持している。また、第二保持手段125は、基体101に対して回転可能に取り付けられており、図6に示すように、第二保持手段125を回転させることで、第二テープ202の保持状態を解除することができるものとなっている。
以上のように、第一テープ201や第二テープ202のガイド孔216の近傍部分のみを挟むことによって、ベーステープ215のキャビティー214を回避してキャリアテープ200を治具100に保持することができ、保持した状態で治具100を動かしても、安定して保持し続けることが可能となる。特に、第一係合部113や第二係合部123としてのピンの間で保持、あるいは、ピン間の外側の近傍などで保持することによって、保持状態の安定性を向上させることが可能となる。
また、第一保持手段115や第二保持手段125を回転させることにより、キャリアテープ200の保持と解除とを切り換えできるものとすることで、片手で治具100を保持し、他方の片手のみでキャリアテープ200を取り付ける場合でも、作業をスムーズに行うことが可能となる。
なお、第一保持手段115や第二保持手段125は、上記に限定されるわけではない。例えば、付勢力によってキャリアテープ200を保持する弾性部材やプレートのような機構を基体101に取り付けてもかまわない。また、キャリアテープ200のキャビティー214を潰した状態で保持してもよく、キャビティー214を跨いだ状態でキャリアテープ200の幅方向の両端部側を第一面部112、第二面部122に対してキャリアテープ200が面接触するように挟持してもかまわない。
貼付面部102は、基体101の第一ガイド部114と第二ガイド部124との間に設けられ、第一面部112と平行な平面内に配置され、貼着部材203が面接触状態で配置される平面を有する部材である。本実施の形態の場合、貼付面部102は、基体101のZ軸方向の一端面の一部を占める領域(図2の二点鎖線で示す部分)であり、第一面部112や第二面部122と同じ平面上に配置されている。従って、基体101の他の部分と区別がつくものではない。より具体的には、第一ガイド部114と第二ガイド部124との間に挟まれ、第一テープ201や第二テープ202が配置される領域を含む領域が貼付面部102となる。
貼付面部102のテープ配置方向(Y軸方向)における長さ(第一ガイド部114と第二ガイド部124との間隔)は、貼着部材203の粘着力などによる第一テープ201と第二テープ202の接続強度に依存するが、10mm以上100mm以下の範囲から選択されることが望ましい。10mm以下の場合、貼着部材203による貼付強度が確保できない恐れが高く、100mmより長くなると治具100の携帯性が損なわれるためである。望ましくは、20mm以上、60mmの範囲で選択される。
折曲補助手段103は、貼付面部102と平行に貼付面部102の近傍に配置され、かつ、テープ配置方向(Y軸方向)に延びて配置される針形状の部材である。本実施の形態の場合、折曲補助手段103は、第一ガイド部114、および、第二ガイド部124に当接状態で2本配置され、それぞれの折曲補助手段103が第一ガイド部114、および、第二ガイド部124から貼付面部102に向かってわずかに突出するものとなっている。
貼着部材203をテープ配置方向に延びる折り目で折りたたみ、キャリアテープ200の両面に貼り付ける場合、折曲補助手段103は、折り目の位置を明確にすることができ、キャリアテープ200の裏表ともに正確に貼着部材203を貼り付けることが可能となる。また、貼着部材203を折りたたむ作業を片手で行う際も、折曲補助手段103に折り目となる部分を当接させることで、容易に貼着部材203を折りたたむことが可能となる。
なお、折曲補助手段103は、貼付面部102に対して出没するものとしても良い。これにより、貼着部材203を折りたたんだ後、折曲補助手段103を貼付面部102から退避させることにより、貼付が完了したキャリアテープ200を治具100から容易に取り外すことが可能となる。また、図5に示すように、貼着部材203の折り目などにミシン目を設けておけば、折曲補助手段103を退避させることなく、折曲補助手段103を用いてミシン目を破断し、キャリアテープ200を治具100から取り外すことも可能である。
また、貼付部材203にミシン目231などの折り目が付いて折り曲げが促進される構成では折曲補助手段103を貼付部材203のミシン目の少なくとも片側の端部に配置するだけでもよい。これにより、折曲動作は促進され、かつ、折曲補助手段103をかわして治具100からキャリアテープ200の取り外しも容易となる。
また、図1に示すように、基体101に貼付部材203の配置位置を決定する位置合わせ部131を設けてもかまわない。これによれば、貼付面部102とキャリアテープ200との間に貼付部材203を差し込む際、基体101に設けた位置合わせ部131に貼付部材203の端部を当接させ、キャリアテープ200に対する貼付部材203の位置関係を正確に合わせることが可能となる。さらに、位置合わせ部131を貼付部材203のY軸方向の一端部近傍と他端部近傍とにのみ当接する形状、すなわち、位置合わせ部131のY軸方向の中間部に手指を挿入し得る切り欠き部を設けることで、貼付部材203の折り曲げを容易にすることが可能となる。なお、位置合わせ部131は、貼付面部102の端縁であって基体101の表面から突出する凸形状などの突出部でもかまわない。
次に、本願発明に係る他の実施の形態を説明する。なお、同じ機能を有する部材や部分については同じ符号を付し、説明を省略する場合がある。
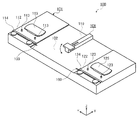
図7は、治具の外観を示す斜視図である。
同図に示すように、貼付面部102は、第一面部112、および、第二面部122が配置される平面に対し、貼着部材203の厚み程度の段差となるように窪んで配置されている。これによれば、第一テープ201、および、第二テープ202と貼付面部102との間に貼着部材203を容易に挿入することができ、また、第一テープ201、および、第二テープ202と貼付面部102とを貼り付けるためにこれらを押圧する際に、第一テープ201、および、第二テープ202を撓ませることなくまっすぐな状態で貼り付けることが可能となる。
また、治具100は、切断手段108を備えている。切断手段108は、貼付面部102上に配置される保持された第一テープ201、および、第二テープ202を切断する装置である。本実施の形態の場合、切断手段108は、治具に対してスライド(X軸方向)可能であり、先端部に設けられた刃により第一テープ201、および、第二テープ202を切断するものとなっている。なお、前記刃が円盤状かつ回転可能に取り付けられている場合、切断手段108は、スライド移動のみで第一テープ201、および、第二テープ202を切断可能である。一方、前記刃が真っ直ぐな刃である場合、切断手段108は、第一テープ201、および、第二テープ202の上方にまで刃をスライドで移動させた後、刃を貼付面部102に向かって移動させることができるものとする。
これによれば、別途切断手段を用意することなく片手で治具100を把持したまま、第一テープ201や第二テープ202を保持し、さらに、これらキャリアテープ200を切断して付き合わせ状態とすることができる。
さらに、前記刃は、テープ配置方向(Y軸方向)に近接状態で並んで配置される2枚の刃からなるものが好ましい。
これによれば、第一テープ201と第二テープ202との間にわずかな間隔を一度の切断作業で設けることができ、第一テープ201と第二テープ202とを真っ直ぐな状態とすることが可能となる。
次に、上記治具100の使用方法を説明する。
まず、第一保持手段115と第二保持手段125とを図6に示すような状態となるように回転さる。
次に、第一テープ201を凸部が無く平坦面に対して実質的な平面形状になるトップテープ面が第一面部112に当接するように配置する。この際、第一テープ201のガイド孔216が第一係合部113に係合し、第一テープ201の幅方向の端縁が第一ガイド部114に当接する状態とする。さらに、第一テープ201の長手方向の端縁は、貼付面部102の中間位置を超えて第二面部122側に突出する状態とする。
次に、第一保持手段115を回転させ前記状態の第一テープ201を保持する。
次に、第二テープ202を凸部が無く平坦面に対して実質的な平面形状になるトップテープ面が第二面部122に当接するように配置する。この際、第二テープ202のガイド孔216が第二係合部123に係合し、第二テープ202の幅方向の端縁が第二ガイド部124に当接する状態とする。これにより、第一テープ201と第二テープ202とが一直線上に配置される。さらに、第二テープ202の長手方向の端縁は、貼付面部102の中間位置を超えて第一面部112側に突出する状態とする。これにより第一テープ201の長手方向の端部と第二テープ202の長手方向の端部が重なった状態となる。
次に、第二保持手段125を回転させ前記状態の第二テープ202を保持する。以上により図1に示すような(貼着部材203は配置されていない)状態となる。
次に、貼着部材203を配置する前に、第一テープ201と第二テープ202とを貼付面部102のテープ配置方向における中央の位置で一度の操作で切断する。治具100が図7に示すような切断手段108を備えていれば、切断手段108を用い、備えていない場合には、別途準備したカッターなどで第一テープ201と第二テープ202とが重なった部分を切断する。当該切断作業は、貼付面部102と切断手段108等で第一テープ201と第二テープ202とを挟み込むようにして切断すれば、容易に切断することができ、第一テープ201と第二テープ202とを付き合わせ状態とすることができる。
ここで、切断手段108やカッターがテープ配置方向に近接状態で並んで配置される2枚の刃を備えている場合、突き合わせ状態の第一テープ201と第二テープ202との間に刃の間隔に対応した隙間が創出される。当該隙間により、第一テープ201と第二テープ202とが干渉しあってそりが発生するなどの不具合を回避することが可能となる。
次に、第一テープ201、および、第二テープ202と貼付面部102との間に貼着部材203を挿入する。この際、リール212に巻き付けられていた第一テープ201や第二テープ202には巻癖がついている場合が多く、トップテープ面が貼付面部102側に配置されている第一テープ201や第二テープ202は、貼付面部102から遠ざかる方向に若干反った状態で治具100に保持されている。従って、貼着部材203を容易に挿入することが可能となる。
次に、挿入された貼着部材203と第一テープ201、および、第二テープ202を押圧して面接触させることにより、第一テープ201と第二テープ202とをトップテープ213側で貼着部材203のトップテープ面側接続用の連結テープ232(図5参照)により接続することができる。
次に、貼着部材203を折曲補助手段103を利用して折り曲げ、第一テープ201と第二テープ202とをトップテープ面側と反対面側であるベーステープ215の反トップテープ面側で貼着部材203の反トップテープ面側接続用連結テープ233(図5参照)により接続することができる。この後、貼付部材203のベーステープ234(図5参照)を剥がす動作を行う。
以上により、一直線上に配置された第一テープ201と第二テープ202とを付き合わせ状態で接続することができる。
なお、本願発明は、上記実施の形態に限定されるものではない。例えば、本明細書において記載した構成要素を任意に組み合わせて、また、構成要素のいくつかを除外して実現される別の実施の形態を本願発明の実施の形態としてもよい。また、上記実施の形態に対して本願発明の主旨、すなわち、請求の範囲に記載される文言が示す意味を逸脱しない範囲で当業者が思いつく各種変形を施して得られる変形例も本願発明に含まれる。
本願発明は部品実装機に供されるキャリアテープのスプライシング作業の際に利用可能である。
100 治具
101 基体
102 貼付面部
103 折曲補助手段
108 切断手段
112 第一面部
113 第一係合部
114 第一ガイド部
115 第一保持手段
119 把持部
122 第二面部
123 第二係合部
124 第二ガイド部
125 第二保持手段
131 位置合わせ部
200 キャリアテープ
201 第一テープ
202 第二テープ
203 貼着部材
212 リール
213 トップテープ
214 キャビティー
215 ベーステープ
216 ガイド孔
101 基体
102 貼付面部
103 折曲補助手段
108 切断手段
112 第一面部
113 第一係合部
114 第一ガイド部
115 第一保持手段
119 把持部
122 第二面部
123 第二係合部
124 第二ガイド部
125 第二保持手段
131 位置合わせ部
200 キャリアテープ
201 第一テープ
202 第二テープ
203 貼着部材
212 リール
213 トップテープ
214 キャビティー
215 ベーステープ
216 ガイド孔
Claims (8)
- 部品実装機に供給する部品を保持するキャリアテープである第一テープの長手方向の端部と第二テープの長手方向の端部とをテープ配置方向に沿った突き合わせ状態で貼着部材により貼り合わせる際に用いられる治具であって、
基体と、
前記基体の表面側に設けられ、第一テープのトップテープ面が面接触状態で配置される平面を有する第一面部と、
第一テープのガイド孔と係合し、前記第一面部における第一テープの位置を決定する第一係合部と、
前記第一面部に配置される第一テープの幅方向の端縁と当接し、第一テープの長手方向をテープ配置方向に沿わせる第一ガイド部と、
前記第一係合部、および、第一ガイド部で決定された位置関係を維持するように、第一テープを前記第一面部に保持する第一保持手段と、
前記基体の表面側に設けられ、第二テープのトップテープ面が面接触状態で配置され、前記第一面部と同じ平面内に配置される平面を有する第二面部と、
第二テープのガイド孔と係合し、前記第二面部における第二テープの位置を決定する第二係合部と、
前記第二面部に配置される第二テープの幅方向の端縁と当接し、第二テープの長手方向をテープ配置方向に沿わせる第二ガイド部と、
前記第二係合部、および、第二ガイド部で決定された位置関係を維持するように、第二テープを前記第二面部に保持する第二保持手段と、
前記基体の前記第一ガイド部と前記第二ガイド部との間に設けられ、前記第一面部と平行な平面内に配置され、貼着部材が面接触状態で配置される平面を有する貼付面部と
を備える治具。 - さらに、
前記貼付面部と平行に前記貼付面部の近傍に配置され、かつ、テープ配置方向に延びて配置される針形状の折曲補助手段
を備える請求項1に記載の治具。 - さらに、
前記貼付面部に配置される貼付部材のテープ配置方向と交差する方向における位置を前記貼付部材の端部と当接することにより決定する位置合わせ部
を備える請求項1に記載の治具。 - 前記貼付面部は、前記第一面部、および、前記第二面部が配置される平面に対し、貼着部材の厚み程度の段差となるように窪んで配置される請求項1に記載の治具。
- 前記基体は、
前記第一面部と、前記第一係合部と、前記第一ガイド部と、前記第一保持手段と、前記第二面部と、前記第二係合部と、前記第二ガイド部と、前記第二保持手段と、前記貼付面部とをテープ配置方向と交差するテープ面の方向の一端部に備え、
他端部に人が片手で把持可能な把持部を備える
請求項1に記載の治具。 - さらに、
前記貼付面部上に配置される保持された第一テープ、および、第二テープを切断する切断手段を備える
請求項1に記載の治具。 - 前記切断手段は、重なった状態で配置される第一テープと第二テープとを前記貼付面部に押しつけて切断する、テープ配置方向に近接状態で並んで配置される2枚の刃を備える
請求項6に記載の治具。 - 部品実装機に供給する部品を保持するキャリアテープである第一テープの長手方向の端部と第二テープの長手方向の端部とをテープ配置方向に沿った突き合わせ状態で保持する治具を用い、貼着部材により第一テープと第二テープとを貼り合わせて接続するテープ接続方法であって、
基体の表面側に設けられる第一面部にトップテープ面が面接触状態となるように第一テープを配置し、
前記第一面部における第一テープの位置を決定する第一係合部に第一テープのガイド孔を係合させ、
第一テープの長手方向をテープ配置方向に沿わせる第一ガイド部に前記第一面部に配置される第一テープの幅方向の端縁を当接させ、
前記第一係合部、および、第一ガイド部で決定された位置関係を維持するように、第一保持手段により第一テープを前記第一面部に保持し、
前記基体の表面側に設けられる第二面部にトップテープ面が面接触状態となるように第二テープを配置し、
前記第二面部における第二テープの位置を決定する第二係合部に第二テープのガイド孔を係合させ、
第二テープの長手方向をテープ配置方向に沿わせる第二ガイド部に前記第二面部に配置される第二テープの幅方向の端縁を当接させ、
前記第二係合部、および、第二ガイド部で決定された位置関係を維持するように、第二保持手段により第二テープを前記第二面部に保持し、
前記基体の前記第一ガイド部と前記第二ガイド部との間に設けられ、前記第一面部と平行な平面内に配置される貼付面部に貼着部材を第一テープと第二テープとに跨がるように配置し、前記第一テープと前記第二テープとを貼り合わせて接続する
テープ接続方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011027461A JP2012169352A (ja) | 2011-02-10 | 2011-02-10 | 治具、および、テープ接続方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011027461A JP2012169352A (ja) | 2011-02-10 | 2011-02-10 | 治具、および、テープ接続方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012169352A true JP2012169352A (ja) | 2012-09-06 |
Family
ID=46973259
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011027461A Withdrawn JP2012169352A (ja) | 2011-02-10 | 2011-02-10 | 治具、および、テープ接続方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012169352A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014102965A1 (ja) * | 2012-12-27 | 2014-07-03 | 富士機械製造株式会社 | スプライシング装置およびスプライシングテープ検知方法 |
| WO2015079488A1 (ja) * | 2013-11-26 | 2015-06-04 | 富士機械製造株式会社 | キャリアテープの連結の可否を判定する装置 |
| JP2016001649A (ja) * | 2014-06-11 | 2016-01-07 | 日東電工株式会社 | キャリアテープ接続治具 |
-
2011
- 2011-02-10 JP JP2011027461A patent/JP2012169352A/ja not_active Withdrawn
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014102965A1 (ja) * | 2012-12-27 | 2014-07-03 | 富士機械製造株式会社 | スプライシング装置およびスプライシングテープ検知方法 |
| JPWO2014102965A1 (ja) * | 2012-12-27 | 2017-01-12 | 富士機械製造株式会社 | スプライシング装置およびスプライシングテープ検知方法 |
| WO2015079488A1 (ja) * | 2013-11-26 | 2015-06-04 | 富士機械製造株式会社 | キャリアテープの連結の可否を判定する装置 |
| JPWO2015079488A1 (ja) * | 2013-11-26 | 2017-03-16 | 富士機械製造株式会社 | キャリアテープの連結の可否を判定する装置 |
| JP2016001649A (ja) * | 2014-06-11 | 2016-01-07 | 日東電工株式会社 | キャリアテープ接続治具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5431237B2 (ja) | 治具、貼着方法 | |
| JP4729823B2 (ja) | キャリアテープの連結部材とそれを用いたキャリアテープの連結方法 | |
| JP5267188B2 (ja) | テープ連結具 | |
| JPWO2008126376A1 (ja) | 作業装置、粘着テープ貼付装置およびテープ部材の追加方法 | |
| JP2013201208A (ja) | キャリアテープスプライシング装置およびキャリアテープスプライシング方法 | |
| JP6250877B2 (ja) | テープ接続用治具 | |
| JP2012169352A (ja) | 治具、および、テープ接続方法 | |
| JP2014086504A (ja) | キャリアテープのトップテープ剥離装置および剥離方法 | |
| JP6320001B2 (ja) | テープ先端処理治具 | |
| JP4065667B2 (ja) | フィルム接合装置の位置合わせ方法およびそのための位置合わせ用ゲージ部材ならびにフィルム接合装置 | |
| JP5789305B2 (ja) | 構成要素キャリアリール接合テープ | |
| JP4558644B2 (ja) | 部品供給テープ用鋏 | |
| JP2003155002A (ja) | キャリアテープの連結部材とそれを用いたキャリアテープの連結方法 | |
| CN107926147B (zh) | 料带处理方法及料带修复构件 | |
| JP2012169351A (ja) | 切断装置、および、切断方法 | |
| JP2013227156A (ja) | キャリアテープ接続装置 | |
| JP2014090091A (ja) | キャリアテープスプライシング装置およびキャリアテープスプライシング方法 | |
| JP2012190837A (ja) | スプライシング冶具及びスプライシング方法 | |
| JP2014089999A (ja) | テープ連結方法及びテープ連結具 | |
| WO2020008517A1 (ja) | 部品供給テープ処理装置および部品供給テープ除去方法 | |
| JP5884083B2 (ja) | 部品供給装置および部品供給方法 | |
| JP5131922B2 (ja) | 部品供給テープのスプライシング装置 | |
| JP2015142981A (ja) | 修正テープ貼付具 | |
| WO2019146038A1 (ja) | テープ切断治具 | |
| JP3205506U (ja) | キャリアテープの連結部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |