WO2013145712A1 - 塗装金属素形材、塗装金属素形材と熱可塑性樹脂組成物の成形体とが接合された複合体、およびその製造方法 - Google Patents
塗装金属素形材、塗装金属素形材と熱可塑性樹脂組成物の成形体とが接合された複合体、およびその製造方法 Download PDFInfo
- Publication number
- WO2013145712A1 WO2013145712A1 PCT/JP2013/002039 JP2013002039W WO2013145712A1 WO 2013145712 A1 WO2013145712 A1 WO 2013145712A1 JP 2013002039 W JP2013002039 W JP 2013002039W WO 2013145712 A1 WO2013145712 A1 WO 2013145712A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal
- coating film
- resin composition
- thermoplastic resin
- resin
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14311—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles using means for bonding the coating to the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/088—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/286—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polysulphones; polysulfides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/42—Polycondensates having carboxylic or carbonic ester groups in the main chain
- C08G18/44—Polycarbonates
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
- C09D175/06—Polyurethanes from polyesters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D201/00—Coating compositions based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/04—Non-macromolecular additives inorganic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14778—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the article consisting of a material with particular properties, e.g. porous, brittle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2069/00—Use of PC, i.e. polycarbonates or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2075/00—Use of PU, i.e. polyureas or polyurethanes or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2705/00—Use of metals, their alloys or their compounds, for preformed parts, e.g. for inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
- B29L2009/005—Layered products coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
- Y10T428/265—1 mil or less
Definitions
- the present invention relates to a painted metal preform, a composite in which a painted metal preform and a molded body of a thermoplastic resin composition are joined, and a method for producing the same.
- the so-called “metal material” is used in various industrial products such as automobiles.
- the “metal base material” refers to a metal that is given a shape by applying heat or force to the metal.
- the metal raw material include a metal plate, a press-formed product of the metal plate, a metal member formed by casting, forging, cutting, powder metallurgy, or the like.
- a composite in which a metal shape member and a molded body of a resin composition are joined is lighter than a component made only of metal and higher in strength than a component made only of a resin. Used in various electronic devices such as computers. Conventionally, such a composite has been manufactured by fitting a metal base material and a molded body of a resin composition. However, the method for producing a composite by fitting has a large number of work steps and has low productivity. Therefore, in recent years, it is common to manufacture a composite by joining a metal base material and a molded body of a resin composition by insert molding.
- Patent Documents 1 to 3 there is a problem that the adhesion between the metal shaped material and the molded body of the resin composition is not sufficient because the composites are joined by the anchor effect.
- the methods for producing composites described in Patent Documents 1 to 3 have a problem that the surface of the metal base material is roughened, so that the production process becomes complicated and the production cost increases.
- An object of the present invention is to provide a coated metal preform that is excellent in adhesion to a molded article of a thermoplastic resin composition and that can be easily produced, a molded article of a coated metal preform and a thermoplastic resin composition, and It is providing the composite_body
- the present inventors have found that the above-mentioned problems can be solved by forming a predetermined coating film on the surface of the metal base material, and have further studied and completed the present invention.
- the present invention relates to the following painted metal shapes.
- a metal base material and a coating film formed on the surface of the metal base material, the coating film including a polycarbonate unit-containing polyurethane resin, and relative to a total mass of the resin in the coating film A coated metal shaped material in which the mass ratio of the polycarbonate unit is 15 to 80% by mass, and the film thickness of the coating film is 0.5 ⁇ m or more.
- the coating film includes an oxide, hydroxide or fluoride of a metal selected from the group consisting of Ti, Zr, V, Mo and W, or a combination thereof.
- Metal base material is an oxide, hydroxide or fluoride of a metal selected from the group consisting of Ti, Zr, V, Mo and W, or a combination thereof.
- the present invention also relates to the following composites.
- a composite comprising the painted metal preform according to [1] or [2] and a molded body of the thermoplastic resin composition bonded to the surface of the painted metal preform.
- the thermoplastic resin composition is an acrylonitrile-butadiene-styrene resin, a polyethylene terephthalate resin, a polybutylene terephthalate resin, a polycarbonate resin, a polyamide resin, a polyphenylene sulfide resin, or a combination thereof.
- the complex according to [3].
- this invention relates to the manufacturing method of the following composites.
- the coated metal preform has a metal preform and a coating film formed on the surface of the metal preform, the coating film containing a polycarbonate unit-containing polyurethane resin,
- a method for producing a composite wherein the ratio of the mass of the polycarbonate unit to the total resin mass in the coating film is 15 to 80% by mass, and the film thickness of the coating film is 0.5 ⁇ m or more.
- the coating metal shape material which is excellent in adhesiveness with the molded object of a thermoplastic resin composition, and can be manufactured easily, the molded object of a coating metal element material, and a thermoplastic resin composition, Can be provided.
- the painted metal material of the present invention has a metal material and a coating film formed on the surface of the metal material. Moreover, the chemical conversion treatment film may be formed in the coating metal raw material between the metal raw material and the coating film.
- each element of the painted metal shape material will be described.
- the type of metal shape material used as the coating base material is not particularly limited.
- metal shapes include cold rolled steel sheets, galvanized steel sheets, Zn-Al alloy plated steel sheets, Zn-Al-Mg alloy plated steel sheets, Zn-Al-Mg-Si alloy plated steel sheets, aluminum plated steel sheets, stainless steel sheets (Including austenite, martensite, ferrite, ferrite and martensite two-phase systems), metal plates such as aluminum plates, aluminum alloy plates, and copper plates; pressed products of metal plates; castings such as aluminum die castings and zinc die castings And various metal members formed by forging, cutting, powder metallurgy and the like.
- the metal shaped material may be subjected to known coating pretreatments such as degreasing and pickling as necessary.
- the chemical conversion treatment film may be formed between the metal raw material and the coating film.
- the chemical conversion treatment film is formed on the surface of the metal base material, and improves the adhesion of the coating film to the metal base material and the corrosion resistance of the metal base material.
- the chemical conversion treatment film may be formed on at least a region (joint surface) to be joined to a molded body of the thermoplastic resin composition to be described later on the surface of the metal shaped material, but usually the surface of the metal shaped material. It is formed throughout.
- the kind of chemical conversion treatment which forms a chemical conversion treatment film is not specifically limited.
- the chemical conversion treatment include chromate treatment, chromium-free treatment, phosphate treatment and the like.
- the adhesion amount of the chemical conversion film formed by the chemical conversion treatment is not particularly limited as long as it is within a range effective for improving coating film adhesion and corrosion resistance.
- the adhesion amount may be adjusted so that the total Cr conversion adhesion amount is 5 to 100 mg / m 2 .
- the Ti-Mo composite coating has a range of 10 to 500 mg / m 2
- the fluoroacid-based coating has a fluorine equivalent or total metal element equivalent deposit of 3 to 100 mg / m 2.
- the adhesion amount may be adjusted. In the case of a phosphate film, the adhesion amount may be adjusted so as to be 0.1 to 5 g / m 2 .
- the coating film contains a polycarbonate unit-containing polyurethane resin, and improves the adhesion of the molded article of the thermoplastic resin composition to the metal shape material.
- the coating film may further contain a polycarbonate unit-free resin as an optional component.
- the coating film may be formed on the joint surface of the metal raw material surface, but is usually formed on the entire surface of the metal raw material (or chemical conversion treatment film). .
- Polycarbonate unit-containing polyurethane resin has a polycarbonate unit in the molecular chain.
- “Polycarbonate unit” refers to the structure shown below in the molecular chain of a polyurethane resin.
- the polycarbonate unit-containing polyurethane resin and the thermoplastic resin contained in the molded article of the thermoplastic resin composition described later have similar skeletons (such as benzene rings) and functional groups, respectively. Therefore, when the thermoplastic resin composition is insert-molded with respect to the painted metal shape material, the polycarbonate unit-containing polyurethane resin is compatible with the thermoplastic resin composition and is firmly bonded. Therefore, the adhesiveness of the molded article of the thermoplastic resin composition to the coating film can be improved by including the polycarbonate unit-containing polyurethane resin in the coating film.
- the polycarbonate unit-containing polyurethane resin can be prepared, for example, by the following steps. An organic polyisocyanate, a polycarbonate polyol, and a polyol having a tertiary amino group or a carboxyl group are reacted to produce a urethane prepolymer. In addition, within the range which does not impair the objective of this invention, it is possible to use together polyols other than a polycarbonate polyol compound, for example, polyester polyol, polyether polyol, etc.
- the tertiary amino group of the produced urethane prepolymer is neutralized with an acid or quaternized with a quaternizing agent, and then chain-extended with water to produce a polyurethane resin containing a cationic polycarbonate unit. be able to.
- anionic A polycarbonate unit-containing polyurethane resin can be produced.
- Polycarbonate polyol includes carbonate compounds such as dimethyl carbonate, diethyl carbonate, ethylene carbonate, propylene carbonate, ethylene glycol, diethylene glycol, propylene glycol, dipropylene glycol, neopentyl glycol, methylpentanediol, dimethylbutanediol, butylethylpropanediol, It can be obtained by reacting with a diol compound such as diethylene glycol, triethylene glycol, tetraethylene glycol, 1,4-butanediol, 1,4-cyclohexanediol, or 1,6-hexanediol.
- the polycarbonate polyol may be chain-extended with an isocyanate compound.
- organic polyisocyanate is not particularly limited.
- organic polyisocyanates include 2,4-tolylene diisocyanate, 2,6-tolylene diisocyanate, m-phenylene diisocyanate, p-phenylene diisocyanate, 4,4′-diphenylmethane diisocyanate, 2,4′-diphenylmethane diisocyanate, 2,2'-diphenylmethane diisocyanate, 3,3'-dimethyl-4,4'-biphenylene diisocyanate, 3,3'-dichloro-4,4'-biphenylene diisocyanate, 1,5-naphthalene diisocyanate, 1,5-tetrahydro Naphthalene diisocyanate, tetramethylene diisocyanate, 1,6-hexamethylene diisocyanate, dodecamethylene diisocyanate, trimethylhexamethylene diisocyanate, 1,3-cyclohexyl
- the coating film may further contain a polycarbonate unit-free resin as an optional component.
- the polycarbonate unit-free resin further improves the adhesion of the coating film to the metal base material.
- the type of the resin not containing the polycarbonate unit is not particularly limited as long as it does not contain the polycarbonate unit in the molecular chain, but from the viewpoint of improving the adhesion of the coating film to the metal shape material, the resin containing the polar group may be included. preferable.
- Examples of the type of polycarbonate unit-free resin include epoxy resins, polyolefin resins, phenolic resins, acrylic resins, polyester resins, and polycarbonate unit-free polyurethane resins. These resins may be used alone or in combination of two or more.
- Examples of the epoxy resin include bisphenol A type epoxy resin, bisphenol F type epoxy resin, bisphenol AD type epoxy resin, and the like.
- Examples of the olefin resin include polyethylene resin and polypropylene resin.
- the phenolic resin includes novolac type resin, resol type resin and the like.
- the polycarbonate unit-free polyurethane-based resin can be obtained by copolymerizing a diol and a diisocyanate.
- Examples of the diol are other than polycarbonate diol, and include bisphenol A, 1,6-hexanediol, 1,5-pentanediol, and the like.
- Examples of the isocyanate include aromatic diisocyanate, aliphatic diisocyanate, alicyclic diisocyanate and the like.
- the ratio of the mass of the polycarbonate unit to the total mass of the resin is 15 to 80% by mass.
- the proportion of the mass of the polycarbonate unit is less than 15% by mass, the adhesion of the molded article of the thermoplastic resin composition to the coating film may not be sufficiently obtained.
- the proportion of the mass of the polycarbonate unit is more than 80% by mass, the adhesion of the coating film to the metal shape material may not be sufficiently obtained.
- the ratio of the mass of the polycarbonate unit to the total mass of the resin can be determined by nuclear magnetic resonance spectroscopy (NMR analysis) using a sample in which the coating film is dissolved in chloroform.
- the coating film preferably further contains an oxide, hydroxide or fluoride of a metal (valve metal) selected from the group consisting of Ti, Zr, V, Mo and W, or a combination thereof.
- a metal valve metal
- the coating film preferably further contains an oxide, hydroxide or fluoride of a metal (valve metal) selected from the group consisting of Ti, Zr, V, Mo and W, or a combination thereof.
- the coating film may further contain a metal phosphate or a complex phosphate that is soluble or hardly soluble.
- the soluble metal phosphate or composite phosphate further improves the corrosion resistance of the metal base material by complementing the self-healing action of the metal fluoride.
- the hardly soluble metal phosphate or the composite phosphate is dispersed in the coating film to improve the film strength.
- soluble or sparingly soluble metal phosphates or complex phosphates are salts of Al, Ti, Zr, Hf, Zn and the like.
- the film thickness of the coating film is not particularly limited as long as it is 0.5 ⁇ m or more.
- the film thickness of the coating film is less than 0.5 ⁇ m, the adhesion of the molded article of the thermoplastic resin composition to the metal shape material may not be sufficiently improved.
- the upper limit of the film thickness of a coating film is not specifically limited, It is about 20 micrometers. Even if the film thickness of the coating film exceeds 20 ⁇ m, no further improvement in adhesion can be expected.
- the coating film may contain an etching agent, an inorganic compound, a lubricant, a color pigment, a dye and the like in addition to the above-described resin.
- An etching agent improves the adhesiveness of the coating film with respect to a metal raw material by activating the surface of a metal raw material.
- fluorides such as hydrofluoric acid, ammonium fluoride, zircon hydrogen fluoride, and titanium hydrogen fluoride are used.
- the inorganic compound densifies the coating film and improves water resistance.
- the inorganic compound examples include inorganic oxide sols such as silica, alumina and zirconia, and phosphates such as sodium phosphate, calcium phosphate, manganese phosphate and magnesium phosphate.
- the lubricant examples include organic lubricants such as fluorine, polyethylene, and styrene, and inorganic lubricants such as molybdenum disulfide and talc.
- the method for producing the coated metal profile of the present invention is not particularly limited.
- the painted metal preform of the present invention can be manufactured by the following method.
- the chemical conversion treatment film can be formed by applying a chemical conversion treatment liquid to the surface of the metal raw material and drying it.
- the method for applying the chemical conversion liquid is not particularly limited, and may be appropriately selected from known methods. Examples of such a coating method include a roll coating method, a curtain flow method, a spin coating method, a spray method, and a dip pulling method. What is necessary is just to set suitably the drying conditions of a chemical conversion liquid according to the composition of a chemical conversion liquid, etc.
- the surface of the metal shape material can be obtained by putting the metal shape material coated with the chemical conversion treatment solution into a drying oven without washing, and heating so that the ultimate plate temperature is in the range of 80 to 250 ° C. A uniform chemical conversion treatment film can be formed.
- the coating film can be formed by applying and baking a coating containing the above-described polycarbonate unit-containing polyurethane resin on the surface of a metal base material (or chemical conversion treatment film).
- the method for applying the paint is not particularly limited and may be appropriately selected from known methods. Examples of such a coating method include a roll coating method, a curtain flow method, a spin coating method, a spray method, and a dip pulling method.
- the baking condition of the paint may be set as appropriate according to the composition of the paint. For example, a metal shape material (or chemical conversion treatment) is applied by putting a metal shape material coated with paint into a drying oven and drying it with a hot air drier so that the ultimate plate temperature is in the range of 110 to 200 ° C. A uniform coating film can be formed on the surface of the coating film.
- the coated metal shaped material of the present invention has a coating film containing a predetermined amount of the polycarbonate unit-containing polyurethane resin, it is excellent in the adhesion of the molded article of the thermoplastic resin composition. .
- the coated metal shape material of the present invention can be easily manufactured simply by applying and baking a paint containing a polycarbonate unit-containing polyurethane resin.
- Composite body A composite body can be produced by joining a molded body of the thermoplastic resin composition to the surface of the coated metal base material of the present invention.
- the molded body of the thermoplastic resin composition is bonded to the surface (more precisely, the surface of the coating film) of the above-described painted metal shape material.
- the shape of the molded article of the thermoplastic resin composition is not particularly limited and can be appropriately selected depending on the application.
- thermoplastic resin constituting the molded article of the thermoplastic resin composition is not particularly limited.
- thermoplastic resins include acrylonitrile-butadiene-styrene (ABS) resins, polyethylene terephthalate (PET) resins, polybutylene terephthalate (PBT) resins, polycarbonate (PC) resins, polyamide (PA) resins. , Polyphenylene sulfide (PPS) based resins or combinations thereof.
- ABS acrylonitrile-butadiene-styrene
- PET polyethylene terephthalate
- PBT polybutylene terephthalate
- PC polycarbonate
- PA polyamide
- PPS Polyphenylene sulfide
- a thermoplastic resin having a benzene ring contained in a polycarbonate unit is preferable, and a PBT resin or a PPS resin is particularly preferable.
- the PBT resin is obtained, for example, by condensing 1,4-butanediol and terephthalic acid, and has the following structure.
- the PPS resin is obtained, for example, by condensing p-dichlorobenzene and sodium sulfide in an amide solvent, and has the following structure.
- the thermoplastic resin composition may contain an inorganic filler, a thermoplastic polymer, or the like from the viewpoint of molding shrinkage rate, material strength, mechanical strength, scratch resistance, and the like.
- a thermoplastic resin having no benzene ring it is preferable to blend a thermoplastic polymer having a benzene ring.
- the inorganic filler improves the rigidity of the molded body of the thermoplastic resin composition.
- the kind of inorganic filler is not particularly limited, and a known substance can be used.
- examples of inorganic fillers include fiber fillers such as glass fiber, carbon fiber, and aramid resin; carbon black, calcium carbonate, calcium silicate, magnesium carbonate, silica, talc, glass, clay, lignin, mica, quartz powder, glass Powder fillers such as spheres; pulverized products of carbon fibers and aramid fibers are included.
- the blending amount of the inorganic filler is not particularly limited, but is preferably in the range of 5 to 50% by mass.
- An inorganic filler may be used independently and may be used in combination of 2 or more type.
- thermoplastic polymer improves the impact resistance of the molded article of the thermoplastic resin composition.
- the kind of thermoplastic polymer is not particularly limited.
- thermoplastic polymer having a benzene ring include acrylonitrile-butadiene-styrene resin, polyethylene terephthalate resin, polybutylene terephthalate resin, polycarbonate resin, polystyrene resin, and polyphenylene ether resin.
- the thermoplastic polymer having no benzene ring include polyolefin resins.
- a thermoplastic polymer may be used independently and may be used in combination of 2 or more type.
- the manufacturing method of the composite body of the present invention includes 1) a first step of preparing a painted metal shape material, and 2) a second step of inserting the painted metal shape material into an injection mold, And 3) a third step of joining the molded body of the thermoplastic resin composition to the surface of the painted metal shape material.
- a coating metal preform is prepared by the above-mentioned procedure.
- the painted metal preform prepared in the first step is inserted into the injection mold.
- the painted metal shape material may be processed into a desired shape by pressing or the like.
- thermoplastic resin composition is injected at high pressure into the injection mold in which the painted metal shape material is inserted in the second step. At this time, it is preferable to provide a gas vent in the injection mold so that the thermoplastic resin composition flows smoothly.
- the high-temperature thermoplastic resin composition comes into contact with the coating film formed on the surface of the painted metal preform.
- the temperature of the injection mold is preferably near the melting point of the thermoplastic resin composition.
- the mold After completion of injection, the mold is opened and released to obtain a composite.
- the composite obtained by injection molding may be annealed after molding to eliminate internal distortion due to molding shrinkage.
- the composite of the present invention can be produced by the above procedure.
- a composite can be produced by joining a molded body of the thermoplastic resin composition to the surface of the coated metal shaped material of the present invention.
- the coated metal base material of the present invention is formed with a predetermined coating film having excellent adhesion to both the metal base material and the molded body of the thermoplastic resin composition. For this reason, the composite of this invention is excellent in the adhesiveness of the metal raw material and the molded object of a thermoplastic resin composition.
- Example 1 In Example 1, a painted metal preform was prepared, and the corrosion resistance of the painted metal preform was examined. 1. Preparation of painted metal shaped material (1) Metal shaped material Plated stainless steel plate, hot-dip Zn-Al-Mg alloy-plated steel plate, hot-dip Al-plated steel plate and molten Al-containing Zn A plated steel sheet was prepared.
- Hot-dip Zn-Al-Mg alloy-plated steel sheet As a hot-dip Zn-Al-Mg alloy-plated steel sheet, a hot-dip Zn-6 mass% Al-3 mass% Mg alloy-plated steel sheet with a coating amount of 45 g / m 2 per side was prepared. .
- the base steel plate was a cold rolled steel plate (SPCC) having a plate thickness of 0.8 mm.
- Hot-dip Al-plated steel sheet As a hot-dip Al-plated steel sheet, a hot-melt Al-9 mass% Si alloy-plated steel sheet with a coating adhesion amount per side of 45 g / m 2 was prepared.
- the base steel plate was a cold rolled steel plate (SPCC) having a plate thickness of 0.8 mm.
- molten Al-containing Zn-plated steel sheet As a molten Al-containing Zn-plated steel sheet, a molten Zn-0.18 mass% Al alloy-plated steel sheet and a molten Zn-55 mass% Al alloy each having a coating adhesion amount of 45 g / m 2 per side. A plated steel sheet was prepared. As the base steel plate, a cold rolled steel plate (SPCC) having a thickness of 0.8 mm was used.
- SPCC cold rolled steel plate
- SF-420 (Daiichi Kogyo Seiyaku Co., Ltd.) was used as the polyurethane resin containing 50% by mass of the polycarbonate unit.
- SF-470 (Daiichi Kogyo Seiyaku Co., Ltd.) was used as the polyurethane resin containing 70% by mass of the polycarbonate unit.
- HUX-386 (ADEKA Corporation) was used as the polyurethane resin containing 80% by mass of the polycarbonate unit.
- a test product prepared by a resin manufacturer was used as the polyurethane resin containing 90% by mass of the polycarbonate unit.
- the resin composition whose polycarbonate unit is 100 mass% was prepared with the following method.
- a polycarbonate plate (Takiron Co., Ltd.) having a thickness of 2.0 mm was cut into about 5 mm squares to obtain polycarbonate pieces.
- 30 g of a polycarbonate piece cut into 200 g of methylene chloride was added, and the mixture was stirred for 3 hours while heating so that the liquid temperature became 40 ° C., thereby dissolving the polycarbonate piece in methylene chloride.
- a resin composition having a polycarbonate unit of 100% by mass was prepared.
- polycarbonate unit-free resin For each of the polycarbonate unit-free resins shown in Table 1, as the polyurethane unit-free polyurethane resin, HUX-232 (ADEKA) or SF-170 (Daiichi Kogyo Seiyaku Co., Ltd.) was used. As the epoxy resin, Adekarange EM-0461N (ADEKA) or Superester E650 (Arakawa Chemical Industries) was used. As the polyolefin resin, Hardren NZ-1005 (Toyobo Co., Ltd.) or MGP 1650 (Maruyoshi Chemical Co., Ltd.) was used. As the phenolic resin, Tamanol E-100 (Arakawa Chemical Industries, Ltd.) or IG-1002 (DIC Corporation) was used.
- PC unit-containing polyurethane resin A Polyurethane resin containing 50% by mass of PC unit (SF-420)
- B 70% by mass PC unit polyurethane resin (SF-470)
- C Polyurethane resin containing 80% by mass of PC unit (HUX-386)
- D 90% by mass of polyurethane resin containing PC unit
- E 100% by mass of PC unit resin composition / PC unit-free resin
- a PC unit-free polyurethane resin (HUX-232)
- b PC unit-free polyurethane resin (SF-170)
- d Epoxy resin (Superester E650)
- e Polyolefin resin (Hardylene NZ-1005)
- f Polyolefin resin (MGP1650)
- g Phenolic resin (Tamanol E-100)
- h Phenolic resin (IG-1002)
- Coating substrate 1 SUS304 2: SUS430 3:
- the prepared painted metal shapes had good corrosion resistance.
- the surface of the metal base material is roughened, the surface of the metal base material cannot be rust-proofed because it is necessary to exert an anchor effect on the molded body of the thermoplastic resin composition.
- the corrosion resistance of the material is poor.
- the coated metal shaped material used in the present invention is excellent in corrosion resistance because a resin film is formed on the surface of the coated substrate.
- Example 2 In Example 2, a composite of a painted metal preform and a molded body of a thermoplastic resin composition was prepared, and the adhesion between the painted metal preform and a molded body of the thermoplastic resin composition was examined.
- thermoplastic resin composition shown in Table 3 was prepared.
- Excelloy CK10G20 (no clear melting point was observed; Techno Polymer Co., Ltd.) was used as the acrylonitrile-butadiene-styrene (ABS) resin composition.
- ABS acrylonitrile-butadiene-styrene
- PET polyethylene terephthalate
- PBT polybutylene terephthalate
- Novaduran 5710F40 melting point 230 ° C .; Mitsubishi Engineer Plastics Co., Ltd.
- Europin GS-2030MR2 (melting point 250 ° C .; Mitsubishi Engineer Plastics Co., Ltd.) was used as the polycarbonate (PC) resin composition.
- PC polycarbonate
- PA polyamide
- PPS polyphenylene sulfide
- Each thermoplastic resin composition contains various fillers shown in Table 3. In addition, a mold shrinkage rate shows the value measured in the flow direction.
- thermoplastic resin composition Joining the molded body of the thermoplastic resin composition (insert molding)
- the coated metal preform was inserted into the injection mold, and the molten thermoplastic resin composition was injected into the injection mold.
- the volume of the portion into which the thermoplastic resin composition flows in the injection mold is 30 mm wide ⁇ 100 mm long ⁇ 4 mm thick, and the coating film, the thermoplastic resin composition, and the region of 30 mm wide ⁇ 30 mm long Are in contact.
- the thermoplastic resin composition was solidified to obtain a composite of a painted metal material and a thermoplastic resin molding.
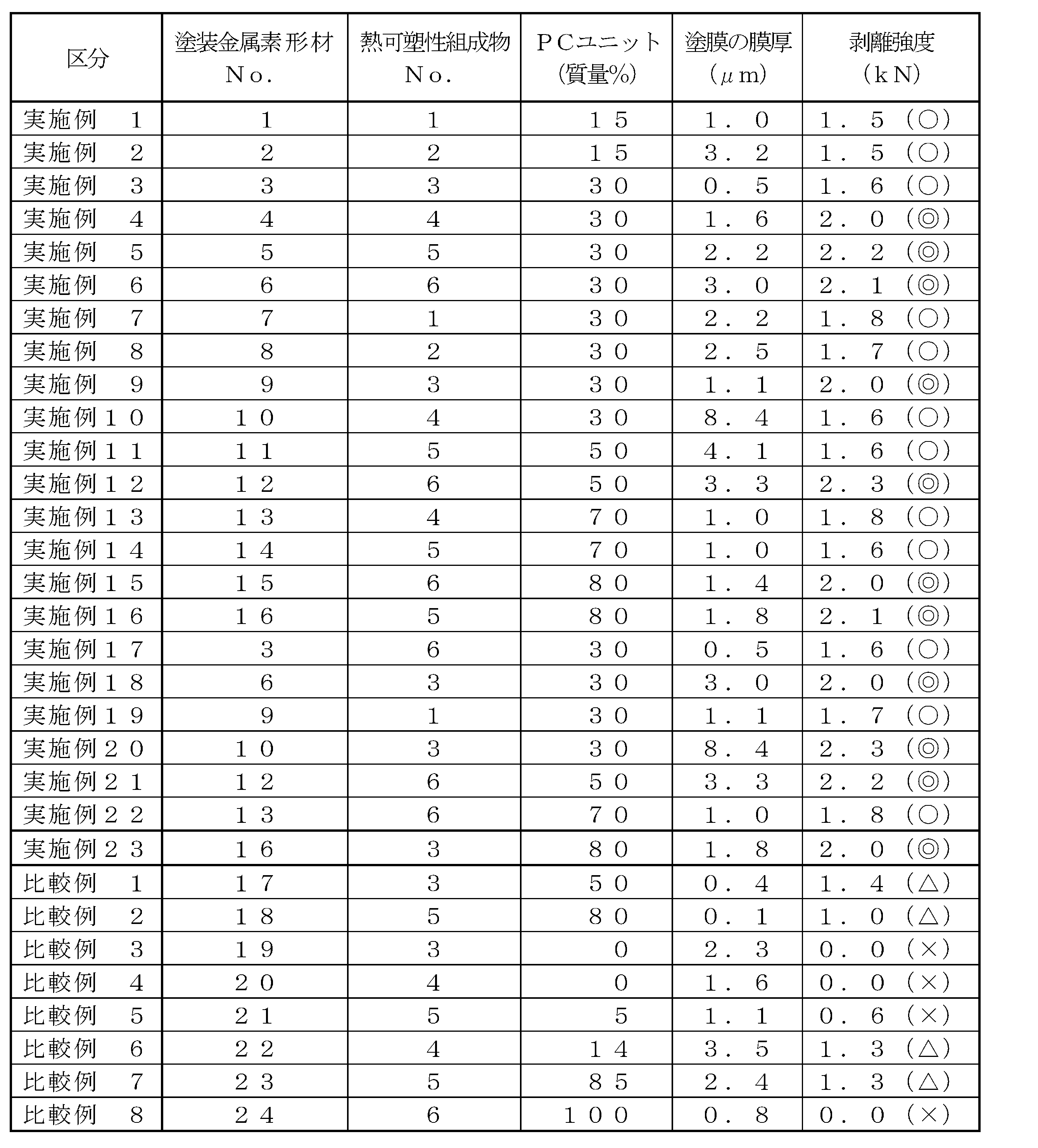
- peel strength The strength (peel strength) when a coated metal base material and a molded body of a thermoplastic resin composition are pulled in the same plane direction at a speed of 100 mm / min and broken. It was measured. When the peel strength is less than 1.0 kN, “x”, when the peel strength is 1.0 kN or more and less than 1.5 kN, “ ⁇ ”, when the peel strength is 1.5 kN or more and less than 2.0 kN The case where “ ⁇ ” and the peel strength was 2.0 kN or more was evaluated as “ ⁇ ”.
- the composite of the present invention is excellent in the adhesion between the molded metal preform and the thermoplastic resin composition, for example, various electronic devices, household appliances, medical devices, automobile bodies, vehicle-mounted products, It is suitably used for building materials.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Materials Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Polymers & Plastics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Inorganic Chemistry (AREA)
- Laminated Bodies (AREA)
- Paints Or Removers (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
[1]金属素形材と、前記金属素形材の表面に形成された塗膜と、を有し、前記塗膜は、ポリカーボネートユニット含有ポリウレタン樹脂を含み、前記塗膜中の樹脂合計質量に対するポリカーボネートユニットの質量の割合は、15~80質量%であり、前記塗膜の膜厚は、0.5μm以上である、塗装金属素形材。
[2]前記塗膜は、Ti、Zr、V、MoおよびWからなる群から選択される金属の酸化物、水酸化物またはフッ化物、あるいはこれらの組み合わせを含む、[1]に記載の塗装金属素形材。
[3][1]または[2]に記載の塗装金属素形材と、前記塗装金属素形材の表面に接合された、熱可塑性樹脂組成物の成形体と、を有する、複合体。
[4]前記熱可塑性樹脂組成物は、アクリルニトリル-ブタジエン-スチレン系樹脂、ポリエチレンテレフタレート系樹脂、ポリブチレンテレフタレート系樹脂、ポリカーボネート系樹脂、ポリアミド系樹脂、ポリフェニレンサルファイド系樹脂またはこれらの組み合わせである、[3]に記載の複合体。
[5]塗装金属素形材と、熱可塑性樹脂組成物の成形体とが接合された複合体の製造方法であって、塗装金属素形材を準備する工程と、前記塗装金属素形材を射出成形金型に挿入する工程と、前記射出成形金型に熱可塑性樹脂組成物を射出して、前記塗装金属素形材の表面に前記熱可塑性樹脂組成物の成形体を接合する工程と、を有し、前記塗装金属素形材は、金属素形材と、前記金属素形材の表面に形成された塗膜とを有し、前記塗膜は、ポリカーボネートユニット含有ポリウレタン樹脂を含み、前記塗膜中の樹脂合計質量に対するポリカーボネートユニットの質量の割合は、15~80質量%であり、前記塗膜の膜厚は、0.5μm以上である、複合体の製造方法。
本発明の塗装金属素形材は、金属素形材と、金属素形材の表面に形成された塗膜とを有する。また、塗装金属素形材は、金属素形材と塗膜との間に化成処理皮膜が形成されていてもよい。以下、塗装金属素形材の各要素について説明する。
塗装基材となる金属素形材の種類は、特に限定されない。金属素形材の例には、冷延鋼板や亜鉛めっき鋼板、Zn-Al合金めっき鋼板、Zn-Al-Mg合金めっき鋼板、Zn-Al-Mg-Si合金めっき鋼板、アルミニウムめっき鋼板、ステンレス鋼板(オーステナイト系、マルテンサイト系、フェライト系、フェライト・マルテンサイト二相系を含む)、アルミニウム板、アルミニウム合金板、銅板などの金属板;金属板のプレス加工品;アルミダイカストや亜鉛ダイカストなどの鋳造や、鍛造、切削加工、粉末冶金などにより成形された各種金属部材などが含まれる。金属素形材は、必要に応じて、脱脂、酸洗などの公知の塗装前処理が施されていてもよい。
前述のように、塗装金属素形材は、金属素形材と塗膜との間に化成処理皮膜が形成されていてもよい。化成処理皮膜は、金属素形材の表面に形成されており、金属素形材に対する塗膜の密着性および金属素形材の耐食性を向上させる。化成処理皮膜は、金属素形材の表面のうち、少なくとも後述する熱可塑性樹脂組成物の成形体と接合する領域(接合面)に形成されていればよいが、通常は金属素形材の表面全体に形成されている。
塗膜は、ポリカーボネートユニット含有ポリウレタン樹脂を含み、金属素形材に対する熱可塑性樹脂組成物の成形体の密着性を向上させる。後述するように、塗膜は、任意成分としてポリカーボネートユニット非含有樹脂をさらに含んでいてもよい。塗膜は、化成処理皮膜と同様に、金属素形材表面のうちの接合面に形成されていればよいが、通常は金属素形材(または化成処理皮膜)の表面全体に形成されている。

本発明の塗装金属素形材の表面に、熱可塑性樹脂組成物の成形体を接合することで複合体を製造することができる。


本発明の複合体の製造方法は、1)塗装金属素形材を準備する第1工程と、2)塗装金属素形材を射出成形金型に挿入する第2工程と、3)塗装金属素形材の表面に熱可塑性樹脂組成物の成形体を接合する第3工程と、を有する。
前述の手順により、塗装金属素形材を準備する。
第2工程では、第1工程で準備した塗装金属素形材を射出成形金型の内部に挿入する。塗装金属素形材は、プレス加工などにより所望の形状に加工されていてもよい。
第3工程では、第2工程で塗装金属素形材を挿入した射出成形金型の内部に、高温の熱可塑性樹脂組成物を高圧で射出する。このとき、射出成形金型にガス抜きを設けて、熱可塑性樹脂組成物が円滑に流れるようにすることが好ましい。高温の熱可塑性樹脂組成物は、塗装金属素形材の表面に形成された塗膜に接触する。射出成形金型の温度は、熱可塑性樹脂組成物の融点近傍であることが好ましい。
実施例1では、塗装金属素形材を作製し、塗装金属素形材の耐食性について調べた。
1.塗装金属素形材の作製
(1)金属素形材
塗装金属素形材の塗装基材として、板状のステンレス鋼板、溶融Zn-Al-Mg合金めっき鋼板、溶融Alめっき鋼板および溶融Al含有Znめっき鋼板を準備した。
ステンレス鋼板として、板厚が0.8mmのSUS304およびSUS430(いずれも2D仕上げ)を準備した。
溶融Zn-Al-Mg合金めっき鋼板として、片面あたりのめっき付着量が45g/m2の溶融Zn-6質量%Al-3質量%Mg合金めっき鋼板を準備した。基材鋼板は、板厚が0.8mmの冷間圧延鋼板(SPCC)を使用した。
溶融Alめっき鋼板として、片面あたりのめっき付着量が45g/m2の溶融Al-9質量%Si合金めっき鋼板を準備した。基材鋼板は、板厚が0.8mmの冷間圧延鋼板(SPCC)を使用した。
溶融Al含有Znめっき鋼板として、片面あたりのめっき付着量がそれぞれ45g/m2の、溶融Zn-0.18質量%Al合金めっき鋼板と、溶融Zn-55質量%Al合金めっき鋼板を準備した。基材鋼板は、いずれも板厚が0.8mmの冷間圧延鋼板(SPCC)を使用した。
樹脂合計質量に対するポリカーボネート(PC)ユニットの質量の割合が表1に示す所定の割合となるように、ポリカーボネートユニット含有樹脂、ポリカーボネートユニット非含有樹脂および各種添加剤を水に添加して、不揮発成分が20%の塗料を調製した(表1参照)。なお、複数種のポリカーボネートユニット非含有樹脂を用いた場合、各ポリカーボネートユニット非含有樹脂が等量となるように配合した。また、塗料には、エッチング剤としてフッ化アンモニウム(森田化学株式会社)を0.5質量%、無機系化合物としてコロダイルシリカ(日産化学株式会社)を2質量%およびリン酸(キシダ化学株式会社)を0.5質量%それぞれ配合した。
表1に示される各ポリカーボネートユニット含有樹脂について、ポリカーボネートユニットを50質量%含有するポリウレタン樹脂は、SF-420(第一工業製薬株式会社)を使用した。ポリカーボネートユニットを70質量%含有するポリウレタン樹脂は、SF-470(第一工業製薬株式会社)を使用した。ポリカーボネートユニットを80質量%含有するポリウレタン樹脂は、HUX-386(株式会社ADEKA)を使用した。ポリカーボネートユニットを90質量%含有するポリウレタン樹脂は、樹脂メーカーが調製した試験品を使用した。また、以下の方法により、ポリカーボネートユニットが100質量%の樹脂組成物を調製した。板厚2.0mmのポリカーボネート板(タキロン株式会社)を約5mm四方に細断して、ポリカーボネート片を得た。塩化メチレン200gに細断したポリカーボネート片30gを加え、液温が40℃となるように加熱しながら3時間攪拌して、ポリカーボネート片を塩化メチレンに溶解させた。この工程により、ポリカーボネートユニットが100質量%の樹脂組成物を調製した。
表1に示される各ポリカーボネートユニット非含有樹脂について、ポリカーボネートユニット非含有ポリウレタン樹脂は、HUX-232(株式会社ADEKA)またはSF-170(第一工業製薬株式会社)を使用した。エポキシ系樹脂は、アデカレンジEM-0461N(株式会社ADEKA)またはスーパーエステルE650(荒川化学工業株式会社)を使用した。ポリオレフィン系樹脂は、ハードレンNZ-1005(東洋紡株式会社)またはMGP1650(丸芳化学株式会社)を使用した。フェノール系樹脂は、タマノルE-100(荒川化学工業株式会社)またはIG-1002(DIC株式会社)を使用した。
塗装原板を液温60℃のアルカリ脱脂水溶液(pH=12)に1分間浸漬して、表面を脱脂した。次いで、脱脂した塗装基材の表面に、塗料をロールコータ-で塗布し、到達板温が150℃となるように、熱風乾燥機で乾燥させて、表1に示す膜厚の塗膜を形成した。

A:PCユニット50質量%含有ポリウレタン樹脂(SF-420)
B:PCユニット70質量%含有ポリウレタン樹脂(SF-470)
C:PCユニット80質量%含有ポリウレタン樹脂(HUX-386)
D:PCユニット90質量%含有ポリウレタン樹脂
E:PCユニット100質量%樹脂組成物・PCユニット非含有樹脂
a:PCユニット非含有ポリウレタン樹脂(HUX-232)
b:PCユニット非含有ポリウレタン樹脂(SF-170)
c:エポキシ系樹脂(アデカレンジEM-0461N)
d:エポキシ系樹脂(スーパーエステルE650)
e:ポリオレフィン系樹脂(ハードレンNZ-1005)
f:ポリオレフィン系樹脂(MGP1650)
g:フェノール系樹脂(タマノルE-100)
h:フェノール系樹脂(IG-1002)・塗装基材
1:SUS304
2:SUS430
3:溶融Zn-6質量%Al-3質量%Mg合金めっき鋼板
4:溶融Al-9質量%Si合金めっき鋼板
5:溶融Zn-0.18質量%Al合金めっき鋼板
6:溶融Zn-55質量%Al合金めっき鋼板
(1)耐食性試験
各塗装金属素形材から試験片(幅30mm×長さ100mm)を切り出し、耐食性試験を実施した。端面をシーリングした各試験片に対して、JIS Z 2371に準拠して35℃のNaCl水溶液を120時間噴霧した。NaCl水溶液を噴霧した後、各塗装金属素形材の表面の白錆発生率により耐食性を評価した。白錆発生率が50面積%以上の場合「×」、白錆発生率が20面積%以上であって50面積%未満の場合「△」、白錆発生率が10面積%以上であって20面積%未満の場合「○」、白錆発生率が10面積%未満の場合「◎」と評価した。
作製した塗装金属素形材の白錆発生率を表2に示す。

実施例2では、塗装金属素形材と熱可塑性樹脂組成物の成形体との複合体を作製し、塗装金属素形材と熱可塑性樹脂組成物の成形体との密着性について調べた。
(1)塗装金属素形材
実施例1の塗装金属素形材No.1~24を作製した。
表3に示される熱可塑性樹脂組成物を準備した。表3に示される各熱可塑性樹脂組成物について、アクリルニトリル-ブタジエン-スチレン(ABS)系樹脂組成物は、エクセロイCK10G20(明確な融点は認められず;テクノポリマー株式会社)を使用した。ポリエチレンテレフタレート(PET)系樹脂組成物は、樹脂メーカー試供品(融点230℃)を使用した。ポリブチレンテレフタレート(PBT)系樹脂組成物は、ノバデュラン5710F40(融点230℃;三菱エンジニアプラスチックス株式会社)を使用した。ポリカーボネート(PC)系樹脂組成物は、ユーロピンGS-2030MR2(融点250℃;三菱エンジニアプラスチックス株式会社)を使用した。ポリアミド(PA)系樹脂組成物は、アミランCM3511G50(融点216℃;東レ株式会社)を使用した。ポリフェニレンサルファイド(PPS)系樹脂組成物は、1130MF1(融点280℃;ポリプラスチックス株式会社)を使用した。各熱可塑性樹脂組成物は、表3に示す各種フィラーを含有している。なお、成型収縮率は、流動方向で測定した値を示す。

射出成形金型に塗装金属素形材を挿入し、溶融状態の熱可塑性樹脂組成物を射出成形金型内に射出した。射出成形金型内の熱可塑性樹脂組成物を流入させる部分の容積は、幅30mm×長さ100mm×厚さ4mmであり、幅30mm×長さ30mmの領域で塗膜と熱可塑性樹脂組成物とが接触している。熱可塑性樹脂組成物を射出成形金型内に射出した後、熱可塑性樹脂組成物を固化させて、塗装金属素形材と熱可塑性樹脂の成形体との複合体を得た。
(1)剥離強度の測定
塗装金属素形材と熱可塑性樹脂組成物の成形体とを同一平面方向に100mm/分の速度で引っ張り、破断したときの強さ(剥離強度)を測定した。剥離強度が1.0kN未満の場合を「×」、剥離強度が1.0kN以上で1.5kN未満の場合を「△」、剥離強度が1.5kN以上であって2.0kN未満の場合を「○」、剥離強度が2.0kN以上の場合を「◎」と評価した。
評価した複合体における剥離強度の測定結果を表4に示す。
Claims (5)
- 金属素形材と、
前記金属素形材の表面に形成された塗膜と、を有し、
前記塗膜は、ポリカーボネートユニット含有ポリウレタン樹脂を含み、
前記塗膜中の樹脂合計質量に対するポリカーボネートユニットの質量の割合は、15~80質量%であり、
前記塗膜の膜厚は、0.5μm以上である、
塗装金属素形材。 - 前記塗膜は、Ti、Zr、V、MoおよびWからなる群から選択される金属の酸化物、水酸化物またはフッ化物、あるいはこれらの組み合わせを含む、請求項1に記載の塗装金属素形材。
- 請求項1に記載の塗装金属素形材と、
前記塗装金属素形材の表面に接合された、熱可塑性樹脂組成物の成形体と、
を有する、複合体。 - 前記熱可塑性樹脂組成物は、アクリルニトリル-ブタジエン-スチレン系樹脂、ポリエチレンテレフタレート系樹脂、ポリブチレンテレフタレート系樹脂、ポリカーボネート系樹脂、ポリアミド系樹脂、ポリフェニレンサルファイド系樹脂またはこれらの組み合わせである、請求項3に記載の複合体。
- 塗装金属素形材と、熱可塑性樹脂組成物の成形体とが接合された複合体の製造方法であって、
塗装金属素形材を準備する工程と、
前記塗装金属素形材を射出成形金型に挿入する工程と、
前記射出成形金型に熱可塑性樹脂組成物を射出して、前記塗装金属素形材の表面に前記熱可塑性樹脂組成物の成形体を接合する工程と、を有し、
前記塗装金属素形材は、金属素形材と、前記金属素形材の表面に形成された塗膜とを有し、
前記塗膜は、ポリカーボネートユニット含有ポリウレタン樹脂を含み、
前記塗膜中の樹脂合計質量に対するポリカーボネートユニットの質量の割合は、15~80質量%であり、
前記塗膜の膜厚は、0.5μm以上である、
複合体の製造方法。
Priority Applications (16)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA 2867987 CA2867987C (en) | 2012-03-30 | 2013-03-26 | Shaped and coated metallic material, composite body produced by bonding shaped and coated metallic material to molded article of thermoplastic resin composition, and method for producing said composite body |
| BR112014023444-2A BR112014023444B1 (pt) | 2012-03-30 | 2013-03-26 | Compósito compreendendo material metálico moldado revestido e artigo moldado e método para produção do mesmo |
| CN201380015344.3A CN104321194B (zh) | 2012-03-30 | 2013-03-26 | 复合体及其制造方法 |
| IN1953MUN2014 IN2014MN01953A (ja) | 2012-03-30 | 2013-03-26 | |
| US14/389,197 US20150056439A1 (en) | 2012-03-30 | 2013-03-26 | Shaped and coated metallic material, composite body produced by bonding shaped and coated metallic material to molded article of thermoplastic resin composition, and method for producing said composite body |
| MX2014011645A MX338071B (es) | 2012-03-30 | 2013-03-26 | Material metalico formado y revestido, cuerpo compuesto producido al unir el material metalico formado y revestido a articulo moldeado de composicion de resina termoplastica, y metodo para producir este cuerpo compuesto. |
| EP13769729.8A EP2832538B1 (en) | 2012-03-30 | 2013-03-26 | Shaped and coated metallic material, composite body produced by bonding shaped and coated metallic material to molded article of thermoplastic resin composition, and method for producing said composite body |
| RU2014139268/05A RU2559455C1 (ru) | 2012-03-30 | 2013-03-26 | Профилированный и покрытый металлический материал, композитное изделие, полученное путем соединения профилированного и покрытого металлического материала с формованным продуктом композиции термопластичной смолы, и способ получения композитного изделия |
| KR1020137033552A KR101368371B1 (ko) | 2012-03-30 | 2013-03-26 | 도장 금속 소형재, 도장 금속 소형재와 열가소성 수지 조성물 성형체가 접합된 복합체, 및 그 제조 방법 |
| NZ631466A NZ631466A (en) | 2012-03-30 | 2013-03-26 | Shaped and coated metallic material, composite body produced by bonding shaped and coated metallic material to molded article of thermoplastic resin composition, and method for producing said composite body |
| ES13769729.8T ES2652605T3 (es) | 2012-03-30 | 2013-03-26 | Material metálico conformado y recubierto, cuerpo compuesto producido al unir el material metálico conformado y recubierto a un artículo moldeado de composición de resina termoplástica, y procedimiento para producir dicho cuerpo compuesto |
| PL13769729T PL2832538T3 (pl) | 2012-03-30 | 2013-03-26 | Kształtowany i powlekany materiał metalowy, element kompozytowy wytworzony przez łączenie kształtowanego i powlekanego materiału metalowego z wyrobem formowanym z kompozycji żywicy termoplastycznej i sposób wytwarzania tego elementu kompozytowego |
| AU2013238696A AU2013238696B2 (en) | 2012-03-30 | 2013-03-26 | Shaped and coated metallic material, composite body produced by bonding shaped and coated metallic material to molded article of thermoplastic resin composition, and method for producing said composite body |
| PH12014502143A PH12014502143B1 (en) | 2012-03-30 | 2014-09-25 | Shaped and coated metallic material, composite body produced by bonding shaped and coated metallic material to molded article of thermoplastic resin composition, and method for producing said composite body |
| AU2015238873A AU2015238873B2 (en) | 2012-03-30 | 2015-10-08 | Shaped and Coated Metallic Material, Composite Body Produced by Bonding Shaped and Coated Metallic Material to Molded Article of Thermoplastic Resin Composition, and Method for Producing said Composite Body |
| US15/001,425 US20160137891A1 (en) | 2012-03-30 | 2016-01-20 | Coated shaped metal material |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012079751 | 2012-03-30 | ||
| JP2012-079751 | 2012-03-30 | ||
| JP2012246469A JP5335126B1 (ja) | 2012-03-30 | 2012-11-08 | 塗装金属素形材と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法 |
| JP2012-246469 | 2012-11-08 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/389,197 A-371-Of-International US20150056439A1 (en) | 2012-03-30 | 2013-03-26 | Shaped and coated metallic material, composite body produced by bonding shaped and coated metallic material to molded article of thermoplastic resin composition, and method for producing said composite body |
| US15/001,425 Continuation US20160137891A1 (en) | 2012-03-30 | 2016-01-20 | Coated shaped metal material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013145712A1 true WO2013145712A1 (ja) | 2013-10-03 |
Family
ID=49259011
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/002039 WO2013145712A1 (ja) | 2012-03-30 | 2013-03-26 | 塗装金属素形材、塗装金属素形材と熱可塑性樹脂組成物の成形体とが接合された複合体、およびその製造方法 |
Country Status (18)
| Country | Link |
|---|---|
| US (2) | US20150056439A1 (ja) |
| EP (2) | EP2832538B1 (ja) |
| JP (1) | JP5335126B1 (ja) |
| KR (1) | KR101368371B1 (ja) |
| CN (2) | CN108284649A (ja) |
| AU (2) | AU2013238696B2 (ja) |
| BR (1) | BR112014023444B1 (ja) |
| CA (1) | CA2867987C (ja) |
| ES (1) | ES2652605T3 (ja) |
| IN (1) | IN2014MN01953A (ja) |
| MX (1) | MX338071B (ja) |
| MY (2) | MY188256A (ja) |
| NZ (2) | NZ715788A (ja) |
| PH (1) | PH12014502143B1 (ja) |
| PL (1) | PL2832538T3 (ja) |
| RU (1) | RU2559455C1 (ja) |
| TW (1) | TWI533992B (ja) |
| WO (1) | WO2013145712A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014159126A (ja) * | 2013-02-20 | 2014-09-04 | Nisshin Steel Co Ltd | 複合体およびその製造方法 |
| WO2015044988A1 (ja) * | 2013-09-30 | 2015-04-02 | 日新製鋼株式会社 | 塗装金属素形材 |
| WO2016072046A1 (ja) * | 2014-11-07 | 2016-05-12 | 日新製鋼株式会社 | 塗装金属帯の製造方法 |
| JP2018020499A (ja) * | 2016-08-04 | 2018-02-08 | 日新製鋼株式会社 | 複合体およびその製造方法 |
| US20180236752A1 (en) * | 2015-02-04 | 2018-08-23 | Nisshin Steel Co., Ltd. | Composite of coated, shaped metal material and cloth containing chemical fibers, and method for manufacturing same |
| WO2020202457A1 (ja) | 2019-04-02 | 2020-10-08 | 日本製鉄株式会社 | 金属-炭素繊維強化樹脂材料複合体 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5335126B1 (ja) * | 2012-03-30 | 2013-11-06 | 日新製鋼株式会社 | 塗装金属素形材と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法 |
| JP6703803B2 (ja) * | 2013-10-31 | 2020-06-03 | 株式会社神戸製鋼所 | 表面処理金属板および金属板複合樹脂成形品 |
| JP6348319B2 (ja) * | 2014-04-07 | 2018-06-27 | 豊田鉄工株式会社 | 金属樹脂複合体の製造方法 |
| JP2016108494A (ja) * | 2014-12-09 | 2016-06-20 | 日新製鋼株式会社 | 金属素形材用処理液 |
| JP6023827B2 (ja) * | 2015-01-29 | 2016-11-09 | 日新製鋼株式会社 | 塗装金属帯の製造方法 |
| JP2016179545A (ja) * | 2015-03-23 | 2016-10-13 | 日新製鋼株式会社 | 塗装Al含有金属素形材、塗装Al含有金属素形材と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法 |
| DE102015016259B4 (de) * | 2015-12-15 | 2018-09-06 | INPRO Innovationsgesellschaft für fortgeschrittene Produktionssysteme in der Fahrzeugindustrie mbH | Verfahren zum Herstellen eines Kunststoff-Metall-Hybridbauteils |
| JP6368733B2 (ja) * | 2016-03-31 | 2018-08-01 | Jfeスチール株式会社 | 耐熱接着性絶縁被膜用組成物および絶縁被膜付き電磁鋼板 |
| US20170341699A1 (en) * | 2016-05-24 | 2017-11-30 | Kawasaki Jukogyo Kabushiki Kaisha | Straddle-type vehicle and external members thereof |
| DE102016116783A1 (de) * | 2016-09-07 | 2018-03-08 | Bernd Gross | Verfahren zum Herstellen oder Wiederherstellen eines Verschleißteils |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004050488A (ja) | 2002-07-17 | 2004-02-19 | Taisei Plas Co Ltd | アルミニューム合金と樹脂の複合体とその製造方法 |
| JP2005119237A (ja) * | 2003-10-20 | 2005-05-12 | Taisei Plas Co Ltd | 耐候性あるアルミニウム合金と樹脂の複合体とその製造方法 |
| JP2005342895A (ja) | 2004-05-31 | 2005-12-15 | Taisei Plas Co Ltd | 金属と樹脂の複合体とその製造方法 |
| JP2006027018A (ja) | 2004-07-14 | 2006-02-02 | Taisei Plas Co Ltd | 金属と樹脂の複合体およびその製造方法 |
| JP2006342395A (ja) * | 2005-06-09 | 2006-12-21 | Toyo Kohan Co Ltd | ハンダ性に優れた樹脂被覆めっき金属板 |
| JP2010030177A (ja) * | 2008-07-30 | 2010-02-12 | Toray Ind Inc | 複合体およびその製造方法 |
| WO2011158516A1 (ja) * | 2010-06-18 | 2011-12-22 | 日新製鋼株式会社 | 化成処理めっき鋼板およびその製造方法 |
| JP2012121196A (ja) * | 2010-12-07 | 2012-06-28 | Toyobo Co Ltd | インサート成型用ポリエステルフィルム |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3619032A1 (de) * | 1986-06-06 | 1987-12-10 | Bayer Ag | Verfahren zur herstellung eines metall-kunststoff-laminates |
| US4692383A (en) * | 1986-07-21 | 1987-09-08 | Ppg Industries, Inc. | Polycarbonate based elastomeric coating compositions |
| JPH0970923A (ja) * | 1995-09-04 | 1997-03-18 | Sumitomo Wiring Syst Ltd | 金属とポリアセタールとの複合体 |
| US5985080A (en) * | 1996-11-11 | 1999-11-16 | Toyo Seikan Kaisha, Ltd. | Process for producing a resin-metal laminate |
| DE19801985C2 (de) * | 1998-01-20 | 2003-07-03 | Mcgavigan John Ltd | Dreidimensional verformbarer, mehrlagiger Schichtstoff und Verarbeitung zu einem Schirmgehäuse |
| JP3555923B2 (ja) * | 1998-04-03 | 2004-08-18 | ソニーケミカル株式会社 | 塩化ビニル被覆鋼板 |
| US6180200B1 (en) * | 1998-06-01 | 2001-01-30 | Dsm N. V. | Cationic and hybrid radiation curable pressure sensitive adhesives for bonding of optical discs |
| JP4324296B2 (ja) * | 1999-02-26 | 2009-09-02 | 新日本製鐵株式会社 | プレス成形性、耐かじり性に優れたアルカリ可溶型潤滑皮膜を形成可能な塗料組成物およびこの組成物を使用した潤滑表面処理金属製品 |
| US20030141490A1 (en) * | 2001-12-21 | 2003-07-31 | Walters Robert W. | Photochromic polymer compositions and articles thereof |
| JP4245853B2 (ja) * | 2002-03-22 | 2009-04-02 | 日本カーバイド工業株式会社 | 水性被覆用組成物 |
| DE10221141B4 (de) * | 2002-05-11 | 2005-07-14 | Huhtamaki Ronsberg, Zweigniederlassung Der Huhtamaki Deutschland Gmbh & Co. Kg | Kunststoffolie |
| JP4184178B2 (ja) * | 2002-07-09 | 2008-11-19 | 株式会社クラレ | 熱可塑性重合体組成物 |
| JP4112378B2 (ja) * | 2003-01-10 | 2008-07-02 | 大成プラス株式会社 | 金属と熱可塑性樹脂組成物の複合体とその製造方法 |
| JP3952197B2 (ja) * | 2003-07-17 | 2007-08-01 | 日本ペイント株式会社 | 金属表面処理方法及び亜鉛めっき鋼板 |
| KR20070114400A (ko) * | 2005-03-24 | 2007-12-03 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 내부식성 금속화 필름 및 이의 제조 방법 |
| JP4750621B2 (ja) * | 2006-05-19 | 2011-08-17 | 三菱樹脂株式会社 | 反射フィルム積層金属体 |
| KR101278773B1 (ko) * | 2006-06-15 | 2013-06-25 | 신닛테츠스미킨 카부시키카이샤 | 피복 강판 |
| US20080020210A1 (en) * | 2006-07-19 | 2008-01-24 | Griffin Patrick J | Metallized multilayered composite |
| JP4971218B2 (ja) * | 2008-02-20 | 2012-07-11 | 三菱樹脂株式会社 | 成形用樹脂シート及び成形体 |
| JPWO2010116650A1 (ja) * | 2009-03-30 | 2012-10-18 | リンテック株式会社 | 太陽電池モジュール用保護シートおよびその製造方法、並びに、太陽電池モジュール |
| JP5429300B2 (ja) * | 2009-10-21 | 2014-02-26 | Nok株式会社 | 複合部材 |
| JP5600416B2 (ja) * | 2009-11-25 | 2014-10-01 | Jfeスチール株式会社 | 表面処理組成物及び表面処理鋼板 |
| CN102300424A (zh) * | 2010-06-28 | 2011-12-28 | 深圳富泰宏精密工业有限公司 | 注射成型制品及其制造方法 |
| EP2602273B1 (en) * | 2010-08-06 | 2019-10-23 | DIC Corporation | Urethane resin composition, coating agent, urethane resin composition for forming surface layer of leather-like sheet, laminate, and leather-like sheet |
| RU2524937C1 (ru) * | 2010-09-02 | 2014-08-10 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Металлический лист c предварительно нанесённым покрытием с превосходной проводимостью и коррозионной стойкостью |
| JP5646298B2 (ja) * | 2010-11-26 | 2014-12-24 | 株式会社Uacj | ポリフェニレンサルファイド材−金属材接合用塗料及びそれを用いて得られた金属材並びにポリフェニレンサルファイド材−金属材接合製品 |
| JP6146961B2 (ja) * | 2011-06-16 | 2017-06-14 | 三菱ケミカル株式会社 | ポリカーボネートジオール含有組成物およびその製造方法、並びにポリカーボネートジオール含有組成物を用いたポリウレタン |
| JP5335126B1 (ja) * | 2012-03-30 | 2013-11-06 | 日新製鋼株式会社 | 塗装金属素形材と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法 |
-
2012
- 2012-11-08 JP JP2012246469A patent/JP5335126B1/ja active Active
-
2013
- 2013-03-26 KR KR1020137033552A patent/KR101368371B1/ko active IP Right Grant
- 2013-03-26 BR BR112014023444-2A patent/BR112014023444B1/pt active IP Right Grant
- 2013-03-26 PL PL13769729T patent/PL2832538T3/pl unknown
- 2013-03-26 EP EP13769729.8A patent/EP2832538B1/en active Active
- 2013-03-26 AU AU2013238696A patent/AU2013238696B2/en active Active
- 2013-03-26 CN CN201810031722.1A patent/CN108284649A/zh active Pending
- 2013-03-26 MY MYPI2018001795A patent/MY188256A/en unknown
- 2013-03-26 US US14/389,197 patent/US20150056439A1/en not_active Abandoned
- 2013-03-26 EP EP17184419.4A patent/EP3263329A1/en not_active Withdrawn
- 2013-03-26 MY MYPI2014702817A patent/MY169180A/en unknown
- 2013-03-26 NZ NZ715788A patent/NZ715788A/en unknown
- 2013-03-26 CN CN201380015344.3A patent/CN104321194B/zh active Active
- 2013-03-26 IN IN1953MUN2014 patent/IN2014MN01953A/en unknown
- 2013-03-26 WO PCT/JP2013/002039 patent/WO2013145712A1/ja active Application Filing
- 2013-03-26 MX MX2014011645A patent/MX338071B/es active IP Right Grant
- 2013-03-26 ES ES13769729.8T patent/ES2652605T3/es active Active
- 2013-03-26 NZ NZ631466A patent/NZ631466A/en unknown
- 2013-03-26 RU RU2014139268/05A patent/RU2559455C1/ru active
- 2013-03-26 CA CA 2867987 patent/CA2867987C/en active Active
- 2013-03-28 TW TW102111166A patent/TWI533992B/zh active
-
2014
- 2014-09-25 PH PH12014502143A patent/PH12014502143B1/en unknown
-
2015
- 2015-10-08 AU AU2015238873A patent/AU2015238873B2/en active Active
-
2016
- 2016-01-20 US US15/001,425 patent/US20160137891A1/en not_active Abandoned
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004050488A (ja) | 2002-07-17 | 2004-02-19 | Taisei Plas Co Ltd | アルミニューム合金と樹脂の複合体とその製造方法 |
| JP2005119237A (ja) * | 2003-10-20 | 2005-05-12 | Taisei Plas Co Ltd | 耐候性あるアルミニウム合金と樹脂の複合体とその製造方法 |
| JP2005342895A (ja) | 2004-05-31 | 2005-12-15 | Taisei Plas Co Ltd | 金属と樹脂の複合体とその製造方法 |
| JP2006027018A (ja) | 2004-07-14 | 2006-02-02 | Taisei Plas Co Ltd | 金属と樹脂の複合体およびその製造方法 |
| JP2006342395A (ja) * | 2005-06-09 | 2006-12-21 | Toyo Kohan Co Ltd | ハンダ性に優れた樹脂被覆めっき金属板 |
| JP2010030177A (ja) * | 2008-07-30 | 2010-02-12 | Toray Ind Inc | 複合体およびその製造方法 |
| WO2011158516A1 (ja) * | 2010-06-18 | 2011-12-22 | 日新製鋼株式会社 | 化成処理めっき鋼板およびその製造方法 |
| JP2012121196A (ja) * | 2010-12-07 | 2012-06-28 | Toyobo Co Ltd | インサート成型用ポリエステルフィルム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2832538A4 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014159126A (ja) * | 2013-02-20 | 2014-09-04 | Nisshin Steel Co Ltd | 複合体およびその製造方法 |
| WO2015044988A1 (ja) * | 2013-09-30 | 2015-04-02 | 日新製鋼株式会社 | 塗装金属素形材 |
| WO2016072046A1 (ja) * | 2014-11-07 | 2016-05-12 | 日新製鋼株式会社 | 塗装金属帯の製造方法 |
| JP2016087571A (ja) * | 2014-11-07 | 2016-05-23 | 日新製鋼株式会社 | 塗装金属帯の製造方法 |
| AU2015344240B2 (en) * | 2014-11-07 | 2017-06-29 | Nisshin Steel Co., Ltd. | Method for producing coated metal strip |
| KR101758849B1 (ko) | 2014-11-07 | 2017-07-17 | 닛신 세이코 가부시키가이샤 | 도장 금속띠의 제조 방법 |
| EP3216528A4 (en) * | 2014-11-07 | 2017-11-08 | Nisshin Steel Co., Ltd. | Method for producing coated metal strip |
| RU2650108C1 (ru) * | 2014-11-07 | 2018-04-09 | Ниссин Стил Ко., Лтд. | Способ изготовления покрытой металлической полосы |
| US20180236752A1 (en) * | 2015-02-04 | 2018-08-23 | Nisshin Steel Co., Ltd. | Composite of coated, shaped metal material and cloth containing chemical fibers, and method for manufacturing same |
| JP2018020499A (ja) * | 2016-08-04 | 2018-02-08 | 日新製鋼株式会社 | 複合体およびその製造方法 |
| WO2020202457A1 (ja) | 2019-04-02 | 2020-10-08 | 日本製鉄株式会社 | 金属-炭素繊維強化樹脂材料複合体 |
| US11667107B2 (en) | 2019-04-02 | 2023-06-06 | Nippon Steel Corporation | Metal-carbon fiber reinforced resin material composite |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5335126B1 (ja) | 塗装金属素形材と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法 | |
| JP5543004B1 (ja) | 塗装金属素形材 | |
| JP5422840B2 (ja) | 塗装金属素形材 | |
| JP6023776B2 (ja) | 塗装金属帯の製造方法 | |
| WO2016152117A1 (ja) | 塗装Al含有金属素形材、塗装Al含有金属素形材と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法 | |
| WO2016092786A1 (ja) | 金属素形材用処理液 | |
| KR101471076B1 (ko) | 도장 금속 소형재 | |
| CN107206752B (zh) | 接合了涂装金属原料型材与包含化学纤维的织物的复合体及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13769729 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20137033552 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2867987 Country of ref document: CA |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013769729 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013769729 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2014/011645 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14389197 Country of ref document: US Ref document number: 2014139268 Country of ref document: RU |
|
| ENP | Entry into the national phase |
Ref document number: 2013238696 Country of ref document: AU Date of ref document: 20130326 Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112014023444 Country of ref document: BR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 112014023444 Country of ref document: BR Kind code of ref document: A2 Effective date: 20140922 |