WO2011048888A1 - ポリエステル繊維およびその製造方法および布帛および繊維製品およびポリエステル成形品 - Google Patents
ポリエステル繊維およびその製造方法および布帛および繊維製品およびポリエステル成形品 Download PDFInfo
- Publication number
- WO2011048888A1 WO2011048888A1 PCT/JP2010/065840 JP2010065840W WO2011048888A1 WO 2011048888 A1 WO2011048888 A1 WO 2011048888A1 JP 2010065840 W JP2010065840 W JP 2010065840W WO 2011048888 A1 WO2011048888 A1 WO 2011048888A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyester
- polyester fiber
- fabric
- ester
- group
- Prior art date
Links
- 229920000728 polyester Polymers 0.000 title claims abstract description 252
- 239000000835 fiber Substances 0.000 title claims abstract description 206
- 239000004744 fabric Substances 0.000 title claims abstract description 198
- 238000000034 method Methods 0.000 title claims abstract description 56
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- -1 salt compound Chemical class 0.000 claims abstract description 99
- 230000000844 anti-bacterial effect Effects 0.000 claims abstract description 45
- 230000001877 deodorizing effect Effects 0.000 claims abstract description 23
- 238000012545 processing Methods 0.000 claims abstract description 22
- 239000002253 acid Substances 0.000 claims abstract description 18
- 229910052751 metal Inorganic materials 0.000 claims abstract description 16
- 239000002184 metal Substances 0.000 claims abstract description 16
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 claims abstract description 12
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 73
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 48
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 47
- 238000010306 acid treatment Methods 0.000 claims description 34
- 239000005871 repellent Substances 0.000 claims description 34
- 230000003373 anti-fouling effect Effects 0.000 claims description 33
- 230000002940 repellent Effects 0.000 claims description 32
- 238000010521 absorption reaction Methods 0.000 claims description 30
- 125000000524 functional group Chemical group 0.000 claims description 24
- 239000007788 liquid Substances 0.000 claims description 22
- 238000012360 testing method Methods 0.000 claims description 20
- 125000003118 aryl group Chemical group 0.000 claims description 16
- 125000001931 aliphatic group Chemical group 0.000 claims description 13
- 230000002378 acidificating effect Effects 0.000 claims description 11
- 125000004435 hydrogen atom Chemical group [H]* 0.000 claims description 10
- 238000005406 washing Methods 0.000 claims description 10
- 241000894006 Bacteria Species 0.000 claims description 9
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 claims description 9
- 229910052717 sulfur Inorganic materials 0.000 claims description 9
- 239000011593 sulfur Substances 0.000 claims description 9
- 239000002131 composite material Substances 0.000 claims description 8
- 241000191967 Staphylococcus aureus Species 0.000 claims description 7
- 125000000217 alkyl group Chemical group 0.000 claims description 6
- 230000003385 bacteriostatic effect Effects 0.000 claims description 6
- 229920001707 polybutylene terephthalate Polymers 0.000 claims description 5
- 239000004721 Polyphenylene oxide Substances 0.000 claims description 4
- 230000001580 bacterial effect Effects 0.000 claims description 4
- 150000002148 esters Chemical class 0.000 claims description 4
- 229920000570 polyether Polymers 0.000 claims description 4
- 239000004753 textile Substances 0.000 claims description 4
- 239000002649 leather substitute Substances 0.000 claims description 3
- 229920002215 polytrimethylene terephthalate Polymers 0.000 claims description 3
- 230000001681 protective effect Effects 0.000 claims description 3
- BDHFUVZGWQCTTF-UHFFFAOYSA-M sulfonate Chemical compound [O-]S(=O)=O BDHFUVZGWQCTTF-UHFFFAOYSA-M 0.000 claims description 2
- XYFCBTPGUUZFHI-UHFFFAOYSA-O phosphonium Chemical compound [PH4+] XYFCBTPGUUZFHI-UHFFFAOYSA-O 0.000 claims 1
- 238000007334 copolymerization reaction Methods 0.000 abstract 1
- 239000000047 product Substances 0.000 description 39
- 238000009940 knitting Methods 0.000 description 32
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 25
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 21
- 239000003795 chemical substances by application Substances 0.000 description 16
- 239000002781 deodorant agent Substances 0.000 description 16
- 238000004043 dyeing Methods 0.000 description 15
- 210000004243 sweat Anatomy 0.000 description 15
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 14
- 230000007935 neutral effect Effects 0.000 description 14
- 230000005588 protonation Effects 0.000 description 11
- 150000001875 compounds Chemical class 0.000 description 10
- 229920001577 copolymer Polymers 0.000 description 10
- 125000000542 sulfonic acid group Chemical group 0.000 description 10
- 238000002788 crimping Methods 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 9
- 239000002759 woven fabric Substances 0.000 description 9
- 239000002202 Polyethylene glycol Substances 0.000 description 8
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 7
- 239000003242 anti bacterial agent Substances 0.000 description 7
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 7
- 239000010410 layer Substances 0.000 description 7
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 6
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- 238000007796 conventional method Methods 0.000 description 6
- 238000007730 finishing process Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 239000000178 monomer Substances 0.000 description 6
- 239000000203 mixture Substances 0.000 description 5
- 230000001588 bifunctional effect Effects 0.000 description 4
- 239000003054 catalyst Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000001771 impaired effect Effects 0.000 description 4
- 229910052708 sodium Inorganic materials 0.000 description 4
- 239000011734 sodium Substances 0.000 description 4
- 238000009987 spinning Methods 0.000 description 4
- WVDDGKGOMKODPV-UHFFFAOYSA-N Benzyl alcohol Chemical compound OCC1=CC=CC=C1 WVDDGKGOMKODPV-UHFFFAOYSA-N 0.000 description 3
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 3
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 3
- 150000007513 acids Chemical class 0.000 description 3
- 229910021529 ammonia Inorganic materials 0.000 description 3
- 229940077388 benzenesulfonate Drugs 0.000 description 3
- SRSXLGNVWSONIS-UHFFFAOYSA-M benzenesulfonate Chemical compound [O-]S(=O)(=O)C1=CC=CC=C1 SRSXLGNVWSONIS-UHFFFAOYSA-M 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 238000009835 boiling Methods 0.000 description 3
- 125000004432 carbon atom Chemical group C* 0.000 description 3
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000009472 formulation Methods 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 229910052744 lithium Inorganic materials 0.000 description 3
- 230000014759 maintenance of location Effects 0.000 description 3
- 229920002620 polyvinyl fluoride Polymers 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 238000001179 sorption measurement Methods 0.000 description 3
- YZTJKOLMWJNVFH-UHFFFAOYSA-N 2-sulfobenzene-1,3-dicarboxylic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1S(O)(=O)=O YZTJKOLMWJNVFH-UHFFFAOYSA-N 0.000 description 2
- QCSIRLGSMWDFMF-UHFFFAOYSA-K 5-sulfonatobenzene-1,3-dicarboxylate tetrabutylphosphanium Chemical compound [O-]C(=O)c1cc(cc(c1)S([O-])(=O)=O)C([O-])=O.CCCC[P+](CCCC)(CCCC)CCCC.CCCC[P+](CCCC)(CCCC)CCCC.CCCC[P+](CCCC)(CCCC)CCCC QCSIRLGSMWDFMF-UHFFFAOYSA-K 0.000 description 2
- BWLOPTUNEMCWSZ-UHFFFAOYSA-K 5-sulfonatobenzene-1,3-dicarboxylate tetraphenylphosphanium Chemical compound [O-]C(=O)c1cc(cc(c1)S([O-])(=O)=O)C([O-])=O.c1ccc(cc1)[P+](c1ccccc1)(c1ccccc1)c1ccccc1.c1ccc(cc1)[P+](c1ccccc1)(c1ccccc1)c1ccccc1.c1ccc(cc1)[P+](c1ccccc1)(c1ccccc1)c1ccccc1 BWLOPTUNEMCWSZ-UHFFFAOYSA-K 0.000 description 2
- DALNSBKXJGCIGM-UHFFFAOYSA-K 5-sulfonatobenzene-1,3-dicarboxylate tributyl(phenyl)phosphanium Chemical compound [O-]C(=O)c1cc(cc(c1)S([O-])(=O)=O)C([O-])=O.CCCC[P+](CCCC)(CCCC)c1ccccc1.CCCC[P+](CCCC)(CCCC)c1ccccc1.CCCC[P+](CCCC)(CCCC)c1ccccc1 DALNSBKXJGCIGM-UHFFFAOYSA-K 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 2
- 238000002441 X-ray diffraction Methods 0.000 description 2
- PTFCDOFLOPIGGS-UHFFFAOYSA-N Zinc dication Chemical compound [Zn+2] PTFCDOFLOPIGGS-UHFFFAOYSA-N 0.000 description 2
- 125000002723 alicyclic group Chemical group 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 150000001340 alkali metals Chemical class 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 125000002029 aromatic hydrocarbon group Chemical group 0.000 description 2
- 235000013361 beverage Nutrition 0.000 description 2
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 125000002091 cationic group Chemical group 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- WOZVHXUHUFLZGK-UHFFFAOYSA-N dimethyl terephthalate Chemical compound COC(=O)C1=CC=C(C(=O)OC)C=C1 WOZVHXUHUFLZGK-UHFFFAOYSA-N 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 2
- 229910021645 metal ion Inorganic materials 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 2
- 229920000747 poly(lactic acid) Polymers 0.000 description 2
- 239000004626 polylactic acid Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 229910052700 potassium Inorganic materials 0.000 description 2
- 239000011591 potassium Substances 0.000 description 2
- CYIDZMCFTVVTJO-UHFFFAOYSA-N pyromellitic acid Chemical compound OC(=O)C1=CC(C(O)=O)=C(C(O)=O)C=C1C(O)=O CYIDZMCFTVVTJO-UHFFFAOYSA-N 0.000 description 2
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- ARCGXLSVLAOJQL-UHFFFAOYSA-N trimellitic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 2
- NLVXSWCKKBEXTG-UHFFFAOYSA-N vinylsulfonic acid Chemical compound OS(=O)(=O)C=C NLVXSWCKKBEXTG-UHFFFAOYSA-N 0.000 description 2
- 239000011800 void material Substances 0.000 description 2
- 238000009941 weaving Methods 0.000 description 2
- BJEPYKJPYRNKOW-REOHCLBHSA-N (S)-malic acid Chemical compound OC(=O)[C@@H](O)CC(O)=O BJEPYKJPYRNKOW-REOHCLBHSA-N 0.000 description 1
- PXGZQGDTEZPERC-UHFFFAOYSA-N 1,4-cyclohexanedicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)CC1 PXGZQGDTEZPERC-UHFFFAOYSA-N 0.000 description 1
- PSABUFWDVWCFDP-UHFFFAOYSA-N 2,2-dimethylheptane Chemical compound CCCCCC(C)(C)C PSABUFWDVWCFDP-UHFFFAOYSA-N 0.000 description 1
- ZRPKEUVFESZUKX-UHFFFAOYSA-N 2-(2-hydroxyethoxy)benzoic acid Chemical compound OCCOC1=CC=CC=C1C(O)=O ZRPKEUVFESZUKX-UHFFFAOYSA-N 0.000 description 1
- ISPYQTSUDJAMAB-UHFFFAOYSA-N 2-chlorophenol Chemical compound OC1=CC=CC=C1Cl ISPYQTSUDJAMAB-UHFFFAOYSA-N 0.000 description 1
- WLPLZSMVVXVBNF-UHFFFAOYSA-M 3,5-bis(2-hydroxyethoxycarbonyl)benzenesulfonate;tetrabutylphosphanium Chemical compound CCCC[P+](CCCC)(CCCC)CCCC.OCCOC(=O)C1=CC(C(=O)OCCO)=CC(S([O-])(=O)=O)=C1 WLPLZSMVVXVBNF-UHFFFAOYSA-M 0.000 description 1
- YRUPCSWZCGCUJC-UHFFFAOYSA-M 3,5-bis(2-hydroxyethoxycarbonyl)benzenesulfonate;tetraphenylphosphanium Chemical compound OCCOC(=O)C1=CC(C(=O)OCCO)=CC(S([O-])(=O)=O)=C1.C1=CC=CC=C1[P+](C=1C=CC=CC=1)(C=1C=CC=CC=1)C1=CC=CC=C1 YRUPCSWZCGCUJC-UHFFFAOYSA-M 0.000 description 1
- FJLXSXDWZGPAON-UHFFFAOYSA-M 3,5-dicarboxybenzenesulfonate;tributyl(ethyl)phosphanium Chemical compound CCCC[P+](CC)(CCCC)CCCC.OC(=O)C1=CC(C(O)=O)=CC(S([O-])(=O)=O)=C1 FJLXSXDWZGPAON-UHFFFAOYSA-M 0.000 description 1
- KIINLFFTVAGQMM-UHFFFAOYSA-M 3-(2-hydroxyethoxycarbonyl)benzenesulfonate;tetraphenylphosphanium Chemical compound OCCOC(=O)C1=CC=CC(S([O-])(=O)=O)=C1.C1=CC=CC=C1[P+](C=1C=CC=CC=1)(C=1C=CC=CC=1)C1=CC=CC=C1 KIINLFFTVAGQMM-UHFFFAOYSA-M 0.000 description 1
- KCTFVMYOPINVSK-UHFFFAOYSA-M 3-methoxycarbonylbenzenesulfonate;tetrabutylphosphanium Chemical compound COC(=O)C1=CC=CC(S([O-])(=O)=O)=C1.CCCC[P+](CCCC)(CCCC)CCCC KCTFVMYOPINVSK-UHFFFAOYSA-M 0.000 description 1
- BSELDXNAHWCMLH-UHFFFAOYSA-L 3-sulfonatobenzoate tetrabutylphosphanium Chemical compound [O-]C(=O)c1cccc(c1)S([O-])(=O)=O.CCCC[P+](CCCC)(CCCC)CCCC.CCCC[P+](CCCC)(CCCC)CCCC BSELDXNAHWCMLH-UHFFFAOYSA-L 0.000 description 1
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical compound C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 1
- JYQJLVPMTBJMTI-UHFFFAOYSA-M 4-(2-hydroxyethoxy)benzenesulfonate;tetrabutylphosphanium Chemical compound OCCOC1=CC=C(S([O-])(=O)=O)C=C1.CCCC[P+](CCCC)(CCCC)CCCC JYQJLVPMTBJMTI-UHFFFAOYSA-M 0.000 description 1
- FQVMIQKRLZHUDJ-UHFFFAOYSA-K 5-sulfonatobenzene-1,3-dicarboxylate tributyl(ethyl)phosphanium Chemical compound CCCC[P+](CC)(CCCC)CCCC.CCCC[P+](CC)(CCCC)CCCC.CCCC[P+](CC)(CCCC)CCCC.[O-]C(=O)c1cc(cc(c1)S([O-])(=O)=O)C([O-])=O FQVMIQKRLZHUDJ-UHFFFAOYSA-K 0.000 description 1
- 239000002028 Biomass Substances 0.000 description 1
- ZPSHZEWZNXUNCU-UHFFFAOYSA-M C(C1=CC=CC=C1)[P+](CCCC)(CCCC)CCCC.C1(=CC=CC=C1)S(=O)(=O)[O-] Chemical compound C(C1=CC=CC=C1)[P+](CCCC)(CCCC)CCCC.C1(=CC=CC=C1)S(=O)(=O)[O-] ZPSHZEWZNXUNCU-UHFFFAOYSA-M 0.000 description 1
- XSKHNLJEVZQCQU-UHFFFAOYSA-L C(CCC)[P+](CCCC)(CCCC)CCCC.C(=O)([O-])C1=CC=C(C2=CC=CC=C12)S(=O)(=O)[O-].C(CCC)[P+](CCCC)(CCCC)CCCC Chemical compound C(CCC)[P+](CCCC)(CCCC)CCCC.C(=O)([O-])C1=CC=C(C2=CC=CC=C12)S(=O)(=O)[O-].C(CCC)[P+](CCCC)(CCCC)CCCC XSKHNLJEVZQCQU-UHFFFAOYSA-L 0.000 description 1
- NDFAPYQDFURLEB-UHFFFAOYSA-L C1(=CC=CC=C1)[P+](C1=CC=CC=C1)(C1=CC=CC=C1)C1=CC=CC=C1.C(=O)([O-])C=1C=C(C=CC1)S(=O)(=O)[O-].C1(=CC=CC=C1)[P+](C1=CC=CC=C1)(C1=CC=CC=C1)C1=CC=CC=C1 Chemical compound C1(=CC=CC=C1)[P+](C1=CC=CC=C1)(C1=CC=CC=C1)C1=CC=CC=C1.C(=O)([O-])C=1C=C(C=CC1)S(=O)(=O)[O-].C1(=CC=CC=C1)[P+](C1=CC=CC=C1)(C1=CC=CC=C1)C1=CC=CC=C1 NDFAPYQDFURLEB-UHFFFAOYSA-L 0.000 description 1
- CJFPMTARSAMKHW-UHFFFAOYSA-L CCCC[P+](C1=CC=CC=C1)(C1=CC=CC=C1)C1=CC=CC=C1.[O-]C(C1=CC(S(O)(=O)=O)=CC(C([O-])=O)=C1)=O.OC(C1=CC(S(O)(=O)=O)=CC(C(O)=O)=C1)=O.C(C1=CC=CC=C1)[P+](C1=CC=CC=C1)(C1=CC=CC=C1)C1=CC=CC=C1 Chemical compound CCCC[P+](C1=CC=CC=C1)(C1=CC=CC=C1)C1=CC=CC=C1.[O-]C(C1=CC(S(O)(=O)=O)=CC(C([O-])=O)=C1)=O.OC(C1=CC(S(O)(=O)=O)=CC(C(O)=O)=C1)=O.C(C1=CC=CC=C1)[P+](C1=CC=CC=C1)(C1=CC=CC=C1)C1=CC=CC=C1 CJFPMTARSAMKHW-UHFFFAOYSA-L 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920001661 Chitosan Polymers 0.000 description 1
- 101150001310 DPH2 gene Proteins 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- BELBBZDIHDAJOR-UHFFFAOYSA-N Phenolsulfonephthalein Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)C2=CC=CC=C2S(=O)(=O)O1 BELBBZDIHDAJOR-UHFFFAOYSA-N 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 229920001283 Polyalkylene terephthalate Polymers 0.000 description 1
- ULUAUXLGCMPNKK-UHFFFAOYSA-N Sulfobutanedioic acid Chemical compound OC(=O)CC(C(O)=O)S(O)(=O)=O ULUAUXLGCMPNKK-UHFFFAOYSA-N 0.000 description 1
- 229920004933 Terylene® Polymers 0.000 description 1
- 239000012773 agricultural material Substances 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- 125000005907 alkyl ester group Chemical group 0.000 description 1
- BJEPYKJPYRNKOW-UHFFFAOYSA-N alpha-hydroxysuccinic acid Natural products OC(=O)C(O)CC(O)=O BJEPYKJPYRNKOW-UHFFFAOYSA-N 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 230000003796 beauty Effects 0.000 description 1
- VEGPYAOWYWDJKW-UHFFFAOYSA-M benzenesulfonate;tetrabutylphosphanium Chemical compound [O-]S(=O)(=O)C1=CC=CC=C1.CCCC[P+](CCCC)(CCCC)CCCC VEGPYAOWYWDJKW-UHFFFAOYSA-M 0.000 description 1
- 235000019445 benzyl alcohol Nutrition 0.000 description 1
- MAAPEMRACZBJAD-UHFFFAOYSA-K benzyl(tributyl)phosphanium 5-sulfonatobenzene-1,3-dicarboxylate Chemical compound [O-]C(=O)c1cc(cc(c1)S([O-])(=O)=O)C([O-])=O.CCCC[P+](CCCC)(CCCC)Cc1ccccc1.CCCC[P+](CCCC)(CCCC)Cc1ccccc1.CCCC[P+](CCCC)(CCCC)Cc1ccccc1 MAAPEMRACZBJAD-UHFFFAOYSA-K 0.000 description 1
- BUDPGRUUAXTNRB-UHFFFAOYSA-K benzyl(triphenyl)phosphanium 5-sulfonatobenzene-1,3-dicarboxylate Chemical compound [O-]C(=O)c1cc(cc(c1)S([O-])(=O)=O)C([O-])=O.C(c1ccccc1)[P+](c1ccccc1)(c1ccccc1)c1ccccc1.C(c1ccccc1)[P+](c1ccccc1)(c1ccccc1)c1ccccc1.C(c1ccccc1)[P+](c1ccccc1)(c1ccccc1)c1ccccc1 BUDPGRUUAXTNRB-UHFFFAOYSA-K 0.000 description 1
- 239000012620 biological material Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- JHPRWPIHJBDGSI-UHFFFAOYSA-K butyl(triphenyl)phosphanium 5-sulfonatobenzene-1,3-dicarboxylate Chemical compound [O-]C(=O)c1cc(cc(c1)S([O-])(=O)=O)C([O-])=O.CCCC[P+](c1ccccc1)(c1ccccc1)c1ccccc1.CCCC[P+](c1ccccc1)(c1ccccc1)c1ccccc1.CCCC[P+](c1ccccc1)(c1ccccc1)c1ccccc1 JHPRWPIHJBDGSI-UHFFFAOYSA-K 0.000 description 1
- 125000002843 carboxylic acid group Chemical group 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000004332 deodorization Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- QICYQWTZZBCCIA-UHFFFAOYSA-L disodium;3,7-bis(methoxycarbonyl)naphthalene-1,5-disulfonate Chemical compound [Na+].[Na+].C1=C(C(=O)OC)C=C(S([O-])(=O)=O)C2=CC(C(=O)OC)=CC(S([O-])(=O)=O)=C21 QICYQWTZZBCCIA-UHFFFAOYSA-L 0.000 description 1
- YGSZNSDQUQYJCY-UHFFFAOYSA-L disodium;naphthalene-1,5-disulfonate Chemical compound [Na+].[Na+].C1=CC=C2C(S(=O)(=O)[O-])=CC=CC2=C1S([O-])(=O)=O YGSZNSDQUQYJCY-UHFFFAOYSA-L 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003344 environmental pollutant Substances 0.000 description 1
- GVBWZHALHMDKQL-UHFFFAOYSA-K ethyl(triphenyl)phosphanium 5-sulfonatobenzene-1,3-dicarboxylate Chemical compound [O-]C(=O)c1cc(cc(c1)S([O-])(=O)=O)C([O-])=O.CC[P+](c1ccccc1)(c1ccccc1)c1ccccc1.CC[P+](c1ccccc1)(c1ccccc1)c1ccccc1.CC[P+](c1ccccc1)(c1ccccc1)c1ccccc1 GVBWZHALHMDKQL-UHFFFAOYSA-K 0.000 description 1
- RZTAMFZIAATZDJ-UHFFFAOYSA-N felodipine Chemical compound CCOC(=O)C1=C(C)NC(C)=C(C(=O)OC)C1C1=CC=CC(Cl)=C1Cl RZTAMFZIAATZDJ-UHFFFAOYSA-N 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000006081 fluorescent whitening agent Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 150000002334 glycols Chemical class 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 239000003230 hygroscopic agent Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000000077 insect repellent Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- ZERIVMMUDSPYOZ-UHFFFAOYSA-M lithium;3,7-bis(methoxycarbonyl)naphthalene-1-sulfonate Chemical compound [Li+].C1=C(C(=O)OC)C=C(S([O-])(=O)=O)C2=CC(C(=O)OC)=CC=C21 ZERIVMMUDSPYOZ-UHFFFAOYSA-M 0.000 description 1
- GGKPBCOOXDBLLG-UHFFFAOYSA-M lithium;3-carboxy-5-sulfobenzoate Chemical compound [Li+].OC(=O)C1=CC(C(O)=O)=CC(S([O-])(=O)=O)=C1 GGKPBCOOXDBLLG-UHFFFAOYSA-M 0.000 description 1
- 239000001630 malic acid Substances 0.000 description 1
- 235000011090 malic acid Nutrition 0.000 description 1
- 239000012567 medical material Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- OKKJLVBELUTLKV-UHFFFAOYSA-N methanol Substances OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 1
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 229960003531 phenolsulfonphthalein Drugs 0.000 description 1
- WVDDGKGOMKODPV-ZQBYOMGUSA-N phenyl(114C)methanol Chemical compound O[14CH2]C1=CC=CC=C1 WVDDGKGOMKODPV-ZQBYOMGUSA-N 0.000 description 1
- 239000005080 phosphorescent agent Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 239000011941 photocatalyst Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 231100000719 pollutant Toxicity 0.000 description 1
- 238000006068 polycondensation reaction Methods 0.000 description 1
- 229920000671 polyethylene glycol diacrylate Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- FJIZBDJKYXYPAE-UHFFFAOYSA-M potassium;3,5-bis(methoxycarbonyl)benzenesulfonate Chemical compound [K+].COC(=O)C1=CC(C(=O)OC)=CC(S([O-])(=O)=O)=C1 FJIZBDJKYXYPAE-UHFFFAOYSA-M 0.000 description 1
- DVBBBJFTGOHNHC-UHFFFAOYSA-M potassium;3,5-dicarboxybenzenesulfonate Chemical compound [K+].OC(=O)C1=CC(C(O)=O)=CC(S([O-])(=O)=O)=C1 DVBBBJFTGOHNHC-UHFFFAOYSA-M 0.000 description 1
- KJNLNBUCZYHGPG-UHFFFAOYSA-M potassium;3,7-bis(methoxycarbonyl)naphthalene-1-sulfonate Chemical compound [K+].C1=C(C(=O)OC)C=C(S([O-])(=O)=O)C2=CC(C(=O)OC)=CC=C21 KJNLNBUCZYHGPG-UHFFFAOYSA-M 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000002040 relaxant effect Effects 0.000 description 1
- 238000009991 scouring Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000001953 sensory effect Effects 0.000 description 1
- 229940077386 sodium benzenesulfonate Drugs 0.000 description 1
- LLHSEQCZSNZLRI-UHFFFAOYSA-M sodium;3,5-bis(methoxycarbonyl)benzenesulfonate Chemical compound [Na+].COC(=O)C1=CC(C(=O)OC)=CC(S([O-])(=O)=O)=C1 LLHSEQCZSNZLRI-UHFFFAOYSA-M 0.000 description 1
- YXTFRJVQOWZDPP-UHFFFAOYSA-M sodium;3,5-dicarboxybenzenesulfonate Chemical compound [Na+].OC(=O)C1=CC(C(O)=O)=CC(S([O-])(=O)=O)=C1 YXTFRJVQOWZDPP-UHFFFAOYSA-M 0.000 description 1
- YGCFNVDNEPLPGM-UHFFFAOYSA-M sodium;3,7-bis(methoxycarbonyl)naphthalene-2-sulfonate Chemical compound [Na+].C1=C(C(=O)OC)C(S([O-])(=O)=O)=CC2=CC(C(=O)OC)=CC=C21 YGCFNVDNEPLPGM-UHFFFAOYSA-M 0.000 description 1
- PXMZGQMCKRIHHE-UHFFFAOYSA-M sodium;3,7-dicarboxynaphthalene-1-sulfonate Chemical compound [Na+].C1=C(C(O)=O)C=C(S([O-])(=O)=O)C2=CC(C(=O)O)=CC=C21 PXMZGQMCKRIHHE-UHFFFAOYSA-M 0.000 description 1
- MZSDGDXXBZSFTG-UHFFFAOYSA-M sodium;benzenesulfonate Chemical compound [Na+].[O-]S(=O)(=O)C1=CC=CC=C1 MZSDGDXXBZSFTG-UHFFFAOYSA-M 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 150000003457 sulfones Chemical class 0.000 description 1
- 125000004434 sulfur atom Chemical group 0.000 description 1
- 230000035900 sweating Effects 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- USFPINLPPFWTJW-UHFFFAOYSA-N tetraphenylphosphonium Chemical class C1=CC=CC=C1[P+](C=1C=CC=CC=1)(C=1C=CC=CC=1)C1=CC=CC=C1 USFPINLPPFWTJW-UHFFFAOYSA-N 0.000 description 1
- 150000003609 titanium compounds Chemical class 0.000 description 1
- 125000003258 trimethylene group Chemical group [H]C([H])([*:2])C([H])([H])C([H])([H])[*:1] 0.000 description 1
- 235000012773 waffles Nutrition 0.000 description 1
- 238000004078 waterproofing Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M16/00—Biochemical treatment of fibres, threads, yarns, fabrics, or fibrous goods made from such materials, e.g. enzymatic
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/04—Materials specially adapted for outerwear characterised by special function or use
- A41D31/30—Antimicrobial, e.g. antibacterial
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/04—Materials specially adapted for outerwear characterised by special function or use
- A41D31/30—Antimicrobial, e.g. antibacterial
- A41D31/305—Antimicrobial, e.g. antibacterial using layered materials
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/253—Formation of filaments, threads, or the like with a non-circular cross section; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/78—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolycondensation products
- D01F6/84—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolycondensation products from copolyesters
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/14—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyester as constituent
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/02—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist
- D02G1/0206—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/44—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads with specific cross-section or surface shape
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/573—Tensile strength
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/12—Patterned fabrics or articles characterised by thread material
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M13/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment
- D06M13/10—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment with compounds containing oxygen
- D06M13/184—Carboxylic acids; Anhydrides, halides or salts thereof
- D06M13/188—Monocarboxylic acids; Anhydrides, halides or salts thereof
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M2101/00—Chemical constitution of the fibres, threads, yarns, fabrics or fibrous goods made from such materials, to be treated
- D06M2101/16—Synthetic fibres, other than mineral fibres
- D06M2101/30—Synthetic polymers consisting of macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M2101/32—Polyesters
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/02—Moisture-responsive characteristics
- D10B2401/021—Moisture-responsive characteristics hydrophobic
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/13—Physical properties anti-allergenic or anti-bacterial
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
- D10B2501/043—Footwear
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/10—Packaging, e.g. bags
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1334—Nonself-supporting tubular film or bag [e.g., pouch, envelope, packet, etc.]
- Y10T428/1345—Single layer [continuous layer]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/2481—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including layer of mechanically interengaged strands, strand-portions or strand-like strips
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2922—Nonlinear [e.g., crimped, coiled, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2929—Bicomponent, conjugate, composite or collateral fibers or filaments [i.e., coextruded sheath-core or side-by-side type]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2973—Particular cross section
- Y10T428/2978—Surface characteristic
Definitions
- the present invention relates to an antibacterial, deodorant and antifouling polyester fiber, a method for producing the same, a fabric, a fiber product, and a polyester molded article.
- antibacterial polyester fibers and antibacterial polyester molded products include those in which inorganic antibacterial agents such as silver ions and zinc ions are kneaded into fibers, molded products, natural antibacterial agents such as chitosan, and inorganic antibacterial agents.
- fibers and molded products that have been applied by post-processing have been proposed (see, for example, Patent Document 1, Patent Document 2, and Patent Document 3).
- the present invention has been made in view of the above-mentioned background, and an object thereof is to provide polyester fibers excellent in antibacterial properties, deodorizing properties and antifouling properties, a method for producing the same, fabrics, fiber products, and polyester molded articles. There is to do.
- polyester is excellent in durability not only in antibacterial properties but also in deodorization and antifouling properties by acidifying polyester fibers.
- the inventors have found that a fiber can be obtained, and have further intensively studied to complete the present invention.
- polyester fiber containing polyester wherein the polyester fiber has a pH of less than 7.0.
- the polyester preferably contains 0.03 to 1.0% by weight of sulfur with respect to the total weight of the polyester.
- the polyester is an ester-forming sulfonic acid metal salt compound represented by the following general formula (1) and / or an ester-forming sulfone represented by the following general formula (2) with respect to all acid components constituting the polyester.
- a polyester obtained by copolymerizing 0.1 mol% or more of an acid phosphonium salt compound is preferable.
- A1 represents an aromatic group or an aliphatic group
- X1 represents an ester-forming functional group
- X2 represents the same or different ester-forming functional group or hydrogen atom as X1
- M represents a metal
- m Indicates a positive integer.
- A2 represents an aromatic group or an aliphatic group
- X3 represents an ester-forming functional group
- X4 represents the same or different ester-forming functional group or hydrogen atom as X3
- R1, R2, R3 and R4 Represents the same or different groups selected from the group consisting of alkyl groups and aryl groups
- n represents a positive integer.
- the polyester fiber has a pH of less than 7.0 after the polyester fiber is washed five times according to the JIS L0217 method.
- the polyester is preferably polyethylene terephthalate, polybutylene terephthalate, polytrimethylene terephthalate, or polyether ester.
- the intrinsic viscosity of the polyester is preferably in the range of 0.15 to 1.5.
- the amount of acidic groups is preferably in the range of 30 to 500 eq / T with respect to the total weight of the polyester.
- the polyester fiber of the present invention it is preferable that the polyester fiber is a core-sheath type composite fiber, and the polyester is arranged in a sheath part of the core-sheath type composite fiber.
- the single fiber cross-sectional shape of a polyester fiber is atypical.
- the polyester fiber is preferably a false twist crimped yarn.
- the polyester fiber is preferably a multifilament having a total fineness of 10 to 200 dtex and a single fiber fineness of 5.0 dtex or less.
- the tensile strength of a polyester fiber is 1.0 cN / dtex or more.
- the antibacterial activity of the polyester fiber is 2 based on the bacteriostatic activity value measured by the bacterial liquid absorption method using Staphylococcus aureus as the JIS L1902 test bacteria after 10 times of washing specified in JIS L0217 method. .2 or more is preferable.
- the deodorizing property of a polyester fiber is 65% or more.
- the antifouling property of a polyester fiber is 3rd grade or more.
- a fabric containing 10% by weight or more of the polyester fiber with respect to the fabric weight.
- the fabric is preferably a multilayer fabric having a multilayer structure.
- the fabric weight is 50 g / m 2 or more.
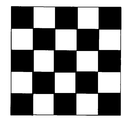
- the water-repellent agent adheres to at least one side of the fabric in a pattern having a portion where at least polygons are continuous at the corners.
- the fabric has a concavo-convex structure on at least one surface, and the water repellent is attached only to the convex portions on only one surface.
- sportswear outdoorwear, raincoat, umbrella, men's clothing, women's clothing, work clothes, protective clothing, artificial leather, footwear, bags, curtains, waterproofing, comprising the above-described fabric.
- Any fiber product selected from the group of seats, tents and car seats is provided.
- an ester-forming phosphonium phosphonium salt compound represented by the following general formula (2) There is provided a method for producing the above polyester fiber, wherein the polyester fiber is subjected to an acid treatment.
- A1 represents an aromatic group or an aliphatic group
- X1 represents an ester-forming functional group
- X2 represents the same or different ester-forming functional group or hydrogen atom as X1
- M represents a metal
- m Indicates a positive integer.
- A2 represents an aromatic group or an aliphatic group
- X3 represents an ester-forming functional group
- X4 represents an ester-forming functional group or a hydrogen atom that is the same as or different from X3, and R1, R2, R3, and R4 Represents the same or different groups selected from the group consisting of alkyl groups and aryl groups
- n represents a positive integer.
- the acid treatment in a treatment bath having a temperature of 70 ° C. or higher.
- the acidic treatment is preferably performed in a treatment bath having a pH of 5.0 or less.
- the tensile strength of the polyester fiber after performing an acid treatment is 0.1 times or more of the tensile strength before an acid treatment.
- the manufacturing method of the said polyester fiber which provides the processing liquid whose pH is less than 7.0 to a polyester fiber is provided.
- polyester molded product containing polyester, wherein the polyester molded product has a pH of less than 7.0.
- polyester fibers excellent in durability, antibacterial properties, deodorizing properties, and antifouling properties a manufacturing method thereof, fabrics, fiber products, and polyester molded products.
- FIG. 10 is a knitting diagram employed in Example 7.
- the polyester fiber of the present invention is a polyester fiber containing polyester, and the pH of the polyester fiber is less than 7.0 (preferably 4.0 to 6.6, more preferably 4.0 to 6.0, particularly preferably Is a polyester fiber of 4.0 to 5.5).
- the polyester fiber of the present invention is surprisingly excellent in antibacterial properties, deodorizing properties and antifouling properties with a good durability due to the pH being less than 7.0.
- the polyester fiber is immersed in water of pH 7.0 (neutral water) at a bath ratio of 1: 5 (weight ratio of polyester fiber to neutral water (polyester fiber: neutral water) 1: 5), After the treatment at a temperature of 120 ° C. for 30 minutes, the polyester fiber is taken out, and the pH of the residual liquid is preferably measured with a commercially available pH meter, which is set as the pH of the polyester fiber.
- a commercially available universal pH test paper is placed on the polyester fiber, and 0.05 to 0.10 cc of pH 7.0 water is dropped on the polyester fiber. Then, the universal pH test paper is pressed against the polyester fiber with a glass rod.
- the pH of the polyester fiber can be measured by visually judging the pH in gray scale from the color transferred from the pH test paper onto the polyester fiber.
- the pH of the polyester fiber can be measured by the method defined in JIS L 1018 6.51.
- the polyester forming the polyester fiber is preferably polyethylene terephthalate, polybutylene terephthalate, or polytrimethylene terephthalate. That is, the polyester is preferably a polyalkylene terephthalate-based polyester having terephthalic acid as the main bifunctional carboxylic acid component and ethylene glycol, trimethylene terylene glycol, tetramethylene glycol or the like as the main glycol component.
- the polyester is a polyether ester having polybutylene terephthalate as a hard segment and polyoxyethylene glycol as a soft segment, and polybutylene terephthalate as a hard segment.
- Polyether ester having oxytetramethylene) glycol as a soft segment may be used.
- the polyester may be material recycled or chemically recycled polyester, or may be a specific phosphorus compound and titanium compound as described in JP-A-2004-270097 and JP-A-2004-212268. Polyester obtained by using a catalyst containing it may be used, or polyethylene terephthalate, polylactic acid, or stereocomplex polylactic acid using a monomer component obtained by using biomass, that is, a biological material as a raw material.
- the polyester may be a polyester in which a part of the terephthalic acid component is replaced with another bifunctional carboxylic acid component and / or a polyester in which a part of the glycol component is replaced with another diol compound. May be.
- examples of the bifunctional carboxylic acid other than terephthalic acid used include isophthalic acid, naphthalene dicarboxylic acid, diphenyldicarboxylic acid, diphenoxyethanedicarboxylic acid, ⁇ -hydroxyethoxybenzoic acid, p-oxybenzoic acid, and adipine.
- examples thereof include aromatic, aliphatic and alicyclic bifunctional carboxylic acids such as acid, sebacic acid and 1,4-cyclohexanedicarboxylic acid.
- diol compounds other than the above glycols include aliphatic, alicyclic and aromatic diol compounds such as cyclohexane-1,4-methanol, neopentyl glycol, bisphenol A and bisphenol S, and polyoxyalkylene glycol. be able to.
- polycarboxylic acids such as trimellitic acid and pyromellitic acid
- polyols such as glycerin, trimethylpropylpropane, and pentaerythritol can be used as long as the polyester is substantially linear.
- the polyester is synthesized by an arbitrary method.
- PET polyethylene terephthalate
- a reaction of terephthalic acid and ethylene oxide to form a glycol ester of terephthalic acid and / or a low polymer thereof, and the reaction product of the first stage is heated under reduced pressure.
- the polycondensation reaction is performed until a desired degree of polymerization is achieved.
- the intrinsic viscosity is preferably within a range of 0.15 to 1.5. If the intrinsic viscosity of the polyester is less than 0.15, the tensile strength of the polyester fiber may be reduced. Conversely, if the intrinsic viscosity of the polyester is greater than 1.5, the productivity when producing polyester fibers may be reduced.
- sulfur (S) is contained in the polyester because the pH of the polyester fiber can be reduced to less than 7.0 by an acid treatment as described later.
- sulfur (S) is preferably contained in an amount of 0.03 to 1.0% by weight based on the total weight of the polyester.
- the pH of the polyester fiber may not be less than 7.0 even if an acid treatment as described below is performed.
- the tensile strength of the polyester fiber may be reduced when an acid treatment as described below is performed.
- ester-forming sulfonic acid group-containing compound is not particularly limited as long as it is a sulfonic acid group-containing compound having an ester-forming functional group.
- the ester-forming sulfonic acid metal salt compound represented by the following general formula (1) An ester-forming sulfonic acid phosphonium salt compound represented by the following general formula (2) is preferred.
- A1 represents an aromatic group or an aliphatic group, preferably an aromatic hydrocarbon group having 6 to 15 carbon atoms or an aliphatic hydrocarbon group having 10 or less carbon atoms. Particularly preferred A1 is an aromatic hydrocarbon group having 6 to 12 carbon atoms, particularly a benzene ring.
- X1 represents an ester-forming functional group, and specific examples thereof include the following formula (3).
- R ′ is a lower alkyl group or phenyl group, a and d are integers of 1 or more, and b is an integer of 2 or more.
- X2 represents an ester-forming functional group or a hydrogen atom that is the same as or different from X1, and is preferably an ester-forming functional group.
- M is an alkali metal or alkaline earth metal, and m is a positive integer. Among them, those in which M is an alkali metal (for example, lithium, sodium or potassium) and m is 1 are preferable.
- ester-forming sulfonic acid metal salt compound represented by the above general formula (1) include sodium 3,5-dicarbomethoxybenzenesulfonate, potassium 3,5-dicarbomethoxybenzenesulfonate, 3, Lithium 5-dicarbomethoxybenzenesulfonate, sodium 3,5-dicarboxybenzenesulfonate, potassium 3,5-dicarboxybenzenesulfonate, lithium 3,5-dicarboxybenzenesulfonate, 3,5-di ( ⁇ -Hydroxyethoxycarbonyl) sodium benzenesulfonate, potassium 3,5-di ( ⁇ -hydroxyethoxycarbonyl) benzenesulfonate, lithium 3,5-di ( ⁇ -hydroxyethoxycarbonyl) benzenesulfonate, 2,6-dicarbo Methoxynaphthalene-4-sulfone Sodium rim, potassium 2,6-dicarbomethoxynaphthalene-4-sulf
- A2 represents an aromatic group or an aliphatic group, and has the same definition as A1 in the general formula (1).
- X3 represents an ester-forming functional group, and is the same as the definition of X1 in the general formula (1).
- X4 represents an ester-forming functional group or a hydrogen atom that is the same as or different from X3, and in the general formula (1). It is the same as the definition of X2.
- R1, R2, R3 and R4 represent the same or different groups selected from the group consisting of alkyl groups and aryl groups.
- n is a positive integer, of which 1 is preferable.
- ester-forming sulfonic acid phosphonium salt compound examples include 3,5-dicarboxybenzenesulfonic acid tetrabutylphosphonium salt, 3,5-dicarboxybenzenesulfonic acid ethyltributylphosphonium salt, and 3,5-dicarboxylate.
- Benzenesulfonic acid benzyltributylphosphonium salt 3,5-dicarboxybenzenesulfonic acid phenyltributylphosphonium salt, 3,5-dicarboxybenzenesulfonic acid tetraphenylphosphonium salt, 3,5-dicarboxybenzenesulfonic acid butyltriphenylphosphonium salt 3,5-dicarboxybenzenesulfonic acid benzyltriphenylphosphonium salt, 3,5-dicarboxybenzenesulfonic acid tetrabutylphosphonium salt, 3,5-dicarboxybenzenesulfonic acid Ethyl tributylphosphonium sulfonate, 3,5-dicarboxybenzenesulfonic acid benzyltributylphosphonium salt, 3,5-dicarboxybenzenesulfonic acid phenyltributylphosphonium salt, 3,5-dicarboxybenzenesulfonic acid
- a fine pore forming agent In the copolymerized polyester polymer, a fine pore forming agent, a cationic dye dyeing agent, an anti-coloring agent, a heat stabilizer, a fluorescent whitening agent, a matte are optionally added within the range not impairing the object of the present invention.
- 1 type (s) or 2 or more types of an agent, a coloring agent, a hygroscopic agent, and inorganic fine particles may be contained.
- each addition time may be arbitrary and both may be added separately or may be mixed previously and added simultaneously.
- the polyester may be a normal pressure cationic dyeable polyester as described in JP-A No. 2009-161693.
- the fiber form of the polyester fiber is not particularly limited, it is a long fiber (multifilament yarn) rather than a short fiber (spun yarn) in order to obtain an excellent antibacterial property and deodorant property by increasing the surface area of the fiber.
- the polyester fiber is a core-sheath type composite fiber
- the copolymer polyester is arranged in the sheath
- polyethylene terephthalate or the like that does not copolymerize the third component is arranged in the core
- the polyester fiber is a side-by-side type It is preferable that a composite fiber is used, and the copolymer polyester is disposed on one side and polyethylene terephthalate or the like that does not copolymerize the third component is disposed on the other side.
- the cross-sectional shape of the single fiber is not particularly limited, but it is triangular, flat, constricted flat with three or more constricted portions, round hollow, triangular hollow, square hollow, H type, W type rather than round cross section.
- An irregular cross-section such as a cross-section with fins (that is, a cross-section other than a round cross-section) is preferable because the surface area of the single fiber increases.
- such a polyester fiber may be subjected to normal air processing, false twist crimp processing, and twisted yarn. In particular, it is preferable to perform false twist crimping to increase the bulk of the polyester fiber and increase the surface area of the fiber to obtain excellent antibacterial and deodorant properties.
- the crimp rate of the false twist crimped yarn is preferably 1% or more. Further, it is obtained by combining a false twist crimped yarn having a torque in the S direction and a false twist crimped yarn having a torque in the Z direction as described in International Publication No. 2008/001920. Or a low-torque composite yarn.
- the single fiber fineness and the number of filaments are preferably as small as the single fiber fineness and as large as the number of filaments in order to obtain excellent antibacterial and deodorant properties by increasing the fiber surface area.
- the single fiber fineness is preferably 5.0 dtex or less (more preferably 0.0001 to 2.5 dtex, still more preferably 0.001 to 1.5 dtex).
- the number of filaments is preferably 30 to 50000 (more preferably 30 to 200). Further, it may be an ultrafine fiber as described in JP-B-7-63438 or a superfine fiber as described in JP2009-024278A.
- the total fineness of the polyester fiber (multiplication of the single fiber fineness and the number of filaments) is preferably 10 to 200 dtex in order to obtain an excellent feel.
- the polyester fiber of the present invention can be produced, for example, by the following production method. That is, an acid treatment is performed on the polyester fiber containing the polyester, which is obtained by copolymerizing the ester-forming sulfonic acid metal salt compound and / or the ester-forming sulfonic acid phosphonium salt compound. According to this method, the ionic part of the ester-forming sulfonic acid metal salt compound and / or the ester-forming sulfonic acid phosphonium salt compound is protonated and the polyester fiber is acidified.
- the polyester fiber is heated to 70 ° C. in a bath prepared with acetic acid, malic acid or the like so that the pH is 5.0 or less (preferably 2.0 to 5.0).
- the immersion may be performed in the above (preferably 80 to 130 ° C., particularly preferably 90 to 130 ° C.) for 20 to 40 minutes.
- the polyester fiber may be immersed in the bath in the form of yarn, or after the fabric is obtained using the polyester fiber, it may be immersed in the bath in the state of the fabric.
- a well-known liquid flow dyeing machine as an installation to use.
- the acid group amount is preferably 30 to 500 eq / T (more preferably 50 to 300 eq / T) with respect to the total weight of the polyester in the fiber.
- the amount of acidic groups is an amount measured by decomposing polyester using benzyl alcohol and titrating the decomposition product with a sodium hydroxide aqueous solution using a microburette.
- the acidic group amount is less than 50 eq / T, the polyester fiber of the present invention may not be able to sufficiently exhibit sufficient deodorant properties, antibacterial properties and antifouling properties.
- the amount of acidic groups exceeds 500 eq / T, there is a case where sufficient strength cannot be maintained. Is not preferable because it becomes impossible.
- the polyester fiber may be subjected to various processes such as dyeing, scouring, relaxing, pre-setting, and final setting in the usual manner before and / or after the acid treatment.
- various processing that provides functions such as brushed processing, water repellent processing, calendar processing, ultraviolet shielding or antistatic agent, antibacterial agent, deodorant agent, insect repellent agent, phosphorescent agent, retroreflective agent, negative ion generator, etc. Additional applications may be applied.
- hydrophilic processing weat absorption processing
- hydrophilic processing 0.25 to 0.50 based on the weight of the fabric by the same bath processing or the like at the time of dyeing a hydrophilic agent such as PEG diacrylate and derivatives thereof or polyethylene terephthalate-polyethylene glycol copolymer. It is preferable to deposit by weight.
- a hydrophilic agent such as PEG diacrylate and derivatives thereof or polyethylene terephthalate-polyethylene glycol copolymer. It is preferable to deposit by weight.
- the polyester fiber thus obtained has excellent antibacterial and deodorizing properties and antifouling properties with excellent durability. Although the mechanism is not yet fully elucidated, it is estimated that bacteria and odor components may be reduced by acidifying polyester fibers.
- the tensile strength of the polyester fiber after the acid treatment is preferably 1.0 cN / dtex or more (more preferably 1.5 to 6.0 cN / dtex). It is preferably 0.1 times or more (more preferably 0.4 to 1 time, particularly preferably 0.5 to 1 time) of the tensile strength of the polyester fiber before the acid treatment.
- the intrinsic viscosity of the polyester, the amount of sulfur contained in the polyester, and the like may be appropriately adjusted.
- the protonation rate of the polyester fiber after the acid treatment is preferably 10% or more (more preferably 20 to 50%).
- Protonation rate (%) (AB) / A ⁇ 100
- A is a functional group concentration obtained by measuring the polyester fiber by fluorescent X-ray analysis
- B is a metal ion concentration obtained by measuring the polyester fiber by raw yarn absorption analysis.
- a processing liquid having a pH of less than 7.0 preferably 5.0 or less, particularly preferably 2.0 to 5.0 for the polyester fiber. Is given.
- the polyester fiber is preferably a polyester fiber made of polyethylene terephthalate.
- the processing liquid having a pH of less than 7.0 one containing an acidic compound containing a sulfonic acid group or a carboxylic acid group is preferable.
- the acidic compound include a vinyl sulfonic acid monomer and a vinyl carboxylic acid monomer.
- the processing liquid may be applied to the polyester fiber in the form of a yarn, or the processing liquid may be applied in the state of the cloth after obtaining the fabric using the polyester fiber.
- a known padding method is preferable.
- the processing liquid contains a compound having a hydrophilic group (for example, polyethylene terephthalate-polyethylene glycol copolymer), the antibacterial property, the deodorizing property, and the antifouling property are not only further improved, but also polyester fiber. In addition, hygroscopicity and antistatic properties are also added. Furthermore, it is also preferable to include a binder resin in the processing liquid.
- a compound having a hydrophilic group for example, polyethylene terephthalate-polyethylene glycol copolymer
- the antibacterial property, the deodorizing property, and the antifouling property are not only further improved, but also polyester fiber.
- hygroscopicity and antistatic properties are also added.
- the polyester fiber of the present invention thus obtained has an excellent antibacterial property, deodorant property and antifouling property with good durability since the fiber pH is less than 7.0.
- the antibacterial property of the polyester fiber is the bacteriostatic activity value measured by the JIS L1902 bacterial liquid absorption method (test bacteria: Staphylococcus aureus) after 10 times of washing specified in JIS L0217 method. It is preferable that it is 2.2 or more.
- the bactericidal activity value measured by the JIS L1902 bacterial liquid absorption method is 0 or more after washing 10 times specified in the JIS L0217 method.
- the deodorizing property of the polyester fiber is preferably 65% or more.
- the deodorizing property is that a 10 cm ⁇ 10 cm square sample is placed in a Tedlar bag containing 3 L of air containing ammonia with an initial concentration of 100 ppm, and the concentration of malodorous components in the Tedlar bag after 2 hours is applied to a detector tube manufactured by GASTEX. And determine the odor adsorption rate from the decrease.
- the antifouling property of the polyester fiber is preferably 3 or higher.
- the antifouling property is measured by the dirt removal test specified in JIS L1919C (using 3 liters of lipophilic pollutant).
- the polyester fabric of the present invention is a fabric using the above polyester fiber.
- the said polyester fiber is 10 weight% or more (more preferably 40 weight% or more, most preferably 100 weight%) with respect to the cloth weight in the cloth.
- the fabric Since the fabric uses the polyester fiber, the fabric is acidified. At that time, the pH of the fabric is preferably less than 7.0 (preferably 4.0 to 6.6, more preferably 4.0 to 6.0, and particularly preferably 4.0 to 5.5). When the pH of the fabric is less than 7.0, the fabric is excellent in antibacterial properties, deodorizing properties and antifouling properties with good durability. That time, The antibacterial property of the fabric is 2.2 or more in terms of the bacteriostatic activity value measured by the JIS L1902 bacteria absorption method (test bacteria: Staphylococcus aureus) after 10 times of washing specified in JIS L0217.
- the deodorizing property of the fabric is preferably 65% or more as measured by the above method.
- the antifouling property of the fabric is preferably a third grade or higher as measured by the above method.
- the fabric was immersed in water of pH 7.0 (neutral water) at a bath ratio of 1: 5 (weight ratio of the fabric to neutral water (fabric: neutral water) 1: 5), and the temperature was 120 ° C.
- the fabric is taken out, and the pH of the residual liquid is preferably measured with a commercially available pH meter, which is set as the pH of the fabric.
- a commercially available universal pH test paper is placed on the fabric, and 0.05 to 0.10 cc of pH 7.0 water is dropped on it. Then, the universal pH test paper is pressed against the fabric with a glass rod, and the universal pH test is performed.
- the pH of the fabric can be measured by visually judging the pH of the color transferred from the paper onto the fabric on a gray scale.
- the pH of the fabric can be measured by the method specified in JIS L 1018 6.51.
- the structure of the fabric is not particularly limited, and may be a woven fabric, a knitted fabric, or a non-woven fabric.
- a three-fold structure such as plain weave, oblique weave, and satin weave, altered structure, altered structure such as altered oblique weaving, single double structure such as vertical double weave, weft double weave
- Examples are vertical pile weaves such as warp velvet, towels and velours, and weave pile weaves such as benjin, weft velvet, velvet and cole.
- the textile fabric which has these woven structures can be woven by a normal method using normal looms, such as a rapier loom and an air jet loom.
- the number of layers is not particularly limited and may be a single layer or a woven fabric having a multilayer structure of two or more layers.
- the type of knitted fabric may be a weft knitted fabric or a fresh knitted fabric.
- Preferred examples of the weft knitting structure include flat knitting, rubber knitting, double-sided knitting, pearl knitting, tuck knitting, float knitting, one-sided knitting, lace knitting, bristle knitting, and the like.
- Preferred examples include single atlas knitting, double cord knitting, half tricot knitting, back hair knitting, jacquard knitting and the like.
- the knitting can be knitted by a normal method using a normal knitting machine such as a circular knitting machine, a flat knitting machine, a tricot knitting machine, and a Raschel knitting machine.
- the number of layers is not particularly limited and may be a single layer or a knitted fabric having a multilayer structure of two or more layers.
- the fabric it is also preferable to increase the water absorption due to capillary action by making the fabric a multi-layered woven or knitted fabric of two or more layers, changing the single fiber fineness of the fibers constituting each layer, or changing the density. is there.
- the fabric has a multilayer structure and the polyester fiber is disposed in a layer located on the skin side (back side) during use.
- the fabric weight is preferably larger in order to obtain excellent antibacterial and deodorant properties, and is preferably 50 g / m 2 or more (more preferably 100 to 250 g / m 2 ).
- the warp cover factor and the weft cover factor are both 500 to 5000 (more preferably 500 to 2500) in order to obtain excellent antibacterial and deodorant properties.
- the cover factor CF in the present invention is represented by the following formula.
- Warp cover factor CF p (DWp / 1.1) 1/2 ⁇ MWp
- Weft cover factor CF f (DWf / 1.1) 1/2 ⁇ MWf
- DW p is the total warp fineness (dtex)
- MW p is the warp weave density (main / 2.54 cm)
- DW f is the total weft fineness (dtex)
- MW f is the weft weave density (main /2.54 cm) .
- the water repellent may be attached to both sides of the fabric, but is preferably attached only to one side.
- the water repellent is attached to only one surface because the soft texture is hardly impaired.
- the penetration degree of the water repellent in the thickness direction of the fabric is preferably 1/2 or less (more preferably 1/5 or less) of the thickness from the surface provided with the water repellent.
- the pattern having at least a portion where the polygons are continuous at the corners has a portion where the polygons are in contact with each other at the corners, as schematically shown in FIG. It is a pattern.
- water such as sweat diffuses in the thickness direction through the island-shaped non-water-repellent portion.
- almost no water remains on the surface to which the water repellent is applied, so that the wet feeling is reduced.
- the polygons are in point contact at the corners, there is no possibility that the soft texture is impaired.
- the polygon is preferably a quadrangle or a triangle.
- the length of one side of the polygon is preferably in the range of 0.5 to 2.0 mm (more preferably 0.7 to 1.5 mm). Even if the length is smaller than 0.5 mm or larger than 2.0 mm, the wettability may not be sufficiently reduced because the water absorption is lowered.
- the area ratio of the coated portion is preferably in the range of 30 to 85% (more preferably 40 to 70%). If the area ratio of the coated portion is less than 30%, water may spread in the surface direction during water absorption, and the wet feeling may not be sufficiently reduced. On the contrary, if the area ratio of the coated part is larger than 85%, not only the water absorption is lowered, but there is a possibility that the soft texture is impaired.
- the said application part area ratio is shown by a following formula.
- Application part area ratio (%) (application part area) / ((application part area) + (non-application part area)) ⁇ 100
- the polygons are connected at the corners, and 30% or more (preferably 50%) of the polygons are corners with other polygons. It is preferable that they are connected with each other. Further, the polygon only needs to have a substantially polygonal shape, and the sides of the polygon may be curved.
- the fabric has a concavo-convex structure on at least one surface of the fabric, and the water repellent adheres only to the convex portion of only one surface.
- the fabric it is preferable to obtain a fabric having not only excellent antibacterial properties, deodorizing properties and antifouling properties but also less wetness.
- the structure of the fabric may be a fabric having an uneven structure on only one surface and a flat structure on the other surface, or a fabric having an uneven structure on both surfaces. . Further, it may be a normal mesh fabric having a gap.
- the surface By attaching a water repellent agent only to the convex portion of one surface, the surface is positioned on the skin side and used as a garment. In the case of a fabric, it does not feel wet because it is absorbed by the other surface through the void portion) or easily falls from the convex portion to which the water repellent is attached. At the same time, since the water repellent is only locally attached, the soft texture of the woven or knitted fabric is not impaired.
- a specific embodiment of a fabric having a concavo-convex structure on at least one surface of the fabric and having a water repellent attached only to the convex portions on only one surface will be described below.
- the first aspect is a fabric in which the fabric is a mesh-like fabric, the water repellent is attached only to one surface, and the water repellent is not attached to the other surface.
- the mesh fabric may be a normal mesh fabric having a void ratio of 2 to 95% (more preferably 20 to 60%) compared to the area of the fabric surface.
- the penetration degree of the water repellent in the thickness direction of the fabric is preferably 1/2 or less (more preferably 1/5 or less) of the thickness from the surface to which the water repellent is applied.
- the second aspect is a knitted fabric in which the fabric is a waffle-shaped knitted fabric and the water repellent is attached only to the convex portion on one surface.
- the waffle knitted fabric is, for example, a knitted fabric knitted according to the knitting diagram of FIG. 3 of JP-A-2006-249610, and is a knitted fabric having a concavo-convex structure on only one surface or both surfaces.
- the water repellent agent is preferably attached only to the convex portion on one surface.
- the third aspect is a knitted fabric in which the woven knitted fabric is a double ripple knitted fabric, and the water repellent is attached only to the convex portion on one surface.
- the double ripple knitted fabric is, for example, a knitted fabric knitted according to the knitting diagram shown in FIG. 2 of Japanese Patent No. 3420083, and is a knitted fabric having a concavo-convex structure on only one surface or both surfaces.
- the water repellent agent adheres only to the convex portion on one surface.
- the fourth aspect is a woven fabric in which the woven or knitted fabric is a weft double woven fabric, and the water repellent is attached only to the convex portion on one side.
- the weft double woven fabric is, for example, a woven fabric according to the weaving diagram shown in FIG. 1 of Japanese Patent No. 3420083, and is a woven fabric having a concavo-convex structure on one side or both sides.
- the water repellent agent adheres only to the convex portion on one surface.
- the fabric was knitted and woven using the polyester fiber containing the polyester, which was obtained by copolymerizing an ester-forming sulfonic acid metal salt compound and / or an ester-forming sulfonic acid phosphonium salt compound. Then, after the fabric is knitted and woven using the above-mentioned acid treatment method or polyester fibers such as polyethylene terephthalate fibers, the fabric has a pH of less than 7.0 (preferably 5.0 or less, particularly Preferably, the method of applying the working fluid of 2.0 to 5.0) is used.
- the textile product of the present invention is a sportswear, outdoor wear, raincoat, umbrella, men's clothing, women's clothing, work clothing, protective clothing, artificial leather, footwear, heels, curtains using the above-described fabric.
- the reason why the antibacterial property, deodorant property and antifouling property are excellent in durability has not been clarified yet, but since the polyester fibers are acidified, It is estimated that it is because it is difficult to breed.
- the molded article of the present invention is a polyester molded article containing polyester, and the pH of the polyester molded article is less than 7.0 (preferably 4.0 to 6.6, more preferably 4.0 to 6). 0.0, particularly preferably 4.0 to 5.5).
- the polyester molded article of the present invention is surprisingly excellent in antibacterial properties, deodorizing properties and antifouling properties with a good durability because the pH is less than 7.0.
- the polyester molded product is in water of pH 7.0 (neutral water) and the bath ratio is 1: 5 (the weight ratio of the polyester molded product to neutral water is (polyester molded product: neutral water) 1: 5).
- the polyester molded product is taken out, and the pH of the residual liquid is measured with a commercially available pH meter, and this is preferably used as the pH of the polyester molded product.
- Place a commercially available all-purpose pH test paper on the polyester molded article hang 0.05 to 0.10 cc of pH 7.0 water on it, and then press the universal pH test paper against the polyester molded article with a glass rod.
- the pH of the polyester molded product can be measured by visually judging the pH on a gray scale from the color transferred from the universal pH test paper onto the polyester molded product. Furthermore, the pH of the polyester molded product can be measured by the method specified in JIS L 1018 6.51.
- the polyester formed by copolymerizing the ester-forming sulfonic acid metal salt compound and / or the ester-forming sulfonic acid phosphonium salt compound as described above is used as a method of setting the pH of the polyester molded article to less than 7.0.
- the polyester molded product may be subjected to an acid treatment, or a processing liquid having a pH of less than 7.0 may be applied to the polyester molded product.
- the molded product of the present invention includes injection molded products, extruded molded products, vacuum molded products, compressed air molded products, blow molded products, and the like. Specifically, pellets, fibers, fiber structures that are composites of fibers and other materials, films, sheets, three-dimensional structures, and the like are included.
- molded products include beverage bottle products, display film materials (liquid crystal, plasma, organic EL), cards (IC cards, ID cards, RFID, etc.), automotive film materials (interior and exterior, electronic components), Laminate cans for beverages and foods, shrink packaging, retorts and pouches, materials for environmentally friendly plastic trays, films for semiconductors, medical materials and photocatalysts, face masks for beauty, touch panels, membrane switches, various housings, gears, gears, etc. Electrical / electronic parts, building materials, civil engineering materials, agricultural materials, automobile parts (interior and exterior parts, etc.), daily parts, and the like.
- Each measured value is a value measured by the following method.
- Sulfur (S) amount (wt%) Polyester fiber 5gr was melted on a heated hot plate to form a flat plate. Subsequently, sulfur atoms in the plate molded by the fluorescent X-ray method were quantified using a Rigaku fluorescent X-ray spectroscopic analyzer ZSX100e type.
- pH of polyester fiber (fabric) The sample was immersed in water of pH 7.0 (neutral water) at a bath ratio of 1: 5 (the weight ratio of the sample to neutral water was (sample: neutral water) 1: 5), and the temperature was 30 at 120 ° C.
- Protonation rate (AB) / A ⁇ 100
- A is a functional group concentration measured by fluorescent X-ray analysis of the polyester fiber
- B is a metal ion concentration measured by raw yarn absorption analysis of the polyester fiber.
- the test yarn was wound around a measuring machine having a circumference of 1.125 m to prepare a skein with a dryness of 3333 dtex.
- the skein is suspended from a hanging nail of the scale plate, an initial load of 6 g is applied to the lower part thereof, and a length L0 of the skein when a load of 600 g is further applied is measured.
- the load is removed from the skein, the scale plate is removed from the hanging nail, and the skein is immersed in boiling water for 30 minutes to develop crimps.
- the skein after the boiling water treatment is taken out from the boiling water, the moisture contained in the skein is absorbed and removed by a filter paper, and air-dried at room temperature for 24 hours.
- the air-dried skein is hung on a hanging nail of the scale plate, a load of 600 g is applied to the lower part, the skein length L1a is measured after 1 minute, the load is removed from the skein, and the skein after 1 minute.
- the length L2a is measured.
- the crimp rate (CP) of the test filament yarn was calculated by the following formula.
- CP (%) ((L1a ⁇ L2a) / L0) ⁇ 100 (11)
- Tensile strength and tensile strength retention of polyester fiber The tensile strength of the polyester fiber after the acid treatment was measured by the method defined in JIS L1013 7.5. Moreover, the retention rate of the tensile strength of the polyester fiber after performing an acidic process was computed by the following formula.
- Tensile strength retention (Tensile strength of polyester fiber after acid treatment) / (Tensile strength of polyester fiber before acid treatment) (12) Wet feeling First, 0.3 cc of water is placed on an acrylic plate, and a woven or knitted fabric cut into a 10 cm square is placed on the acrylic plate while applying a load of 2.9 mN / cm 2 (0.3 gf / cm 2 ). After sufficiently absorbing water in the woven or knitted fabric for 30 seconds, the woven or knitted fabric absorbed in water was placed on a total of 10 panelists' upper arms for 5 men and women, and the sensory evaluation of the wet feeling was performed.
- the evaluation was made on the basis of a wet feeling, and was evaluated in four levels, that is, a minimum (best), a small, a medium, and a large.
- the amount of water of 0.3 ml placed on the acrylic plate was a sufficient amount to wet and spread over the entire 10 cm square fabric.
- (13) Water absorption It measured by the test method regarding the water absorption speed of JIS L1018A method (drop method). The time for one drop of water dropped on the horizontal sample surface to be absorbed is shown.
- Example 1 Polyethylene terephthalate obtained by copolymerizing 1.5 mol% of 5-sodium sulfoisophthalic acid as an ester-reactive sulfonic acid group-containing compound with respect to all acid components constituting polyethylene terephthalate, using a spinneret having a discharge hole having a triangular cross section Is spun and drawn by a conventional method, and then subjected to a known false twist crimping process to produce a polyethylene terephthalate false twist crimped yarn having a crimp rate of 13% (total fineness 84 dtex / 72 fil, single fiber cross-sectional shape: triangular cross section) )
- the knitted fabric was subjected to an acid treatment by being immersed in a bath adjusted to pH 4.8 with acetic acid at a temperature of 130 ° C. for 30 minutes.
- the knitted fabric was subjected to a usual dyeing finishing process with a sweat absorption treatment in a bath at the time of dyeing.
- a hydrophobizing agent polyethylene terephthalate-polyethylene glycol copolymer
- the basis weight is 200 g / m 2 , and as shown in Table 1, the pH of the knitted fabric (fabric) is low (acidified) even after washing five times due to an appropriate protonation rate, It had excellent antibacterial, deodorant and antifouling properties.
- Example 2 Polyethylene terephthalate obtained by copolymerizing 2.5 mol% of 5-sodium sulfoisophthalic acid as an ester-reactive sulfonic acid group-containing compound with respect to all acid components constituting polyethylene terephthalate, using a spinneret having a discharge hole having a round cross section After spinning and drawing, a known false twist crimping process is carried out to obtain a 15% crimped polyethylene terephthalate false twisted crimped yarn (total fineness of 84 dtex / 36 fil, single fiber cross section: round cross section) )
- the knitted fabric was subjected to an acid treatment by immersing the knitted fabric in a bath adjusted to pH 4.5 with acetic acid at a temperature of 130 ° C. for 30 minutes.
- the knitted fabric was subjected to a usual dyeing finishing process with a sweat absorption treatment in a bath at the time of dyeing.
- a hydrophobizing agent polyethylene terephthalate-polyethylene glycol copolymer
- the basis weight is 210 g / m 2 , and as shown in Table 1, the pH of the knitted fabric (fabric) is low (acidified) even after 5 washes due to an appropriate protonation rate, It had excellent antibacterial, deodorant and antifouling properties.
- the evaluation results are shown in Table 1.
- Example 3 Using a spinneret having a discharge hole having a round cross section, polyethylene terephthalate obtained by copolymerizing 4.0 mol% of 5-tetra-n-butylphosphonium sulfoisophthalic acid with respect to all acid components constituting polyethylene terephthalate is obtained by a conventional method. After spinning and drawing, a known false twist crimping process was performed to obtain a polyethylene terephthalate false twist crimped yarn (total fineness: 167 dtex / 144 fil, single fiber cross-sectional shape: round cross section) with a crimp rate of 8%. .
- the polyethylene terephthalate false twisted crimped yarn 50% by weight and normal polyethylene terephthalate (polyethylene terephthalate not copolymerized with the third component) false twist
- a knitted fabric having a smooth circular knitted fabric structure was knitted by knitting 50% by weight of crimped yarn (total fineness: 167 dtex / 144 fil).
- the knitted fabric was subjected to an acid treatment by being immersed in a bath adjusted to pH 4.3 with acetic acid at a temperature of 130 ° C. for 30 minutes.
- the knitted fabric was subjected to a usual dyeing finishing process with a sweat absorption treatment in a bath at the time of dyeing.
- a hydrophobizing agent polyethylene terephthalate-polyethylene glycol copolymer
- the basis weight is 150 g / m 2 , and as shown in Table 1, the pH of the knitted fabric (fabric) is low (acidified) and excellent even after 5 washes due to an appropriate protonation rate. It had antibacterial, deodorant, and antifouling properties.
- the evaluation results are shown in Table 1.
- Example 4 Polyethylene terephthalate obtained by copolymerizing 4.5 mol% of 5-tetra-n-butylphosphonium sulfoisophthalic acid with respect to all acid components constituting polyethylene terephthalate is disposed in the sheath (S part), while the core (C Part) using ordinary polyethylene terephthalate (polyethylene terephthalate which is not copolymerized with the third component), and the weight ratio thereof is 7: 3.
- S part sheath
- C Part ordinary polyethylene terephthalate
- the weight ratio thereof is 7: 3.
- the knitted fabric was subjected to an acid treatment by immersing the knitted fabric in a bath adjusted to pH 3.8 with acetic acid at a temperature of 130 ° C. for 30 minutes.
- the knitted fabric was subjected to a usual dyeing finishing process with a sweat absorption treatment in a bath at the time of dyeing.
- a hydrophobizing agent polyethylene terephthalate-polyethylene glycol copolymer
- the basis weight is 150 g / m 2 , and as shown in Table 1, the pH of the knitted fabric (fabric) is low (acidified) and excellent even after 5 washes due to an appropriate protonation rate. It had antibacterial, deodorant, and antifouling properties.
- the evaluation results are shown in Table 1.
- Example 5 Polyethylene terephthalate obtained by copolymerizing 2.5 mol% of 5-sodiumsulfoisophthalic acid as an ester-reactive sulfonic acid group-containing compound with respect to all acid components constituting polyethylene terephthalate, after spinning and drawing a round section yarn by a conventional method Then, a known false twist crimping process was performed to obtain a polyethylene terephthalate false twist crimped yarn (total fineness: 84 dtex / 36 fil) having a crimp rate of 15%.
- total fineness 84 dtex / 36 fil 40% by weight of the polyethylene terephthalate false twisted crimped yarn (total fineness 84 dtex / 36 fil) is used on the back side of the knitted fabric, and the usual polyethylene terephthalate (the third component is copolymerized).
- An unwoven polyethylene terephthalate) false twist crimped yarn (total fineness 84 dtex / 72 fil) 60% by weight was used on the front side, and a knitted fabric having a knitted piece side knotted circular knitted fabric structure was knitted.
- the knitted fabric was subjected to an acid treatment by immersing the knitted fabric in a bath adjusted to pH 4.5 with acetic acid at a temperature of 130 ° C. for 30 minutes.
- the knitted fabric was subjected to a usual dyeing finishing process with a sweat absorption treatment in a bath at the time of dyeing.
- a hydrophobizing agent polyethylene terephthalate-polyethylene glycol copolymer
- the basis weight is 250 g / m 2 , and as shown in Table 1, the pH of the knitted fabric (fabric) is low (acidified) even after 5 washes due to an appropriate protonation rate, It had excellent antibacterial, deodorant and antifouling properties.
- the evaluation results are shown in Table 1.
- Example 1 In Example 1, it carried out similarly to Example 1 except not giving an acidic treatment.
- the basis weight is 200 g / m 2 , and as shown in Table 2, the knitted fabric is neutral (pH 7.0 for both L0 and L5) and has antibacterial properties, deodorizing properties, and antifouling properties. Both were insufficient.
- the evaluation results are shown in Table 2.
- Example 2 a knitted fabric having a smooth circular knitted fabric structure is knitted using only ordinary polyethylene terephthalate (polyethylene terephthalate not copolymerized with the third component) false twisted crimped yarn (total fineness 84 dtex / 72 fil). The procedure was the same as in Example 2 except that.
- the basis weight is 200 g / m 2 , and as shown in Table 2, the knitted fabric is neutral (pH 7.0 for both L0 and L5) and has antibacterial properties, deodorizing properties, and antifouling properties. Both were insufficient.
- the evaluation results are shown in Table 2.
- Example 6 On one side of the knitted fabric obtained in Example 1, a checkered check pattern shown in FIG. 1 (square size 1 mm ⁇ 1 mm, applied so that the treatment liquid having the following formulation is applied in an amount of about 15 g / m 2 . (Part area ratio 50%) was applied by a gravure transfer method, then dried at 120 ° C. and then subjected to a dry heat treatment at 160 ° C. for 45 seconds.
- Composition of treatment liquid ⁇ Water 91.6% by weight ⁇ Fluorine water repellent 8% by weight ("Asahi Guard AG710" manufactured by Asahi Glass Co., Ltd.) ⁇ Melamine binder resin 0.3% by weight (Sumitomo Chemical Co., Ltd.
- Example 7 Polyethylene terephthalate obtained by copolymerizing 1.5 mol% of 5-sodium sulfoisophthalic acid as an ester-reactive sulfonic acid group-containing compound with respect to all acid components constituting polyethylene terephthalate, using a spinneret having a discharge hole having a round cross section Is spun and drawn by a conventional method, and then subjected to a known false twist crimping process to produce a false twist crimped yarn A having a crimp rate of 13% (total fineness 84 dtex / 24 fil, single fiber cross-sectional shape: round cross section) Got.
- the knitted fabric was subjected to an acid treatment by being immersed in a bath adjusted to pH 4.8 with acetic acid at a temperature of 130 ° C. for 30 minutes.
- the knitted fabric was subjected to a usual dyeing finishing process with a sweat absorption treatment in a bath at the time of dyeing.
- a hydrophobizing agent polyethylene terephthalate-polyethylene glycol copolymer
- a hydrophobizing agent polyethylene terephthalate-polyethylene glycol copolymer
- a treatment liquid having the following formulation was applied only to the convex portion by a gravure transfer method so as to have an application amount of about 20 g / m 2 , and then dried at 135 ° C.
- a dry heat treatment was performed at 160 ° C. for 45 seconds.
- composition of treatment liquid ⁇ Water 91.6% by weight ⁇ Fluorine water repellent 8% by weight ("Asahi Guard AG710" manufactured by Asahi Glass Co., Ltd.) ⁇ 0.3% by weight of melamine binder resin (Sumitomo Chemical "Sumitex Resin M-3" contact angle 67.5 degrees) ⁇ Catalyst 0.1% by weight (Sumitex Accelerator ACX)
- the height of the convex portion was 0.3 mm, and the water absorption was less than 1 second.
- Example 8 Polyethylene terephthalate false twisted crimping process with a 15% crimp rate by spinning and stretching polyethylene terephthalate by a conventional method using a spinneret having a discharge hole with a round cross section and then applying a known false twist crimping process. A yarn (total fineness: 84 dtex / 36 fil, single fiber cross section: round cross section) was obtained.
- the polyethylene terephthalate false twist crimped yarn (total fineness: 84 dtex / 36 fil) is knitted to knit a knitted fabric having a smooth circular knitted fabric structure. The method was dyed.
- the knitted fabric was padded with a processing solution (pH 4.0) having the following formulation, dried at a temperature of 110 ° C. for 1 minute, and then subjected to a steam treatment (temperature of 100 ° C., 10 minutes).
- a processing solution pH 4.0
- ⁇ Vinyl sulfonic acid monomer 1% by weight ⁇ Vinyl carboxylic acid monomer 0.5% by weight
- the basis weight was 200 g / m 2
- the pH of the knitted fabric (fabric) was pH 6.5 for both L0 and L5.
- the bacteriostatic activity value was 2.2 or more (pass), and the bactericidal activity value was 0 or more (pass).
- the ammonia deodorizing property was 80%, and the texture was good.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biochemistry (AREA)
- Microbiology (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
- Artificial Filaments (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Multicomponent Fibers (AREA)
Abstract
Description
式(1)

式(2)

式(1)

式(2)

2 凹部
3 凸部に付着した撥水剤
4 試料
本発明のポリエステル繊維は、ポリエステルを含むポリエステル繊維であって、該ポリエステル繊維のpHが7.0未満(好ましくは4.0~6.6、より好ましくは4.0~6.0、特に好ましくは4.0~5.5)のポリエステル繊維である。本発明のポリエステル繊維は、pHが7.0未満であることにより、驚くべきことに、抗菌性および消臭性および防汚性に耐久性よく優れる。
式(1)
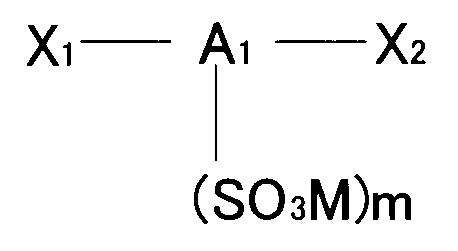

式(3)
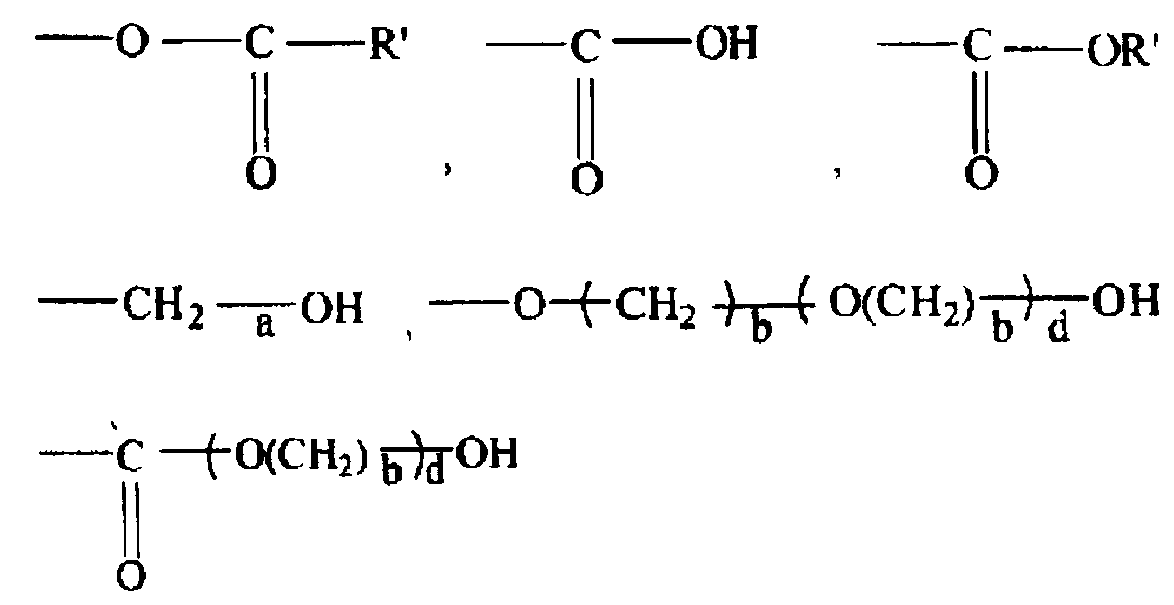
プロトン化率(%)=(A-B)/A×100
Aはポリエステル繊維を蛍光X線分析により測定した官能基濃度であり、Bはポリエステル繊維を原糸吸光分析により測定した金属イオン濃度である。
布帛の抗菌性としては、JIS L0217法に規定された洗濯を10回行った後において、JIS L1902 菌液吸収法(供試菌:黄色ブドウ球菌)で測定した静菌活性値で2.2以上であることが好ましい。また、JIS L0217法に規定された洗濯を10回行った後において、JIS L1902 菌液吸収法(供試菌:黄色ブドウ球菌)で測定した殺菌活性値で0以上であることが好ましい。また、布帛の消臭性としては、前記の方法で測定して65%以上であることが好ましい。また、布帛の防汚性としては前記の方法で測定して3級以上であることが好ましい。
経糸カバーファクターCFp=(DWp/1.1)1/2×MWp
緯糸カバーファクターCFf=(DWf/1.1)1/2×MWf
[DWpは経糸総繊度(dtex)、MWpは経糸織密度(本/2.54cm)、DWfは緯糸総繊度(dtex)、MWfは緯糸織密度(本/2.54cm)である。]
前記の布帛において、特開2005-336633号公報に記載されているように、布帛の少なくとも片面に、少なくとも多角形が角部で連続する部分を有するパターンで撥水剤が付着していると、抗菌性および消臭性および防汚性に優れるだけでなく、ぬれ感の少ない布帛が得られ好ましい。
塗布部面積比率(%)=(塗布部面積)/((塗布部面積)+(非塗布部面積))×100
なお、前記パターンにおいて、少なくとも多角形同士が角部でつながっている個所があればよく、多角形の全個数のうち30%以上(好ましくは50%)の多角形が他の多角形と角部でつながっていることが好ましい。また、多角形もほぼ多角形の形状をしておればよく、多角形の辺が曲線になっていてもさしつかえない。
ポリエステル繊維5grを加熱したホットプレート上で溶融させ、平板プレートを成形した。次いでリガク社蛍光X線分光分析装置ZSX100e型を用いて、蛍光X線法により成形したプレート中のイオウ原子を定量した。
(2)ポリエステル繊維(布帛)のpH
試料をpH7.0の水(中性水)に、浴比1:5(試料と中性水との重量比が(試料:中性水)1:5)で浸漬し、温度120℃で30分間処理した後、試料を取り出し、残液のpHを市販のpHメータ(株式会社アタゴ製、型式DPH-2)で測定し、これをポリエステル繊維(布帛)のpHとした。なお、洗濯前(L0)と、JIS L0217法に規定された洗濯を5回行った後(L5)について測定した。
(3)プロトン化率
下記式によりプロトン化率を算出した。
プロトン化率(%)=(A-B)/A×100
ただし、Aはポリエステル繊維を蛍光X線分析により測定した官能基濃度であり、Bはポリエステル繊維を原糸吸光分析により測定した金属イオン濃度である。
(4)酸性基量(eq/T)
酸性処理を施した後のポリエステル繊維を、ベンジルアルコールを用いて分解し、この分解物を0.02Nの水酸化ナトリウム水溶液でフェノールレッドを指示薬として滴定し、1ton当たりの等量を求めた。
(5)固有粘度
酸性処理を施した後のポリエステル繊維を100℃、60分間、オルトクロロフェノールに溶解した希薄溶液を35℃でウデローデ粘度計を用いて測定した値から求めた。
(6)布帛の目付
JIS L 1096により布帛の目付(g/m2)を測定した。
(7)ポリエステル繊維(布帛)の抗菌性
試料をJIS L0217法に規定された洗濯を10回行った後(L10)において、JIS L1902 菌液吸収法(供試菌:黄色ブドウ球菌)で静菌活性値および殺菌活性値を測定した。静菌活性値としては、2.2以上を合格(○)とし、2.2未満を不合格(×)とした。また、殺菌活性値としては、0以上を合格(○)とし、0未満を不合格(×)とした。
(8)ポリエステル繊維(布帛)の消臭性
初期濃度100ppmのアンモニアを含む空気3Lが入ったテドラーバッグに、10cm×10cmの正方形の試料を入れ、2時間後のテドラーバッグ内の悪臭成分濃度をガステックス社製検知管にて測定し、下記式のように減少量から臭気吸着率を求めた。
臭気吸着率(%)=(当初の悪臭成分濃度-2時間後の悪臭成分濃度)/(当初の悪臭成分濃度)×100
(9)ポリエステル繊維(布帛)の防汚性
JIS L1919C(親油性汚染物質3 使用)に規定された汚れの落ちやすさ試験で防汚性を測定した。
(10)捲縮率
供試糸条を、周長が1.125mの検尺機のまわりに巻きつけて、乾繊度が3333dtexのかせを調製した。前記かせを、スケール板の吊り釘に懸垂して、その下部分に6gの初荷重を付加し、さらに600gの荷重を付加したときのかせの長さL0を測定する。その後、直ちに、前記かせから荷重を除き、スケール板の吊り釘から外し、このかせを沸騰水中に30分間浸漬して、捲縮を発現させる。沸騰水処理後のかせを沸騰水から取り出し、かせに含まれる水分をろ紙により吸収除去し、室温において24時間風乾する。この風乾されたかせを、スケール板の吊り釘に懸垂し、その下部分に、600gの荷重をかけ、1分後にかせの長さL1aを測定し、その後かせから荷重を外し、1分後にかせの長さL2aを測定する。供試フィラメント糸条の捲縮率(CP)を、下記式により算出した。
CP(%)=((L1a-L2a)/L0)×100
(11)ポリエステル繊維の引張強さおよび引張強さ保持率
酸性処理を施した後のポリエステル繊維の引張強さをJIS L1013 7.5に規定された方法で測定した。また、酸性処理を施した後のポリエステル繊維の引張強さの保持率を下記式により算出した。
引張強さ保持率=(酸性処理後のポリエステル繊維の引張強さ)/(酸性処理前のポリエステル繊維の引張強さ)
(12)ぬれ感
まず、アクリル板上に水0.3ccをおき、10cm四角に裁断した織編物をその上にのせ、2.9mN/cm2(0.3gf/cm2)の荷重をかけながら30秒間織編物に十分吸水させた後、男女各5名ずつ計10名のパネラー上腕部にその吸水させた織編物をのせ、ぬれ感の官能評価を行った。評価は、ぬれ感の点で極少(最良)、少、中、大の4段階に評価した。なお、アクリル板上においた0.3mlの水量は、10cm角の布帛全面にぬれ拡がるに十分な量であった。
(13)吸水性
JIS L1018A法(滴下法)の吸水速度に関する試験方法により測定した。水平な試料面に滴下された1滴の水滴が吸収される時間を示した。
三角断面の吐出孔を有する紡糸口金を使用し、ポリエチレンテレフタレートを構成する全酸成分に対してエステル反応性スルホン酸基含有化合物として5-ナトリウムスルホイソフタル酸を1.5モル%共重合したポリエチレンテレフタレートを常法により紡糸、延伸した後、公知の仮撚捲縮加工を施すことにより、捲縮率13%のポリエチレンテレフタレート仮撚捲縮加工糸(総繊度84dtex/72fil、単繊維断面形状:三角断面)を得た。
丸断面の吐出孔を有する紡糸口金を使用し、ポリエチレンテレフタレートを構成する全酸成分に対してエステル反応性スルホン酸基含有化合物として5-ナトリウムスルホイソフタル酸を2.5モル%共重合したポリエチレンテレフタレートを常法により紡糸、延伸した後、公知の仮撚捲縮加工を施すことにより、捲縮率15%のポリエチレンテレフタレート仮撚捲縮加工糸(総繊度84dtex/36fil、単繊維断面形状:丸断面)を得た。
丸断面の吐出孔を有する紡糸口金を使用し、ポリエチレンテレフタレートを構成する全酸成分に対して5-テトラ-n-ブチルホスホニウムスルホイソフタル酸を4.0モル%共重合したポリエチレンテレフタレートを常法により紡糸、延伸した後、公知の仮撚捲縮加工を施すことにより、捲縮率8%のポリエチレンテレフタレート仮撚捲縮加工糸(総繊度167dtex/144fil、単繊維断面形状:丸断面)を得た。
鞘部(S部)にポリエチレンテレフタレートを構成する全酸成分に対して5-テトラ-n-ブチルホスホニウムスルホイソフタル酸を4.5モル%共重合したポリエチレンテレフタレートを配し、一方、芯部(C部)に通常のポリエチレンテレフタレート(第3成分を共重合していないポリエチレンテレフタレート)を使用し、それらの重量比率を7:3として、丸断面の芯鞘型複合繊維を紡糸、延伸した後、公知の仮撚捲縮加工を施すことにより、捲縮率3%のポリエチレンテレフタレート仮撚捲縮加工糸(総繊度84dtex/72fil)を得た。
ポリエチレンテレフタレートを構成する全酸成分に対してエステル反応性スルホン酸基含有化合物として5-ナトリウムスルホイソフタル酸を2.5モル%共重合したポリエチレンテレフタレートを常法により丸断面糸を紡糸、延伸した後、公知の仮撚捲縮加工を施すことにより、捲縮率15%のポリエチレンテレフタレート仮撚捲縮加工糸(総繊度84dtex/36fil)を得た。

実施例1において、酸性処理を施さないこと以外は実施例1と同様にした。得られた編地において、目付は200g/m2であり、表2に示すように、編地は中性(L0、L5ともにpH7.0)であり、抗菌性、消臭性、防汚性いずれも不十分であった。評価結果を表2に示す。
実施例2において、通常のポリエチレンテレフタレート(第3成分を共重合していないポリエチレンテレフタレート)仮撚捲縮加工糸(総繊度84dtex/72fil)のみを用いてスムース丸編地組織を有する編地を編成すること以外は実施例2と同様にした。

実施例1で得られた編地の片面に、下記の処方からなる処理液を約15g/m2の塗布量となるよう、図1に示す市松格子状パターン(四角形のサイズ1mm×1mm、塗布部面積比率50%)でグラビア転写方式にて塗布し、その後、120℃で乾燥した後、160℃で45秒の乾熱処理を行った。
[処理液の組成]
・水 91.6重量%
・フッ素系撥水剤 8重量%
(旭硝子(株)製「アサヒガードAG710」)
・メラミン系バインダー樹脂 0.3重量%
(住友化学(株)製「スミテックス レジンM-3」 接触角67.5度)
・触媒 0.1重量%
(スミテックス アクセレーター ACX)
得られた編地において、ぬれ感少、吸水性0.4秒、風合いはソフトであった。
丸断面の吐出孔を有する紡糸口金を使用し、ポリエチレンテレフタレートを構成する全酸成分に対してエステル反応性スルホン酸基含有化合物として5-ナトリウムスルホイソフタル酸を1.5モル%共重合したポリエチレンテレフタレートを常法により紡糸、延伸した後、公知の仮撚捲縮加工を施すことにより、捲縮率13%の仮撚捲縮加工糸A(総繊度84dtex/24fil、単繊維断面形状:丸断面)を得た。
[処理液の組成]
・水 91.6重量%
・フッ素系撥水剤 8重量%
(旭硝子(株)製「アサヒガードAG710」)
・メラミン系バインダー樹脂0.3重量%
(住友化学(株)製「スミテックス レジンM-3」接触角67.5度)
・触媒 0.1重量%
(スミテックス アクセレーター ACX)
得られた編地において、凸部の高さ0.3mm、吸水性1秒未満であった。
丸断面の吐出孔を有する紡糸口金を使用し、ポリエチレンテレフタレートを常法により紡糸、延伸した後、公知の仮撚捲縮加工を施すことにより、捲縮率15%のポリエチレンテレフタレート仮撚捲縮加工糸(総繊度84dtex/36fil、単繊維断面形状:丸断面)を得た。
・ビニルスルホン酸モノマー 1重量%
・ビニルカルボン酸モノマー 0.5重量%
・エチレングリコールモノマー 1重量%
・触媒 0.5重量%
・水 97重量%
得られた編地において、目付は200g/m2であり、編地(布帛)のpHは、L0、L5ともにpH6.5であった。また、静菌活性値は2.2以上(合格)であり、殺菌活性値で0以上(合格)であった。また、アンモニア消臭性は80%であり、風合いは良好であった。
Claims (28)
- ポリエステルを含むポリエステル繊維であって、該ポリエステル繊維のpHが7.0未満であることを特徴とするポリエステル繊維。
- 前記ポリエステルにおいて、硫黄が全ポリエステル重量に対して0.03~1.0重量%含まれている、請求項1に記載のポリエステル繊維。
- 前記ポリエステルが、ポリエステルを構成する全酸成分に対して、下記一般式(1)で表わされるエステル形成性スルホン酸金属塩化合物および/または下記一般式(2)で表わされるエステル形成性スルホン酸ホスホニウム塩化合物を0.1モル%以上共重合したポリエステルである、請求項1に記載のポリエステル繊維。
式(1)

式(2)

- ポリエステル繊維をJIS L0217法に規定された洗濯を5回行った後において、ポリエステル繊維のpHが7.0未満である、請求項1に記載のポリエステル繊維。
- 前記ポリエステルが、ポリエチレンテレフタレートまたはポリブチレンテレフタレートまたはポリトリメチレンテレフタレートまたはポリエーテルエステルである、請求項1に記載のポリエステル繊維。
- 前記ポリエステルの固有粘度が0.15~1.5の範囲内である、請求項1に記載のポリエステル繊維。
- 酸性基量が全ポリエステル重量に対して30~500eq/Tの範囲内である、請求項1に記載のポリエステル繊維。
- ポリエステル繊維が芯鞘型複合繊維であり、前記ポリエステルが芯鞘型複合繊維の鞘部に配されてなる、請求項1に記載のポリエステル繊維。
- ポリエステル繊維の単繊維断面形状が異型である、請求項1に記載のポリエステル繊維。
- ポリエステル繊維が仮撚捲縮加工糸である、請求項1に記載のポリエステル繊維。
- ポリエステル繊維が、総繊度10~200dtex、単繊維繊度5.0dtex以下のマルチフィラメントである、請求項1に記載のポリエステル繊維。
- ポリエステル繊維の引張強さが1.0cN/dtex以上である、請求項1に記載のポリエステル繊維。
- ポリエステル繊維の抗菌性が、JIS L0217法に規定された洗濯を10回行った後において、JIS L1902 供試菌として黄色ブドウ球菌を用いた菌液吸収法で測定した静菌活性値で2.2以上である、請求項1に記載のポリエステル繊維。
- ポリエステル繊維の消臭性が65%以上である、請求項1に記載のポリエステル繊維。
- ポリエステル繊維の防汚性が3級以上である、請求項1に記載のポリエステル繊維。
- 請求項1に記載のポリエステル繊維を、布帛重量に対して10重量%以上含む布帛。
- 布帛が、多層構造を有する多層構造布帛である、請求項16に記載の布帛。
- 布帛の目付が50g/m2以上である、請求項16に記載の布帛。
- 布帛の少なくとも片面に、少なくとも多角形が角部で連続する部分を有するパターンで撥水剤が付着してなる、請求項16に記載の布帛。
- 少なくとも一方の面に凹凸構造を有する布帛であって、一方のみの面の凸部にのみ撥水剤が付着している、請求項16に記載の布帛。
- 請求項16に記載の布帛を用いてなる、スポーツウエア、アウトドアウエア、レインコート、傘地、紳士衣服、婦人衣服、作業衣、防護服、人工皮革、履物、鞄、カーテン、防水シート、テント、カーシートの群より選ばれるいずれかの繊維製品。
- 下記一般式(1)で表わされるエステル形成性スルホン酸金属塩化合物および/または下記一般式(2)で表わされるエステル形成性スルホン酸ホスホニウム塩化合物を共重合したポリエステルを含むポリエステル繊維に酸性処理を施す、請求項1に記載のポリエステル繊維の製造方法。
式(1)

式(2)
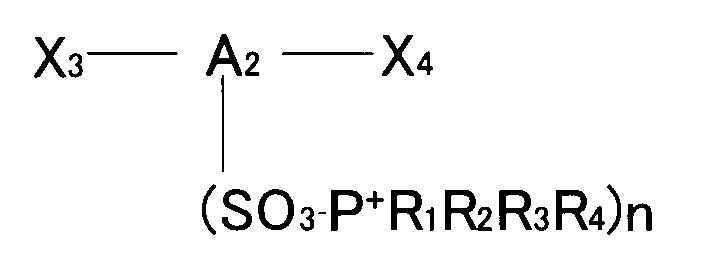
- 前記酸性処理を温度70℃以上の処理浴で行う、請求項22に記載のポリエステル繊維の製造方法。
- 前記酸性処理を、pHが5.0以下の処理浴で行う、請求項22に記載のポリエステル繊維の製造方法。
- 酸性処理を施した後のポリエステル繊維の引張強さが酸性処理前の引張強さの0.1倍以上である、請求項22に記載のポリエステル繊維の製造方法。
- 前記酸性処理の後、ポリエステル繊維に親水加工を施す、請求項22に記載のポリエステル繊維の製造方法。
- ポリエステル繊維に、pHが7.0未満の加工液を付与する、請求項1に記載のポリエステル繊維の製造方法。
- ポリエステルを含むポリエステル成形品であって、該ポリエステル成形品のpHが7.0未満であることを特徴とするポリエステル成形品。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201080047503.4A CN102575414B (zh) | 2009-10-20 | 2010-09-14 | 聚酯纤维及其制造方法、布帛、纤维制品、聚酯成形品 |
| CA2777511A CA2777511C (en) | 2009-10-20 | 2010-09-14 | Polyester fiber, method for producing the same, cloth, textile product, and polyester formed article |
| JP2011537178A JP5758807B2 (ja) | 2009-10-20 | 2010-09-14 | ポリエステル繊維およびその製造方法および布帛および繊維製品 |
| US13/502,266 US9334608B2 (en) | 2009-10-20 | 2010-09-14 | Polyester fiber, method for producing the same, cloth, textile product, and polyester formed article |
| EP10824739.6A EP2492390B1 (en) | 2009-10-20 | 2010-09-14 | Polyester fibers, process for production of the polyester fibers, cloth, and fiber product |
| ES10824739.6T ES2674571T3 (es) | 2009-10-20 | 2010-09-14 | Fibras de poliéster, proceso para la producción de fibras de poliéster, tela y producto de fibra |
| KR1020127012841A KR101748895B1 (ko) | 2009-10-20 | 2010-09-14 | 폴리에스테르 섬유 및 그의 제조 방법, 및 포백, 및 섬유 제품, 및 폴리에스테르 성형품 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-241464 | 2009-10-20 | ||
| JP2009241464 | 2009-10-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011048888A1 true WO2011048888A1 (ja) | 2011-04-28 |
Family
ID=43900128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/065840 WO2011048888A1 (ja) | 2009-10-20 | 2010-09-14 | ポリエステル繊維およびその製造方法および布帛および繊維製品およびポリエステル成形品 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US9334608B2 (ja) |
| EP (1) | EP2492390B1 (ja) |
| JP (1) | JP5758807B2 (ja) |
| KR (1) | KR101748895B1 (ja) |
| CN (1) | CN102575414B (ja) |
| CA (1) | CA2777511C (ja) |
| ES (1) | ES2674571T3 (ja) |
| PT (1) | PT2492390T (ja) |
| TR (1) | TR201809742T4 (ja) |
| TW (1) | TWI523981B (ja) |
| WO (1) | WO2011048888A1 (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012001828A (ja) * | 2010-06-14 | 2012-01-05 | Teijin Fibers Ltd | ポリエステル繊維 |
| JP2012001827A (ja) * | 2010-06-14 | 2012-01-05 | Teijin Fibers Ltd | ポリエステル繊維 |
| JP2012012749A (ja) * | 2010-07-05 | 2012-01-19 | Teijin Fibers Ltd | 芯鞘型ポリエステル複合繊維 |
| WO2012077488A1 (ja) * | 2010-12-07 | 2012-06-14 | 帝人ファイバー株式会社 | 撥水性織物および衣料 |
| JP2012112055A (ja) * | 2010-11-22 | 2012-06-14 | Teijin Fibers Ltd | 芯鞘型ポリエステル複合繊維 |
| JP2012112050A (ja) * | 2010-11-19 | 2012-06-14 | Teijin Fibers Ltd | ポリエステル繊維 |
| WO2014097935A1 (ja) | 2012-12-17 | 2014-06-26 | 帝人フロンティア株式会社 | 布帛および繊維製品 |
| JP2018168512A (ja) * | 2017-03-30 | 2018-11-01 | 帝人フロンティア株式会社 | 扁平多葉断面ポリエステル繊維 |
| JP2019081735A (ja) * | 2017-10-31 | 2019-05-30 | 帝人フロンティア株式会社 | 布帛型毛髪用化粧料 |
| JP2019085680A (ja) * | 2017-11-09 | 2019-06-06 | ユニチカトレーディング株式会社 | 吸水性編物 |
| JP2019112729A (ja) * | 2017-12-21 | 2019-07-11 | 日華化学株式会社 | 消臭性繊維製品の製造方法 |
| CN110066389A (zh) * | 2019-03-15 | 2019-07-30 | 四川大学 | 含苯并杂环磺酸盐结构的离子单体、用其阻燃抗熔滴的离聚物及它们的制备方法和应用 |
| WO2020241353A1 (ja) | 2019-05-31 | 2020-12-03 | 帝人フロンティア株式会社 | 複合糸および布帛および繊維製品 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013101201A1 (de) * | 2013-02-07 | 2014-08-07 | Contitech Elastomer-Beschichtungen Gmbh | Mehrschichtiger Artikel, insbesondere Faltenbalg, enthaltend wenigstens ein textiles Flächengebilde |
| US11019861B2 (en) * | 2013-07-16 | 2021-06-01 | Bimla Picot | Clothing configurations with multiple reclosable access regions |
| JP6095798B2 (ja) * | 2013-11-25 | 2017-03-15 | 旭化成株式会社 | 吸水性布帛 |
| CN103668683A (zh) * | 2013-12-19 | 2014-03-26 | 苏州丽绣纺织有限公司 | 一种防污纤维绒面料 |
| CN105986358A (zh) * | 2015-03-04 | 2016-10-05 | 东丽纤维研究所(中国)有限公司 | 一种吸水速干针织面料及其用途 |
| JP3197820U (ja) * | 2015-03-20 | 2015-06-04 | 帝人株式会社 | 側地 |
| KR102240789B1 (ko) * | 2017-03-30 | 2021-04-14 | 도레이첨단소재 주식회사 | 카치온 가염형 폴리에스테르섬유 및 이의 제조방법 |
| WO2019004180A1 (ja) * | 2017-06-27 | 2019-01-03 | セーレン株式会社 | 合成皮革 |
| CN107740216B (zh) * | 2017-11-29 | 2020-10-20 | 孚日集团股份有限公司 | 一种双面浮雕异花型多层无毛圈巾被织物及其织造方法 |
| US11001694B1 (en) | 2018-07-23 | 2021-05-11 | Kevin L. Rollick | Modification of polyester resins after melt polymerization |
| US10899881B1 (en) | 2018-07-23 | 2021-01-26 | Kevin L. Rollick | Polyester modification method |
| TW202202680A (zh) * | 2020-07-03 | 2022-01-16 | 龔計飛 | 滅菌針織布及其製作方法 |
| CN116421892B (zh) * | 2023-04-08 | 2024-03-26 | 深圳虹望奈喜美电器有限公司 | 一种用于等离子美容仪的全包覆式雾化罩 |
Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01192887A (ja) * | 1988-01-28 | 1989-08-02 | Teijin Ltd | 改質ポリエステル繊維の染色法 |
| JPH03241068A (ja) | 1990-02-13 | 1991-10-28 | Mitsubishi Rayon Co Ltd | 抗菌性ポリエステル繊維 |
| JPH04228615A (ja) * | 1990-12-27 | 1992-08-18 | Teijin Ltd | 吸湿性ポリエステル繊維の製造法 |
| JPH0763438B2 (ja) | 1989-03-31 | 1995-07-12 | 帝人株式会社 | 特殊タオル |
| WO1997042824A1 (fr) | 1996-05-10 | 1997-11-20 | Toyo Boseki Kabushiki Kaisha | Composition antimicrobienne et stratifie antimicrobien |
| WO1999009238A1 (fr) * | 1997-08-18 | 1999-02-25 | Asahi Kasei Kogyo Kabushiki Kaisha | Fibre de polyester et textile prepare au moyen de cette fibre |
| JPH11335969A (ja) * | 1998-05-27 | 1999-12-07 | Toray Ind Inc | 変性ポリエステル繊維構造物およびその製造方法 |
| JP2000119962A (ja) * | 1998-10-07 | 2000-04-25 | Toray Ind Inc | 変性ポリエステル繊維構造物の製造方法 |
| JP3420083B2 (ja) | 1998-10-29 | 2003-06-23 | 帝人株式会社 | 二層構造布帛 |
| JP2004190197A (ja) | 2002-12-13 | 2004-07-08 | Teijin Fibers Ltd | 制菌性繊維及び制菌性繊維製品 |
| JP2004211268A (ja) | 2003-01-09 | 2004-07-29 | Teijin Fibers Ltd | ポリエステル織物 |
| JP2004270097A (ja) | 2003-03-11 | 2004-09-30 | Teijin Fibers Ltd | ポリエステル織物 |
| JP2005200799A (ja) * | 2004-01-19 | 2005-07-28 | Seiren Co Ltd | 吸水性・速乾性を有するポリエステル繊維織編物およびその製造方法 |
| JP2005336633A (ja) | 2004-05-25 | 2005-12-08 | Teijin Fibers Ltd | ぬれ感の少ない織編物および繊維製品 |
| JP2006249610A (ja) | 2005-03-10 | 2006-09-21 | Teijin Fibers Ltd | ぬれ感の少ない織編物および繊維製品 |
| WO2008001920A1 (fr) | 2006-06-28 | 2008-01-03 | Teijin Fibers Limited | Tricot et vêtement de sport |
| JP4202361B2 (ja) | 2003-06-20 | 2008-12-24 | 帝人ファイバー株式会社 | 衣料 |
| JP2009024278A (ja) | 2007-07-19 | 2009-02-05 | Teijin Fibers Ltd | 下着 |
| JP2009161693A (ja) | 2008-01-09 | 2009-07-23 | Teijin Fibers Ltd | 常圧カチオン可染性ポリエステル組成物及びそれからなるポリエステル繊維 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5812389B2 (ja) * | 1977-09-20 | 1983-03-08 | カネボウ株式会社 | 合成繊維又はその繊維構造物の処理方法 |
| US4329389A (en) * | 1980-04-04 | 1982-05-11 | Milliken Research Corporation | Polyester textile materials having improved durable soil release characteristics and process for producing same |
| JPS58120873A (ja) * | 1982-01-14 | 1983-07-18 | 帝人株式会社 | ポリエステル繊維の改質方法 |
| EP0084203B1 (en) * | 1982-01-15 | 1986-11-05 | Toray Industries, Inc. | Ultra-fine sheath-core composite fibers and composite sheets made thereof |
| JPS6081367A (ja) * | 1983-10-08 | 1985-05-09 | 東洋紡績株式会社 | 変性ポリエステル繊維の処理法 |
| JPS60246873A (ja) * | 1984-05-16 | 1985-12-06 | ユニチカ株式会社 | ポリエステル系繊維布帛の製造方法 |
| JP2000281768A (ja) * | 1999-04-01 | 2000-10-10 | Nippon Ester Co Ltd | 改質ポリエステルの製造法 |
| WO2002079563A1 (en) * | 2001-03-30 | 2002-10-10 | The Regents Of The University Of California | Multifunctional textiles |
| JP2003247165A (ja) | 2002-02-19 | 2003-09-05 | Kuraray Co Ltd | シューズ用生地 |
| TWI244514B (en) | 2002-11-19 | 2005-12-01 | Nanya Plastics Corp | Modified polyester fiber, differential shrinkage composite long fiber and fabric thereof |
| EP1672116A1 (de) | 2004-12-16 | 2006-06-21 | Ciba Spezialitätenchemie Pfersee GmbH | Zusammensetzungen für die flammhemmende Ausrüstung von Fasermaterialien |
| JP4613639B2 (ja) | 2005-02-28 | 2011-01-19 | 東レ株式会社 | ポリエステル繊維および布帛 |
| JP4571566B2 (ja) * | 2005-09-29 | 2010-10-27 | 帝人ファイバー株式会社 | 臭いを吸着可能な布帛の製造方法 |
| JP5070698B2 (ja) * | 2005-12-26 | 2012-11-14 | 東レ株式会社 | カチオン可染性ポリエステル繊維 |
| JP2008240169A (ja) * | 2007-03-26 | 2008-10-09 | Teijin Fibers Ltd | カチオン可染極細仮撚加工糸の製造方法 |
| KR100841175B1 (ko) | 2007-05-02 | 2008-06-24 | 주식회사 효성 | 상압 카치온 염료 가염성 코폴리에스터 중합물, 그 제조 방법 및 이를 이용한 상압 카치온 염료 가염성 코폴리에스터 섬유 |
| JP2009174063A (ja) | 2008-01-21 | 2009-08-06 | Teijin Fibers Ltd | 常圧カチオン可染性ポリエステル糸条及びそれからなる仮撚加工糸 |
-
2010
- 2010-09-14 WO PCT/JP2010/065840 patent/WO2011048888A1/ja active Application Filing
- 2010-09-14 PT PT108247396T patent/PT2492390T/pt unknown
- 2010-09-14 CN CN201080047503.4A patent/CN102575414B/zh active Active
- 2010-09-14 CA CA2777511A patent/CA2777511C/en active Active
- 2010-09-14 US US13/502,266 patent/US9334608B2/en active Active
- 2010-09-14 KR KR1020127012841A patent/KR101748895B1/ko active IP Right Grant
- 2010-09-14 ES ES10824739.6T patent/ES2674571T3/es active Active
- 2010-09-14 TR TR2018/09742T patent/TR201809742T4/tr unknown
- 2010-09-14 EP EP10824739.6A patent/EP2492390B1/en active Active
- 2010-09-14 JP JP2011537178A patent/JP5758807B2/ja active Active
- 2010-10-05 TW TW099133870A patent/TWI523981B/zh active
Patent Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01192887A (ja) * | 1988-01-28 | 1989-08-02 | Teijin Ltd | 改質ポリエステル繊維の染色法 |
| JPH0763438B2 (ja) | 1989-03-31 | 1995-07-12 | 帝人株式会社 | 特殊タオル |
| JPH03241068A (ja) | 1990-02-13 | 1991-10-28 | Mitsubishi Rayon Co Ltd | 抗菌性ポリエステル繊維 |
| JPH04228615A (ja) * | 1990-12-27 | 1992-08-18 | Teijin Ltd | 吸湿性ポリエステル繊維の製造法 |
| WO1997042824A1 (fr) | 1996-05-10 | 1997-11-20 | Toyo Boseki Kabushiki Kaisha | Composition antimicrobienne et stratifie antimicrobien |
| WO1999009238A1 (fr) * | 1997-08-18 | 1999-02-25 | Asahi Kasei Kogyo Kabushiki Kaisha | Fibre de polyester et textile prepare au moyen de cette fibre |
| JPH11335969A (ja) * | 1998-05-27 | 1999-12-07 | Toray Ind Inc | 変性ポリエステル繊維構造物およびその製造方法 |
| JP2000119962A (ja) * | 1998-10-07 | 2000-04-25 | Toray Ind Inc | 変性ポリエステル繊維構造物の製造方法 |
| JP3420083B2 (ja) | 1998-10-29 | 2003-06-23 | 帝人株式会社 | 二層構造布帛 |
| JP2004190197A (ja) | 2002-12-13 | 2004-07-08 | Teijin Fibers Ltd | 制菌性繊維及び制菌性繊維製品 |
| JP2004211268A (ja) | 2003-01-09 | 2004-07-29 | Teijin Fibers Ltd | ポリエステル織物 |
| JP2004270097A (ja) | 2003-03-11 | 2004-09-30 | Teijin Fibers Ltd | ポリエステル織物 |
| JP4202361B2 (ja) | 2003-06-20 | 2008-12-24 | 帝人ファイバー株式会社 | 衣料 |
| JP2005200799A (ja) * | 2004-01-19 | 2005-07-28 | Seiren Co Ltd | 吸水性・速乾性を有するポリエステル繊維織編物およびその製造方法 |
| JP2005336633A (ja) | 2004-05-25 | 2005-12-08 | Teijin Fibers Ltd | ぬれ感の少ない織編物および繊維製品 |
| JP2006249610A (ja) | 2005-03-10 | 2006-09-21 | Teijin Fibers Ltd | ぬれ感の少ない織編物および繊維製品 |
| WO2008001920A1 (fr) | 2006-06-28 | 2008-01-03 | Teijin Fibers Limited | Tricot et vêtement de sport |
| JP2009024278A (ja) | 2007-07-19 | 2009-02-05 | Teijin Fibers Ltd | 下着 |
| JP2009161693A (ja) | 2008-01-09 | 2009-07-23 | Teijin Fibers Ltd | 常圧カチオン可染性ポリエステル組成物及びそれからなるポリエステル繊維 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2492390A4 |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012001827A (ja) * | 2010-06-14 | 2012-01-05 | Teijin Fibers Ltd | ポリエステル繊維 |
| JP2012001828A (ja) * | 2010-06-14 | 2012-01-05 | Teijin Fibers Ltd | ポリエステル繊維 |
| JP2012012749A (ja) * | 2010-07-05 | 2012-01-19 | Teijin Fibers Ltd | 芯鞘型ポリエステル複合繊維 |
| JP2012112050A (ja) * | 2010-11-19 | 2012-06-14 | Teijin Fibers Ltd | ポリエステル繊維 |
| JP2012112055A (ja) * | 2010-11-22 | 2012-06-14 | Teijin Fibers Ltd | 芯鞘型ポリエステル複合繊維 |
| WO2012077488A1 (ja) * | 2010-12-07 | 2012-06-14 | 帝人ファイバー株式会社 | 撥水性織物および衣料 |
| JPWO2012077488A1 (ja) * | 2010-12-07 | 2014-05-19 | 帝人フロンティア株式会社 | 撥水性織物および衣料 |
| JP5698262B2 (ja) * | 2010-12-07 | 2015-04-08 | 帝人フロンティア株式会社 | 撥水性織物および衣料 |
| US9127380B2 (en) | 2010-12-07 | 2015-09-08 | Teijin Frontier Co., Ltd. | Water-repellent woven fabric and garment |
| US10161065B2 (en) | 2012-12-17 | 2018-12-25 | Teijin Frontier Co., Ltd. | Cloth and textile product |
| WO2014097935A1 (ja) | 2012-12-17 | 2014-06-26 | 帝人フロンティア株式会社 | 布帛および繊維製品 |
| JP2018168512A (ja) * | 2017-03-30 | 2018-11-01 | 帝人フロンティア株式会社 | 扁平多葉断面ポリエステル繊維 |
| JP2019081735A (ja) * | 2017-10-31 | 2019-05-30 | 帝人フロンティア株式会社 | 布帛型毛髪用化粧料 |
| JP2019085680A (ja) * | 2017-11-09 | 2019-06-06 | ユニチカトレーディング株式会社 | 吸水性編物 |
| JP7040923B2 (ja) | 2017-11-09 | 2022-03-23 | ユニチカトレーディング株式会社 | 吸水性編物 |
| JP2019112729A (ja) * | 2017-12-21 | 2019-07-11 | 日華化学株式会社 | 消臭性繊維製品の製造方法 |
| JP7080629B2 (ja) | 2017-12-21 | 2022-06-06 | 日華化学株式会社 | 消臭性繊維製品の製造方法 |
| CN110066389A (zh) * | 2019-03-15 | 2019-07-30 | 四川大学 | 含苯并杂环磺酸盐结构的离子单体、用其阻燃抗熔滴的离聚物及它们的制备方法和应用 |
| CN110066389B (zh) * | 2019-03-15 | 2022-03-15 | 四川大学 | 含苯并杂环磺酸盐结构的离子单体、用其阻燃抗熔滴的离聚物及它们的制备方法和应用 |
| WO2020241353A1 (ja) | 2019-05-31 | 2020-12-03 | 帝人フロンティア株式会社 | 複合糸および布帛および繊維製品 |
Also Published As
| Publication number | Publication date |
|---|---|
| TR201809742T4 (tr) | 2018-07-23 |
| CA2777511A1 (en) | 2011-04-28 |
| KR20120080636A (ko) | 2012-07-17 |
| KR101748895B1 (ko) | 2017-06-19 |
| JPWO2011048888A1 (ja) | 2013-03-07 |
| TWI523981B (zh) | 2016-03-01 |
| PT2492390T (pt) | 2018-06-19 |
| JP5758807B2 (ja) | 2015-08-05 |
| EP2492390A1 (en) | 2012-08-29 |
| TW201129738A (en) | 2011-09-01 |
| US20120207955A1 (en) | 2012-08-16 |
| ES2674571T3 (es) | 2018-07-02 |
| EP2492390B1 (en) | 2018-06-06 |
| CN102575414A (zh) | 2012-07-11 |
| US9334608B2 (en) | 2016-05-10 |
| EP2492390A4 (en) | 2013-10-09 |
| CN102575414B (zh) | 2015-08-19 |
| CA2777511C (en) | 2017-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5758807B2 (ja) | ポリエステル繊維およびその製造方法および布帛および繊維製品 | |
| EP1852249A1 (en) | Composite fabric material undergoing three-dimensional structure change upon water absorption and textile product | |
| JP4575199B2 (ja) | ぬれ感の少ない織編物および繊維製品 | |
| JP2012112055A (ja) | 芯鞘型ポリエステル複合繊維 | |
| JP5693171B2 (ja) | 易分解性芳香族ポリエステル繊維およびその製造方法および繊維構造体および繊維製品 | |
| JP2012001827A (ja) | ポリエステル繊維 | |
| JP2012017530A (ja) | 芯鞘型ポリエステル複合繊維 | |
| JP2007186811A (ja) | 蓄熱性芯地 | |
| JP5770983B2 (ja) | 側地用織物および繊維製品 | |
| JP2012012749A (ja) | 芯鞘型ポリエステル複合繊維 | |
| JP2012112050A (ja) | ポリエステル繊維 | |
| JP5113094B2 (ja) | 撥水性布帛およびその製造方法および繊維製品 | |
| JP2009263807A (ja) | 制電撥水布帛および衣料 | |
| JP6967425B2 (ja) | 布帛型毛髪用化粧料 | |
| TW202217100A (zh) | 低通氣度織物及纖維製品 | |
| JP2011017091A (ja) | 消臭性繊維構造体および繊維製品 | |
| JP5290833B2 (ja) | 制電性布帛の製造方法および衣料の製造方法 | |
| JP2005113345A (ja) | 制電性布帛及びカーシート用表皮材 | |
| JP2010265560A (ja) | 吸水性布帛および繊維製品 | |
| JP2018168512A (ja) | 扁平多葉断面ポリエステル繊維 | |
| JP2010196208A (ja) | 共重合ポリエステル繊維布帛の製造方法および共重合ポリエステル繊維布帛および繊維製品 | |
| JP2012102427A (ja) | 速乾性布帛および繊維製品 | |
| JP2007084974A (ja) | ポリエステル繊維構造体およびその製造方法 | |
| JP2024050627A (ja) | 撥水性布帛および繊維製品 | |
| JP2010047882A (ja) | 染色された共重合ポリエステル繊維構造体の製造方法および染色された共重合ポリエステル繊維構造体および繊維製品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080047503.4 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10824739 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011537178 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010824739 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2777511 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13502266 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1201001803 Country of ref document: TH |
|
| ENP | Entry into the national phase |
Ref document number: 20127012841 Country of ref document: KR Kind code of ref document: A |