WO2010090111A1 - 加工対象物切断方法 - Google Patents
加工対象物切断方法 Download PDFInfo
- Publication number
- WO2010090111A1 WO2010090111A1 PCT/JP2010/051047 JP2010051047W WO2010090111A1 WO 2010090111 A1 WO2010090111 A1 WO 2010090111A1 JP 2010051047 W JP2010051047 W JP 2010051047W WO 2010090111 A1 WO2010090111 A1 WO 2010090111A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- modified region
- workpiece
- region
- modified
- silicon substrate
- Prior art date
Links
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/083—Devices involving movement of the workpiece in at least one axial direction
- B23K26/0853—Devices involving movement of the workpiece in at least in two axial directions, e.g. in a plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
- B23K26/53—Working by transmitting the laser beam through or within the workpiece for modifying or reforming the material inside the workpiece, e.g. for producing break initiation cracks
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/0222—Scoring using a focussed radiation beam, e.g. laser
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/70—Manufacture or treatment of devices consisting of a plurality of solid state components formed in or on a common substrate or of parts thereof; Manufacture of integrated circuit devices or of parts thereof
- H01L21/77—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate
- H01L21/78—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate with subsequent division of the substrate into plural individual devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Chemical & Material Sciences (AREA)
- General Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Laser Beam Processing (AREA)
- Dicing (AREA)
Abstract
Description
(1)改質領域が溶融処理領域を含む場合
(2)改質領域がクラック領域を含む場合
(3)改質領域が屈折率変化領域を含む場合
[第1の実施形態]





[第2の実施形態]
Claims (13)
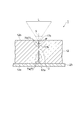
- シリコン基板を備える板状の加工対象物にレーザ光を照射することにより、前記加工対象物の切断予定ラインに沿って前記シリコン基板に改質領域を形成し、前記改質領域を切断の起点として前記切断予定ラインに沿って前記加工対象物を切断する加工対象物切断方法であって、
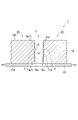
前記改質領域として第1の改質領域を形成することにより、前記切断予定ラインに沿って前記第1の改質領域から前記加工対象物の一方の主面に第1の亀裂を生じさせ、前記第1の改質領域に対して前記加工対象物の他方の主面側に、前記第1の改質領域との間に非改質領域が介在するように、前記改質領域として第2の改質領域を形成することにより、前記非改質領域において前記第1の亀裂と繋がらないように、前記切断予定ラインに沿って前記第2の改質領域から前記他方の主面に第2の亀裂を生じさせる工程と、
前記加工対象物に応力を生じさせることにより、前記第1の亀裂と前記第2の亀裂とを繋げて、前記切断予定ラインに沿って前記加工対象物を切断する工程と、を含むことを特徴とする加工対象物切断方法。 - 前記切断予定ラインに沿って切断された前記加工対象物の一対の切断面のうち、一方の切断面の前記非改質領域に、前記シリコン基板の厚さ方向と交差する方向に延在する凸部が形成され、他方の切断面の前記非改質領域に、前記凸部に対応する凹部が形成されるように、前記第1の改質領域及び前記第2の改質領域を形成することを特徴とする請求項1記載の加工対象物切断方法。
- 前記シリコン基板の主面を(100)面として、前記切断面が(110)面となり、前記凸部及び前記凹部を形成する面が(111)面となるように、前記第1の改質領域及び前記第2の改質領域を形成することを特徴とする請求項2記載の加工対象物切断方法。
- 前記凸部の高さが2μm~6μmとなり、前記シリコン基板の厚さ方向における前記凸部の幅が6μm~17μmとなるように、前記第1の改質領域及び前記第2の改質領域を形成することを特徴とする請求項2記載の加工対象物切断方法。
- 前記切断予定ラインに沿って前記シリコン基板の厚さ方向に前記第1の改質領域を複数列形成することを特徴とする請求項1記載の加工対象物切断方法。
- 前記切断予定ラインに沿って前記シリコン基板の厚さ方向に前記第2の改質領域を複数列形成することを特徴とする請求項1記載の加工対象物切断方法。
- 前記改質領域は、単結晶構造から非晶質構造に変化した領域、単結晶構造から多結晶構造に変化した領域、又は単結晶構造から非晶質構造及び多結晶構造を含む構造に変化した領域である溶融処理領域を含み、前記非改質領域は単結晶構造の領域であることを特徴とする請求項1記載の加工対象物切断方法。
- 前記レーザ光の波長は1080nm以上であることを特徴とする請求項1記載の加工対象物切断方法。
- 前記シリコン基板の厚さ方向における前記非改質領域の幅が前記シリコン基板の厚さの10%~30%となるように、前記第1の改質領域及び前記第2の改質領域を形成することを特徴とする請求項1記載の加工対象物切断方法。
- 前記第1の改質領域を形成した後かつ前記第2の改質領域を形成する前に、前記第1の改質領域と前記第2の改質領域との間に介在させられる前記非改質領域に、前記改質領域として第3の改質領域を形成するときには、
前記切断予定ラインと交差する方向に延在する第1の明度領域、及び前記切断予定ラインの延在方向において前記第1の明度領域の両側に隣接する第2の明度領域を有する品質パターンを含む変調パターンに基づいて、前記レーザ光を空間光変調器で変調することを特徴とする請求項1記載の加工対象物切断方法。 - 前記第3の改質領域を形成するときには、前記変調パターンは、前記品質パターン、レーザ加工装置に生じる個体差を補正するための個体差補正パターン、並びに前記加工対象物の材料及び前記加工対象物のレーザ光入射面から前記レーザ光の集光点までの距離に応じて生じる球面収差を補正するための球面収差補正パターンを含み、
前記第1の改質領域及び前記第2の改質領域を形成するときには、前記個体差補正パターン及び前記球面収差補正パターンを含む変調パターンに基づいて、前記レーザ光を空間光変調器で変調することを特徴とする請求項10記載の加工対象物切断方法。 - 前記第3の改質領域を形成するときの前記レーザ光の集光スポットは、複数の点状の領域が前記切断予定ラインの延在方向に沿って並設された形状となっていることを特徴とする請求項10又は11記載の加工対象物切断方法。
- 前記加工対象物を切断することにより半導体装置を製造することを特徴とする請求項1~12のいずれか一項記載の加工対象物切断方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/148,097 US8728914B2 (en) | 2009-02-09 | 2010-01-27 | Workpiece cutting method |
| CN201080007011.2A CN102307699B (zh) | 2009-02-09 | 2010-01-27 | 加工对象物的切断方法 |
| EP10738446.3A EP2394775B1 (en) | 2009-02-09 | 2010-01-27 | Workpiece cutting method |
| KR1020117016984A KR101757937B1 (ko) | 2009-02-09 | 2010-01-27 | 가공대상물 절단방법 |
| JP2010549442A JP5632751B2 (ja) | 2009-02-09 | 2010-01-27 | 加工対象物切断方法 |
| US14/256,370 US8865568B2 (en) | 2009-02-09 | 2014-04-18 | Workpiece cutting method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-027263 | 2009-02-09 | ||
| JP2009027263 | 2009-02-09 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/148,097 A-371-Of-International US8728914B2 (en) | 2009-02-09 | 2010-01-27 | Workpiece cutting method |
| US14/256,370 Continuation US8865568B2 (en) | 2009-02-09 | 2014-04-18 | Workpiece cutting method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010090111A1 true WO2010090111A1 (ja) | 2010-08-12 |
Family
ID=42542011
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/051047 WO2010090111A1 (ja) | 2009-02-09 | 2010-01-27 | 加工対象物切断方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US8728914B2 (ja) |
| EP (1) | EP2394775B1 (ja) |
| JP (1) | JP5632751B2 (ja) |
| KR (1) | KR101757937B1 (ja) |
| CN (1) | CN102307699B (ja) |
| TW (1) | TWI542431B (ja) |
| WO (1) | WO2010090111A1 (ja) |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012109358A (ja) * | 2010-11-16 | 2012-06-07 | Tokyo Seimitsu Co Ltd | 半導体基板の切断方法及び半導体基板の切断装置 |
| JP2012130952A (ja) * | 2010-12-22 | 2012-07-12 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP2013065752A (ja) * | 2011-09-20 | 2013-04-11 | Fuji Electric Co Ltd | 半導体装置及びその製造方法 |
| JPWO2011096353A1 (ja) * | 2010-02-05 | 2013-06-10 | 株式会社フジクラ | 微細構造の形成方法および微細構造を有する基体 |
| JP2013126682A (ja) * | 2011-11-18 | 2013-06-27 | Hamamatsu Photonics Kk | レーザ加工方法 |
| WO2014025026A1 (ja) * | 2012-08-10 | 2014-02-13 | 浜松ホトニクス株式会社 | 表面増強ラマン散乱素子の製造方法 |
| JPWO2012063348A1 (ja) * | 2010-11-11 | 2014-05-12 | パイオニア株式会社 | レーザ加工方法及び装置 |
| JP2016072276A (ja) * | 2014-09-26 | 2016-05-09 | 株式会社ディスコ | ウエーハの加工方法 |
| JP2016072275A (ja) * | 2014-09-26 | 2016-05-09 | 株式会社ディスコ | ウエーハの加工方法 |
| US9588049B2 (en) | 2012-08-10 | 2017-03-07 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering unit, and method for using same |
| US9612201B2 (en) | 2012-08-10 | 2017-04-04 | Hamamatsu Photonics K.K. | Surface-enhanced raman scattering element |
| US9726608B2 (en) | 2012-08-10 | 2017-08-08 | Hamamatsu Photonics K.K. | Surface-enhanced raman scattering element |
| US9846123B2 (en) | 2012-08-10 | 2017-12-19 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering element |
| US9857306B2 (en) | 2012-08-10 | 2018-01-02 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering element |
| US9863883B2 (en) | 2012-08-10 | 2018-01-09 | Hamamatsu Photonics K.K. | Surface-enhanced raman scattering element |
| US9863884B2 (en) | 2012-08-10 | 2018-01-09 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering element, and method for producing same |
| US9874523B2 (en) | 2012-08-10 | 2018-01-23 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering element including a conductor layer having a base part and a plurality of protusions |
| CN107924830A (zh) * | 2015-08-18 | 2018-04-17 | 浜松光子学株式会社 | 加工对象物切断方法和加工对象物切断装置 |
| CN107995996A (zh) * | 2015-08-18 | 2018-05-04 | 浜松光子学株式会社 | 激光加工装置及激光加工方法 |
| US9976961B2 (en) | 2012-08-10 | 2018-05-22 | Hamamatsu Photonics K.K. | Surface-enhanced raman scattering element including a conductor layer having a base part and a plurality of protusions |
| US10132755B2 (en) | 2012-08-10 | 2018-11-20 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering element, and method for manufacturing surface-enhanced Raman scattering element |
| US10408761B2 (en) | 2012-08-10 | 2019-09-10 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering element |
| US10551322B2 (en) | 2012-08-10 | 2020-02-04 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering unit including integrally formed handling board |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5479924B2 (ja) * | 2010-01-27 | 2014-04-23 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| DE102010009015A1 (de) * | 2010-02-24 | 2011-08-25 | OSRAM Opto Semiconductors GmbH, 93055 | Verfahren zum Herstellen einer Mehrzahl von optoelektronischen Halbleiterchips |
| CN102792420B (zh) * | 2010-03-05 | 2016-05-04 | 并木精密宝石株式会社 | 单晶衬底、单晶衬底的制造方法、带多层膜的单晶衬底的制造方法以及元件制造方法 |
| JP2011201759A (ja) * | 2010-03-05 | 2011-10-13 | Namiki Precision Jewel Co Ltd | 多層膜付き単結晶基板、多層膜付き単結晶基板の製造方法および素子製造方法 |
| JP5480169B2 (ja) * | 2011-01-13 | 2014-04-23 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP6047874B2 (ja) * | 2011-12-06 | 2016-12-21 | 三菱電機株式会社 | 半導体装置の製造方法 |
| US9499921B2 (en) | 2012-07-30 | 2016-11-22 | Rayton Solar Inc. | Float zone silicon wafer manufacturing system and related process |
| US9404198B2 (en) * | 2012-07-30 | 2016-08-02 | Rayton Solar Inc. | Processes and apparatuses for manufacturing wafers |
| KR101976134B1 (ko) * | 2012-09-12 | 2019-05-08 | 삼성디스플레이 주식회사 | 유기 발광 표시 장치의 제조 방법 |
| JP6127526B2 (ja) * | 2012-10-29 | 2017-05-17 | 三星ダイヤモンド工業株式会社 | レーザー加工装置、および、パターン付き基板の加工条件設定方法 |
| KR101423497B1 (ko) * | 2012-11-22 | 2014-07-29 | 한국기계연구원 | 웨이퍼 다이싱용 레이저 가공장치 및 이를 이용한 웨이퍼 다이싱 방법 |
| JP6423135B2 (ja) * | 2012-11-29 | 2018-11-14 | 三星ダイヤモンド工業株式会社 | パターン付き基板の分割方法 |
| EP2754524B1 (de) | 2013-01-15 | 2015-11-25 | Corning Laser Technologies GmbH | Verfahren und Vorrichtung zum laserbasierten Bearbeiten von flächigen Substraten, d.h. Wafer oder Glaselement, unter Verwendung einer Laserstrahlbrennlinie |
| TWI598174B (zh) * | 2013-01-25 | 2017-09-11 | 鴻海精密工業股份有限公司 | 藍寶石切割裝置 |
| EP2781296B1 (de) | 2013-03-21 | 2020-10-21 | Corning Laser Technologies GmbH | Vorrichtung und verfahren zum ausschneiden von konturen aus flächigen substraten mittels laser |
| KR102226815B1 (ko) * | 2013-03-27 | 2021-03-11 | 하마마츠 포토닉스 가부시키가이샤 | 레이저 가공 장치 및 레이저 가공 방법 |
| JP6272301B2 (ja) | 2013-03-27 | 2018-01-31 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| DE112014001653T5 (de) | 2013-03-27 | 2015-12-17 | Hamamatsu Photonics K.K. | Laserbearbeitungsvorrichtung und Laserbearbeitungsverfahren |
| DE112014001688T5 (de) | 2013-03-27 | 2015-12-17 | Hamamatsu Photonics K.K. | Laserbearbeitungsvorrichtung und Laserbearbeitungsverfahren |
| US9517963B2 (en) | 2013-12-17 | 2016-12-13 | Corning Incorporated | Method for rapid laser drilling of holes in glass and products made therefrom |
| US11556039B2 (en) | 2013-12-17 | 2023-01-17 | Corning Incorporated | Electrochromic coated glass articles and methods for laser processing the same |
| JP6258787B2 (ja) | 2014-05-29 | 2018-01-10 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| US9165832B1 (en) * | 2014-06-30 | 2015-10-20 | Applied Materials, Inc. | Method of die singulation using laser ablation and induction of internal defects with a laser |
| CN106687419A (zh) | 2014-07-08 | 2017-05-17 | 康宁股份有限公司 | 用于激光处理材料的方法和设备 |
| EP3169477B1 (en) | 2014-07-14 | 2020-01-29 | Corning Incorporated | System for and method of processing transparent materials using laser beam focal lines adjustable in length and diameter |
| US9859162B2 (en) | 2014-09-11 | 2018-01-02 | Alta Devices, Inc. | Perforation of films for separation |
| JP2016072277A (ja) * | 2014-09-26 | 2016-05-09 | 株式会社ディスコ | ウエーハの加工方法 |
| JP2016143766A (ja) * | 2015-02-02 | 2016-08-08 | 株式会社ディスコ | 単結晶部材の加工方法 |
| GB201502149D0 (en) * | 2015-02-09 | 2015-03-25 | Spi Lasers Uk Ltd | Apparatus and method for laser welding |
| KR102546692B1 (ko) | 2015-03-24 | 2023-06-22 | 코닝 인코포레이티드 | 디스플레이 유리 조성물의 레이저 절단 및 가공 |
| JP6605277B2 (ja) * | 2015-09-29 | 2019-11-13 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP6542630B2 (ja) * | 2015-09-29 | 2019-07-10 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP6605278B2 (ja) * | 2015-09-29 | 2019-11-13 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| CN106881531A (zh) * | 2015-12-10 | 2017-06-23 | 彭翔 | 用于切割脆硬材料的方法和系统 |
| JP6689631B2 (ja) * | 2016-03-10 | 2020-04-28 | 浜松ホトニクス株式会社 | レーザ光照射装置及びレーザ光照射方法 |
| KR102078294B1 (ko) | 2016-09-30 | 2020-02-17 | 코닝 인코포레이티드 | 비-축대칭 빔 스폿을 이용하여 투명 워크피스를 레이저 가공하기 위한 기기 및 방법 |
| EP3848333A1 (en) | 2016-10-24 | 2021-07-14 | Corning Incorporated | Substrate processing station for laser-based machining of sheet-like glass substrates |
| JP2018182141A (ja) * | 2017-04-17 | 2018-11-15 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| JP7105058B2 (ja) * | 2017-12-05 | 2022-07-22 | 株式会社ディスコ | ウェーハの加工方法 |
| JP7088761B2 (ja) * | 2018-07-05 | 2022-06-21 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| US11121031B2 (en) | 2018-11-01 | 2021-09-14 | Xintec Inc. | Manufacturing method of chip package and chip package |
| US10562130B1 (en) | 2018-12-29 | 2020-02-18 | Cree, Inc. | Laser-assisted method for parting crystalline material |
| US11024501B2 (en) | 2018-12-29 | 2021-06-01 | Cree, Inc. | Carrier-assisted method for parting crystalline material along laser damage region |
| US10576585B1 (en) | 2018-12-29 | 2020-03-03 | Cree, Inc. | Laser-assisted method for parting crystalline material |
| US10611052B1 (en) | 2019-05-17 | 2020-04-07 | Cree, Inc. | Silicon carbide wafers with relaxed positive bow and related methods |
| JP2022097232A (ja) * | 2020-12-18 | 2022-06-30 | 株式会社ディスコ | レーザー加工装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006108459A (ja) | 2004-10-07 | 2006-04-20 | Disco Abrasive Syst Ltd | シリコンウエーハのレーザー加工方法およびレーザー加工装置 |
| JP2006135355A (ja) * | 2002-03-12 | 2006-05-25 | Hamamatsu Photonics Kk | 半導体基板の切断方法 |
| JP2006167804A (ja) * | 2004-11-19 | 2006-06-29 | Canon Inc | レーザ割断方法およびレーザ割断装置 |
| JP2007245173A (ja) * | 2006-03-14 | 2007-09-27 | Hamamatsu Photonics Kk | レーザ加工方法及びレーザ加工装置 |
| JP2009010105A (ja) * | 2007-06-27 | 2009-01-15 | Disco Abrasive Syst Ltd | ウェーハのレーザ加工方法 |
Family Cites Families (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4546231A (en) | 1983-11-14 | 1985-10-08 | Group Ii Manufacturing Ltd. | Creation of a parting zone in a crystal structure |
| KR0171947B1 (ko) | 1995-12-08 | 1999-03-20 | 김주용 | 반도체소자 제조를 위한 노광 방법 및 그를 이용한 노광장치 |
| JP4659300B2 (ja) | 2000-09-13 | 2011-03-30 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体チップの製造方法 |
| ATE534142T1 (de) | 2002-03-12 | 2011-12-15 | Hamamatsu Photonics Kk | Verfahren zum auftrennen eines substrats |
| EP2216128B1 (en) | 2002-03-12 | 2016-01-27 | Hamamatsu Photonics K.K. | Method of cutting object to be processed |
| TWI326626B (en) | 2002-03-12 | 2010-07-01 | Hamamatsu Photonics Kk | Laser processing method |
| TWI520269B (zh) | 2002-12-03 | 2016-02-01 | Hamamatsu Photonics Kk | Cutting method of semiconductor substrate |
| EP1588793B1 (en) | 2002-12-05 | 2012-03-21 | Hamamatsu Photonics K.K. | Laser processing devices |
| JP2004188422A (ja) | 2002-12-06 | 2004-07-08 | Hamamatsu Photonics Kk | レーザ加工装置及びレーザ加工方法 |
| FR2852250B1 (fr) | 2003-03-11 | 2009-07-24 | Jean Luc Jouvin | Fourreau de protection pour canule, un ensemble d'injection comportant un tel fourreau et aiguille equipee d'un tel fourreau |
| US8685838B2 (en) | 2003-03-12 | 2014-04-01 | Hamamatsu Photonics K.K. | Laser beam machining method |
| EP2324950B1 (en) | 2003-07-18 | 2013-11-06 | Hamamatsu Photonics K.K. | Semiconductor substrate to be cut with treated and minute cavity region, and method of cutting such substrate |
| JP4563097B2 (ja) | 2003-09-10 | 2010-10-13 | 浜松ホトニクス株式会社 | 半導体基板の切断方法 |
| JP2005086175A (ja) | 2003-09-11 | 2005-03-31 | Hamamatsu Photonics Kk | 半導体薄膜の製造方法、半導体薄膜、半導体薄膜チップ、電子管、及び光検出素子 |
| US7719017B2 (en) | 2004-01-07 | 2010-05-18 | Hamamatsu Photonics K.K. | Semiconductor light-emitting device and its manufacturing method |
| JP4509578B2 (ja) | 2004-01-09 | 2010-07-21 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP4601965B2 (ja) | 2004-01-09 | 2010-12-22 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP4598407B2 (ja) | 2004-01-09 | 2010-12-15 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| KR101336523B1 (ko) | 2004-03-30 | 2013-12-03 | 하마마츠 포토닉스 가부시키가이샤 | 레이저 가공 방법 및 반도체 칩 |
| JP4536407B2 (ja) | 2004-03-30 | 2010-09-01 | 浜松ホトニクス株式会社 | レーザ加工方法及び加工対象物 |
| JP4829781B2 (ja) | 2004-03-30 | 2011-12-07 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体チップ |
| JP4634089B2 (ja) | 2004-07-30 | 2011-02-16 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| US8604383B2 (en) | 2004-08-06 | 2013-12-10 | Hamamatsu Photonics K.K. | Laser processing method |
| JP4754801B2 (ja) | 2004-10-13 | 2011-08-24 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4781661B2 (ja) | 2004-11-12 | 2011-09-28 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4917257B2 (ja) | 2004-11-12 | 2012-04-18 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4198123B2 (ja) | 2005-03-22 | 2008-12-17 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4838531B2 (ja) * | 2005-04-27 | 2011-12-14 | サイバーレーザー株式会社 | 板状体切断方法並びにレーザ加工装置 |
| JP4776994B2 (ja) | 2005-07-04 | 2011-09-21 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| JP4749799B2 (ja) | 2005-08-12 | 2011-08-17 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4762653B2 (ja) | 2005-09-16 | 2011-08-31 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP4237745B2 (ja) | 2005-11-18 | 2009-03-11 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4907965B2 (ja) | 2005-11-25 | 2012-04-04 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4804911B2 (ja) | 2005-12-22 | 2011-11-02 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| JP4907984B2 (ja) | 2005-12-27 | 2012-04-04 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体チップ |
| JP5183892B2 (ja) * | 2006-07-03 | 2013-04-17 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| EP1875983B1 (en) | 2006-07-03 | 2013-09-11 | Hamamatsu Photonics K.K. | Laser processing method and chip |
| US8729162B2 (en) * | 2006-07-06 | 2014-05-20 | Dsm Ip Assets B.V. | Vinyl ester resin compositions |
| JP4954653B2 (ja) | 2006-09-19 | 2012-06-20 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| WO2008035679A1 (fr) | 2006-09-19 | 2008-03-27 | Hamamatsu Photonics K. K. | Procédé de traitement au laser et appareil de traitement au laser |
| JP5101073B2 (ja) | 2006-10-02 | 2012-12-19 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| JP5132911B2 (ja) | 2006-10-03 | 2013-01-30 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4964554B2 (ja) | 2006-10-03 | 2012-07-04 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| US8735770B2 (en) | 2006-10-04 | 2014-05-27 | Hamamatsu Photonics K.K. | Laser processing method for forming a modified region in an object |
| JP5336054B2 (ja) | 2007-07-18 | 2013-11-06 | 浜松ホトニクス株式会社 | 加工情報供給装置を備える加工情報供給システム |
| JP4402708B2 (ja) * | 2007-08-03 | 2010-01-20 | 浜松ホトニクス株式会社 | レーザ加工方法、レーザ加工装置及びその製造方法 |
| JP5225639B2 (ja) | 2007-09-06 | 2013-07-03 | 浜松ホトニクス株式会社 | 半導体レーザ素子の製造方法 |
| JP5342772B2 (ja) | 2007-10-12 | 2013-11-13 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| JP5449665B2 (ja) | 2007-10-30 | 2014-03-19 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5054496B2 (ja) | 2007-11-30 | 2012-10-24 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| JP5134928B2 (ja) | 2007-11-30 | 2013-01-30 | 浜松ホトニクス株式会社 | 加工対象物研削方法 |
| EP2252426A4 (en) * | 2008-03-21 | 2014-08-06 | Imra America Inc | METHODS AND SYSTEMS FOR LASER MATERIAL PROCESSING |
| JP5241525B2 (ja) | 2009-01-09 | 2013-07-17 | 浜松ホトニクス株式会社 | レーザ加工装置 |
-
2010
- 2010-01-27 EP EP10738446.3A patent/EP2394775B1/en active Active
- 2010-01-27 KR KR1020117016984A patent/KR101757937B1/ko active IP Right Grant
- 2010-01-27 WO PCT/JP2010/051047 patent/WO2010090111A1/ja active Application Filing
- 2010-01-27 CN CN201080007011.2A patent/CN102307699B/zh active Active
- 2010-01-27 JP JP2010549442A patent/JP5632751B2/ja active Active
- 2010-01-27 US US13/148,097 patent/US8728914B2/en active Active
- 2010-02-04 TW TW099103325A patent/TWI542431B/zh active
-
2014
- 2014-04-18 US US14/256,370 patent/US8865568B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006135355A (ja) * | 2002-03-12 | 2006-05-25 | Hamamatsu Photonics Kk | 半導体基板の切断方法 |
| JP2006108459A (ja) | 2004-10-07 | 2006-04-20 | Disco Abrasive Syst Ltd | シリコンウエーハのレーザー加工方法およびレーザー加工装置 |
| JP2006167804A (ja) * | 2004-11-19 | 2006-06-29 | Canon Inc | レーザ割断方法およびレーザ割断装置 |
| JP2007245173A (ja) * | 2006-03-14 | 2007-09-27 | Hamamatsu Photonics Kk | レーザ加工方法及びレーザ加工装置 |
| JP2009010105A (ja) * | 2007-06-27 | 2009-01-15 | Disco Abrasive Syst Ltd | ウェーハのレーザ加工方法 |
Non-Patent Citations (3)
| Title |
|---|
| "Silicon Processing Characteristic Evaluation by Picosecond Pulse Laser", PREPRINTS OF THE NATIONAL MEETINGS OF JAPAN WELDING SOCIETY, vol. 66, April 2000 (2000-04-01), pages 72 - 73 |
| D. DU, X. LIU, G. KORN, J. SQUIER, G MOUROU: "Laser Induced Breakdown by Impact Ionization in Si02 with Pulse Widths from 7 ns to 150 fs", APPL. PHYS. LETT., vol. 64, no. 23, 6 June 1994 (1994-06-06), XP055214713, DOI: doi:10.1063/1.111350 |
| See also references of EP2394775A4 |
Cited By (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2011096353A1 (ja) * | 2010-02-05 | 2013-06-10 | 株式会社フジクラ | 微細構造の形成方法および微細構造を有する基体 |
| JPWO2012063348A1 (ja) * | 2010-11-11 | 2014-05-12 | パイオニア株式会社 | レーザ加工方法及び装置 |
| JP2012109358A (ja) * | 2010-11-16 | 2012-06-07 | Tokyo Seimitsu Co Ltd | 半導体基板の切断方法及び半導体基板の切断装置 |
| JP2012130952A (ja) * | 2010-12-22 | 2012-07-12 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP2013065752A (ja) * | 2011-09-20 | 2013-04-11 | Fuji Electric Co Ltd | 半導体装置及びその製造方法 |
| JP2013126682A (ja) * | 2011-11-18 | 2013-06-27 | Hamamatsu Photonics Kk | レーザ加工方法 |
| US9588049B2 (en) | 2012-08-10 | 2017-03-07 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering unit, and method for using same |
| US9696202B2 (en) | 2012-08-10 | 2017-07-04 | Hamamatsu Photonics K.K. | Method for making surface enhanced Raman scattering device |
| WO2014025026A1 (ja) * | 2012-08-10 | 2014-02-13 | 浜松ホトニクス株式会社 | 表面増強ラマン散乱素子の製造方法 |
| US10551322B2 (en) | 2012-08-10 | 2020-02-04 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering unit including integrally formed handling board |
| JPWO2014025026A1 (ja) * | 2012-08-10 | 2016-07-25 | 浜松ホトニクス株式会社 | 表面増強ラマン散乱素子の製造方法 |
| EP2884266A4 (en) * | 2012-08-10 | 2016-08-10 | Hamamatsu Photonics Kk | METHOD OF MANUFACTURING A SURFACE-REINFORCED RAM APPLICATION ELEMENT |
| US10132755B2 (en) | 2012-08-10 | 2018-11-20 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering element, and method for manufacturing surface-enhanced Raman scattering element |
| US9612201B2 (en) | 2012-08-10 | 2017-04-04 | Hamamatsu Photonics K.K. | Surface-enhanced raman scattering element |
| US9658166B2 (en) | 2012-08-10 | 2017-05-23 | Hamamatsu Photonics K.K. | Surface-enhanced raman scattering unit, and method for using same |
| US9267894B2 (en) | 2012-08-10 | 2016-02-23 | Hamamatsu Photonics K.K. | Method for making surface enhanced Raman scattering device |
| US9726608B2 (en) | 2012-08-10 | 2017-08-08 | Hamamatsu Photonics K.K. | Surface-enhanced raman scattering element |
| US9846123B2 (en) | 2012-08-10 | 2017-12-19 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering element |
| US9857306B2 (en) | 2012-08-10 | 2018-01-02 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering element |
| US9863883B2 (en) | 2012-08-10 | 2018-01-09 | Hamamatsu Photonics K.K. | Surface-enhanced raman scattering element |
| US9863884B2 (en) | 2012-08-10 | 2018-01-09 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering element, and method for producing same |
| US9874523B2 (en) | 2012-08-10 | 2018-01-23 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering element including a conductor layer having a base part and a plurality of protusions |
| JP2018017744A (ja) * | 2012-08-10 | 2018-02-01 | 浜松ホトニクス株式会社 | 表面増強ラマン散乱素子の製造方法 |
| US10408761B2 (en) | 2012-08-10 | 2019-09-10 | Hamamatsu Photonics K.K. | Surface-enhanced Raman scattering element |
| US10184895B2 (en) | 2012-08-10 | 2019-01-22 | Hamamatsu Photonics K.K. | Surface-enhanced raman scattering unit, and method for using same |
| US9976961B2 (en) | 2012-08-10 | 2018-05-22 | Hamamatsu Photonics K.K. | Surface-enhanced raman scattering element including a conductor layer having a base part and a plurality of protusions |
| JP2016072276A (ja) * | 2014-09-26 | 2016-05-09 | 株式会社ディスコ | ウエーハの加工方法 |
| JP2016072275A (ja) * | 2014-09-26 | 2016-05-09 | 株式会社ディスコ | ウエーハの加工方法 |
| CN107995996A (zh) * | 2015-08-18 | 2018-05-04 | 浜松光子学株式会社 | 激光加工装置及激光加工方法 |
| CN107924830A (zh) * | 2015-08-18 | 2018-04-17 | 浜松光子学株式会社 | 加工对象物切断方法和加工对象物切断装置 |
| CN107995996B (zh) * | 2015-08-18 | 2021-10-15 | 浜松光子学株式会社 | 激光加工装置及激光加工方法 |
| CN107924830B (zh) * | 2015-08-18 | 2021-12-03 | 浜松光子学株式会社 | 加工对象物切断方法和加工对象物切断装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US8865568B2 (en) | 2014-10-21 |
| KR20110124207A (ko) | 2011-11-16 |
| US8728914B2 (en) | 2014-05-20 |
| JP5632751B2 (ja) | 2014-11-26 |
| TWI542431B (zh) | 2016-07-21 |
| EP2394775A4 (en) | 2016-12-14 |
| KR101757937B1 (ko) | 2017-07-13 |
| US20140227860A1 (en) | 2014-08-14 |
| CN102307699B (zh) | 2015-07-15 |
| TW201043378A (en) | 2010-12-16 |
| CN102307699A (zh) | 2012-01-04 |
| US20110300691A1 (en) | 2011-12-08 |
| EP2394775B1 (en) | 2019-04-03 |
| JPWO2010090111A1 (ja) | 2012-08-09 |
| EP2394775A1 (en) | 2011-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5632751B2 (ja) | 加工対象物切断方法 | |
| JP6272301B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP5479924B2 (ja) | レーザ加工方法 | |
| JP5479925B2 (ja) | レーザ加工システム | |
| JP6272302B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP5905274B2 (ja) | 半導体デバイスの製造方法 | |
| JP6039217B2 (ja) | レーザ加工方法 | |
| JP6382796B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP6272300B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP2015199071A (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP6715632B2 (ja) | レーザ加工方法及びレーザ加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080007011.2 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10738446 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2010549442 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20117016984 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13148097 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010738446 Country of ref document: EP |