WO2010038760A1 - ガラスロール - Google Patents
ガラスロール Download PDFInfo
- Publication number
- WO2010038760A1 WO2010038760A1 PCT/JP2009/067001 JP2009067001W WO2010038760A1 WO 2010038760 A1 WO2010038760 A1 WO 2010038760A1 JP 2009067001 W JP2009067001 W JP 2009067001W WO 2010038760 A1 WO2010038760 A1 WO 2010038760A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass
- glass film
- film
- width direction
- flange
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/67—Containers, packaging elements or packages, specially adapted for particular articles or materials for web or tape-like material
- B65D85/671—Containers, packaging elements or packages, specially adapted for particular articles or materials for web or tape-like material wound in flat spiral form
- B65D85/672—Containers, packaging elements or packages, specially adapted for particular articles or materials for web or tape-like material wound in flat spiral form on cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D57/00—Internal frames or supports for flexible articles, e.g. stiffeners; Separators for articles packaged in stacks or groups, e.g. for preventing adhesion of sticky articles
- B65D57/002—Separators for articles packaged in stacks or groups, e.g. stacked or nested
- B65D57/005—Separators for vertically placed articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/30—Containers, packaging elements or packages, specially adapted for particular articles or materials for articles particularly sensitive to damage by shock or pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/30—Containers, packaging elements or packages, specially adapted for particular articles or materials for articles particularly sensitive to damage by shock or pressure
- B65D85/48—Containers, packaging elements or packages, specially adapted for particular articles or materials for articles particularly sensitive to damage by shock or pressure for glass sheets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
Definitions
- the present invention relates to a technique for improving a packaging form of a glass film used for a glass substrate used for a flat panel display or a solar cell, a cover glass used for organic EL lighting or the like.
- Patent Document 2 as a packing form of thin glass (hereinafter referred to as a glass film) thinned to a film shape in this way, the glass film is stacked on an intermediate layer and wound in a roll shape on a core.
- a glass roll Employing a glass roll is disclosed.
- the said packaging form utilizes the characteristic that a glass film has favorable flexibility from the thinness.
- the glass film has a drawback that it is easily damaged due to its thinness. Therefore, as disclosed in Patent Document 2, there is still a problem even when a glass roll is adopted as a glass film packaging form.
- the glass roll when the glass roll is placed on a placement surface such as a pallet in a horizontal orientation in which the winding core is substantially horizontal, the glass film comes into contact with the placement surface via the intermediate layer, so stress concentration occurs in the contact portion. This is a problem that the glass film is easily broken.
- Patent Document 3 discloses a packaging form in which flanges larger than the outer diameter of the pressure measurement sheet are provided at both ends of the core around which the pressure measurement sheet is wound, and the pressure measurement sheet is separated from the mounting surface.
- a glass film is a material that is easily damaged.
- it is sufficient to take care not to cause rupture of the pressure measurement microcapsules formed on the surface. It is necessary to give consideration to prevent breakage of the constituent ends.
- both end portions in the width direction of the glass film may be exposed to the outside in the state of a glass roll, so that they are likely to become the starting point of breakage, and it is necessary to take some measures to prevent breakage.
- the same document discloses a configuration in which a gap is provided between the flange and the width direction end of the pressure measurement sheet for the purpose of preventing breakage of the microcapsule. Even if a gap is simply provided between the glass film and the width direction end portion of the glass film, it is not possible to sufficiently prevent the damage of the glass film in the width direction end portion. That is, the glass film may be displaced in the axial direction of the core due to vibration or impact during transportation, and in this case, the end in the width direction of the glass film may be in direct contact with the flange and may be damaged. .
- an object of the present invention is to reliably suppress breakage of a glass roll using a flanged core with the end of the glass film in the width direction as a starting point.
- the present invention devised to solve the above problems is a glass roll wound up in a state where a glass film and a buffer sheet are overlapped on a core having flanges at both ends, the width of the glass film On both sides in the direction, the width direction end portion of the glass film is separated from the flange, and a buffer means is disposed between the flange and the width direction end portion of the glass film.
- the buffer sheet may protrude from an end portion in the width direction of the glass film, and the buffer means may be configured by the protrusion portion of the buffer sheet.
- the protruding portion of the buffer sheet may be non-contact with the flange.
- the protruding portion of the buffer sheet may be in contact with the flange.
- the gap between the flange and the width direction end of the glass film is surely filled by the protruding portion of the buffer sheet, so that vibration and impact were applied to the glass roll during transportation. Even so, the glass film is less likely to be displaced.
- the protrusion width of the buffer sheet is larger than the width of the gap between the flange and the end of the glass film in the width direction. If it does in this way, since a buffer sheet will be stored in a crevice between a flange and a width direction end of a glass film in the state where it bent, a higher buffer effect can be enjoyed.
- the buffer means may be formed of a buffer material separate from the buffer sheet.
- the cushioning material can be composed of a material different from the cushioning sheet, in addition to the cushioning material composed of the same type of material as the cushioning sheet. Will improve.
- a material that is not easily elastically deformed can be selected as the buffer sheet, and a material that is easily elastically deformed can be selected as the buffer material.
- the buffer material can be disposed in the gap between the flange and the width direction end of the glass film. Therefore, it is possible to smoothly perform the take-out operation.
- the cushioning material may be in contact with both the flange and the end portion in the width direction of the glass film.
- only one of the flange and the end in the width direction of the glass film may be in contact.
- both end portions in the width direction of the glass film are configured by cut surfaces cut by laser cleaving.
- the cut surface becomes a smooth high-strength section by laser cleaving, the synergistic effect with the above-described buffering means (buffer sheet, etc.) ensures more reliable breakage with the width direction end of the glass film as the starting point. Can be prevented.
- the laser cleaving cuts the glass film by using the heat stress generated by the laser irradiation heat and the cooling by the refrigerant, it is not necessary to heat the glass film to a high temperature as in the case of fusing. Therefore, if laser cleaving is used, there is no problem that the cut surface is melted and thickened, or that the glass film is unduly distorted by heat during cutting.
- the flange and the width direction end of the glass film are separated from each other, and the buffering means is disposed between them.
- the end in the width direction can be sufficiently protected. Therefore, it is possible to reliably suppress breakage with the width direction end of the glass film as a base point.
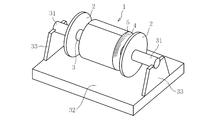
- FIG. 1 is a perspective view showing an overall configuration of a glass roll according to a first embodiment of the present invention.
- This glass roll 1 is obtained by winding a glass film 4 and a buffer sheet 5 on a core 3 having flanges 2 at both ends.
- the glass film 4 is glass formed by an overflow down draw method and having a thickness of 1 ⁇ m to 200 ⁇ m (preferably 10 ⁇ m to 100 ⁇ m). If it is the thickness of the said numerical range, the appropriate flexibility which does not have a trouble at the time of winding to the glass film 4 can be provided. In addition, when the thickness of the glass film 4 is less than 1 ⁇ m, handling becomes troublesome due to insufficient strength, and when the thickness of the glass film 4 exceeds 200 ⁇ m, flexibility becomes insufficient and the winding radius must be increased. There is a problem that you can not get.
- the glass composition of the glass film 4 various glass compositions such as silicate glass such as silica glass and borosilicate glass can be used, but it is preferable to use alkali-free glass. This is because when the glass film 4 contains an alkali component, a so-called soda blowing phenomenon occurs and the structure becomes rough. When the glass film 4 is curved, the glass film 4 is structurally rough due to deterioration over time. This is because breakage may occur from the part that has become.
- the alkali-free glass referred to here is a glass that does not substantially contain an alkali component. Specifically, the alkali metal oxide is 1000 ppm or less (preferably 500 ppm or less, more preferably 300 ppm. The following).
- the buffer sheet 5 is wound around the glass film 4 in order to prevent the glass film 4 from being damaged, and is interposed between the glass films 4 opposed in the radial direction. Specifically, the buffer sheet 5 is disposed so as to cover the entire front and back surfaces of the glass film 4, and protects the entire front and back surfaces of the glass film 4. Therefore, it is possible to reliably prevent a situation in which the glass films 4 of the respective glass layers formed by winding the glass film 4 are in direct contact with each other and are damaged. Moreover, even if damage occurs in any of the glass films 4 of each glass layer, since the glass film 4 is sandwiched between the buffer sheets 5, the rate of scattering of the glass powder generated by the damage to the other is reduced. can do.
- the thickness of the buffer sheet 5 is preferably 10 ⁇ m or more from the viewpoint of obtaining a sufficient buffering effect, and is preferably 2000 ⁇ m or less from the viewpoint of preventing undue expansion of the roll outer diameter of the glass roll 1. .
- the buffer sheet 5 in addition to interleaving paper and non-woven fabric, for example, ionomer film, polyethylene film, polypropylene film, polyvinyl chloride film, polyvinylidene chloride film, polyvinyl alcohol film, polypropylene film, polyester film, polycarbonate film, polystyrene film
- resin sheets such as polyacrylonitrile film, ethylene vinyl acetate copolymer film, ethylene-vinyl alcohol copolymer film, ethylene-methacrylic acid copolymer film, nylon film (polyamide film), polyimide film, cellophane, etc. Can do.
- foamed resin sheets such as a sheet
- the buffer sheet 5 from a viewpoint of ensuring buffer performance and intensity
- silica or the like may be dispersed in these resin sheets to improve the slipperiness with the glass film 4, and in this case, the slip generated between the glass film 4 and the buffer sheet 5 is absorbed by the slipperiness. be able to.
- the buffer sheet 5 is preferably provided with conductivity. If it does in this way, when taking out glass film 4 from glass roll 1, since adhesion by static electricity will not easily occur between glass film 4 and buffer sheet 5, exfoliation between glass film 4 and buffer sheet 5 is easy. There is an advantage of becoming.
- a component that imparts conductivity such as polyethylene glycol, may be added to the buffer sheet 5.
- the buffer sheet 5 is a slip sheet, it is possible to engrave conductive fibers into the slip sheet.
- the buffer sheet 5 is 100 degreeC. It is preferable to have heat resistance that does not cause deterioration such as softening before and after.
- the core 3 has a hollow cylindrical shape in this embodiment, but may be a solid columnar shape.
- the material of the core 3 is not particularly limited.
- metals such as aluminum alloy, stainless steel, manganese steel, and carbon steel, phenol resin, urea resin, melamine resin, unsaturated polyester resin, epoxy resin, Thermosetting resins such as polyurethane and direal terephthalate resin, thermoplastic resins such as polyethylene, polypropylene, polystyrene, AS resin, ABS resin, methacrylic resin, and vinyl chloride, glass fibers and other such thermosetting resins and thermoplastic resins Reinforced plastics, paper, etc. mixed with reinforcing fibers such as carbon fibers can be used.
- aluminum alloys and reinforced plastics are preferable from the viewpoint of securing strength, and paper is preferable from the viewpoint of weight reduction.
- the outer diameter of the flange 2 is larger than the outer diameter of the glass film 4 wound around the core 3, and when the glass roll 1 is placed on a placement surface such as a pallet in a lateral orientation, the flange 2 Thus, the load is supported and the glass film 4 is separated from the mounting surface.
- the flange 2 has shaft portions 2 a that can be inserted and removed at both ends of the core 3, and is detachable from the core 3. Therefore, the flange 2 can be removed so as not to disturb the work when the glass film 4 is wound or taken out.
- the flange 2 may be integrated with the core 3.
- the shape of the flange 2 is circular, a polygon may be sufficient. If the flange 2 has a polygonal shape, the glass roll 1 can be prevented from rolling, so that there is an advantage that handling becomes easy. Further, the same material as that of the core 3 can be used as the material of the flange 2, but since the flange 2 needs to support the load of the glass roll, it is formed of a highly rigid material such as metal. It is preferable.
- the width direction end of the glass film 4 is separated from the flange 2, and secondly, the width direction end of the glass film 4 and the flange 2.
- the buffer means is arranged in the gap between the two.
- the first feature point is realized by making the axial dimension of the core 3 longer than the width dimension of the glass film 4.
- the second feature point is for ensuring the effect of preventing damage to the end portion in the width direction of the glass film 4 by a synergistic effect with the first feature point. That is, when the edge in the width direction of the glass film 4 and the flange 2 are separated from each other, when the glass film 4 is displaced due to vibration or impact during transportation, the edge in the width direction of the glass film 4 is used. There is a risk that the portion may come into direct contact with the flange 2 to cause damage. Therefore, as a second feature point, a buffer means is disposed in the gap between the end portion in the width direction of the glass film 4 and the flange 2, so that even if the glass film 4 is displaced, the width direction of the glass film 4.
- difference of the glass film 4 here means the shift
- the buffer means is constituted by a protruding portion 5a of the buffer sheet 5 that protrudes from the both ends of the glass film 4 in the width direction to the flange 2 side.
- the protruding portion 5 a of the buffer sheet 5 is formed by winding the buffer sheet 5 having a larger dimension in the width direction than the glass film 4 on the glass film 4.
- the protrusion part 5a of the buffer sheet 5 is formed, the width direction edge part of the glass film 4 will be covered with the protrusion part 5a of the buffer sheet 5.
- the protruding portion 5 a of the buffer sheet 5 is not in contact with the flange 2. That is, the protrusion width D ⁇ b> 2 of the protrusion portion 5 a of the buffer sheet 5 is smaller than the separation distance D ⁇ b> 1 between the flange 2 and the width direction end portion of the glass film 4. In other words, the axial dimension of the winding core 3 (the separation distance between the inner walls of the flange 2) is larger than the width dimension of the buffer sheet 5. In this manner, the protruding portion 5a of the cushioning sheet 5 is not brought into contact with the flange 2, so that the protruding portion 5a of the buffer sheet 5 is not easily caught on the flange 2 even when the flange 2 is attached. Therefore, even when the flange 2 is attached, it is convenient because the glass film 4 can be taken up and taken out smoothly.
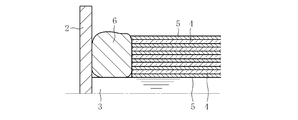
- FIG. 4 is an enlarged cross-sectional view showing the main part of the glass roll according to the second embodiment of the present invention, in which the space between the glass film and the flange is enlarged.
- the glass roll 1 according to the second embodiment is different from the glass roll 1 according to the first embodiment in that the protruding portion 5 a of the buffer sheet 5 is in contact with the flange 2. .
- the gap between the flange 2 and the end in the width direction of the glass film 4 is surely filled by the protruding portion 5a of the buffer sheet 5, so that vibration and impact may occur during transportation of the glass roll 1. Even if it adds to, it will become difficult to produce the shift
- the protruding width of the buffer sheet 5 is larger than the separation distance D1 between the flange 2 and the end of the glass film 4 in the width direction. If it does in this way, since buffer sheet 5 will be bent and overlapped, it will be closely accommodated in the crevice between flange 2 and the width direction edge of glass film 4, and enjoys a higher buffer effect. Can do.
- FIG. 5 is an enlarged cross-sectional view showing a main part in an enlarged manner between a glass film and a flange in a glass roll according to a third embodiment of the present invention.
- the buffer means is constituted by a buffer material 6 separate from the buffer sheet 5. It is in. That is, in this embodiment, the cushioning material 6 is held in the gap by pushing the cushioning material 6 into the gap between the flange 2 and the end of the glass film 4 in the width direction. In this case, since the end in the width direction of the glass roll 1 is protected by the buffer material 6, the buffer sheet 5 may not protrude from the glass film 4 as illustrated.
- the cushioning material 6 the same type of material as the buffer sheet 5 listed above can be used, but other than that, for example, an air bag or a foamed resin block can be used.
- a sheet-like material such as a film or a fabric may be folded and sandwiched in the gap between the flange 2 and the end of the glass film 4 in the width direction.
- the buffer material 6 may be pushed into the gap between the flange 2 and the end of the glass film 4 in the width direction with the buffer sheet 5 protruding from the glass film 4. If it does in this way, when pushing in the buffer material 6, since the edge part of the width direction of the glass film 4 can be protected by the buffer sheet 5, at the time of pushing in the buffer material 6, it will be in the width direction edge part of the glass film 4. Problems such as the buffer material 6 being caught can be prevented.
- FIG. 6 is an enlarged cross-sectional view of a main part showing an enlarged space between a glass film and a flange in a glass roll according to a fourth embodiment of the present invention.
- the difference between the glass roll 1 according to the fourth embodiment and the glass roll 1 according to the third embodiment is that the buffer material 6 separate from the buffer sheet 5 is brought into contact only with the flange 2. is there. That is, the cushioning material 6 is fixed to the inner wall of the flange 2.
- the buffer sheet 5 does not protrude from the glass film 4, but from this point of view, the buffer sheet 5 is not eaten from the viewpoint of more reliably preventing damage to the end in the width direction of the glass film 4.
- the protruding portion is formed by protruding. Moreover, you may make it contact the buffer material 6 only to the width direction edge part side of the glass film 4.
- a glass roll manufacturing apparatus 11 forms a glass film 4 by an overflow downdraw method, and in order from the upstream side, a forming zone 12, a slow cooling zone (annealer) 13, and a cooling zone. 14 and a processing zone 15.
- a molded body 16 having a wedge-shaped cross-sectional shape is disposed in the molding zone 12, and the molten glass supplied to the molded body 16 overflows from the top portion and is fused at the lower end portion thereof, so that the molten glass is separated from the molten glass.
- a glass film 4 is formed.
- the slow cooling zone 13 residual strain is removed while annealing the glass film 4 (annealing treatment), and in the cooling zone 14, the slowly cooled glass film 4 is sufficiently cooled.
- a plurality of rollers 17 that guide the glass film 4 downward are arranged.
- the uppermost roller 17 functions as a cooling roller that cools both ends of the glass film 4 in the width direction.
- both end portions in the width direction of the glass film 4 are cut (Y cut) along the transport direction.
- Cutting means 18 is arranged.
- the cutting means 18 forms a scribe line using a diamond cutter, and pulls both end portions (ear portions) in the width direction of the glass film 4 outward in the width direction so that both end portions in the width direction are along the scribe lines.
- it may be cut, it is preferably cut by laser cleaving from the viewpoint of improving the strength of the cut end face.
- the breaking strength at both ends in the width direction of the glass film 4. Can be improved.
- the arithmetic average roughness Ra (based on JIS B0601: 2001) of both end faces in the width direction of the glass film 4 is 0.1 ⁇ m without polishing or the like after cutting. Or less (preferably 0.05 ⁇ m or less).
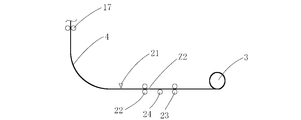
- Laser cleaving is a method of cutting the glass film 4 using the heat stress generated by the irradiation heat of the laser and the cooling by the refrigerant. Specifically, the cutting is performed by the following procedure. That is, as shown in FIG. 8, a crack W is formed at the downstream end of the glass film 4, the heating point X by laser irradiation is scanned along the longitudinal direction of the glass film 4, and then the cooling point by the refrigerant. The heating part is cooled while scanning Y, and the crack W is propagated by the thermal stress generated at that time to form the breaking line Z1.
- this breaking line Z1 is continuously formed across the front and back surfaces of the glass film 4, both ends in the width direction (when the breaking line Z1 is formed without subsequent folding or the like ( The ear is cut off. Scanning of the laser heating point X and the cooling point Y by the refrigerant scans the glass film 4 downstream in the transport direction (left direction in FIG. 7) with the laser heating point X and the cooling point Y by the refrigerant fixed. Is carried out by sequentially transporting.
- the cutting of the both ends in the width direction of the glass film 4 by the cutting means 18 is performed in a state in which the glass film 4 is curved from a vertical posture and changed to a horizontal posture. At this time, the curved portion of the glass film 4 is supported by the support roller 19 from below. And the glass film 4 from which the both ends (ear
- the buffer sheet 5 is pulled out from the buffer sheet roll 20 disposed below the winding core 3, and the buffer sheets 5 are stacked on the outer peripheral side of the glass film 4. It is wound on the core 3.
- a scribe is put in the width direction of the glass film 4 by using a cutting means (not shown) (see FIG. 9 described later). Folding is performed, and only the glass film 4 is cut (X cut). After the cut glass film 4 is wound up to the end, the buffer sheet 5 is further wound as it is for one turn or more, and the buffer sheet 5 is cut, whereby the production of the glass roll 1 is completed.
- the buffer sheet 5 is previously wound around the core 3, and the innermost layer of the glass roll 1 is also used.
- the buffer sheet 5 is preferably used.
- the glass film 4 and the buffer sheet 5 are simultaneously used when reaching a predetermined roll outer diameter. You may make it cut
- the buffer sheet 5 is always wound up so as to be positioned on the outer peripheral side of the glass film 4, the outermost layer of the glass roll 1 is configured by the buffer sheet 5 without winding only the buffer sheet 5 excessively. be able to.
- the glass film 4 and the buffer sheet 5 may be wound in a state where the buffer sheet 5 is stacked on the inner peripheral side of the glass film 4.
- the buffer sheet 5 is wound as it is one or more times to cut the buffer sheet 5. It is preferable to do so. If it does in this way, the innermost layer and the outermost layer of the glass roll 1 can be comprised with the buffer sheet 5.
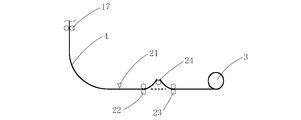
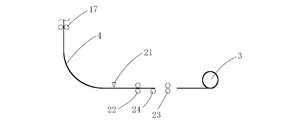
- the glass film 4 is rich in flexibility due to its thinness, it is difficult to fold it in the width direction by a normal method.
- the glass film 4 is folded in the width direction by the method shown in FIGS. 9 (a) to 9 (c). It is preferable to make a split. That is, as shown in FIG. 5A, the glass film 4 is conveyed as it is after the scribe line Z2 is formed in the width direction by the cutting means 21 (for X cutting), and the pre-cutting roller 22 is moved along the scribe line Z2. Pass through. Thereafter, as shown in FIG.
- the end face of the glass film 4 may be protected by a resin film or the like.
- the glass roll 1 is formed by stacking and winding a resin film in an area of 1 to 2 cm from the end face of the glass film 4.
- a protective film may be coated in an area of 1 to 2 cm from the end face.
- the protective film examples include polyester, polycarbonate, polyvinyl, polyethylene polyetherimide, polyamide, polyacrylate, polymethacrylate, polysiloxane, polyvinyl alcohol, polyvinyl acetate, cellulose base polymer, epoxy resin, polyurethane, phenol resin, and melamine. Resin, urea resin, etc. can be used. These protective films can be applied by spray application, application by a roller or the like, or adhesion of the above-described resin film.
- a resin film may be attached at the start (starting end) and the end (ending) of winding of the glass film 4. In this way, the start and end of the glass film are protected by the resin film. Therefore, even when the glass film 4 is directly gripped and supplied to various processes from the glass roll 1 at the starting end and the terminal end, the glass film 4 is hardly damaged.
- the resin film is attached, for example, so as to overlap the start and end portions of the glass film 4 by about 1 to 2 cm.
- the length of the resin film is not particularly limited, and for example, it may be set to the length of one circumference of the glass roll 1.
- the resin film preferably has adhesiveness and preferably has a smaller elastic modulus than the glass film 4.
- a glass substrate for a display such as a liquid crystal display or an organic EL display is required to be a clean glass free from adhesion of dust and dirt due to its use. Therefore, it is preferable to maintain a clean state by accommodating the glass roll 1 in a sealed container and replacing the internal gas with a clean one. In addition, if the glass roll 1 is accommodated in an airtight container in a clean room, it is not necessary to replace internal gas. Moreover, even when not using an airtight container, a clean state can also be maintained by packaging the glass roll 1 with a shrink film in a clean room.
- a shaft portion 31 protruding from both ends of the flange 2 may be provided, and the shaft portion 31 may be supported by a bearing 33 provided on the pedestal 32.
- the flange 2 and the pedestal 32 may be brought into contact with each other, or the flange 2 may be separated from the pedestal 32.
- unit may be sufficient, and the form which packs the several glass roll 1 simultaneously in one packaging box may be sufficient.
- the pedestal 32 is placed in the packaging box at the time of transportation. Since it is firmly fixed inside, it is excellent in safety.
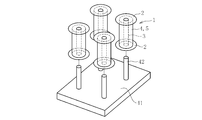
- the glass roll 1 may be held in a vertical posture.
- a columnar portion 42 is erected on the upper surface of the pedestal 41, and the glass roll 1 is placed on the pedestal 41 by inserting the columnar portion 42 into the core 3 of the glass roll 1. It can be placed in a vertical orientation. Thereby, even if the glass roll 1 is shaken during transportation, the glass roll 1 is fixed by the columnar portion 42, so that the glass film 4 can be prevented from being damaged due to the collision between the glass rolls 1. it can.
- the columnar part 42 is preferably detachable from the pedestal 41.
- the columnar portions 42 are erected at intervals such that the glass rolls 1 do not collide with each other when the glass rolls 1 are placed.
- a buffer material may be filled between the glass rolls 1.
- the pedestal 41 is preferably provided with a forklift hole. Further, by providing a box (not shown), it becomes possible to package more strictly.
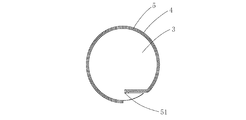
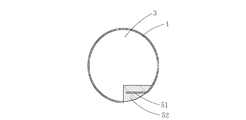
- a holding groove 51 for holding the end of the glass film 4 may be provided in the core 3.
- the holding groove 51 is provided, such a situation can be solved.
- the end of the glass film 4 is inserted into the holding groove 51 simultaneously with the buffer sheet 5 folded back and covered, and then the winding of the glass film 4 is started.
- FIG. 5B when the holding groove 51 is formed of the buffer material 52, only the glass film 4 is inserted to start winding, so that the glass film 4 Winding can be started smoothly.
- the core 3 is constituted by a concentric double circular sleeve of an inner cylinder 61 and an outer cylinder 62, and an elastic member 63 is interposed between the inner cylinder 61 and the outer cylinder 62. Also good. Accordingly, pressing the outer cylinder 62 in the center direction causes the elastic member 63 to contract and the outer cylinder 62 to have a reduced diameter, so that the core 3 can be easily removed from the glass roll 1.
- the buffer sheet roll 20 is arrange
- the buffer sheet 5 may be pulled out downward.
- the form which winds up the glass film 4 currently conveyed in the substantially horizontal direction is illustrated, the form which winds up the glass film 4 currently conveyed in the perpendicular direction may be sufficient.
- the glass film 4 is previously taken for every predetermined length. After cutting, the plurality of cut glass films 4 may be wound up by batch processing. Further, a plurality of short objects may be wound up as one glass roll 1.
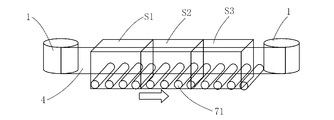
- the glass roll 1 When the glass roll 1 is subjected to roll-to-roll continuous processing, as shown in FIG. 15, the glass roll 1 may be erected. Since the glass film 4 has higher rigidity than the resin film, the roll-to-roll method can be performed with the film standing. If it is performed in an upright state, it is possible to drain water well after completion of the cleaning process, and the transport roller 71 and the surface of the glass film 4 do not come into contact with each other. In addition, in the processing method of FIG. 15, when the glass film 4 flutters, you may make it support the upper part of the glass film 4 with the conveyance roller which is not shown in figure.
- the glass roll 1 that is insufficiently dried after washing is used in a process that hates moisture extremely, it is necessary to remove the moisture adsorbed on the glass surface before use. It is necessary to dry sufficiently in a roll state before charging.
- a buffer sheet 5 having irregularities formed on the surface by embossing or the like it is preferable to use a buffer sheet 5 having irregularities formed on the surface by embossing or the like. This is because the entire surface of the buffer sheet 5 does not come into contact with the glass film 4, so that it has excellent air permeability and can be further dried.
- the core 3 has a structure with excellent air permeability by providing holes, slits, and meshes.
- a heater is disposed in the hollow portion of the core 3 and dried by heating from inside the core 3. After drying, the glass roll 1 is housed in a sealed container, and a dry state can be maintained by introducing a desiccant or the like into the inside. Moreover, it is also possible to provide a sheet-like desiccant (such as a silica gel-containing sheet) on the end face of the glass roll 1 and cover it with a moisture-proof film (such as a metal film deposited film).
- a sheet-like desiccant such as a silica gel-containing sheet
- the glass film 4 is formed by the overflow down draw method.
- the glass film 4 may be formed by a slot down draw method or a redraw method.
- the present invention can be suitably used for glass substrates used in flat panel displays such as liquid crystal displays and organic EL displays, devices such as solar cells, and cover glasses for organic EL lighting.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packaging Of Machine Parts And Wound Products (AREA)
- Packaging Frangible Articles (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
- Buffer Packaging (AREA)
Abstract
Description
2 フランジ
3 巻芯
4 ガラスフィルム
5 緩衝シート
5a 食み出し部
6 緩衝材
Claims (8)
- 両端部にフランジを有する巻芯に、ガラスフィルムと緩衝シートとを重ねた状態で巻き取ったガラスロールであって、
前記ガラスフィルムの幅方向両側において、前記ガラスフィルムの幅方向端部が前記フランジから離隔すると共に、前記フランジと前記ガラスフィルムの幅方部端部との間に緩衝手段が配置されていることを特徴とするガラスロール。 - 前記緩衝シートが、前記ガラスフィルムの幅方向端部から食み出しており、該緩衝シートの食み出し部で前記緩衝手段が構成されていることを特徴とする請求項1に記載のガラスロール。
- 前記緩衝シートの食み出し部が、前記フランジに非接触であることを特徴とする請求項2に記載のガラスロール。
- 前記緩衝シートの食み出し部が、前記フランジに接触していることを特徴とする請求項2に記載のガラスロール。
- 前記緩衝手段が、前記緩衝シートとは別体の緩衝材で構成されていることを特徴とする請求項1に記載のガラスロール。
- 前記緩衝材が、前記フランジと前記ガラスフィルムの幅方向端部との双方に接触していることを特徴とする請求項5に記載のガラスロール。
- 前記緩衝材が、前記フランジと前記ガラスフィルムの幅方向端部のいずれか一方のみに接触していることを特徴とする請求項5に記載のガラスロール。
- 前記ガラスフィルムの幅方向両端部が、レーザー割断により切断された切断面により構成されていることを特徴とする請求項1~7のいずれか1項に記載のガラスロール。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/121,306 US8497006B2 (en) | 2008-10-01 | 2009-09-30 | Glass roll |
| EP09817792.6A EP2336049B1 (en) | 2008-10-01 | 2009-09-30 | Glass roll |
| CN2009801260253A CN102083713B (zh) | 2008-10-01 | 2009-09-30 | 玻璃辊 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008256509 | 2008-10-01 | ||
| JP2008-256509 | 2008-10-01 | ||
| JP2008-277121 | 2008-10-28 | ||
| JP2008277121 | 2008-10-28 | ||
| JP2009214858A JP5532506B2 (ja) | 2008-10-01 | 2009-09-16 | ガラスロール |
| JP2009-214858 | 2009-09-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010038760A1 true WO2010038760A1 (ja) | 2010-04-08 |
Family
ID=42073521
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/067001 WO2010038760A1 (ja) | 2008-10-01 | 2009-09-30 | ガラスロール |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8497006B2 (ja) |
| EP (1) | EP2336049B1 (ja) |
| JP (1) | JP5532506B2 (ja) |
| KR (1) | KR101554198B1 (ja) |
| CN (1) | CN102083713B (ja) |
| TW (1) | TWI513636B (ja) |
| WO (1) | WO2010038760A1 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012051186A (ja) * | 2010-08-31 | 2012-03-15 | Nippon Electric Glass Co Ltd | ガラス−樹脂積層体、およびそれを巻き取ったガラスロール、並びにガラスロールの製造方法 |
| WO2013002210A1 (ja) * | 2011-06-30 | 2013-01-03 | 日本電気硝子株式会社 | ガラスロールの製造方法 |
| DE102011081172A1 (de) | 2011-08-18 | 2013-02-21 | Schott Ag | Verpackungseinheit für ein auf einen Wickelkern gerolltes Glas |
| WO2013050163A1 (de) | 2011-10-07 | 2013-04-11 | Schott Ag | Vorgespannte glasrolle |
| DE102013215654A1 (de) | 2013-08-08 | 2015-02-12 | Schott Ag | Verpackungseinheit für ein auf einen Wickelkern aufgerolltes Glas |
| DE102015001177A1 (de) | 2014-03-10 | 2015-09-10 | Schott Ag | Verpackungseinheit |
| US9199816B2 (en) | 2010-11-04 | 2015-12-01 | Corning Incorporated | Methods and apparatus for guiding flexible glass ribbons |
| US9238352B2 (en) | 2010-05-28 | 2016-01-19 | Corning Incorporated | Roll of flexible glass and method for rolling |
| US9284149B2 (en) | 2010-11-30 | 2016-03-15 | Corning Incorporated | Winding glass ribbon by tensioning interleaving material |
| US9656901B2 (en) | 2010-03-03 | 2017-05-23 | Nippon Electric Glass Co., Ltd. | Method of manufacturing a glass roll |
| US9790121B2 (en) | 2011-03-30 | 2017-10-17 | Corning Incorporated | Methods of fabricating a glass ribbon |
| US9834389B2 (en) | 2012-11-29 | 2017-12-05 | Corning Incorporated | Methods and apparatus for fabricating glass ribbon of varying widths |
| JP2018100219A (ja) * | 2010-11-30 | 2018-06-28 | コーニング インコーポレイテッド | ガラスリボンを接合するための構造及び方法 |
| EP3789317A4 (en) * | 2019-06-12 | 2022-04-13 | Sumitomo Electric Toyama Co., Ltd. | PACKAGING BODY AND METHOD OF MAKING A PACKING BODY |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5788134B2 (ja) * | 2008-10-01 | 2015-09-30 | 日本電気硝子株式会社 | ガラスロール及びガラスロールの製造方法 |
| US8656738B2 (en) * | 2008-10-31 | 2014-02-25 | Corning Incorporated | Glass sheet separating device |
| WO2011013555A1 (ja) * | 2009-07-30 | 2011-02-03 | 日本電気硝子株式会社 | ガラスリボン及びその製造方法 |
| EP2463249B1 (en) * | 2009-08-07 | 2015-04-29 | Asahi Glass Company, Limited | Method for manufacturing ultra-thin glass substrate |
| JP5704395B2 (ja) * | 2010-03-29 | 2015-04-22 | 日本電気硝子株式会社 | ガラスロール梱包体 |
| JP5669001B2 (ja) | 2010-07-22 | 2015-02-12 | 日本電気硝子株式会社 | ガラスフィルムの割断方法、ガラスロールの製造方法、及びガラスフィルムの割断装置 |
| JP5696393B2 (ja) | 2010-08-02 | 2015-04-08 | 日本電気硝子株式会社 | ガラスフィルムの割断方法 |
| JP5617556B2 (ja) | 2010-11-22 | 2014-11-05 | 日本電気硝子株式会社 | 帯状ガラスフィルム割断装置及び帯状ガラスフィルム割断方法 |
| JPWO2012099073A1 (ja) * | 2011-01-20 | 2014-06-30 | 旭硝子株式会社 | ガラスロール、ガラスロール製造装置、およびガラスロール製造方法 |
| JP5679324B2 (ja) | 2011-05-19 | 2015-03-04 | 日本電気硝子株式会社 | ガラスロールの製造方法および製造装置 |
| CN103608270B (zh) * | 2011-07-19 | 2016-01-20 | 旭硝子株式会社 | 薄板玻璃的卷绕装置及收纳装置 |
| KR101979047B1 (ko) * | 2011-10-31 | 2019-05-15 | 코닝 인코포레이티드 | 정전기 고정 유리 롤, 상기 유리 롤의 제조 방법 및 장치 |
| TWI491504B (zh) | 2012-09-21 | 2015-07-11 | Ind Tech Res Inst | 貼合裝置及含其之設備 |
| WO2014061800A1 (ja) | 2012-10-19 | 2014-04-24 | 日東電工株式会社 | 薄ガラス長尺体 |
| US9216924B2 (en) | 2012-11-09 | 2015-12-22 | Corning Incorporated | Methods of processing a glass ribbon |
| JP6033096B2 (ja) | 2013-01-17 | 2016-11-30 | 日東電工株式会社 | 薄ガラス長尺体 |
| US9595398B2 (en) | 2013-08-30 | 2017-03-14 | Corning Incorporated | Low resistance ultracapacitor electrode and manufacturing method thereof |
| TW201604001A (zh) | 2014-06-06 | 2016-02-01 | 康寧公司 | 用於建築設計及其他應用的可撓玻璃積層結構 |
| KR20170126985A (ko) * | 2015-03-03 | 2017-11-20 | 코닝 인코포레이티드 | 가요성 유리 리본을 가공하는 연속식 유리 가공 장치 및 방법 |
| KR101823935B1 (ko) * | 2015-09-02 | 2018-03-14 | 코닝정밀소재 주식회사 | 수납 용기 |
| DE102016218176A1 (de) * | 2015-10-02 | 2017-04-06 | Schott Ag | Langzeitbiegbares Glasmaterial, sowie Verfahren zur Herstellung eines langzeitbiegbaren Glasmaterials |
| GB2544329B (en) * | 2015-11-13 | 2020-02-26 | Hughes Electronics Ltd | Dust cap for electrical connector |
| US11008244B2 (en) | 2015-11-25 | 2021-05-18 | Corning Incorporated | Methods of separating a glass web |
| JP6699159B2 (ja) * | 2015-12-17 | 2020-05-27 | 日本電気硝子株式会社 | ガラスロール及びその製造方法 |
| WO2018074383A1 (ja) * | 2016-10-17 | 2018-04-26 | 日本電気硝子株式会社 | ガラスロール |
| KR102597116B1 (ko) | 2016-10-26 | 2023-11-01 | 닛토덴코 가부시키가이샤 | 수지 테이프가 형성된 유리 필름의 제조 방법, 및 유리 필름의 제조 방법 |
| KR102247127B1 (ko) | 2016-10-26 | 2021-04-30 | 닛토덴코 가부시키가이샤 | 수지 필름이 부착된 유리 롤 |
| CN109922954B (zh) | 2016-10-26 | 2022-02-22 | 日东电工株式会社 | 玻璃膜-树脂复合体 |
| CN109747945B (zh) * | 2017-11-08 | 2021-04-30 | 深圳光峰科技股份有限公司 | 柔性屏幕固定运输装置 |
| KR20210008492A (ko) * | 2018-05-15 | 2021-01-22 | 니폰 덴키 가라스 가부시키가이샤 | 유리 롤 곤포체, 및 그 제작 방법 |
| CN112888640B (zh) * | 2018-11-02 | 2022-12-23 | 日本电气硝子株式会社 | 玻璃板捆包体 |
| CN109896349B (zh) * | 2019-03-28 | 2024-04-23 | 保定易通光伏科技股份有限公司 | 一种轴装焊带及绕带方法 |
| JP7357500B2 (ja) * | 2019-09-26 | 2023-10-06 | 日東電工株式会社 | 複層構造体 |
| KR200497172Y1 (ko) * | 2019-11-13 | 2023-08-18 | 에스케이넥실리스 주식회사 | 동박용 수납장치 |
| JP7192753B2 (ja) * | 2019-12-09 | 2022-12-20 | 日本電気硝子株式会社 | ガラスロール |
| CN114249022A (zh) * | 2020-09-24 | 2022-03-29 | 长春石油化学股份有限公司 | 薄膜卷包装结构及薄膜卷包装方法 |
| KR102689576B1 (ko) | 2023-11-09 | 2024-07-29 | 김성일 | 보면대가 구비된 방음부스 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01500990A (ja) * | 1986-05-02 | 1989-04-06 | デポジション・テクノロジー・インコーポレイテッド | スパッタコーテッド薄厚ガラスシーティングロールおよびその連続製造方法 |
| JPH021503U (ja) * | 1988-06-10 | 1990-01-08 | ||
| JPH0248577U (ja) * | 1988-09-29 | 1990-04-04 | ||
| JPH1143180A (ja) * | 1997-05-28 | 1999-02-16 | Mitsubishi Kagaku Polyester Film Kk | フィルム包装体 |
| JP2002534305A (ja) | 1999-01-11 | 2002-10-15 | ショット・ディスプレイ・グラース・ゲーエムベーハー | ポリマー被覆薄層ガラスフィルム基板 |
| JP2006264786A (ja) * | 2004-07-23 | 2006-10-05 | Asahi Glass Co Ltd | 板状体梱包箱、板状体搬送方法及び板状体積載・取出し方法 |
| JP2006347783A (ja) * | 2005-06-13 | 2006-12-28 | Lemi Ltd | 脆性材料の割断方法及び装置 |
| JP2007119322A (ja) * | 2005-10-31 | 2007-05-17 | Matsushita Electric Ind Co Ltd | ガラスロールおよびこれを用いた機能性膜付きガラス基板の製造方法 |
| JP2008133174A (ja) | 2006-10-24 | 2008-06-12 | Nippon Electric Glass Co Ltd | ガラスリボンの製造装置及びその製造方法 |
| WO2008123124A1 (ja) * | 2007-03-28 | 2008-10-16 | Kaneka Corporation | ロール受け具 |
| JP2009173307A (ja) | 2008-01-24 | 2009-08-06 | Fujifilm Corp | 圧力測定シート |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB503557A (en) | 1936-10-26 | 1939-04-11 | Kodak Ltd | Improvements in or relating to photographic roll films |
| US3292874A (en) * | 1964-07-30 | 1966-12-20 | Herbert M Tinkham | Roll holder |
| US3660958A (en) * | 1970-06-01 | 1972-05-09 | Vito Guida | Protective wrapper for roll of sheet material and method of making same |
| US3685644A (en) * | 1970-08-03 | 1972-08-22 | Du Pont | Packaging rolls with improved end-suspension support panels |
| US4485125A (en) | 1982-03-19 | 1984-11-27 | Energy Conversion Devices, Inc. | Method for continuously producing tandem amorphous photovoltaic cells |
| JP2513300B2 (ja) | 1988-02-16 | 1996-07-03 | キヤノン株式会社 | 位置検出装置 |
| DE3821875C1 (ja) | 1988-06-29 | 1990-02-15 | Eprova Ag, Forschungsinstitut, Schaffhausen, Ch | |
| US5167322A (en) * | 1991-01-29 | 1992-12-01 | Cascades Conversion Inc. | Header construction for package roll of sheet material |
| US5688578A (en) * | 1992-03-16 | 1997-11-18 | Goodrich; David P. | Composite packaging material having an expanded sheet with a separator sheet |
| EP0716339B1 (en) | 1994-12-05 | 2001-09-12 | Agfa-Gevaert N.V. | A silver halide photographic material and a dry imaging material comprising a glass support |
| JP3332700B2 (ja) | 1995-12-22 | 2002-10-07 | キヤノン株式会社 | 堆積膜形成方法及び堆積膜形成装置 |
| EP0808722A1 (en) | 1996-05-21 | 1997-11-26 | Agfa-Gevaert N.V. | A material for producing a lithographic printing plate comprising a glass support |
| EP1048628A1 (de) | 1999-04-30 | 2000-11-02 | Schott Glas | Polymerbeschichtete Dünnglasfoliensubstrate |
| DE19918936A1 (de) | 1999-04-27 | 2000-11-02 | Schott Glas | Verfahren und Vorrichtung zur Herstellung von Einzelglasscheiben |
| JP4326635B2 (ja) * | 1999-09-29 | 2009-09-09 | 三菱樹脂株式会社 | ガラスフィルムの取扱い方法及びガラス積層体 |
| JP2001318219A (ja) | 2000-05-09 | 2001-11-16 | Toppan Printing Co Ltd | カラーフィルタの製造方法 |
| JP2005170762A (ja) * | 2003-12-15 | 2005-06-30 | Nippon Electric Glass Co Ltd | 有機el用ガラス成型体の製造方法 |
| WO2006009225A1 (ja) | 2004-07-23 | 2006-01-26 | Asahi Glass Company, Limited | 板状体梱包箱、板状体搬送方法及び板状体積載・取出し方法 |
| JP4756326B2 (ja) * | 2005-06-16 | 2011-08-24 | 日本電気硝子株式会社 | ガラス板の梱包装置 |
| JP4892916B2 (ja) * | 2005-10-04 | 2012-03-07 | セントラル硝子株式会社 | 薄板ガラスの折割装置および折割方法 |
| DE102006024825A1 (de) | 2006-05-23 | 2007-11-29 | Jenoptik Automatisierungstechnik Gmbh | Verfahren und Vorrichtung zum Randbeschneiden eines Floatglasbandes |
| WO2008050605A1 (fr) | 2006-10-24 | 2008-05-02 | Nippon Electric Glass Co., Ltd. | Appareil de production de rubans de verre et procédé de production associé |
| JP4849051B2 (ja) * | 2007-10-25 | 2011-12-28 | セントラル硝子株式会社 | 耳部切断装置 |
| CN101925456B (zh) | 2008-01-25 | 2013-10-16 | 旭硝子株式会社 | 玻璃树脂复合体的制造方法 |
| JP5435267B2 (ja) | 2008-10-01 | 2014-03-05 | 日本電気硝子株式会社 | ガラスロール、ガラスロールの製造装置、及びガラスロールの製造方法 |
| JP5788134B2 (ja) | 2008-10-01 | 2015-09-30 | 日本電気硝子株式会社 | ガラスロール及びガラスロールの製造方法 |
-
2009
- 2009-09-16 JP JP2009214858A patent/JP5532506B2/ja active Active
- 2009-09-30 US US13/121,306 patent/US8497006B2/en active Active
- 2009-09-30 TW TW098133240A patent/TWI513636B/zh active
- 2009-09-30 CN CN2009801260253A patent/CN102083713B/zh active Active
- 2009-09-30 KR KR1020107026094A patent/KR101554198B1/ko active IP Right Grant
- 2009-09-30 WO PCT/JP2009/067001 patent/WO2010038760A1/ja active Application Filing
- 2009-09-30 EP EP09817792.6A patent/EP2336049B1/en active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01500990A (ja) * | 1986-05-02 | 1989-04-06 | デポジション・テクノロジー・インコーポレイテッド | スパッタコーテッド薄厚ガラスシーティングロールおよびその連続製造方法 |
| JPH021503U (ja) * | 1988-06-10 | 1990-01-08 | ||
| JPH0248577U (ja) * | 1988-09-29 | 1990-04-04 | ||
| JPH1143180A (ja) * | 1997-05-28 | 1999-02-16 | Mitsubishi Kagaku Polyester Film Kk | フィルム包装体 |
| JP2002534305A (ja) | 1999-01-11 | 2002-10-15 | ショット・ディスプレイ・グラース・ゲーエムベーハー | ポリマー被覆薄層ガラスフィルム基板 |
| JP2006264786A (ja) * | 2004-07-23 | 2006-10-05 | Asahi Glass Co Ltd | 板状体梱包箱、板状体搬送方法及び板状体積載・取出し方法 |
| JP2006347783A (ja) * | 2005-06-13 | 2006-12-28 | Lemi Ltd | 脆性材料の割断方法及び装置 |
| JP2007119322A (ja) * | 2005-10-31 | 2007-05-17 | Matsushita Electric Ind Co Ltd | ガラスロールおよびこれを用いた機能性膜付きガラス基板の製造方法 |
| JP2008133174A (ja) | 2006-10-24 | 2008-06-12 | Nippon Electric Glass Co Ltd | ガラスリボンの製造装置及びその製造方法 |
| WO2008123124A1 (ja) * | 2007-03-28 | 2008-10-16 | Kaneka Corporation | ロール受け具 |
| JP2009173307A (ja) | 2008-01-24 | 2009-08-06 | Fujifilm Corp | 圧力測定シート |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2336049A4 * |
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10189736B2 (en) | 2010-03-03 | 2019-01-29 | Nippon Electric Glass Co., Ltd | Method of manufacturing a glass roll |
| US9656901B2 (en) | 2010-03-03 | 2017-05-23 | Nippon Electric Glass Co., Ltd. | Method of manufacturing a glass roll |
| US9790046B2 (en) | 2010-05-28 | 2017-10-17 | Corning Incorporated | Roll of flexible glass and method for rolling |
| US9238352B2 (en) | 2010-05-28 | 2016-01-19 | Corning Incorporated | Roll of flexible glass and method for rolling |
| JP2012051186A (ja) * | 2010-08-31 | 2012-03-15 | Nippon Electric Glass Co Ltd | ガラス−樹脂積層体、およびそれを巻き取ったガラスロール、並びにガラスロールの製造方法 |
| US9199816B2 (en) | 2010-11-04 | 2015-12-01 | Corning Incorporated | Methods and apparatus for guiding flexible glass ribbons |
| US9745163B2 (en) | 2010-11-30 | 2017-08-29 | Corning Incorporated | Winding glass ribbon by tensioning interleaving material |
| US9284149B2 (en) | 2010-11-30 | 2016-03-15 | Corning Incorporated | Winding glass ribbon by tensioning interleaving material |
| JP2018100219A (ja) * | 2010-11-30 | 2018-06-28 | コーニング インコーポレイテッド | ガラスリボンを接合するための構造及び方法 |
| US9790121B2 (en) | 2011-03-30 | 2017-10-17 | Corning Incorporated | Methods of fabricating a glass ribbon |
| CN103596890A (zh) * | 2011-06-30 | 2014-02-19 | 日本电气硝子株式会社 | 玻璃辊的制造方法 |
| WO2013002210A1 (ja) * | 2011-06-30 | 2013-01-03 | 日本電気硝子株式会社 | ガラスロールの製造方法 |
| KR101904794B1 (ko) | 2011-06-30 | 2018-10-05 | 니폰 덴키 가라스 가부시키가이샤 | 유리 롤의 제조방법 |
| JP2013014441A (ja) * | 2011-06-30 | 2013-01-24 | Nippon Electric Glass Co Ltd | ガラスロールの製造方法 |
| CN103596890B (zh) * | 2011-06-30 | 2016-02-03 | 日本电气硝子株式会社 | 玻璃辊的制造方法 |
| WO2013024132A1 (de) | 2011-08-18 | 2013-02-21 | Schott Ag | Verpackungseinheit für ein auf einen wickelkern gerolltes glas |
| DE102011081172B4 (de) * | 2011-08-18 | 2013-05-08 | Schott Ag | Verpackungseinheit für ein auf einen Wickelkern gerolltes Glas |
| DE102011081172A1 (de) | 2011-08-18 | 2013-02-21 | Schott Ag | Verpackungseinheit für ein auf einen Wickelkern gerolltes Glas |
| WO2013050163A1 (de) | 2011-10-07 | 2013-04-11 | Schott Ag | Vorgespannte glasrolle |
| DE102011084132A1 (de) | 2011-10-07 | 2013-04-11 | Schott Ag | Glasrolle |
| US11090905B2 (en) | 2011-10-07 | 2021-08-17 | Schott Ag | Pre-stressed glass roll |
| US9834389B2 (en) | 2012-11-29 | 2017-12-05 | Corning Incorporated | Methods and apparatus for fabricating glass ribbon of varying widths |
| WO2015018655A1 (de) * | 2013-08-08 | 2015-02-12 | Schott Ag | Verpackungseinheit für ein auf einen wickelkern aufgerolltes glas |
| DE102013215654A1 (de) | 2013-08-08 | 2015-02-12 | Schott Ag | Verpackungseinheit für ein auf einen Wickelkern aufgerolltes Glas |
| US9428324B2 (en) | 2014-03-10 | 2016-08-30 | Schott Ag | Packaging unit for a roll of material |
| DE102015001177A1 (de) | 2014-03-10 | 2015-09-10 | Schott Ag | Verpackungseinheit |
| EP3789317A4 (en) * | 2019-06-12 | 2022-04-13 | Sumitomo Electric Toyama Co., Ltd. | PACKAGING BODY AND METHOD OF MAKING A PACKING BODY |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2336049A4 (en) | 2012-08-29 |
| JP2010132348A (ja) | 2010-06-17 |
| US20110177347A1 (en) | 2011-07-21 |
| JP5532506B2 (ja) | 2014-06-25 |
| CN102083713B (zh) | 2013-01-09 |
| CN102083713A (zh) | 2011-06-01 |
| TW201026578A (en) | 2010-07-16 |
| EP2336049B1 (en) | 2014-04-23 |
| KR20110065421A (ko) | 2011-06-15 |
| TWI513636B (zh) | 2015-12-21 |
| EP2336049A1 (en) | 2011-06-22 |
| US8497006B2 (en) | 2013-07-30 |
| KR101554198B1 (ko) | 2015-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5532506B2 (ja) | ガラスロール | |
| JP5788134B2 (ja) | ガラスロール及びガラスロールの製造方法 | |
| JP5783436B2 (ja) | ガラスロール | |
| US9931816B2 (en) | Glass roll, device for producing glass roll, and process for producing glass roll | |
| JP5691148B2 (ja) | ガラスロール、ガラスロールの製造装置、及びガラスロールの製造方法 | |
| JP5633718B2 (ja) | ガラスロール及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980126025.3 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09817792 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20107026094 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13121306 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009817792 Country of ref document: EP |