-
Die Erfindung betrifft eine Glasrolle aus einer auf einen Wickelkern aufgewickelten Glasfolie mit einem Zwischenmaterial zwischen den einzelnen Glasfolienlagen.
-
Für verschiedenste Anwendungen wie z. B. in den Bereichen der Verbraucherelektronik beispielsweise als Abdeckgläser für Halbleitermodule, für organische LED-Lichtquellen oder für dünne oder gebogene Anzeigevorrichtungen oder in Bereichen der regenerativen Energien oder Energietechnik, wie für Solarzellen, wird zunehmend Dünnglas eingesetzt. Beispiele hierfür sind Touch Panel, Kondensatoren, Dünnfilmbatterien, flexible Leiterplatten, flexible OLED's, flexible Photovoltaikmodule oder auch e-Papers. Dünnglas gerät für viele Anwendungen immer mehr in den Fokus aufgrund seiner hervorragenden Eigenschaften wie Chemikalien-, Temperaturwechsel- und Hitzebeständigkeit, Gasdichtigkeit, hohes elektrisches Isolationsvermögen, angepasster Ausdehnungskoeffizient, Biegsamkeit, hohe optische Qualität und Lichtdurchlässigkeit oder auch hohe Oberflächenqualität mit sehr geringer Rauigkeit aufgrund einer feuerpolierten Oberfläche der beiden Dünnglasseiten. Unter Dünnglas werden hierbei Glasfolien verstanden mit Dicken kleiner etwa 1,2 mm bis zu Dicken von 15 µm und kleiner. Aufgrund seiner Biegsamkeit wird Dünnglas als Glasfolie zunehmend nach der Herstellung aufgerollt und als Glasrolle gelagert oder zur Konfektionierung oder Weiterverarbeitung transportiert. In einem Roll-to-roll Prozess kann die Glasfolie auch nach einer Zwischenbehandlung, beispielsweise einem Beschichten oder Konfektionieren der Oberfläche, wiederum aufgerollt und einer weiteren Verwendung zugeführt werden. Das Rollen des Glases beinhaltet gegenüber einer Lagerung und dem Transport von flächig ausgebreitetem Material den Vorteil einer kostengünstigeren kompakten Lagerung, Transport und Handhabung in der Weiterverarbeitung.
-
Bei all den hervorragenden Eigenschaften besitzt Glas als spröder Werkstoff eine eher geringe Bruchfestigkeit, da es wenig widerstandsfähig gegen Zugspannungen ist. Bei einem Biegen des Glases treten Zugspannungen an der äußeren Oberfläche des gebogenen Glases auf. Für eine bruchfreie Lagerung und für einen bruchfreien Transport einer solchen Glasrolle ist zunächst die Qualität und Unversehrtheit der Kanten von Bedeutung, um das Entstehen eines Risses oder Bruchs in der aufgerollten Glasfolie zu vermeiden. Schon Beschädigungen an den Kanten wie winzige Risse, z. B. Mikrorisse, können die Ursache für größere Risse oder Brüche in der Glasfolie werden. Weiterhin ist aufgrund der Zugspannung an der Oberseite der gerollten Glasfolie eine Unversehrtheit und Freiheit der Oberfläche von Kratzern, Riefen oder anderen Oberflächendefekten von Bedeutung, um das Entstehen eines Risses oder Bruchs in der aufgerollten Glasfolie zu vermeiden. Drittens sollten auch herstellungsbedingte innere Spannungen im Glas möglichst gering oder nicht vorhanden sein, um das Entstehen eines Risses oder Bruchs in der aufgerollten Glasfolie zu vermeiden. Da in einer kommerziellen Fertigung alle drei Faktoren aber nur begrenzt optimierbar sind, wird die Bruchanfälligkeit eines solchen aufgerollten Glases zu den sowieso vorhandenen Grenzen seiner Materialeigenschaft noch weiter heraufgesetzt. Somit sind für das Aufwickeln einer Glasfolie und für die Lagerung und den Transport einer solchen Glasrolle besondere Vorkehrungen und Bedingungen wichtig, um eine Beschädigung des Glases zu vermeiden.
-
Problematisch ist hier zum einen ein Schwingen oder Vibrieren einzelner oder aller Glasfolienlagen auf der Glasrolle. Zum anderen kann eine achsiale Verschiebung des aufgerollten Glases insgesamt auf dem Wickelkern zu Beschädigungen führen. Weiterhin ist eine seitlich gerichtete achsiale Verschiebung einzelner oder aller Glasfolienlagen untereinander, d. h. relativ zueinander, äußerst kritisch. Die Glasfolienlagen liegen dann stufenartig übereinander, sodass überstehende Kantenbereiche entstehen, die dann sehr bruchempfindlich sind. Dieser Effekt soll hier mit einem Teleskopieren der Glasfolienlagen bzw. der Glasrolle umschrieben werden. Hierbei kann insbesondere ein relativ zu einer anderen Glasfolienlage überstehender Bereich einer weiteren oder mehrerer weiterer Glasfolienlagen brechen oder reißen, was durch Stöße, Anstoßen oder Berühren von Außen oder durch Schwingungen oder Vibrationen noch unterstützt werden kann. D. h. die überstehenden Bereiche der Glasfolie sind in diesem Zustand ungeschützt im Glasrollenverbund.
-
Weiterhin ist auch zu vermeiden, dass partikelförmige Einschlüsse zwischen den Glasfolienlagen zu Beschädigungen führen. Zum einen können sie die Oberfläche verkratzen, was insbesondere durch ein Verschieben oder eine Bewegung der Glasfolienlagen untereinander bzw. relativ zueinander unterstützt wird oder sie können durch Verursachung einer punktförmigen Druckbelastung zu einem Riss oder Bruch führen.
-
Um einen Bruch des Dünnglases durch Schmutzpartikel zwischen den Glasoberflächen zu vermeiden schlägt die
WO 87/06626 für ein Verfahren zum Coaten von Dünnglas im Roll-to-roll Prozess, unter Verwendung einer Glasrolle vor, zwischen den Glaslagen eine oder mehrere Lagen eines für Glas nicht abrasiven Materials, wie eine Kunststofffolie, vorzusehen. Die Kunststofffolie kann ein Polymer, wie Polyester oder Polyethylen sein und auch ein geprägtes Muster enthalten, um die Metall- oder Metalloxidbeschichtung auf dem Glas zu schützen. Zu der Problematik eines seitlichen Verschiebens oder eines Schwingens oder Vibrieren der Glasfolienlagen wird hier keine Lösung angeboten. Auch bezüglich der Problematik einer Wechselwirkung zwischen der Glas- oder der Beschichtungsoberfläche und dem Zwischenlagenmaterial wird keine Lösung angeboten.
-
Die
US 3,622,298 erwähnt im Zusammenhang mit der Herstellung und dem Aufrollen einer Glasfolie lediglich die Verwendung eines Packpapiers als Zwischenlage zwischen den Glasfolienlagen, ohne die Problematik des Verschiebens, Schwingens oder Vibrierens der Glasfolienlagen beispielsweise bei einem Transport erkannt zu haben.
-
Die
US 3,089,801 offenbart die Verwendung von Packpapier oder Aluminiumfolie, wobei das Papier als Verstärkungsmaterial auf dem Dünnglas abtrennbar aufgeklebt ist. Das Glas soll hierdurch beim Biegen und Handling eine größere Festigkeit erhalten und dadurch auch beim Aufrollen vor einem Brechen geschützt werden. Aber diese Maßnahme verhindert nicht die Ursache von möglichen Brüchen einer Glasfolie auf einer Glasrolle, wie sie durch das Verschieben, Schwingen oder Vibrieren der Glasfolienlagen z.B. beim Transportieren der Glasrolle entstehen. Auch verhindert eine aufgeklebte Papierschicht nur das Auseinanderfallen der Bruchstücke, nicht aber die Entstehung eines Risses oder Bruches.
-
Die
US 2011/0171417 geht hier noch weiter und schlägt zum Schutz der Kanten eines Dünnglases das Einlaminieren des Dünnglases zwischen zwei Kunststoffschichten vor dem Aufrollen zu einer Glasrolle vor. Es wird eine auf einer Seite des Dünnglases haftklebend aufgeklebte Trägerschicht vorgeschlagen, welche über den Rand des Dünnglases übersteht. Auf der anderen Seite des Dünnglases wird vollflächig oder nur im Bereich der Kanten und über die Kanten überstehend eine Abdeckschicht lösbar aufgeklebt, sodass die Kanten zwischen zwei Kunststoffschichten einlaminiert vorliegen und das Dünnglas anschließend aufgerollt wird. Wie auch bei der
US 3,089,801 wird keine Lösung zur Verhinderung der Ursache von möglichen Brüchen einer Glasfolie auf einer Glasrolle vorgeschlagen. Problematisch ist auch die Bruchgefahr der Glasfolie beim Ablösen der klebenden Zwischenschichten. Weiterhin sind anhaftende Reste des Klebers oder eine Beeinflussung der Glasoberfläche durch den Kleber äußerst nachteilig bei diesem Lösungsvorschlag.
-
Anders hat die
WO 2010/038760 die Problematik erkannt und schlägt als Lösung das seitliche Überstehen eines Pufferbogens zwischen den Glasfolienlagen vor. Die Glasrolle hat einen Wickelkern mit zum aufgerollten Glas beabstandeten Flanschen. Das seitlich überstehende Pufferbogenmaterial soll bei einem seitlichen Verschieben der ganzen Glasrolle auf dem Wickelkern oder bei einem seitlichen Verschieben einzelner Glasfolienlagen bzw. einem Teleskopieren der Glasfolienlagen untereinander verhindern, dass die Kanten der aufgerollten Glasfolie gegen einen Flansch stoßen und brechen. Nachteilig ist auch hier, dass keine Lösung vorgeschlagen wird, das seitliche Verschieben der Glasfolienlagen oder des Glases auf dem Wickelkern zu verhindern. Die Folge ist, dass es trotz der überstehenden Puffer- bzw. Zwischenlagen zu Brüchen im Glas kommen kann, wenn die Glasrolle beispielsweise teleskopiert oder die Glasfolienlagen in eine Resonanzschwingung kommen. Es soll lediglich eine Lösung bereitgestellt werden, dass bei einem Verschieben die Kanten von den Flanschen beabstandet bleiben. Nachteilig ist weiterhin auch, dass bei einem Abrollen der Glasrolle die überstehenden Zwischenlagen miteinander verhaken können und die Glaskanten dabei unzulässig beansprucht werden und brechen.
-
Aufgabe der Erfindung ist es somit, die oben beschriebenen Nachteile zu vermeiden und eine Glasrolle zur Verfügung zu stellen, welche einen hohen Schutz für das aufgerollte Glas gegen ein Verschieben, Schwingen oder Vibrieren bildet.
-
Die Erfindung löst diese Aufgabe mit den Merkmalen des Anspruchs 1 und des Anspruchs 19 und 21.
-
Die Glasrolle umfasst zumindest eine Glasfolie und ein Zwischenmaterial, welche übereinanderliegend in wenigstens jeweils zwei Lagen auf einen Wickelkern aufgewickelt sind, wobei die Glasfolienlagen durch die Zwischenmateriallagen fixiert sind.
-
Der Wickelkern hat üblicherweise einen Durchmesser von 200 bis 600 mm und kann aus jedem stabilen Material wie Holz, Kunststoff, Pappe, Metall oder auch einem Verbundwerkstoff bestehen. Er kann an der Oberfläche auch eine geeignete rutschfeste und gegebenenfalls komprimierbare Beschichtung oder eine strukturierte Oberfläche aufweisen.
-
Die Glasfolie ist ein durchgehendes langes Band einer bestimmten Länge, wobei in einer Glasrolle die Glasfolie eine einzige durchgehende Länge haben kann oder auch mehrere kürzere Längen auf einer Rolle aufgewickelt sind. Üblicherweise haben solche Glasfolien eine Breite im Bereich von 300 bis 800 mm und eine Länge von 200 bis 1000 m. Solche Glasfolien werden in bekannter Weise im Down-Draw Verfahren oder im Overflow-Downdraw-Fusion Verfahren hergestellt (vgl. z. B.
WO 02/051757 A2 für das Down-Draw-Verfahren sowie
WO 03/051783 A1 für das Overflow-Downdraw-Fusion-Verfahren). Das geformte und ausgezogene Endlosband wird auf eine Glasrolle aufgewickelt und nach Spezifikation abgelängt.
-
Die Glasfolie kann hierbei aus jeder geeigneten Glasart bestehen, insbesondere aus einem Borosilikatglas oder einem Aluminoborosilikatglas. Um eine Bruchgefahr und die Entstehung von Rissen beim Aufrollen zu verringern ist die Oberfläche feuerpoliert und sehr glatt. Sie kann dadurch eine höhere Zugspannung an der Außenseite des gebogenen Glases aufnehmen und sich auf kleinere Radien biegen lassen. Abhängig von der Oberflächenrauigkeit gibt es für jedes Glas eine kritische Spannung an der Oberfläche, bei der ein schon vorhandener Initialriss, dessen Tiefe in der Größenordnung der Oberflächenrauigkeit liegt, von alleine weiterwandert und das Glas zerstört (Sprödbruch). Je dünner das Glas ist, desto kleiner sind die Spannungen, die an der Oberfläche durch einen gegebenen Biegeradius erzeugt werden. So kann beispielsweise eine 100 µm dicke Glasfolie mit lasergeritzer Kante ohne Bruch um einen Radius von 50 mm, eine 30 µm dicke Glasfolie ohne Bruch um einen Radius von 24 mm oder eine 15 µm dicke Glasfolie ohne Bruch um einen Radius von 12 mm gewickelt werden. Auch kann eine 50 µm dicke Glasfolie ohne Bruch um einen Radius von 5 mm gewickelt werden und es sind Wickelradien von 2 mm möglich. Es hat sich gezeigt, dass insbesondere in diesem Dickenbereich mit bevorzugt 15–30 µm durch das dünne Ausziehen alkaliarmer Gläser eine besonders glatte Oberfläche geschaffen wird.
-
Die Glasfolie, welche erfindungsgemäß aufgewickelt wird, hat üblicherweise eine Dicke von höchstens 350 μm, vorzugsweise von höchstens 100 µm, bevorzugt von höchstens 50 μm, besonders bevorzugt von höchstens 30 μm und von mindestens 5 μm, vorzugsweise von mindestens 10 μm, besonders bevorzugt von mindestens 15 μm. Vorteilhaft ist hier, dass sich eine solch dünne Glasfolie aufgrund ihrer Elastizität problemlos auf kleine Radien biegen und aufwickeln lässt. Bevorzugte Glasfoliendicken sind 15, 25, 30, 35, 50, 55, 80, 100, 130, 160, 190, 280 µm.
-
Die Glasfolie, welche erfindungsgemäß aufgewickelt wird, weist bevorzugt an zumindest einer Oberfläche ihrer beiden Seiten eine feuerpolierte Oberfläche auf, bevorzugt an der Oberfläche beider Seiten.
-
Der quadratische Mittenrauwert (RMS) Rq beträgt an der Oberfläche von zumindest einer ihrer beiden Seiten vorzugsweise höchstens 1 Nanometer, vorzugsweise höchstens 0,8 Nanometer, besonders bevorzugt höchstens 0,5 Nanometer. Die gemittelte Rautiefe Ra beträgt an der Oberfläche von zumindest einer ihrer beiden Seiten höchstens 2 Nanometer, vorzugsweise höchstens 1,5 Nanometer, besonders bevorzugt höchstens 1 Nanometer, jeweils auf einer Messlänge von 670 µm. In einer bevorzugten Ausführungsform kennzeichnen diese Rauigkeitswerte die Oberfläche beider Seiten der Glasfolie. Insbesondere jedoch ist die Seite der Glasfolie, welche beim Biegen auf Zugspannung beansprucht wird, durch diese Rauigkeitswerte gekennzeichnet.
-
Diese überaus glatte Oberfläche erleichtert zwar das Biegen und Aufrollen der Glasfolie ohne eine störende Bruchgefahr aufgrund von Zugspannungen an der Glasoberfläche, jedoch begünstigt sie das seitliche Verschieben von Glasfolienlagen untereinander bzw. relativ zueinander in der Glasrolle, mehr oder weniger ausgeprägt ein Teleskopieren der Glasfolienlagen oder auch ein seitliches Verschieben und Wandern des aufgerollten Glases auf dem Wickelkern, da der Reibwert der Glasoberflächen sehr gering ist.
-
Erfindungsgemäß wird dies verhindert, indem die Glasfolienlagen durch das Zwischenmaterial auf der Glasrolle fixiert werden. Das Zwischenmaterial bedeckt im aufgerollten Zustand der Glasrolle jeweils jede Glasfolienlage beidseitig zumindest bereichsweise, vorzugsweise jedoch vollflächig. Hierbei wird zunächst zumindest eine Zwischenmateriallage auf den Wickelkern gewickelt, darüber wird die erste Glasfolienlage gelegt und dann im Wechsel Zwischenmaterial und Glasfolie aufgerollt. Wenn die gesamte Glasfolienlänge aufgewickelt ist, wird abschließend noch eine oder mehrere Zwischenmateriallagen außen um die Glasrolle gewickelt, um die letzte Glasfolienlage zu fixieren.
-
Die unterste bzw. innere Zwischenmateriallage, d. h. die Kontaktlage zwischen Wickelkern und erster Glasfolienlage, kann alternativ auch durch ein anderes Material gebildet werden oder der Wickelkern ist mit einem entsprechend fixierenden Material beschichtet. Die letzte oberste bzw. äußere Zwischenmateriallage oder mehrere können alternativ oder zusätzlich mit einer Lage aus einem anderen Material gebildet werden, wie beispielsweise einer besonderen Außenschutzfolie oder Papier und/oder Kleb- oder Befestigungsbändern. Wichtig ist hier, dass die oberste Glasfolienlage sicher fixiert ist, um den Druck der inneren Zwischenlagen aufrecht zu erhalten.
-
Das Zwischenmaterial wird erfindungsgemäß beim Aufwickeln mit einer gewissen Vorspannung bzw. mit einer Zugspannung aufgewickelt die so groß ist, dass das Zwischenmaterial je nach gewünschter Erfordernis komprimiert bzw. auf Stauchung beansprucht oder auch gestreckt wird. Auch kann in einem Roll-to-roll Prozess die Glasfolie beim Aufwickeln mit einer gewissen Vorspannung bzw. mit einer Zugspannung aufgewickelt werden die so groß ist, dass das Zwischenmaterial je nach gewünschter Erfordernis komprimiert bzw. auf Stauchung beansprucht wird. Üblicherweise ist eine leichte Kompression des Zwischenmaterials ausreichend. Durch die Kompression wird eine dichte kompakte Wickeleinheit von Glasfolie und Zwischenmaterial geschaffen, die in der Regel schon ausreicht, dass die Glasfolienlagen ausreichend fixiert sind. Die Glasfolienlagen werden durch ein komprimiertes Zwischenmaterial fixiert.
-
In einer bevorzugten Ausführungsform der Erfindung besitzt das Zwischenmaterial ein Rückfedervermögen und übt im komprimierten oder gestauchten Zustand gegen die anliegenden Glasfolienoberflächen einen Rückstelldruck mit einer entsprechenden Relaxationskraft aus. Hierdurch wird eine besonders sichere Fixierung der Glasfolienlagen erreicht. Die Glasfolienlagen sind hier durch ein komprimiertes Zwischenmaterial fixiert, welches einen Rückstelldruck gegen die Glasfolienlagen ausübt.
-
Das Zwischenmaterial weist im Zusammenwirken mit der Glasoberfläche eine bestimmte Haftreibung auf, welche ein Maß der Fixierung der Glasfolienlagen gegen ein Verschieben darstellt. Diese Haftreibung wird durch den Rückstelldruck bzw. die Flächenpressung des Zwischenmaterials gegen die Glasfolienoberfläche bzw. den Rückstelldruck bzw. die Flächenpressung der Glasfolie gegen das Zwischenmaterial erhöht. Je nach Zwischenmaterial und Vorspannung kann der durch die Zwischenmateriallage ausgeübte Rückstelldruck 1 bis 200 kPa (Kilopascal) betragen. Ein dritter Faktor für die Fixierung der Glasfolie in der Glasrolle ist die Adhäsion des Zwischenmaterials auf der sehr glatten Glasoberfläche. Die Adhäsion wird ebenfalls durch die Druckkraft des Zwischenmaterials gegen die Glasfolienoberfläche bzw. die Druckkraft der Glasfolie gegen das Zwischenmaterial erhöht.
-
Das Zwischenmaterial bildet mit der Glasfolie in der Glasrolle somit eine kraftschlüssige Verbindung mit Haftreibung, wodurch die Glasfolie in der Glasrolle fixiert wird.
-
Je größer die Zugspannung des Zwischenmaterials und/oder der Glasfolie beim Aufwickeln ist, desto weniger Luft wird mit eingewickelt, was dann im Glasrollenverbund ein Schwingen oder Vibrieren der Glasfolienlagen in der Glasrolle unterbindet. Abhängig von der Vorspannung bzw. Zugspannung, mit der das Zwischenmaterial und/oder die Glasfolie aufgewickelt wird, wird eine definierte Wickelhärte erreicht. Je größer die Wickelhärte ist, desto besser wird die Glasfolie in der Glasrolle fixiert.
-
Weiterhin werden Unebenheiten in der Glasfolie durch das kompressible Zwischenmaterial ausgeglichen. Dadurch können erhöhte Spannungen, die zum Bruch der Glasfolie führen können, vermieden werden. Solche Unebenheiten sind beispielsweise „Warp“ (durch Spannung eingefrorene größere Welligkeit) und „Waviness“ (Feinwelligkeit der Oberfläche) aufgrund unterschiedlicher Dickenprofile.
-
Weiterhin werden auch partikelförmige Einschlüsse von Verschmutzungen zwischen den Glasfolienlagen von dem komprimierbaren Zwischenmaterial aufgenommen, wodurch Spannungsspitzen zwischen Partikel und Glasfolie kompensiert und Beschädigungen der Glasfolie vermieden werden können. Hierbei handelt es sich jedoch lediglich um Partikel, welche bereits vor dem Aufrollen der Glasfolie auf deren Oberfläche oder auf der Oberfläche des Zwischenmaterials vorhanden war.
-
Die erfindungsgemäße Glasrolle hat nämlich weiterhin den Vorteil, dass aufgrund der hohen Wickelhärte und der Fixierung der Glasfolienlagen durch den von dem Zwischenmaterial ausgeübten Rückstelldruck auf die Glasfolie, eine zuverlässige seitliche Abdichtung der Glasrolle gegen das Eindringen von Verschmutzungen zwischen einzelne Lagen der Glasfolie erreicht werden konnte.
-
In einer Ausführungsform können die Zwischenmateriallagen auch seitlich über die Glasfolienkanten überstehen, um diesen einen Schutz gegen Anstoßen zu bieten. Der Überstand ist hierbei derart begrenzt, dass die Zwischenmateriallagen beim Abwickeln der Glasrolle sich nicht verhaken.
-
Das Zwischenmaterial ist jedes komprimierbare Material, welches als Zwischenmaterial geeignet ist. Insbesondere soll auch die Dicke einer wirtschaftlichen Anwendung zur Herstellung einer Glasrolle entsprechen. Bevorzugt sind poröse Materialien, deren Rohdichte niedriger ist als die Dichte der Materialmasse (Gerüstsubstanz), wie insbesondere weichelastische Schaumstoffe, z. B. Schaumfolien. Dies können homogene Schaumstoffe mit einer weitgehend konstanten Rohdichte über den Querschnitt sein oder es können Integralschaumstoffe sein. Solche Integralschaumstoffe haben eine unterschiedliche Rohdichteverteilung über den Querschnitt, wobei die Rohdichte zur Querschnittmitte abnimmt. Solche Schaumstoffzwischenmateriallagen haben ein vorteilhaftes Biegeverhalten und eine gute Adhäsion an der nahezu porenfreien Oberfläche.
-
Als Zwischenmaterial eignen sich kompressible Materialien wie Schaumstoffe, geprägte oder anders strukturierte Papiere, Pappen, Kunststofffolien oder Metallfolien in Bahnform oder in loser Form als Pulver, Puder, Schnipsel oder Körnungen. Bevorzugt wird als Material eine komprimierbare Pappe oder eine Schaumfolie eingesetzt, z. B. aus einem Polyolefinschaumstoff, insbesondere einem vernetztem Polyolefinschaumstoff, oder auch eine Schaumfolie aus Polyethylen oder Polyurethan. Die Schaumstoffe sind bevorzugt geschlossenzellig. Weiterhin sind auch komprimierbare Materialien wie LKW-Planen oder Kunstleder geeignet.
-
Weiterhin eignen sich auch mehrschichtige Zwischenmaterialien mit losem oder festem Verbund, wobei es bevorzugt ein Material im Glasfolienkontakt an der Oberfläche des Verbundes und ein Material im Kern des Verbundes gibt, welches komprimierbar ist. Das Kernmaterial kann auch aus mehreren Schichten aufgebaut sein. Das Glasfolienkontaktmaterial kann auch nur an einer Oberfläche des Zwischenmaterials angeordnet sein. Das Material der Oberfläche ist auf den Kontakt mit der Glasfolienoberfläche abgestimmt. Hierbei wird insbesondere eine gute chemische Verträglichkeit berücksichtigt, damit keine Rückstände des Zwischenmaterials, wie z.B. Silikon, an der Glasoberfläche verbleiben oder keine Ionendiffusion stattfindet. Auch sollte vermieden werden, dass eine Veränderung des Alterungsprozesses der Glasfolienoberfläche über die Fläche verteilt unterschiedlich abläuft, was insbesondere für spätere Beschichtungsprozesse von Nachteil wäre und wie es z.B. von strukturierten und stark porösen Zwischenmaterialien verursacht werden könnte. Das Material im Kern des Zwischenmaterialverbundes ist auf die Wirkung einer guten Kompression und bevorzugt zusätzlich einer guten Rückstellkraft ausgerichtet.
-
Die Dicke des Zwischenmaterials liegt bevorzugt im Bereich kleiner gleich 2 mm, besonders bevorzugt kleiner gleich 1 mm, ganz besonders bevorzugt kleiner gleich 0,5 mm. In einer Ausführungsform, bei der das Glasband seitliche Borten, d. h. Verdickungen im Randbereich hat, ist das Zwischenmaterial auch dicker und kann Dicken bis 8 mm aufweisen. Auch können mehrere Zwischenmateriallagen übereinander aufgerollt werden, um den notwendigen Ausgleich des dickeren Randbereichs zur dünneren Glasfolie über die Breite zu schaffen. Auch kann eine erste Zwischenmateriallagen über die gesamte Breite der Glasfolie und darüber und/oder darunter eine oder mehrere schmalere Zwischenmateriallagen, in der Breite des dünnen Glasfolienquerschnitts, zwischen den Glasfolienlagen angeordnet werden.
-
Bevorzugt wird ein Zwischenmaterial, welches im Zusammenwirken mit einer feuerpolierten Glasoberfläche eine Haftreibung FS im Bereich von 0,15 bis 10 N, bevorzugt von 1 bis 10 N aufweist. Unter Haftreibung wird die Kraftspitze verstanden die überwunden werden muss, damit sich das Zwischenmaterial relativ zur Glasoberfläche in Bewegung setzt.
-
Weiterhin wird ein Zwischenmaterial bevorzugt, welches im Zusammenwirken mit einer feuerpolierten Glasoberfläche eine Reibkraft FD im Bereich von 0,15 bis 5 N, bevorzugt von 0,2 bis 2,5 N, besonders bevorzugt von 1 bis 2,5 N aufweist. Unter Reibkraft wird die gemittelte Kraft über einen Prüfweg nach Überwinden der Haftreibung verstanden, die für eine Relativbewegung zwischen Zwischenmaterial und Glasoberfläche nötig ist. Die Werte für die Haftreibung FS und die Reibkraft FD gelten jeweils entsprechend einer Messung nach DIN EN ISO 8295 auf einer elektromechanischen Universalprüfmaschine der Fa. Schenk-Trebel im Normalklima bei 23°C und 50% relative Luftfeuchte nach DIN 50 014 mit einer Normalkraft von 1,96 N.
-
In einer weiteren erfindungsgemäßen Ausgestaltung kann vorgesehen sein, dass die Glasfolie an zumindest einer ihrer Seiten mit einer Kunststoffschicht, insbesondere einer Polymerschicht beschichtet ist.
-
In einer besonderen Ausführungsform bildet diese Kunststoffschicht das Zwischenmaterial. Dies bringt den besonderen Vorteil, dass das Auf- und Abrollen deutlich einfacher ist, da kein von der Glasfolie getrenntes Material auf einer weiteren Rolle bereitgestellt oder beim Abwickeln getrennt von einer Rolle aufgenommen werden muss.
-
Die Erfindung beinhaltet weiterhin ein Verfahren zur Herstellung einer Glasrolle, umfassend das Bereitstellen einer Glasfolie, eines Wickelkerns und eines komprimierbaren Zwischenmaterials, das Aufwickeln von zumindest einer inneren Lage des Zwischenmaterials auf den Wickelkern, das Aufwickeln der Glasfolie und des Zwischenmaterials auf den Wickelkern derart, dass die Glasfolie lagenweise im Wechsel mit dem Zwischenmaterial auf den Wickelkern aufgewickelt wird, wobei das Zwischenmaterial und/oder die Glasfolie mit einer in Längsrichtung wirkenden Zugspannung aufgewickelt wird, die eine Komprimierung des Zwischenmaterials bewirkt sowie die Fixierung des Glasfolienendes auf der Glasrolle.
-
Der Wickelkern kann aus jedem stabilen Material bestehen, welches eine ausreichende Biegesteifigkeit und Druckfestigkeit aufweist. Das Zwischenmaterial wird zweckmäßigerweise aufgewickelt auf einer Rolle bereitgestellt. Die Glasfolie kommt entweder als Endlosband aus einem Herstellungsprozess wie dem Down-Draw Verfahren oder dem Overflow-Downdraw-Fusion-Verfahren oder wird aufgerollt als Glasrolle bereitgestellt.
-
Von dem Zwischenmaterial wird zunächst eine oder werden mehrere Lagen auf den Wickelkern gewickelt, wodurch ein Zwickel zwischen dem ankommenden Zwischenmaterial und dem bereits aufgerollten entsteht. In diesen Zwickel wird der Anfang der Länge des aufzurollenden Glasfolienbandes eingeführt und lagenweise im Wechsel mit dem Zwischenmaterial aufgerollt. Die Glasfolie wird somit an beiden Oberflächen, bevorzugt vollflächig von Zwischenmaterial bedeckt. Hierbei wird das Zwischenmaterial mit einer bestimmten in seiner Längsrichtung wirkenden Vorspannung bzw. Zugspannung dem Aufrollen auf die Glasrolle zugeführt und aufgerollt, indem die Geschwindigkeit des Abrollens der Zwischenmaterialvorratsrolle und des Aufrollens der Glasrolle im Verhältnis zueinander gesteuert werden. Die Zwischenmaterialvorratsrolle wird jeweils entsprechend abgebremst. Die Zugspannung wird jeweils über Sensoren gemessen und entsprechend gesteuert. Wird die Glasfolie von einer Rolle abgenommen, kann auch die Glasfolie mit einer bestimmten in ihrer Längsrichtung wirkenden Vorspannung bzw. Zugspannung dem Aufrollen auf die Glasrolle zugeführt und aufgerollt werden. Auch können in diesem Fall beide, das Zwischenmaterial und die Glasfolie mit einer bestimmten in ihrer Längsrichtung wirkenden Vorspannung bzw. Zugspannung dem Aufrollen auf die Glasrolle zugeführt und aufgerollt werden. In jedem Fall wird die Zugspannung so eingestellt, dass eine gewünschte Wickelhärte erreicht wird und das Zwischenmaterial eine Stauchung oder Kompression erfährt.
-
Ist das Ende der Länge des aufzurollenden Glasfolienbandes abgelegt, wird bevorzugt noch eine oder mehrere Lagen Zwischenmaterial zur Fixierung der äußeren Glasfolienlage und des Glasfolienendes um die Glasrolle gewickelt. Zusätzlich oder alternativ kann aber auch eine äußere Umhüllung der Glasrolle mit einem anderen Material, wie einer gepolsterten Außenschutzfolie, ein Papier oder eines Kleb- oder Befestigungsbandes erfolgen. Wichtig ist hier, dass die oberste Glasfolienlage sicher fixiert ist, um ein sich Lockern der Glasfolienlagen zu vermeiden und um einen Rückstelldruck der Zwischenlagen aufrecht zu erhalten.
-
Die Erfindung beinhaltet weiterhin die Verwendung eines komprimierbaren Materials, insbesondere einer Schaumstofffolie, als Zwischenmaterial zwischen einer Glasfolie in einer Glasrolle, wobei das Zwischenmaterial wechselweise übereinanderliegend mit der Glasfolie in wenigstens jeweils zwei Lagen auf einen Wickelkern aufwickelbar ist und die Zwischenmateriallagen die Glasfolienlagen fixieren können. Insbesondere sind solche Schaumstofffolien aus einem Polyolefinschaumstoff, insbesondere einem vernetztem Polyolefinschaumstoff, oder auch aus Polyethylen oder Polyurethan.
-
Die Erfindung stellt vorteilhaft eine einfache und kompakte Glasrolle zur Verfügung, bei der auf seitliche Flansche und andere aufwendige Vorrichtungen und Verpackungsmaterialien verzichtet werden kann, da die Glasrolle auf dem Wickelkern selbsttragend und in sich stabil ist, mit einem hohen Schutz für die aufgerollte Glasfolie. Insbesondere gestattet eine erfindungsgemäße Glasrolle auch einen vertikalen oder schräg stehenden Transport mit senkrecht oder schräg stehender Achse, was einen großen Freiheitsgrad im Handling der Glasrolle möglich macht. Üblicherweise hat eine solche Glasrolle eine Breite von 300 bis 1500 mm und einen Außendurchmesser von 300 bis 1000 mm. Das Gewicht einer solchen Rolle beträgt etwa 30 bis 200 kg.
-
Für längere Transporte oder Lagerungen kann die Glasrolle gegebenenfalls insgesamt auch in eine schützende Hülle einer geeigneten Verpackung, je nach Transporterfordernis, verpackt werden.
-
Folgende nähere Ausführungen und Beispiele sollen die Erfindung näher beschreiben.
-
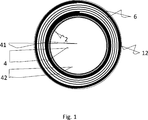
1 zeigt den Querschnitt einer erfindungsgemäßen Glasrolle
-
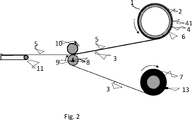
2 zeigt beispielhaft eine Aufrollvorrichtung zur Herstellung einer erfindungsgemäßen Glasrolle.
-
3 zeigt beispielhaft eine zu 2 alternative Aufrollvorrichtung zur Herstellung einer erfindungsgemäßen Glasrolle.
-
Bei einer beispielhaften Glasrolle 1, wie sie als Prinzipzeichnung die 1 zeigt, sind auf einen Wickelkern 2 drei Zwischenmateriallagen aufgerollt und bilden die innere Zwischenmateriallage 41. Anschließend sind im lagenweisen Wechsel die Glasfolie und das Zwischenmaterial aufgerollt, sodass n Glaslagen 6 und n Zwischenmateriallagen 4 auf der Glasrolle 1 abgelegt werden. Die äußere Zwischenmateriallage 42 ist zusätzlich mit weiteren Zwischenmateriallagen verstärkt ausgebildet. Zur Fixierung der äußeren Zwischenmateriallage 42 gegen ein selbstständiges Abrollen sind außen um die Glasrolle 1 ein oder mehrere Befestigungsbänder 12 angebracht. Die Zwischenmateriallagen 4 sind komprimiert und wirken mit einem Rückstelldruck von 50 bis 100 kPa gegen die Glasfolienlagen 4, sodass die Glasrolle 1 kompakt und in sich vorgespannt ist und die Glasfolienlagen 4 in der Glasrolle fixiert sind.
-
Zur Herstellung solch einer Glasrolle 1 entsprechend 1 wird beispielsweise ein Aufrollmechanismus entsprechend 2 angewendet. In einer nicht dargestellten Down-Draw Anlage wird ein endloses Glasfolienband 5 mit einer Breite von 500 mm und einer Dicke von 50 µm geformt und ausgezogen. Es wird über ein Förderband 11 zu dem Umlenkrollenpaar 8 und 10 geführt und von diesen der aufzuwickelnden Glasrolle 1 zugeführt. Auf einer nicht dargestellten Antriebswelle ist ein Wickelkern 2 aus stabiler Pappe mit einem Kerndurchmesser von 400 mm montiert, auf welchen zunächst drei Lagen eines Zwischenmaterials 3 aufgerollt werden, welche die innere Zwischenmateriallage 41 bilden. Das Zwischenmaterial 3 ist eine Schaumstofffolie aus vernetztem geschlossenzelligen Polyolefinschaumstoff mit einer Dicke von 1 mm, wie sie beispielsweise unter Alveolit TA 1001 von der Firma Sekisui Alveo AG, Luzern angeboten wird. Das Zwischenmaterial 3 wird von einer Zwischenmaterialvorratsrolle 7 bereitgestellt und abgerollt. Dabei wird es um die Zwischenmaterialumlenkrolle 8 geführt und auf den Wickelkern 2 aufgewickelt, der im Gegensinn zu der Zwischenmaterialvorratsrolle 5 dreht.
-
Nach dem Aufrollen der drei inneren Zwischenmateriallagen 41 wird in den Zwickel, der aus der Zwischenmateriallage 41 und dem ankommenden Zwischenmaterial 3 gebildet wird, der Anfang des Bandes der Glasfolie 5 eingeführt, sodass die Glasfolie von der entstehenden Glasrolle 1 bzw. dem angetriebenen Wickelkern, mitgenommen und zwischen die Lagen des Zwischenmaterials 3 eingebettet wird. Glasfolie 5 und Zwischenmaterial 3 werden nun als wechselnde Lagen in jeweils n Lagen aufgerollt, bis eine Gesamtglasfolienlänge von 1000 m auf der Glasrolle 1 aufgerollt ist.
-
Anschließend wird die Glasfolie abgelängt. Hierzu wird ein mechanisches Ritzen und/oder ein Trennverfahren unter Nutzung eines Lasers, wie ein Laserritzverfahren angewendet. Bei letzterem wird mit einem gebündelten Laserstrahl, üblicherweise einem CO2-Laserstrahl, das Glas entlang einer genau definierten Linie erhitzt und durch einen unmittelbar folgenden kalten Strahl von Pressluft oder Luftflüssigkeitsgemisch so große thermische Spannungen im Glas erzeugt, dass dieses entlang der vorgegebenen Kante reißt. Anschließend werden noch mehrere, zumindest zwei 2 Lagen Zwischenmaterial 3 zur Ausbildung der äußeren Zwischenmateriallage 42 um die Glasrolle gewickelt. Gegen ein selbstständiges Aufrollen der äußeren Zwischenmateriallagen 42 werden diese mit drei Befestigungsbändern 12 fixiert. Diese verhindern eine Dekompression der gesamten Glasrolle 1, sodass diese mit fest fixierten Glasfolienlagen 6 sicher gelagert und transportiert werden kann. Die Glasrolle hat einen Außendurchmesser von etwa 650 mm und ein Gewicht von etwa 110 kg.
-
Das Zwischenmaterial 3 wird unter einer in Längsrichtung wirkenden Vorspannung bzw. Zugspannung auf den Wickelkern 2 bzw. die Glasfolienlagen 6 aufgewickelt, sodass es als komprimierte Zwischenmateriallagen 4, 41, 42 unterhalb und/oder oberhalb der einzelnen Glasfolienlagen 6 zum Liegen kommt. Um die Vor- bzw. Zugspannung zu steuern, ist mit der Zwischenmaterialumlenkrolle 8 ein Sensor 9 verbunden, welcher die Zugkraft des Zwischenmaterials 3 zwischen der angetriebenen Glasrolle 1 bzw. dem Wickelkern und der gebremsten Zwischenmaterialvorratsrolle 7 misst. Beispielsweise ist der Sensor 9 eine Zugmesswalze, welche den Druck misst, welcher sich durch die Umschlingung des Zwischenmaterials um die Rolle 8 in Abhängigkeit von der Bremswirkung der Bremseinrichtung 13 ergibt. Abhängig von einem vorgegebenen Sollwert wird die Zwischenmaterialvorratsrolle 7 mit einer Bremseinrichtung 13 in einem Maß gebremst, das erforderlich ist, um eine geforderte Zugkraft einzustellen. Diese längsgerichtete Zugkraft bewirkt bei dem aufgewickelten Zwischenmaterial 3 eine Vorspannung, die dann auf die jeweils zuletzt aufgerollte Glasfolienlage wirkt. In dem Bestreben sich wieder auszudehnen übt es in der Glasrolle 1 einen Rückstelldruck auf die Glasfolienlagen 6 aus, wodurch diese in der Glasrolle fixiert werden. Gleichzeitig wird das Zwischenmaterial 3 durch die Zugkraft gestreckt. In dem Bestreben, sich in der Länge wieder zusammenzuziehen, übt es in der Glasrolle 1 eine zusätzliche Kraft auf die Glasfolienlagen 6 aus, wodurch diese in der Glasrolle fixiert werden.
-
In einem anderen erfindungsgemäßen Beispiel wird eine Glasfolie von einer Glasfolienvorratsrolle bereitgestellt und über das Umlenkrollenpaar 8 und 10 der aufzuwickelnden Glasrolle 1 zugeführt. Auch hier ist der Wickelkern 2 bzw. die aufzuwickelnde Glasrolle 1 auf einer angetriebenen Einrichtung montiert. Diese Einrichtung zieht in diesem Beispiel nicht nur das Zwischenmaterial 3 von der Zwischenmaterialvorratsrolle 7, sondern auch die Glasfolie 3 von der Glasfolienvorratsrolle. In diesem Beispiel wird auch die Glasfolie 3 mit einer Vor- bzw. Zugspannung auf die Glasrolle 1 aufgewickelt, wozu in der Abrolleinrichtung für die Glasfolienvorratsrolle eine Bremsvorrichtung und in der Glasfolienumlenkrolle ein Sensor vorgesehen ist. Der Sensor misst die Zugkraft der Glasfolie. Über eine Steuereinrichtung wird die Abrolleinrichtung für die Glasfolienvorratsrolle in dem Maß gebremst, dass die erforderliche Zugkraft eingestellt wird. Hierdurch kann zuverlässig eine definierte Wickelhärte und Kompression des Zwischenmaterials 3 in der Glasrolle 1 eingestellt werden, wodurch die Glasfolienlagen 6 sicher in der Glasrolle 1 fixiert werden.
-
3 zeigt beispielhaft eine zu 2 alternative Aufrollvorrichtung zur Herstellung einer erfindungsgemäßen Glasrolle. Vorteilhaft ist hier eine anders gerichtete Aufrollrichtung der Glasrolle, was je nach Gegebenheiten bei der Bereitstellung der Glasfolie von Vorteil ist. Um bei dieser Ausführung nach dem Vorlegen der inneren Zwischenmateriallage 41 einen Zwickel zum Einführen der Glasfolie bereit zu stellen, ist eine weitere Zwischenmaterialvorratsrolle 71 vorgesehen. Zwischenmaterial von beiden Vorratsrollen 7 und 71 wird zur Bildung der Zwischenmateriallage 41 auf den Wickelkern 2 aufgewickelt. In den entstandenen Zwickel zwischen beiden Zwischenmaterialbahnen wird der Anfang des Bandes der Glasfolie 5 eingeführt, sodass die Glasfolie von der entstehenden Glasrolle 1 bzw. dem angetriebenen Wickelkern, mitgenommen und zwischen die Lagen des Zwischenmaterials 3 und 31 eingebettet wird. Nach wenigen aufgewickelten Lagen wird die Zwischenmaterial 31 durchtrennt, sodass anschließend nur noch das Zwischenmaterial 3 in wechselnden Lagen mit der Glasfolie 5 in jeweils n Lagen aufgerollt wird, bis eine Gesamtglasfolienlänge von 1000 m auf der Glasrolle 1 aufgerollt ist.
-
Anschließend wird die Glasfolie abgelängt. und noch mehrere, zumindest zwei 2 Lagen Zwischenmaterial 3 zur Ausbildung der äußeren Zwischenmateriallage 42 um die Glasrolle gewickelt. Gegen ein selbstständiges Aufrollen der äußeren Zwischenmateriallagen 42 werden diese mit festem Klebband umwickelt. Diese verhindern eine Dekompression der gesamten Glasrolle 1, sodass diese mit fest fixierten Glasfolienlagen 6 sicher gelagert und transportiert werden kann. Die Glasrolle hat einen Außendurchmesser von etwa 650 mm und ein Gewicht von etwa 110 kg.
-
Das Zwischenmaterial 3 und 31 wird unter einer in Längsrichtung wirkenden Vorspannung bzw. Zugspannung auf den Wickelkern 2 bzw. die Glasfolienlagen 6 aufgewickelt, sodass es als komprimierte Zwischenmateriallagen 4, 41, 42 unterhalb und/oder oberhalb der einzelnen Glasfolienlagen 6 zum Liegen kommt. Um die Vor- bzw. Zugspannung zu steuern, ist mit der Zwischenmaterialumlenkrolle 8 ein Sensor 9 verbunden, welcher die Zugkraft des Zwischenmaterials 3 zwischen der angetriebenen Glasrolle 1 bzw. dem Wickelkern und der gebremsten Zwischenmaterialvorratsrolle 7 misst. Abhängig von einem vorgegebenen Sollwert wird die Zwischenmaterialvorratsrolle 7 mit einer Bremseinrichtung 13 in einem Maß gebremst, das erforderlich ist, um eine geforderte Zugkraft einzustellen. Die Zugkraft des Zwischenmaterials 31 wird über ein Bremsvorrichtung 131, welche auf die Zwischenmaterialvorratsrolle 71 wirkt in Abhängigkeit von der Umdrehungsgeschwindigkeit des Wickelkerns 2 eingestellt. Diese jeweils längsgerichtete Zugkraft bewirkt bei dem aufgewickelten Zwischenmaterial 3, 31 eine Vorspannung, die dann auf die jeweils zuletzt aufgerollte Glasfolienlage wirkt. In dem Bestreben sich wieder auszudehnen übt es in der Glasrolle 1 einen Rückstelldruck auf die Glasfolienlagen 6 aus, wodurch diese in der Glasrolle fixiert werden. Gleichzeitig wird das Zwischenmaterial 3, 31 durch die Zugkraft gestreckt. In dem Bestreben, sich in der Länge wieder zusammenzuziehen, übt es in der Glasrolle 1 eine zusätzliche Kraft auf die Glasfolienlagen 6 aus, wodurch diese in der Glasrolle fixiert werden.
-
Es versteht sich, dass die Erfindung nicht auf eine Kombination vorstehend beschriebener Merkmale beschränkt ist, sondern dass der Fachmann sämtliche Merkmale der Erfindung, soweit dies sinnvoll ist, beliebig kombinieren oder in Alleinstellung verwenden wird, ohne den Rahmen der Erfindung zu verlassen. Bezugszeichenliste:
| 1 | Glasrolle |
| 2 | Wickelkern |
| 3, 31 | Zwischenmaterial |
| 4 | Zwischenmateriallage |
| 41 | Innere Zwischenmateriallage |
| 42 | Äußere Zwischenmateriallage |
| 5 | Glasfolie |
| 6 | Glasfolienlage |
| 7, 71 | Zwischenmaterialvorratsrolle |
| 8 | Zwischenmaterialumlenkrolle |
| 9 | Sensor |
| 10 | Glasfolienumlenkrolle |
| 11 | Förderband |
| 12 | Befestigungsband |
| 13, 131 | Bremseinrichtung |
-
ZITATE ENTHALTEN IN DER BESCHREIBUNG
-
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
-
Zitierte Patentliteratur
-
- WO 87/06626 [0006]
- US 3622298 [0007]
- US 3089801 [0008, 0009]
- US 2011/0171417 [0009]
- WO 2010038760 [0010]
- WO 02/051757 A2 [0015]
- WO 03/051783 A1 [0015]
-
Zitierte Nicht-Patentliteratur
-
- DIN EN ISO 8295 [0037]
- DIN 50 014 [0037]