JP6173322B2 - プレストレスト・ガラスロール - Google Patents
プレストレスト・ガラスロール Download PDFInfo
- Publication number
- JP6173322B2 JP6173322B2 JP2014533797A JP2014533797A JP6173322B2 JP 6173322 B2 JP6173322 B2 JP 6173322B2 JP 2014533797 A JP2014533797 A JP 2014533797A JP 2014533797 A JP2014533797 A JP 2014533797A JP 6173322 B2 JP6173322 B2 JP 6173322B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- layer
- intermediate material
- roll
- glass film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011521 glass Substances 0.000 title claims description 565
- 239000000463 material Substances 0.000 claims description 246
- 238000004804 winding Methods 0.000 claims description 62
- 239000006261 foam material Substances 0.000 claims description 20
- 230000003068 static effect Effects 0.000 claims description 18
- 230000005484 gravity Effects 0.000 claims description 15
- 238000004519 manufacturing process Methods 0.000 claims description 14
- 239000002985 plastic film Substances 0.000 claims description 11
- 229920006255 plastic film Polymers 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 10
- 229920000098 polyolefin Polymers 0.000 claims description 8
- 230000003746 surface roughness Effects 0.000 claims description 7
- 239000011111 cardboard Substances 0.000 claims description 6
- 230000008569 process Effects 0.000 claims description 4
- 239000011087 paperboard Substances 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 263
- 239000010408 film Substances 0.000 description 231
- 239000011162 core material Substances 0.000 description 53
- 230000035882 stress Effects 0.000 description 42
- 238000006073 displacement reaction Methods 0.000 description 13
- 238000009826 distribution Methods 0.000 description 9
- 238000000576 coating method Methods 0.000 description 8
- 230000006378 damage Effects 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 6
- 239000000123 paper Substances 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 238000005452 bending Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 230000006835 compression Effects 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 230000009471 action Effects 0.000 description 4
- 239000006260 foam Substances 0.000 description 4
- 239000011229 interlayer Substances 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 230000007935 neutral effect Effects 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- -1 polyethylene Polymers 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 238000003280 down draw process Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000005357 flat glass Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 238000007500 overflow downdraw method Methods 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 2
- 239000003513 alkali Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 238000013001 point bending Methods 0.000 description 2
- 229920006254 polymer film Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 235000010624 Medicago sativa Nutrition 0.000 description 1
- 240000004658 Medicago sativa Species 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000003044 adaptive effect Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000005407 aluminoborosilicate glass Substances 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000006059 cover glass Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000005340 laminated glass Substances 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 230000002688 persistence Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004078 waterproofing Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/065—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/066—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/263—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer having non-uniform thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/28—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer comprising a deformed thin sheet, i.e. the layer having its entire thickness deformed out of the plane, e.g. corrugated, crumpled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24752—Laterally noncoextensive components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24752—Laterally noncoextensive components
- Y10T428/24769—Cellulosic
Landscapes
- Laminated Bodies (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
Description
FF=PF×AF×μ=FR×μ×n

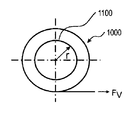
FV プレストレス力
FG 重力
FR 半径方向力
FF (巻物材料と芯との間の)摩擦力
n 巻層の数
b ガラス材料幅
r ロール半径(芯)
t1 ガラス厚さ
t2 中間層厚さ
μ 静止摩擦係数
PF 表面圧力
AF 作用表面
m 巻物材料の総質量
ρ ガラス密度
g=9.81m/s2 重力、重力加速度
b ガラス材料幅
r ロール半径(芯)
t1 ガラス厚さ
t2 中間層厚さ
μ 静止摩擦係数
ρ ガラス密度
σ=E・y/r
ここで、Eは弾性係数(E係数)、yは巻き上げられた帯状ガラスの厚さの半分d/2であり、rは巻き上げられた帯状ガラスの巻き上げ半径である。
Pはロール半径rにおける、長さがLの帯状ガラスの破損確率、Lは破損確率に対して決定される帯状ガラスの長さ、lは二点試験の際に使用される、好ましくはl=50mmである関連試料の長さ、
σ(r)は、ロール半径rで巻き上げることによって生じる応力、μは二点曲げによって確定される応力、βは分布の幅とともに小さい強度への末端部を表すワイブル係数である。
FF=PF×AF×μ=FR×μ×n
2 巻芯
3、31 中間材料
4 中間材料層
41 内側の中間材料層
42 外側の中間材料層
5 ガラスフィルム
6 ガラスフィルム層
7、71 中間材料供給ロール
8 中間材料偏向ロール
9 センサ
10 ガラスフィルム偏向ロール
11 コンベヤー・ベルト
12 固定バンド
13、131 ブレーキ装置
1000 巻物
1020 中間層
1110 ガラス層
1200 側壁
2000 巻芯
2100 ガラス層
2110 帯状ガラス
2120.1、2120.2 内側エッジ/外側エッジ
2130 中間層
(文章)
1.少なくとも1つのガラスフィルムと中間材料とを含むガラスロールであって、ガラスフィルム及び中間材料が、互いに重なり合って少なくともそれぞれ2層に巻芯に巻き付けられたガラスロールにおいて、ガラスフィルム層が中間材料層によって固定されていることを特徴とする、ガラスロール。
2.ガラスフィルム層が圧縮性の中間材料によって固定されている、文章1に記載のガラスロール。
3.ガラスフィルム層が、ガラスフィルム層に対して復帰圧力を付加する圧縮性の中間材料によって固定されている、文章2に記載のガラスロール。
4.中間材料が発泡体材料膜である、文章1乃至3のいずれか1つに記載のガラスロール。
5.中間材料がポリオレフィン発泡体材料、特に架橋ポリオレフィン発泡体材料である、文章4に記載のガラスロール。
6.中間材料が、型押しされた、または他の方法で凹凸を付けた紙またはボール紙である、文章1乃至3のいずれか1つに記載のガラスロール。
7.ガラスフィルムの厚さが最大350μm、好適には最大100μm、好ましくは最大50μm、特に好ましくは最大30μmである、文章1乃至6のいずれか1つに記載のガラスロール。
8.ガラスフィルムの厚さが最小5μm、好適には最小10μm、特に好ましくは最小15μmである、文章1乃至7のいずれか1つに記載のガラスロール。
9.ガラスフィルムがその両側の少なくとも一方の表面に、先端熱加工された表面を備えている、文章1乃至8のいずれか1つに記載のガラスロール。
10.ガラスフィルムの両側の少なくとも一方の表面における二乗平均粗さ(RMS)Rqが、最大1ナノメートル、好適には最大0.8ナノメートル、特に好ましくは最大0.5ナノメートルである、文章1乃至9のいずれか1つに記載のガラスロール。
11.ガラスフィルムの両側の少なくとも一方の表面における平均表面粗さRaが、最大2ナノメートル、好適には最大1.5ナノメートル、特に好ましくは最大1ナノメートルである、文章1乃至10のいずれか1つに記載のガラスロール。
12.ガラスフィルムの両側の少なくとも一方の表面が、プラスチックフィルム、特にポリマー膜でコーティングされている、文章1乃至11のいずれか1つに記載のガラスロール。
13.プラスチックフィルムが中間材料を形成する、文章12に記載のガラスロール。
14.中間材料が複数の中間材料層から形成される、文章1乃至13のいずれか1つに記載のガラスロール。
15.複数の中間材料層の幅が互いに異なっている、文章14に記載のガラスロール。
16.中間材料層が、ガラスフィルム層から横方向に突出している、文章1乃至15のいずれか1つに記載のガラスロール。
17.ガラスフィルム層の固定が、ガラスフィルム層と中間材料層との間に0.15から10N、好ましくは1から10Nの範囲内の静止摩擦力FSが作用する、中間材料層によって行われる、文章1から16のいずれか1つに記載のガラスロール。
18.ガラスフィルム層の固定が、ガラスフィルム層と中間材料層との間に0.15から5N、好ましくは0.2から2.5N、特に好ましくは1から2.5Nの範囲内の摩擦力FDが作用する、中間材料層によって行われる、文章1乃至17のいずれか1つに記載のガラスロール。
19.文章1乃至18のいずれか1つに記載のガラスロールの製造方法であって、以下の工程、
a)ガラスフィルム、巻芯、及び圧縮性の中間材料を準備する工程と、
b)少なくとも1つの中間材料の内側層を巻芯に巻き付ける工程と、
c)ガラスフィルムが中間材料と交互に層状に巻芯に巻き付けられるように、ガラスフィルム及び中間材料を巻芯に巻き付ける工程であって、中間材料及び/又はガラスフィルムを、中間材料を圧縮するような長さ方向に作用する引張応力により巻き付ける、工程と、
d)ガラスフィルム端部をガラスロールに固定する工程と、を含む方法。
20.ガラスフィルム端部の固定が、少なくとも1つの中間材料の外側層によって行われる、文章17に記載のガラスロールの製造方法。
21.ガラスロール内のガラスフィルムの間の中間材料として圧縮性材料、特に発泡体材料膜の使用であって、中間材料はガラスフィルムと交互に重なり合うように少なくともそれぞれ2層に巻芯に巻き付けることが可能であり、ガラスフィルム層は中間材料層によって固定することが可能であるとする使用。
Claims (26)
- 少なくとも1つのガラスフィルムと中間材料とを含むガラスロールであって、前記ガラスフィルム及び前記中間材料は、互いに重なり合うように少なくともそれぞれ2層に巻芯に巻き付けられており、ガラスフィルム層は、中間材料によって固定されているガラスロールにおいて、
前記中間材料は、中間材料層として少なくとも1つの帯状中間層または中間層を含んでおり、
前記ガラスフィルムは、第1の幅(B1)を有し、前記帯状中間層または中間層は、第2の幅(B2)を有しており、
前記第2の幅(B2)は、前記第1の幅(B1)よりもはるかに狭く、前記帯状中間層または前記中間層の前記第2の幅(B2)は、前記ガラスフィルムの前記第1の幅(B1)の10%から70%の範囲内であり、
前記ガラスフィルムの両側の少なくとも一方の表面における二乗平均粗さ(RMS)Rqは、最大1nmであり、かつ、前記ガラスフィルムの両側の少なくとも一方の表面における平均表面粗さRaは、最大2nmである、
ことを特徴とする、ガラスロール。 - 前記帯状中間層または前記中間層の前記第2の幅(B2)は、前記ガラスフィルムの前記第1の幅(B1)の30%から50%の範囲内であることを特徴とする、請求項1に記載のガラスロール。
- 前記帯状中間層または前記中間層の前記第2の幅(B2)は、2mmから600mmの範囲内であることを特徴とする、請求項1または2に記載のガラスロール。
- 前記中間層または前記帯状中間層の数は、1から300の範囲内であることを特徴とする、請求項1乃至3のいずれか1項に記載のガラスロール。
- 前記帯状中間層または前記中間層は、ストリングまたは糸であることを特徴とする、請求項1乃至4のいずれか1項に記載のガラスロール。
- 前記帯状中間層または前記中間層は、前記ガラスフィルムの表面の幾何学的不規則性が幅方向において十分に補償されるように、前記ガラスロールの前記第1の幅にわたって分散して配置されていることを特徴とする、請求項1乃至5のいずれか1項に記載のガラスロール。
- 前記幾何学的不規則性は、前記ガラスフィルムの表面のうねり及び/又は反りであることを特徴とする、請求項6に記載のガラスロール。
- 前記中間材料は、圧縮性の中間材料である、請求項1乃至7のいずれか1項に記載のガラスロール。
- 前記ガラスフィルム層は、前記ガラスフィルム層に対して復帰圧力を付加する前記圧縮性の中間材料によって固定されている、請求項8に記載のガラスロール。
- 前記中間材料は、発泡体材料膜である、請求項1乃至9のいずれか1項に記載のガラスロール。
- 前記中間材料は、ポリオレフィン発泡体材料である、請求項10に記載のガラスロール。
- 前記中間材料は、型押しされた、または他の方法で凹凸を付けた紙またはボール紙である、請求項1乃至9のいずれか1項に記載のガラスロール。
- 前記ガラスフィルムの厚さは、最大350μmである、請求項1乃至12のいずれか1項に記載のガラスロール。
- 前記ガラスフィルムの厚さは、最小5μmである、請求項1乃至13のいずれか1項に記載のガラスロール。
- 前記ガラスフィルムは、その両側の少なくとも一方の表面に、先端熱加工された表面を備えている、請求項1乃至14のいずれか1項に記載のガラスロール。
- 前記ガラスフィルムの両側の少なくとも一方の表面における二乗平均粗さ(RMS)Rqは、最大0.8nmである、請求項1乃至15のいずれか1項に記載のガラスロール。
- 前記ガラスフィルムの両側の少なくとも一方の表面における平均表面粗さRaは、最大1.5nmである、請求項1乃至16のいずれか1項に記載のガラスロール。
- 前記ガラスフィルムの両側の少なくとも一方の表面は、プラスチックフィルムでコーティングされている、請求項1乃至17のいずれか1項に記載のガラスロール。
- 前記プラスチックフィルムは、前記中間材料を形成する、請求項18に記載のガラスロール。
- 前記中間材料は、複数の中間材料層から形成される、請求項1乃至19のいずれか1項に記載のガラスロール。
- 前記複数の中間材料層の幅は、互いに異なっている、請求項20に記載のガラスロール。
- 前記中間材料層は、前記ガラスフィルム層から横方向に突出していない、請求項1乃至21のいずれか1項に記載のガラスロール。
- 前記ガラスフィルム層の固定は、前記ガラスフィルム層と前記中間材料層との間に作用する、0.15から10Nの範囲内の静止摩擦力Fs、及び/又は、前記ガラスフィルム層と前記中間材料層との間に作用する、0.15から5Nの範囲内の摩擦力FDによる、前記中間材料層によって行われる、請求項1乃至22のいずれか1項に記載のガラスロール。
- 以下のガラスパラメータ、
b ガラス材料幅
r ロール半径(芯)
t1 ガラス厚さ
t2 中間層厚さ
μ 静止摩擦係数
ρ ガラス密度
及び、既知の巻層の数がnである場合に、
ロールの重力FGは以下の式で表され、
FF=FR×μ×nであり、
ここで、FRは、ロールに作用する半径方向力であり、
プレストレス力FVは、FV=FRであることにより、摩擦力FFが巻物の重力FGよりも大きくなるように選定される、請求項1乃至23のいずれか1項に記載のガラスロールの製造方法。 - 請求項1乃至24のいずれか1項に記載のガラスロールの製造方法であって、以下の工程、
a)ガラスフィルム、巻芯、及び中間材料を準備する工程と、
b)少なくとも1つの前記中間材料の内側層を前記巻芯に巻き付ける工程と、
c)前記ガラスフィルムが前記中間材料と交互に層状に前記巻芯に巻き付けられるように、前記ガラスフィルムと前記中間材料とを前記巻芯に巻き付ける工程であって、前記中間材料及び/又は前記ガラスフィルムを、前記中間材料を圧縮するような長さ方向に作用する引張応力により巻き付ける、工程と、
d)ガラスフィルム端部をガラスロールに固定する工程と、を含む方法。 - 前記ガラスフィルム端部の固定は、少なくとも1つの前記中間材料の外側層によって行われる、請求項23に記載のガラスロールの製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011084132.6 | 2011-10-07 | ||
| DE102011084132A DE102011084132A1 (de) | 2011-10-07 | 2011-10-07 | Glasrolle |
| PCT/EP2012/004169 WO2013050163A1 (de) | 2011-10-07 | 2012-10-05 | Vorgespannte glasrolle |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015505742A JP2015505742A (ja) | 2015-02-26 |
| JP2015505742A5 JP2015505742A5 (ja) | 2015-09-10 |
| JP6173322B2 true JP6173322B2 (ja) | 2017-08-02 |
Family
ID=47073400
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014533797A Active JP6173322B2 (ja) | 2011-10-07 | 2012-10-05 | プレストレスト・ガラスロール |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20140220300A1 (ja) |
| JP (1) | JP6173322B2 (ja) |
| KR (1) | KR20140079795A (ja) |
| CN (2) | CN103857523A (ja) |
| DE (2) | DE102011084132A1 (ja) |
| TW (1) | TWI488795B (ja) |
| WO (1) | WO2013050163A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103787119B (zh) * | 2012-10-29 | 2016-12-28 | 财团法人工业技术研究院 | 传输装置 |
| DE102013110803A1 (de) * | 2013-09-30 | 2015-04-02 | Schott Ag | Verfahren zur Weiterverarbeitung von Dünnglas und verfahrensgemäß hergestelltes Dünnglas |
| US9321677B2 (en) * | 2014-01-29 | 2016-04-26 | Corning Incorporated | Bendable glass stack assemblies, articles and methods of making the same |
| DE102014113149B4 (de) | 2014-09-12 | 2024-08-22 | Schott Ag | Dünnglas-Rolle und Verfahren zu dessen Herstellung |
| WO2016123000A1 (en) * | 2015-01-29 | 2016-08-04 | Corning Incorporated | Methods and apparatus for conveying glass ribbon |
| DE102016116259A1 (de) * | 2015-09-11 | 2017-03-16 | Schott Ag | Vorrichtung und Verfahren zur Stabilisierung von Scheiben eines sprödharten Materials |
| DE102016218176A1 (de) * | 2015-10-02 | 2017-04-06 | Schott Ag | Langzeitbiegbares Glasmaterial, sowie Verfahren zur Herstellung eines langzeitbiegbaren Glasmaterials |
| JP6162281B1 (ja) * | 2016-03-16 | 2017-07-12 | 住友化学株式会社 | フィルム巻取装置の制御方法、フィルム捲回体、フィルム巻取装置、およびフィルム捲回体の製造方法 |
| WO2021124913A1 (ja) * | 2019-12-16 | 2021-06-24 | 旭化成株式会社 | ガラスクロス、プリプレグ、及びプリント配線板 |
| CN113529238B (zh) * | 2020-03-30 | 2022-12-30 | 旭化成株式会社 | 卷状长条玻璃布、预浸料、及印刷线路板 |
| KR20220010366A (ko) * | 2020-07-17 | 2022-01-25 | 코닝 인코포레이티드 | 유리 롤 |
| CN115268515B (zh) * | 2022-07-26 | 2024-06-21 | 咸宁南玻玻璃有限公司 | 一种浮法玻璃暂时应力在线监测及自动控制系统 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3089801A (en) | 1957-05-27 | 1963-05-14 | Minnesota Mining & Mfg | Ultra-thin glass sheet |
| US3622298A (en) | 1969-08-13 | 1971-11-23 | Owens Corning Fiberglass Corp | Method and apparatus for manufacturing glass films |
| JPH01500990A (ja) * | 1986-05-02 | 1989-04-06 | デポジション・テクノロジー・インコーポレイテッド | スパッタコーテッド薄厚ガラスシーティングロールおよびその連続製造方法 |
| DE10015823A1 (de) * | 2000-03-30 | 2001-10-18 | Epcos Ag | Gehäuster Schichtstapel, Verfahren zur Herstellung des gehäusten Schichtstapels und Verwendung des Verfahrens |
| DE10064977C1 (de) | 2000-12-23 | 2002-10-02 | Schott Glas | Vorrichtung zum Herstellen von dünnen Glasscheiben |
| KR100646907B1 (ko) | 2001-12-14 | 2006-11-23 | 코닝 인코포레이티드 | 오버플로우 다운드로우 용융공정을 통한 시트 제조 장치및 방법 |
| US20080047940A1 (en) * | 2006-08-28 | 2008-02-28 | Xinghua Li | Article with multiple surface depressions and method for making the same |
| JP2008107510A (ja) | 2006-10-25 | 2008-05-08 | Nitto Denko Corp | 表示素子用基板およびその製造方法 |
| JP5532506B2 (ja) * | 2008-10-01 | 2014-06-25 | 日本電気硝子株式会社 | ガラスロール |
| JP5532507B2 (ja) * | 2008-10-01 | 2014-06-25 | 日本電気硝子株式会社 | ガラスロール及びガラスロールの処理方法 |
| JP5788134B2 (ja) * | 2008-10-01 | 2015-09-30 | 日本電気硝子株式会社 | ガラスロール及びガラスロールの製造方法 |
| DE102009008292B4 (de) | 2009-02-10 | 2014-09-25 | Schott Ag | Kondensator und Verfahren zur Herstellung eines solchen |
| KR100927157B1 (ko) * | 2009-02-26 | 2009-11-18 | (주)기가레인 | 프로브블록 |
| US8980382B2 (en) | 2009-12-02 | 2015-03-17 | Applied Materials, Inc. | Oxygen-doping for non-carbon radical-component CVD films |
| US20110023548A1 (en) * | 2009-07-29 | 2011-02-03 | Garner Sean M | Glass substrate comprising an edge web portion |
| KR101679353B1 (ko) * | 2009-07-30 | 2016-11-24 | 니폰 덴키 가라스 가부시키가이샤 | 유리 리본 및 그 제조 방법 |
| JP5403487B2 (ja) * | 2009-08-19 | 2014-01-29 | 日本電気硝子株式会社 | ガラスロール |
| JP2011121320A (ja) | 2009-12-11 | 2011-06-23 | Nippon Electric Glass Co Ltd | ガラスフィルム積層体、該積層体のガラスロール、及びガラスロールの製造方法 |
| JP5720885B2 (ja) * | 2010-03-03 | 2015-05-20 | 日本電気硝子株式会社 | ガラスロール、及びガラスロールの製造方法 |
| JP2011190132A (ja) * | 2010-03-12 | 2011-09-29 | Nippon Electric Glass Co Ltd | ガラスロール及びその製造方法 |
| TWI487677B (zh) * | 2010-05-28 | 2015-06-11 | Corning Inc | 可撓玻璃的捲狀物及用於捲繞之方法 |
| TWI565646B (zh) * | 2010-11-30 | 2017-01-11 | 康寧公司 | 藉由張緊交插材料捲繞玻璃帶 |
| DE102011084129A1 (de) | 2011-10-07 | 2013-04-11 | Schott Ag | Glasfolie mit speziell ausgebildeter Kante |
| DE102013102848B3 (de) | 2013-03-20 | 2014-02-06 | Schott Ag | Hochbrechende Dünngläser, Verfahren zu deren Herstellung, Schichtverbund und Verwendung |
-
2011
- 2011-10-07 DE DE102011084132A patent/DE102011084132A1/de not_active Withdrawn
-
2012
- 2012-10-05 DE DE112012004186.0T patent/DE112012004186A5/de active Pending
- 2012-10-05 JP JP2014533797A patent/JP6173322B2/ja active Active
- 2012-10-05 TW TW101136834A patent/TWI488795B/zh active
- 2012-10-05 CN CN201280049433.5A patent/CN103857523A/zh active Pending
- 2012-10-05 KR KR1020147011170A patent/KR20140079795A/ko not_active Application Discontinuation
- 2012-10-05 WO PCT/EP2012/004169 patent/WO2013050163A1/de active Application Filing
- 2012-10-05 CN CN201811331051.7A patent/CN109397800A/zh active Pending
-
2014
- 2014-04-07 US US14/246,800 patent/US20140220300A1/en not_active Abandoned
-
2018
- 2018-05-14 US US15/978,814 patent/US11090905B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE112012004186A5 (de) | 2014-07-10 |
| TWI488795B (zh) | 2015-06-21 |
| CN109397800A (zh) | 2019-03-01 |
| TW201323307A (zh) | 2013-06-16 |
| US20140220300A1 (en) | 2014-08-07 |
| US11090905B2 (en) | 2021-08-17 |
| JP2015505742A (ja) | 2015-02-26 |
| DE102011084132A1 (de) | 2013-04-11 |
| US20180257337A1 (en) | 2018-09-13 |
| CN103857523A (zh) | 2014-06-11 |
| KR20140079795A (ko) | 2014-06-27 |
| WO2013050163A1 (de) | 2013-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6173322B2 (ja) | プレストレスト・ガラスロール | |
| KR101554198B1 (ko) | 글래스 롤 | |
| US9931816B2 (en) | Glass roll, device for producing glass roll, and process for producing glass roll | |
| US8806894B2 (en) | Process for producing glass roll with a separable protective sheet | |
| US8241751B2 (en) | Glass roll and process for producing glass roll | |
| JP5783436B2 (ja) | ガラスロール | |
| JP6942118B2 (ja) | ロール状グラファイトシート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150722 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150722 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160825 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20161017 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20161019 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20161124 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20161205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170605 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170704 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6173322 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |