WO2009093652A1 - 加工性と衝撃吸収特性に優れた構造部材用フェライト・オーステナイト系ステンレス鋼板およびその製造方法 - Google Patents
加工性と衝撃吸収特性に優れた構造部材用フェライト・オーステナイト系ステンレス鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2009093652A1 WO2009093652A1 PCT/JP2009/050966 JP2009050966W WO2009093652A1 WO 2009093652 A1 WO2009093652 A1 WO 2009093652A1 JP 2009050966 W JP2009050966 W JP 2009050966W WO 2009093652 A1 WO2009093652 A1 WO 2009093652A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- stainless steel
- less
- steel sheet
- workability
- static
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a stainless steel plate mainly used as a structural member that requires strength and shock absorption performance, and a method of manufacturing the same, and more particularly to a front side member such as an automobile and a bus, a shock absorber such as a pillar and a bumper, and a suspension.
- the present invention relates to a steel plate for a structural member such as a member, a railcar body, and a bicycle rim, and a method for manufacturing the same.
- Patent Document 1 discloses an austenitic stainless steel that is excellent in shock absorption capability at a high strain rate, mainly for the purpose of being used as a structural member or reinforcing material for railway vehicles and general vehicles. This is a material containing 6 to 8% of Ni and having an austenite structure, and the strength is increased in high-speed deformation by forming a work-induced martensite phase during deformation.
- a martensitic stainless steel sheet (for example, SUS420) that is strengthened by quenching does not contain Ni or has a lower Ni component than austenitic stainless steel, which is advantageous in terms of cost, but has a remarkable ductility. There is a problem that it is low and the toughness of the weld is extremely low. Since automobiles, buses, and railway vehicles have many welded structures, the reliability as a structure is greatly reduced when the welded part toughness is low.
- Ferritic stainless steel plates are also advantageous over austenitic stainless steels in terms of cost, but are not suitable for members that require strength due to their low strength, and also absorb shock when deforming at high speed. Due to the low energy, it was impossible to improve the collision safety performance. That is, especially for high-strength stainless steel with a ferrite phase as the parent phase, the dynamic deformation characteristics in the high strain rate region at the time of vehicle collision have not been clarified. Therefore, stainless steel should be applied to the member that absorbs impact. Was a difficult situation.
- martensitic stainless steel and ferritic stainless steel is remarkably low in terms of elongation compared to austenitic stainless steel, and high by utilizing means such as solid solution strengthening and precipitation strengthening (particle dispersion strengthening). Even if the strength is increased, there is a big problem that the structural member cannot be molded.
- Patent Document 2 reduced the Ni, made the ferrite phase the parent phase, and made the martensite phase 5% or more as the main second phase.
- the second phase is mainly a martensite phase, and since the strain-induced plasticity described later does not occur, the workability (elongation and work hardening characteristics) is remarkably low, and the member moldability is improved. There was a problem.
- Patent Documents 3 and 4 disclose techniques related to austenitic and ferritic stainless steels having excellent formability. This is a technique for expressing so-called strain-induced plasticity, in which the austenite phase is transformed into a work-induced martensite phase during deformation in consideration of the volume fraction of the austenite phase and the component distribution of the austenite phase, and high ductility.
- strain-induced plasticity in which the austenite phase is transformed into a work-induced martensite phase during deformation in consideration of the volume fraction of the austenite phase and the component distribution of the austenite phase, and high ductility.
- work hardening characteristics are important in member molding, and strength and shock absorption performance are important as a structural member, whereas the techniques of Patent Documents 3 and 4 are sufficient. It wasn't something.
- JP 2002-20843 A Japanese Patent Application No. 2006-350723 JP 2006-169622 A JP 2006-183129 A
- an object of the present invention is to provide a stainless steel plate having a ferrite phase as a parent phase, which has high strength and excellent impact absorption characteristics during high-speed deformation, and excellent formability, and a method for producing the same. To do.
- the present inventors conducted a metallographic study on the deformation mechanism when subjected to high-speed deformation and the elongation when subjected to low-speed tensile deformation in stainless steel having a ferrite phase as a parent phase. did. Then, an austenite phase is formed as the second phase in the ferrite matrix, and a martensitic transformation is caused by strain induction of the austenite phase at the time of deformation, thereby increasing the strength, improving the impact absorption energy at the time of high-speed deformation, and forming the member I have found a technology to improve the growth of time.
- the element amount is adjusted in a steel component having a lower amount of Ni than a general austenitic stainless steel and having a ferrite phase as a parent phase, thereby obtaining a duplex stainless steel in which the austenite phase is metastable.
- the work hardening rate and break elongation at the time of static deformation are improved as compared with ferritic stainless steel by strain-induced transformation in which the austenite phase is transformed into a martensite phase during deformation.
- the strength at the time of static deformation the increase in work hardening rate, and strain-induced transformation, the deformation resistance at the time of dynamic deformation is increased to increase the impact absorption energy.
- the steel of the present invention is used as a material for vehicle structural parts such as automobiles, buses, railway vehicles, and bicycles in particular. It can dramatically improve and contribute to lower costs than austenitic stainless steel.
- the ferritic / austenitic stainless steel sheet for structural members having excellent workability and impact absorption characteristics of the present invention is C: 0.001 to 0.1%, N: 0.01 to 0.15%, Si: 0.01-2%, Mn: 0.1-10%, P: 0.05% or less, S: 0.01% or less, Ni: 0.5-5%, Cr: 10-25%, And Cu: 0.5 to 5%, Fe and unavoidable impurities as the balance, the parent phase is a ferrite phase, the austenite phase is 10% or more, processing up to 30% strain in the static tensile test The curing rate is 1000 MPa or more, and the static / dynamic difference at 10% deformation is 150 MPa or more.
- Ti 0.5% or less
- Nb 0.5% or less
- V 0 in mass%.
- One or two or more of 5% or less may be contained.
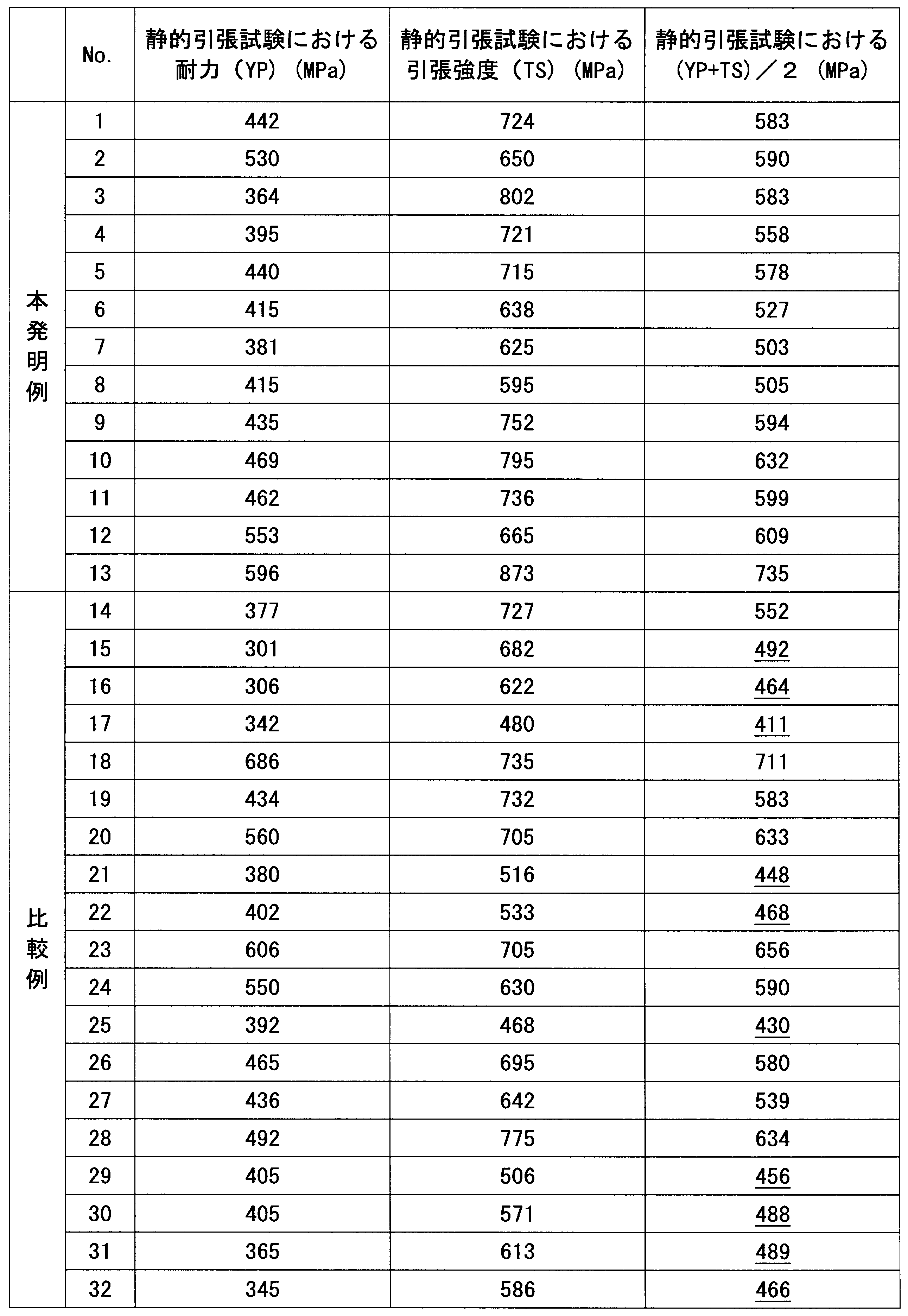
- the average value of the yield strength and tensile strength in the static tensile test may be 500 MPa or more, and the elongation at break may be 40% or more.
- the method for producing a ferritic / austenitic stainless steel sheet for structural members having excellent workability and shock absorption characteristics is expressed as follows: C: 0.001 to 0.1%, N: 0.01 to 0.00. 15%, Si: 0.01-2%, Mn: 0.1-10%, P: 0.05% or less, S: 0.01% or less, Ni: 0.5-5%, Cr: 10- 25% and Cu: 0.5 to 5%, and a step of annealing a cold-rolled sheet containing Fe and unavoidable impurities as a balance.
- a holding temperature of 950 to 1150 ° C., and the cooling rate to 400 ° C. is 3 ° C./sec or more.
- the dynamic tensile test is a high-speed tensile test of 10 3 / sec corresponding to the strain rate at the time of vehicle collision
- the static tensile test is a strain rate of 10 ⁇ 3 to 10 ⁇ 2 / sec. It is a normal tensile test.
- the static / dynamic difference is the difference between the stress at 10% strain in the dynamic tensile test and the stress at 10% strain in the static tensile test.
- a ferritic / austenitic stainless steel sheet with excellent absorption characteristics can be provided. It also has excellent workability and high weight (high impact absorption characteristics)-high formability stainless steel, especially by applying it to structural members related to transportation such as automobiles, buses, and railways, thereby reducing weight. Social contributions such as environmental measures and collision safety improvements are much greater.
- FIG. 1 is a diagram showing the relationship between the austenite phase ratio and the static difference.
- FIG. 2 is a diagram showing a stress-strain curve in a dynamic tensile test.
- FIG. 3 is a diagram showing a stress-strain curve in a static tensile test.
- FIG. 4 is a diagram showing the relationship between true strain and work hardening rate in a static tensile test.
- FIG. 5 is a diagram showing the relationship between the static tensile strength ((YS + TS) / 2) and the static difference.
- C is an element necessary for causing the austenite phase to remain and causing strain-induced transformation at the time of deformation, and the C content is 0.001% or more.
- excessive C content deteriorates moldability and corrosion resistance, and a hard martensite phase is generated, so that manufacturability is deteriorated, so the upper limit is made 0.1%.
- the C content is preferably 0.005 to 0.05%.
- N is necessary for causing the austenite phase to remain and causing strain-induced transformation at the time of deformation, and is effective in increasing the strength and improving the corrosion resistance. Therefore, N is contained in an amount of 0.01% or more. On the other hand, when N is contained in a range of more than 0.15%, the hot workability is remarkably deteriorated and a problem occurs in manufacturability. Therefore, the upper limit is made 0.15%. In consideration of corrosion resistance and manufacturability, the N content is preferably 0.05 to 0.13%.
- Si is a deoxidizing element and is a solid solution strengthening element that is effective for increasing the strength. Therefore, Si is contained in an amount of 0.01% or more. On the other hand, when Si is contained in a range of more than 2%, the ductility is drastically reduced, so the upper limit is made 2%. Further, considering the corrosion resistance and manufacturability, the Si content is preferably 0.05 to 0.5%.
- Mn is a deoxidizing element, a solid solution strengthening element, and contains 0.1% or more of Mn in order to increase the stability of the austenite phase with a low Ni component.
- Mn is contained in a range exceeding 10%, the corrosion resistance deteriorates, so the upper limit is made 10%.
- the Mn content is preferably 1 to 6%.
- the lower the P content Since P deteriorates workability, corrosion resistance, manufacturability, etc., the lower the P content, the more desirable, so the upper limit is made 0.05%. On the other hand, since the refining cost increases in order to reduce the P content, the lower limit is preferably set to 0.01%. In consideration of workability, the P content is preferably 0.01 to 0.03%.
- the upper limit is made 0.01%.
- the lower limit is preferably made 0.0001%.
- the content of S is preferably 0.0005 to 0.009%.
- Cr is added from the viewpoint of corrosion resistance, but in order to cause strain-induced plasticity of the austenite phase, Cr needs to be 10% or more. On the other hand, when Cr is contained in a range of more than 25%, the toughness is remarkably lowered, the manufacturability is deteriorated, and the impact characteristics of the welded portion are deteriorated. Therefore, the Cr content is set to 10 to 25%. Further, considering the manufacturing cost and weather resistance, the Cr content is preferably 13 to 23%.
- Ni is a component that causes the austenite phase to remain in the product (steel plate), but in order to obtain a two-phase structure of ferrite and austenite phase in consideration of component costs, 5% is made the upper limit of the Ni content. If the Ni content is less than 0.5%, the toughness and corrosion resistance deteriorate, so the Ni content is preferably 0.5 to 3%.
- Cu like Ni, is a component that retains the austenite phase in the product (steel plate), but in order to obtain a two-phase structure of ferrite and austenite in consideration of component costs, 5% is made the upper limit of the Cu content. . If the Cu content is less than 0.5%, the toughness and corrosion resistance deteriorate, so the Cu content is preferably 0.5 to 3%.
- Ti, Nb, and V combine with C and N to prevent the formation of Cr carbonitrides and to suppress intergranular corrosion of welds, and are added as necessary.
- Ti, Nb, and V are ferrite-forming elements, and when added excessively, the austenite phase is not generated, and the ductility is lowered, so the upper limit was made 0.5%.
- each content of Ti, Nb, and V is preferably 0.05 to 0.3%. Is good.
- Mo has the effect of improving corrosion resistance and is a solid solution strengthening element, and may be added as appropriate according to the level of corrosion resistance depending on the use environment. Excessive addition causes deterioration of workability and cost increase, so the upper limit was made 2%. If the content is less than 0.3%, the corrosion resistance may be lowered. Therefore, the Mo content is desirably 0.3 to 1.8%.
- Al is an element which is effective for adding as a deoxidizing element, forming a nitride to improve workability, increasing strength by solid solution strengthening, and improving oxidation resistance. Excessive addition causes generation of surface flaws and deterioration of weldability, so the upper limit was made 5%. If it is less than 0.02%, the deoxidation time may be prolonged and the productivity may be lowered. Therefore, the Al content is preferably 0.02 to 1%.
- B is an element effective for increasing the strength, and is an element that suppresses secondary processing cracks. Excessive addition leads to deterioration of the corrosion resistance of the weld and an increase in cost, so the upper limit was made 0.0030%. If the content is less than 0.0003%, the effect of suppressing secondary processing cracking may be reduced. Therefore, the B content is desirably 0.0003 to 0.0010%.
- Ca may be added to fix S and improve hot workability.
- the upper limit is made 0.01% in order to deteriorate the corrosion resistance. If it is less than 0.0005%, the fixation of S may be insufficient. Therefore, the Ca content is preferably 0.0005 to 0.001% from the viewpoint of manufacturability.
- Mg may be added as a deoxidizing element. Moreover, Mg contributes to the improvement of manufacturability by refining ferrite grains, the improvement of surface defects called ridging, and the improvement of workability of welds. On the other hand, if over 0.01% is added, the corrosion resistance is significantly deteriorated, so 0.01% is made the upper limit. Note that when the content is less than 0.0003%, the structure control may be insufficient, so the Mg content is set to 0.0003% or more. In consideration of manufacturability, the Mg content is preferably 0.0003 to 0.002%.
- FIG. 1 shows existing steel [SUS430 (0.05% C-0.3% Si-0.5% Mn-0.03% P-0.005% S-16% Cr-0.1% Ni-0 0.03% Cu-0.03% N), SUS316 (0.05% C-0.5% Si-0.9% Mn-0.02% P-0.001% S-12.5% Ni- 16.8% Cr-2.5% Mo-0.3% Cu-0.03% N), and SUS301L (0.02% C-0.6% Si-1.1% Mn-0.03%) P-0.001% S-7.1% Ni-17.5% Cr-0.2% Cu-0.13% N) etc.], in addition to 0.01% C-0.1% Si- This is a steel containing 0.03% P-0.002% S-21% Cr-0.5% Cu, and the static when the austenite phase ratio is changed by changing the contents of Mn, Ni, and N.
- the static difference is an index indicating the deformation rate dependency of work hardening, and the difference between the stress value at 10% strain in the dynamic tensile test and the stress value at 10% strain in the static tensile test. That is, here, (the stress at the time of 10% strain when the dynamic tensile test is performed at a strain rate of 10 3 / sec) ⁇ (the static tensile test was performed at a strain rate of 10 ⁇ 3 to 10 ⁇ 2 / sec. Stress at the time of 10% strain).
- the difference in static motion indicates how much it hardens when it is deformed at a high speed such as an automobile collision.
- a larger value is preferable as a member for an impact absorbing structure.
- the austenite phase ratio is small, the amount of strain-induced transformation during deformation is small, so that the increase in stress during static and dynamic deformation is small.
- the austenite phase ratio is less than 10%, the static difference is less than 150 MPa. Therefore, the ratio of the austenite phase of the product (steel plate) is set to 10% or more. From the viewpoint of ductility, the upper limit of the austenite phase ratio is desirably 90% or less.
- FIG. 2 shows the existing stainless steel and the present invention steel (0.01% C-0.1% Si-3% Mn-0.03% P-0.002% S-21% Cr-2% Ni-0). .5% Cu-0.1% N) shows a stress-strain curve during a dynamic tensile test. All are the results of a high-speed tensile test in the rolling direction at a strain rate of 10 3 / sec, using a cold-rolled / annealed plate having a thickness of 1.5 mm (annealing conditions will be described later). In the result of FIG. 2, the austenitic stainless steel has higher stress during high-speed deformation than SUS430, which is a ferritic stainless steel.
- the steel according to the present invention has a higher stress absorption capacity than SUS301L, which exhibits the most excellent shock absorption characteristics of the existing steel, and has a very high shock absorption capacity.
- a high stress means that the shock absorption value is high, and the shock absorption characteristics are excellent.
- Tables 1 and 2 show the results of the static tensile test and the dynamic tensile test of the steel of the present invention and the existing steel (conventional steel).
- the static motion difference at 10% deformation is defined as 150 MPa or more based on the static motion difference of SUS301L.
- Tables 1 and 2 according to the present invention, it was possible to provide a steel having a high strength-high static difference that could not be achieved by a conventional steel utilizing a strain-induced martensite phase.
- the upper limit of the static motion difference at the time of 10% deformation is not particularly defined, and it is preferably as high as possible.
- FIG. 3 shows a stress-strain curve in a static tensile test.
- the static tensile test was performed according to JIS Z2241.
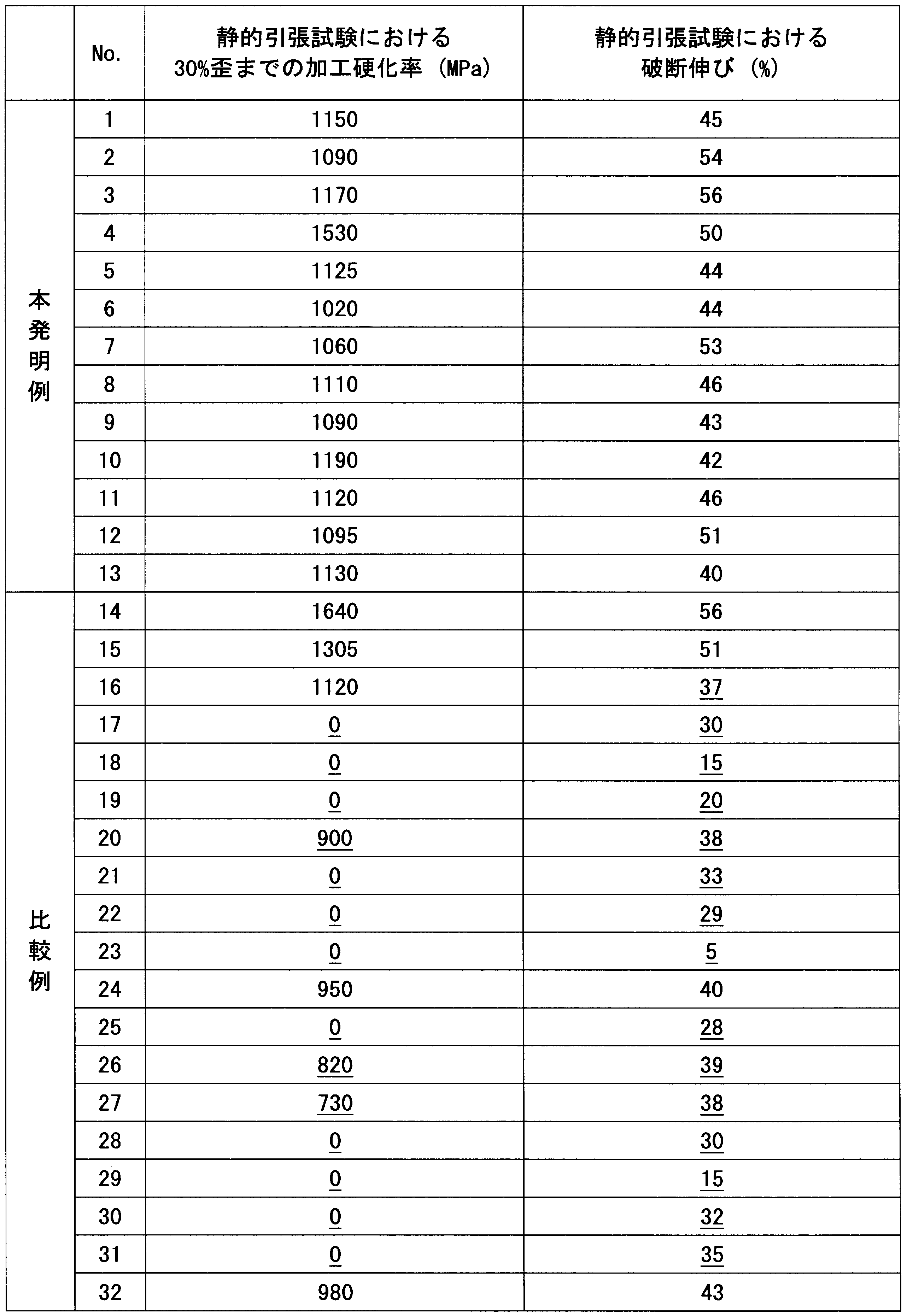
- the steel of the present invention shows a break elongation of 40% and a higher work hardening rate than SUS430, which is a ferritic stainless steel.
- FIG. 4 shows the relationship between strain and work hardening rate.
- the horizontal axis represents true strain ( ⁇ ), and d ⁇ / d ⁇ on the vertical axis represents the rate of change of true stress. Since the change rate of the true stress corresponds to the work hardening rate, it is better for the structural member to be higher.
- the steel of the present invention exhibits higher work hardening characteristics than ferritic stainless steel.
- the work hardening rate is increased in a high strain region during static deformation, and that the austenite phase undergoes work-induced transformation to cause strain-induced plasticity.
- the work hardening rate varies depending on the strain range. However, if the minimum value of the work hardening rate is 1000 MPa or more in the range up to 30% strain, the work hardening characteristics are greatly improved, and the high strength during high-speed deformation is high. It is effective for conversion. From the above, in the present invention, the lower limit of the work hardening rate up to 30% strain in the static tensile test is set to 1000 MPa.
- the stress at the time of plastic deformation is substituted by the average value of the proof stress (YP) and tensile strength (TS) in the static tensile test, and this is preferably 500 MPa or more, and the higher the better.
- the present invention of Table 1 shows a high value of (YP + TS) / 2 as 583 MPa.
- FIG. 5 shows 0.01% C-0.1% Si-0.03% P-0.002% S-21% Cr-0.5 in addition to existing steel (SUS430, SUS316, SUS301L, etc.).
- the relationship between (YP + TS) / 2 and a static difference at the time of changing the austenite phase rate by changing the contents of Mn, Ni and N in steel containing% Cu is shown.
- (YP + TS) / 2 is 500 MPa or more
- the difference in static motion is 150 MPa or more. Therefore, (YP + TS) / 2 in the static tensile test is preferably 500 MPa or more.
- the austenite phase is distorted during processing into a member in addition to exhibiting higher yield strength than ferritic stainless steel.
- the work hardening rate is remarkably increased and the tensile strength is improved.
- a strain-induced martensite phase is generated in a low strain region, thereby preventing dislocation movement and increasing stress.
- the steel of the present invention can obtain high strength and high shock absorption characteristics by strain-induced transformation during deformation in addition to the two-phase formation of ferrite phase + austenite phase.
- the steel of the present invention exhibits strain-induced plasticity due to deformation-induced martensitic transformation at the time of deformation. Therefore, the steel of the present invention has excellent high strength and high impact absorption performance and high elongation at break during static deformation.
- the vehicle body structure is variously complicated, there is no problem in processing if the elongation (breaking elongation) is 40% or more.
- the steel of the present invention produced a strain-induced martensite phase with a volume ratio of 10% in the static tensile test, and the elongation was as high as 45%.
- the manufacturing method of the stainless steel plate of this invention has the process of annealing a cold rolled sheet.
- the cold-rolled sheet has the same component composition as the above-described stainless steel sheet of the present invention, and is manufactured in a normal process. For example, steel having a desired chemical composition is melted and cast to form a slab, and this slab is hot-rolled to form a hot-rolled sheet. Next, the hot-rolled sheet is annealed and pickled, and then cold-rolled to produce a cold-rolled sheet. In the cold-rolled sheet annealing step, the cold-rolled sheet is heated, held at a predetermined temperature (holding temperature), and then cooled.
- a predetermined temperature holding temperature
- the holding temperature is 950 to 1150 ° C. or higher, and in the cooling after the holding, the cooling rate to 400 ° C. is 3 ° C./sec or higher.
- the upper limit of the cooling rate is preferably 50 ° C./sec from the viewpoint of manufacturability and steel plate shape.
- the holding temperature after heating may be maintained at a temperature at which 10% or more of the austenite phase is generated. However, if it is less than 950 ° C., an intermetallic compound called Cr carbonitride or ⁇ phase is precipitated, and the corrosion resistance and toughness are deteriorated.
- the lower limit was 950 ° C. Further, when the temperature exceeds 1150 ° C., the austenite phase becomes less than 10% and the ferrite phase becomes coarse, and the formability and toughness are remarkably lowered. Therefore, the upper limit is set to 1150 ° C. Further, in the cooling after holding, when the cooling rate to 400 ° C.
- the cooling rate to 400 ° C. is set to 3 ° C./sec or more.
- the holding temperature is desirably 1000 to 1100 ° C.
- the cooling rate to 400 ° C. is desirably 4 ° C./sec or more.
- the manufacturing conditions a hot-rolling condition, hot-rolled sheet thickness, the annealing atmosphere of a hot-rolled sheet, annealing conditions, and cold-rolling conditions
- the annealing atmosphere of a cold-rolled sheet Etc. may be appropriately selected. No special equipment is required for the pass schedule, cold rolling rate, and roll diameter in cold rolling, and existing equipment may be used efficiently. Further, temper rolling or tension leveler may be applied after cold rolling and annealing. Further, the thickness of the product (stainless steel plate) may be selected according to the thickness of the required member.
- the steel of the present invention has a high average value of proof stress and tensile strength in a static tensile test of 500 MPa or more, a static difference of 150 MPa or more, and excellent shock absorption characteristics. Further, the elongation at break in the static tensile test is 40% or more, and the ductility is excellent. Furthermore, the work hardening rate up to 30% of the true strain is 1000 MPa or more, which is excellent in work hardening characteristics.
- Steel No. 14 SUS301L is excellent in workability and impact absorption characteristics, but is a high Ni component, which increases the manufacturing cost and the steel material cost.
- Steel No. 15 is SUS304.
- 16 is SUS316, which is high in Ni and costly, and has a low static difference upon deformation by 10%.
- Steel No. 17 is SUS430, and since Ni and Cu are out of range, an austenite phase does not occur. For this reason, elongation and static difference are remarkably low.
- Steel No. No. 18 is a high-strength material with C off the upper limit, but its elongation and work hardening rate are low, and its static difference is also low.
- Steel No. Since 19, 23, 25, and 29 are out of the scope of the present invention, the austenite phase ratio is less than 10%, and the elongation and static difference are low.
- Steel No. In 18, 20, and 21, C, Si, and Cr are off the upper limit, respectively, and the elongation and work hardening rate are extremely low.
- Steel No. In No. 21, Mn is off the lower limit, and the elongation and work hardening rate are remarkably low.
- Steel No. In No. 24, Cu is outside the lower limit, the increase in strength during high-speed deformation is low, and the static difference is low.
- Steel No. Nos. 26, 27, 28, and 30 have excessive addition of Nb, V, Mo, and B, respectively, and have low elongation and static difference.
- Steel No. Components 31 and 32 are within the scope of the present invention, but the cold-rolled sheet annealing temperature and the cooling rate are outside the scope of the invention, resulting in a decrease in strength and a decrease in static motion difference.
- a ferritic / austenitic stainless steel sheet having excellent shock absorption characteristics comparable to that of austenitic stainless steel.
- it has excellent workability and excellent work hardening properties, and is a high strength (high shock absorption property) and high formability stainless steel, especially for automobiles, buses, railways, and other transportation structures. It can be applied to members and contributes to weight reduction and improved collision safety.
Abstract
Description
本願は、2008年1月22日に出願された日本国特許出願第2008-011984号及び2009年1月14日に出願された日本国特許出願第2009-6046号に対し優先権を主張し、その内容をここに援用する。
衝突安全性向上の対策としては、部材を構成する材料の高強度化が有効であり、普通鋼の成分である高強度鋼板が自動車の衝撃吸収部材に適用されている。しかしながら、普通鋼は耐食性能が低いため、重塗装することが前提となっており、塗装しない部材もしくは軽塗装部材には適用できなかったり、重塗装によるコストアップが必須であった。一方、Crを含有するステンレス鋼を適用した場合、普通鋼に比べて大幅に耐食性が優位であるため、錆代の低減による軽量化や、塗装省略化が期待される。
更に、衝突安全性向上に対しては、例えば車両の衝突を考えた場合、車両フレームに高い衝撃吸収能を有する材料を適用すれば、部材が圧壊変形することで衝撃を吸収し、車両内の人員に与える衝撃を緩和できる。即ち、車体軽量化による燃費向上、塗装簡略化、及び安全性の向上などのメリットが大きくなる。
特許文献1には、主として鉄道車両および一般車両の構造部材や補強材に使用することを目的として、高歪み速度での衝撃吸収能に優れたオーステナイト系ステンレス鋼が開示されている。これは、Niを6~8%含有し、オーステナイト組織を有する素材であり、変形時に加工誘起マルテンサイト相が生成することで高速変形において高強度化するものである。
しかしながら、Niを多量に含有するためコスト高となる課題があり、また成分系や使用環境によっては応力腐食割れや時効割れが問題になる場合があり、汎用的な構造体として用いられるには必ずしも十分ではなかった。
具体的には、一般的なオーステナイト系ステンレス鋼よりも低いNi量でフェライト相を母相とする鋼成分において元素量を調整してオーステナイト相が準安定な二相ステンレス鋼とする。これにより、変形中にオーステナイト相がマルテンサイト相に変態する歪み誘起変態によって、静的変形時の加工硬化率や破断伸びをフェライト系ステンレス鋼よりも向上させる。また、静的変形時の強度、加工硬化率の上昇および歪み誘起変態を利用して、動的変形時の変形抵抗を上昇させて衝撃吸収エネルギーを増大させる。
これにより、本発明鋼を特に自動車、バス、鉄道車両、及び自転車などの車両構造部品の素材とすることにより、衝突時の衝撃を吸収し、かつ車体崩壊を最小限にして乗員の安全性を飛躍的に向上させるとともに、オーステナイト系ステンレス鋼よりも低コスト化に寄与できる。
本発明の加工性と衝撃吸収特性に優れた構造部材用フェライト・オーステナイト系ステンレス鋼板では、さらに、質量%にて、Ti:0.5%以下、Nb:0.5%以下、及びV:0.5%以下のうち1種または2種以上を含有してもよい。
さらに、質量%にて、Mo:2%以下、Al:5%以下、及びB:0.0030%以下のうち1種または2種以上含有してもよい。
さらに、質量%にて、Ca:0.01%以下、及びMg:0.01%以下のうちいずれか一方または両方を含有してもよい。
静的引張試験における耐力と引張強度の平均値が500MPa以上であり、かつ破断伸びが40%以上であってもよい。
まず、本発明のフェライト・オーステナイト系ステンレス鋼板の鋼成分などの限定理由を述べる。
Cは、オーステナイト相を残留させ、変形時の歪み誘起変態を生じさせるために必要な元素であり、Cの含有量を0.001%以上とする。一方、過度なCの含有は、成形性と耐食性を劣化させるとともに、硬質なマルテンサイト相が生成し、製造性を劣化させるために、上限を0.1%とする。更に製造性や加工性を考慮すると、Cの含有量は0.005~0.05%が望ましい。
車両用の構造部材は、ハット型成形品に代表される角形断面が大半であり、このような高速圧壊変形における吸収エネルギーは、10%までの歪み域で吸収される(「自動車材料の高速変形に関する研究会成果報告書(平成13年3月)」日本鉄鋼協会編、p12)。また、車両衝突時の歪み速度は103/secという極めて高い歪み速度に対応する。
これらより、高速変形特性の評価として、103/secで引張試験を行い、動的引張試験とした。この際、10%歪みまでの吸収エネルギーを応力及び歪みから求めた。何%の歪までの吸収エネルギーを指標とするかは部材形状に依存するが、上記の「自動車材料の高速変形に関する研究会成果報告書(平成13年3月)」日本鉄鋼協会編、p12に記載されているように、自動車のフロントサイドメンバー等の部位では、10%歪までの吸収エネルギーが妥当とされている。
また、動的引張試験における耐力を求め、動的耐力を得た。一方、通常の引張試験(歪み速度10-3~10-2/sec)で得られる耐力を求め、静的耐力とした。
ここで、静動差は、加工硬化の変形速度依存性を示す指標であり、動的引張試験における10%歪み時の応力値と、静的引張試験における10%歪み時の応力値との差、即ち、ここでは(103/secの歪み速度で動的引張試験をした際の10%歪み時の応力)-(10-3~10-2/secの歪み速度で静的引張試験をした際の10%歪み時の応力)である。
オーステナイト相率が少ないと、変形中の歪み誘起変態量が少なくなるため、静的および動的変形中の応力の上昇が少ない。オーステナイト相率が10%未満では、静動差が150MPa未満となる。よって、製品(鋼板)のオーステナイト相の比率を10%以上とした。尚、延性の観点からオーステナイト相率の上限は90%以下が望ましい。
この図2の結果では、フェライト系ステンレス鋼であるSUS430に比べて、オーステナイト系ステンレス鋼の方が、高速変形時の応力は高い。また、オーステナイト系ステンレス鋼においては、歪み誘起変態が生じるSUS301Lの方が、歪み誘起変態が生じ難いSUS316よりも応力が高い。これに対して、本発明鋼は、既存鋼で最も優れた衝撃吸収特性を示すSUS301Lよりも低歪み域(~30%程度)の応力は高く、極めて衝撃吸収能力が高い。応力が高いということは、衝撃吸収値が高くなるため、衝撃吸収特性に優れる。

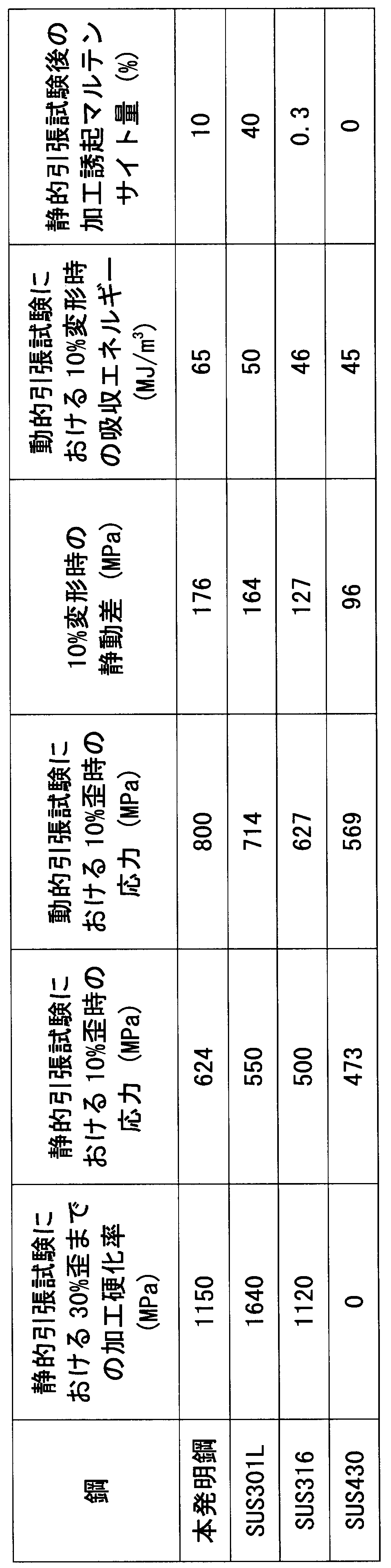
図4は、歪みと加工硬化率の関係を示す。横軸は真歪み(ε)を示し、縦軸のdσ/dεは、真応力の変化率を示す。この真応力の変化率は、加工硬化率に対応するため、構造部材としては高い方が良い。これより、本発明鋼はフェライト系ステンレス鋼よりも高加工硬化特性を示す。また、本発明鋼では、静的変形時は高歪み域で加工硬化率が上昇しており、オーステナイト相が加工誘起変態をおこして、歪み誘起塑性が生じていることがわかる。
静的引張試験において歪み範囲により加工硬化率は変化するが、30%歪みまでの範囲で加工硬化率の最小値が1000MPa以上あれば、大幅に加工硬化特性が改善され、高速変形時の高強度化に有効である。以上のことから、本発明では、静的引張試験において30%歪みまでの加工硬化率の下限を1000MPaとしたが、高ければ高い方が好ましい。
本発明では、静的引張試験における耐力(YP)と引張強度(TS)の平均値で塑性変形時の応力を代用し、これが500MPa以上であることが好ましく、高ければ高い方が良い。
表1の本発明は(YP+TS)/2が583MPaと高い値を示す。
(YP+TS)/2が500MPa以上において、静動差が150MPa以上となることから、静的引張試験における(YP+TS)/2を500MPa以上とすることが好ましい。
本発明のステンレス鋼板の製造方法は、冷延板を焼鈍する工程を有する。
冷延板は、前述した本発明のステンレス鋼板と同様の成分組成を有し、通常の工程にて製造される。例えば、所望の化学組成の鋼を溶製し鋳造してスラブとし、このスラブを熱間圧延して熱延板とする。次いで熱延板に焼鈍・酸洗を施した後、冷間圧延することによって、冷延板が製造される。
冷延板の焼鈍工程では、冷延板を加熱後、所定の温度(保定温度)に保定し、次いで冷却する。本発明では、保定温度を950~1150℃以上とし、保定後の冷却では、400℃までの冷却速度を3℃/sec以上とする。冷却速度の上限値は、製造性や鋼板形状の観点から、50℃/secが望ましい。
また、保定後の冷却において、400℃までの冷却速度が3℃/sec未満では、上記の炭窒化物や金属間化合物が生成するとともに、オーステナイト相中への炭素、窒素などの元素が拡散して歪み誘起変態が生じず、優れた加工性や衝撃吸収性能が得られない場合がある。よって、400℃までの冷却速度を3℃/sec以上とする。製造性を考慮すると、保定温度は1000~1100℃が望ましく、400℃までの冷却速度は4℃/sec以上が望ましい。
また、冷延・焼鈍後に調質圧延やテンションレベラーを付与しても構わない。更に、製品(ステンレス鋼板)の板厚についても、要求部材の厚さに応じて選択すれば良い。
表3,4に示す化学組成の鋼を溶製し鋳造してスラブとし、得られたスラブを熱間圧延して熱延板とした。次いで熱延板に焼鈍・酸洗を施した後、1.5mm厚まで冷間圧延して冷延板とした。得られた冷延板を表5の条件で焼鈍し、さらに酸洗を施して製品板(ステンレス鋼板)とした。
このようにして得られた製品板に対して、上記の静的引張試験と動的引張試験を行った。
また、金属組織については以下のように観察して評価した。板厚中心層近傍の組織をエッチングにより現出させ、光学顕微鏡を用いて観察し、写真撮影した。そして画像解析装置を用いて、金属組織の写真中の第2相であるオーステナイト相の面積分率を求め、オーステナイト相の相率(生成比率)とした。
得られた結果を表5~8に示す。なお、表中、下線を付した値は、本発明で規定の範囲から外れている値である。

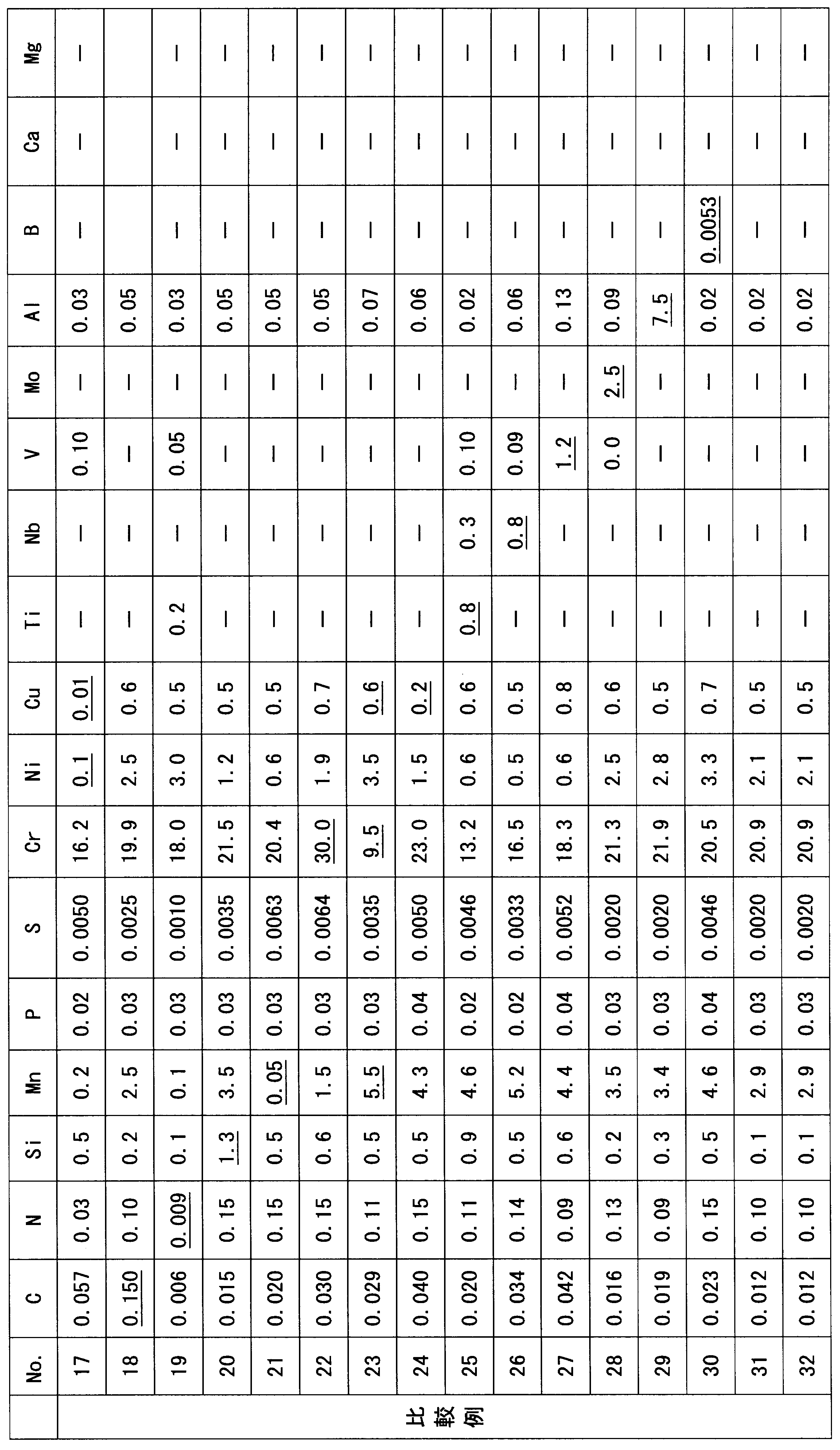

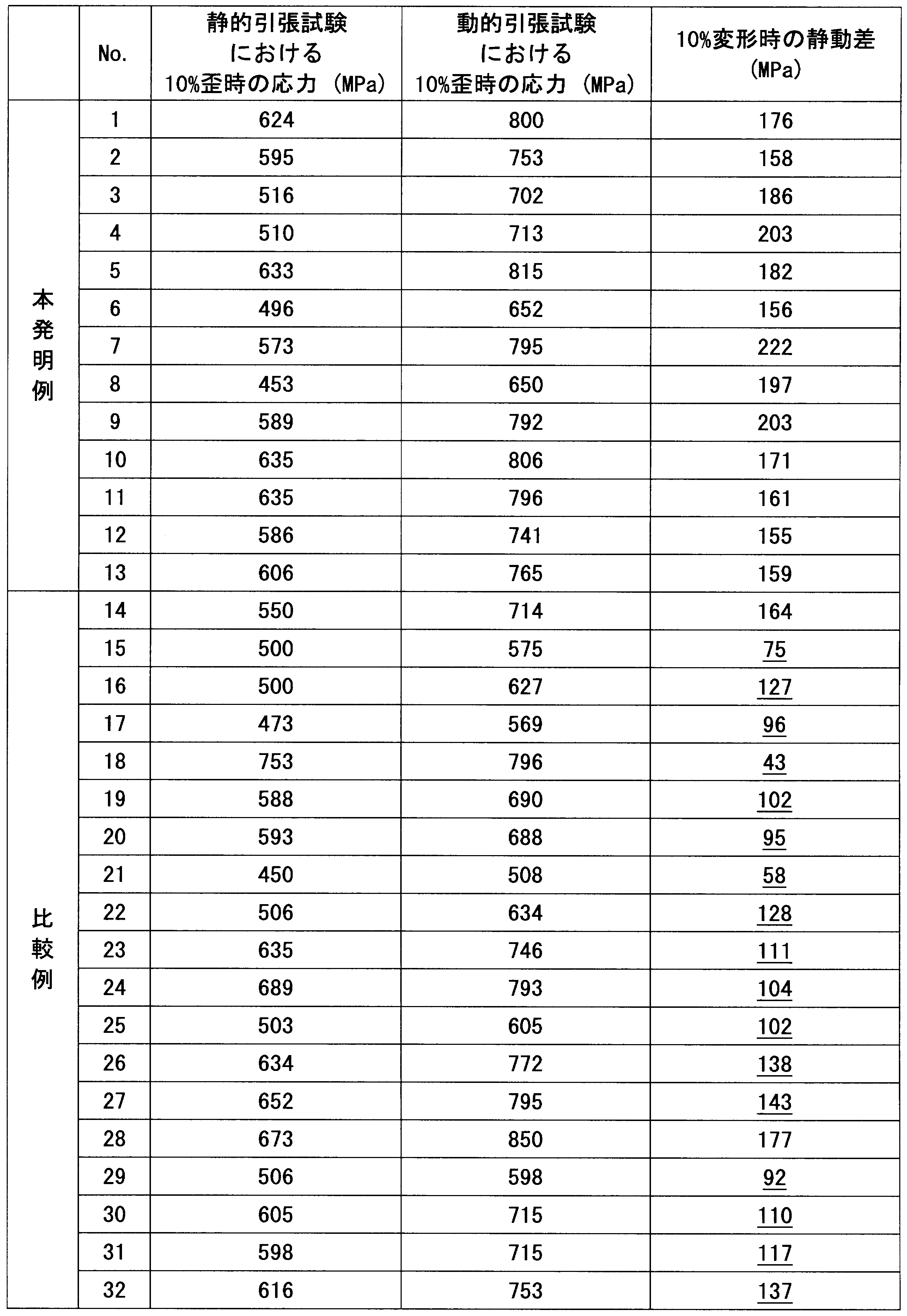
鋼No.15はSUS304であり、鋼No.16はSUS316であるが、高Niでコスト高であるとともに、10%変形時の静動差が低い。
鋼No.17は、SUS430であり、NiやCuが範囲外であるため、オーステナイト相が生じない。このため、伸びや静動差が著しく低い。
鋼No.18は、Cが上限外れで高強度材であるが、伸びと加工硬化率が低く、静動差も低い。
鋼No.19、23、25、29は、成分が本発明範囲から外れるため、オーステナイト相率が10%未満であり、伸びや静動差が低い。
鋼No.21は、Mnが下限外れで、伸びと加工硬化率が著しく低い。
鋼No.24は、Cuが下限外れで、高速変形時の強度上昇が低くなり、静動差が低い。
鋼No.26、27、28、30は、それぞれNb、V、Mo、Bが過剰に添加されており、伸びや静動差が低い。
鋼No.31、32は、成分が本発明範囲内であるが、冷延板焼鈍温度と冷却速度が発明範囲外であり、強度低下が生じて静動差が低くなる。
Claims (6)
- 質量%にて、
C:0.001~0.1%、
N:0.01~0.15%、
Si:0.01~2%、
Mn:0.1~10%、
P:0.05%以下、
S:0.01%以下、
Ni:0.5~5%、
Cr:10~25%、及び
Cu:0.5~5%を含有し、
残部としてFeおよび不可避的不純物を含み、
母相をフェライト相とし、オーステナイト相が10%以上存在し、
静的引張試験において30%歪みまでの加工硬化率が1000MPa以上であり、
10%変形時の静動差が150MPa以上であることを特徴とする加工性と衝撃吸収特性に優れた構造部材用フェライト・オーステナイト系ステンレス鋼板。 - さらに、質量%にて、Ti:0.5%以下、Nb:0.5%以下、及びV:0.5%以下のうち1種または2種以上を含有することを特徴とする請求項1に記載の加工性と衝撃吸収特性に優れた構造部材用フェライト・オーステナイト系ステンレス鋼板。
- さらに、質量%にて、Mo:2%以下、Al:5%以下、及びB:0.0030%以下のうち1種または2種以上含有することを特徴とする請求項1又は2に記載の加工性と衝撃吸収特性に優れた構造部材用フェライト・オーステナイト系ステンレス鋼板。
- さらに、質量%にて、Ca:0.01%以下、及びMg:0.01%以下のうちいずれか一方または両方を含有することを特徴とする請求項1~3のいずれかに記載の衝撃吸収特性に優れた加工性と衝撃吸収特性に優れた構造部材用フェライト・オーステナイト系ステンレス鋼板。
- 静的引張試験における耐力と引張強度の平均値が500MPa以上であり、かつ破断伸びが40%以上であることを特徴とする請求項1~4のいずれかに記載の加工性と衝撃吸収特性に優れた構造部材用フェライト・オーステナイト系ステンレス鋼板。
- 質量%にて、C:0.001~0.1%、N:0.01~0.15%、Si:0.01~2%、Mn:0.1~10%、P:0.05%以下、S:0.01%以下、Ni:0.5~5%、Cr:10~25%、及びCu:0.5~5%を含有し、残部としてFeおよび不可避的不純物を含む冷延板を焼鈍する工程を有し、
前記冷延板の焼鈍工程において、保定温度を950~1150℃とし、400℃までの冷却速度を3℃/sec以上とすることを特徴とする請求項1~5のいずれかに記載の加工性と衝撃吸収特性に優れた構造部材用フェライト・オーステナイト系ステンレス鋼板の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09704689.0A EP2246453B1 (en) | 2008-01-22 | 2009-01-22 | Ferrite-austenite stainless steel sheet for structural members excellent in workability and impact absorption characteristics and process for the production of the sheet |
| US12/735,476 US8303733B2 (en) | 2008-01-22 | 2009-01-22 | Ferrite-austenite stainless steel sheet for structural component excellent in workability and impact-absorbing property and method for producing the same |
| CN2009801026330A CN101918606B (zh) | 2008-01-22 | 2009-01-22 | 加工性和冲击吸收特性优良的结构部件用铁素体·奥氏体系不锈钢板及其制造方法 |
| KR1020107015974A KR101244552B1 (ko) | 2008-01-22 | 2009-01-22 | 가공성과 충격 흡수 특성이 우수한 구조 부재용 페라이트ㆍ오스테나이트계 스테인리스 강판 및 그 제조 방법 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008011984 | 2008-01-22 | ||
| JP2008-011984 | 2008-01-22 | ||
| JP2009006046A JP5388589B2 (ja) | 2008-01-22 | 2009-01-14 | 加工性と衝撃吸収特性に優れた構造部材用フェライト・オーステナイト系ステンレス鋼板およびその製造方法 |
| JP2009-006046 | 2009-01-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009093652A1 true WO2009093652A1 (ja) | 2009-07-30 |
Family
ID=40901157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/050966 WO2009093652A1 (ja) | 2008-01-22 | 2009-01-22 | 加工性と衝撃吸収特性に優れた構造部材用フェライト・オーステナイト系ステンレス鋼板およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8303733B2 (ja) |
| EP (1) | EP2246453B1 (ja) |
| JP (1) | JP5388589B2 (ja) |
| KR (1) | KR101244552B1 (ja) |
| CN (1) | CN101918606B (ja) |
| WO (1) | WO2009093652A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111424216A (zh) * | 2020-04-17 | 2020-07-17 | 邯郸钢铁集团有限责任公司 | 140MPa级高烘烤硬化特性冷轧超低碳钢及生产方法 |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5424917B2 (ja) * | 2010-02-02 | 2014-02-26 | 新日鐵住金ステンレス株式会社 | 耐スラブ置き割れ性および熱間加工性に優れた二相ステンレス鋼 |
| JP5656432B2 (ja) * | 2010-02-12 | 2015-01-21 | 新日鐵住金ステンレス株式会社 | プレス成形性に優れたフェライト・オーステナイト系ステンレス鋼板およびその製造方法 |
| CN102002646A (zh) * | 2010-10-12 | 2011-04-06 | 西安建筑科技大学 | 具有高力学性能和优良耐腐蚀性能的经济双相不锈钢 |
| JP5653269B2 (ja) * | 2011-03-25 | 2015-01-14 | 新日鐵住金ステンレス株式会社 | 耐食性、強度、及び延性に優れるステンレス鋼線材と鋼線、並びに、それらの製造方法。 |
| DE102012104254A1 (de) * | 2011-11-02 | 2013-05-02 | Bayerische Motoren Werke Aktiengesellschaft | Kostenreduzierter Stahl für die Wasserstofftechnik mit hoher Beständigkeit gegen wasserstoffinduzierte Versprödung |
| CN102418051A (zh) * | 2011-12-20 | 2012-04-18 | 振石集团东方特钢股份有限公司 | 低镍双相不锈钢 |
| CN102618801A (zh) * | 2011-12-20 | 2012-08-01 | 振石集团东方特钢股份有限公司 | 热加工性能好的低镍双相不锈钢 |
| JP5869922B2 (ja) * | 2012-03-09 | 2016-02-24 | 新日鐵住金ステンレス株式会社 | 面内異方性が小さいフェライト・オーステナイト2相ステンレス鋼板およびその製造方法 |
| UA111115C2 (uk) | 2012-04-02 | 2016-03-25 | Ейкей Стіл Пропертіс, Інк. | Рентабельна феритна нержавіюча сталь |
| DE102012104260A1 (de) * | 2012-05-16 | 2013-11-21 | Bayerische Motoren Werke Aktiengesellschaft | Kostenreduzierter Stahl für die Wasserstofftechnik mit hoher Beständigkeit gegen wasserstoffinduzierte Versprödung |
| CN102719767B (zh) * | 2012-06-01 | 2015-03-11 | 宝钢特钢有限公司 | 一种具有优良冷镦性能的经济型双相不锈钢及其制造方法 |
| JP6029662B2 (ja) * | 2013-12-09 | 2016-11-24 | 新日鐵住金株式会社 | オーステナイト系ステンレス鋼板およびその製造方法 |
| CA2932068C (en) * | 2013-12-13 | 2023-01-03 | Outokumpu Oyj | Method for producing high-strength duplex stainless steel |
| CN104294176A (zh) * | 2014-09-19 | 2015-01-21 | 东莞市迅盈精密五金有限公司 | 不锈钢无磁材料及由其制成的平衡块 |
| CN107107173B (zh) * | 2014-12-26 | 2019-11-01 | Posco公司 | 经济型双相不锈钢及其制造方法 |
| DE102015112215A1 (de) * | 2015-07-27 | 2017-02-02 | Salzgitter Flachstahl Gmbh | Hochlegierter Stahl insbesondere zur Herstellung von mit Innenhochdruck umgeformten Rohren und Verfahren zur Herstellung derartiger Rohre aus diesem Stahl |
| US20170088910A1 (en) * | 2015-09-29 | 2017-03-30 | Exxonmobil Research And Engineering Company | Corrosion and cracking resistant high manganese austenitic steels containing passivating elements |
| JP6628561B2 (ja) * | 2015-11-09 | 2020-01-08 | 日鉄ステンレス株式会社 | 加工性に優れた構造部材用ステンレス鋼板及びその製造方法 |
| KR101756701B1 (ko) * | 2015-12-23 | 2017-07-12 | 주식회사 포스코 | 가공성이 향상된 오스테나이트계 스테인리스강 |
| KR101903181B1 (ko) * | 2016-12-23 | 2018-10-01 | 주식회사 포스코 | 내식성 및 성형성이 우수한 듀플렉스 스테인리스강 및 이의 제조 방법 |
| JP6811112B2 (ja) * | 2017-02-09 | 2021-01-13 | 日鉄ステンレス株式会社 | フェライト・オーステナイト2相ステンレス鋼板およびその製造方法 |
| JP6809325B2 (ja) * | 2017-03-23 | 2021-01-06 | 日本製鉄株式会社 | 2相ステンレス鋼形鋼およびその製造方法 |
| CN108690907A (zh) * | 2017-04-07 | 2018-10-23 | 中国科学院金属研究所 | 一种双相不锈钢的热处理工艺 |
| CN108179364B (zh) * | 2017-12-28 | 2019-05-31 | 钢铁研究总院 | 一种具有高碰撞吸收能的合金结构钢及其制备方法 |
| JP6961518B2 (ja) * | 2018-03-14 | 2021-11-05 | 日鉄ステンレス株式会社 | タンクバンド用フェライト・オーステナイト2相ステンレス鋼板およびこれを用いたタンクバンドならびにスポット溶接方法 |
| JP7384553B2 (ja) * | 2018-07-05 | 2023-11-21 | 日鉄ステンレス株式会社 | 車椅子フレーム用二相ステンレス鋼 |
| KR102268906B1 (ko) * | 2019-07-17 | 2021-06-25 | 주식회사 포스코 | 강도가 향상된 오스테나이트계 스테인리스강 및 그 제조 방법 |
| CN110499478A (zh) * | 2019-09-27 | 2019-11-26 | 泰州市新龙翔金属制品有限公司 | 一种经济型双相不锈钢 |
| CN112725700B (zh) * | 2020-12-28 | 2022-10-18 | 鸿富晋精密工业(太原)有限公司 | 金属件及其加工方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5735668A (en) * | 1980-05-05 | 1982-02-26 | Armco Steel Corp | Abrasion-resistant austenite stainless steel |
| JPS63169331A (ja) * | 1987-01-03 | 1988-07-13 | Nisshin Steel Co Ltd | 延性に優れた高強度複相組織クロムステンレス鋼帯の製造法 |
| JPH01165750A (ja) * | 1987-12-23 | 1989-06-29 | Kawasaki Steel Corp | 高耐食性二相ステンレス鋳鋼 |
| WO1996018751A1 (fr) * | 1994-12-16 | 1996-06-20 | Sumitomo Metal Industries, Ltd. | Acier inoxydable duplex presentant une remarquable resistance a la corrosion |
| JPH10219407A (ja) * | 1997-02-07 | 1998-08-18 | Kawasaki Steel Corp | 延性に優れたフェライト系ステンレス鋼およびその製 造方法 |
| JP2002020843A (ja) | 2000-07-05 | 2002-01-23 | Nippon Steel Corp | 衝突吸収性能に優れたオーステナイト系ステンレス鋼 |
| JP2002097555A (ja) * | 2000-09-25 | 2002-04-02 | Nisshin Steel Co Ltd | ステンレス鋼製形鋼 |
| JP2006169622A (ja) | 2004-01-29 | 2006-06-29 | Jfe Steel Kk | 成形性に優れるオーステナイト・フェライト系ステンレス鋼 |
| JP2006183129A (ja) | 2004-01-29 | 2006-07-13 | Jfe Steel Kk | 成形性に優れるオーステナイト・フェライト系ステンレス鋼 |
| JP2006350723A (ja) | 2005-06-16 | 2006-12-28 | Hiroshima Seiken Kogyo Kk | 生産管理システム |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61564A (ja) * | 1984-06-13 | 1986-01-06 | Nippon Kokan Kk <Nkk> | 衝撃特性の優れた2相ステンレス鋼 |
| JPS6247462A (ja) * | 1985-08-26 | 1987-03-02 | Nippon Stainless Steel Co Ltd | ヤング率並びに熱間加工性の優れた車輌用高強度2相ステンレス鋼 |
| EP0273279B1 (en) | 1986-12-30 | 1993-10-27 | Nisshin Steel Co., Ltd. | Process for the production of a strip of a chromium stainless steel of a duplex structure having high strength and elongation as well as reduced plane anisotropy |
| KR970006548B1 (ko) | 1993-10-08 | 1997-04-29 | 대우전자 주식회사 | 캠코더의 오토 화이트 밸런스(awb) 제어방법 |
| FR2780735B1 (fr) * | 1998-07-02 | 2001-06-22 | Usinor | Acier inoxydable austenitique comportant une basse teneur en nickel et resistant a la corrosion |
| JP4377485B2 (ja) | 1999-08-12 | 2009-12-02 | 新日本製鐵株式会社 | 静粛性に優れた自動車構造用鋼製部材 |
| KR100545089B1 (ko) | 2001-12-26 | 2006-01-24 | 주식회사 포스코 | 가공경화형 오스테나이트계 스테인레스강 |
| KR100957664B1 (ko) * | 2004-01-29 | 2010-05-12 | 제이에프이 스틸 가부시키가이샤 | 오스테나이트·페라이트계 스테인레스 강판 |
| JP4852857B2 (ja) * | 2004-03-16 | 2012-01-11 | Jfeスチール株式会社 | 張り出し成形性と耐隙間部腐食性が優れたフェライト・オーステナイト系ステンレス鋼板 |
| JP5220311B2 (ja) | 2006-12-27 | 2013-06-26 | 新日鐵住金ステンレス株式会社 | 衝撃吸収特性に優れた構造部材用ステンレス鋼板 |
-
2009
- 2009-01-14 JP JP2009006046A patent/JP5388589B2/ja active Active
- 2009-01-22 KR KR1020107015974A patent/KR101244552B1/ko active IP Right Grant
- 2009-01-22 CN CN2009801026330A patent/CN101918606B/zh active Active
- 2009-01-22 EP EP09704689.0A patent/EP2246453B1/en active Active
- 2009-01-22 US US12/735,476 patent/US8303733B2/en active Active
- 2009-01-22 WO PCT/JP2009/050966 patent/WO2009093652A1/ja active Application Filing
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5735668A (en) * | 1980-05-05 | 1982-02-26 | Armco Steel Corp | Abrasion-resistant austenite stainless steel |
| JPS63169331A (ja) * | 1987-01-03 | 1988-07-13 | Nisshin Steel Co Ltd | 延性に優れた高強度複相組織クロムステンレス鋼帯の製造法 |
| JPH01165750A (ja) * | 1987-12-23 | 1989-06-29 | Kawasaki Steel Corp | 高耐食性二相ステンレス鋳鋼 |
| WO1996018751A1 (fr) * | 1994-12-16 | 1996-06-20 | Sumitomo Metal Industries, Ltd. | Acier inoxydable duplex presentant une remarquable resistance a la corrosion |
| JPH10219407A (ja) * | 1997-02-07 | 1998-08-18 | Kawasaki Steel Corp | 延性に優れたフェライト系ステンレス鋼およびその製 造方法 |
| JP2002020843A (ja) | 2000-07-05 | 2002-01-23 | Nippon Steel Corp | 衝突吸収性能に優れたオーステナイト系ステンレス鋼 |
| JP2002097555A (ja) * | 2000-09-25 | 2002-04-02 | Nisshin Steel Co Ltd | ステンレス鋼製形鋼 |
| JP2006169622A (ja) | 2004-01-29 | 2006-06-29 | Jfe Steel Kk | 成形性に優れるオーステナイト・フェライト系ステンレス鋼 |
| JP2006183129A (ja) | 2004-01-29 | 2006-07-13 | Jfe Steel Kk | 成形性に優れるオーステナイト・フェライト系ステンレス鋼 |
| JP2006350723A (ja) | 2005-06-16 | 2006-12-28 | Hiroshima Seiken Kogyo Kk | 生産管理システム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2246453A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111424216A (zh) * | 2020-04-17 | 2020-07-17 | 邯郸钢铁集团有限责任公司 | 140MPa级高烘烤硬化特性冷轧超低碳钢及生产方法 |
| CN111424216B (zh) * | 2020-04-17 | 2022-01-25 | 邯郸钢铁集团有限责任公司 | 140MPa级高烘烤硬化特性冷轧超低碳钢及生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2246453A4 (en) | 2013-11-27 |
| JP2009197326A (ja) | 2009-09-03 |
| US8303733B2 (en) | 2012-11-06 |
| EP2246453A1 (en) | 2010-11-03 |
| US20100294402A1 (en) | 2010-11-25 |
| CN101918606B (zh) | 2013-07-10 |
| JP5388589B2 (ja) | 2014-01-15 |
| KR101244552B1 (ko) | 2013-03-18 |
| EP2246453B1 (en) | 2015-09-16 |
| CN101918606A (zh) | 2010-12-15 |
| KR20100097741A (ko) | 2010-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5388589B2 (ja) | 加工性と衝撃吸収特性に優れた構造部材用フェライト・オーステナイト系ステンレス鋼板およびその製造方法 | |
| JP5544633B2 (ja) | 衝撃吸収特性に優れた構造部材用オーステナイト系ステンレス鋼板 | |
| JP5597006B2 (ja) | 構造部材用高強度および高延性オーステナイト系ステンレス鋼板およびその製造方法 | |
| KR101540507B1 (ko) | 연성 및 내지연 파괴 특성이 우수한 초고강도 냉연 강판 및 그 제조 방법 | |
| EP1675970B1 (en) | A cold-rolled steel sheet having a tensile strength of 780 mpa or more an excellent local formability and a suppressed increase in weld hardness | |
| JP5165236B2 (ja) | 衝撃吸収特性に優れた構造部材用ステンレス鋼板 | |
| JP5598157B2 (ja) | 耐遅れ破壊特性及び衝突安全性に優れたホットプレス用鋼板及びその製造方法 | |
| US20080240969A1 (en) | High Strength Hot Rolled Steel Sheet Containing High Mn Content with Excellent Workability and Method for Manufacturing the Same | |
| JP6700398B2 (ja) | 高降伏比型高強度冷延鋼板及びその製造方法 | |
| JP5220311B2 (ja) | 衝撃吸収特性に優れた構造部材用ステンレス鋼板 | |
| JPH10130776A (ja) | 高延性型高張力冷延鋼板 | |
| JP3936440B2 (ja) | 耐衝突安全性と成形性に優れた自動車用高強度鋼板とその製造方法 | |
| JP6628561B2 (ja) | 加工性に優れた構造部材用ステンレス鋼板及びその製造方法 | |
| JP3958842B2 (ja) | 動的変形特性に優れた自動車衝突エネルギ吸収用加工誘起変態型高強度鋼板 | |
| JP5421615B2 (ja) | Ni節減型ステンレス鋼製自動車用部材 | |
| JP5091733B2 (ja) | 加工性および衝撃吸収性能に優れた低Ni車体部材用ステンレス鋼 | |
| KR101382854B1 (ko) | 용접성 및 굽힘가공성이 우수한 고항복비형 초고강도 냉연강판 및 그 제조방법 | |
| KR20090011619A (ko) | 고강도 열연강판의 제조방법 | |
| JP2011017039A (ja) | 構造部材用オーステナイト系ステンレス鋼 | |
| KR101009839B1 (ko) | 고강도 고성형 강판의 제조방법 | |
| JP3172354B2 (ja) | 耐衝撃性に優れた薄鋼板 | |
| JP2004346430A (ja) | 加工用高張力鋼板の製造方法 | |
| JPH06346192A (ja) | 耐衝撃性に優れた薄鋼板 | |
| JP2000034539A (ja) | スポット溶接性に優れた窒化部材およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980102633.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09704689 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20107015974 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12735476 Country of ref document: US Ref document number: 2009704689 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |