RU2518878C2 - Комплект режущих пластин для последовательного цилиндрического фрезерования и режущий инструмент для последовательного цилиндрического фрезерования с комплектом режущих пластин (варианты) - Google Patents
Комплект режущих пластин для последовательного цилиндрического фрезерования и режущий инструмент для последовательного цилиндрического фрезерования с комплектом режущих пластин (варианты) Download PDFInfo
- Publication number
- RU2518878C2 RU2518878C2 RU2010149960/02A RU2010149960A RU2518878C2 RU 2518878 C2 RU2518878 C2 RU 2518878C2 RU 2010149960/02 A RU2010149960/02 A RU 2010149960/02A RU 2010149960 A RU2010149960 A RU 2010149960A RU 2518878 C2 RU2518878 C2 RU 2518878C2
- Authority
- RU
- Russia
- Prior art keywords
- cutting
- cutting inserts
- inserts
- axial
- tool
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0433—Parallelogram
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
- B23C2200/201—Details of the nose radius and immediately surrounding areas
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1908—Face or end mill
- Y10T407/1912—Tool adjustable relative to holder
- Y10T407/1914—Radially
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1908—Face or end mill
- Y10T407/1924—Specified tool shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1942—Peripherally spaced tools
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2272—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder
- Y10T407/2282—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder including tool holding clamp and clamp actuator
- Y10T407/2286—Resiliently biased clamp jaw
- Y10T407/2288—Integral with holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/24—Cutters, for shaping with chip breaker, guide or deflector
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
Abstract
Усовершенствованная конструкция комплекта режущих пластин включает в себя множество режущих пластин для цилиндрического фрезерования и выполненных с возможностью установки в державке инструмента, предназначенного для цилиндрического фрезерования. Каждая из режущих пластин имеет ширину, одинаковую для каждой режущей пластины. Каждая из режущих пластин включает в себя вершину, имеющую радиус закругления вершины, отличающийся для каждой режущей пластины, и заднюю поверхность осевого выравнивания, образующую эквивалентную установочную поверхность и эквивалентный задний угол для каждой из множества режущих пластин, когда пластина съемно установлена в державке инструмента. Технический результат:повышение производительности обработки. 3 н. и 19 з.п. ф-лы, 11 ил.
Description
Область техники, к которой относится изобретение
Настоящее изобретение относится к системам режущего инструмента, режущей пластины и державок инструмента. Некоторые варианты осуществления, описываемые в данной заявке, направлены на создание сменных индексируемых режущих пластин, имеющих по существу форму параллелограмма, и системы режущего инструмента, включающей в себя такие режущие пластины.
Уровень техники
Режущие пластины, используемые при последовательном цилиндрическом фрезеровании на поворотном столе, имеют профиль по существу в форме параллелограмма, если смотреть с некоторой точки над верхней поверхностью режущей пластины, при этом две длинные стороны образуют две главные или «радиальные» режущие кромки, а две коротких стороны образуют две вспомогательные или «осевые» режущие кромки. По сравнению с другими типами режущих пластин для последовательного цилиндрического фрезерования на поворотном столе режущие пластины, имеющие по существу форму параллелограмма, имеют более выраженную режущую геометрию и обеспечивают более эффективную механическую обработку, потому что длинные радиальные режущие кромки пластин обеспечивают большую глубину резания.
Современные конструкции режущих пластин, имеющих по существу форму параллелограмма, сложны по геометрии, а соответствующие державки инструмента, в которых эти пластины установлены, являются, как правило, цилиндрическими по форме, обеспечивая установку множества пластин по периферии корпуса державки инструмента. Режущие пластины, имеющие по существу форму параллелограмма, обычно поставляются в комплектах или «группах», при этом каждый член группы имеет по существу одну и ту же ширину и некоторые другие общие геометрические характеристики, но включает в себя отличающийся радиус закругления вершины. Таким образом, группа пластин может содержать несколько пластин, а каждая такая пластина может иметь постепенно увеличивающийся радиус закругления вершины. Радиусы закругления вершин в пределах группы пластин, имеющих форму параллелограмма и предназначенных для фрезерования, обычно могут составлять от 0,2 мм до 6,4 мм или более, в зависимости от конкретной ширины пластины группы. Некоторые режущие пластины, имеющие форму параллелограмма, предназначены для применений, связанных с цилиндрическим фрезерованием, имеют, например, такие радиусы закругления вершин, как от 8 до 10 мм.
Авторы данного изобретения обнаружили, что недостатком существующих систем режущих инструментов, в которых используются режущие пластины, имеющие по существу форму параллелограмма, является то, что для установки всех пластин, имеющихся в одной группе пластин, могут потребоваться несколько разных державок инструмента. Как описывается ниже, это требование, как правило, вытекает из того, что существенные различия в радиусах закругления вершины между обычными пластинами в заданной группе требуют разных геометрий гнезд под пластины, даже если ширина режущей пластины в пределах группы оказывается по существу одной и той же. Обычную державку режущего инструмента, предназначенную для удержания режущих пластин, имеющих по существу форму параллелограмма и имеющих относительно малый радиус закругления вершины, нельзя использовать для надежного удержания пластины, принадлежащей той же группе и имеющей существенно больший радиус закругления вершины. Эта несовместимость может потребовать замены державок инструмента оператором, когда проводят механическую обработку с использованием двух или более пластин в пределах заданного семейства, что приводит к простою механического инструмента и вытекающим из этого потерям производительности. Фирмы, занимающиеся изготовлением и оптовой продажей державок инструмента, также должны изготавливать и/или складировать многочисленные державки инструментов, относящихся к заданной группе пластин, что отвлекает на себя и так ограниченные ресурсы и осложняет деятельность по части продаж и оптовых поставок.
Поэтому существует необходимость в усовершенствованной системе режущего инструмента для последовательного цилиндрического фрезерования на поворотном столе, в которой одна державка инструмента может заключать и надежно фиксировать всю группу режущих пластин, имеющих по существу форму параллелограмма и имеющих радиусы закругления вершин, значительно изменяющиеся в некотором диапазоне. Авторы данного изобретения описывают здесь уникальную систему, удовлетворяющую эту неудовлетворенную до сих пор необходимость. Предполагается, что новая система режущего инструмента и новые режущие пластины, описываемые и заявленные в данной заявке, окажут значительное и несомненное экономическое влияние на фирмы, занимающиеся изготовлением режущих инструментов и оптовой торговлей ими, а также на конечных потребителей режущих инструментов.
Раскрытие изобретения
В соответствии с одним неограничивающим аспектом данного изобретения, предложена система режущих пластин, содержащая множество индексируемых режущих пластин для цилиндрического фрезерования, которые выполнены с возможностью установки на державке инструмента для цилиндрического фрезерования. Каждая из множества режущих пластин имеет ширину, одинаковую для каждой режущей пластины, и вершину, имеющую радиус закругления вершины, отличающийся для каждой режущей пластины. Каждая из множества режущих пластин также содержит заднюю поверхность осевого выравнивания, образующую эквивалентную установочную поверхности и эквивалентный задний угол для каждой из множества режущих пластин, когда пластина съемно установлена в державке инструмента для режущего фрезерования. В некоторых вариантах осуществления каждая из множества режущих пластин имеет по существу форму параллелограмма. Неограничивающие примеры геометрии задней поверхности выравнивания каждой из множества режущих пластин включают в себя по существу плоские и по существу конические компоновки.
В соответствии с другим неограничивающим аспектом данного изобретения предложена система режущего инструмента, содержащая державку инструмента, имеющую по меньшей мере одно гнездо под пластину и множество индексируемых режущих пластин для цилиндрического фрезерования, которые выполнены с возможностью установки на цилиндрической державке режущего инструмента. Каждая из режущих пластин выполнена с возможностью прочного удержания в гнезде под пластину. Каждая из режущих пластин имеет ширину, одинаковую для каждой режущей пластины, вершину, имеющую радиус закругления вершины, отличающийся для каждой из множества режущих пластин, и заднюю поверхность осевого выравнивания, образующую эквивалентную установочную поверхность и эквивалентный задний угол для каждой из множества режущих пластин, когда каждая из множества режущих пластин прочно удерживается по меньшей мере в одном гнезде под пластину державки инструмента. В некоторых вариантах осуществления каждая из множества режущих пластин имеет по существу форму параллелограмма. Неограничивающие примеры геометрии задней поверхности выравнивания каждой из множества режущих пластин включают в себя по существу плоские и по существу конические компоновки.
В соответствии с еще одним неограничивающим аспектом данного изобретения предложена система режущего инструмента, содержащая державку инструмента для цилиндрического фрезерования, имеющую по меньшей мере одно гнездо под пластину на перемещаемой части державки инструмента, и множество индексируемых режущих пластин для цилиндрического фрезерования имеющих разные радиусы закругления вершин. Каждая из множества режущих пластин выполнена с возможностью прочного удерживания в гнезде под пластину державки инструмента в положении, подходящем для механической обработки заготовки. В некоторых вариантах осуществления каждая из множества индексируемых режущих пластин для цилиндрического фрезерования имеет по существу форму параллелограмма. Кроме того, в некоторых вариантах осуществления каждая из множества индексируемых режущих пластин для цилиндрического фрезерования включает в себя заднюю поверхность выравнивания, образующую задний угол, который является по существу одним и тем же на каждой из режущих пластин. В некоторых вариантах осуществления каждая задняя поверхность выравнивания является по существу плоской или по существу конической.
Краткое описание чертежей
Признаки и преимущества описываемых здесь устройств и способов можно лучше понять, обратившись к прилагаемым чертежам, на которых:
Фиг.1 - упрощенный схематичный вид пластины, имеющей по существу форму параллелограмма и предназначенной для цилиндрического фрезерования, показанной в контакте с заготовкой;
Фиг.2 - упрощенный схематичный вид накладных пластин, имеющих по существу форму параллелограмма и предназначенных для цилиндрического фрезерования, имеющих разные радиусы закругления вершин, причем эти пластины показаны в контакте с заготовкой;
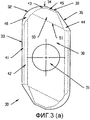
Фиг.3(a) - схематичный вид верхней поверхности согласно одному неограничивающему варианту осуществления пластины, имеющей по существу форму параллелограмма и предназначенной для цилиндрического фрезерования в соответствии с данным изобретением;
Фиг.3(b) - схематичная вертикальная проекция радиальной задней поверхности пластины согласно фиг.3(а);
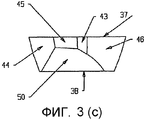
Фиг 3(с) - схематичная вертикальная проекция осевой задней поверхности пластины согласно фиг.3(а);
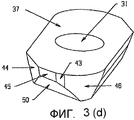
Фиг.3(d) - схематичный вид в перспективе пластины согласно фиг.3(а);
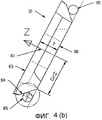
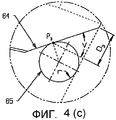
Фиг.4(a)-4(c) - схематичные виды пластины, имеющей по существу цилиндрическую форму, демонстрирующие математическую модель для определения геометрии задних поверхностей выравнивания режущей пластины, показанной на фиг. 3(a)-3(d);
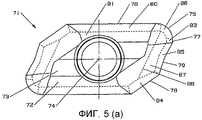
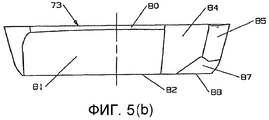
Фиг.5(a)-5(c) - схематичные виды верхней поверхности (фиг.5(a)), радиальной стороны (фиг.5(b)) и осевой стороны (фиг.5(c)) согласно дополнительному неограничивающему варианту осуществления режущей пластины, имеющей по существу форму параллелограмма, на которых показана стружечная канавка на верхней поверхности режущей пластины;
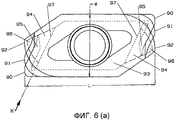
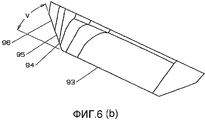
Фиг.6(a) и 6(b) - схематичный вид трех накладных пластин, имеющих по существу форму параллелограмма и предназначенных для цилиндрического фрезерования, в пределах группы режущих пластин в соответствии с одним неограничивающим вариантом осуществления данного изобретения, при этом режущие пластины имеют разные радиусы закругления вершин;
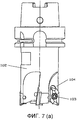
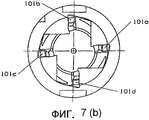
Фиг.7(a) и 7(b) - один неограничивающий вариант осуществления системы режущего инструмента для цилиндрического фрезерования в соответствии с данным изобретением, включающей в себя множество идентичных режущих пластин, имеющих по существу форму параллелограмма, и соответствующая державка инструмента;
Фиг.8 - схематичный увеличенный вид режущей пластины и гнезда под пластину узла режущего инструмента, изображенного на фиг.7(a) и 7(b);
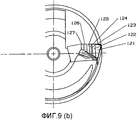
Фиг.9(a) и 9(b) - аспекты характерной группы из семи накладных режущих пластин, имеющих по существу форму параллелограмма и имеющих различные радиусы закругления вершин в соответствии с некоторыми неограничивающими вариантами осуществления, описываемыми здесь, причем эти режущие пластины показаны установленными в гнезде под пластину соответствующей державки инструмента для цилиндрического фрезерования;
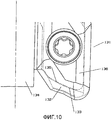
Фиг.10 - часть режущей пластины, имеющей по существу форму параллелограмма согласно одному неограничивающему варианту осуществления в соответствии с данным изобретением, причем режущая пластина включает в себя коническую заднюю поверхность выравнивания; и
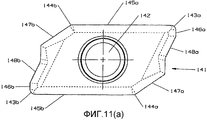
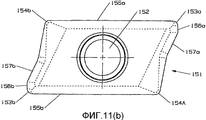
Фиг.11(a) и 11(b) - верхние поверхности согласно двум неограничивающим вариантам осуществления режущих пластин, имеющих по существу форму параллелограмма в соответствии с данным изобретением, причем каждая режущая пластина включает в себя пару главных углов при вершине в плане и пару вспомогательных углов при вершине в плане.
Вышеизложенные подробности станут понятными специалисту в данной области техники после рассмотрения приведенного ниже подробного описания некоторых неограничивающих вариантов осуществления настоящего изобретения. Специалист также сможет понять некоторые из таких дополнительных подробностей после воплощения или использования таких режущих пластин, державок режущего инструмента, систем режущего инструмента и способов, описываемых здесь.
Подробное описание некоторых неограничивающих вариантов осуществления
В данном описании неограничивающих вариантов осуществления и формуле изобретения все не являющиеся номерами примеров обработки или не оговоренные иным образом числа, выражающие количества или характеристики, следует понимать как сопровождаемые во всех случаях термином «примерно». Соответственно, если не указано противоположное, все количественные параметры, приводимые в нижеследующем описании и прилагаемой формуле изобретения, являются приближениями, которые могут изменяться в зависимости от требуемых характеристик, которые предполагается получать в режущих пластинах, державке режущего инструмента, системе режущего инструмента и способах, соответствующих данному изобретению. Не относя нижеследующее к попытке ограничить применение принципа или эквивалентов изобретения объемом притязаний формулы изобретения, отметим, что по самой меньшей мере каждый количественный параметр следует истолковывать по меньшей мере с учетом числа указываемых значащих цифр и применения обычных методов округления.
Любой патент, публикация или иной описательный материал, по существу или частично, который (которая) включен(а) в данное описание, упоминается здесь лишь в той степени, в какой включенный материал не противоречит существующим определениям, положениям или иному описательному материалу, приводимому в этом описании. Как таковое - и в той степени, в какой это необходимо, описание, приводимое здесь, заменяет собой любой противоречащий материал, упоминаемый здесь для справок. Любой материал или его часть, который (которая) упоминается здесь, но противоречит существующим определениям, положениям или иному описательному материалу, приводимому здесь, включен(а) лишь в той степени, в какой он (она) не вызывает противоречие между этим включенным материалом и существующим описательным материалом.
Режущие пластины, имеющие по существу форму параллелограмма, обычно используются при последовательном цилиндрическом фрезеровании для создания квадратного выреза на обработанной заготовке. Таким образом, вершина режущей пластины, имеющей по существу форму параллелограмма, должна продолжаться на всю четверть окружности для поддержания и радиальной, и осевой режущих кромок в контакте с заготовкой во время процесса механической обработки и обеспечивать квадратный вырез. На фиг.1 представлен вид сверху режущей пластины 9, имеющей упрощенную по существу форму параллелограмма обычной конструкции, используемой для цилиндрического фрезерования и показанной в контакте с заготовкой 12. Режущая пластина 9 включает в себя центральное отверстие 10, вершины 11, противоположные радиальные режущие кромки 15, главные осевые режущие кромки 16 и вспомогательные осевые режущие кромки 17. Режущая пластина 9 показана проводящей механическую обработку вертикальной стенки 13 и горизонтальной стенки 14 в заготовке 12 для получения квадратного выреза в заготовке. Державка инструмента не показана на фиг.1 для упрощения чертежа. Как изображено на фиг.1, нижняя вершина 11 является касательной к заготовке 12 в точке А на вертикальной стенке 13 и в точке В на горизонтальной стенке 14. Это гарантирует, что угол выреза между вертикальной стенкой 13, образованной радиальной режущей кромкой 15, и горизонтальной поверхностью 14, образованной главной осевой режущей кромкой 16, по существу составляет 90 градусов, как показано на фиг.1.
Вышеупомянутые главные осевые режущие кромки 16 находятся между вершиной 11 вспомогательной осевой режущей кромки 17 и должны быть параллельны горизонтальной поверхности обрабатываемой заготовки, чтобы обеспечить надлежащую чистоту поверхности и лучше гарантировать формирование выреза с углом 90 градусов на обрабатываемой заготовке. Кроме того, обычная практика, в соответствии с которой вершина, занимающая полную четверть окружности, предусматривается и для радиальных, и для главных осевых режущих кромок в конструкции режущей пластины, имеющей по существу форму параллелепипеда, как показано на фиг.1, накладывает значительные геометрические ограничения, которые можно будет лучше понять, обратившись к фиг.2, и которые являются следующими.
На фиг.1 показаны две упрощенные обычные режущие пластины 20 и 21, имеющие форму параллелограмма, предназначенные для применений, связанных с цилиндрическим фрезерованием, имеющие одну и ту же ширину (Cw) пластины, наложенные друг на друга и находящиеся в контакте с заготовкой 25. Иллюстрируемый периметр режущей пластины 20 показан полностью сплошной линией. Изображенный периметр режущей пластины 21 включает в себя показанные пунктирные линии и промежуточные сплошные линии, обозначающие некоторые участки периметра, общие с режущей пластиной 20. Вершина 22 режущей пластины 20 имеет стандартный радиус, а вершина 23 режущей пластины 21 имеет максимальный возможный для нее радиус (NMAX) закругления, который равен ширине Cw пластины. В действительности, наличие радиуса закругления, равного ширине Cw пластины, было бы практичным в режущей пластине 21, имеющей по существу форму параллелепипеда, потому что это приводит к составляющему ноль градусов углу Ap осевого позиционирования и отсутствию вспомогательной режущей кромки (кромки 24 на режущей пластине 20). Такая конструкция весьма затруднила бы или сделала невозможным стабильное крепление режущей пластины 21 на соответствующей державке инструмента. Кроме того, придавая режущей пластине, имеющей по существу форму параллелограмма, радиус закругления вершины, который больше, чем ширина пластины, нельзя удовлетворить требуемой геометрии пластины, которая, как обсуждалось выше, должна предусматривать вершину, занимающую полную четверть окружности, которая является касательной и к радиальной, и к основной осевой режущим кромкам.
Таким образом, как показано на фиг.2, одно геометрическое ограничение, накладываемое на режущие пластины, имеющие по существу форму параллелограмма и предназначенные для применений, связанных с последовательным цилиндрическим фрезерованием на поворотном столе, заключается в том, что максимальный радиус NMAX закругления вершины должен быть меньше, чем ширина Cw пластины. В промышленности режущих инструментов обычно приемлемое отношение максимального радиуса NMAX закругления вершины к ширине Cw пластины режущей пластины, имеющей по существу форму параллелограмма и предназначенной для применений, связанных с последовательным цилиндрическим фрезерованием на поворотном столе, как правило, находится в диапазоне от 0,4 до 0,65.
Благодаря изменениям в геометрической конструкции режущих пластин, имеющих по существу форму параллелограмма, и их сложной позиционной взаимосвязи с соответствующей державкой инструмента, как описано выше, в настоящее время в промышленности используют множество державок инструментов, чтобы разместить в них группу режущих пластин, имеющих форму параллелограмма. Как тоже отмечено, режущие пластины в группе режущих пластин, имеющих форму параллелограмма, обычно имеют разные радиусы закругления вершин. В настоящее время нет систем инструмента, предназначенных для последовательного цилиндрического фрезерования на поворотном столе, в которых в державку инструмента можно заключать режущие пластины, имеющие относительно большие радиусы закругления вершин, а также режущие пластины, имеющие относительно малые радиусы закругления вершин. Современное требование использования множества державок инструментов для размещения группы пластин, имеющих по существу форму параллелограмма и предназначенных для последовательного фрезерования на поворотном столе, увеличивает производственные затраты фирм-изготовителей режущего инструмента и бесполезный расход сырья. Кроме того, конечные пользователи режущего инструмента страдают от сниженной производительности, обуславливаемой необходимостью замены державки инструмента, когда происходит переключение с режущих пластин, имеющих значительные радиусы закругления вершин, в заданной группе режущих пластин, имеющих по существу форму параллелограмма.
Технические статьи и патентные публикации, касающиеся режущих пластин, имеющих по существу форму параллелограмма, известные авторам данного изобретения, не обеспечивают систему инструмента или способ, при осуществлении которого всю группу режущих пластин, имеющих по существу форму параллелограмма, со значительно различающимися радиусами закругления вершин можно размещать на одной державке инструмента. Примеры патентных публикаций, относящихся к режущим пластинам, имеющим по существу форму параллелограмма, включают в себя патент США № 5,071,292, патент США № 5,052,863, патент США № 5,388,932, патент США № 6,142,716, европейский патент № 0239045, публикацию заявки на патент США № 2006/0013661 и публикацию заявки на патент США № 2007/0031201.
В патенте США № 5,071,292 описана режущая пластина, имеющая по существу форму параллелограмма и имеющая непрерывную криволинейную радиальную переднюю поверхность и радиальную заднюю поверхность, при этом и радиальный передний угол, и радиальный задний угол остаются по существу неизменными вдоль главной режущей кромки относительно соответствующей фрезы или соответствующей державки инструмента.
В патенте США № 5,052,863 описан способ безопасного размещения режущей пластины, имеющей по существу форму параллелограмма и имеющей относительно большой положительный радиальный задний угол вдоль главной режущей кромки в державке инструмента. Способ предусматривает адаптацию державки инструмента, выполненной с возможностью вмещения режущей пластины, имеющей меньший радиальный задний угол, с тем, чтобы преодолеть проблемы прочности, связанные с увеличенным безопорным свисанием при использовании режущих пластин, имеющих по существу форму параллелограмма и имеющих больший радиальный задний угол.
В патенте США № 5,388,932 описана наклонная поверхность в приподнятой области вершины режущей пластины, имеющей по существу форму параллелограмма, причем эта наклонная поверхность увеличивает прочность режущей кромки на главной вершине, сохраняя при этом положительный радиальный передний угол вдоль главной режущей кромки.
В патенте США № 6,142,716 тоже описана наклонная поверхность, имеющая положительный радиальный передний угол. Эта наклонная поверхность включает в себя выемку на главных режущих сторонах, гарантирующую более жесткую установку по месту режущей пластины в державке инструмента и использование меньшего количества материала при изготовлении режущей пластины.
В европейском патенте № 0 239 045 предложена режущая пластина, имеющая по существу форму параллелограмма и имеющая постоянный положительный радиальный передний угол и постоянный радиальный задний угол вдоль главных режущих кромок.
В публикации заявки на патент США № 2006/0013661 описана режущая пластина, имеющая по существу форму параллелограмма с относительно длинными кромками, в которой пограничная поверхность на радиальной задней поверхности продолжается от вершины и переходит в плоскую посадочную поверхность. Режущая пластина обеспечивает плавное резание во время операций высокоскоростного фрезерования.
В публикации заявки на патент США № 2007/0031201 описана режущая пластина, имеющая по существу форму параллелограмма с боковой поверхностью верхней стороны, выполненной в виде криволинейной поверхности, имеющей постоянный угол наклона, и боковой поверхностью нижней стороны, образованной плоской поверхностью, имеющей фиксированный угол наклона. Сообщается, что эта компоновка обеспечивает применение усовершенствованного процесса изготовления как матрицы или пресс-формы режущей пластины, так и гнезда под пластину державки инструмента, сохраняя при этом преимущественный профиль на главном режущем участке режущей пластины.
Ни в одном из вышеуказанных патентов и ни в одной из вышеуказанных публикаций не описана или не предложена идея группы режущих пластин, имеющих по существу форму параллелограмма, имеющих значительно различающиеся радиусы закругления вершин и заключаемые в одной державке инструмента. Вместо этого, как описано выше, обычно необходимо множество державок инструмента, чтобы размещать в них группу режущих пластин с некоторым диапазоном радиусов закругления вершин. В альтернативном варианте фирмы-изготовители режущего инструмента советовали конечным потребителям модифицировать державки инструмента, предназначенные для режущих пластин с меньшими радиусами закругления вершин, или придавать им другую форму, вследствие чего в этих державках можно будет надежно размещать пластины, имеющие большие радиусы закругления вершин.
В вариантах осуществления, соответствующих данному изобретению, описывается уникальная конструкция режущей пластины, которая обеспечивает использование одной державки инструмента для размещения в ней группы режущих пластин, имеющих существенно различающиеся радиусы закругления вершин. Уникальные конструкции и идеи, описываемые здесь, выгодны, в частности применительно к группам режущих пластин, имеющих по существу форму параллелограмма, таких, как те пластины, которые обычно используются в применениях, связанных с последовательным цилиндрическим фрезеровованием на поворотном столе.
В том смысле, в каком он употребляется в данном описании, термин «группа» режущих пластин относится к множеству режущих пластин, при этом каждая пластина имеет радиус закругления вершины, который отличается от присущего другим режущим пластинам в группе, но при этом каждая пластина в группе выполнена с возможностью выполнения операции механической обработки, аналогичной с выполняемыми другими пластинами, и имеет по существу одну и ту же ширину. Члены группы также могут иметь толщину и/или другие геометрические признаки, являющиеся общими, а также могут включать в себя одинаковые или сходные признаки, обеспечивающие ломку стружки. Из фиг.2 будет очевидно, например, что когда радиус закругления вершины пластины для цилиндрического фрезерования уменьшается (так, как бывает, когда заменяют режущую пластину 21 режущей пластиной 20), операция резания становится более «агрессивной» в том смысле, что с заготовки удаляется больший объем материала, а все остальные параметры операции резания сохраняются неизменными.
В том смысле, в каком заходит речь о режущей пластине, которая имеет «по существу форму параллелограмма», эта формулировка относится к режущей пластине, включающей в себя набор противоположных радиальных режущих кромок одинаковой длины, набор противоположных осевых режущих кромок одинаковой длины и набор противоположных закругленных вершин, при этом каждая вершина находится между радиальной режущей кромкой и осевой режущей кромкой, но они необязательно пересекаются. Длина радиальной режущей кромки больше, чем длина осевой режущей кромки, тем самым придавая по существу удлиненную форму режущей пластине, если смотреть с верхней поверхности. Режущую пластину, имеющую по существу форму параллелограмма, можно противопоставить, например, режущим пластинам, имеющим круглую или в основном квадратную форму.
На фиг.3 схематично изображен один неограничивающий вариант осуществления режущей пластины, имеющей по существу форму параллелограмма, предназначенной для цилиндрического фрезерования и выполненной в соответствии с данным изобретением. На фиг.3(a) представлен вид верхней поверхности, на фиг.3(b) представлен вид сбоку или радиальный вид, на фиг.3(с) представлен вид спереди или осевой вид, а на фиг.3(d) представлен вид в перспективе согласно рассматриваемому варианту осуществления. Режущая пластина 30 симметрична на 180° относительно оси центрального отверстия 31 и включает в себя вершину 32, радиальную режущую кромку 33, главную осевую режущую кромку 34, вспомогательную осевую режущую кромку 35 и соединительную режущую кромку 36, соединяющую главную осевую режущую кромку 34 и вспомогательную осевую режущую кромку 35. В соответствии с неограничивающим вариантом осуществления режущая пластина 30 включает в себя по существу плоскую верхнюю поверхность 37 и по существу плоскую нижнюю поверхность 38. От радиальной режущей кромки 33 проходит под наклоном вниз главная радиальная задняя поверхность 41. От главной радиальной задней поверхности 41 проходит под наклоном вниз вспомогательная главная радиальная задняя поверхность 41 и пересекает нижнюю поверхностью 38. От главной осевой режущей кромки 34 проходит под наклоном вниз главная осевая задняя поверхность 43. От вспомогательной осевой режущей кромки 35 проходит под наклоном вниз вспомогательная осевая задняя поверхность 44. От соединительной режущей кромки 36 проходит под наклоном вниз соединительная задняя поверхность 45. Кроме того, от вершины 32 проходит под наклоном вниз коническая задняя поверхность 46. Как отмечалось выше и предполагается на фиг.3(a)-3(d), эти признаки повторяются относительно оси симметрии режущей пластины 30, совпадающей с осью центрального отверстия 31.
Со ссылкой на фиг.3(c)-3(d) следует отметить, что режущая пластина 30 включает в себя заднюю поверхность 50 осевого выравнивания, которая пересекается с главной осевой задней поверхностью 43, вспомогательной осевой задней поверхностью 44, соединительной задней поверхностью 45 и конической задней поверхностью 46. Задняя поверхность 50 осевого выравнивания также пересекает нижнюю поверхность 38 на нижней кромке 51 задней поверхности 50 осевого выравнивания. Как предполагалось выше, задняя поверхность 50 осевого выравнивания присутствует на обоих концах симметричной режущей пластины 30, так что пластина оказывается многогранной, задняя поверхность 50 осевого выравнивания такой же конфигурации предусмотрена во всех режущих пластинах группы пластин, которая включает в себя режущую пластину 30. А если так, то каждую из режущих пластин в группе пластин, которые имеют различные радиусы закругления вершин, которые могут значительно различаться от пластины к пластине, можно прочно удерживать в гнезде под пластину соответствующей державки инструмента. Более конкретно, каждая из режущих пластин, имеющих по существу форму параллелограмма, группа пластин включает в себя заднюю поверхность осевого выравнивания, которая имеет по существу один и тот же задний угол и установочную поверхность, а также предполагает по существу такую же позиционную взаимосвязь в гнезде под пластину соответствующей державки пластин независимо от радиуса закругления вершины конкретной пластины в группе пластин.
Чтобы продемонстрировать один возможный способ проектирования задней поверхности 50 осевого выравнивания режущей пластины 30, рассмотрим нижеследующее математическое описание.
Хорошо известно, что три неколлинеарные точки в трехмерном (3-D) пространстве могут определить плоскую поверхность. Это можно математически описать в уравнении (1):

где (x1, y1, z1), (x2, y2, z2) и (x3, y3, z3) представляют собой три неколлинеарные точки в системе координат XYZ, через которые проходит плоская поверхность. Со ссылкой на фиг.4 следует отметить, что на фиг.4(a) изображен вид верхней поверхности режущей пластины 30 (изображенной и на фиг.3). На фиг.4(b) изображен вид сбоку (рассматриваемый вдоль нижней поверхности 60 в направлении стрелки S на фиг.4(а)). На фиг.4(c) изображен подробный вид области, очерченной кругом на фиг. 4(b). Начало «О» координат системы координат XYZ задано в точке пересечения оси 61 центрального отверстия 62 и верхней поверхности 63. Со ссылкой на фиг. 4(a) и (b) следует отметить, что первая точка Р1(x1, y1, z1) и вторая точка Р2(x2, y2, z2) задней поверхности 64 выравнивания вдоль нижней кромки 60 (т.е. линии пересечения задней поверхности 64 выравнивания и нижней кромки 61) определяются уравнениями (2) и (3), которые составлены относительно следующих трех известных параметров: расстояния «D» между нижними кромками 60; угла «Н» в плоскости XY между нижней кромкой 60 и осью Y; и толщины «Т» режущей пластины 30.
Р1(x1, y1, z1)=(-(D/2)×cos(H), -(D/2)×sin(H), -T) (2)
Р2(x2, y2, z2)=(0, -(D/2)×sin(H), -T) (3)
Для определения плоскости задней поверхности 64 выравнивания должна быть известна третья точка Р3(x3, y3, z3). Чтобы определить третью точку Р3(x3, y3, z3), вводят измерительный ролик 65. Это показано на фиг.4(b) и (c). Поскольку ролик 65 касается и задней поверхности 64 выравнивания, и плоскости, продолжающейся вдоль нижней поверхности 66, а также непосредственно контактирует с задней поверхностью 64 выравнивания, это приводит к образованию линии 67 контакта между задней поверхностью 64 выравнивания и измерительным роликом 64. Со ссылкой на фиг.4(c) следует отметить, что координата z точки Р3(x3, y3, z3) может быть определена из дополнительных известных параметров - заднего угла «V» задней поверхности 64 выравнивания и радиуса «r» измерительного ролика 65 - в соответствии с уравнением (4)
Р3(z3)=r+r×sin(V)-T) (4)
На основании фиг.4(a) и 4(c) положение линии 67 контакта, которая по существу параллельна нижней кромке 60, можно определить с помощью уравнения (5) следующим образом:
DCL=D/2+D3=D/2+tg(V)×(r+r×sin(V)) (5)
Поскольку любая точка на линии 67 контакта является точкой на задней поверхности 64 выравнивания, координаты х и у точки Р3(x3, y3, z3) можно определить путем выбора точки, в которой происходит пересечение оси Y плоскости XY для варианта осуществления, показанного на фиг.4(a), как следует из уравнения (6):
Р3(x3, y3)=(0, -DCL/sin(H))=
(0, -[D/2+tg(V)×(r+r×sin(V))])/sin(H) (6)
Таким образом, теперь точка Р3(x3, y3, z3) полностью определяется следующим образом в уравнении (7):
Р3(x3, y3, z3)=(0,-DCL/sin(H))=
(0, -[D/2+tg(V)×(r+r×sin(V))]/sin(H), r+r×sin(V)-T) (7)
Поскольку получены все три точки Р1(x1, y1, z1), Р2(x2, y2, z2) и Р3(x3, y3, z3), уравнение (1) в матричной форме можно преобразовать в следующую общую форму как уравнение (8):
ax+by+cz+d=0, (8)
где a, b, c и d - константы. Поскольку задняя поверхность выравнивания в уравнении (8) определяется просто, ее можно использовать как количественный эталон для всех возможных элементов группы режущих пластин, имеющих по существу форму параллелепипеда и имеющих различные радиусы закругления вершин, и таким образом можно определить подходящую геометрию ориентируемой задней поверхности группы пластин, а каждую пластину в группе можно прочно удерживать в одной соответствующей державке инструмента.
На фиг.5(a)-5(c) схематично показан дополнительный неограничивающий вариант осуществления режущей пластины 71, имеющей по существу форму параллелограмма, в соответствии с данным изобретением предназначенную для применений, связанных с цилиндрическим фрезерованием, и имеющей геометрию 72 стружечной канавки на верхней поверхности 73. Аналогично режущей пластине 30, изображенной на фиг.3(a)-3(d), режущая пластина 71 симметрична на 180° относительно оси центрального отверстия 74. Режущая пластина 71 включает в себя вершину 75, радиальную режущую кромку 76, главную осевую режущую кромку 77, вспомогательную осевую режущую кромку 78 и соединительную режущую кромку 79, соединяющую главную осевую режущую кромку 77 и вспомогательную осевую режущую кромку 78. Режущая пластина 71 дополнительно включает в себя главную радиальную заднюю поверхность 80 ниже радиальной режущей кромки 76, вспомогательную радиальную заднюю поверхность 81, оканчивающуюся на нижней поверхности 82, главную осевую заднюю поверхность 83 ниже вспомогательной осевой режущей кромки 77, вспомогательную осевую заднюю поверхность 84 ниже соединительной режущей кромки 78, соединительную заднюю поверхность 85 ниже соединительной режущей кромки 79 и коническую заднюю поверхность 86 ниже вершины 75. Режущая пластина 71 включает в себя заднюю поверхность 87осевого выравнивания, которая пересекает главную осевую заднюю поверхность 83, вспомогательную осевую заднюю поверхность 84, соединительную заднюю поверхность 85, коническую заднюю поверхность 86 и нижнюю поверхность 82 на нижней кромке 88. Задняя поверхность 87 осевого выравнивания может быть ограничена так, что будет проходить в пределах плоскости, включающей в себя точки Р1, Р2 и Р3, расположенные так, как описано выше в связи с режущей пластиной 30. Каждая режущая пластина в группе режущих пластин, включающей в себя режущие пластины 71, включает в себя задние поверхности осевого выравнивания, образующие эквивалентную установочную поверхность и эквивалентный задний угол, когда пластина прочно удерживается в гнезде под пластину одной соответствующей державки инструмента. Таким образом, каждую пластину в группе можно прочно удерживать в одной державке инструмента, которая, например, может иметь обычную конструкцию.
Следует понимать, что хотя в данном изобретении иллюстрируется ограниченное количество вариантов осуществления в рамках объема притязаний данного изобретения, специалисты в данной области техники после рассмотрения данного описания легко представят себе другие возможные варианты осуществления. Например, хотя в данном изобретении иллюстрируются варианты осуществления режущей пластины, включающие в себя либо плоскую верхнюю поверхность, либо верхнюю поверхность, включающую в себя выполненную на ней геометрию стружечной канавки, можно использовать другую геометрию верхней поверхности, например, такую, как наклонная плоская поверхность или криволинейная поверхность.
На фиг.6(a) и 6(b) схематично изображены три накладные режущие пластины 90, 91, 92, имеющие по существу форму параллелограмма, принадлежащие группе режущих пластин для цилиндрического фрезерования и выполненные в соответствии с данным изобретением. Каждая пластина 90, 91, 92 имеет отличающийся радиус закругления вершины. На фиг.6(a) изображен вид верхней поверхности режущих пластин 90, 91, 92, наложенных друг на друга, при этом режущая пластина 90 имеет наименьший радиус закругления вершины, режущая пластина 91 имеет больший радиус закругления вершины, чем радиус закругления вершины режущей пластины 90, а режущая пластина 92 имеет наибольший радиус закругления вершины. Чтобы упростить фиг.6(a) и (b), все линии, демонстрирующие отдельные элементы пластин, не показаны, за исключением тех, которые отображают нижнюю поверхность 93 и задние поверхности выравнивания трех режущий пластин 90, 91, 92. Как показано на фиг.6(a), поверхности 94, ограниченные пунктирными линиями и кромкой 97, являются задними поверхностями выравнивания режущей пластины 90. Поверхности 95, ограниченные линиями длинного пунктира и кромкой 97, являются задними поверхностями выравнивания режущей пластины 91. Поверхности 96, ограниченные линиями длинного пунктира и кромкой 97, являются задними поверхностями выравнивания режущей пластины 92. Все три задние поверхности 94, 95, 96 выравнивания лежат в одной и той же плоскости и пересекают нижнюю поверхность 93 на нижней кромке 97, которая показана линиями короткого пунктира на фиг.6(a). Кроме того, три задние поверхности 94, 95, 96 выравнивания имеют одинаковый задний угол V, как показано на фиг.6(b), которая является видом образованных из проекции, параллельной нижней кромке 97, как показано стрелкой K на фиг.6(a). Таким образом, каждая из режущих пластин 90, 91, 92 имеет заднюю поверхность выравнивания с идентичным задним углом, лежащую в пределах одной и той же плоскости, определяемой в соответствии с вышеописанными уравнениями (1)-(8).
Задаваясь общими и выравниваемыми геометрическими признаками задней поверхности выравнивания каждой режущей пластины 90, 91, 92, можно использовать одну соответствующую державку инструмента для отдельного размещения в ней всех трех режущих пластин. Каждая пластина может быть закреплена в гнезде под пластину державки инструмента с помощью обычных средств. Таким образом, одну соответствующую державка инструмента можно использовать для прочного удерживания любой из режущих пластин 90, 91, 92 в положении, подходящем для цилиндрического фрезерования, независимо от того, что пластины имеют существенно разные радиусы закругления вершин. Хотя на фиг.6(a) и (b) изображены только три режущие пластины, имеющие по существу форму параллелограмма, принадлежащие группе, следует понимать, что можно предусмотреть практически бесконечное количество пластин, которые окажутся в группе и которые имеют заднюю поверхность выравнивания, имеющую задний угол поверхностей 94, 95, 96, и продолжающуюся в пределах плоскости, в которой продолжаются поверхности 94, 95, 96. Все такие пластины можно закреплять внутри гнезда под пластину соответствующей державки инструмента.
На фиг.7 изображен один неограничивающий вариант осуществления узла режущего инструмента, предназначенного для цилиндрического фрезерования в соответствии с данным изобретением, включающего в себя четыре режущие пластины 101a, 101b, 101c и 101d, имеющие по существу форму параллелограмма и имеющие конструкцию, аналогичную той, которая показана на фиг.5(a)-5(c), и державку 102 инструмента, в которой размещены режущие пластины. Режущие пластины 101a, 101b, 101c и 101d имеют одинаковый радиус закругления вершины и закрепляются посредством винта 103 в четыре идентичных гнезда 104 под пластины державки 102 инструмента.
На фиг.8 представлен увеличенный вид режущей пластины и гнезда под пластину, входящих в состав узла режущего инструмента для цилиндрического фрезерования и изображенных на фиг.7(a) и 7(b). Режущая пластина 101a закреплена винтом 103 в гнезде 104 под пластину державки 102 инструмента, которая симметрична относительно центральной оси 114. Режущая пластина 101a расположена так, что нижняя кромка 115 задней поверхности 116 выравнивания параллельна или по существу параллельна передней торцевой кромке 117 гнезда 104 под пластину. Группу режущих пластин, имеющих различные радиусы закругления вершин, можно выполнить включающими в себя задние поверхности выравнивания, имеющие общую и выравниваемую геометрию относительно режущей пластины 101a. Можно предусмотреть одну соответствующую державку инструмента, включающую в себя гнездо 104 под пластину, как показано на фиг.8, включающее в себя переднюю торцевую кромку 117 для размещения и прочного удержания каждого из членов группы независимо от радиуса закругления вершины конкретной режущей пластины в группе. Следует понимать, что за счет наличия задней поверхности выравнивания, которая имеет задний угол задней поверхности 116 выравнивания и располагается в той же плоскости, в которой располагается эта задняя поверхность выравнивания внутри гнезда под пластину державки 102 инструмента, всю группу режущих пластин, имеющих по существу форму параллелограмма, можно размещать в державке 102 инструмента.
На фиг.9(a) и 9(b) схематично показан увеличенный вид характерной группы из семи режущих пластин, имеющих по существу форму параллелограмма, и соответствующей державки инструмента для цилиндрического фрезерования в соответствии с вариантом осуществления данного изобретения, причем эти режущие пластины показаны наложенными друг на друга, чтобы лучше проиллюстрировать их общее расположение внутри гнезда под пластину державки инструмента. На фиг.9(b) показан вид с торца области системы режущего инструмента, а на фиг.9(a) показан частичный вид сбоку, на котором показано гнездо под пластину режущего инструмента и режущая пластина, установленная внутри гнезда под пластину. На каждой из фиг.9(a) и (b) показано, что семь режущих пластин 121-127, принадлежащих группе, наложены друг на друга в требуемом положении и закреплены внутри гнезда 128 державки 129 инструмента. Режущие пластины 121-127 имеют радиусы закругления вершин, равные 0,8 мм, 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм, 5,0 мм и 6,0 мм, соответственно. Каждый радиальный конец режущих пластин 121-127 включает в себя заднюю поверхность выравнивания с по существу одинаковыми задними углами, которая может продолжаться в пределах идентичных плоскостей при размещении в соответствующей державке 129 инструмента. Следовательно, каждую из семи режущих пластин 121-127 можно размещать в одной державке 129 инструмента, как показано на фиг.9(a) и 9(b). Как уже отмечалось выше, такая уникальная конструкция обеспечивает фирмам-изготовителям и конечным потребителям режущего инструмента существенные преимущества, включая сниженные складские запасы, повышенную производительность, упрощенное производство и сниженные денежные расходы.
Кроме того, в неограничивающих вариантах осуществления режущей пластины, имеющей по существу форму параллелограмма, в соответствии с данным изобретением возможно наличие конической задней поверхности выравнивания. На фиг.10 схематично изображена часть режущей пластины 131, имеющей по существу форму параллелограмма и предназначенной для применения, связанного с цилиндрическим фрезерованием согласно неограничивающему варианту осуществления, причем некоторые невидимые элементы показаны пунктиром. Пластина 131 включает в себя коническую заднюю поверхность 132 выравнивания (ограниченную на чертеже пунктирными линиями). Коническая задняя поверхность 132 выравнивания имеет на своей нижней кромке 133 радиус. На фиг.10 также показана соответствующая державка 134 инструмента для цилиндрического фрезерования, при этом передняя торцевая кромка 135 гнезда 136 под пластину (показано пунктиром) имеет криволинейную геометрию и по существу концентрична закругленной нижней кромке 133 конической задней поверхности 132 выравнивания режущей пластины 131.
На фиг.11(a) и 11(b) схематично изображены два дополнительных неограничивающих варианта осуществления режущей пластины, предназначенной для применений, связанных с цилиндрическим фрезерованием в соответствии с данным изобретением. Каждая из режущих пластин 141 и 151, имеющих по существу форму параллелограмма, соответственно включает в себя пару главных вершин (которые по функционированию эквивалентны вершинам согласно вариантам осуществления изобретения, рассмотренным выше) и пару вспомогательных вершин. Со ссылкой на фиг.11(a) следует отметить, что режущая пластина 141 симметрична на 180° относительно оси центрального отверстия 142 и включает в себя пару главных вершин 143a и 143b, пару вспомогательных вершин 144a и 144b, пару радиальных режущих кромок 145a и 145b, пару главных осевых режущих кромок 146a и 146b, пару вспомогательных осевых режущих кромок 147a и 147b, а также пару соединительных режущих кромок 148 и 148b, каждая из которых соединяет главную осевую режущую кромку (146a или 146b) и вспомогательную осевую режущую кромку (148a или 148b). Со ссылкой на фиг.11(b) следует отметить, что режущая пластина 151 симметрична на 180° относительно оси центрального отверстия 152 и включает в себя пару главных вершин 153a и 153b, пару вспомогательных вершин 154a и 154b, пару радиальных режущих кромок 155a и 155b, пару осевых режущих кромок 156a и 156b, а также пару соединительных режущих кромок 157 и 157b, каждая из которых соединяет главную осевую режущую кромку (156a или 156b) и вспомогательную вершину (154a или 154b).
Режущие пластины, имеющие по существу форму параллелограмма, как правило, используются при последовательном цилиндрическом фрезеровании на поворотном столе благодаря относительно большой глубине резания, достигаемой с помощью главной режущей кромки, которая длиннее, например, по сравнению с квадратными режущими пластинами. Благодаря сложной геометрии режущей пластины, имеющей форму параллелограмма, и необходимости в группе таких режущих пластин, имеющих разные радиусы закругления вершин (при одной и той же ширине пластин), в настоящее время требуются многочисленные державки инструмента для размещения в них всей группы. Это происходит потому, что, например, когда радиус закругления вершины увеличивается, становится трудно размещать пластины, имеющие большие радиусы закругления вершин, в державках инструмента, предназначенных для размещения в них пластин, имеющих меньшие радиусы закругления вершин. Системы инструмента в соответствии с данным изобретением обеспечивают использование одной державки инструмента для размещения в ней группы режущих пластин, имеющих значительно различающиеся радиусы закругления вершин. Конструкция державки инструмента может быть, например, обычной конструкцией, способствующей прочному удержанию режущих пластин в ориентации, подходящей для целевой операции фрезерования.
Соответственно, некоторые неограничивающие варианты осуществления в соответствии с данным изобретением относятся к многочисленным режущим пластинам, имеющим форму параллелограмма, предназначенным для применения, связанного с цилиндрическим фрезерованием, и имеющим различные радиусы закругления вершин, а также к соответствующим системам режущего инструмента. Режущие пластины, имеющие форму параллелограмма, описанные здесь, могут быть обычного типоразмера и могут быть выполнены с возможностью обычного применения во множестве применений, связанных с цилиндрическим фрезерованием. Следует понимать, что данное описание иллюстрирует те аспекты изобретения, которые необходимы для четкого понимания изобретения. Некоторые аспекты, которые были бы очевидны специалистам в данной области техники и поэтому не облегчили бы лучшее понимание изобретения, не были представлены, чтобы упростить данное описание. Хотя здесь приведено обязательное описание лишь ограниченного количества вариантов осуществления данного изобретения, специалист в данной области техники, рассмотрев вышеизложенное описание, поймет, что возможно осуществление многих модификаций и изменений изобретения. Все такие изменения и модификации изобретения следует считать охватываемыми вышеизложенным описанием и нижеследующей формулой изобретения.
Claims (22)
1. Комплект режущих пластин для последовательного цилиндрического фрезерования, содержащий
множество индексируемых режущих пластин для цилиндрического фрезерования, выполненных с возможностью установки на единственную державку инструмента для цилиндрического фрезерования, при этом каждая из режущих пластин имеет
ширину, одинаковую для каждой из режущих пластин,
вершину, имеющую радиус закругления вершины, отличающийся для каждой из режущих пластин, и
заднюю поверхность осевого выравнивания, образующую эквивалентную установочную поверхность и эквивалентный задний угол для каждой из множества режущих пластин при съемной установке на единственную державку инструмента для цилиндрического фрезерования.
множество индексируемых режущих пластин для цилиндрического фрезерования, выполненных с возможностью установки на единственную державку инструмента для цилиндрического фрезерования, при этом каждая из режущих пластин имеет
ширину, одинаковую для каждой из режущих пластин,
вершину, имеющую радиус закругления вершины, отличающийся для каждой из режущих пластин, и
заднюю поверхность осевого выравнивания, образующую эквивалентную установочную поверхность и эквивалентный задний угол для каждой из множества режущих пластин при съемной установке на единственную державку инструмента для цилиндрического фрезерования.
2. Комплект по п.1, в котором задняя поверхность осевого выравнивания каждой из режущих пластин выполнена по существу плоской.
3. Комплект по п.1, в котором задняя поверхность осевого выравнивания каждой из режущих пластин выполнена по существу конической.
4. Комплект по п.1, в котором каждая из режущих пластин выполнена по существу в форме параллелограмма.
5. Комплект по п.1, в котором каждая из режущих пластин дополнительно содержит вспомогательную вершину.
6. Комплект по п.4, в котором каждая из режущих пластин дополнительно содержит
верхнюю поверхность, содержащую
радиальную режущую кромку, продолжающуюся по существу до вершины,
главную осевую режущую кромку, продолжающуюся противоположно от вершины,
соединительную режущую кромку, продолжающуюся под тупым углом от главной осевой режущей кромки, и
вспомогательную осевую режущую кромку, продолжающуюся под тупым углом от соединительной режущей кромки.
верхнюю поверхность, содержащую
радиальную режущую кромку, продолжающуюся по существу до вершины,
главную осевую режущую кромку, продолжающуюся противоположно от вершины,
соединительную режущую кромку, продолжающуюся под тупым углом от главной осевой режущей кромки, и
вспомогательную осевую режущую кромку, продолжающуюся под тупым углом от соединительной режущей кромки.
7. Комплект по п.6, в котором верхняя поверхность содержит одну или более из плоской поверхности, наклонной плоской поверхности, криволинейной поверхности и геометрии стружечной канавки.
8. Режущий инструмент для последовательного цилиндрического фрезерования с комплектом режущих пластин, содержащий
державку инструмента с гнездами под пластину, и
множество индексируемых режущих пластин для цилиндрического фрезерования, каждая из которых выполнена с возможностью прочного удержания в гнезде под пластину и имеет
ширину, одинаковую для каждой из режущих пластин,
вершину, имеющую радиус закругления вершины, отличающийся для каждой из режущих пластин, и
заднюю поверхность осевого выравнивания, образующую эквивалентную установочную поверхность и эквивалентный задний угол для каждой из режущих пластин при прочном удержании в гнезде под пластину державки инструмента.
державку инструмента с гнездами под пластину, и
множество индексируемых режущих пластин для цилиндрического фрезерования, каждая из которых выполнена с возможностью прочного удержания в гнезде под пластину и имеет
ширину, одинаковую для каждой из режущих пластин,
вершину, имеющую радиус закругления вершины, отличающийся для каждой из режущих пластин, и
заднюю поверхность осевого выравнивания, образующую эквивалентную установочную поверхность и эквивалентный задний угол для каждой из режущих пластин при прочном удержании в гнезде под пластину державки инструмента.
9. Режущий инструмент по п.8, в котором задняя поверхность осевого выравнивания каждой из режущих пластин выполнена по существу плоской.
10. Режущий инструмент по п.8, в котором задняя поверхность осевого выравнивания каждой из режущих пластин выполнена по существу конической.
11. Режущий инструмент по п.8, в котором каждая из режущих пластин выполнена по существу в форме параллелограмма.
12. Режущий инструмент по п.8, в котором каждая из режущих пластин дополнительно содержит
верхнюю поверхность, содержащую
радиальную режущую кромку, продолжающуюся по существу до вершины,
главную осевую режущую кромку, продолжающуюся противоположно от вершины,
соединительную режущую кромку, продолжающуюся под тупым углом от главной осевой режущей кромки,
вспомогательную осевую режущую кромку, продолжающуюся под тупым углом от соединительной режущей кромки,
главную радиальную заднюю поверхность, наклоненную вниз от радиальной режущей кромки,
коническую заднюю поверхность, наклоненную вниз от вершины,
главную осевую заднюю поверхность, наклоненную вниз от главной осевой режущей кромки,
соединительную заднюю поверхность, продолжающуюся вниз от соединительной режущей кромки, и
вспомогательную осевую заднюю поверхность, продолжающуюся вниз от вспомогательной осевой режущей кромки.
верхнюю поверхность, содержащую
радиальную режущую кромку, продолжающуюся по существу до вершины,
главную осевую режущую кромку, продолжающуюся противоположно от вершины,
соединительную режущую кромку, продолжающуюся под тупым углом от главной осевой режущей кромки,
вспомогательную осевую режущую кромку, продолжающуюся под тупым углом от соединительной режущей кромки,
главную радиальную заднюю поверхность, наклоненную вниз от радиальной режущей кромки,
коническую заднюю поверхность, наклоненную вниз от вершины,
главную осевую заднюю поверхность, наклоненную вниз от главной осевой режущей кромки,
соединительную заднюю поверхность, продолжающуюся вниз от соединительной режущей кромки, и
вспомогательную осевую заднюю поверхность, продолжающуюся вниз от вспомогательной осевой режущей кромки.
13. Режущий инструмент по п.12, в котором каждая из режущих пластин дополнительно содержит вспомогательную радиальную заднюю поверхность, наклоненную вниз от главной радиальной задней поверхности.
14. Режущий инструмент по п.12, в котором
задняя поверхность осевого выравнивания пересекает коническую заднюю поверхность, главную осевую заднюю поверхность, соединительную заднюю поверхность и вспомогательную осевую заднюю поверхность,
при этом задняя поверхность осевого выравнивания дополнительно содержит нижнюю кромку, а
каждая из режущих пластин дополнительно содержит нижнюю поверхность, причем нижняя кромка задней поверхности осевого выравнивания пересекает нижнюю поверхность.
задняя поверхность осевого выравнивания пересекает коническую заднюю поверхность, главную осевую заднюю поверхность, соединительную заднюю поверхность и вспомогательную осевую заднюю поверхность,
при этом задняя поверхность осевого выравнивания дополнительно содержит нижнюю кромку, а
каждая из режущих пластин дополнительно содержит нижнюю поверхность, причем нижняя кромка задней поверхности осевого выравнивания пересекает нижнюю поверхность.
15. Режущий инструмент по п.12, в котором верхняя поверхность содержит одну или более из плоской поверхности, наклонной плоской поверхности, криволинейной поверхности и поверхности, имеющей геометрию стружечной канавки.
16. Режущий инструмент для последовательного цилиндрического фрезерования с комплектом режущих пластин, содержащий
державку инструмента с гнездами под пластину на перемещаемой части державки инструмента, и
множество индексируемых режущих пластин для цилиндрического фрезерования, имеющих разные радиусы закругления вершин, причем каждая из режущих пластин включает в себя общий геометрический признак и выполнена с возможностью прочного удержания в гнезде под пластину державки инструмента в положении, подходящем для механической обработки заготовки.
державку инструмента с гнездами под пластину на перемещаемой части державки инструмента, и
множество индексируемых режущих пластин для цилиндрического фрезерования, имеющих разные радиусы закругления вершин, причем каждая из режущих пластин включает в себя общий геометрический признак и выполнена с возможностью прочного удержания в гнезде под пластину державки инструмента в положении, подходящем для механической обработки заготовки.
17. Режущий инструмент по п.16, в котором каждая из режущих пластин выполнена по существу в форме параллелограмма.
18. Режущий инструмент по п.16, в котором общим геометрическим признаком каждой из режущих пластин является задняя поверхность осевого выравнивания, образующая положение поверхности осевого выравнивания и задний угол, который является по существу одинаковым на каждой из режущих пластин.
19. Режущий инструмент по п.16, в котором каждая задняя поверхность осевого выравнивания выполнена по существу плоской или по существу конической.
20. Комплект по п.1, в котором множество режущих пластин содержит первую режущую пластину, имеющую первый радиус закругления вершины, вторую режущую пластину, имеющую второй радиус закругления вершины, и третью режущую пластину, имеющую третий радиус закругления вершины, при этом первый радиус закругления вершины больше второго радиуса закругления вершины, а второй радиус закругления вершины больше третьего радиуса закругления вершины.
21. Режущий инструмент по п.8, в котором державка инструмента содержит переднюю торцовую кромку, выполненную с возможностью размещения и прочного удержания каждой из множества режущих пластин.
22. Режущий инструмент по п.8,
в котором гнездо под пластину державки инструмента содержит переднюю торцовую кромку, имеющую криволинейную геометрию,
при этом при прочном удержании одной из режущих пластин в гнезде под пластину державки инструмента передняя торцевая кромка гнезда под пластину по существу концентрична закругленной нижней кромке задней поверхности осевого выравнивания режущей пластины.
в котором гнездо под пластину державки инструмента содержит переднюю торцовую кромку, имеющую криволинейную геометрию,
при этом при прочном удержании одной из режущих пластин в гнезде под пластину державки инструмента передняя торцевая кромка гнезда под пластину по существу концентрична закругленной нижней кромке задней поверхности осевого выравнивания режущей пластины.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/116,489 US7905689B2 (en) | 2008-05-07 | 2008-05-07 | Cutting tool system, cutting insert, and tool holder |
| US12/116,489 | 2008-05-07 | ||
| PCT/US2009/035056 WO2009137149A1 (en) | 2008-05-07 | 2009-02-25 | Cutting tool system, cutting insert, and tool holder |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2010149960A RU2010149960A (ru) | 2012-06-20 |
| RU2518878C2 true RU2518878C2 (ru) | 2014-06-10 |
Family
ID=40673663
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010149960/02A RU2518878C2 (ru) | 2008-05-07 | 2009-02-25 | Комплект режущих пластин для последовательного цилиндрического фрезерования и режущий инструмент для последовательного цилиндрического фрезерования с комплектом режущих пластин (варианты) |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US7905689B2 (ru) |
| EP (1) | EP2296837A1 (ru) |
| JP (2) | JP2011519744A (ru) |
| CN (1) | CN102015173B (ru) |
| BR (1) | BRPI0911450A2 (ru) |
| CA (1) | CA2723258A1 (ru) |
| MX (1) | MX2010011434A (ru) |
| RU (1) | RU2518878C2 (ru) |
| TW (1) | TWI365786B (ru) |
| WO (1) | WO2009137149A1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU171689U1 (ru) * | 2016-07-19 | 2017-06-09 | Общество с ограниченной ответственностью "Сборные конструкции инструмента, фрезы Москвитина" | Режущая пластина для фрез |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7220083B2 (en) | 2003-10-15 | 2007-05-22 | Tdy Industries, Inc. | Cutting insert for high feed face milling |
| US7905687B2 (en) * | 2007-01-16 | 2011-03-15 | Tdy Industries, Inc. | Cutting insert, tool holder, and related method |
| US7905689B2 (en) | 2008-05-07 | 2011-03-15 | Tdy Industries, Inc. | Cutting tool system, cutting insert, and tool holder |
| US7976250B2 (en) | 2009-02-12 | 2011-07-12 | Tdy Industries, Inc. | Double-sided cutting inserts for high feed milling |
| US8491234B2 (en) * | 2009-02-12 | 2013-07-23 | TDY Industries, LLC | Double-sided cutting inserts for high feed milling |
| USD620034S1 (en) * | 2009-02-25 | 2010-07-20 | Sandvik Intellectual Property Ab | Tool for chip removing machining |
| US9586264B2 (en) | 2009-04-28 | 2017-03-07 | Kennametal Inc. | Double-sided cutting insert for drilling tool |
| US8807884B2 (en) | 2009-12-18 | 2014-08-19 | Kennametal Inc. | Tool holder for multiple differently-shaped cutting inserts |
| US9174530B2 (en) | 2011-09-27 | 2015-11-03 | Toyoda Gosei Co., Ltd. | Fuel tank opening-closing device |
| US9079251B2 (en) | 2011-10-25 | 2015-07-14 | Kennametal Inc. | Cutting inserts having discontiguous clearance faces |
| DE102011116942B4 (de) * | 2011-10-26 | 2013-06-20 | Kennametal Inc. | Wendeschneidplatte |
| CN103192126A (zh) * | 2012-01-09 | 2013-07-10 | 杜树斌 | 新型刀把 |
| EP2855060A2 (en) | 2012-05-24 | 2015-04-08 | Gershon System Ltd. | Method for designing a cutting edge of a cutting tool, cutting tools comprising the same, and cutting elements with multiple such cutting portions |
| CN103506638A (zh) * | 2012-06-18 | 2014-01-15 | 襄阳博亚精工机器有限公司 | 一种数控机床用刀盘 |
| SE536590C2 (sv) * | 2012-07-05 | 2014-03-11 | Sandvik Intellectual Property | Frässkär med primär och sekundär släppningsyta samt periferisk, smal spånyta |
| JP5939093B2 (ja) * | 2012-09-04 | 2016-06-22 | 三菱マテリアル株式会社 | 切削インサートセットおよび切削インサート |
| US9011049B2 (en) | 2012-09-25 | 2015-04-21 | Kennametal Inc. | Double-sided cutting inserts with anti-rotation features |
| US9283626B2 (en) | 2012-09-25 | 2016-03-15 | Kennametal Inc. | Double-sided cutting inserts with anti-rotation features |
| US9527142B2 (en) * | 2013-02-19 | 2016-12-27 | Iscar, Ltd. | High speed milling tool and tangential ramping milling insert therefor |
| US9475136B2 (en) * | 2013-07-30 | 2016-10-25 | Kennametal Inc. | High-speed milling cutter and cutting insert therefor |
| JP5751401B1 (ja) * | 2013-09-11 | 2015-07-22 | 三菱日立ツール株式会社 | 刃先交換式回転切削工具 |
| EP3046708A1 (en) | 2013-09-17 | 2016-07-27 | Gershon System Ltd. | Cutting element and a method of cutting using the same |
| DE102013114124A1 (de) | 2013-12-16 | 2015-06-18 | Hegenscheidt-Mfd Gmbh & Co. Kg | Schneideinsatz zum Profildrehen sowie Kassette zur Aufnahme eines Schneideinsatzes |
| EP2893995B1 (en) * | 2014-01-08 | 2019-03-27 | Sandvik Intellectual Property AB | A metal cutting insert and a milling tool |
| EP2893997B1 (en) * | 2014-01-08 | 2019-03-13 | Sandvik Intellectual Property AB | A milling tool |
| CN105980089B (zh) * | 2014-02-26 | 2018-06-12 | 京瓷株式会社 | 切削镶刀、切削工具以及切削加工物的制造方法 |
| CN104014861B (zh) * | 2014-05-30 | 2016-08-31 | 株洲钻石切削刀具股份有限公司 | 一种精加工铣削刀具 |
| CN104014854B (zh) * | 2014-05-30 | 2019-06-21 | 株洲钻石切削刀具股份有限公司 | 一种孔加工刀头及孔加工刀具 |
| KR101469135B1 (ko) * | 2014-07-08 | 2014-12-04 | 한국야금 주식회사 | 절삭 인서트 및 이를 장착한 절삭 공구 |
| WO2016087628A1 (de) * | 2014-12-05 | 2016-06-09 | Ceramtec Gmbh | Schneidplattengeometrie |
| EP3050655B1 (en) * | 2015-01-30 | 2017-03-22 | Sandvik Intellectual Property AB | A milling insert and a milling tool |
| US20160271706A1 (en) * | 2015-03-18 | 2016-09-22 | Kennametal Inc. | Endmill with convex ramping edge |
| US10239134B2 (en) * | 2015-05-19 | 2019-03-26 | Tungaloy Corporation | Tool body and cutting tool |
| EP3153261B1 (en) * | 2015-10-09 | 2018-04-04 | Sandvik Intellectual Property AB | Turning insert and method |
| JP6711842B2 (ja) * | 2015-11-28 | 2020-06-17 | 京セラ株式会社 | 切削インサート、切削工具及び切削加工物の製造方法 |
| CN106216752A (zh) * | 2016-09-29 | 2016-12-14 | 江苏中晟钻石工具有限公司 | 一种新型的pcd铣刀 |
| WO2019022016A1 (ja) * | 2017-07-26 | 2019-01-31 | 京セラ株式会社 | 切削インサート、切削工具及び切削加工物の製造方法 |
| US10307840B1 (en) * | 2017-11-28 | 2019-06-04 | Iscar, Ltd. | Double-sided indexable insert having tapered waist for high-feed milling and drilling |
| JP6551757B2 (ja) * | 2017-12-13 | 2019-07-31 | 株式会社タンガロイ | 後挽き加工用の切削インサート |
| US10906107B2 (en) * | 2018-06-11 | 2021-02-02 | Iscar, Ltd. | Single-sided four-way indexable positive cutting insert and insert mill therefor |
| US11344958B2 (en) * | 2019-04-18 | 2022-05-31 | Tungaloy Corporation | Cutting insert |
| WO2021246283A1 (ja) * | 2020-06-03 | 2021-12-09 | 京セラ株式会社 | 切削インサート、切削工具及び切削加工物の製造方法 |
| BR102020022484B1 (pt) * | 2020-11-04 | 2023-11-28 | Moacir Castanhera | Alojamento para inserto para fresa e suporte tipo cabeçote de fresamento |
| JP7633559B2 (ja) * | 2021-02-26 | 2025-02-20 | 株式会社Moldino | 切削インサートおよび刃先交換式切削工具 |
| JP7391904B2 (ja) * | 2021-03-03 | 2023-12-05 | ダイジ▲ェ▼ット工業株式会社 | 切削用インサート及び刃先交換式回転切削工具 |
| US11834909B1 (en) | 2023-02-27 | 2023-12-05 | Dynasty Energy Services, LLC | Cutter insert for a section milling tool |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1033271A1 (ru) * | 1981-12-15 | 1983-08-07 | Tereshchenko Leonid M | Торцова фреза |
| SU1726149A1 (ru) * | 1990-04-02 | 1992-04-15 | Новополоцкий Политехнический Институт Им.Ленинского Комсомола Белоруссии | Вращающийс многорезцовый инструмент |
| US5421679A (en) * | 1992-02-05 | 1995-06-06 | Sandvik Ab | Cutting insert having a flat edge surface for supporting the insert in a tool holder |
| RU2318634C2 (ru) * | 2005-04-13 | 2008-03-10 | Валентин Алексеевич Настасенко | Торцовая режущая, режуще-деформирующая и деформирующая фреза, рабочие пластины к ней и способ их изготовления, способ обработки деформирующей фрезой |
Family Cites Families (166)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB320809A (en) * | 1928-12-05 | 1929-10-24 | Cammell Laird & Co Ltd | Improvements in or relating to turning and boring tools |
| GB951624A (en) | 1959-06-17 | 1964-03-11 | Sandvikens Jernverks Ab | Improvements in or relating to inserts for cutting tools |
| US3399442A (en) | 1966-09-08 | 1968-09-03 | Kennametal Inc | Cutting insert |
| US3557416A (en) | 1968-08-16 | 1971-01-26 | Kennametal Inc | Cutting insert |
| US3621549A (en) | 1970-03-06 | 1971-11-23 | James O Billups | Cutting tool insert assembly |
| US3805349A (en) * | 1970-03-30 | 1974-04-23 | Sumitomo Electric Industries | Throw-away insert for milling cutter |
| US3806713A (en) | 1971-10-21 | 1974-04-23 | Honeywell Inf Systems | Method and apparatus for maximizing the length of straight line segments approximating a curve |
| JPS5950450B2 (ja) | 1976-02-25 | 1984-12-08 | ダイジヱツト工業株式会社 | スロ−アウエイチツプ |
| FR2364724A1 (fr) | 1976-09-17 | 1978-04-14 | Walter Gmbh Montanwerke | Plaquette de coupe indexable pour outil de fraisage, et outil de fraisage equipe de telles plaquettes |
| SU814573A1 (ru) | 1978-07-31 | 1981-03-25 | Ярославский Политехническийинститут | Многопозиционна режуща пласти-HA |
| US4274766A (en) | 1979-11-28 | 1981-06-23 | The Valeron Corporation | Cutter assembly for broaching |
| US4294565A (en) | 1980-03-06 | 1981-10-13 | General Electric Company | Indexable finishing insert for a milling cutter |
| US4412763A (en) * | 1981-01-21 | 1983-11-01 | Metal Cutting Tools, Inc. | Drill with single cutter |
| US4595322A (en) | 1981-08-10 | 1986-06-17 | Burke Clement | Spade drill bit |
| DE3200191A1 (de) | 1982-01-07 | 1983-07-14 | Otto 8961 Reicholzried Zettl | "fraeswerkzeug" |
| DE3204210C2 (de) | 1982-02-08 | 1986-04-03 | Stellram GmbH, 6056 Heusenstamm | Bohrwerkzeug für metallische Werkstoffe |
| US4659264A (en) | 1982-07-06 | 1987-04-21 | Kennametal Inc. | Drill and indexable carbide insert therefor |
| SU1278110A1 (ru) | 1984-01-31 | 1986-12-23 | Государственное Проектное Конструкторско-Технологическое Бюро Машиностроения Научно-Производственного Объединения "Технолог" | Инструментальна головка |
| DE3618574C2 (de) | 1985-06-06 | 1989-11-02 | Mitsubishi Kinzoku K.K., Tokio/Tokyo, Jp | Positiv-wendeschneidplatte |
| JPH0131371Y2 (ru) | 1985-06-06 | 1989-09-26 | ||
| SE448431B (sv) | 1985-07-03 | 1987-02-23 | Santrade Ltd | Vendsker for spanavskiljande bearbetning |
| CH667407A5 (fr) * | 1986-03-27 | 1988-10-14 | Stellram Sa | Fraise a plaquettes de coupe amovibles. |
| US4760548A (en) | 1986-06-13 | 1988-07-26 | International Business Machines Corporation | Method and apparatus for producing a curve image |
| JPH0782554B2 (ja) | 1986-09-10 | 1995-09-06 | フアナツク株式会社 | 曲面加工方法 |
| JPH0179510U (ru) * | 1987-11-11 | 1989-05-29 | ||
| SU1504006A1 (ru) | 1987-11-30 | 1989-08-30 | В.Г. Чернавский, В.Г. Дигтенко, А.И. Дронов и Т.Б. Грищенко | Режуща пластина |
| IL93883A (en) | 1989-04-12 | 1993-02-21 | Iscar Ltd | Cutting insert for a milling cutting tool |
| US5094572A (en) | 1989-12-04 | 1992-03-10 | Thomas Grismer | Spade drill for hard material |
| DE68913750T2 (de) | 1989-12-15 | 1994-06-23 | Safety Sa | Bohrer und Schneideinsatz dafür. |
| US5137398A (en) | 1990-04-27 | 1992-08-11 | Sumitomo Electric Industries, Ltd. | Drill bit having a diamond-coated sintered body |
| GB9010769D0 (en) | 1990-05-14 | 1990-07-04 | Iscar Hartmetall | Cutting insert |
| US5244318A (en) | 1990-07-04 | 1993-09-14 | Mitsubishi Materials Corporation | Throwaway insert and cutting tool therefor |
| US5333972A (en) | 1990-10-04 | 1994-08-02 | Valenite Inc. | Special boring insert |
| US5232319A (en) | 1990-10-25 | 1993-08-03 | Iscar Ltd. | Insert for a milling cutter |
| SE500310C2 (sv) | 1990-12-03 | 1994-05-30 | Sandvik Ab | Skär och verktyg för skalsvarvning |
| US5092718A (en) | 1990-12-10 | 1992-03-03 | Metal Cutting Tools Corp. | Drill with replaceable cutting inserts |
| SE467727B (sv) | 1991-01-28 | 1992-09-07 | Sandvik Ab | Borr med minst tvaa skaer, samt med symmetrisk borrspets och olika laanga skaereggar |
| JP3057781B2 (ja) | 1991-03-07 | 2000-07-04 | 三菱マテリアル株式会社 | スローアウェイチップ |
| US5145294A (en) * | 1991-03-15 | 1992-09-08 | National Carbide Outlet, Inc. | Milling cutter capable of using indexable inserts of various shapes |
| US5338135A (en) | 1991-04-11 | 1994-08-16 | Sumitomo Electric Industries, Ltd. | Drill and lock screw employed for fastening the same |
| US5408598A (en) | 1991-05-23 | 1995-04-18 | International Business Machines Corporation | Method for fast generation of parametric curves employing a pre-calculated number of line segments in accordance with a determined error threshold |
| DE4118065C2 (de) | 1991-06-01 | 1994-09-01 | Krupp Widia Gmbh | Vieleckiger oder runder Schneideinsatz |
| DE4118070C2 (de) | 1991-06-01 | 1995-02-09 | Widia Heinlein Gmbh | Werkzeug für die spanende Bearbeitung |
| US5377116A (en) | 1991-07-01 | 1994-12-27 | Valenite Inc. | Method and system for designing a cutting tool |
| US5226761A (en) | 1991-09-27 | 1993-07-13 | Iscar Ltd. | Metal cutting insert and metal cutting tool utilizing the metal cutting insert |
| US5203649A (en) | 1991-10-07 | 1993-04-20 | Gte Valentine Corporation | High productivity, high metal removal rate insert |
| DE4141368A1 (de) | 1991-12-14 | 1993-06-17 | Krupp Widia Gmbh | Schneideinsatz |
| CA2062213C (en) | 1992-03-03 | 1996-07-16 | Alfonso Minicozzi | Indexable cutting insert for rotary cutting tools |
| JPH0615517A (ja) | 1992-07-01 | 1994-01-25 | Sumitomo Electric Ind Ltd | スローアウェイチップ及び正面フライスカッタ |
| IL103115A (en) | 1992-09-09 | 1996-09-12 | Iscar Ltd | Milling cutter insert |
| US5346336A (en) | 1992-11-04 | 1994-09-13 | Sandvik, Inc. | Metal-cutting insert having a round cutting edge |
| DE4239236C2 (de) | 1992-11-21 | 1997-06-26 | Widia Gmbh | Schneideinsatz |
| JPH06218618A (ja) | 1993-01-21 | 1994-08-09 | Mitsubishi Materials Corp | スローアウェイチップ |
| SE500722C2 (sv) | 1993-01-27 | 1994-08-15 | Sandvik Ab | Skär med vriden spånyta |
| JP3196394B2 (ja) | 1993-02-01 | 2001-08-06 | 三菱マテリアル株式会社 | スローアウェイチップ |
| US5725334A (en) | 1993-03-29 | 1998-03-10 | Widia Gmbh | Cutting insert |
| DE59300150D1 (de) | 1993-05-10 | 1995-05-24 | Stellram Gmbh | Bohrwerkzeug für metallische Werkstoffe. |
| RU2105638C1 (ru) | 1993-06-25 | 1998-02-27 | Кеннаметал Инк. | Режущая пластина |
| US5388932A (en) * | 1993-09-13 | 1995-02-14 | Kennametal Inc. | Cutting insert for a milling cutter |
| JP3166022B2 (ja) | 1993-12-28 | 2001-05-14 | 三菱マテリアル株式会社 | スローアウェイチップおよびその製造方法 |
| DE4400538A1 (de) | 1994-01-11 | 1995-07-13 | Gustav Werthwein | Fräswerkzeug |
| DE9400327U1 (de) | 1994-01-11 | 1994-03-03 | Krupp Widia Gmbh, 45145 Essen | Mehrschneidige Wendeschneidplatte |
| US5957629A (en) | 1994-01-14 | 1999-09-28 | Sandvik Ab | Fine milling cutting insert |
| IL109054A (en) * | 1994-03-21 | 1998-07-15 | Iscar Ltd | Cutting insert |
| SE509224C2 (sv) | 1994-05-19 | 1998-12-21 | Sandvik Ab | Vändskär |
| IL110785A (en) | 1994-08-25 | 1998-04-05 | Iscar Ltd | Cutting insert for a rotary milling cutter |
| DE4430171C2 (de) | 1994-08-25 | 1996-08-14 | Walter Ag | Formschlüssig gesicherte Schneidplatte |
| IL111367A0 (en) | 1994-10-23 | 1994-12-29 | Iscar Ltd | An exchangeable cutting insert |
| US5791833A (en) | 1994-12-29 | 1998-08-11 | Kennametal Inc. | Cutting insert having a chipbreaker for thin chips |
| US5542795A (en) * | 1995-01-30 | 1996-08-06 | Kennametal Inc. | Plunge and face milling cutter with universal insert seats |
| JP3109561B2 (ja) | 1995-03-08 | 2000-11-20 | 住友電気工業株式会社 | スローアウェイチップ及び切削工具 |
| US5807031A (en) | 1995-03-10 | 1998-09-15 | Mitsubishi Materials Corp. | Throw-away tip and throw-away type cutter |
| JPH08261167A (ja) | 1995-03-24 | 1996-10-08 | Toyota Autom Loom Works Ltd | 圧縮機 |
| DE19516893A1 (de) | 1995-05-09 | 1996-11-14 | Widia Gmbh | Schneideinsatz und Fräswerkzeug |
| SE506679C2 (sv) | 1995-06-21 | 1998-01-26 | Seco Tools Ab | Skärverktyg, företrädesvis för fräsning |
| IL115338A (en) * | 1995-09-18 | 1999-07-14 | Iscar Ltd | Exchangeable cutting insert and a tool assembly for use therewith |
| JP3634909B2 (ja) | 1995-11-27 | 2005-03-30 | 京セラ株式会社 | ドリルインサート |
| JPH09216113A (ja) | 1996-02-13 | 1997-08-19 | Sumitomo Electric Ind Ltd | スローアウェイチップおよび切削工具 |
| DE19624342C1 (de) * | 1996-06-19 | 1997-12-11 | Walter Ag | Schneidplatte und Fräser, insbesondere Kugelstirnfräser oder Kopierfräser |
| IL118797A (en) | 1996-07-05 | 1999-10-28 | Iscar Ltd | Cutting insert |
| ES2176782T3 (es) * | 1996-08-23 | 2002-12-01 | Widia Gmbh | Pieza de corte intercalada para perforar y herramienta perforadora. |
| IL119841A (en) * | 1996-12-16 | 2000-02-29 | Iscar Ltd | Cutting inserts |
| US6100904A (en) | 1997-06-25 | 2000-08-08 | Adobe Systems Incorporated | Curvature smoothing |
| SE512253C2 (sv) | 1997-06-30 | 2000-02-21 | Sandvik Ab | Vändskär |
| IL123685A (en) | 1998-03-16 | 2001-09-13 | Iscar Ltd | Modular cutting tool dispenser |
| SE512040C2 (sv) | 1998-05-06 | 2000-01-17 | Sandvik Ab | Vändskär för pinnfräsar |
| RU2138371C1 (ru) | 1998-06-26 | 1999-09-27 | Алтайский государственный технический университет им.И.И.Ползунова | Фреза |
| US5957635A (en) | 1998-08-21 | 1999-09-28 | Allied Machine & Engineering Corp. | Drill tool assembly |
| SE514032C2 (sv) | 1998-09-08 | 2000-12-11 | Seco Tools Ab | Verktyg och skär för fräsning |
| US6238133B1 (en) | 1998-10-20 | 2001-05-29 | Kennametal Pc Inc. | Anti-rotation mounting mechanism for round cutting insert |
| IL127175A (en) * | 1998-11-20 | 2003-06-24 | Iscar Ltd | Cutting insert for mounting on a milling cutter |
| US6186705B1 (en) | 1999-02-23 | 2001-02-13 | Ingersoll Cutting Tool Company | Cutting insert with chip control |
| US6050752A (en) | 1999-03-19 | 2000-04-18 | Kennametal Inc. | Cutting insert |
| JP4465809B2 (ja) | 1999-07-09 | 2010-05-26 | 三菱マテリアル株式会社 | スローアウェイチップ |
| SE515070C2 (sv) | 1999-10-22 | 2001-06-05 | Sandvik Ab | Dubbelnegativt skär till verktyg för spånavskiljande bearbetning |
| US6270297B1 (en) | 2000-01-28 | 2001-08-07 | Ati Properties, Inc. | Cutting tools and drill inserts with chip control geometry |
| SE519575C2 (sv) | 2000-04-11 | 2003-03-18 | Sandvik Ab | Borrdkär för metallborrning |
| DE10018452A1 (de) | 2000-04-13 | 2001-10-25 | Widia Gmbh | Schneideinsatz |
| JP4576735B2 (ja) | 2000-05-23 | 2010-11-10 | 三菱マテリアル株式会社 | スローアウェイチップ及びスローアウェイ式カッタ |
| US6599061B1 (en) * | 2000-08-17 | 2003-07-29 | Kennametal Inc. | Cutting insert with radially aligned chip forming grooves |
| KR100387406B1 (ko) | 2000-08-29 | 2003-06-18 | 한국야금 주식회사 | 곡선 절인을 가진 절삭인서트 |
| US6508612B1 (en) | 2000-09-05 | 2003-01-21 | Kennametal Inc. | Milling cutter capable of using inserts of various geometrical shapes |
| US6684742B1 (en) | 2000-10-19 | 2004-02-03 | Keith Alan White | Machining apparatuses and methods of use |
| EP1205877A1 (en) | 2000-11-14 | 2002-05-15 | Honda R&D Europe (Deutschland) GmbH | Approximate fitness functions |
| SE520997C2 (sv) * | 2001-01-09 | 2003-09-23 | Sandvik Ab | Vändbart frässkär med rillförsedd kopplingsyta mot hållaren och centralt materialparti för fästorgan |
| US6769844B2 (en) | 2001-01-10 | 2004-08-03 | Kennametal Inc. | Cutting insert and method of making the same |
| IL141089A (en) | 2001-01-25 | 2006-08-20 | Amir Satran | Cutting insert |
| JP4228557B2 (ja) | 2001-02-05 | 2009-02-25 | 三菱マテリアル株式会社 | スローアウェイチップ |
| JP2002301603A (ja) | 2001-04-02 | 2002-10-15 | Manabe Seisakusho:Kk | スローアウェイ切削チップ、切削チップホルダ及びスローアウェイ切削チップの位置決め方法 |
| US6540448B2 (en) | 2001-05-14 | 2003-04-01 | Ingersoll Cutting Tool Company | Cutting tool with improved insert seat arrangement for indexable cutting inserts |
| KR100916280B1 (ko) | 2001-05-25 | 2009-09-10 | 히타치 쓰루 가부시키가이샤 | 날끝 교환식 회전 공구 |
| JP4797292B2 (ja) | 2001-07-17 | 2011-10-19 | 株式会社タンガロイ | スローアウェイ式エンドミルおよび切刃チップ |
| DE10143843A1 (de) * | 2001-09-06 | 2003-03-27 | Kennametal Inc | Schneidplatte und Fräswerkzeug mit einer derartigen Schneidplatte |
| US6623217B2 (en) | 2001-09-24 | 2003-09-23 | Valenite, Inc. | Indexable turning insert |
| SE523617C2 (sv) | 2001-10-01 | 2004-05-04 | Sandvik Ab | Skär för spånavskiljande bearbetning försedd med spånbrytande geometri |
| JP2003266232A (ja) * | 2002-03-12 | 2003-09-24 | Sumitomo Electric Ind Ltd | 穴付きネガティブチップ及びそれを用いた刃先交換式カッタ |
| JP3951766B2 (ja) | 2002-03-20 | 2007-08-01 | 三菱マテリアル株式会社 | スローアウェイチップおよびスローアウェイ式切削工具 |
| JP3775321B2 (ja) | 2002-03-20 | 2006-05-17 | 三菱マテリアル株式会社 | スローアウェイチップおよびスローアウェイ式切削工具 |
| US20030206777A1 (en) | 2002-05-03 | 2003-11-06 | Gyllengahm Ulf Stefan | Metal cutting insert having straight cutting edge and curved abutment surface |
| SE525241C2 (sv) | 2002-05-29 | 2005-01-11 | Sandvik Ab | Borrverktygsats, borrverktyg samt indexerbart borrskär härför |
| US6811359B2 (en) * | 2002-05-31 | 2004-11-02 | Kennametal Inc. | True helical cutter system |
| IL153252A0 (en) * | 2002-06-04 | 2003-07-06 | Iscar Ltd | Tangential cutting insert and milling cutter |
| IL150015A (en) | 2002-06-04 | 2007-06-17 | Amir Satran | Cutting insert and milling cutter |
| DE10225070A1 (de) | 2002-06-06 | 2004-01-15 | Hilti Ag | Kernbohrkrone mit geometrisch definierten Schneidelementen |
| US6960049B2 (en) | 2002-06-25 | 2005-11-01 | Ngk Spark Plug Co., Ltd. | Insert, holder and cutting tool |
| SE525878C2 (sv) | 2002-10-10 | 2005-05-17 | Seco Tools Ab | Fräsverktyg och indexerbart skär med parallella sidor |
| IL153093A0 (en) * | 2002-11-26 | 2003-06-24 | Iscar Ltd | Cutting insert and cutting tool |
| JP4121449B2 (ja) | 2003-01-16 | 2008-07-23 | 日本特殊陶業株式会社 | スローアウェイチップ及びバイト |
| DE10312922B4 (de) | 2003-03-22 | 2006-02-16 | Walter Ag | Schneidplatte und Fräswerkzeug |
| JP4351460B2 (ja) | 2003-03-25 | 2009-10-28 | 京セラ株式会社 | スローアウェイエンドミル |
| US7722297B2 (en) | 2003-04-15 | 2010-05-25 | Tdy Industries, Inc. | Antirotation tool holder and cutting insert |
| DE10317760B4 (de) | 2003-04-17 | 2005-08-25 | Walter Ag | Fräswerkzeug und Schneidplatte für ein solches |
| KR100556681B1 (ko) | 2003-04-28 | 2006-03-07 | 대구텍 주식회사 | 다기능 절삭 가공용 툴홀더 조립체 |
| US7234899B2 (en) | 2003-05-19 | 2007-06-26 | Tdy Industries, Inc. | Cutting tool having a wiper nose corner |
| DE10326662A1 (de) | 2003-06-11 | 2005-01-05 | Sandvik Ab | Schneideinsatz zum Drehen und Fräsen |
| DE10346790A1 (de) * | 2003-10-08 | 2005-05-04 | Kennametal Widia Gmbh & Co Kg | Schneideinsatz |
| US7220083B2 (en) | 2003-10-15 | 2007-05-22 | Tdy Industries, Inc. | Cutting insert for high feed face milling |
| IL160223A (en) | 2004-02-04 | 2008-11-26 | Carol Smilovici | Double-sided cutting insert and milling cutter |
| SE527851C2 (sv) * | 2004-02-11 | 2006-06-20 | Sandvik Intellectual Property | Skärverktyg, skär samt del till skärverktyg med serrationskopplingsytor |
| FR2866583B1 (fr) * | 2004-02-25 | 2007-04-20 | Safety | Plaquette de coupe a nombre limite de faces de cadrage |
| US7070363B2 (en) | 2004-07-15 | 2006-07-04 | Kennametal Inc. | Cutting insert for high-speed milling cutter |
| SE527617C8 (sv) | 2004-09-06 | 2006-06-13 | Sandvik Intellectual Property | Fräsverktyg, skär för fräsverktyg samt solitt fräsverktyg |
| US7325471B2 (en) | 2004-09-07 | 2008-02-05 | Kennametal Inc. | Toolholder and cutting insert for a toolholder assembly |
| SE527613C2 (sv) * | 2004-10-15 | 2006-04-25 | Seco Tools Ab | Verktyg för skärande bearbetning med en underläggsplatta med urtagningar |
| US7452167B2 (en) | 2004-11-26 | 2008-11-18 | Kyocera Corporation | Cutting insert and milling tool |
| DE102005025815A1 (de) | 2005-06-02 | 2006-12-07 | Kennametal Widia Produktions Gmbh & Co. Kg | Schneideinsatz, insbesondere zur Kurbelwellenbearbeitung |
| IL169340A (en) | 2005-06-22 | 2010-04-29 | Gil Hecht | Cutting insert |
| IL169491A (en) | 2005-06-30 | 2009-06-15 | Carol Smilovici | Cutting insert |
| JP4231496B2 (ja) * | 2005-08-01 | 2009-02-25 | 住友電工ハードメタル株式会社 | スローアウェイチップ |
| JP2007044782A (ja) | 2005-08-08 | 2007-02-22 | Sumitomo Electric Hardmetal Corp | スローアウェイチップ及びそれを用いたミーリングカッタ |
| US7687156B2 (en) * | 2005-08-18 | 2010-03-30 | Tdy Industries, Inc. | Composite cutting inserts and methods of making the same |
| DE102006011581B4 (de) * | 2006-03-10 | 2016-04-28 | Kennametal Widia Produktions Gmbh & Co. Kg | Schneideinsatz und Fräswerkzeug |
| SE530025C2 (sv) * | 2006-06-21 | 2008-02-12 | Seco Tools Ab | Vändbart frässkär och verktyg med trigonformat tangentiellt monterat skär |
| SE530090C2 (sv) * | 2006-06-27 | 2008-02-26 | Sandvik Intellectual Property | Planfrässkär med flera bågformiga deleggar och konvexa släppningsytor |
| US7905687B2 (en) * | 2007-01-16 | 2011-03-15 | Tdy Industries, Inc. | Cutting insert, tool holder, and related method |
| SE530808C2 (sv) | 2007-01-31 | 2008-09-16 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning, samt skär och grundkropp härför |
| US7846551B2 (en) * | 2007-03-16 | 2010-12-07 | Tdy Industries, Inc. | Composite articles |
| IL182343A0 (en) | 2007-04-01 | 2007-07-24 | Iscar Ltd | Cutting insert and tool for milling and ramping at high feed rates |
| SE531250C2 (sv) * | 2007-06-05 | 2009-02-03 | Sandvik Intellectual Property | Indexerbart hörnfrässkär |
| US7905689B2 (en) | 2008-05-07 | 2011-03-15 | Tdy Industries, Inc. | Cutting tool system, cutting insert, and tool holder |
| SE532742C2 (sv) | 2008-05-13 | 2010-03-30 | Sandvik Intellectual Property | Frässkär med biegg snedställd i måttlig vinkel |
| US8491234B2 (en) * | 2009-02-12 | 2013-07-23 | TDY Industries, LLC | Double-sided cutting inserts for high feed milling |
| US7976250B2 (en) | 2009-02-12 | 2011-07-12 | Tdy Industries, Inc. | Double-sided cutting inserts for high feed milling |
| SE533484C2 (sv) * | 2009-02-20 | 2010-10-05 | Sandvik Intellectual Property | Roterbart verktyg för spånavskiljande bearbetning samt skär härför |
| US9586264B2 (en) | 2009-04-28 | 2017-03-07 | Kennametal Inc. | Double-sided cutting insert for drilling tool |
| SE534512C2 (sv) * | 2009-06-24 | 2011-09-13 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning samt solitt indexerbart skär och solid grundkropp härför |
-
2008
- 2008-05-07 US US12/116,489 patent/US7905689B2/en active Active
-
2009
- 2009-02-25 JP JP2011508524A patent/JP2011519744A/ja active Pending
- 2009-02-25 RU RU2010149960/02A patent/RU2518878C2/ru not_active IP Right Cessation
- 2009-02-25 CN CN200980116475.4A patent/CN102015173B/zh not_active Expired - Fee Related
- 2009-02-25 MX MX2010011434A patent/MX2010011434A/es active IP Right Grant
- 2009-02-25 EP EP09743136A patent/EP2296837A1/en not_active Withdrawn
- 2009-02-25 WO PCT/US2009/035056 patent/WO2009137149A1/en not_active Ceased
- 2009-02-25 BR BRPI0911450A patent/BRPI0911450A2/pt not_active IP Right Cessation
- 2009-02-25 CA CA2723258A patent/CA2723258A1/en not_active Abandoned
- 2009-03-27 TW TW098110394A patent/TWI365786B/zh not_active IP Right Cessation
-
2010
- 2010-12-14 US US12/967,441 patent/US8454279B2/en active Active
-
2014
- 2014-07-25 JP JP2014151926A patent/JP2014198375A/ja not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1033271A1 (ru) * | 1981-12-15 | 1983-08-07 | Tereshchenko Leonid M | Торцова фреза |
| SU1726149A1 (ru) * | 1990-04-02 | 1992-04-15 | Новополоцкий Политехнический Институт Им.Ленинского Комсомола Белоруссии | Вращающийс многорезцовый инструмент |
| US5421679A (en) * | 1992-02-05 | 1995-06-06 | Sandvik Ab | Cutting insert having a flat edge surface for supporting the insert in a tool holder |
| RU2318634C2 (ru) * | 2005-04-13 | 2008-03-10 | Валентин Алексеевич Настасенко | Торцовая режущая, режуще-деформирующая и деформирующая фреза, рабочие пластины к ней и способ их изготовления, способ обработки деформирующей фрезой |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU171689U1 (ru) * | 2016-07-19 | 2017-06-09 | Общество с ограниченной ответственностью "Сборные конструкции инструмента, фрезы Москвитина" | Режущая пластина для фрез |
Also Published As
| Publication number | Publication date |
|---|---|
| US20090279962A1 (en) | 2009-11-12 |
| TWI365786B (en) | 2012-06-11 |
| MX2010011434A (es) | 2010-11-12 |
| US7905689B2 (en) | 2011-03-15 |
| JP2014198375A (ja) | 2014-10-23 |
| RU2010149960A (ru) | 2012-06-20 |
| EP2296837A1 (en) | 2011-03-23 |
| CN102015173B (zh) | 2015-01-07 |
| CN102015173A (zh) | 2011-04-13 |
| BRPI0911450A2 (pt) | 2017-11-28 |
| US20110110731A1 (en) | 2011-05-12 |
| TW201012574A (en) | 2010-04-01 |
| WO2009137149A1 (en) | 2009-11-12 |
| JP2011519744A (ja) | 2011-07-14 |
| US8454279B2 (en) | 2013-06-04 |
| CA2723258A1 (en) | 2009-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2518878C2 (ru) | Комплект режущих пластин для последовательного цилиндрического фрезерования и режущий инструмент для последовательного цилиндрического фрезерования с комплектом режущих пластин (варианты) | |
| KR100563898B1 (ko) | 모듈형 절삭 공구 조립체 | |
| KR100699399B1 (ko) | 절삭 삽입체 | |
| KR101819786B1 (ko) | 인덱스가능한 절삭 인서트 및 인덱스가능한 절삭 인서트 홀더 | |
| KR101087513B1 (ko) | 비대칭 절삭 코너를 갖춘 양면 인덱서블 절삭 인서트 | |
| KR101972178B1 (ko) | 가변적인 쐐기각을 갖는 날 부분을 구비하는 팔각형의 절삭 인서트, 및 절삭 공구 | |
| JP5844906B2 (ja) | フライス用両面切削インサート | |
| CN101668605B (zh) | 以八种方式切削的切削镶片以及用于这种切削镶片的刀夹具 | |
| CN100551591C (zh) | 用于车削和铣削的切削刀片和车床刀具或铣削刀具 | |
| KR102035885B1 (ko) | 숄더 밀링 커터용 위치조정가능한 인서트 및 위치조정가능한 인서트용 장착 절취부들을 가진 숄더 밀링 커터 | |
| CN106687239B (zh) | 双面切削刀片和铣削工具 | |
| KR102403100B1 (ko) | 스퀘어 숄더 밀링용 절삭 인서트 및 절삭 공구 | |
| US20110038677A1 (en) | Milling cutting tool employing a cutting insert | |
| KR20170058366A (ko) | 회전 절삭 공구와 가변 폭의 부 릴리프 표면을 갖는 회전 절삭 공구용 가역 절삭 인서트 | |
| KR20080101894A (ko) | 장착 구멍을 갖는 인서트 및 절삭 인서트를 포함하는공구홀더 | |
| JP2013536094A (ja) | 高送り切削加工用両面切削インサート | |
| KR20050036793A (ko) | 인덱서블 커팅 인서트와 이를 구비한 절삭 공구 및인덱서블 커팅 인서트의 제조 방법 | |
| KR101181681B1 (ko) | 선삭용 인덱서블 절삭비트 | |
| JP2007075932A (ja) | スローアウェイチップ | |
| JP2019511373A (ja) | ワークピースを機械加工するための切削インサート、工具ホルダ、および工具 | |
| JP2007533474A (ja) | 穴表面の切削加工のためのチップ及び工具 | |
| EP2532461B1 (en) | Cutting insert having a plurality of cutting elements thereon and cutting tool therefor | |
| CN103372661B (zh) | 用于去屑加工的可转位切削刀片和刀具及用于刀具的基体 | |
| JP5633395B2 (ja) | 切削インサートおよび刃先交換式切削工具 | |
| CN106735353A (zh) | 一种切削刀片及切削刀具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| HZ9A | Changing address for correspondence with an applicant | ||
| PC41 | Official registration of the transfer of exclusive right |
Effective date: 20150213 |
|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20160226 |