KR20200003019A - 주머니체, 필름체, 및 주머니체의 제조 방법 - Google Patents
주머니체, 필름체, 및 주머니체의 제조 방법 Download PDFInfo
- Publication number
- KR20200003019A KR20200003019A KR1020197034874A KR20197034874A KR20200003019A KR 20200003019 A KR20200003019 A KR 20200003019A KR 1020197034874 A KR1020197034874 A KR 1020197034874A KR 20197034874 A KR20197034874 A KR 20197034874A KR 20200003019 A KR20200003019 A KR 20200003019A
- Authority
- KR
- South Korea
- Prior art keywords
- film
- strip
- bag body
- shaped base
- tear
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 78
- 238000005520 cutting process Methods 0.000 claims abstract description 182
- 230000006698 induction Effects 0.000 claims abstract description 57
- 238000000034 method Methods 0.000 claims description 55
- 238000005304 joining Methods 0.000 claims description 49
- 230000001681 protective effect Effects 0.000 claims description 48
- 230000008569 process Effects 0.000 claims description 34
- 238000003860 storage Methods 0.000 claims description 30
- 230000001939 inductive effect Effects 0.000 claims description 29
- 230000000149 penetrating effect Effects 0.000 claims description 15
- 239000000463 material Substances 0.000 claims description 9
- 230000000379 polymerizing effect Effects 0.000 claims description 6
- 238000007599 discharging Methods 0.000 claims description 3
- 238000002360 preparation method Methods 0.000 claims 1
- 230000015572 biosynthetic process Effects 0.000 description 23
- 238000007789 sealing Methods 0.000 description 21
- 230000007246 mechanism Effects 0.000 description 20
- 238000004080 punching Methods 0.000 description 12
- 238000004891 communication Methods 0.000 description 11
- 229920001684 low density polyethylene Polymers 0.000 description 9
- 239000004702 low-density polyethylene Substances 0.000 description 9
- 230000002093 peripheral effect Effects 0.000 description 9
- 239000004743 Polypropylene Substances 0.000 description 7
- 229920001155 polypropylene Polymers 0.000 description 7
- 229920005629 polypropylene homopolymer Polymers 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- -1 polypropylene Polymers 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- 239000011347 resin Substances 0.000 description 6
- 239000004793 Polystyrene Substances 0.000 description 5
- 238000012856 packing Methods 0.000 description 5
- 238000009434 installation Methods 0.000 description 4
- 229920000092 linear low density polyethylene Polymers 0.000 description 4
- 239000004707 linear low-density polyethylene Substances 0.000 description 4
- 229920002223 polystyrene Polymers 0.000 description 4
- 230000004308 accommodation Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 3
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 2
- 230000002401 inhibitory effect Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 230000002829 reductive effect Effects 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 101100008048 Caenorhabditis elegans cut-4 gene Proteins 0.000 description 1
- 241000039077 Copula Species 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 230000008531 maintenance mechanism Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images




















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
- B65B51/303—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes reciprocating along only one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/03—After-treatments in the joint area
- B29C66/032—Mechanical after-treatments
- B29C66/0326—Cutting, e.g. by using waterjets, or perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/432—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/49—Internally supporting the, e.g. tubular, article during joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/182—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying tear-strips or tear-tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/188—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating profile-strips, e.g. for reclosable bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/06—Handles
- B65D33/08—Hand holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
- B65D33/2508—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor
- B65D33/2516—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor comprising tamper-indicating means, e.g. located within the fastener
- B65D33/2533—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor comprising tamper-indicating means, e.g. located within the fastener the slide fastener being located between the product compartment and the tamper indicating means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
- B65D33/2508—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor
- B65D33/2575—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor the slide fastener providing access to the bag through a bag wall, e.g. intended to be cut open by the consumer
- B65D33/2583—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor the slide fastener providing access to the bag through a bag wall, e.g. intended to be cut open by the consumer the slide fastener being attached to one wall only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/66—Inserted or applied tearing-strings or like flexible elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/14—Cutting, e.g. perforating, punching, slitting or trimming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B70/813—Applying closures
- B31B70/8131—Making bags having interengaging closure elements
- B31B70/8133—Applying the closure elements in the cross direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/10—Bags or like containers made of paper and having structural provision for thickness of contents with gusseted sides
Abstract
수납 공간을 형성하는 주머니 본체와, 주머니 본체를 구성하는 2 개의 면부 (11A, 11B) 중 제 1 면부 (11A) 에 형성된 장척 부재 (2E) 와, 손잡이부 (3) 를 구비하고, 장척 부재 (2E) 는, 장척상의 인열 유도편 (21) 과, 인열 유도편 (21) 의 길이 방향을 따라 제 2 면부 (11B) 와 인열 유도편 (21) 사이에 형성된 띠상 기부 (22) 를 갖고, 손잡이부 (3) 는, 제 1 면부 (11A) 에 띠상 기부 (22) 와 제 1 면부 (11A) 를 관통하는 절단선 (30) 에 의해 형성된 외측 가장자리 (31) 를 갖고, 손잡이부 (3) 의 절단선 (30) 의 양단에 인접하는 지점에 인열 유도편 (21) 의 폭 방향을 횡단하도록 띠상 기부 (22) 를 절단하는 절단 영역 (32) 을 형성하고, 제 1 면부 (11A) 의 띠상 기부 (22) 가 형성된 측에는 손잡이부 (3) 를 덮는 보호 부재 (4) 를 형성하였다.
Description
본 발명은, 주머니체, 필름체, 및 주머니체의 제조 방법에 관한 것이다.
종래, 약품이나 식품 등을 포장하는 주머니체에 있어서, 지퍼 테이프가 필름으로 이루어지는 주머니 본체에 접합된 각종 주머니체가 알려져 있다. 이와 같은 주머니체에는, 1 장의 필름을 배첩 (背貼) 함과 함께 배첩 방향과는 직교하는 방향으로 접합하여 주머니 본체를 구성하고, 주머니 본체의 서로 대향하는 전벽과 후벽 중 전벽에 재폐쇄 가능한 파스너를 접합하고, 이 파스너에 근접하여 개봉을 위한 풀 아웃 플러그나 실을 전벽에 장착한 것이 있다 (특허문헌 1).
특허문헌 1 의 종래예에 관련된 주머니체를 제조하기 위해서는, 파스너를 미리 접합한 필름을 롤에 감아 두고, 이 롤로부터 계속 내보내지는 파스너가 형성된 필름을 권상 장치에 보내는 도중에, 펀칭 기구에 의해 풀 아웃 플러그를 형성하기 위한 복수의 구멍을 필름에 형성하고, 또한, 파스너를 필름에 접합한다. 그리고, 필름의 양측을 접어 오버랩시키고, 오버랩한 부분을 배첩함과 함께, 하단부를 접합하고, 피포장물을 충전한 후, 상단부를 접합한다.
특허문헌 1 의 종래예에서는, 풀 아웃 플러그를 형성하기 위해서, 펀칭 기구에 의해 전벽에 복수의 구멍이 형성되어 있다. 이들 구멍에 의해 주머니 본체의 내외가 연통하기 때문에, 주머니의 밀폐성이 충분하지 않게 될 우려가 있다.
특허문헌 1 의 종래예에서는, 개봉을 위해서, 실을 전벽의 내면에 형성하는 것도 개시되어 있지만, 이 실의 단부를 외부에 노출시켜 손잡이부를 형성하기 위한 구체적인 방법의 개시는 없다. 통상적으로, 실의 단부를 손잡이부로서 기능시키기 위해서, 당해 실이 주머니체의 필름에 삽입 통과하는 구멍을 전벽에 형성하는 것을 생각할 수 있지만, 이것으로는, 구멍을 통해서 주머니체의 내외가 연통하게 되어, 밀폐성이 충분하지 않게 될 우려가 있다.
본 발명의 목적은, 높은 밀봉성이 얻어지는 주머니체, 필름체 및 주머니체의 제조 방법을 제공하는 것에 있다.
본 발명의 일 형태에 관련된 주머니체는, 적어도 1 장 이상의 필름으로 이루어지고, 상기 필름을 되접어 꺾거나, 또는, 중합함으로써 형성되고, 서로 대향하는 2 이상의 면부에 의해 수납 공간을 형성하는 주머니 본체와, 상기 2 이상의 면부 중 제 1 면부에 형성된 장척 부재와, 손잡이부를 구비하고, 상기 장척 부재는, 장척상의 인열 (引裂) 유도편과, 상기 인열 유도편의 길이 방향을 따라 상기 제 1 면부와 대향하는 제 2 면부와 상기 인열 유도편 사이에 형성된 띠상 기부를 구비하고, 상기 손잡이부는, 상기 제 1 면부에 형성되어 상기 인열 유도편을 잡을 수 있는 것으로, 상기 띠상 기부와 상기 제 1 면부를 관통하는 절단선에 의해 형성된 외측 가장자리를 갖고, 상기 손잡이부의 상기 절단선의 양단에 인접하는 지점에는, 상기 인열 유도편의 폭 방향을 횡단하도록 상기 띠상 기부를 절단하는 절단 영역이 형성되고, 상기 제 1 면부의 상기 띠상 기부가 형성된 측에는 상기 손잡이부를 덮는 보호 부재가 형성되었다.
본 형태에 있어서, 수납 공간에 피포장물을 수납한 후, 주연부를 밀봉한 주머니체에 있어서, 이 주머니체의 개봉을 위해서, 손잡이부를 제 2 면부로부터 멀어지도록 인장하면, 인열 유도편이 제 1 면부를 인열하면서 인열 유도편의 길이 방향을 따른 개구가 형성된다. 이 개구로부터 수납 공간에 수납된 피포장물을 취출하는 것이 가능해진다.
본 형태에서는, 제 1 면부의 띠상 기부가 형성된 측에는, 절단선으로 외측 가장자리가 형성된 손잡이부를 덮는 보호 부재가 형성되어 있기 때문에, 피포장물의 수납 후의 주머니체의 개봉 전에 있어서는, 절단선을 통한 수납 공간과 주머니체의 외부 공간의 연통이 저지되게 되어, 높은 밀폐성이 확보된다.
여기서, 인열 유도편이란, 주머니 본체를 구성하는 필름의 제 1 면부에 접합되고, 필름의 제 1 면부의 인열 유도편이 접합한 위치를 따라, 필름의 제 1 면부의 인열을 유도함으로써, 주머니 본체의 개봉을 유도하는 부재이다.
인열 유도편은, 제 1 면부에 접합하여 직접 형성해도 되고, 제 1 면부에 띠상 시트 등의 부재를 개재하여 간접적으로 형성해도 된다.
띠상 기부는, 1 개의 부재로 구성되어도 되고, 인열 유도편의 길이 방향을 따라 나열된 복수의 부재로 구성되는 것이어도 된다.
절단선의 형상은, 주머니 본체를 구성하는 필름의 인열을 유도하기 위해서, 인열 유도편을 파지할 수 있도록 손잡이부의 외측 가장자리를 형성하는 것이면, 특별히 한정되는 것이 아니고, 예를 들어, 인열 유도편의 길이 방향의 1 개 지점에 있어서, 절단선의 양단이 상기 인열 유도편을 사이에 끼우도록 C 형 형상, 반원 형상, 다각형상 등으로 할 수 있다.
절단 영역의 형상은, 띠상 기부를 절단하고, 인열 유도편이 절단 영역을 통하여 노출될 수 있는 것이면, 특별히 한정되는 것이 아니고, 예를 들어, 직선상, 곡선상이어도 되고, 또는, 원형이어도 된다.
손잡이부의 절단선의 양측에 인접하는 지점에, 인열 유도편의 폭 방향을 횡단하도록 띠상 기부를 절단하는 절단 영역이 형성됨으로써, 개봉시에 손잡이부에 가해지는 저항이 저감된다. 요컨대, 띠상 기부에 있어서, 손잡이부의 외측 가장자리를 구성하는 절단선과 절단 영역이 떨어져 있으면, 손잡이부를 제 2 면부로부터 멀어지도록 인장했을 때에, 띠상 기부는 절단선의 단(端) 가장자리로부터 인열 유도편의 길이 방향을 따라 잡아 찢기게 되어, 저항이 발생하지만, 띠상 기부의 절단선의 양측에 인접하는 지점에 절단 영역이 형성됨으로써, 띠상 기부가 절단 영역에서 절단된 후에는, 띠상 기부가 잡아 찢기는 경우가 없게 되어, 저항이 작아진다.
절단 영역과 손잡이부를 형성하기 위해서, 예를 들어, 띠상 기부 및 인열 유도편을 갖는 장척 부재를 필름의 제 1 면부에 접합해 두고, 장척 부재 및 필름을 관통하기 위한 관통날과 인열 유도편과 띠상 기부가 접합하는 지점에서, 인열 유도편을 관통시키지 않고 띠상 기부만을 절단하도록, 관통날에 대한 절단 심도를 조정한 절입날을 구비한 절단 유닛을 사용하여, 띠상 기부측으로부터 장척 부재 및 필름에 압입하여 절단선과 절단 영역을 동시에 형성할 수도 있다. 이 경우, 절단선과 절단 영역이 인접하는 것이 바람직하다. 인접한다는 것은, 절단선과 절단 영역이 직접 결합하고 있거나, 또는, 약간의 간극을 개재하여 형성되어 있는 것을 의미한다. 절단선과 절단 영역이 간극을 개재하고 있어도, 손잡이부를 잡고 주머니체를 개봉할 때에, 그 간극을 형성하는 주머니체가 용이하게 뜯어지는 경우에는, 절단선과 절단 영역이 실질적으로 인접하고 있다고 할 수 있다.
띠상 기부와 인열 유도편은 일체로 되어 있어도 되고, 별체여도 된다.
띠상 기부와 인열 유도편을 일체로 하는 경우, 예를 들어, 띠상 기부에 관련된 수지와 인열 유도편에 관련된 수지를 공압출함으로써 바람직하게 일체로 성형될 수 있다.
또한, 보호 부재는, 손잡이부를 덮고, 손잡이부의 외측 가장자리를 형성하는 절단선을 통한 주머니체의 수납 공간과 주머니체의 외부 공간의 연통을 저지할 수 있는 것이면, 그 재질이나 형상은 한정되지 않는다. 예를 들어, 보호 부재를 띠상 기부와 동일한 재질로 해도 되고, 상이한 재질로 해도 된다. 보호 부재의 형상은 사각형상이어도 되고 원형이어도 되고 삼각형이어도 된다.
보호 부재는, 손잡이부를 덮도록 형성되고, 손잡이부의 외측 가장자리를 형성하는 절단선을 통한 주머니체의 수납 공간과 주머니체의 외부 공간의 연통을 저지할 수 있도록, 제 1 면부와 접합하는 것으로, 보호 부재의, 상기 제 1 면부와 대향하는 면 전체면이 상기 제 1 면부와 접합하는 것은 아니다. 보호 부재와 제 1 면부의 접합 형태는, 손잡이부를 덮도록 형성되고, 손잡이부의 외측 가장자리를 형성하는 절단선을 통한 주머니체의 수납 공간과 주머니체의 외부 공간의 연통을 저지할 수 있는 형태이면, 특별히 한정되지 않지만, 예를 들어, 보호 부재의 손잡이부를 덮는 부분의 외측 가장자리 부분에 있어서 상기 제 1 면부와 접합하는 형태로 할 수도 있다. 또한, 보호 부재는, 손잡이부를 덮는 부분에만 형성해도 되지만, 띠상 기부의 길이 방향을 따라, 당해 띠상 기부의 길이 방향 전체에 걸쳐서 설치하는 형태로 해도 된다.
또한, 보호 부재의 필름 등에 대한 접합의 구조는, 보호 부재는 손잡이부를 덮고, 절단선을 통한 주머니체의 수납 공간과 주머니체의 외부 공간의 연통을 저지할 수 있는 것이면, 그 구체적인 구조가 한정되지 않는다. 예를 들어, 보호 부재의 주변부를 필름과 띠상 기부에 접합시켜, 손잡이부를 덮는 구조로 해도 된다. 또한, 보호 부재의 필름 등에 대한 접합 방법은, 히트 시일, 초음파 시일, 접착제, 그 밖의 공지된 접합 방법을 사용하여, 바람직하게 실시된다.
보호 부재는, 절단 영역을 형성한 후, 손잡이부와 손잡이부의 절단선의 양단에 인접하는 지점에 형성된 절단 영역을 덮도록 형성되어 있기 때문에, 손잡이부를 잡고, 인열 유도편에 의해, 필름의 제 1 면부의 인열을 개시했다고 해도, 절단 영역이 있음으로써, 띠상 기부나 손잡이부를 덮는 보호 부재를 잡아 찢는 경우는 없다. 따라서, 주머니체의 개봉시에 보호 부재가 인장되어, 필름의 제 1 면부의 인열을 저해할 우려는 없다. 따라서, 주머니체의 개봉시에 보호 부재가 인장되어, 필름의 제 1 면부의 인열을 저해할 우려는 없다.
또한, 주머니 본체는, 2 개의 면부만이 서로 대향하는 것이어도 되지만, 대향하는 1 쌍의 면부와, 1 쌍의 면부의 양측 가장자리에 있어서 면부에 개재하는 1 쌍의 측면부 및 저면부를 구비하고, 측면부 및 저면부가 각각 접힘선에 의해 내방으로 접히는 가젯 주머니 등, 2 이상의 면부를 갖는 것이어도 된다.
가젯 주머니에 있어서, 인열 유도편 및 띠상 기부를 형성하는 것은, 1 쌍의 면부 중 제 1 면부이다. 인열 유도편 및 띠상 기부의 양단은, 측면부 중 내방으로 접힌 부분에 이르고 있어도 되고, 이르러 있지 않아도 된다.
또한, 본 형태에서는, 적어도 1 장 이상의 필름으로 주머니 본체가 구성된다. 예를 들어, 1 장의 필름의 서로 반대측에 위치하는 단 가장자리부끼리를 당해 단 가장자리부로부터 각각 떨어진 위치를 경계로 되접어 꺾고, 되접어 꺾은 단 가장자리부 중 겹친 부분을, 배첩, 합장첩 (合掌貼) 으로 접합하는 것이어도 되고, 1 장의 필름의 서로 반대측에 위치하는 단 가장자리부끼리를 당해 단 가장자리부로부터 각각 동일한 치수 떨어진 위치를 경계로 절반으로 접고, 절반으로 접은 단 가장자리부 중 겹친 주변부를 접합하는 것이어도 된다. 나아가, 2 장의 필름을 서로 중합함과 함께, 서로 반대측에 위치하는 단 가장자리부를 각각 접합하는 것이어도 된다. 또한, 4 장의 필름으로 1 쌍의 면부 및 1 쌍의 측면부를 구성하고, 다른 1 장의 필름으로 저면부를 형성하여 가젯 주머니를 구성하는 것이어도 된다.
인열 유도편 및 띠상 기부는, 1 쌍의 면부 중 제 1 면부에 형성되어 있고, 1 쌍의 면부 중 제 2 면부에는 형성되어 있지 않다. 그 때문에, 인열 유도편 및 띠상 기부와 제 2 면부 사이에는, 피포장물을 수납 공간에 충전하기 위한 간극을 형성하는 것이 가능해지고, 이 간극으로부터 피포장물을 수납 공간에 충전하고, 그 후, 당해 간극을 막도록 주머니 본체를 접합함으로써, 피포장물이 수납된 주머니체가 제조된다.
주머니체를 제조하기 위해서, 필름의 일방의 면에, 인열 유도편 및 띠상 기부를 이들의 길이 방향을 따라 송출하고, 인열 유도편 및 띠상 기부를 필름에 형성하고, 필름과 띠상 기부를 관통한 절단선으로부터 손잡이부의 외측 가장자리를 형성한다. 또한, 손잡이부의 절단선의 양단에 인접하는 지점에 절단 영역을 형성하고, 필름의 띠상 기부가 형성된 측에 손잡이부를 덮는 보호 부재를 형성한다.
인열 유도편 및 제 1 면부의 손잡이부와는 상이한 위치에, 인열 유도편과 제 1 면부를 절단하는 절단부를 구비하는 구성으로 해도 되고, 또한, 주머니의 측변 등을 봉지하는 구성으로 하는 경우에는, 이 봉지된 부분에 절단부를 형성하는 구성으로 해도 된다.
인열 유도편 및 제 1 면부의 손잡이부와는 상이한 위치에, 인열 유도편과 제 1 면부를 절단하는 절단부를 구비하는 구성으로 해도 되고, 또한, 절단부를 봉지하는 구성으로 해도 된다. 또한, 봉지된 부분과는 별도로 절단부를 형성하는 것이어도 된다. 절단부가 인열 유도편으로 인열되는 부위의 종점이 되기 때문에, 제 1 면부가 인열 유도편에 의해 필요 이상으로 파단되는 것이 저지되어, 주머니체의 개구가 형성되는 위치를 제어할 수 있다.
본 발명의 일 형태에 관련된 주머니체는, 적어도 1 장 이상의 필름으로 이루어지고, 상기 필름을 되접어 꺾거나, 또는, 중합함으로써 형성되고, 서로 대향하는 2 이상의 면부에 의해 수납 공간을 형성하는 주머니 본체와, 상기 2 이상의 면부 중 제 1 면부에 형성된 장척 부재와, 손잡이부를 구비하고, 상기 장척 부재는, 장척상의 인열 유도편과, 지퍼 테이프를 구비하고, 상기 지퍼 테이프는, 띠상 기부 및 상기 띠상 기부에 연속하는 제 1 걸어 맞춤부를 갖는 제 1 부재와, 띠상체 및 상기 띠상체에 연속해서 상기 제 1 걸어 맞춤부에 걸어 맞춤 가능한 제 2 걸어 맞춤부를 갖는 제 2 부재를 갖고, 상기 제 1 걸어 맞춤부와 상기 제 2 걸어 맞춤부를 걸어 맞춤시킨 상태에 있어서, 상기 띠상 기부의 폭 방향의 길이가, 상기 띠상체보다, 폭 방향의 일단측으로 돌출되어 길게 연장되고, 상기 띠상 기부의 연장된 부위가 상기 제 1 걸어 맞춤부가 있는 쪽의 면에서, 상기 띠상체가 상기 제 2 걸어 맞춤부가 없는 쪽의 면에서, 각각 상기 제 1 면부에 접합되고, 상기 띠상 기부는, 상기 인열 유도편의 길이 방향을 따라 상기 제 1 면부에 대향하는 제 2 면부와, 상기 인열 유도편 사이에 배치되고, 상기 손잡이부는, 상기 인열 유도편을 잡을 수 있는 것으로, 상기 띠상 기부와 상기 제 1 면부를 관통하는 절단선에 의해 형성된 외측 가장자리를 갖고, 상기 손잡이부의 상기 절단선의 양단에 인접하는 지점에는, 상기 인열 유도편의 폭 방향을 횡단하도록 상기 띠상 기부를 절단하는 절단 영역이 형성되고, 상기 제 1 면부의 상기 띠상 기부가 형성된 측에는 상기 손잡이부를 덮는 보호 부재가 형성되었다.
본 형태에서는, 주머니체의 개봉을 위해서, 손잡이부를 제 2 면부로부터 멀어지도록 인장하면, 인열 유도편이 제 1 면부를 인열하면서 인열 유도편의 길이 방향을 따른 개구가 형성된다. 이 개구로부터 지퍼 테이프의 제 1 걸어 맞춤부와 제 2 걸어 맞춤부가 노출된다. 지퍼 테이프의 제 1 걸어 맞춤부와 제 2 걸어 맞춤부의 걸어 맞춤을 해제하면, 수납 공간에 수납된 피포장물을 취출하는 것이 가능해진다. 피포장물을 취출한 후에는, 제 1 걸어 맞춤부와 제 2 걸어 맞춤부를 걸어 맞춤하여 주머니체를 닫는다.
본 형태에서는, 주머니 본체에 제 1 걸어 맞춤부와 제 2 걸어 맞춤부가 서로 걸어 맞춤된 상태로 접합되어 있고, 게다가, 제 1 면부의 띠상 기부가 형성된 측에는 절단선으로부터 외측 가장자리가 형성된 손잡이부를 덮는 보호 부재가 형성되어 있다. 그 때문에, 개봉 전에 있어서는, 절단선을 통한 수납 공간과 외부 공간의 연통이 저지되게 되어, 높은 밀폐성이 유지된다.
지퍼 테이프의 띠상 기부와 띠상체가 각각 제 1 면부에 접합되어 있기 때문에, 제 1 걸어 맞춤부와 제 2 걸어 맞춤부의 걸어 맞춤을 해제하지 않고, 주머니체에 피포장물을 충전하는 것이 가능해진다. 그 때문에, 피포장물의 충전 작업이 용이해진다.
여기서, 제 1 걸어 맞춤부와 제 2 걸어 맞춤부는, 서로 걸어 맞춤되는 웅부 (雄部) 와 자부 (雌部) 여도 되고, 서로 걸어 맞춤되는 1 쌍의 훅상부여도 된다. 또한, 제 1 걸어 맞춤부와 제 2 걸어 맞춤부를 각각 복수쌍 형성하는 것이어도 되고, 이 경우, 모두를, 웅부와 자부의 쌍, 혹은 2 개의 훅상부의 쌍으로 해도 되고, 또는, 웅부와 자부의 쌍과, 서로 걸어 맞춤되는 2 개의 훅상부의 쌍을 혼재시키는 것이어도 된다.
제 1 걸어 맞춤부와 제 2 걸어 맞춤부를 웅부와 자부의 쌍과, 2 개의 훅상부의 쌍을 혼재시켜 구성하는 경우에 있어서는, 2 개의 훅상부 중 일방의 훅상부는, 띠상 기부에 연속해서 또한 띠상 기부의 연장된 측을 향하고 있고, 타방의 훅상부는, 일방의 훅상부와는 반대측을 향하고 있는 것으로 해도 된다. 웅부와 자부를 걸어 맞춤시킨 상태에 있어서, 띠상 기부 중 연장된 측을 인장하고, 띠상체를 타방으로 인장하면, 띠상 기부와 띠상체가 평면 내에서 서로 멀어지는 방향으로 힘 (전단력) 이 가해진다. 이에 의해, 일방의 훅상부와 타방의 훅상부는 인장하는 힘에 비례하여 서로 강하게 걸어 맞춤됨과 함께, 웅부 및 자부의 걸어 맞춤에 의해, 강고한 걸어 맞춤 상태가 얻어진다. 이에 반하여, 웅부와 자부를 걸어 맞춤시킨 상태에 있어서, 띠상 기부 중 연장된 측과 띠상체 중 당해 연장된 측과 대향하는 부분을 서로 멀어지도록 인장하면, 웅부와 자부의 걸어 맞춤이 해제됨과 함께, 훅상부끼리의 걸어 맞춤이 해제된다.
또한, 인열 유도편은, 제 1 면부에 접합에 의해 직접 형성되는 경우여도 되고, 제 1 면부에 띠상체를 개재하여 간접적으로 형성하는 경우여도 된다.
본 형태의 주머니체에서는, 상기 띠상 기부와 상기 인열 유도편이 일체로 되어 있는 구성으로 할 수 있다.
여기서, 띠상 기부와 인열 유도편이 일체가 된다, 란, 압출 성형에 의해 일체가 되는 경우나, 띠상 기부와 인열 유도편을 따로 따로 제조한 후에 양자를 접합시켜 조립하는 경우 등이 포함된다.
본 형태의 주머니체에서는, 상기 인열 유도편 및 상기 제 1 면부의 상기 손잡이부와는 상이한 위치에 형성되고, 또한, 상기 제 1 면부와 상기 인열 유도편을, 상기 인열 유도편의 폭 방향을 횡단하도록 절단하는 절단부를 구비하는 구성으로 할 수 있다.
이 구성에서는, 손잡이부를 잡고 인열 유도편을 인장함으로써 주머니체를 개봉하면, 주머니체의 개봉이 절단부에 이르렀을 때에, 제 1 면부와 인열 유도편이 절단되어 있기 때문에, 그 이상, 제 1 면부가 인열되지 않게 된다. 요컨대, 절단부가 인열 유도편으로 인열되는 부위의 종점이 되기 때문에, 제 1 면부가 인열 유도편에 의해 필요 이상으로 파단되는 것이 저지되어, 주머니체의 개구가 형성되는 위치를 제어할 수 있다. 또한, 절단부는, 제 1 면부와 인열 유도편만이 절단되고, 인열 유도편의 길이 방향을 따라 형성되어 있는 띠상 기부는 절단되어 있지 않기 때문에, 개봉 전에 절단부를 통해서 주머니 본체의 수납 공간과 외부 공간이 연통하는 것을 저지할 수 있다.
또한, 절단부를 봉지해도 된다. 절단부를 봉지하는 구조로서, 띠상 기부를 제 1 면부의 내측 및 외측으로부터 압력을 가하는 것으로 해도 된다.
본 형태의 주머니체에서는, 상기 주머니 본체는, 1 장의 필름으로 이루어지고, 상기 필름의 서로 반대측에 위치하는 단 가장자리부끼리를 중합한 접합부를 갖는 구성으로 할 수 있다.
이 구성에서는, 필름의 단 가장자리부끼리를 배첩하여 접합부를 형성한다.
여기서, 배첩을 구성하는 접합부로는, 필름의 동일한 면끼리를 접합하는 합장첩이어도 되고, 필름의 상이한 면을 접합하는 봉통첩 (封筒貼) 이어도 된다.
본 형태의 주머니체에서는, 상기 2 이상의 면부는, 대향하는 1 쌍의 면부와, 상기 1 쌍의 면부와 단 가장자리에서 접합된 저면부를 갖는 구성으로 할 수 있다.
이 구성에서는, 저면부가 있음으로써, 수납 공간에 피포장물을 수납한 상태에서, 주머니체를 세우는 것을 기대할 수 있다. 그 때문에, 소매점 등의 상품 선반에 있어서, 주머니체를 세워 전시할 수 있다. 또한, 지퍼 테이프를 구비한 주머니체에 있어서는, 제 1 걸어 맞춤부와 제 2 걸어 맞춤부를 이탈하여 주머니체를 개봉한 상태에서는, 주머니체가 전도됨으로써, 피포장물이 주머니체로부터 누설되는 경우가 없다.
본 형태의 주머니체에서는, 상기 2 이상의 면부는, 대향하는 1 쌍의 면부와, 상기 1 쌍의 면부의 양측 가장자리에 있어서 상기 1 쌍의 면부를 개재하여 대향하는 1 쌍의 측면부와, 저면부를 구비하고, 상기 측면부가 각각 접힘선에 의해 내방으로 접히는 구성으로 할 수 있다.
이 구성에서는, 주머니 본체를 가젯 주머니로 함으로써, 수납 공간에 피포장물을 수납한 상태에서, 주머니체를 세울 수 있어, 소매점 등의 상품 선반에 있어서, 주머니체를 세워 전시하는 것을 기대할 수 있다.
본 형태의 주머니체에서는, 상기 주머니 본체에는 파지부가 형성되어 있는 구성으로 할 수 있다.
이 구성에서는, 파지부에 의해 주머니체를 용이하게 잡을 수 있다.
여기서, 파지부는 손으로 잡을 수 있으면, 형태는 특별히 한정되는 것이 아니고, 예를 들어, 1 이상의 구멍상의 손잡이를 상단에 형성하는 것이나, 주머니 본체의 상단 부분에 끈을 통과시켜 손잡이로 하는 것, 주머니 상단부에 수지 또는 금속 등으로 된 손잡이 부재를 접합시키는 것 등으로 바람직하게 손잡이를 만들 수 있다.
본 형태의 필름체는, 필름과, 상기 필름의 일방의 면에 있어서, 상기 필름의 일 방향을 따라 서로 이간하여 적어도 2 이상 형성된 장척 부재와, 손잡이부를 구비하고, 상기 장척 부재는, 장척상의 인열 유도편과, 상기 인열 유도편의 길이 방향을 따라 상기 인열 유도편의 상기 필름이 있는 측의 면과는 반대측의 면에 형성된 띠상 기부를 갖고, 상기 손잡이부는, 상기 인열 유도편을 잡을 수 있는 것으로, 상기 띠상 기부와 상기 필름을 관통하는 절단선에 의해 형성된 외측 가장자리를 갖고, 상기 손잡이부의 상기 절단선의 양단에 인접하는 지점에는, 상기 인열 유도편의 폭 방향을 횡단하도록 상기 띠상 기부를 절단하는 절단 영역이 형성되고, 상기 필름의 상기 띠상 기부가 형성된 측에는 상기 손잡이부를 덮는 보호 부재가 형성되고, 상기 필름의 상기 일 방향을 따른 폭 방향의 길이는, 상기 장척 부재의 길이 방향의 길이에 대하여 2 배를 초과한다.
본 형태에서는, 필름체의 필름의 양단 가장자리를 각각 접합하여 통상으로 하고, 주머니체의 저부에 상당하는 부분을 접합함으로써, 주머니체를 제조할 수 있다. 주머니체를 제조하는 데에 있어서, 저부에 상당하는 부분을 접합하기 위한 기존의 설비를 사용함으로써, 주머니체를 용이하게 제조할 수 있다.
필름의 상기 일 방향을 따른 폭 방향의 길이가 장척 부재의 길이 방향의 길이에 대하여 2 배를 초과하기 때문에, 필름의 양단 가장자리를 장척 부재의 양단을 경계로 각각 내측으로 되접어 꺾은 경우, 서로 겹친 부분을 확보할 수 있다. 그 때문에, 서로 겹친 부분을 접합하여 접합부를 선상으로 형성함으로써, 필름을 통상으로 할 수 있다.
또한, 필름체의 필름을 통체의 주위를 따라 되접어 꺾어 통상으로 하고, 주머니체의 저부에 상당하는 부분을 접합한 후에, 통체를 통해서 피포장물을 주머니체에 충전하고, 또한, 주머니체의 정상부에 상당하는 부분을 접합함으로써, 피포장물이 수납된 주머니체를 용이하게 제조할 수 있다.
게다가, 복수의 장척 부재를 필름에 형성했기 때문에, 이 필름을 롤상으로 감아 넣거나, 또는, 접음으로써, 필름체를 용이하게 반송할 수 있다.
여기서, 저부란, 제조된 주머니체에 있어서, 정상부와는 반대측에 있고, 피포장물이 누설되지 않기 위해서 접합되는 부분을 말하고, 필름의 서로 대향하는 1 쌍의 면부끼리를 접합하여 직선상으로 형성된다. 저부에는, 주머니체를 세울 목적으로 저부에 저면부를 형성하는 경우가 있다. 저면부는, 통상으로 된 필름과는 별도의 제 2 필름을 사용하여 형성하는 것이어도 되고, 이 경우, 저면부는 1 쌍의 면부와 단 가장자리에서 접합된다.
본 발명의 일 형태에 관련된 필름체는, 필름과, 상기 필름의 일방의 면에 있어서, 상기 필름의 일 방향을 따라 서로 이간하여 적어도 2 이상 형성된 장척 부재와, 손잡이부를 구비하고, 상기 장척 부재는, 장척상의 인열 유도편과, 지퍼 테이프를 갖고, 상기 지퍼 테이프는, 띠상 기부 및 상기 띠상 기부에 연속하는 제 1 걸어 맞춤부를 갖는 제 1 부재와, 띠상체 및 상기 띠상체에 연속해서 상기 제 1 걸어 맞춤부에 걸어 맞춤 가능한 제 2 걸어 맞춤부를 갖는 제 2 부재를 갖고, 상기 제 1 걸어 맞춤부와 상기 제 2 걸어 맞춤부를 걸어 맞춤시킨 상태에 있어서, 상기 띠상 기부의 폭 방향의 길이가, 상기 띠상체보다, 폭 방향의 일단측으로 돌출되어 길게 연장되고, 상기 띠상 기부의 연장된 부위가 상기 제 1 걸어 맞춤부가 있는 쪽의 면에서, 상기 띠상체가 상기 제 2 걸어 맞춤부가 없는 쪽의 면에서, 각각 상기 필름에 접합되고, 상기 띠상 기부는 상기 인열 유도편의 필름측의 면과는 반대측의 면에 형성되고, 상기 손잡이부는, 상기 인열 유도편을 잡을 수 있는 것으로, 상기 띠상 기부와 상기 필름을 관통하는 절단선에 의해 형성된 외측 가장자리를 갖고, 상기 손잡이부의 상기 절단선의 양단에 인접하는 지점에는, 상기 인열 유도편의 폭 방향을 횡단하도록 상기 띠상 기부를 절단하는 절단 영역이 형성되고, 상기 필름의 상기 띠상 기부가 형성된 측에는 상기 손잡이부를 덮는 보호 부재가 형성되고, 상기 필름의 상기 일 방향을 따른 폭 방향의 길이는, 상기 장척 부재의 길이 방향의 길이에 대하여 2 배를 초과한다.
본 형태에서는, 필름의 양단 가장자리를 장척 부재가 배치되는 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부를 선상으로 형성하고, 필름을 통상으로 한다. 접합부와 교차하는 횡단 방향을 따라 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 저부를 형성한다. 필름의 횡단 방향을 따라 접합된 부분과는 장척 부재를 사이에 둔 반대측의 위치에 필름을 절단한다.
그 때문에, 본 형태에서는, 이들 일련의 공정에 의해, 지퍼 테이프가 형성된 주머니체를 제조할 수 있다.
본 형태의 필름체에서는, 상기 인열 유도편 및 상기 필름의 상기 손잡이부와는 상이한 위치에 형성되고, 또한, 상기 필름과 상기 인열 유도편을, 상기 인열 유도편의 폭 방향을 횡단하도록 절단하는 절단부를 구비하는 구성으로 할 수 있다.
이 구성에서는, 손잡이부를 인장하면, 인열 유도편이 필름을 인열하면서 인열 유도편의 길이 방향을 따른 개구가 형성된다. 인장되는 인열 유도편이 절단부에 이르렀을 때에, 필름과 인열 유도편이 절단되어 있기 때문에, 그 이상, 필름이 인열되지 않게 된다.
그 때문에, 필름체를 이용하여, 절단부가 인열 유도편으로 인열되는 부위의 종점이 되는 주머니체를 제조할 수 있다.
본 형태의 필름체에서는, 상기 장척 부재와 평행하게, 1 의 단 가장자리가 상기 필름과 접합되어 저면부를 구성하는 제 2 필름을 적어도 2 이상 구비하고 있는 구성으로 할 수 있다.
이 구성에서는, 장척 부재를 필름의 일면에 형성하고, 띠상 기부와 필름을 관통하는 절단선을 형성하여 외측 가장자리를 형성하고, 띠상 기부를 절단하는 절단 영역을 형성하고, 손잡이부를 보호 부재로 덮는다. 또한, 필름에 장척 부재와 평행이 되도록 제 2 필름의 1 의 단 가장자리를 접합하여, 필름체를 제조한다. 장척 부재는 1 장의 필름에 대하여 복수 형성되고, 제 2 필름은 장척 부재의 수에 따라 복수 형성된다.
이와 같이 제조된 필름체에 있어서, 필름의 양단 가장자리를 내측으로 되접어 꺾어 서로 겹친 부분과는 교차하는 부분을 접합할 때에, 제 2 필름의 다른 단 가장자리를 필름의 되접어 꺾인 부분과 접합함으로써, 저면부를 갖는 주머니체를 제조할 수 있다.
여기서, 필름은 주머니 본체의 1 쌍의 면부를 구성하고, 제 2 필름은 주머니 본체의 1 쌍의 면부에 서로 반대측에 위치하는 단 가장자리가 형성된 저면부를 구성하는 것이다. 제 2 필름의 형상은 한정되는 것은 아니지만, 예를 들어, 사각형상을 예시할 수 있다. 필름을 제 2 필름의 다른 단 가장자리와 접합하기 위해서, 제 2 필름을 미리 절곡해도 된다.
본 발명의 일 형태에 관련된 주머니체의 제조 방법은, 전술한 필름체를 공급하는 공정과, 상기 필름 중 공급 방향을 따른 상기 필름의 양단 가장자리를 상기 장척 부재가 배치되는 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부를 선상으로 형성하고, 필름을 통상으로 하는 공정과, 상기 접합부와 교차하는 횡단 방향을 따라 상기 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 저부를 형성하는 공정과, 상기 필름의 횡단 방향을 따라 접합된 부분과는 상기 장척 부재를 사이에 둔 반대측의 위치에서, 상기 저부에 대하여 평행하게 상기 필름을 절단하는 공정을 갖는다.
본 형태에 있어서, 필름체를 공급하는 공정에서는, 필름체를 장척 부재가 나열된 방향으로 이송하고, 필름을 통상으로 하는 공정에서는, 필름체를 구성하는 필름의 양측 가장자리를 각각 내측을 향하여 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부를 선상으로 형성한다. 그리고, 주머니체의 저부를 형성하는 공정에서는, 접합부와 교차하는 횡단 방향을 따라, 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 저부를 형성한다. 그리고, 당해 접합부의 장척 부재를 사이에 둔 반대측의 위치에서 필름을 절단한다.
이에 의해, 피포장물이 충전되기 전의 주머니체가 제조될 수 있다. 필름을 절단하는 공정에서 형성된 절단구로부터 피포장물을 주머니 본체의 수납 공간에 충전하고, 그 후, 당해 절단구의 근방으로서 당해 절단구를 따라 필름끼리의 근방을 접합한다.
본 형태에서는, 이상의 공정을, 필름체를 공급하면서 실시함으로써, 복수의 주머니체를 연속해서 제조할 수 있다.
여기서, 필름을 접합하는 공정에서는, 히트 시일, 초음파 시일, 접착제, 그 밖의 공지된 방법을 사용하여, 바람직하게 실시된다. 히트 시일이나 초음파 시일을 실시하는 경우에는, 시일 바나, 그 밖의 시일 장치를 사용한다.
또한, 필름을 절단하는 공정에서는, 커터 등을 사용한다.
본 발명의 일 형태에 관련된 주머니체의 제조 방법은, 전술한 필름체를 공급하는 공정과, 상기 필름 중 공급 방향을 따른 상기 필름의 양단 가장자리를 상기 장척 부재가 배치되는 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부를 선상으로 형성하고, 필름을 통상으로 하는 공정과, 상기 접합부와 교차하는 횡단 방향을 따라 상기 필름과 상기 제 2 필름 중 다른 단 가장자리를 접합하여 주머니체에 저면부를 갖는 저부를 형성하는 공정과, 상기 필름의 횡단 방향을 따라 접합된 부분과는 상기 장척 부재를 사이에 둔 반대측의 위치로서 상기 저부에 대하여 평행하게 상기 필름을 절단하는 공정을 갖는다.
본 형태에서는, 필름의 양단 가장자리를 내측으로 되접어 꺾어 서로 겹친 부분과는 교차하는 부분을 접합함과 함께, 제 2 필름의 단 가장자리를 필름의 되접어 꺾인 부분과 접합함으로써, 저면부를 갖는 주머니체를 용이하게 제조할 수 있다.
여기서, 주머니체가 자립하기 위해서는, 제 2 필름 중 미리 필름에 접합된 부분과 당해 접합된 부분과는 반대측의 부분이 필름의 서로 겹친 부분과 직교하는 방향으로 형성되는 것이 바람직하다.
또한, 필름을 통상으로 하는 공정과, 제 2 필름과 필름의 되접어 꺾인 부분을 접합하는 공정은 동시에 실시해도 되고, 시간차가 있어도 된다.
본 형태에 관련된 주머니체의 제조 방법에서는, 상기 저부를 형성하는 공정 후에, 상기 통상으로 된 필름의 내부에 피포장물을 충전하는 공정과, 상기 피포장물을 충전한 후에 상기 저부로부터 상기 접합부를 따라 떨어진 위치이고 상기 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 정상부를 형성하는 공정을 갖고, 상기 필름을 절단하는 공정은, 상기 정상부를 형성하는 공정 후에, 상기 필름 중 상기 주머니체의 정상부 또는 상기 정상부의 피포장물이 충전된 측과는 반대측에 위치하는 부분을 절단하는 구성으로 할 수 있다.
이 구성에서는, 저부를 형성한 후, 통상으로 된 필름의 내부에 피포장물을 충전한다. 장척 부재는 필름의 일면에 형성되어 있고, 되접어 꺾인 부분과 장척 부재 사이에는 간극이 있기 때문에, 이 간극을 통해서 피포장물이 필름의 내부에 충전 가능하다. 피포장물이 충전되면, 주머니체의 정상부를 형성한다. 그 때문에, 피포장물이 통상의 필름으로부터 누설되는 경우가 없다. 그리고, 정상부가 형성된 후에, 주머니체의 정상부에 상당하는 부위를 절단함으로써, 피포장물이 충전된 주머니체가 제조된다.
본 형태에서는, 복수의 장척 부재가 필름에 형성된 필름체를 장척 부재의 길이 방향과 직교하는 방향으로 보내면서 전술한 공정이 실시된다.
필름체 중 이송 방향의 선두측에 위치하는 장척 부재를 포함하는 첫번째의 주머니체를 제조하기 위해서, 먼저, 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 저부를 형성하고, 저부가 형성된 통상의 필름의 내부에 피포장물을 충전하고, 그 후, 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 정상부를 형성한다. 그리고, 선두측에 위치하는 장척 부재의 다음에 위치하는 장척 부재를 포함하는 두번째의 주머니체를 제조하기 위해서, 첫번째와 동일하게, 주머니체의 저부를 형성하고, 통상의 필름의 내부에 피포장물을 충전하고, 주머니체의 정상부를 형성한다. 또한, 여기서의 설명에 있어서, 첫번째, 두번째란 편의상 사용하는 것으로, 어느 주머니체를 첫번째로 한 경우, 다음에 제조되는 주머니체는 두번째가 되고, 필름의 단 가장자리에 형성된 길이 부재가 반드시 첫번째가 된다는 의미는 아니다.
여기서, 첫번째의 주머니체의 정상부의 형성과 두번째의 주머니체의 저부의 형성을 동시에 실시해도 되고, 두번째의 주머니체의 저부의 형성 후에, 첫번째의 주머니체의 정상부의 형성을 실시해도 된다.
주머니체를 자립시키기 위한 저면부를 주머니체에 형성하는 경우에는, 저면부에 상당하는 부분과 정상부에 상당하는 부분에서는, 필름의 겹치는 부분의 두께가 상이하다. 요컨대, 저면부를 형성하기 위해서는, 통상으로 된 필름과는 별도의 제 2 필름을 절반으로 접음과 함께 절곡되어 정렬되는 양단 가장자리가, 통상으로 된 필름의 내주면에 각각 접합한다. 이 경우, 저면부를 구성하는 부분에서는 통상이 되는 필름이 겹치는 부분이 필름 2 장분과 절반으로 접힌 제 2 필름이 겹치는 부분이 필름 2 장분이 되어, 합계 4 장분의 필름이 겹치게 된다. 이에 반하여, 자립시키기 위한 저면부를 주머니체에 형성하지 않고, 통상으로 된 필름으로부터 저부를 형성하는 경우에는, 통상으로 된 필름의 서로 대향하는 부분을 접합하기 때문에, 저부를 구성하는 부분에서는 필름 2 장분이 된다. 한편, 정상부를 형성하는 경우에는, 통상의 필름의 서로 대향하는 부분을 접합하기 때문에, 저면부의 유무에 관계없이, 필름 2 장분이 된다. 그 때문에, 저면부를 주머니체에 형성하는 경우에는, 저면부에 상당하는 부분이 필름과 제 2 필름으로 이루어져 필름의 겹치는 부분이 두꺼워지고, 정상부에 상당하는 부분에는 제 2 필름이 없기 때문에 필름의 겹치는 부분이 얇아진다. 이에 반하여, 저면부를 주머니체에 형성하지 않는 경우에는, 저부에 상당하는 부분과 정상부에 상당하는 부분은 필름이 겹치는 부분의 두께가 동일하게 된다.
그 때문에, 필름의 겹치는 부분의 두께에 따라 저부 및 정상부를 형성하기 위한 구조를 바꾼다.
저면부가 형성되지 않는 주머니체를 연속해서 제조하는 경우에는, 첫번째의 주머니체의 정상부에 상당하는 부분의 필름이 겹치는 부분의 두께와 두번째의 주머니체의 저부에 상당하는 부분의 필름이 겹치는 부분의 두께가 동일하기 때문에, 1 개의 시일 바에 의해 필름의 겹치는 부분을 접합하고, 그 접합된 영역의 중간 위치를 절단함으로써, 주머니체를 제조할 수 있다.
이에 반하여, 저면부가 형성되는 주머니체를 연속해서 제조하는 경우에는, 첫번째의 주머니체의 정상부에 상당하는 부분의 필름이 겹치는 부분의 두께에 비하여, 두번째의 주머니체의 저부에 상당하는 부분의 필름이 겹치는 부분의 두께가 두껍기 때문에, 정상부를 형성하기 위한 시일 바와, 저부를 형성하기 위한 시일 바를 따로 따로 준비하고, 이들 시일 바로 접합된 부분의 사이를 절단하여 주머니체를 제조할 수 있다.
본 발명의 일 형태에 관련된 주머니체의 제조 방법은, 장척상의 인열 유도편과 상기 인열 유도편의 길이 방향을 따라 형성된 띠상 기부를 갖는 장척 부재를, 상기 장척 부재의 길이 방향의 길이에 대하여 2 배를 초과하는 폭 방향의 길이를 갖는 필름에, 상기 인열 유도편이 필름측으로 상기 띠상 기부가 상기 필름측과는 반대측이 되는 위치에서 길이 방향을 따라 송출하여, 상기 장척 부재를 상기 필름의 일면에 형성하는 공정과, 상기 필름에 상기 인열 유도편을 잡을 수 있는 손잡이부를 형성하는 공정과, 상기 필름의 일면에 상기 손잡이부를 보호 부재로 덮는 공정과, 상기 필름의 양단 가장자리를 상기 장척 부재가 배치되는 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부를 선상으로 형성하고, 필름을 통상으로 하는 공정과, 상기 접합부와 교차하는 횡단 방향을 따라 상기 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 저부를 형성하는 공정과, 상기 통상으로 된 필름의 내부에 피포장물을 충전하는 공정과, 상기 피포장물을 충전한 후에 상기 저부로부터 상기 접합부를 따라 멀어진 위치이고 상기 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 정상부를 형성하는 공정과, 상기 필름 중 상기 주머니체의 정상부 또는 상기 정상부의 상기 피포장물이 충전된 측과는 반대측에 위치하는 부분을 절단하는 공정을 갖고, 상기 손잡이부를 형성하는 공정은, 상기 띠상 기부와 상기 필름을 관통하는 절단선에 의해 외측 가장자리를 형성하는 공정과, 상기 손잡이부의 상기 절단선의 양단에 인접하는 지점에, 상기 인열 유도편의 폭 방향을 횡단하도록 상기 띠상 기부를 절단하는 절단 영역을 형성하는 공정을 갖고, 상기 손잡이부를 보호 부재로 덮는 공정은, 상기 보호 부재를 상기 필름의 일면에 접합한다.
본 형태에서는, 각 공정을 실시하기 위한 장치를 소정 간격 떨어트려 각 스테이지에 배치하고, 이들 장치가 순차적으로 작동할 수 있도록 필름을 보내면서 주머니체를 제조할 수 있다.
먼저, 장척 부재를 필름에 형성하는 공정을 실시한다. 그 때문에, 인열 유도편 및 띠상 기부로부터 장척 부재를 성형해 두고, 장척 부재 중 인열 유도편이 필름측에, 띠상 기부가 필름 반대측이 되도록 필름의 일면에 송출하여, 장척 부재를 필름에 형성한다. 장척 부재를 필름에 형성하기 위해서는, 예를 들어, 시일 바를 사용해도 된다.
그리고, 필름을 보내, 필름에 형성된 장척 부재를 다음 스테이지로 이동시켜, 손잡이부를 형성하는 공정을 실시한다. 먼저, 띠상 기부와 필름을 관통하는 절단선을 형성하여 외측 가장자리를 형성하고, 띠상 기부를 절단하는 절단 영역을 형성한다. 이 공정에서는, 절단선은 관통날을 이용하고 절단 영역은 절입날을 사용해도 된다. 절단선에 의해 외측 가장자리를 형성하는 공정과 절단 영역을 형성하는 공정은, 전자를 먼저 실시하고, 후자를 그 후에 실시해도 되고, 그 반대여도 되고, 또한, 동시에 실시해도 된다.
그리고, 필름을 보내, 손잡이부가 형성된 장척 부재를 다음 스테이지로 이동시킨다. 먼저, 손잡이부를 보호 부재로 덮는다. 그 때문에, 보호 부재를 손잡이부 상에 배치하고, 그 후, 보호 부재를 필름 등에 접합한다.
또한, 장척 부재가 형성된 필름을 보내, 접합부를 형성하고, 접합부와 교차하는 횡단 방향을 따라 주머니체의 저부를 형성하고, 피포장물을 충전한 후, 주머니체의 정상부를 형성한다.
본 발명의 일 형태에 관련된 주머니체의 제조 방법은, 띠상 기부 및 상기 띠상 기부에 연속하는 제 1 걸어 맞춤부를 갖는 제 1 부재와, 띠상체 및 상기 띠상체에 연속해서 상기 제 1 걸어 맞춤부에 걸어 맞춤 가능한 제 2 걸어 맞춤부를 갖는 제 2 부재를 갖고, 상기 제 1 걸어 맞춤부와 상기 제 2 걸어 맞춤부를 걸어 맞춤시킨 상태에 있어서, 상기 띠상 기부의 폭 방향의 길이가 상기 띠상체보다 폭 방향의 일단측으로 돌출되어 길게 연장된 장척상의 지퍼 테이프와, 상기 띠상 기부의 상기 제 1 걸어 맞춤부가 있는 측의 면에 상기 띠상 기부의 길이 방향을 따라 형성된 장척상의 인열 유도편을 구비한 장척 부재를, 상기 장척 부재의 길이 방향의 길이에 대하여 2 배를 초과하는 폭 방향의 길이를 갖는 필름에, 상기 인열 유도편이 필름측에 상기 띠상 기부가 상기 필름측과는 반대측이 되는 위치에서 길이 방향을 따라 송출하여, 상기 장척 부재를 상기 필름의 일면에 형성하는 공정과, 상기 필름에 상기 인열 유도편을 잡을 수 있는 손잡이부를 형성하는 공정과, 상기 필름의 일면에 상기 손잡이부를 보호 부재로 덮는 공정과, 상기 필름의 양단 가장자리를 상기 장척 부재가 배치되는 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부를 선상으로 형성하여, 필름을 통상으로 하는 공정과, 상기 접합부와 교차하는 횡단 방향을 따라 상기 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 저부를 형성하는 공정과, 상기 통상으로 된 필름의 내부에 피포장물을 충전하는 공정과, 상기 피포장물을 충전한 후에 상기 저부로부터 상기 접합부를 따라 멀어진 위치로서 상기 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 정상부를 형성하는 공정과, 상기 필름 중 상기 주머니체의 정상부 또는 상기 정상부의 상기 피포장물이 충전된 측과는 반대측에 위치하는 부분을 절단하는 공정을 갖고, 상기 손잡이부를 형성하는 공정은, 상기 띠상 기부와 상기 필름을 관통하는 절단선에 의해 외측 가장자리를 형성하는 공정과, 상기 손잡이부의 상기 절단선의 양단에 인접하는 지점에, 상기 인열 유도편의 폭 방향을 횡단하도록 상기 띠상 기부를 절단하는 절단 영역을 형성하는 공정을 갖고, 상기 손잡이부를 보호 부재로 덮는 공정은, 상기 보호 부재를 상기 필름의 일면에 접합한다.
본 형태에서는, 공정을 실시하기 위한 장치를 소정 간격 떨어트려 각 스테이지에 배치하고, 이들 장치가 순차적으로 작동할 수 있도록 필름을 보내면서 주머니체를 제조할 수 있다.
먼저, 장척 부재를 필름에 형성하는 공정을 실시한다. 그 때문에, 인열 유도편 및 지퍼 테이프로부터 장척 부재를 성형해 두고, 장척 부재 중 인열 유도편이 필름측에, 띠상 기부가 필름 반대측이 되도록 필름의 일면에 송출하여, 장척 부재를 필름에 형성한다. 장척 부재를 필름에 형성하는 순서, 그 후 실시하는 각 순서는, 전술한 주머니체의 제조 방법과 동일하다.
본 형태의 주머니체의 제조 방법에서는, 상기 인열 유도편 및 상기 필름의 상기 손잡이부는 상이한 위치에, 상기 필름과 상기 인열 유도편을, 상기 인열 유도편의 폭 방향을 횡단하도록 절단하여 절단부를 형성하는 구성으로 할 수 있다.
이 구성에서는, 전술한 공정에 절단부를 형성하는 공정을 추가함으로써, 주머니체의 개구가 형성되는 위치를 제어할 수 있는 주머니체를 제조할 수 있다.
이와 같이, 제조된 주머니체에서는, 손잡이부를 인장하면, 인열 유도편이 필름을 인열하면서 개구가 형성된다. 인장되는 인열 유도편이 절단부에 이르렀을 때에, 필름과 인열 유도편이 절단되어 있기 때문에, 그 이상, 필름이 인열되지 않게 된다.
여기서, 띠상 기부 중 인열 유도편을 덮는 부분을 찌그러뜨려, 절단부를 봉지해도 된다.
도 1 은 본 발명의 제 1 실시형태에 관련된 주머니체의 정면도이다.
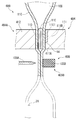
도 2 는 도 1 의 2-2 선을 따른 단면도이다.
도 3 은 도 1 의 3-3 선을 따른 단면도이다.
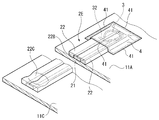
도 4 는 주머니체의 손잡이부의 주변을 나타내는 분해 사시도이다.
도 5 는 주머니체의 절단부의 주변을 나타내는 분해 사시도이다.
도 6 은 롤상으로 권부된 필름체를 나타내는 사시도이다.
도 7 은 필름체를 사용하여 주머니체를 제조하는 장치의 개략 사시도이다.
도 8 은 접합 장치 및 절단 장치의 단면도이다.
도 9 는 필름체를 이용하지 않고 주머니체를 제조하는 장치의 개략 사시도이다.
도 10A 는 손잡이부 설치 장치의 개략을 나타내는 단면도이다.
도 10B 는 손잡이부 설치 장치의 개략을 나타내는 평면도이다.
도 11 은 보호 부재 설치 장치 및 절단부 형성 장치의 개략을 나타내는 도면이다.
도 12 는 피포장물이 충전되기 전의 주머니체를 제조하는 장치를 나타내는 것으로, 도 8 에 상당하는 도면이다.
도 13 은 본 발명의 제 2 실시형태에 관련된 주머니체의 정면도이다.
도 14 는 롤상으로 권부된 필름체를 나타내는 사시도이다.
도 15 는 필름체를 사용하여 주머니체를 제조하는 장치의 개략 사시도이다.
도 16 은 접합 장치 및 절단 장치의 단면도이다.
도 17 은 필름체를 이용하지 않고 주머니체를 제조하는 장치의 개략 사시도이다.
도 18 은 피포장물이 충전되기 전의 주머니체를 제조하는 장치를 나타내는 것으로, 도 16 에 상당하는 도면이다.
도 19 는 본 발명의 제 3 실시형태에 관련된 주머니체의 주요부 단면을 나타내는 것으로 도 3 에 대응하는 도면이다.
도 20 은 주머니체의 손잡이부의 주변을 나타내는 분해 사시도이다.
도 21 은 주머니체의 절단부의 주변을 나타내는 분해 사시도이다.
도 22 는 본 발명의 제 4 실시형태에 관련된 주머니체의 정면도이다.
도 23 은 본 발명의 제 5 실시형태에 관련된 주머니체의 정면도이다.
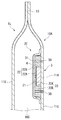
도 24 는 도 23 의 24-24 선을 따른 단면도이다.
도 25 는 장척 부재의 주요부를 나타내는 사시도이다.
도 26 은 주머니체의 손잡이부의 주변을 나타내는 분해 사시도이다.
도 27 은 주머니체의 절단부의 주변을 나타내는 분해 사시도이다.
도 28 은 본 발명의 변형예에 관련된 주머니체의 주요부를 나타내는 것으로, 도 24 에 상당하는 도면이다.
도 29 는 주머니체의 손잡이부의 주변을 나타내는 분해 사시도이다.
도 30 은 본 발명의 다른 변형예에 관련된 필름체를 나타내는 것으로, 도 6 에 상당하는 도면이다.
도 2 는 도 1 의 2-2 선을 따른 단면도이다.
도 3 은 도 1 의 3-3 선을 따른 단면도이다.
도 4 는 주머니체의 손잡이부의 주변을 나타내는 분해 사시도이다.
도 5 는 주머니체의 절단부의 주변을 나타내는 분해 사시도이다.
도 6 은 롤상으로 권부된 필름체를 나타내는 사시도이다.
도 7 은 필름체를 사용하여 주머니체를 제조하는 장치의 개략 사시도이다.
도 8 은 접합 장치 및 절단 장치의 단면도이다.
도 9 는 필름체를 이용하지 않고 주머니체를 제조하는 장치의 개략 사시도이다.
도 10A 는 손잡이부 설치 장치의 개략을 나타내는 단면도이다.
도 10B 는 손잡이부 설치 장치의 개략을 나타내는 평면도이다.
도 11 은 보호 부재 설치 장치 및 절단부 형성 장치의 개략을 나타내는 도면이다.
도 12 는 피포장물이 충전되기 전의 주머니체를 제조하는 장치를 나타내는 것으로, 도 8 에 상당하는 도면이다.
도 13 은 본 발명의 제 2 실시형태에 관련된 주머니체의 정면도이다.
도 14 는 롤상으로 권부된 필름체를 나타내는 사시도이다.
도 15 는 필름체를 사용하여 주머니체를 제조하는 장치의 개략 사시도이다.
도 16 은 접합 장치 및 절단 장치의 단면도이다.
도 17 은 필름체를 이용하지 않고 주머니체를 제조하는 장치의 개략 사시도이다.
도 18 은 피포장물이 충전되기 전의 주머니체를 제조하는 장치를 나타내는 것으로, 도 16 에 상당하는 도면이다.
도 19 는 본 발명의 제 3 실시형태에 관련된 주머니체의 주요부 단면을 나타내는 것으로 도 3 에 대응하는 도면이다.
도 20 은 주머니체의 손잡이부의 주변을 나타내는 분해 사시도이다.
도 21 은 주머니체의 절단부의 주변을 나타내는 분해 사시도이다.
도 22 는 본 발명의 제 4 실시형태에 관련된 주머니체의 정면도이다.
도 23 은 본 발명의 제 5 실시형태에 관련된 주머니체의 정면도이다.
도 24 는 도 23 의 24-24 선을 따른 단면도이다.
도 25 는 장척 부재의 주요부를 나타내는 사시도이다.
도 26 은 주머니체의 손잡이부의 주변을 나타내는 분해 사시도이다.
도 27 은 주머니체의 절단부의 주변을 나타내는 분해 사시도이다.
도 28 은 본 발명의 변형예에 관련된 주머니체의 주요부를 나타내는 것으로, 도 24 에 상당하는 도면이다.
도 29 는 주머니체의 손잡이부의 주변을 나타내는 분해 사시도이다.
도 30 은 본 발명의 다른 변형예에 관련된 필름체를 나타내는 것으로, 도 6 에 상당하는 도면이다.
본 발명의 실시형태를 도면에 기초하여 설명한다.
각 실시형태의 설명에 있어서, 동일 구성 요소는 동일 부호를 부여하고 설명을 생략한다.
[제 1 실시형태]
도 1 내지 도 12 에 기초하여, 제 1 실시형태를 설명한다.
제 1 실시형태에 관련된 주머니체 (1A) 를 도 1 내지 도 5 에 기초하여 설명한다.
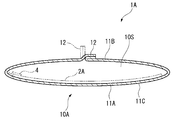
도 1 에는, 주머니체 (1A) 의 전체 구성이 나타나 있다. 도 2 에는, 주머니체 (1A) 의 단면이 나타나 있다.
(주머니체 (1A) 의 전체 구성)
도 1 및 도 2 에 있어서, 주머니체 (1A) 는, 주머니 본체 (10A) 와, 주머니 본체 (10A) 에 형성된 장척 부재 (2A) 와, 손잡이부 (3) 와, 보호 부재 (4) 를 구비하고 있다.
(주머니 본체 (10A))
주머니 본체 (10A) 는, 1 장의 필름 (11C) 의 양단 가장자리로부터 소정 치수의 위치를 경계로 각각 내측으로 되접어 꺾여 형성되고, 서로 대향하는 1 쌍의 면부 (11A, 11B) (도 1 에서는 면부 (11A) 만 나타낸다) 와, 필름 (11C) 의 되접어 꺾어 서로 겹친 부분을 선상으로 접합하여 형성된 접합부 (12) 와, 접합부 (12) 에 각각 직교하여 형성된 정상부 (13) 및 저부 (14) 를 갖는다.
제 1 면부 (11A) 는, 접합부 (12) 가 형성되어 있지 않은 부분이고, 제 2 면부 (11B) 는, 접합부 (12) 가 형성된 부분이다.
접합부 (12) 는, 필름 (11C) 이 배첩된 부분이다. 접합부 (12) 는, 도 2 에서 나타내는 바와 같이, 필름 (11C) 의 동일한 면끼리를 접합하는 합장첩이어도 되고, 또는, 필름 (11C) 의 상이한 면을 접합하는 봉통첩 (도시 생략) 이어도 된다.
주머니 본체 (10A) 의 내부 공간이 피포장물 (O) (도 8 참조) 을 수납하는 수납 공간 (10S) 으로 되어 있다.
필름 (11C) 은, 열 가소성 수지로 형성된 필름을 사용할 수 있다. 열 가소성 수지로는, 저밀도 폴리에틸렌 (LDPE), 직사슬형 저밀도 폴리에틸렌 (LLDPE), 및 폴리프로필렌 (PP) 등을 사용할 수 있다. PP 로는, 호모 폴리프로필렌 (HPP), 랜덤 폴리프로필렌 (RPP) 및 블록 폴리프로필렌 (BPP) 의 어느 것이어도 된다.
정상부 (13) 와 저부 (14) 는, 각각 1 쌍의 면부 (11A, 11B) 의 내면이 서로 접합된다.
(장척 부재 (2A))
장척 부재 (2A) 의 구체적인 구성이 도 3 내지 도 5 에 나타나 있다. 도 3 및 도 4 에는, 장척 부재 (2A) 중 손잡이부 (3) 의 주변이 나타나 있다.
도 3 및 도 4 에 있어서, 장척 부재 (2A) 는, 제 1 면부 (11A) 에 접합된 인열 유도편 (21) 과, 지퍼 테이프 (6) 를 구비하고 있다.
인열 유도편 (21) 의 길이 방향과 직교하는 평면 내에서의 단면 형상은, 도면에서는 장방형이지만, 본 실시 형태에서는, 단면 장방형에 한정되는 것이 아니고, 예를 들어, 단면 삼각형이나 단면 반원형이어도 되고, 나아가, 끈상으로 형성되는 것이어도 된다.
지퍼 테이프 (6) 는, 띠상 기부 (601) 및 띠상 기부 (601) 에 연속하는 제 1 걸어 맞춤부 (611) 를 갖는 제 1 부재 (61) 와, 띠상체 (602) 및 띠상체 (602) 에 연속하는 제 2 걸어 맞춤부 (612) 를 갖는 제 2 부재 (62) 를 구비한다.
제 1 걸어 맞춤부 (611) 와 제 2 걸어 맞춤부 (612) 는 서로 걸어 맞춤 가능하고, 제 1 걸어 맞춤부 (611) 와 제 2 걸어 맞춤부 (612) 를 걸어 맞춤시킨 상태에 있어서, 띠상 기부 (601) 의 폭 방향의 길이가, 띠상체 (602) 보다, 폭 방향의 일단측, 요컨대, 정상부측으로 돌출되어 길게 연장되어 있다. 띠상 기부 (601) 의 연장된 부위가 제 1 걸어 맞춤부 (611) 가 있는 쪽의 면에서, 띠상체 (602) 가 제 2 걸어 맞춤부 (612) 가 없는 쪽의 면에서, 각각 제 1 면부 (11A) 에 접합되어 있다.
도 3 및 도 4 에서는, 제 1 걸어 맞춤부 (611) 는 자부이고, 제 2 걸어 맞춤부 (612) 는 자부와 걸어 맞춤되는 웅부이지만, 제 1 걸어 맞춤부 (611) 를 자부로 하고, 제 2 걸어 맞춤부 (612) 를 자부로 해도 된다.
또한, 제 1 걸어 맞춤부 (611) 와 제 2 걸어 맞춤부 (612) 는 1 쌍만 나타나 있지만, 복수 쌍을 형성하는 것이어도 된다.
또한, 제 1 걸어 맞춤부 (611) 및 제 2 걸어 맞춤부 (612) 로서, 자부와 웅부의 조합 외에, 서로 걸어 맞춤되는 1 쌍의 훅상부 (611B, 612B) 를 구비하여 구성해도 된다 (도 3 의 상상선 참조). 제 1 걸어 맞춤부 (611) 및 제 2 걸어 맞춤부 (612) 를, 자부와 웅부로 이루어지는 쌍과, 2 개의 훅상부 (611B, 612B) 의 쌍을 혼재시켜 구성하는 경우에는, 훅상부 (611B, 612B) 를, 웅부 및 자부를 사이에 두고 띠상 기부 (601) 의 연장된 측과는 반대측에 배치하고, 훅상부 (611B) 를, 띠상 기부 (601) 의 연장된 측을 향하도록 하고, 훅상부 (612B) 를, 저부 (14) 를 향하도록 한다. 웅부와 자부를 걸어 맞춤시킨 상태에 있어서, 띠상 기부 (601) 의 연장된 측을 도 3 중 상방으로 인장하고, 띠상체 (602) 를 도 3 중 하방으로 인장하면, 띠상 기부 (601) 와 띠상체 (602) 가 평면 내에서 서로 멀어지는 방향으로 힘 (전단력) 이 가해져, 훅상부 (611B) 와 훅상부 (612B) 는 인장하는 힘에 비례하여 서로 강하게 걸어 맞춤됨과 함께, 웅부 및 자부의 걸어 맞춤에 의해, 강고한 걸어 맞춤 상태가 얻어진다. 이에 반하여, 웅부와 자부를 걸어 맞춤시킨 상태에 있어서, 띠상 기부 (601) 중 연장된 측과 띠상체 (602) 중 당해 연장된 측과 대향하는 부분을 서로 멀어지도록 인장하면, 웅부와 자부의 걸어 맞춤이 해제됨과 함께, 훅상부 (611B, 612B) 끼리의 걸어 맞춤이 해제된다.
띠상 기부 (601) 는, 인열 유도편 (21) 의 길이 방향을 따라 제 2 면부 (11B) 와 인열 유도편 (21) 사이에 배치되어 있다.
인열 유도편 (21) 과 지퍼 테이프 (6) 를 형성하는 재료는, 서로 비상용성의 수지가 선택된다. 비상용성의 수지로는, 저밀도 폴리에틸렌계와 랜덤 폴리프로필렌계의 조합이 바람직하다. 구체적으로는, 저밀도 폴리에틸렌 (LDPE)/랜덤 폴리프로필렌 (RPP), 직사슬형 저밀도 폴리에틸렌 (LLDPE)/RPP (일부, m-LL 도 포함한다), LDPE/호모 폴리프로필렌 (HPP), LLDPE/HPP (일부, m-LL 도 포함한다), LDPE/폴리스티렌 (PS), LLDPE/PS (m-LL 도 포함한다), RPP/PS, HPP/PS, LDPE/폴리에틸렌테레프탈레이트 (PET), LLDPE/PET, RPP/PET, HPP/PET, PS/PET, LDPE/나일론 (Ny), LLDPE/Ny, RPP/Ny, HPP/Ny, PS/Ny 등을 들 수 있다. 그 때문에, 지퍼 테이프 (6) 의 띠상 기부 (601) 와 인열 유도편 (21) 은 접합 계면에서 계면 박리한다.
(손잡이부 (3))
손잡이부 (3) 는, 인열 유도편 (21) 을 잡을 수 있는 것으로, 장척 부재 (2A) 의 길이 방향의 일단부에 형성되어 있다.
손잡이부 (3) 는, 띠상 기부 (601) 및 인열 유도편 (21) 의 길이 방향의 일단부와, 제 1 면부 (11A) 를 관통하는 절단선 (30) 에 의해 형성된 외측 가장자리 (31) 를 갖는다. 요컨대, 손잡이부 (3) 는, 외측 가장자리 (31) 로 구획된 영역 내에 있어서, 띠상 기부 (601), 인열 유도편 (21) 및 제 1 면부 (11A) 로 구성된다.
외측 가장자리 (31) 는, 그 개구가 장척 부재 (2B) 의 타단측을 향한 C 형 형상이다. 외측 가장자리 (31) 의 형상은, 손잡이부 (3) 의 외주 형상을 구획하는 것이면, 특별히 제한은 없고, C 형 형상에 더하여, 반원 형상의 임의의 형상으로 할 수 있다. 도 3 및 도 4 에서는, 절단선 (30) 이 인열 유도편 (21) 에도 형성되어 있지만, 절단선 (30) 으로 형성되는 C 형 형상의 위치를 인열 유도편 (21) 의 길이 방향으로 어긋나게 함으로써, 인열 유도편 (21) 에 절단선 (30) 을 형성하지 않아도 되게 된다.
손잡이부 (3) 의 절단선 (30) 의 양단으로서 장척 부재 (2A) 의 타단부측에 인접하는 지점에는, 인열 유도편의 폭 방향을 횡단하도록 띠상 기부 (601) 를 절단하는 절단 영역 (32) 이 형성되어 있다.
절단 영역 (32) 은, 절단선 (30) 보다 띠상 기부 (22) 의 타단측에 배치되어 있다. 절단 영역 (32) 은, 도 4 에서는, 절단선 (30) 으로부터 떨어져 배치되어 있지만, 절단선 (30) 과 연속해서 배치된 것이어도 된다.
(보호 부재 (4))
제 1 면부 (11A) 의 띠상 기부 (601) 가 형성된 측에는 손잡이부 (3) 를 덮는 보호 부재 (4) 가 형성되어 있다.
보호 부재 (4) 는, 사각형상의 합성 수지제의 필름으로 구성된다. 본 실시 형태에서는, 보호 부재 (4) 는, 손잡이부 (3) 를 덮고, 손잡이부 (3) 의 외측 가장자리 (31) 를 형성하는 절단선 (30) 을 통한 주머니체 (1A) 의 수납 공간 (10S) 과 주머니체 (1A) 의 외부 공간의 연통을 저지할 수 있는 것이면, 그 재질이나 형상은 한정되지 않는다. 예를 들어, 보호 부재 (4) 의 형상은 원형, 타원형, 삼각형, 그 밖의 형상이어도 된다. 보호 부재 (4) 는, 그 외주연이 제 1 면부 (11A) 와 띠상 기부 (601) 에 접합되어 있고, 그 전체면에 걸쳐 제 1 면부 (11A) 와 띠상 기부 (601) 에 접합되는 것은 아니다.
(절단부 (33))
도 1 에 있어서, 인열 유도편 (21) 및 제 1 면부 (11A) 의 손잡이부 (3) 와는 상이한 위치, 예를 들어, 장척 부재 (2A) 의 길이 방향의 타단부에는, 절단부 (33) 가 형성되어 있다.
절단부 (33) 의 구체적인 구성이 도 5 에 나타나 있다.
도 5 에 있어서, 절단부 (33) 는, 제 1 면부 (11A) 및 인열 유도편 (21) 을 인열 유도편 (21) 의 폭 방향을 횡단하도록 형성되어 있다. 또한, 절단부 (33) 는 띠상 기부 (601) 에는 형성되어 있지 않다.
절단부 (33) 를 봉지하는 구조로서, 띠상 기부 (601) 를 제 1 면부 (11A) 의 내측 및 외측으로부터 압력을 가하는 것으로 해도 된다. 예를 들어, 띠상 기부 (601) 를 제 1 면부 (11A) 를 향하여 눌러 찌그러뜨리는 것이어도 된다. 또한, 부호 22C 는 눌러 찌그러진 흔적을 나타낸다.
(주머니체 (1A) 의 개봉)
이상의 구성의 주머니체 (1A) 에서는, 수납 공간 (10S) 에 피포장물을 수납한 후, 주머니체 (1A) 의 개봉을 위해서, 손잡이부 (3) 를 제 2 면부 (11B) 로부터 멀어지도록 인장하면, 띠상 기부 (601) 가 잡아 찢겨 저항을 일으키지만, 띠상 기부 (601) 가 절단 영역 (32) 에 의해 파단된 후에는, 저항이 작아진다. 또한, 손잡이부 (3) 를 계속 인장하면, 인열 유도편 (21) 은 띠상 기부 (601) 로부터 멀어져 제 1 면부 (11A) 를 인열하게 되고, 주머니체 (1A) 가 인열 유도편 (21) 의 길이 방향을 따라 개봉된다. 그리고, 주머니체 (1A) 의 개봉이 절단부 (33) 에 이르렀을 때에, 제 1 면부 (11A) 와 인열 유도편 (21) 이 절단되어 있기 때문에, 그 이상, 제 1 면부 (11A) 가 인열되지 않게 된다.
(필름체 (5A))
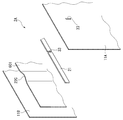
다음으로, 필름체 (5A) 에 대하여, 도 6 에 기초하여 설명한다.
도 6 에는, 롤상으로 감아 넣은 필름체 (5A) 의 전체 구성이 나타나 있다.
도 6 에 있어서, 필름체 (5A) 는, 전술한 주머니체 (1A) 에 있어서, 접합부 (12), 정상부 (13) 및 저부 (14) 를 형성하기 전의 주머니체가 연속해서 형성된 것이다.
필름체 (5A) 는, 필름 (11C) 의 일방의 면에, 필름 (11C) 의 조출 (繰出) 방향과는 직교하는 방향을 따라 장척 부재 (2B) 가 서로 평행하게 복수가 형성된 구조이다.
(주머니체의 제조 장치 및 제조 방법)
다음으로, 제 1 실시형태에 관련된 주머니체의 제조 장치 및 제조 방법을 도 7 내지 도 12 에 기초하여 설명한다.
{필름체 (5A) 를 사용한 주머니체의 제조 장치 (100) 및 제조 방법}
먼저, 필름체 (5A) 를 사용하여 주머니체를 제조하는 장치 및 방법을 도 7 및 도 8 에 기초하여 설명한다.
도 7 에는 주머니체의 제조 장치 (100) 의 전체 구성이 나타나 있다.
도 7 에 있어서, 주머니체의 제조 장치 (100) 는, 필름체 (5A) 를 사용하여 피포장물이 충전된 주머니체 (1A) 를 복수 연속해서 제조하는 장치이다.
주머니체의 제조 장치 (100) 는, 필름체 (5A) 를 공급하는 공급 기구 (101) 와, 필름체 (5A) 의 필름 (11C) 의 양단 가장자리를 되접어 꺾어 중합하는 원통 포머 (102) 와, 필름 (11C) 의 중합된 양단 가장자리를 접합하여 접합부 (12) 를 형성하는 배첩 시일 장치 (103) 와, 접합부 (12) 가 형성된 필름체 (5A) 의 필름 (11C) 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합부 (12) 와 직교하는 횡단 방향을 따라 접합하는 접합 장치 (104) 와, 접합 장치 (104) 의 하방에 배치된 절단 장치 (105) 와, 양단 가장자리가 중합된 필름체 (5A) 를 접합 장치 (104) 에 보내는 이송 벨트 (106) 와, 주머니체 내부에 피포장물을 충전하는 피포장물 충전 장치 (107) 를 구비한다.
원통 포머 (102) 는 상하로 연장되어 배치되고, 접합 장치 (104) 및 절단 장치 (105) 는 원통 포머 (102) 의 하방에 배치되어 있다. 또한, 도 7 에서는, 접합 장치 (104) 와 절단 장치 (105) 는, 편의상, 근접하여 도시하고 있다.
접합 장치 (104) 및 절단 장치 (105) 의 구체적인 구성이 도 8 에 나타나 있다.
도 8 에 있어서, 접합 장치 (104) 는, 주머니체 (1A) 의 저부 (14) 를 형성하기 위한 저부 형성부 (104A) 와, 주머니체 (1A) 의 정상부 (13) 를 형성하기 위한 정상부 형성부 (104B) 를 구비하고 있다. 저부 형성부 (104A) 와 정상부 형성부 (104B) 는 일체로 형성되어 있고, 저부 형성부 (104A) 와 정상부 형성부 (104B) 사이에 형성된 스페이스 (108S) 에 절단 장치 (105) 가 배치되어 있다.
정상부 형성부 (104B) 와 정상부 형성부 (104B) 는, 각각 시일 바 (108A, 108B) 를 갖는 것으로, 시일 바 (108B) 는, 저부 형성부 (104A) 와 정상부 형성부 (104B) 에서 일체화되어 있다. 시일 바 (108A) 와 시일 바 (108B) 는, 주머니체의 저부 (14) 및 정상부 (13) 를 형성할 때에는 서로 근접하여 필름 (11C) 을 압압하고, 필름 (11C) 을 하강시킬 때에는 서로 이반한다.
절단 장치 (105) 는, 필름체 (5A) 의 이송 방향의 선두측에 위치하는 주머니체의 정상부 (13) 와 다음에 위치하는 주머니체의 저부 (14) 사이를 절단하는 것으로, 커터 (105A) 와, 커터 수용 부재 (105B) 를 갖는다. 커터 수용 부재 (105B) 는 고무 등으로 형성되어 있다.
도 7 에서 나타내는 주머니체의 제조 장치 (100) 로 주머니체를 제조하는 방법을 설명한다.
먼저, 공급 기구 (101) 에 의해, 필름체 (5A) 를 원통 포머 (102) 에 공급한다. 원통 포머 (102) 에 공급된 필름체 (5A) 는 필름 (11C) 의 양단 가장자리가 장척 부재 (2A) 가 배치되는 내측에 되접어 꺾여 일부가 서로 겹친다. 필름 (11C) 의 서로 겹친 부분을 배첩 시일 장치 (103) 로 접합하여 접합부 (12) 를 선상으로 형성하여, 필름 (11C) 를 통상으로 한다.
그리고, 저부 형성부 (104A) 에 의해, 접합부 (12) 와 직교하는 횡단 방향을 따라 필름 (11C) 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 저부 (14) 를 직선상으로 형성한다.
그 후, 피포장물 충전 장치 (107) 에 의해 통상으로 된 필름 (11C) 의 내부에 피포장물 (O) 을 충전한다.
피포장물 (O) 이 충전되면, 통상으로 된 필름 (11C) 을 하방의 소정 위치까지 보내고, 정상부 형성부 (104B) 에 의해, 필름 (11C) 에 정상부 (13) 를 형성한다.
여기서, 저부 형성부 (104A) 및 정상부 형성부 (104B) 는 일체로 되어 있기 때문에, 필름 (11C) 의 공급 방향의 선두측의 주머니체 (1A) 의 정상부 (13) 와 다음의 주머니체 (1A) 의 저부 (14) 는 동시에 형성된다.
그리고, 절단 장치 (105) 에 의해, 정상부 (13) 위에 위치하는 필름 (11C) 을 절단한다.
이상의 공정을 반복함으로써, 피포장물 (O) 이 충전된 주머니체 (1A) 가 연속해서 제조된다.
{필름체를 이용하지 않는 경우의 주머니체의 제조 장치 (200) 및 제조 방법}
다음으로, 필름체를 이용하지 않고 주머니체를 제조하는 장치 및 방법을 도 9 내지 도 11 에 기초하여 설명한다.
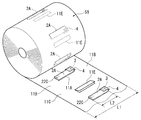
도 9 에는, 필름체를 이용하지 않고 주머니체를 제조하는 장치의 개략이 나타나 있다.
도 9 에 있어서, 제조 장치 (200) 는, 장척 부재 (2A) 를 필름 (11C) 에 장착하는 장척 부재 장착 장치 (201) 와, 필름 (11C) 에 손잡이부 (3) 를 형성하는 손잡이부 설치 장치 (202) 와, 손잡이부 (3) 를 보호 부재 (4) 로 덮는 보호 부재 설치 장치 (203) 와, 장척 부재 (2A) 에 절단부 (33) 를 형성하는 절단부 형성 장치 (204) 와, 도 7 에서 나타내는 원통 포머 (102), 배첩 시일 장치 (103), 접합 장치 (104), 절단 장치 (105), 이송 벨트 (106) 및 피포장물 충전 장치 (107) 를 구비한다.
장척 부재 장착 장치 (201) 는, 장척 부재 (2A) 를 필름 (11C) 상에 공급하는 장척 부재 공급 기구 (205) 와, 필름 (11C) 상에 공급된 장척 부재 (2A) 를 필름 (11C) 에 접합하는 장척 부재 접합 기구 (206) 를 갖는다.
장척 부재 공급 기구 (205) 는, 미리, 압출 성형 등에 의해 형성된 장척 부재 (2A) 를, 인열 유도편 (21) 이 필름 (11C) 측이 되도록, 길이 방향을 따라 송출하는 것이다.
장척 부재 접합 기구 (206) 는, 인열 유도편 (21) 과, 띠상체 (602) 와, 띠상 기부 (601) 의 일부를 필름 (11C) 에 접합하는 것으로 (도 3 참조), 필름 (11C) 및 장척 부재 (2A) 를 사이에 두고 대향 배치되는 1 쌍의 시일 바 (206A, 206B) 를 갖는다. 이들 시일 바 (206A, 206B) 는, 장척 부재 (2A) 를 필름 (11C) 에 접합할 때에는, 서로 근접하고, 접합이 종료되면, 서로 이반한다. 시일 바 (206A, 206B) 는, 히트 시일, 초음파 시일, 그 밖의 시일 수단으로 구성되어 있다. 또한, 인열 유도편 (21) 과, 띠상체 (602) 와, 띠상 기부 (601) 의 일부를 필름 (11C) 에 접합할 때에, 접착제를 사용해도 되는데, 이 경우에는, 소정 지점에 미리 접착제를 도포해 두고, 1 쌍의 바로 압압하는 것이어도 된다.
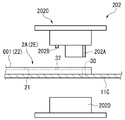
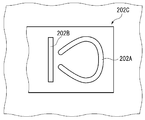
손잡이부 설치 장치 (202) 의 구체적인 구성이 도 10A 및 도 10B 에 나타나 있다.
도 10A 에 나타내는 바와 같이, 손잡이부 설치 장치 (202) 는, 관통날 (202A) 및 관통날 (202A) 에 대한 절단 심도를 조정한 절입날 (202B) 을 갖는 칼날부 (202C) 와, 칼날부 (202C) 를 수용하는 수용대 (202D) 를 갖는 절단 유닛이다.
관통날 (202A) 은, 인열 유도편 (21) 과 띠상 기부 (601) 와 필름 (11C) 을 관통하여 절단선 (30) 을 형성하는 날이다. 절입날 (202B) 은, 인열 유도편 (21) 과 띠상 기부 (601) 가 접합하는 지점에서, 인열 유도편 (21) 을 관통시키지 않고 띠상 기부 (601) 만을 절단하도록, 관통날 (202A) 에 대한 절단 심도를 조정한 날이다. 관통날 (202A) 의 절입량은, 적층된 인열 유도편 (21) 및 띠상 기부 (601) 의 두께와 필름 (11C) 의 두께의 합계의 두께보다 크다. 절입날 (202B) 의 절입 깊이는 띠상 기부 (601) 의 두께와 동일하다.
도 10B 에 나타내는 바와 같이, 관통날 (202A) 은 손잡이부 (3) 의 절단선 (30) 과 동일한 평면 C 형 형상을 갖고, 절입날 (202B) 은 절단 영역 (32) 과 동일한 직선상의 형상을 갖는다.
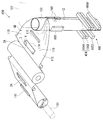
보호 부재 설치 장치 (203) 및 절단부 형성 장치 (204) 의 구성이 도 11 에 나타나 있다.
도 11 에 있어서, 보호 부재 설치 장치 (203) 는, 보호 부재 (4) 를, 손잡이부 (3) 를 덮도록 설치하는 필름 설치부 (203A) 와, 보호 부재 (4) 의 주변부를 필름 (11C) 및 장척 부재 (2A) 에 접합하는 접합 기구 (203B) 를 갖는다.
필름 설치부 (203A) 는, 보호 부재 (4) 를 유지하기 위한 흡반을 갖는 장치이고, 손잡이부 (3) 의 바로 위가 되는 작업 위치와 손잡이부 (3) 로부터 벗어나는 퇴피 위치에서 진퇴 가능하다.
접합 기구 (203B) 는, 장척 부재 (2A) 및 필름 (11C) 를 사이에 두고 배치되는 시일부 (203C) 와 시일 수용대 (203D) 를 갖는다. 시일부 (203C) 와 시일 수용대 (203D) 는 보호 부재 (4) 를 장척 부재 (2A) 및 필름 (11C) 에 접합하는 작업 위치와 보호 부재 (4) 로부터 벗어나는 퇴피 위치에서 진퇴 가능하다. 시일부 (203C) 에는, 보호 부재 (4) 로 장척 부재 (2A) 의 타단부의 모서리부와 필름 (11C) 을 충분히 접합하기 위해서, 당해 모서리부에 대응하는 오목부 (203E) 가 형성되어 있다. 시일부 (203C) 는, 히트 시일, 초음파 시일, 그 밖의 시일 수단으로 구성되어 있다.
절단부 형성 장치 (204) 는, 장척 부재 (2A) 의 타단부의 작업 위치와 당해 타단부로부터 벗어나는 퇴피 위치에서 진퇴 가능하고, 필름 (11C) 및 인열 유도편 (21) 에 절단부 (33) 를 형성하는 절단부 본체 (204A) 와, 절단부 본체 (204A) 로 절단된 절단부 (33) 에 띠상 기부 (601) 를 눌러 찌그러뜨려 절단부 (33) 를 봉지하는 봉지부 (204B) 를 갖는다.
절단부 본체 (204A) 는, 커터부 (204C) 및 커터 수용대 (204D) 를 갖는다.
봉지부 (204B) 는 선단에 볼록부를 갖는 압압부 (204E) 와, 압압부 (204E) 를 수용하는 수용대 (204F) 를 갖는다. 압압부 (204E) 로 압압된 띠상 기부 (22) 에는 눌러 찌그러진 흔적 (22C) 이 남는다.
도 9 에서 나타내는 주머니체의 제조 장치 (200) 로 주머니체 (1A) 를 제조하기 위해서는, 먼저, 장척 부재 장착 장치 (201) 에 의해, 장척 부재 (2B) 를 필름 (11C) 의 중앙부에 송출하여, 장척 부재 (2A) 를 필름 (11C) 의 일면에 형성한다. 또한, 제 2 필름 접합 장치 (207) 에 의해, 제 2 필름 (11E) 의 일단 가장자리를 필름 (11C) 에 접합한다.
그 후, 손잡이부 설치 장치 (202) 에 의해, 손잡이부 (3) 를 필름 (11C) 및 장척 부재 (2A) 에 형성한다. 손잡이부 설치 장치 (202) 에서는, 칼날부 (202C) 와 수용대 (202D) 를, 각각 필름 (11C) 및 장척 부재 (2A) 를 향하여 이동시킨다. 그러면, 관통날 (202A) 에 의해, 장척 부재 (2A) 와 필름 (11C) 을 관통하여 절단선 (30) 이 형성되고, 절입날 (202B) 에 의해, 인열 유도편 (21) 및 필름 (11C) 이 직선상으로 절단되어 절단 영역 (32) 이 형성된다.
그 후, 필름 설치부 (203A) 에 의해, 손잡이부 (3) 를 보호 부재 (4) 로 덮고, 접합 기구 (203B) 로, 보호 부재 (4) 의 주변부를 필름 (11C) 및 장척 부재 (2A) 에 접합한다.
또한, 절단부 형성 장치 (204) 에 의해, 장척 부재 (2A) 의 띠상 기부 (601) 및 필름 (11C) 에 절단부 (33) 를 형성한다.
이후의 공정은, 필름체 (5A) 를 사용한 제조 방법과 동일하다.
요컨대, 장척 부재 (2A) 가 형성된 필름 (11C) 을 원통 포머 (102) 에 공급한다. 원통 포머 (102) 에서는, 필름 (11C) 의 양단 가장자리가 장척 부재 (2A) 가 배치되는 내측에 되접어 꺾여 일부가 서로 겹치고, 필름 (11C) 의 서로 겹친 부분을 배첩 시일 장치 (103) 로 접합하여 접합부 (12) 를 형성하여, 필름 (11C) 을 통상으로 한다.
그리고, 저부 형성부 (104A) 에 의해, 주머니체 (1A) 의 저부 (14) 를 형성하고, 피포장물 충전 장치 (107) 에 의해 통상으로 된 필름 (11C) 의 내부에 피포장물 (O) 을 충전한다.
통상으로 된 필름 (11C) 의 내부에 피포장물 (O) 을 충전하고, 충전된 피포장물 (O) 상의 위치에서 필름 (11C) 을 접합하여 정상부 (13) 를 형성하고, 또한, 필름 (11C) 의 저부 (14) 와 정상부 (13) 사이를 절단하여, 개개의 주머니체 (1A) 를 제조한다.
{필름체 (5A) 를 사용하여 피포장물이 충전되기 전의 주머니체의 제조 장치 (300) 및 제조 방법}
필름체 (5A) 를 이용하여 피포장물이 충전되기 전의 주머니체 (1A) 를 제조하는 장치 및 방법을 도 12 에 기초하여 설명한다.
피포장물이 충전되기 전의 주머니체의 제조 장치 (300) 는, 도 7 에서 나타내는 제조 장치 (100) 의 기본 구성을 구비하는 것이지만, 피포장물 충전 장치 (107) 가 불필요해지고, 또한, 접합 장치 (104) 및 절단 장치 (105) 의 구조가 도 8 에서 나타내는 예와 상이하다.
도 12 에는 주머니체의 제조 장치 (300) 의 주요부의 단면이 나타나 있다.
도 12 에 있어서, 주머니체의 제조 장치 (300) 는, 접합 장치 (304) 및 절단 장치 (105) 를 구비한다.
접합 장치 (304) 는, 정상부 형성부 (104B) 가 생략되고, 주머니체 (1A) 의 저부 (14) 를 형성하기 위한 저부 형성부 (104A) 만을 갖는다.
피포장물이 충전되기 전의 주머니체의 제조 장치 (300) 는, 도 10 에서 나타내는 제조 장치 (100) 의 기본 구성을 구비하는 것이지만, 피포장물 충전 장치 (107) 가 불필요해지고, 또한, 접합 장치 (104) 및 절단 장치 (105) 의 구조가 도 11 에서 나타내는 예와 상이하다.
도 12 는 주머니체의 제조 장치의 주요부의 단면이 나타나 있다.
도 12 에 있어서, 주머니체의 제조 장치는, 접합 장치 (304) 를 구비한다. 도 12 의 접합 장치 (304) 는, 정상부 형성부 (104B) 가 생략되고, 주머니체 (1A) 의 저부 (14) 를 형성하기 위한 저부 형성부 (104A) 만을 갖는다.
절단 장치 (105) 는, 저부 형성부 (104A) 의 하방에 인접하여 형성되어 있다.
필름체 (5A) 를 사용하여 주머니체 (1A) 를 제조하기 위해서는, 도 7 에서 나타내는 예와 동일하게, 필름 (11C) 의 양단 가장자리를 장척 부재 (2A) 가 배치되는 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부 (12) 를 형성하고, 필름 (11C) 을 통상으로 한다. 또한, 저부 형성부 (104A) 에 의해, 필름 (11C) 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체 (1A) 의 저부 (14) 를 형성한다. 그 후, 저부 (14) 에 대하여 평행하게 필름 (11C) 을 절단한다. 그 후, 절단 장치 (105) 에 의해, 저부 (14) 에 대하여 평행하게 필름 (11C) 을 직선상으로 절단한다. 이와 같이 제조된 주머니체 (1A) 는, 정상부 (13) 가 형성되어 있지 않지만, 별도로, 주머니체 (1A) 의 내부에 피포장물을 수납한 후, 도시하지 않은 시일 장치를 사용하여 정상부를 형성하게 된다.
제 1 실시형태에서는, 다음의 효과를 발휘할 수 있다.
장척 부재 (2A) 는, 장척상의 인열 유도편 (21) 과, 지퍼 테이프 (6) 와, 손잡이부 (3) 를 구비하고 있다. 손잡이부 (3) 는, 지퍼 테이프 (6) 의 띠상 기부 (601) 와 주머니 본체 (10B) 의 제 1 면부 (11A) 를 관통하는 절단선 (30) 에 의해 형성된 외측 가장자리 (31) 를 갖는다. 손잡이부 (3) 의 절단선 (30) 의 양단에 인접하는 지점에 띠상 기부 (601) 를 절단하는 절단 영역 (32) 을 형성하고, 제 1 면부 (11A) 에는 손잡이부 (3) 를 덮는 보호 부재 (4) 를 형성하고 있다. 그 때문에, 지퍼 테이프 (6) 를 갖는 주머니체 (1A) 에 있어서, 개봉 전에 있어서는, 절단선 (30) 을 통한 수납 공간 (10S) 과 외부 공간의 연통이 저지되게 되어, 높은 밀폐성이 유지된다. 게다가, 지퍼 테이프 (6) 의 띠상 기부 (601) 와 띠상체 (602) 가 각각 제 1 면부 (11A) 에 접합되어 있기 때문에, 제 1 걸어 맞춤부 (611) 와 제 2 걸어 맞춤부 (612) 의 걸어 맞춤을 해제하지 않고, 주머니체 (1B) 에 피포장물 (O) 을 충전하는 것이 가능해진다.
인열 유도편 (21) 및 제 1 면부 (11A) 의 손잡이부 (3) 와는 상이한 위치에 절단부 (33) 를 형성하고, 절단부 (33) 를, 제 1 면부 (11A) 와 인열 유도편 (21) 을 인열 유도편 (21) 의 폭 방향을 횡단하도록 절단하는 구성으로 했기 때문에, 절단부 (33) 가 인열 유도편 (21) 으로 인열되는 부위의 종점이 되어, 제 1 면부 (11A) 가 인열 유도편 (21) 에 의해 필요 이상으로 파단되는 것이 저지된다. 절단부 (33) 는, 제 1 면부 (11A) 와 인열 유도편 (21) 만이 절단되고, 띠상 기부 (22) 는 절단되어 있지 않기 때문에, 개봉 전에 절단부 (33) 를 통해서 주머니 본체 (10A) 의 수납 공간 (10S) 과 외부 공간이 연통하는 것이 저지된다.
필름 (11C) 의 일방의 면에 있어서 서로 이간하여 장척 부재 (2A) 를 복수 형성하고, 이들 장척 부재 (2A) 와 필름 (11C) 에 손잡이부 (3) 및 보호 부재 (4) 를 형성하여 필름체 (5A) 를 구성했기 때문에, 필름체 (5A) 를 롤상으로 감아 넣음으로써, 필름체 (5A) 를 용이하게 반송할 수 있다. 게다가, 필름 (11C) 의 장척 부재 (2A) 의 길이 방향을 따른 길이는, 장척 부재 (2A) 의 길이 방향의 길이에 대하여 2 배를 초과하기 때문에, 필름 (11C) 의 양단 가장자리를 장척 부재 (2A) 의 양단을 경계로 각각 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부 (12) 를 선상으로 형성함으로써, 필름 (11C) 을 통상으로 할 수 있다.
주머니체의 제조 방법의 일례는, 필름체 (5A) 를 공급하고, 필름 (11C) 의 양단 가장자리를 장척 부재 (2A) 가 배치되는 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부 (12) 를 형성하여 필름 (11C) 를 통상으로 하고, 접합부 (12) 와 직교하는 횡단 방향을 따라 필름 (11C) 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 저부 (14) 를 형성하고, 필름 (11C) 의 횡단 방향을 따라 저부 (14) 와는 장척 부재 (2A) 를 사이에 둔 반대측의 위치에서 저부 (14) 에 대하여 평행하게 필름 (11C) 을 절단하면, 필름체 (5A) 로부터 피포장물이 충전되기 전의 주머니체 (1A) 를 연속해서 제조할 수 있다.
주머니체의 제조 방법의 일례는, 저부 (14) 를 형성한 후에, 통상으로 된 필름 (11C) 의 내부에 피포장물 (O) 을 충전하고, 저부 (14) 로부터 떨어진 위치로서 필름 (11C) 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 정상부 (13) 를 형성하면, 피포장물이 충전된 주머니체 (1A) 를 연속해서 제조할 수 있다. 게다가, 장척 부재 (2A) 는 필름 (11C) 의 일면에 형성되어 있고, 필름 (11C) 이 되접어 꺾인 부분과 장척 부재 (2A) 사이에는 간극이 있기 때문에, 이 간극을 통해서 피포장물을 필름 (11C) 의 내부에 충전할 수 있기 때문에, 충전 작업을 원활하게 실시할 수 있다.
[제 2 실시형태]
다음으로, 본 발명의 제 2 실시형태를 도 13 내지 도 18 에 기초하여 설명한다.
(주머니체 (1B) 의 개략)
도 13 에는 제 2 실시형태의 주머니체 (1B) 가 나타나 있다. 제 2 실시형태의 주머니체 (1B) 는, 정상부 (130) 와 저부 (140) 의 구성이 제 1 실시형태의 주머니체 (1A) 의 정상부 (13) 와 저부 (14) 와는 상이한 것이고, 다른 구성은 제 1 실시형태의 주머니체 (1A) 와 동일하다.
도 13 에 있어서, 주머니체 (1B) 는, 정상부 (130) 와 저부 (140) 를 갖는다.
정상부 (130) 에는 파지부 (11F) 가 2 개 형성되어 있다.
파지부 (11F) 는, 손으로 잡을 수 있으면, 형태는 특별히 한정되는 것이 아니고, 예를 들어, 1 이상의 구멍상의 손잡이를 상단에 형성하는 것이나, 주머니 본체 (10B) 의 상단 부분에 끈을 통해서 손잡이로 하는 것, 주머니 상단부에 수지 또는 금속 등으로 된 손잡이 부재를 접합시키는 것 등으로 바람직하게 손잡이를 만들 수 있다.
저부 (140) 에는 저면부 (11D) 가 형성되어 있다. 저면부 (11D) 는, 수납 공간 (10S) 에 피포장물 (O) 을 수납한 상태에서, 주머니체 (1B) 를 세우기 위한 것이다.
저면부 (11D) 는, 1 장의 제 2 필름 (11E) 의 서로 반대측에 위치하는 단 가장자리가 1 쌍의 면부 (11A, 11B) 의 내면에 접합되어 형성되어 있다. 주머니체 (1A) 가 접힌 상태에서는, 제 2 필름 (11E) 은 절반으로 접혀 있고, 주머니체 (1A) 가 자립하고 있는 상태에서는, 저면부 (11D) 의 1 쌍의 면부 (11A, 11B) 와 접합되는 주변부를 제외한 부분의 면이 1 쌍의 면부 (11A, 11B) 의 면과 교차하고 있다.
저부 (140) 는, 1 쌍의 면부 (11A, 11B) 와 제 2 필름 (11E) 가 접합되는 영역이고, 주머니체 (1B) 가 접힌 상태에서는, 저부 (140) 의 접합부 (12) 의 길이 방향을 따른 치수 (m) 는, 접합부 (12) 가 형성되는 중앙부에서는 작고, 중앙부로부터 주머니 본체 (10B) 의 양측 가장자리를 향함에 따라서 커지는 원호상이 된다. 이것은, 주머니체 (1B) 의 수납 공간 (10S) 에 피포장물 (도 14 에서는 도시 생략) 이 충전되는 등에 의해, 1 쌍의 면부 (11A, 11B) 의 저부 (140) 가 서로 떨어졌을 때에, 절반으로 접힌 제 2 필름 (11E) 이 전개하여 평평한 저면부 (11D) 를 형성하기 때문이다.
(필름체 (5B))
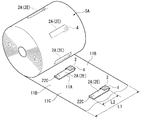
다음으로, 필름체 (5B) 를 도 14 에 기초하여 설명한다.
도 14 에 있어서, 필름체 (5B) 는, 필름 (11C) 의 일방의 면에, 필름 (11C) 의 조출 방향과는 직교하는 방향을 따라 장척 부재 (2A) 가 서로 평행하게 복수 형성되고, 이들 장척 부재 (2A) 사이에는 절반으로 접힌 제 2 필름 (11E) 의 일단 가장자리가 필름 (11C) 에 접합된 구조이다.
제 2 필름 (11E) 은, 절반으로 접힌 상태로 필름 (11C) 의 중앙부에 배치되어 있다. 제 2 필름 (11E) 은, 절반으로 접혀 서로 대향하는 양단 가장자리가 정렬되어 있고, 양단 가장자리 중 일방의 단 가장자리가 필름 (11C) 에 접합되어 있다.
필름 (11C) 의 장척 부재 (2A) 및 제 2 필름 (11E) 이 형성되는 중앙부는, 제 1 면부 (11A) 에 상당하는 부분이고, 장척 부재 (2A) 및 제 2 필름 (11E) 을 사이에 둔 양측부는 제 2 면부 (11B) 에 상당하는 부분이다.
(주머니체의 제조 장치 및 제조 방법)
다음으로, 제 2 실시형태에 관련된 주머니체의 제조 장치 및 제조 방법을 도 15 내지 도 18 에 기초하여 설명한다.
{필름체 (5B) 를 사용한 주머니체의 제조 장치 (400) 및 제조 방법}
먼저, 필름체 (5B) 를 사용하여 주머니체를 제조하는 장치 및 방법을 도 15 및 도 16 에 기초하여 설명한다.
도 15 에는 주머니체의 제조 장치 (400) 의 전체 구성이 나타나 있다.
주머니체의 제조 장치 (400) 는, 제 1 실시형태의 공급 기구 (101), 원통 포머 (102), 배첩 시일 장치 (103), 이송 벨트 (106) 및 피포장물 충전 장치 (107) 외에, 제 1 실시형태와는 구성이 상이한 접합 장치 (404) 및 절단 장치 (405) 를 구비한다. 또한, 도 15 에서는, 접합 장치 (404) 와 절단 장치 (405) 는, 편의상, 근접하여 도시하고 있다.
접합 장치 (404) 및 절단 장치 (405) 의 구체적인 구성이 도 16 에 나타나 있다.
도 16 에 있어서, 접합 장치 (404) 는, 주머니체 (1B) 의 저부 (140) 를 형성하기 위한 저부 형성부 (404A) 와, 주머니체 (1B) 의 정상부 (130) 를 형성하기 위한 정상부 형성부 (404B) 를 구비하고 있다. 저부 형성부 (404A) 와 정상부 형성부 (404B) 는 상하로 배치되어 있다.
정상부 형성부 (404B) 는, 필름체 (5B) 중 이송 방향의 선두측에 위치하는 주머니체 (1B) 에 정상부 (130) 를 형성하기 위한 것이고, 저부 형성부 (404A) 는, 당해 선두측에 위치하는 주머니체의 다음에 위치하는 주머니체 (1B) 에 저면부 (11D) 가 형성된 저부 (140) 를 형성하는 것이다.
저부 형성부 (404A) 는, 제 2 필름 (11E) 의 타방의 단 가장자리와 필름 (11C) 을 접합하는 시일 바 (111) 를 구비하고 있다. 제 2 필름 (11E) 의 일방의 단 가장자리가 필름 (11C) 에 미리 접합된 측에는 시일 수용부 (112) 가 배치되어 있다.
시일 바 (111) 는, 제 2 필름 (11E) 의 타방의 단 가장자리를 필름 (11C) 에 접합하는 필름 맞닿음부 (111A) 와, 제 2 필름 (11E) 의 중앙 부분 (11E1) 과 필름 (11C) 의 접합을 저지하는 스페이서부 (111B) 를 갖는다.
시일 바 (111) 는, 히트 시일, 초음파 시일, 그 밖의 시일 수단을 사용하여 필름 (11C) 과 제 2 필름 (11E) 의 단 가장자리를 접합하는 것이다. 스페이서부 (111B) 는, 시일 바 (111) 의 열이나 초음파 진동을 필름 (11C) 과 제 2 필름 (11E) 에 전달하지 않는 것이면, 구체적인 구성은 한정되지 않지만, 예를 들어, 시일 바 (111) 가 히트 시일 바로 구성되는 경우에는, 스페이서부 (111B) 는, 열을 잘 전달하지 않는 재질의 판재로 형성해도 된다.
본 실시 형태에서는, 저부 (140) 에 상당하는 부분과 정상부 (130) 에 상당하는 부분에서는, 필름의 겹치는 부분의 두께가 상이하다. 요컨대, 저부 (140) 에서는, 제 2 필름 (11E) 의 단 가장자리를 필름 (11C) 에 접합하여 저면부 (11D) 를 형성하기 때문에, 통상이 되는 필름 (11C) 이 겹치는 부분이 필름 2 장분이고, 절반으로 접힌 제 2 필름 (11E) 이 겹치는 부분이 필름 2 장분으로, 필름의 겹침은 합계 4 장분이 된다.
정상부 형성부 (104B) 로 정상부 (130) 를 형성하는 경우에는, 통상의 필름 (11C) 의 서로 대향하는 부분을 접합하기 때문에, 필름 (11C) 이 겹치는 것은 2 장분이 된다. 그 때문에, 정상부 형성부 (404B) 와 저부 형성부 (404A) 는, 별도의 장치를 사용하게 된다.
절단 장치 (405) 는, 필름 (11C) 중 정상부 형성부 (404B) 로 정상부 (130) 가 형성된 주머니체 (1B) 가 되는 영역과 주머니체 (1B) 보다 선두측에 위치하는 주머니체 (도 16 에서 도시 생략) 의 영역 사이를 절단하는 절단 기구 (4050) 와, 선두측의 주머니체의 정상부 (130) 에 파지부 (11F) 를 타발하여 형성하는 타발 기구 (4051) 를 갖는다.
절단 기구 (4050) 는, 커터 (105A) 와, 커터 수용 부재 (105B) 를 갖는다.
타발 기구 (4051) 는, 파지부 (11F) 의 외형 형상을 따라 정상부 (130) 를 타발하는 타발날 (107A) 과, 타발날 수용 부재 (107B) 를 갖는다. 커터 수용 부재 (105B) 와 타발날 수용 부재 (107B) 는 1 개의 고무제 블록 (4052) 으로 형성되어 있다.
커터 (105A) 와 타발날 (107A) 은 동일한 케이스 (4053) 에 수납되어 있다. 커터 (105A) 와 타발날 (107A) 은 고무제 블록 (4052) 을 향하여 전진함으로써, 필름 (11C) 을 절단 또는 타발하는 것이고, 이들 전진은, 동시여도 되고, 타발날 (107A) 이 먼저여도 된다.
주머니체의 제조 장치 (400) 를 사용한 주머니체의 제조 방법을 설명한다.
먼저, 제 1 실시형태와 동일하게, 공급 기구 (101) 에 의해, 필름체 (5B) 를 원통 포머 (102) 에 공급하고, 원통 포머 (102) 로 필름체 (5B) 의 필름 (11C) 의 양단 가장자리를 되접어 꺾어 일부가 서로 겹치도록 한다. 필름 (11C) 의 서로 겹친 부분을 배첩 시일 장치 (103) 로 접합하여 필름 (11C) 을 통상으로 한다.
그리고, 저부 형성부 (404A) 에 의해, 필름 (11C) 과 제 2 필름 (11E) 중 접합되어 있지 않은 단 가장자리를 접합하여 주머니체 (1B) 의 저면부 (11D) 를 형성한다.
그 후, 제 1 실시형태와 동일하게, 피포장물 충전 장치 (107) 에 의해 통상으로 된 필름 (11C) 의 내부에 피포장물 (O) 을 충전하고, 정상부 형성부 (404B) 에 의해, 필름 (11C) 에 정상부 (130) 를 형성한다.
그 후, 피포장물 충전 장치 (107) 에 의해 통상으로 된 필름 (11C) 의 내부에 피포장물 (O) 을 충전하고, 정상부 형성부 (104B) 에 의해, 필름 (11C) 에 정상부 (130) 를 형성한다.
필름 (11C) 의 공급 방향의 선두측의 주머니체의 정상부 (130) 와 다음의 주머니체의 저부 (140) 를 동시에 형성해도 되고, 시간차를 두고 형성해도 된다.
그리고, 타발 기구 (4051) 에 의해, 정상부 (130) 에 파지부 (11F) 를 형성하고, 절단 기구 (4050) 에 의해 정상부 (130) 상의 필름 (11C) 을 절단한다.
이상의 공정을 반복함으로써, 피포장물 (O) 이 충전된 주머니체 (1A) 가 연속해서 제조된다.
{필름체를 이용하지 않는 경우의 주머니체의 제조 장치 (500) 및 제조 방법}
다음으로, 필름체를 이용하지 않고 주머니체를 제조하는 장치 및 방법을 도 17 에 기초하여 설명한다.
도 17 에는, 필름체를 이용하지 않고 주머니체를 제조하는 장치의 개략이 나타나 있다.
도 17 에 있어서, 제조 장치 (500) 는, 제 1 실시형태의 장척 부재 장착 장치 (201), 손잡이부 설치 장치 (202), 보호 부재 설치 장치 (203), 절단부 형성 장치 (204), 원통 포머 (102), 배첩 시일 장치 (103), 이송 벨트 (106) 및 피포장물 충전 장치 (107) 와, 도 15 에서 나타내는 접합 장치 (404) 및 절단 장치 (405) 와, 제 2 필름 (11E) 의 일단 가장자리를 필름 (11C) 에 접합하는 제 2 필름 접합 장치 (207) 를 구비한다.
제 2 필름 접합 장치 (207) 는, 미리 절반으로 접은 제 2 필름 (11E) 을, 필름 (11C) 의 중앙부이고 장척 부재 (2A) 로부터 떨어진 위치에 설치하는 필름 유지부 (208) 와, 제 2 필름 (11E) 의 일단 가장자리를 필름 (11C) 에 접합하는 시일 장치 (209) 를 갖는다.
시일 장치 (209) 는, 필름 (11C) 의 하방에 배치된 도시하지 않은 시일 바와, 시일 바와는 필름 (11C) 을 사이에 두고 배치되는 시일 수용부 (209A) 를 갖는다. 시일 바는, 히트 시일, 초음파 시일 등의 시일을 실시하기 위한 수단을 채용할 수 있다. 또한, 제 2 필름 (11E) 의 단 가장자리를 필름 (11C) 에 접착제로 접합하는 것이어도 된다.
주머니체의 제조 장치 (500) 로 주머니체 (1B) 를 제조하기 위해서는, 먼저, 장척 부재 장착 장치 (201) 에 의해, 장척 부재 (2B) 를 필름 (11C) 의 중앙부에 송출하여, 장척 부재 (2A) 를 필름 (11C) 의 일면에 형성한다. 또한, 제 2 필름 접합 장치 (207) 에 의해, 제 2 필름 (11E) 의 일단 가장자리를 필름 (11C) 의 중앙부에 접합한다.
그 후, 손잡이부 설치 장치 (202) 에 의해, 손잡이부 (3) 를 필름 (11C) 및 장척 부재 (2A) 에 형성한다.
그 후, 필름 설치부 (203A) 에 의해, 손잡이부 (3) 를 보호 부재 (4) 로 덮고, 접합 기구 (203B) 로, 보호 부재 (4) 의 주변부를 필름 (11C) 및 장척 부재 (2A) 에 접합한다.
또한, 절단부 형성 장치 (204) 에 의해, 장척 부재 (2A) 의 띠상 기부 (601) 및 필름 (11C) 에 절단부 (33) 를 형성한다.
이후의 공정은, 필름체 (5B) 를 사용한 제조 방법과 동일하다.
요컨대, 장척 부재 (2A) 가 형성된 필름 (11C) 을 원통 포머 (102) 에 공급한다. 원통 포머 (102) 에서는, 필름 (11C) 의 양단 가장자리가 장척 부재 (2A) 가 배치되는 내측으로 되접어 꺾여 일부가 서로 겹치고, 필름 (11C) 의 서로 겹친 부분을 배첩 시일 장치 (103) 로 접합하여 접합부 (12) 를 형성하여, 필름 (11C) 을 통상으로 한다.
그리고, 저부 형성부 (144A) 에 의해, 주머니체 (1A) 의 저부 (140) 를 형성하고, 피포장물 충전 장치 (107) 에 의해 통상으로 된 필름 (11C) 의 내부에 피포장물 (O) 을 충전한다.
충전된 피포장물 (O) 상의 위치에서 필름 (11C) 을 접합하여 정상부 (130) 를 형성하고, 정상부 (130) 에 파지부 (11F) 를 형성한다. 또한, 필름 (11C) 의 저부 (140) 와 정상부 (130) 사이를 절단하여, 개개의 주머니체 (1B) 를 성형한다.
{필름체 (5B) 를 사용하여 피포장물이 충전되기 전의 주머니체의 제조 장치 (600) 및 제조 방법}
필름체 (5B) 를 이용하여 피포장물이 충전되기 전의 주머니체 (1B) 를 제조하는 장치 및 방법을 도 18 에 기초하여 설명한다.
피포장물이 충전되기 전의 주머니체의 제조 장치 (600) 는, 도 15 에서 나타내는 제조 장치 (400) 의 기본 구성을 구비하는 것이지만, 피포장물 충전 장치 (107) 가 불필요해지고, 또한, 접합 장치 (404) 및 절단 장치 (405) 의 구조가 도 16 에서 나타내는 예와 상이하다.
도 18 은 주머니체의 제조 장치 (600) 의 주요부의 단면이 나타나 있다.
도 18 에 있어서, 주머니체의 제조 장치 (600) 는, 접합 장치 (604) 및 절단 장치 (605) 를 구비한다.
접합 장치 (604) 는, 정상부 형성부 (404B) 가 생략되고, 주머니체 (1B) 의 저부 (140) 를 형성하기 위한 저부 형성부 (104A) 만을 갖는다.
절단 장치 (605) 는, 절단 기구 (4050) 를 갖는 것이고, 타발 기구 (4051) 는 생략되어 있다.
필름체 (5B) 를 사용하여 피포장물이 충전되기 전의 주머니체 (1B) 를 제조하기 위해서는, 원통 포머 (102) 에 의해, 필름 (11C) 의 양단 가장자리를 장척 부재 (2B) 가 배치되는 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부 (12) 를 형성하여, 필름 (11C) 을 통상으로 한다.
또한, 저부 형성부 (404A) 에 의해, 절반으로 접힌 제 2 필름 (11E) 의 타단 가장자리를 필름 (11C) 의 내면에 접합시켜 저부 (140) 를 형성한다. 그 후, 절단 장치 (405) 에 의해, 저부 (140) 에 대하여 평행하게 필름 (11C) 을 절단한다.
제 2 실시형태에서는, 제 1 실시형태의 효과 외에, 다음의 효과를 발휘할 수 있다.
주머니 본체 (10B) 는, 대향하는 1 쌍의 면부 (11A, 11B) 와, 1 쌍의 면부 (11A, 11B) 와 단 가장자리에서 접합된 저면부 (11D) 를 갖는다. 저면부 (11D) 가 있음으로써, 수납 공간 (10S) 에 피포장물 (O) 을 수납한 상태로, 주머니체 (1B) 를 세우는 것을 기대할 수 있다.
주머니 본체 (10B) 에는 파지부 (11F) 가 형성되어 있기 때문에, 주머니체 (1B) 를 용이하게 잡을 수 있다.
[제 3 실시형태]
다음으로, 본 발명의 제 3 실시형태의 주머니체 (1C) 를 도 19 내지 도 21 에 기초하여 설명한다.
제 3 실시형태는 장척 부재의 구조가 제 1 실시형태와 상이하고, 다른 구조는 제 1 실시형태와 동일하다.
도 19 및 도 20 에 있어서, 주머니체 (1C) 는, 주머니 본체 (10A) 와, 주머니 본체 (10A) 에 형성된 장척 부재 (2C) 와, 손잡이부 (3) 와, 보호 부재 (4) 를 구비하고 있다.
(장척 부재 (2C))
장척 부재 (2C) 는, 인열 유도편 (21) 과, 지퍼 테이프 (7) 를 구비하고 있다.
지퍼 테이프 (7) 는, 제 1 부재 (61) 와, 띠상체 (702) 및 띠상체 (702) 에 연속하는 제 2 걸어 맞춤부 (612) 를 갖는 제 2 부재 (72) 를 구비한다. 지퍼 테이프 (7) 는 제 1 실시형태의 지퍼 테이프 (6) 와 동일한 재료로 형성되어 있다.
띠상체 (702) 는, 제 1 면부 (11A) 에 접합되고, 제 2 걸어 맞춤부 (612) 가 형성된 띠상의 본체부 (702A) 와, 본체부 (702A) 의 정상부 (13) 에 가까운 단부에 형성되고 본체부 (702A) 보다 두께가 얇은 박육부 (702B) 를 갖는다. 박육부 (702B) 는 인열 유도편 (21) 이 접합되는 면을 갖고, 이 면은 본체부 (702A) 의 정상부 (13) 를 향한 단면과 직교하는 것이고, 본체부 (702A) 의 단면이 인열 유도편 (21) 의 인열을 가이드한다. 또한, 본체부 (702A) 의 두께 치수를 박육부 (702B) 의 두께 치수와 동일하게 해도 되고, 이 경우, 인열 유도편 (21) 의 인열 방향을 가이드하는 볼록부를 본체부 (702A) 에 형성하는 것이어도 된다. 또한, 볼록부를 형성하지 않고, 평평한 본체부 (702A) 에 인열 유도편 (21) 을 적층하는 구조여도 된다. 요컨대, 인열 유도편 (21) 은 띠상체 (702) 를 개재하여 제 1 면부 (11A) 에 형성되는 구조이면, 인열 유도편 (21) 의 장착 구조는 한정되는 것은 아니다.
또한, 제 3 실시형태에 있어서도, 제 1 걸어 맞춤부 (611) 및 제 2 걸어 맞춤부 (612) 로서, 자부와 웅부의 조합 외에, 서로 걸어 맞춤되는 1 쌍의 훅상부 (611B, 612B) 를 구비하여 구성해도 된다 (도 19 의 상상선 참조).
(손잡이부 (3))
손잡이부 (3) 는, 장척 부재 (2C) 의 일단부에 있어서, C 형 형상의 외측 가장자리 (31) 를 갖는다. 외측 가장자리 (31) 는, 그 개구가 장척 부재 (2C) 의 타단부측을 향하고 있고, 띠상 기부 (601) 와, 인열 유도편 (21) 과, 띠상체 (702) 와, 제 1 면부 (11A) 를 관통하는 절단선 (30) 에 의해 형성되어 있다. 띠상 기부 (601) 에 있어서, 절단선 (30) 의 양단으로서 장척 부재 (2C) 의 타단부측에 인접하는 지점에는, 절단 영역 (32) 이 형성되어 있다.
(절단부 (33))
도 21 에는, 장척 부재 (2B) 의 길이 방향의 타단부가 나타나 있다.
도 21 에 있어서, 장척 부재 (2C) 의 타단부에는, 절단부 (33) 가 형성되어 있다.
절단부 (33) 는, 제 1 면부 (11A), 띠상체 (702) 및 인열 유도편 (21) 을 인열 유도편 (21) 의 폭 방향을 횡단하도록 형성되어 있다. 또한, 절단부 (33) 는 띠상 기부 (601) 에는 형성되어 있지 않다.
제 3 실시형태의 주머니체 (1C) 를 제조하는 장치 및 방법은 제 1 실시형태와 동일하고, 제 3 실시형태는 제 1 실시형태와 동일한 효과를 발휘할 수 있다.
[제 4 실시형태]
다음으로, 본 발명의 제 4 실시형태를 도 22 에 기초하여 설명한다.
제 4 실시형태는 주머니 본체의 구조가 제 1 실시형태와 상이하고, 다른 구조는 제 1 실시형태와 동일하다.
도 22 에 있어서, 주머니체 (1D) 는, 주머니 본체 (10D) 와, 주머니 본체 (10D) 에 형성된 장척 부재 (2A) 와, 손잡이부 (3) 와, 보호 부재 (4) 를 구비하고 있다.
주머니 본체 (10D) 는, 가젯 주머니라고 통칭되는 것이고, 대향하는 1 쌍의 면부 (11A, 11B) 와, 1 쌍의 면부 (11A, 11B) 의 양측 가장자리에 있어서 1 쌍의 면부 (11A, 11B) 를 개재하여 대향하는 1 쌍의 측면부 (11G) 와, 저면부 (11H) 를 구비하고 있다. 측면부 (11G) 와 저면부 (11H) 가 각각 접힘선에 의해 내방으로 접혀 있다. 주머니 본체 (10D) 는 파지부 (11F) 가 형성된 정상부 (130) 를 갖는다.
본 실시 형태에서는, 1 쌍의 면부 (11A, 11B) 및 1 쌍의 측면부 (11G) 를 1 장의 필름으로 형성하고, 저면부 (11H) 를 다른 1 장의 필름으로 형성해도 되지만, 제 1 면부 (11A), 제 2 면부 (11B), 일방의 측면부 (11G), 타방의 측면부 (11G) 를 각각 1 장의 필름으로 형성하고, 저면부 (11H) 를 다른 1 장의 필름으로 형성하는 것이어도 된다.
제 4 실시형태의 주머니체 (1D) 를 제조하는 장치 및 방법은 제 1 실시형태와 동일하고, 제 4 실시형태는 제 1 실시형태와 동일한 효과를 발휘할 수 있다.
[제 5 실시형태]
다음으로, 본 발명의 제 5 실시형태를 도 23 내지 도 27 에 기초하여 설명한다.
제 5 실시형태는 제 1 실시형태와는 장척 부재의 구성이 상이한 것이고, 다른 구성은 제 1 실시형태와 동일하다.
도 23 에는 주머니체 (1E) 의 전체 구성이 나타나 있다.
도 23 에 있어서, 주머니체 (1E) 는, 주머니 본체 (10A) 와, 주머니 본체 (10A) 에 형성된 장척 부재 (2E) 와, 손잡이부 (3) 와, 보호 부재 (4) 를 구비하고 있다.
(장척 부재 (2E))
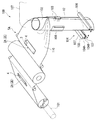
장척 부재 (2E) 의 구체적인 구성이 도 24 내지 도 27 에 나타나 있다.
도 24 및 도 25 는 장척 부재 (2E) 의 전체가 나타나 있다.
도 24 및 도 25 에 있어서, 장척 부재 (2E) 는, 제 1 면부 (11A) 에 직접 접합된 인열 유도편 (21) 과, 인열 유도편 (21) 의 길이 방향으로 나열된 복수 (도면에서는 2 개) 의 띠상 기부 (22) 를 구비하고 있다.
띠상 기부 (22) 는 지퍼 테이프 (6) 와 동일한 재료로 형성된다. 또한, 2 개의 띠상 기부 (22) 를 유연성이 있는 합성 수지제로 하면, 2 개의 띠상 기부 (22) 사이에 있는 간극으로부터 주머니 본체 (10A) 의 내부에 손을 넣는 것이 용이해진다.
띠상 기부 (22) 는, 인열 유도편 (21) 을 사이에 두고 제 1 면부 (11A) 와는 반대측에 배치되는 판부 (22A) 와, 판부 (22A) 에 일체로 형성되고 볼록부 (22B) 를 갖는다. 볼록부 (22B) 는 제 1 면부 (11A) 에 접합되어 있다.
이웃하는 띠상 기부 (22) 는, 판부 (22A) 끼리가 근접하고, 또한, 볼록부 (22B) 가 떨어져 배치되어 있다.
(손잡이부 (3))
도 26 에는 장척 부재 (2E) 의 일단부가 나타나 있다.
도 24 및 도 26 에 있어서, 손잡이부 (3) 는, 띠상 기부 (22) 및 인열 유도편 (21) 의 길이 방향의 일단부와 제 1 면부 (11A) 를 관통하는 절단선 (30) 에 의해 형성된 외측 가장자리 (31) 를 갖는다. 요컨대, 손잡이부 (3) 는, 외측 가장자리 (31) 로 구획된 영역 내에 있어서, 띠상 기부 (22), 인열 유도편 (21) 및 제 1 면부 (11A) 로 구성된다.
절단선 (30) 의 양단에 인접하는 지점에는, 인열 유도편 (21) 의 폭 방향을 횡단하도록 띠상 기부 (22) 를 절단하는 절단 영역 (32) 이 형성되어 있다.
절단 영역 (32) 은, 절단선 (30) 보다 띠상 기부 (22) 의 타단측에 배치되어 있다.
(보호 부재 (4))
보호 부재 (4) 는, 제 1 면부 (11A) 및 띠상 기부 (22) 와 접합되어 있다. 보호 부재 (4) 의 제 1 면부 (11A) 및 띠상 기부 (22) 에 대한 접합 구조는, 손잡이부 (3) 를 덮고, 절단선 (30) 을 통한 주머니체 (1A) 의 수납 공간 (10S) 과 주머니체의 외부 공간의 연통을 저지할 수 있는 것이면, 한정되는 것은 아니다. 예를 들어, 도 25 에 나타내는 바와 같이, 보호 부재 (4) 의 주변부 (41) 를 제 1 면부 (11A) 와 띠상 기부 (22) 에 접합시켜, 손잡이부 (3) 를 덮는 구조로 해도 되지만, 보호 부재 (4) 의, 제 1 면부 (11A) 및 띠상 기부 (22) 와 대향하는 면 전체면이 제 1 면부 (11A) 및 띠상 기부 (22) 와 접합하는 것이 아니라, 예를 들어, 도 25 의 실시형태에서는, 보호 부재 (4) 의 손잡이부 (3) 를 덮는 부분의 외측 가장자리 부분에 있어서 상기 제 1 면부와 접합시킴으로써, 절단선 (30) 을 통한 주머니체 (1A) 의 수납 공간 (10S) 과 주머니체의 외부 공간의 연통을 저지하고 있다.
보호 부재 (4) 의 제 1 면부 (11A) 및 띠상 기부 (22) 에 대한 접합 방법은, 히트 시일, 초음파 시일, 접착제, 그 밖의 공지된 방법을 사용하여, 바람직하게 실시된다.
(절단부 (33))
도 23 에 나타내는 바와 같이, 절단부 (33) 는, 인열 유도편 (21) 및 제 1 면부 (11A) 의 손잡이부 (3) 와는 상이한 위치, 예를 들어, 장척 부재 (2E) 의 길이 방향의 타단부에 형성되어 있다.
절단부 (33) 의 구체적인 구성이 도 27 에 나타나 있다.
도 27 에 있어서, 절단부 (33) 는, 제 1 면부 (11A) 및 인열 유도편 (21) 을 인열 유도편 (21) 의 폭 방향을 횡단하도록 절단하는 것이다. 또한, 절단부 (33) 는 띠상 기부 (22) 에는 형성되어 있지 않다.
절단부 (33) 를 봉지하는 구조로서, 띠상 기부 (22) 를 제 1 면부 (11A) 의 내측 및 외측으로부터 압력을 가하는 것으로 해도 된다. 예를 들어, 띠상 기부 (22) 를 제 1 면부 (11A) 를 향하여 눌러 찌그러뜨리는 것이어도 된다. 2 개의 띠상 기부 (22) 끼리의 간극은, 2 개의 띠상 기부 (22) 를 제 1 면부 (11A) 를 향하여 눌러 찌그러뜨림으로써 폐색된다. 그 때문에, 절단부 (33) 를 통해서 외부와 주머니 본체 (10A) 의 내부가 연통하는 경우가 없다. 또한, 필요에 따라, 띠상 기부 (22) 끼리의 간극을 도시하지 않은 필름 등으로 미리 막는 구성으로 해도 된다.
(주머니체 (1E) 의 개봉)
이상의 구성의 주머니체 (1E) 에서는, 수납 공간 (10S) 에 피포장물을 수납한 후, 손잡이부 (3) 를 제 2 면부 (11B) 로부터 멀어지도록 인장하면, 인열 유도편 (21) 은 2 개의 띠상 기부 (22) 로부터 멀어져 제 1 면부 (11A) 를 인열하게 되고, 주머니체 (1A) 가 인열 유도편 (21) 의 길이 방향을 따라 개봉된다.
개봉 후에는, 이웃하는 띠상 기부 (22) 사이에 간극이 있기 때문에, 이 간극으로부터 손을 넣어 주머니 본체 (10A) 에 수납된 피포장물 (O) 을 용이하게 취출할 수 있다.
제 5 실시형태의 필름체, 주머니체의 제조 장치 및 제조 방법은 제 1 실시형태와 동일하다. 또한, 제 5 실시형태는 제 1 실시형태와 동일한 효과를 발휘할 수 있다.
[변형예]
또한, 본 발명은 전술한 각 실시형태에 한정되는 것이 아니고, 본 발명의 목적을 달성할 수 있는 범위에서의 변형, 개량 등은 본 발명에 포함되는 것이다.
예를 들어, 제 5 실시형태에서는, 띠상 기부 (22) 를 2 개 준비하고, 인열 유도편 (21) 을 제 1 면부 (11A) 에 직접 접합하여 장척 부재 (2E) 를 구성했지만, 본 발명에서는, 도 28 및 도 29 에 나타내는 바와 같이, 장척 부재 (2F) 를, 제 1 면부 (11A) 에 접합되는 띠상 시트 (20) 와, 띠상 시트 (20) 에 형성되는 인열 유도편 (21) 과, 인열 유도편 (21) 의 길이 방향을 따라 배치되는 띠상 기부 (22) 를 구비하여 구성해도 된다. 요컨대, 인열 유도편 (21) 은 띠상 시트 (20) 를 개재하여 간접적으로 제 1 면부 (11A) 에 형성되어 있다.
상기 각 실시형태에서는, 보호 부재 (4) 를, 손잡이부 (3) 를 덮는 부분에만 형성했지만, 본 발명에서는, 띠상 기부 (22, 601) 의 길이 방향을 따라, 띠상 기부 (22, 601) 의 길이 방향 전체에 걸쳐 설치하는 구성으로 해도 된다. 예를 들어, 도 30 에 나타내는 바와 같이, 보호 부재 (4) 를 장척상으로 형성하고, 이 장척상의 보호 부재 (4) 를, 장척 부재 (2A) 의 길이 방향의 일단부로부터 타단부에 걸쳐 띠상 기부 (601) 에 설치하는 구성으로 해도 된다.
상기 각 실시형태에서는, 필름체 (5A, 5B) 를 롤상으로 감아 넣도록 했지만, 본 발명에서는, 필름체 (5A, 5B) 를 접는 것이어도 된다.
또한, 주머니 본체 (10A, 10B) 를 1 장의 필름 (11C) 의 서로 반대측에 위치하는 단 가장자리부끼리를 중합한 접합부 (12) 를 갖는 구성으로 했지만, 본 발명에서는, 1 장의 필름 (11C) 의 서로 반대측에 위치하는 단 가장자리부끼리를 당해 단 가장자리부로부터 각각 동일한 치수 떨어진 위치를 경계로 절반으로 접고, 절반으로 접은 단 가장자리부 중 겹친 주변부를 접합한 접합부 (12) 를 갖는 것이어도 된다.
1A, 1B, 1C, 1D, 1F ; 주머니체
2A, 2C, 2D, 2E, 2F ; 장척 부재
3 ; 손잡이부
10A, 10B, 10D ; 주머니 본체
10S ; 수납 공간
11A ; 제 1 면부
11B ; 제 2 면부
11C ; 필름
11D, 11H ; 저면부
11E ; 제 2 필름
11F ; 파지부
11G ; 측면부
11H ; 저면부
12 ; 접합부
13, 130 ; 정상부
14, 140 ; 저부
20 ; 띠상 시트
21 ; 인열 유도편
22 ; 띠상 기부
30 ; 절단선
31 ; 외측 가장자리
32 ; 절단 영역
33 ; 절단부
4 ; 보호 부재
5A, 5B ; 필름체
6, 7 ; 지퍼 테이프
601 ; 띠상 기부
602 ; 띠상체
61 ; 제 1 부재
611 ; 제 1 걸어 맞춤부
612 ; 제 2 걸어 맞춤부
702 ; 띠상체
72 ; 제 2 부재
2A, 2C, 2D, 2E, 2F ; 장척 부재
3 ; 손잡이부
10A, 10B, 10D ; 주머니 본체
10S ; 수납 공간
11A ; 제 1 면부
11B ; 제 2 면부
11C ; 필름
11D, 11H ; 저면부
11E ; 제 2 필름
11F ; 파지부
11G ; 측면부
11H ; 저면부
12 ; 접합부
13, 130 ; 정상부
14, 140 ; 저부
20 ; 띠상 시트
21 ; 인열 유도편
22 ; 띠상 기부
30 ; 절단선
31 ; 외측 가장자리
32 ; 절단 영역
33 ; 절단부
4 ; 보호 부재
5A, 5B ; 필름체
6, 7 ; 지퍼 테이프
601 ; 띠상 기부
602 ; 띠상체
61 ; 제 1 부재
611 ; 제 1 걸어 맞춤부
612 ; 제 2 걸어 맞춤부
702 ; 띠상체
72 ; 제 2 부재
Claims (18)
- 적어도 1 장의 필름을 되접어 꺾거나, 또는, 중합함으로써 형성되고, 서로 대향하는 제 1 및 제 2 면부를 적어도 포함하는 복수의 면부에 의해 수납 공간을 형성하는 주머니 본체와,
상기 제 1 면부에 형성되고, 장척상의 인열 유도편, 및 상기 인열 유도편의 길이 방향을 따라 상기 제 2 면부와 상기 인열 유도편 사이에 배치된 띠상 기부를 포함하는 장척 부재와,
상기 띠상 기부와 상기 제 1 면부를 관통하는 절단선에 의해 형성된 외측 가장자리를 가짐으로써 상기 인열 유도편을 잡는 것을 가능하게 하는 손잡이부를 구비하고,
상기 절단선의 양단에 인접하는 지점에는, 상기 인열 유도편의 폭 방향을 횡단하도록 상기 띠상 기부를 절단하는 절단 영역이 형성되고,
상기 제 1 면부의 상기 띠상 기부가 형성된 측에 상기 손잡이부를 덮는 보호 부재가 형성된, 주머니체. - 적어도 1 장의 필름을 되접어 꺾거나, 또는, 중합함으로써 형성되고, 서로 대향하는 제 1 및 제 2 면부를 적어도 포함하는 복수의 면부에 의해 수납 공간을 형성하는 주머니 본체와,
상기 제 1 면부에 형성되고, 장척상의 인열 유도편 및 지퍼 테이프를 포함하고, 상기 지퍼 테이프가 띠상 기부 및 상기 띠상 기부에 연속하는 제 1 걸어 맞춤부를 갖는 제 1 부재, 그리고 띠상체 및 상기 띠상체에 연속해서 상기 제 1 걸어 맞춤부에 걸어 맞춤 가능한 제 2 걸어 맞춤부를 갖는 제 2 부재를 갖는 장척 부재와,
상기 띠상 기부와 상기 제 1 면부를 관통하는 절단선에 의해 형성된 외측 가장자리를 가짐으로써 상기 인열 유도편을 잡는 것을 가능하게 하는 손잡이부를 구비하고,
상기 제 1 걸어 맞춤부와 상기 제 2 걸어 맞춤부를 걸어 맞춤시킨 상태에 있어서, 상기 띠상 기부의 폭 방향의 길이가, 상기 띠상체보다 폭 방향의 일단측으로 돌출되어 길게 연장되고,
상기 띠상 기부의 연장된 부위가 상기 제 1 걸어 맞춤부가 있는 쪽의 면에서, 상기 띠상체가 상기 제 2 걸어 맞춤부가 없는 쪽의 면에서, 각각 상기 제 1 면부에 접합되고,
상기 띠상 기부는, 상기 제 2 면부와 상기 인열 유도편 사이에 배치되고,
상기 절단선의 양단에 인접하는 지점에는, 상기 인열 유도편의 폭 방향을 횡단하도록 상기 띠상 기부를 절단하는 절단 영역이 형성되고,
상기 제 1 면부의 상기 띠상 기부가 형성된 측에 상기 손잡이부를 덮는 보호 부재가 형성된, 주머니체. - 제 1 항 또는 제 2 항에 있어서,
상기 띠상 기부와 상기 인열 유도편이 일체로 되어 있는, 주머니체. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 인열 유도편 및 상기 제 1 면부의 상기 손잡이부와는 상이한 위치에 형성되고, 또한, 상기 제 1 면부와 상기 인열 유도편을, 상기 인열 유도편의 폭 방향을 횡단하도록 절단하는 절단부를 구비하는, 주머니체. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 주머니 본체는, 1 장의 필름으로 이루어지고, 상기 필름의 서로 반대측에 위치하는 단(端) 가장자리부끼리를 중합한 접합부를 갖는, 주머니체. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 복수의 면부는, 상기 제 1 및 제 2 면부와 단 가장자리에서 접합된 저면부를 추가로 포함하는, 주머니체. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 복수의 면부는, 상기 제 1 및 제 2 면부의 양측 가장자리에 있어서 상기 제 1 및 제 2 면부를 개재하여 대향하는 1 쌍의 측면부와, 저면부를 구비하고,
상기 측면부가 각각 접힘선에 의해 내방으로 접히는, 주머니체. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 주머니 본체에는 파지부가 형성되어 있는, 주머니체. - 필름과, 상기 필름의 일방의 면에 있어서, 상기 필름의 길이 방향을 따라 서로 이간하여 배열된 복수의 장척 부재와, 손잡이부를 구비하고,
상기 장척 부재는,
장척상의 인열 유도편과,
상기 인열 유도편의 길이 방향을 따라 상기 인열 유도편의 상기 필름이 있는 측의 면과는 반대측의 면에 형성된 띠상 기부를 갖고,
상기 손잡이부는, 상기 띠상 기부와 상기 필름을 관통하는 절단선에 의해 형성된 외측 가장자리를 가짐으로써 상기 인열 유도편을 잡는 것을 가능하게 하고,
상기 절단선의 양단에 인접하는 지점에는, 상기 인열 유도편의 폭 방향을 횡단하도록 상기 띠상 기부를 절단하는 절단 영역이 형성되고,
상기 필름의 상기 띠상 기부가 형성된 측에는 상기 손잡이부를 덮는 보호 부재가 형성되고,
상기 필름의 폭 방향의 길이는, 상기 장척 부재의 길이 방향의 길이에 대하여 2 배를 초과하는, 필름체. - 필름과, 상기 필름의 일방의 면에 있어서, 상기 필름의 길이 방향을 따라 서로 이간하여 배열된 복수의 장척 부재와, 손잡이부를 구비하고,
상기 장척 부재는,
장척상의 인열 유도편과, 지퍼 테이프를 갖고,
상기 지퍼 테이프는,
띠상 기부 및 상기 띠상 기부에 연속하는 제 1 걸어 맞춤부를 갖는 제 1 부재와,
띠상체 및 상기 띠상체에 연속해서 상기 제 1 걸어 맞춤부에 걸어 맞춤 가능한 제 2 걸어 맞춤부를 갖는 제 2 부재를 갖고,
상기 제 1 걸어 맞춤부와 상기 제 2 걸어 맞춤부를 걸어 맞춤시킨 상태에 있어서, 상기 띠상 기부의 폭 방향의 길이가, 상기 띠상체보다, 폭 방향의 일단측으로 돌출되어 길게 연장되고,
상기 띠상 기부의 연장된 부위가 상기 제 1 걸어 맞춤부가 있는 쪽의 면에서, 상기 띠상체가 상기 제 2 걸어 맞춤부가 없는 쪽의 면에서, 각각 상기 필름에 접합되고,
상기 띠상 기부는 상기 인열 유도편의 필름측의 면과는 반대측의 면에 형성되고,
상기 손잡이부는, 상기 띠상 기부와 상기 필름을 관통하는 절단선에 의해 형성된 외측 가장자리를 가짐으로써 상기 인열 유도편을 잡는 것을 가능하게 하고,
상기 절단선의 양단에 인접하는 지점에는, 상기 인열 유도편의 폭 방향을 횡단하도록 상기 띠상 기부를 절단하는 절단 영역이 형성되고,
상기 필름의 상기 띠상 기부가 형성된 측에는 상기 손잡이부를 덮는 보호 부재가 형성되고,
상기 필름의 폭 방향의 길이는, 상기 장척 부재의 길이 방향의 길이에 대하여 2 배를 초과하는, 필름체. - 제 9 항 또는 제 10 항에 있어서,
상기 인열 유도편 및 상기 필름의 상기 손잡이부와는 상이한 위치에 형성되고, 또한, 상기 필름과 상기 인열 유도편을, 상기 인열 유도편의 폭 방향을 횡단하도록 절단하는 절단부를 구비하는, 필름체. - 제 9 항 내지 제 11 항 중 어느 한 항에 있어서,
일방의 단 가장자리에 있어서 상기 장척 부재와 평행하게 상기 필름과 접합되는 복수의 추가 필름을 추가로 구비하는, 필름체. - 제 9 항 내지 제 11 항 중 어느 한 항에 기재된 필름체를 공급하는 공정과,
상기 필름 중 공급 방향을 따른 상기 필름의 양단 가장자리를 상기 장척 부재가 배치되는 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부를 선상으로 형성하여, 상기 필름을 통상으로 하는 공정과,
상기 접합부와 교차하는 횡단 방향을 따라 상기 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합함으로써 주머니체의 저부를 형성하는 공정과,
상기 필름의 횡단 방향을 따라 접합된 부분과는 상기 장척 부재를 사이에 둔 반대측의 위치에서, 상기 저부에 대하여 평행하게 상기 필름을 절단하는 공정을 갖는, 주머니체의 제조 방법. - 제 12 항에 기재된 필름체를 공급하는 공정과,
상기 필름 중 공급 방향을 따른 상기 필름의 양단 가장자리를 상기 장척 부재가 배치되는 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부를 선상으로 형성하고, 상기 필름을 통상으로 하는 공정과,
상기 접합부와 교차하는 횡단 방향을 따라 상기 필름과 상기 복수의 추가 필름의 타방의 단 가장자리를 접합함으로써 주머니체의 저부를 형성하는 공정과,
상기 필름의 횡단 방향을 따라 접합된 부분과는 상기 장척 부재를 사이에 둔 반대측의 위치에서, 상기 저부에 대하여 평행하게 상기 필름을 절단하는 공정을 갖는, 주머니체의 제조 방법. - 제 13 항 또는 제 14 항에 있어서,
상기 저부를 형성하는 공정 후에, 상기 통상으로 된 필름의 내부에 피포장물을 충전하는 공정과,
상기 피포장물을 충전한 후에 상기 저부로부터 상기 접합부를 따라 멀어진 위치에서 상기 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 정상부를 형성하는 공정을 갖고,
상기 필름을 절단하는 공정은, 상기 정상부를 형성하는 공정 후에, 상기 필름 중 상기 주머니체의 정상부 또는 상기 정상부의 피포장물이 충전된 측과는 반대측에 위치하는 부분을 절단하는, 주머니체의 제조 방법. - 장척상의 인열 유도편과 상기 인열 유도편의 길이 방향을 따라 형성된 띠상 기부를 갖는 장척 부재를, 상기 장척 부재의 길이 방향의 길이에 대하여 2 배를 초과하는 폭 방향의 길이를 갖는 필름에, 상기 인열 유도편이 필름측에 상기 띠상 기부가 상기 필름측과는 반대측이 되는 위치에서 길이 방향을 따라 송출하여, 상기 장척 부재를 상기 필름의 일면에 형성하는 공정과,
상기 띠상 기부와 상기 필름을 관통하는 절단선에 의해, 상기 인열 유도편을 잡는 것을 가능하게 하는 손잡이부의 외측 가장자리를 형성하는 공정과,
상기 절단선의 양단에 인접하는 지점에, 상기 인열 유도편의 폭 방향을 횡단하도록 상기 띠상 기부를 절단하는 절단 영역을 형성하는 공정과,
상기 손잡이부를 덮는 보호 부재를 상기 필름의 일면에 접합하는 공정과,
상기 필름의 양단 가장자리를 상기 장척 부재가 배치되는 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부를 선상으로 형성하고, 상기 필름을 통상으로 하는 공정과,
상기 접합부와 교차하는 횡단 방향을 따라 상기 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 저부를 형성하는 공정과,
상기 통상으로 된 필름의 내부에 피포장물을 충전하는 공정과,
상기 피포장물을 충전한 후에 상기 저부로부터 상기 접합부를 따라 멀어진 위치에서 상기 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 정상부를 형성하는 공정과,
상기 필름 중 상기 주머니체의 정상부 또는 상기 정상부의 상기 피포장물이 충전된 측과는 반대측에 위치하는 부분을 절단하는 공정을 갖는, 주머니체의 제조 방법. - 띠상 기부 및 상기 띠상 기부에 연속하는 제 1 걸어 맞춤부를 갖는 제 1 부재와, 띠상체 및 상기 띠상체에 연속해서 상기 제 1 걸어 맞춤부에 걸어 맞춤 가능한 제 2 걸어 맞춤부를 갖는 제 2 부재를 갖고, 상기 제 1 걸어 맞춤부와 상기 제 2 걸어 맞춤부를 걸어 맞춤시킨 상태에 있어서, 상기 띠상 기부의 폭 방향의 길이가 상기 띠상체보다 폭 방향의 일단측으로 돌출되어 길게 연장된 장척상의 지퍼 테이프와, 상기 띠상 기부의 상기 제 1 걸어 맞춤부가 있는 측의 면에 상기 띠상 기부의 길이 방향을 따라 형성된 장척상의 인열 유도편을 구비한 장척 부재를, 상기 장척 부재의 길이 방향의 길이에 대하여 2 배를 초과하는 폭 방향의 길이를 갖는 필름에, 상기 인열 유도편이 필름측에 상기 띠상 기부가 상기 필름측과는 반대측이 되는 위치에서 길이 방향을 따라 송출하여, 상기 장척 부재를 상기 필름의 일면에 형성하는 공정과,
상기 띠상 기부와 상기 필름을 관통하는 절단선에 의해, 상기 인열 유도편을 잡는 것을 가능하게 하는 손잡이부의 외측 가장자리를 형성하는 공정과,
상기 절단선의 양단에 인접하는 지점에, 상기 인열 유도편의 폭 방향을 횡단하도록 상기 띠상 기부를 절단하는 절단 영역을 형성하는 공정과,
상기 손잡이부를 덮는 보호 부재를 상기 필름의 일면에 접합하는 공정과,
상기 필름의 양단 가장자리를 상기 장척 부재가 배치되는 내측으로 되접어 꺾고, 서로 겹친 부분을 접합하여 접합부를 선상으로 형성하고, 상기 필름을 통상으로 하는 공정과,
상기 접합부와 교차하는 횡단 방향을 따라 상기 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 저부를 형성하는 공정과,
상기 통상으로 된 필름의 내부에 피포장물을 충전하는 공정과,
상기 피포장물을 충전한 후에 상기 저부로부터 상기 접합부를 따라 멀어진 위치에서 상기 필름 중 되접어 꺾인 부분과 되접어 꺾여 있지 않은 부분을 접합하여 주머니체의 정상부를 형성하는 공정과,
상기 필름 중 상기 주머니체의 정상부 또는 상기 정상부의 상기 피포장물이 충전된 측과는 반대측에 위치하는 부분을 절단하는 공정을 갖는, 주머니체의 제조 방법. - 제 13 항 내지 제 17 항 중 어느 한 항에 있어서,
상기 인열 유도편 및 상기 필름의 상기 손잡이부와는 상이한 위치에, 상기 필름과 상기 인열 유도편을, 상기 인열 유도편의 폭 방향을 횡단하도록 절단하여 절단부를 형성하는 공정을 추가로 포함하는, 주머니체의 제조 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020237044807A KR20240006701A (ko) | 2017-05-08 | 2018-04-26 | 주머니체, 필름체, 및 주머니체의 제조 방법 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017092532A JP6894753B2 (ja) | 2017-05-08 | 2017-05-08 | 袋体、フィルム体、及び袋体の製造方法 |
| JPJP-P-2017-092532 | 2017-05-08 | ||
| PCT/JP2018/016921 WO2018207631A1 (ja) | 2017-05-08 | 2018-04-26 | 袋体、フィルム体、および袋体の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237044807A Division KR20240006701A (ko) | 2017-05-08 | 2018-04-26 | 주머니체, 필름체, 및 주머니체의 제조 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200003019A true KR20200003019A (ko) | 2020-01-08 |
Family
ID=64104452
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237044807A KR20240006701A (ko) | 2017-05-08 | 2018-04-26 | 주머니체, 필름체, 및 주머니체의 제조 방법 |
| KR1020197034874A KR20200003019A (ko) | 2017-05-08 | 2018-04-26 | 주머니체, 필름체, 및 주머니체의 제조 방법 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237044807A KR20240006701A (ko) | 2017-05-08 | 2018-04-26 | 주머니체, 필름체, 및 주머니체의 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US11845589B2 (ko) |
| EP (1) | EP3623314B1 (ko) |
| JP (1) | JP6894753B2 (ko) |
| KR (2) | KR20240006701A (ko) |
| CN (1) | CN110603203B (ko) |
| TW (1) | TWI766012B (ko) |
| WO (1) | WO2018207631A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3867167A1 (en) * | 2018-10-15 | 2021-08-25 | GEA Food Solutions Weert B.V. | Vertical flow-wrapper, bag with a segment of a re-closure means and method to produce re-closable bag |
| JP6882350B2 (ja) | 2019-01-23 | 2021-06-02 | 出光ユニテック株式会社 | 内容物入り容器の製造装置、製造方法および容器 |
| JP7343297B2 (ja) * | 2019-05-09 | 2023-09-12 | 朋和産業株式会社 | 食品用包装材及び包装材原反の製造方法 |
| JP7423280B2 (ja) * | 2019-11-29 | 2024-01-29 | 出光ユニテック株式会社 | フィルムの加工装置、袋の製造装置、フィルムの加工方法および袋の製造方法 |
| CN114980775A (zh) * | 2020-01-24 | 2022-08-30 | 出光统一科技株式会社 | 夹链带、具有夹链带的袋以及具有夹链带的袋的制造方法 |
| JP2022065719A (ja) | 2020-10-16 | 2022-04-28 | 出光ユニテック株式会社 | フィルム片の打ち抜き接合装置、フィルムの製造装置、袋状容器の製造装置、フィルム片の打ち抜き接合方法、フィルムの製造方法および袋状容器の製造方法 |
| KR20240037236A (ko) * | 2021-07-20 | 2024-03-21 | 이데미쓰 유니테크 가부시키가이샤 | 용기, 용기의 제조 방법, 용기의 제조 장치, 시일 바 및 필름 조립체 |
| JP2023157728A (ja) * | 2022-04-15 | 2023-10-26 | 出光ユニテック株式会社 | フィルム片の接合装置、フィルムの製造装置、袋状容器の製造装置、フィルム片の接合方法、フィルムの製造方法および袋状容器の製造方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011510461A (ja) | 2008-01-24 | 2011-03-31 | オスラム ゲゼルシャフト ミット ベシュレンクテル ハフツング | 少なくとも1つの光源を駆動制御するための電子安定器および方法 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1273179B (it) * | 1994-05-05 | 1997-07-07 | Sales Spa | Dispositivo di apertura per contenitori flessibili, contenitore provvisto di tale dispositivo e procedimento per la sua applicazione |
| ES2364690T3 (es) | 1995-08-09 | 2011-09-12 | James Worth Yeager | Bolsa que se puede volver a cerrar. |
| US6224262B1 (en) * | 1999-03-08 | 2001-05-01 | Innoflex Incorporated | Bag with perforated opening and reinforcing patch |
| CN1148370C (zh) | 1999-06-22 | 2004-05-05 | 内蒙古苦参生化集团有限责任公司 | 从苦豆子制备氧化苦参碱的工艺 |
| JP2002337890A (ja) * | 2001-05-16 | 2002-11-27 | Hosokawa Yoko Co Ltd | ファスナーバッグ |
| JP2003011986A (ja) * | 2001-06-29 | 2003-01-15 | Houseki Planning:Kk | 易引裂密封袋及びその製法 |
| WO2003051729A1 (fr) | 2001-12-18 | 2003-06-26 | Idemitsu Unitech Co., Ltd. | Sac hermetiquement ferme comportant une bande d'ouverture |
| JP2004276925A (ja) * | 2003-03-13 | 2004-10-07 | Idemitsu Unitech Co Ltd | 咬合具及び包装袋 |
| WO2004083065A1 (ja) * | 2003-03-17 | 2004-09-30 | Hosokawa Yoko Co., Ltd. | ファスナーバッグ |
| JP4526884B2 (ja) | 2004-06-28 | 2010-08-18 | 出光ユニテック株式会社 | チャックテープ付き袋 |
| CN101072715B (zh) | 2004-12-07 | 2011-03-23 | 出光统一科技株式会社 | 卡扣以及带有卡扣的袋 |
| JP4787833B2 (ja) | 2005-04-18 | 2011-10-05 | 出光ユニテック株式会社 | チャックテープ付き袋の製造装置、製造方法 |
| ITTO20050269A1 (it) | 2005-04-21 | 2006-10-22 | Sales Spa | Dispositivo di apertura per contenitori flessibili ermetici |
| JP2007062829A (ja) * | 2005-09-01 | 2007-03-15 | Bosch Packaging Technology Kk | ファスナー付き袋製造用包装材およびこれを用いたファスナー付き袋 |
| JP2007112489A (ja) * | 2005-10-21 | 2007-05-10 | Toppan Printing Co Ltd | 再封機能付き自立性包装袋 |
| JP4805742B2 (ja) | 2006-07-19 | 2011-11-02 | 出光ユニテック株式会社 | チャックテープ付き包装袋 |
| JP2013151312A (ja) * | 2012-01-26 | 2013-08-08 | Aiwa Kogyo Kk | 食品包装体および食品包装用袋 |
| JP2014114035A (ja) * | 2012-12-07 | 2014-06-26 | Idemitsu Unitech Co Ltd | ジッパーテープ、ジッパーテープ付包材およびジッパーテープ付被装着物 |
| JP5651850B1 (ja) * | 2013-12-26 | 2015-01-14 | 日本竹菱株式会社 | カットテープ付きチャックテープ、及びカットテープ付きチャックテープを具備した包装袋 |
| JP5651851B1 (ja) * | 2013-12-26 | 2015-01-14 | 日本竹菱株式会社 | カットテープ付きチャックテープ、及びカットテープ付きチャックテープを具備した包装袋 |
| JP6514896B2 (ja) * | 2015-01-14 | 2019-05-15 | 出光ユニテック株式会社 | ジッパーテープ、ジッパーテープ付袋体、および、ジッパーテープ付袋体の製造方法 |
| JPWO2016163349A1 (ja) * | 2015-04-06 | 2018-02-01 | 出光ユニテック株式会社 | ジッパーテープ付袋体、その製造方法、および、その製造装置 |
| CN117549605A (zh) | 2015-09-14 | 2024-02-13 | 出光统一科技株式会社 | 带有卡扣带的袋体、袋体、袋体的制造方法及袋体的制造装置 |
-
2017
- 2017-05-08 JP JP2017092532A patent/JP6894753B2/ja active Active
-
2018
- 2018-04-26 KR KR1020237044807A patent/KR20240006701A/ko not_active Application Discontinuation
- 2018-04-26 KR KR1020197034874A patent/KR20200003019A/ko not_active IP Right Cessation
- 2018-04-26 WO PCT/JP2018/016921 patent/WO2018207631A1/ja unknown
- 2018-04-26 EP EP18798978.5A patent/EP3623314B1/en active Active
- 2018-04-26 CN CN201880030125.5A patent/CN110603203B/zh active Active
- 2018-04-26 US US16/611,737 patent/US11845589B2/en active Active
- 2018-05-02 TW TW107114852A patent/TWI766012B/zh active
-
2023
- 2023-11-02 US US18/500,288 patent/US20240059458A1/en active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011510461A (ja) | 2008-01-24 | 2011-03-31 | オスラム ゲゼルシャフト ミット ベシュレンクテル ハフツング | 少なくとも1つの光源を駆動制御するための電子安定器および方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI766012B (zh) | 2022-06-01 |
| CN110603203B (zh) | 2022-12-23 |
| US11845589B2 (en) | 2023-12-19 |
| EP3623314B1 (en) | 2023-12-13 |
| WO2018207631A1 (ja) | 2018-11-15 |
| US20240059458A1 (en) | 2024-02-22 |
| TW201843088A (zh) | 2018-12-16 |
| CN110603203A (zh) | 2019-12-20 |
| EP3623314A1 (en) | 2020-03-18 |
| US20200407122A1 (en) | 2020-12-31 |
| EP3623314A4 (en) | 2021-01-20 |
| JP2018188196A (ja) | 2018-11-29 |
| JP6894753B2 (ja) | 2021-06-30 |
| KR20240006701A (ko) | 2024-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200003019A (ko) | 주머니체, 필름체, 및 주머니체의 제조 방법 | |
| CN106573705B (zh) | 带模切幅材和重闭机构的易开且可重闭的带角撑板的包装 | |
| US11285686B2 (en) | Zipper tape-equipped bag body, article housing method for zipper tape-equipped bag body, manufacturing method for zipper tape-equipped bag body, and manufacturing device for zipper tape-equipped bag body | |
| WO2006062787A2 (en) | Easy opening rear seam bags and packaging methods | |
| JP6297410B2 (ja) | ジッパーテープ付袋体、ジッパーテープ付袋体の物品収納方法、および、ジッパーテープ付袋体の製造方法 | |
| CN108024600B (zh) | 带有卡扣带的袋体、袋体、袋体的制造方法及袋体的制造装置 | |
| KR101692596B1 (ko) | 합장 첩합 포장백 및 그것의 사용 방법 | |
| WO2016114304A1 (ja) | ジッパーテープ、ジッパーテープ付袋体、および、ジッパーテープ付袋体の製造方法 | |
| JP6684144B2 (ja) | ジッパーテープ体、係合部材付袋体、係合部材付袋体の製造方法、およびその製造装置 | |
| JP3182443U (ja) | 食品包装容器 | |
| AU2013221766A1 (en) | Easy open and reclosable package with panel section with die-cut | |
| WO2016163349A1 (ja) | ジッパーテープ付袋体、その製造方法、および、その製造装置 | |
| KR20200054205A (ko) | 주머니체, 주머니체의 제조 방법 및 제조 장치 | |
| US20160075481A1 (en) | Side-gusset bag and method of making same | |
| JP6487257B2 (ja) | ジッパーテープ体およびジッパーテープ付袋体の製造方法 | |
| JP5414603B2 (ja) | フィルタトウベール梱包用の多層シート | |
| JP6487256B2 (ja) | ジッパーテープ付袋体の製造方法 | |
| JP2015006892A (ja) | 袋体およびその製造方法 | |
| CN105666938B (zh) | 塑料袋制作设备 | |
| WO2022080213A1 (ja) | フィルム片の打ち抜き接合装置、フィルムの製造装置、袋状容器の製造装置、フィルム片の打ち抜き接合方法、フィルムの製造方法および袋状容器の製造方法 | |
| JP2001048232A (ja) | 棒状食品包装体と棒状食品の包装方法 | |
| JP2022031066A (ja) | チャック付き包装袋 | |
| WO2009122244A1 (en) | A method of producing multiple packages and corresponding package |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AMND | Amendment | ||
| AMND | Amendment | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment | ||
| X601 | Decision of rejection after re-examination | ||
| J201 | Request for trial against refusal decision | ||
| J301 | Trial decision |
Free format text: TRIAL NUMBER: 2023101002816; TRIAL DECISION FOR APPEAL AGAINST DECISION TO DECLINE REFUSAL REQUESTED 20231226 Effective date: 20240426 |