JP6950005B2 - 固体電池および固体電池の製造方法 - Google Patents
固体電池および固体電池の製造方法 Download PDFInfo
- Publication number
- JP6950005B2 JP6950005B2 JP2019569538A JP2019569538A JP6950005B2 JP 6950005 B2 JP6950005 B2 JP 6950005B2 JP 2019569538 A JP2019569538 A JP 2019569538A JP 2019569538 A JP2019569538 A JP 2019569538A JP 6950005 B2 JP6950005 B2 JP 6950005B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- solid
- aluminum
- negative electrode
- solid electrolyte
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/056—Accumulators with non-aqueous electrolyte characterised by the materials used as electrolytes, e.g. mixed inorganic/organic electrolytes
- H01M10/0561—Accumulators with non-aqueous electrolyte characterised by the materials used as electrolytes, e.g. mixed inorganic/organic electrolytes the electrolyte being constituted of inorganic materials only
- H01M10/0562—Solid materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/38—Selection of substances as active materials, active masses, active liquids of elements or alloys
- H01M4/381—Alkaline or alkaline earth metals elements
- H01M4/382—Lithium
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0585—Construction or manufacture of accumulators having only flat construction elements, i.e. flat positive electrodes, flat negative electrodes and flat separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/043—Processes of manufacture in general involving compressing or compaction
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/134—Electrodes based on metals, Si or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
- H01M4/1395—Processes of manufacture of electrodes based on metals, Si or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/38—Selection of substances as active materials, active masses, active liquids of elements or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/38—Selection of substances as active materials, active masses, active liquids of elements or alloys
- H01M4/40—Alloys based on alkali metals
- H01M4/405—Alloys based on lithium
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/38—Selection of substances as active materials, active masses, active liquids of elements or alloys
- H01M4/46—Alloys based on magnesium or aluminium
- H01M4/463—Aluminium based
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/021—Physical characteristics, e.g. porosity, surface area
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/026—Electrodes composed of, or comprising, active material characterised by the polarity
- H01M2004/027—Negative electrodes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Inorganic Chemistry (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Secondary Cells (AREA)
Description
以下、本発明の固体電池の一実施形態について、図面を参照しながら詳細に説明する。図1は、本発明の一実施形態に係る固体電池の断面を示す説明図である。図1に示すように固体電池1は、電池本体10と、負極集電体50と、正極集電体60とを備える。なお、本明細書において、固体電池とは電池を全固体化したものをいう。
次に、本発明の一実施形態に係る固体電池1の製造方法について、図面を参照しながら説明する。図8は、本発明の一実施形態に係る固体電池の製造方法を示す説明図である。図9は、本発明の一実施形態に係る固体電池の製造方法における、切断工程の一例を示す説明図である。図8に示すように、固体電池1の製造方法は、固体電解質材塗布工程と、圧接接合工程と、切断工程とを含む。
本実施形態に係る固体電解質材塗布工程は、アルミニウム層31を形成するためのアルミニウム板上に固体電解質材を塗布して、固体電解質層40を形成する工程である。固体電解質材を塗布する方法としては、例えば、ダイコート法、スプレーコート法、転写シート法、ディップコート法、スクリーン印刷法等を挙げることができる。
本実施形態に係る圧接接合工程は、アルミニウム層31を形成するためのアルミニウム板の固体電解質層40が形成された一面上に、正極電極層20を配置するとともに、アルミニウム板の固体電解質層40が形成されていない他面上に、リチウム層32を形成するためのリチウム板を配置して得られる積層体を圧接接合することにより、固体電池1を得る工程である。
切断工程は、圧接接合された電池本体を、所定長さに切断する工程である。図9に示すように、本実施形態においては、切断工程は、圧接接合された電池本体10を、圧縮しながら所定長さに切断する工程である。
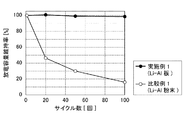
厚みが100μmのアルミニウム箔と、厚みが100μmのリチウム箔とを重ね合わせて、実施例1の負極電極層とした。
アルミニウム−リチウム合金粉末をプレス成型して比較例1の負極電極層とした。
負極電極層における、リチウムとアルミニウムとの合計を100mol%とした場合に、リチウムがそれぞれ38mol%(実施例2)、44mol%(実施例3)、50mol%(実施例4)60mol%(実施例5)、80mol%(実施例6)となるようにアルミニウム板と、リチウム板とを重ね合わせて、実施例2〜実施例6の負極電極層とした。
予めアルミニウム板の上に固体電解質層を塗工した電極に対し、正極層を塗工した電極を重ね、一軸プレスにて4.5ton/cm2の加圧力にて加圧成形した。その後、リチウム板を負極電極層の下部に配置し、1ton/cm2の加圧力にて加圧成形し、固体電池を作製した。負極電極層としては、厚みが100μmのアルミニウム板と、厚みが100μmのリチウム板とを用いた。
ハードカーボン(負極活物質)と固体電解質とを55:45wt%の比率で混合した合材電極を、一軸プレスにて3ton/cm2の加圧力にて成形した。成形後の負極電極層に固体電解質層を塗工した。その後、正極層を塗工した電極を重ね、一軸プレスにて4.5ton/cm2の加圧力にて加圧成形し、固体電池を作製した。
20 正極電極層
30 負極電極層
31 アルミニウム層
32 リチウム層
33 アルミニウム−リチウム合金層
40 固体電解質層
Claims (3)
- 正極電極層と、アルミニウム層およびリチウム層を備える負極電極層と、前記正極電極層と前記負極電極層との間に配置される固体電解質層と、を備える固体電池の製造方法であって、
前記アルミニウム層を形成するためのアルミニウム板上に固体電解質材を塗布して、前記固体電解質層を形成する、固体電解質材塗布工程と、
前記アルミニウム板の前記固体電解質層が形成された一面上に、前記正極電極層を配置するとともに、前記アルミニウム板の前記固体電解質層が形成されていない他面上に、前記リチウム層を形成するためのリチウム板を配置して得られる積層体を、圧接接合することにより固体電池を得る、圧接接合工程と、
を備える固体電池の製造方法。 - 前記圧接接合された固体電池を、圧縮しながら所定長さに切断する、切断工程を更に備える請求項1に記載の固体電池の製造方法。
- 前記圧接接合工程は、ロールプレス法によって行われる請求項1または2に記載の固体電池の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021154304A JP7273119B2 (ja) | 2018-02-01 | 2021-09-22 | 固体電池および固体電池の製造方法 |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018016551 | 2018-02-01 | ||
| JP2018016548 | 2018-02-01 | ||
| JP2018016548 | 2018-02-01 | ||
| JP2018016551 | 2018-02-01 | ||
| PCT/JP2019/003309 WO2019151376A1 (ja) | 2018-02-01 | 2019-01-31 | 固体電池および固体電池の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021154304A Division JP7273119B2 (ja) | 2018-02-01 | 2021-09-22 | 固体電池および固体電池の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2019151376A1 JPWO2019151376A1 (ja) | 2020-12-10 |
| JP6950005B2 true JP6950005B2 (ja) | 2021-10-13 |
Family
ID=67478472
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019569538A Active JP6950005B2 (ja) | 2018-02-01 | 2019-01-31 | 固体電池および固体電池の製造方法 |
| JP2021154304A Active JP7273119B2 (ja) | 2018-02-01 | 2021-09-22 | 固体電池および固体電池の製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021154304A Active JP7273119B2 (ja) | 2018-02-01 | 2021-09-22 | 固体電池および固体電池の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20210104774A1 (ja) |
| JP (2) | JP6950005B2 (ja) |
| CN (1) | CN111670510B (ja) |
| WO (1) | WO2019151376A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7401317B2 (ja) | 2020-01-21 | 2023-12-19 | 本田技研工業株式会社 | 固体電池 |
| JP7407014B2 (ja) | 2020-02-19 | 2023-12-28 | 日産自動車株式会社 | 全固体リチウムイオン二次電池 |
| EP4135093A1 (en) * | 2020-04-09 | 2023-02-15 | Sumitomo Chemical Company, Limited | Laminate for lithium secondary battery |
| CN114556622A (zh) * | 2020-05-08 | 2022-05-27 | 株式会社Lg新能源 | 无锂电池及其制备方法 |
| JP7424261B2 (ja) * | 2020-09-30 | 2024-01-30 | トヨタ自動車株式会社 | 負極材料及び固体電池 |
| US20220376225A1 (en) * | 2021-05-20 | 2022-11-24 | Apple Inc. | Bonding Of Current Collector To Lithium Anode Of Solid-State Battery Using Metal Alloying |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0611887B2 (ja) * | 1989-05-25 | 1994-02-16 | 本城金属株式会社 | リチウム合金の製造方法 |
| KR100953543B1 (ko) * | 2003-12-01 | 2010-04-21 | 삼성에스디아이 주식회사 | 리튬 애노드, 그의 제조방법 및 이를 채용한 리튬 전지 |
| US8778543B2 (en) * | 2007-12-03 | 2014-07-15 | Seiko Epson Corporation | Sulfide-based lithium-ion-conducting solid electrolyte glass, all-solid lithium secondary battery, and method for manufacturing all-solid lithium secondary battery |
| JP2010080210A (ja) * | 2008-09-25 | 2010-04-08 | Sumitomo Electric Ind Ltd | 電池およびその製造方法 |
| JP6063283B2 (ja) * | 2013-02-06 | 2017-01-18 | 日本特殊陶業株式会社 | 全固体電池、及び、全固体電池の製造方法 |
| JP6139776B2 (ja) * | 2014-09-08 | 2017-05-31 | 日立マクセル株式会社 | 非水電解液電池、およびその製造方法 |
| JP2017073334A (ja) * | 2015-10-09 | 2017-04-13 | 日立マクセル株式会社 | 非水電解液電池 |
| CN105529453B (zh) * | 2015-11-22 | 2018-03-30 | 天津赫维科技有限公司 | 一种3v可充扣式锂电池锂铝合金负极的制作方法 |
| CN107068964A (zh) * | 2016-12-29 | 2017-08-18 | 中国电子科技集团公司第十八研究所 | 锂铝合金表面修饰的锂负极及其固态电池 |
-
2019
- 2019-01-31 CN CN201980011041.1A patent/CN111670510B/zh active Active
- 2019-01-31 US US16/965,014 patent/US20210104774A1/en active Pending
- 2019-01-31 WO PCT/JP2019/003309 patent/WO2019151376A1/ja active Application Filing
- 2019-01-31 JP JP2019569538A patent/JP6950005B2/ja active Active
-
2021
- 2021-09-22 JP JP2021154304A patent/JP7273119B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2019151376A1 (ja) | 2020-12-10 |
| JP2021192388A (ja) | 2021-12-16 |
| WO2019151376A1 (ja) | 2019-08-08 |
| CN111670510A (zh) | 2020-09-15 |
| CN111670510B (zh) | 2023-09-15 |
| US20210104774A1 (en) | 2021-04-08 |
| JP7273119B2 (ja) | 2023-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6950005B2 (ja) | 固体電池および固体電池の製造方法 | |
| CN108417883B (zh) | 全固体电池及其制造方法 | |
| JP6085370B2 (ja) | 全固体電池、全固体電池用電極及びその製造方法 | |
| JP5519356B2 (ja) | リチウムイオン二次電池及びその製造方法 | |
| CN103959540A (zh) | 制备电极组件的方法和使用所述方法制备的电极组件 | |
| JP5626654B2 (ja) | 非水電解質電池、及び非水電解質電池の製造方法 | |
| JP7129144B2 (ja) | 全固体電池およびその製造方法 | |
| CN111213261A (zh) | 电极层叠体、全固态层叠型二次电池及其制造方法 | |
| WO2011148824A1 (ja) | 非水電解質電池、およびその製造方法 | |
| JP6638692B2 (ja) | 積層電池 | |
| WO2020137258A1 (ja) | 電池 | |
| US11637326B2 (en) | Laminate | |
| JP5668608B2 (ja) | 全固体電池の製造方法 | |
| JP5648978B2 (ja) | 非水電解質電池、及び非水電解質電池の製造方法 | |
| CN113471517A (zh) | 全固态电池及其制造方法 | |
| JP6074989B2 (ja) | 固体電池の製造方法 | |
| JP7401317B2 (ja) | 固体電池 | |
| JP2019207871A (ja) | 電池 | |
| WO2017130674A1 (ja) | 固定電解質および、固体電解質を用いた全固体リチウム電池 | |
| JP2013125636A (ja) | 非水電解質電池 | |
| JP2019197728A (ja) | 全固体電池およびその製造方法 | |
| JP7474977B2 (ja) | 電池 | |
| JP2020113415A (ja) | 全固体二次電池およびその充電方法 | |
| WO2024028622A1 (ja) | 二次電池 | |
| JP6988738B2 (ja) | 硫化物全固体電池用負極及び硫化物全固体電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210615 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210824 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210922 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6950005 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |