JP5908342B2 - 工作機械の加工振動抑制方法及び加工振動抑制装置 - Google Patents
工作機械の加工振動抑制方法及び加工振動抑制装置 Download PDFInfo
- Publication number
- JP5908342B2 JP5908342B2 JP2012113633A JP2012113633A JP5908342B2 JP 5908342 B2 JP5908342 B2 JP 5908342B2 JP 2012113633 A JP2012113633 A JP 2012113633A JP 2012113633 A JP2012113633 A JP 2012113633A JP 5908342 B2 JP5908342 B2 JP 5908342B2
- Authority
- JP
- Japan
- Prior art keywords
- tool
- vibration
- feed
- machining
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/09—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool
- B23Q17/0952—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool during machining
- B23Q17/0971—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool during machining by measuring mechanical vibrations of parts of the machine
- B23Q17/0976—Detection or control of chatter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/0032—Arrangements for preventing or isolating vibrations in parts of the machine
- B23Q11/0039—Arrangements for preventing or isolating vibrations in parts of the machine by changing the natural frequency of the system or by continuously changing the frequency of the force which causes the vibration
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/404—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control arrangements for compensation, e.g. for backlash, overshoot, tool offset, tool wear, temperature, machine construction errors, load, inertia
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/013—Control or regulation of feed movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/08—Control or regulation of cutting velocity
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37517—Compensation of position for vibration of probe, calibration x-y lookup table
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49176—Compensation of vibration of machine base due to slide movement
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303752—Process
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303752—Process
- Y10T409/303808—Process including infeeding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/304312—Milling with means to dampen vibration
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306664—Milling including means to infeed rotary cutter toward work
- Y10T409/306776—Axially
- Y10T409/306832—Axially with infeed control means energized in response to activator stimulated by condition sensor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Automatic Control Of Machine Tools (AREA)
- Numerical Control (AREA)
- Milling Processes (AREA)
- Auxiliary Devices For Machine Tools (AREA)
Description
また切削加工では、主軸モータに十分なトルクが有る場合は、ある変位量と周期にて主軸の回転速度を変動させる方法や、送り軸に加工中に超音波を発生させるユニットを取付けることで高周波の微小振動を付加させて切削力の低減を図り、びびりを抑制する方法がある(例えば、特許文献2参照)。
さらに、トロコイド軌跡加工によって刃の加工物への接触時間を減らすことでびびりの成長を抑制させるといった方法もある。
この方法によれば、送り動作に対して強制振動が加えられて加工、即ち被加工物を相対振動させながら加工が実施される。その結果、工具の1刃送り量が周期的に変化するため、重切削時等の際に発生するびびり振動を抑制することが可能となる。
また、送り動作に対して重畳される強制振動が、工具の回転数に等しい即ち工具の振れに等しい振動数であるため、工具振れ量の影響をキャンセルするよう作用させることができ、工具チッピングを抑制できる。特に工具が複数の切れ刃を備えている場合、工具の振れに対して逆位相の振動を加えれば工具の振れをキャンセルでき、各切れ刃の切削力が均等になるよう割り振ることができ、工具チッピングを確実に抑制できる。
更に工具振れ量の影響をキャンセルするよう作用させることで工具チッピングを低減できる。
この方法によれば、送り動作に対して強制振動が加えられて加工、即ち被加工物を相対振動させながら加工が実施される。その結果、工具の1刃送り量が周期的に変化するため、重切削時等の際に発生するびびり振動を抑制することが可能となる。
加えて、切削抵抗が大きい状態と小さい状態とが工具の回転数に連動して発生することがないし切削力が不均一になるため、びびり振動を抑制できる。
また、切れ刃にかかる切削力が分散されるため、常に特定の刃に最大切削力が加わることがなくなり、工具チッピングの抑制も可能となる。
更に、工具の回転数に連動した振動とずらした振動の2種類の振動を被加工物に加えるため、びびり振動を抑制できるし工具チッピングも抑制できる。
この構成によれば、被加工物の振幅及び位相を入力して演算した振動を工具或いは被加工物に加えて、被加工物を振動させながら加工が実施される。その結果、工具の1刃送り量が周期的に変化するため、重切削時等の際に発生するびびり振動を抑制することが可能となる。
また、切れ刃にかかる切削力が分散されるため、常に特定の刃に最大切削力が加わることがなくなり、工具チッピングの抑制も可能となる。更に工具振れ量の影響をキャンセルするよう作用させることで工具チッピングを低減できる。
この構成によれば、被加工物の振幅及び位相を入力して演算した振動を工具或いは被加工物に加えて、被加工物を振動させながら加工が実施される。その結果、工具の1刃送り量が周期的に変化するため、重切削時等の際に発生するびびり振動を抑制することが可能となる。
加えて、切削抵抗が大きい状態と小さい状態とが工具の回転数に連動して発生することがないし切削力が不均一になるため、びびり振動を抑制できる。
また、切れ刃にかかる切削力が分散されるため、常に特定の刃に最大切削力が加わることがなくなり、工具チッピングの抑制も可能となる。
また、工具の回転数に連動した振動とずらした振動の2種類の振動を被加工物に加えるため、びびり振動を抑制できるし工具チッピングも抑制できる。更に工具振れ量の影響をキャンセルするよう作用させることで工具チッピングを低減できる。
また、送り動作に対して重畳される強制振動を、工具の回転数に等しくすれば、工具振れ量の影響をキャンセルするよう作用させることができ、工具チッピングを確実に抑制できる。
例えば、主軸2に直交するX−Y平面における円弧加工であれば、加える微小振動は次の式1,式2で設定された軌跡を基本とした振動が通常指令の加工軌跡に重畳される。
Y=R×sin(ωt) ・・式2
但し、R:微小振動半径設定値、ω:工具回転の角速度、t:経過時間、θ1:X−Y軸間の位相差である。尚、微小半径設定値Rは、工具1の1刃送り量程度(例えば、0.1mm)とするなど、加工条件に合わせ任意の値とする。
図10は、こうして送り軸10に微小振動を重畳して加工した場合の工具1の軌跡Mの模式図を示している。図10に示すように、この時重畳される微小振動により工具1は円を描くように加工動作する。
尚、ここではX−Y平面内でのみ振動させる場合を説明したが、更に主軸2の方向であるZ軸方向の振動を加えても良く、びびり振動を抑制できる。
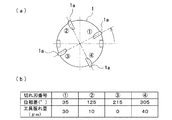
通常、主軸2の回転を制御する主軸回転制御装置11は、回転角度及び1回転毎にパルス信号が出力されるため、この信号から工具回転の回転角度原点やパルス信号発生位置と切れ刃1aの位相(以下、単に「各切れ刃1aの位相」とする)情報を得ることができる。
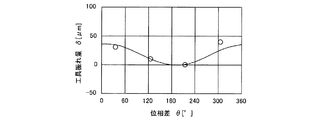
工具振れ量δ(μm)=18×(1 + sin(θ2−280°)) ・・式3
ただし、θ2:工具回転軸から発せられるパルス信号や回転角度原点からの位相差、 280°:位相差補正値である。
X=R×cos(ωt−θ1) −δx ・・式4
Y=R×sin(ωt)−δy ・・式5
ただし、δx:X軸方向への振れ量分配値、δy:Y軸方向への振れ量分配値である。
加工は、主軸回転制御装置11にて監視している主軸回転速度を基に、入力された切れ刃1aの各位置と工具ボディとの位相関係を取得するステップ(S3)以降の制御が繰り返して実施される(S6)。
また、最大切削力が削減されることでびびり振動も合わせて抑制できる。
図5,6に示す様に、1回転内における工具1の振れ量を抑制するように送り軸10a,10bを制御した結果、切れ刃1aに作用する最大切削力が約1割減少、切削力の相対差も半減した。この結果、工具チッピングの発生割合がより少なくなった。
尚、nは後述する所定の整数、工具回転角速度=2×π×工具回転周波数、工具回転周波数=1/工具回転周期である。この工具回転速度は、NCプログラム中の主軸回転速度指令値や実際の主軸回転速度制御値から取得する。
一方、刃数が奇数の場合、nは奇数でなくとも良いし整数でなくとも良い。刃数が奇数の場合は、nの値に拘わらず特定の切れ刃に集中して切削力が加わるような事態が発生し難い。尚、刃数が偶数の場合は、nが整数でなくても長時間の加工であれば同様の効果を得ることができる。
尚、工具1の回転数に同期させない振動を重畳させる上記加工形態は、びびり振動の抑制に関して見れば、工具1の刃数に関係なく切れ刃1aが単数であっても有効である。
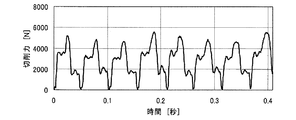
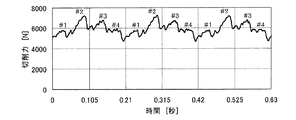
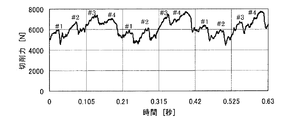
図8は、この条件での加工中の切削力分布を示す表図であり、♯1〜♯4は4枚ある切れ刃1aの番号を示している。尚、これは加工物に切削動力計を取付けて加工して取得している。
図8,図9の加工結果から、n=0の場合は最大切削力が常に特定の刃のみに印加されている(図8では♯2の切れ刃1aに集中)が、n=1の場合は切れ刃1aに印加される最大切削力が順次移動していることがわかる。具体的に、図9では5山で1周期を形成し、最大値は♯3→♯4→・・・と順次移動しているのが見て取れる。結果として、工具チッピング発生割合がより少なくなった。
Claims (4)
- 主軸に装着した工具を回転させて被加工物を加工する工作機械の加工振動抑制方法であって、
加工中の送り軸の送り動作に対して、所定の振幅及び振動数の強制振動を加えて加工することを含み、
前記強制振動の振動数が、前記工具の回転数に等しい振動数であり、
前記工具の回転速度は主軸の回転速度制御値から取得し、
それにより前記送り動作に重畳された前記強制振動が工具振れ量の影響をキャンセルするよう作用することを特徴とする工作機械の加工振動抑制方法。 - 主軸に装着した工具を回転させて被加工物を加工する工作機械の加工振動抑制方法であって、
加工中の送り軸の送り動作に対して、所定の振幅及び振動数の強制振動を加えて加工することを含み、
前記強制振動の振動数が、前記工具の回転数に等しい振動数であり、
工具の回転数に対して所定量ずらした振動数の第1の振動数に加えて、特定の振幅で工具の回転数に等しい振動数の第2の振動を加工中の送り軸の送り動作に対して重畳させて加工することを特徴とする工作機械の加工振動抑制方法。 - 1又は複数の切れ刃を有する工具を装着した主軸を回転させて、被加工物或いは工具の少なくとも一方を前記主軸に直交する平面内で送り移動させて加工を行う工作機械の加工振動抑制装置であって、
被加工物の振幅及び位相を設定する条件入力手段と、
入力された前記被加工物の振幅及び位相を基に、送り軸を振動させる位相を演算して送り軸制御信号を生成する振動演算手段と、
前記送り軸の送りを制御する送り制御手段と、
工具の回転位相を取得する工具情報入力部と、を有し、
前記送り制御手段は、前記送り軸制御信号に基づく強制振動を被加工物に加え、
前記振動演算手段が出力する前記強制振動を実施する前記送り軸制御信号は、予め設定した振幅で且つ工具の回転数に等しい振動数で振動させる信号である一方、
前記工具の回転速度は主軸の回転速度制御値から取得し、
それにより前記送り動作に重畳された前記強制振動が工具振れ量の影響をキャンセルするよう作用することを特徴とする工作機械の加工振動抑制装置。 - 1又は複数の切れ刃を有する工具を装着した主軸を回転させて、被加工物或いは工具の少なくとも一方を前記主軸に直交する平面内で送り移動させて加工を行う工作機械の加工振動抑制装置であって、
被加工物の振幅及び位相を設定する条件入力手段と、
入力された前記被加工物の振幅及び位相を基に、送り軸を振動させる位相を演算して送り軸制御信号を生成する振動演算手段と、
前記送り軸の送りを制御する送り制御手段と、
工具の回転位相を取得する工具情報入力部と、を有し、
前記送り制御手段は、前記送り軸制御信号に基づく強制振動を被加工物に加え、
前記振動演算手段が出力する前記強制振動を実施する前記送り軸制御信号は、予め設定した振幅で且つ工具の回転数に等しい振動数で振動させる信号であり、
前記振動演算手段が出力する前記送り軸制御信号は、工具の回転数に対して所定量ずらした振動数の第1の振動で振動させる制御信号に、工具の回転数に等しい振動数の第2の振動数で振動させる制御信号を重畳させた信号であり、
前記送り制御手段は、前記2種類の制御信号による強制振動を被加工物に加えることを特徴とする工作機械の加工振動抑制装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012113633A JP5908342B2 (ja) | 2012-05-17 | 2012-05-17 | 工作機械の加工振動抑制方法及び加工振動抑制装置 |
| US13/793,093 US9221143B2 (en) | 2012-05-17 | 2013-03-11 | Machining vibration suppressing method and machining vibration suppressing apparatus for machine tool |
| IT000429A ITMI20130429A1 (it) | 2012-05-17 | 2013-03-21 | Metodo di soppressione di vibrazione alla lavorazione e apparecchio di soppressione di vibrazione alla lavorazione per macchina utensile |
| DE102013206243.5A DE102013206243B4 (de) | 2012-05-17 | 2013-04-09 | Bearbeitungsschwingungsunterdrückungsverfahren und Bearbeitungsschwingungsunterdrückungseinrichtung für eine Werkzeugmaschine |
| CN201310178642.6A CN103419076B (zh) | 2012-05-17 | 2013-05-15 | 机床的加工振动抑制方法以及加工振动抑制装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012113633A JP5908342B2 (ja) | 2012-05-17 | 2012-05-17 | 工作機械の加工振動抑制方法及び加工振動抑制装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013240837A JP2013240837A (ja) | 2013-12-05 |
| JP2013240837A5 JP2013240837A5 (ja) | 2014-11-27 |
| JP5908342B2 true JP5908342B2 (ja) | 2016-04-26 |
Family
ID=49484832
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012113633A Active JP5908342B2 (ja) | 2012-05-17 | 2012-05-17 | 工作機械の加工振動抑制方法及び加工振動抑制装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9221143B2 (ja) |
| JP (1) | JP5908342B2 (ja) |
| CN (1) | CN103419076B (ja) |
| DE (1) | DE102013206243B4 (ja) |
| IT (1) | ITMI20130429A1 (ja) |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013038532A1 (ja) * | 2011-09-14 | 2013-03-21 | 株式会社ジェイテクト | 加工制御装置および加工制御方法 |
| JP5832388B2 (ja) * | 2012-07-09 | 2015-12-16 | 本田技研工業株式会社 | 作業方法及び作業装置 |
| CN103958425B (zh) * | 2012-08-31 | 2015-11-25 | 赛隆技术有限公司 | 强化玻璃的加工方法及强化玻璃用加工装置 |
| KR102191166B1 (ko) * | 2013-06-10 | 2020-12-16 | 두산공작기계 주식회사 | 회전 절삭공구의 실시간 회전수 설정방법 및 제어장치 |
| JP6243260B2 (ja) | 2013-12-16 | 2017-12-06 | 国立大学法人 東京大学 | 主軸モータの制御装置 |
| JP5781241B1 (ja) * | 2014-03-17 | 2015-09-16 | 三菱電機株式会社 | 数値制御装置 |
| EP3124173B1 (en) * | 2014-03-26 | 2019-02-27 | Citizen Watch Co., Ltd. | Control device for machine tool, and machine tool provided with said control device |
| CN106232293B (zh) * | 2014-03-26 | 2020-01-10 | 西铁城时计株式会社 | 机床的控制装置以及具备该控制装置的机床 |
| JP6625794B2 (ja) * | 2014-05-21 | 2019-12-25 | Dmg森精機株式会社 | びびり振動を抑制可能な主軸安定回転数の算出方法、その報知方法、主軸回転数制御方法及びncプログラム編集方法、並びにその装置。 |
| JP5890472B2 (ja) | 2014-06-13 | 2016-03-22 | ファナック株式会社 | 周期動作サイクルに同期した重畳サイクルを重畳させる機能を有する数値制御装置 |
| CN104076734A (zh) * | 2014-06-26 | 2014-10-01 | 天津职业技术师范大学 | 一种铣削加工颤振在线寻优方法 |
| TWI657889B (zh) * | 2014-09-22 | 2019-05-01 | 日商西鐵城時計股份有限公司 | Machine tool and its control device |
| JP6514876B2 (ja) * | 2014-10-27 | 2019-05-15 | オークマ株式会社 | 工作機械における送り軸の制御方法及び工作機械 |
| JP5851670B1 (ja) * | 2014-10-28 | 2016-02-03 | 三菱電機株式会社 | 数値制御装置 |
| KR101863019B1 (ko) * | 2014-11-26 | 2018-05-30 | 미쓰비시덴키 가부시키가이샤 | 수치 제어 장치 |
| JP6366563B2 (ja) | 2014-12-19 | 2018-08-01 | オークマ株式会社 | 工作機械における送り軸の位置制御装置 |
| JP6495682B2 (ja) * | 2015-02-26 | 2019-04-03 | オークマ株式会社 | 工作機械における送り軸の制御方法及び工作機械 |
| JP6442327B2 (ja) * | 2015-03-06 | 2018-12-19 | 国立大学法人 東京大学 | 工作機械、及び被加工物の加工方法 |
| JP6426557B2 (ja) * | 2015-08-10 | 2018-11-21 | ファナック株式会社 | 被加工物の振動を抑制する振動抑制方法及び機械加工システム |
| WO2017083120A1 (en) * | 2015-11-12 | 2017-05-18 | The Regents Of The University Of California | Acoustic and vibration sensing apparatus and method for monitoring cutting tool operation |
| CN105563243B (zh) * | 2015-12-29 | 2017-12-29 | 长春工业大学 | 一种光栅刻划刀具刃磨振动控制方法 |
| WO2017154671A1 (ja) * | 2016-03-11 | 2017-09-14 | 国立大学法人名古屋大学 | エンドミル加工装置およびcam装置およびncプログラムおよび加工方法 |
| DE112016007507T5 (de) * | 2016-12-08 | 2019-09-05 | Mitsubishi Electric Corporation | Numerische steuervorrichtung |
| DE102016224749A1 (de) * | 2016-12-12 | 2018-06-14 | Robert Bosch Gmbh | Werkzeugmaschine zur spanenden Bearbeitung eines Werkstücks |
| JP6866213B2 (ja) * | 2017-04-17 | 2021-04-28 | オークマ株式会社 | 工作機械における送り軸の制御方法及び工作機械 |
| WO2019044911A1 (ja) * | 2017-08-29 | 2019-03-07 | 国立大学法人名古屋大学 | 振動切削装置および接触検出プログラム |
| JP6629816B2 (ja) * | 2017-10-31 | 2020-01-15 | ファナック株式会社 | 診断装置および診断方法 |
| CN110393006A (zh) * | 2018-02-09 | 2019-10-29 | 深圳市大疆创新科技有限公司 | 抑制云台振动的方法及云台 |
| JP6683749B2 (ja) * | 2018-03-14 | 2020-04-22 | ファナック株式会社 | 補正量取得装置、送り機構制御装置、補正量取得方法および送り機構の制御方法 |
| CN108655435B (zh) * | 2018-04-12 | 2020-05-08 | 上海交通大学 | 车床微作动平台与车床系统 |
| CN108628249B (zh) * | 2018-06-01 | 2020-03-17 | 西安交通大学 | 一种基于辅助叠加振动的铣削加工颤振控制方法及系统 |
| JP6787950B2 (ja) * | 2018-06-04 | 2020-11-18 | ファナック株式会社 | 数値制御装置 |
| CN109240207B (zh) * | 2018-11-05 | 2021-05-14 | 青岛理工大学 | 一种基于多传感器的振动切削加工诊断系统及方法 |
| JP7131454B2 (ja) * | 2019-03-27 | 2022-09-06 | ブラザー工業株式会社 | 数値制御装置、工作機械、制御プログラム、及び記憶媒体 |
| WO2020208685A1 (ja) * | 2019-04-08 | 2020-10-15 | 三菱電機株式会社 | 数値制御装置およびびびり振動の発生判定方法 |
| JP7497968B2 (ja) * | 2019-10-01 | 2024-06-11 | ファナック株式会社 | 数値制御装置、工作機械システム及び数値制御方法 |
| JP7403282B2 (ja) * | 2019-11-01 | 2023-12-22 | オークマ株式会社 | 工作機械における主軸回転速度のモニタ装置及びモニタ方法、工作機械 |
| WO2021153483A1 (ja) * | 2020-01-28 | 2021-08-05 | ファナック株式会社 | 工作機械の制御装置 |
| JP7049729B2 (ja) * | 2020-03-30 | 2022-04-07 | 国立大学法人東海国立大学機構 | 切削装置および切削方法 |
| EP3929677A1 (de) * | 2020-06-24 | 2021-12-29 | Siemens Aktiengesellschaft | Schwingungsdämpfungssystem und werkzeugmaschine |
| CN113510496A (zh) * | 2021-05-08 | 2021-10-19 | 北京工业大学 | 一种用于可调距螺旋桨叶面加工的随动工装 |
| US20240142947A1 (en) * | 2021-05-25 | 2024-05-02 | Fanuc Corporation | Numerical control device and machining method |
| CN113977348B (zh) * | 2021-12-28 | 2022-04-01 | 杭州骏宇科技有限公司 | 机床全程自感知自适应切削的方法 |
| CN114310489B (zh) * | 2022-01-25 | 2022-11-01 | 南京工程学院 | 薄壁工件加工声波振动抑制装置及方法 |
| KR20240018145A (ko) * | 2022-08-02 | 2024-02-13 | 한화정밀기계 주식회사 | 터닝 가공 시 미세 진동 상쇄 시스템 및 이의 방법 |
| CN117340333B (zh) * | 2023-12-04 | 2024-02-13 | 常州润来科技有限公司 | 一种自检式铜管铣面装置及检测方法 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5209326A (en) * | 1989-03-16 | 1993-05-11 | Active Noise And Vibration Technologies Inc. | Active vibration control |
| JPH08257864A (ja) * | 1995-03-22 | 1996-10-08 | Mitsubishi Heavy Ind Ltd | 送り軸機構 |
| JP2997632B2 (ja) | 1995-04-27 | 2000-01-11 | 核燃料サイクル開発機構 | 回転体に対する電磁的回転加振装置及びそれを用いた回転体の制振装置 |
| US5876155A (en) * | 1997-05-15 | 1999-03-02 | Ford Global Technologies, Inc. | Method of eliminating chatter in plunge cutting with cutters at different diameters and depths |
| JP3558508B2 (ja) * | 1997-10-28 | 2004-08-25 | 東芝機械株式会社 | Nc工作機械の制御装置 |
| US6241435B1 (en) * | 1998-03-25 | 2001-06-05 | Vought Aircraft Industries, Inc. | Universal adaptive machining chatter control fixture |
| JP4059411B2 (ja) * | 1998-10-24 | 2008-03-12 | 森精機興産株式会社 | Nc工作機械の制御装置 |
| US6296093B1 (en) * | 1998-11-09 | 2001-10-02 | Lord Corportion | Vibration-damped machine and control method therefor |
| US6135682A (en) * | 2000-01-14 | 2000-10-24 | Unova Ip Corporation | Multi-spindle phase controlled machining |
| SE517878C2 (sv) * | 2000-12-08 | 2002-07-30 | Sandvik Ab | Förfarande och anordning för vibrationsdämpning av metalliska verktyg för spånavskiljande bearbetning samt verktyg innefattande en dylik anordning |
| JP4973827B2 (ja) | 2001-03-30 | 2012-07-11 | 公益財団法人新産業創造研究機構 | 楕円振動切削加工法 |
| US6993410B2 (en) * | 2003-03-25 | 2006-01-31 | Donald M. Esterling | Active electromagnetic device for measuring the dynamic response of a tool in a CNC machine |
| JP4078252B2 (ja) * | 2003-05-30 | 2008-04-23 | キヤノン株式会社 | 円筒状電子写真感光体用基体の製造方法、円筒状電子写真用基体、電子写真感光体及び円筒状電子写真用基体の製造装置 |
| JP2005059200A (ja) * | 2003-07-31 | 2005-03-10 | New Industry Research Organization | 機械加工装置および機械加工法 |
| JP2005074545A (ja) * | 2003-08-29 | 2005-03-24 | Okuma Corp | 工作機械の状態監視装置 |
| JP2006007363A (ja) * | 2004-06-25 | 2006-01-12 | Mori Seiki Co Ltd | Ncプログラム修正装置及びこれを備えたncプログラム生成装置 |
| JP2006141138A (ja) * | 2004-11-12 | 2006-06-01 | Japan Aviation Electronics Industry Ltd | ステージ駆動制御方式 |
| JP2006159345A (ja) * | 2004-12-07 | 2006-06-22 | Fanuc Ltd | 制御装置 |
| JP2006305683A (ja) * | 2005-04-28 | 2006-11-09 | Okuma Corp | 制振手段付工作機械 |
| JP4703315B2 (ja) * | 2005-08-12 | 2011-06-15 | 国立大学法人名古屋大学 | 機械加工装置の回転数演算装置、機械加工装置のびびり振動評価装置および機械加工装置のびびり振動評価方法 |
| DE102005057175B4 (de) * | 2005-11-30 | 2009-03-26 | Siemens Ag | Verfahren zur Reduktion von Schwingungen eines Maschinenelements und/oder eines Werkstücks |
| DE102006049867B4 (de) * | 2006-10-23 | 2021-09-16 | Siemens Aktiengesellschaft | Werkzeugmaschine und Verfahren zur Unterdrückung von Ratterschwingungen |
| JP4582660B2 (ja) * | 2007-05-24 | 2010-11-17 | オークマ株式会社 | 工作機械の振動抑制装置 |
| US8256590B2 (en) | 2007-05-24 | 2012-09-04 | Okuma Corporation | Vibration suppressing device and vibration suppressing method for machine tool |
| JP4433422B2 (ja) | 2007-05-24 | 2010-03-17 | オークマ株式会社 | 振動抑制装置 |
| JP5082621B2 (ja) | 2007-06-28 | 2012-11-28 | 株式会社ジェイテクト | 工作物の研削方法及び加工装置 |
| JP4777960B2 (ja) * | 2007-10-25 | 2011-09-21 | オークマ株式会社 | 振動抑制装置 |
| US8005574B2 (en) * | 2008-07-08 | 2011-08-23 | Okuma Corporation | Vibration suppressing method and device |
| CN101337330B (zh) * | 2008-08-01 | 2010-09-08 | 东南大学 | 提高数控车床加工精度的补偿方法及磁致伸缩补偿机构 |
| EP2174748B1 (de) * | 2008-10-10 | 2011-06-29 | Siemens Aktiengesellschaft | Werkzeugmaschine und Verfahren zur Dämpfung von Schwingbewegungen eines Maschinenelements einer Werkzeugmaschine |
| CN202021499U (zh) * | 2011-03-30 | 2011-11-02 | 嘉兴学院 | 基于磁流变阻尼技术的机床半主动隔振装置 |
-
2012
- 2012-05-17 JP JP2012113633A patent/JP5908342B2/ja active Active
-
2013
- 2013-03-11 US US13/793,093 patent/US9221143B2/en active Active
- 2013-03-21 IT IT000429A patent/ITMI20130429A1/it unknown
- 2013-04-09 DE DE102013206243.5A patent/DE102013206243B4/de active Active
- 2013-05-15 CN CN201310178642.6A patent/CN103419076B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102013206243B4 (de) | 2021-12-23 |
| JP2013240837A (ja) | 2013-12-05 |
| CN103419076A (zh) | 2013-12-04 |
| DE102013206243A1 (de) | 2013-11-21 |
| US20130309034A1 (en) | 2013-11-21 |
| US9221143B2 (en) | 2015-12-29 |
| ITMI20130429A1 (it) | 2013-11-18 |
| CN103419076B (zh) | 2017-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5908342B2 (ja) | 工作機械の加工振動抑制方法及び加工振動抑制装置 | |
| JP2013240837A5 (ja) | ||
| US9886022B2 (en) | Numerical control device | |
| JP4777960B2 (ja) | 振動抑制装置 | |
| JP6243260B2 (ja) | 主軸モータの制御装置 | |
| JP5160980B2 (ja) | 振動抑制方法及び装置 | |
| JP2008290186A (ja) | 工作機械の振動抑制装置 | |
| JP5802062B2 (ja) | 工作機械の制御装置及び制御方法 | |
| JP2017016623A (ja) | 工作機械における送り軸の位置制御装置 | |
| JP6503002B2 (ja) | 揺動切削を行う工作機械の制御装置 | |
| JP6514876B2 (ja) | 工作機械における送り軸の制御方法及び工作機械 | |
| CN108052074B (zh) | 一种高速分离超声振动切削控制方法 | |
| WO2021167014A1 (ja) | 工作機械の制御装置 | |
| JP2014087887A (ja) | 工作機械 | |
| JP4582661B2 (ja) | 工作機械の振動抑制装置 | |
| JP2021096839A (ja) | 工作機械の制御装置及び工作機械制御方法 | |
| JP7044734B2 (ja) | サーボ制御装置 | |
| CN108723887B (zh) | 进行摆动切削的机床的控制装置 | |
| JP6495682B2 (ja) | 工作機械における送り軸の制御方法及び工作機械 | |
| WO2020084771A1 (ja) | 数値制御装置、工作機械および数値制御方法 | |
| JP7444697B2 (ja) | 数値制御装置、制御プログラム及び制御方法 | |
| JP5385067B2 (ja) | 回転速度演算装置 | |
| JP2020196057A (ja) | 歯車加工装置及び歯車加工方法 | |
| JP5767931B2 (ja) | 工作機械の振動抑制方法および振動抑制装置 | |
| WO2021177449A1 (ja) | 工作機械の制御装置、制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141010 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160323 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5908342 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |