JP5160980B2 - 振動抑制方法及び装置 - Google Patents
振動抑制方法及び装置 Download PDFInfo
- Publication number
- JP5160980B2 JP5160980B2 JP2008178300A JP2008178300A JP5160980B2 JP 5160980 B2 JP5160980 B2 JP 5160980B2 JP 2008178300 A JP2008178300 A JP 2008178300A JP 2008178300 A JP2008178300 A JP 2008178300A JP 5160980 B2 JP5160980 B2 JP 5160980B2
- Authority
- JP
- Japan
- Prior art keywords
- value
- vibration
- rotational speed
- frequency
- rotating shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Automatic Control Of Machine Tools (AREA)
- Numerical Control (AREA)
Description
一方、特許文献2に記載の振動抑制方法では、回転音等の分析により得られたびびり周波数と実際に発生しているびびり振動数(固有振動数)とが互いにやや異なった値となるため、やはり正確な安定回転速度を得にくい。このため、本件出願人は、回転中の回転軸の時間領域の振動を検出する検出手段と、その時間領域の振動に基づいてびびり振動数等を算出する演算手段とを設置して、より正確なびびり振動数を求め、更に最適な安定回転速度を得ようとした振動抑制装置(たとえば、特願2007−138166)を考案した。しかしながら、当該振動抑制装置では、検出手段の検出誤差に起因して、演算手段が算出したびびり振動数と実際に発生しているびびり振動数との間に計算誤差が生じ、回転軸を安定回転速度としたにも拘わらず、びびり振動が継続してしまう事態が考えられる。
演算式(1):k’値={60×びびり周波数/(工具刃数×回転速度)}
演算式(2):k値=k’値の整数部
演算式(3):予想安定回転速度=60×びびり周波数/{(工具刃数×(k値+1)}
また、上記目的を達成するために、本発明のうち請求項2に記載の発明は、工具又はワークを回転させるための回転軸を備えた工作機械において、前記回転軸を回転させた際に生じるびびり振動を抑制するための振動抑制方法であって、回転中の前記回転軸による時間領域の振動を検出する第1ステップと、検出した時間領域の振動にもとづいて、びびり周波数及び該びびり周波数における周波数領域の振動加速度を算出する第2ステップと、算出した周波数領域の振動加速度が所定の閾値を超えた場合に、下記の演算式(1)、(2)によりk値及びk’値を算出し、前記k値及びk’値と、周波数領域の振動加速度が所定の閾値を超えた際のびびり周波数とを加工情報として記憶する第3ステップと、算出したk値を用いて下記の演算式(3)により、予想安定回転速度を算出し、前記回転軸の回転速度を予想安定回転速度とする第4ステップと、予想安定回転速度にて回転中の前記回転軸において、再び周波数領域の振動加速度が所定の閾値を超えた場合、前記回転軸の回転速度を前記予想安定回転速度から変化させる第5ステップと、周波数領域の振動加速度が所定の閾値を超えた場合、今回のびびり周波数と前記加工情報として記憶されているびびり周波数との変化量を求め、当該変化量が所定の第2閾値を超えるまで回転速度を変化させ、前記変化量が所定の第2閾値を超えた回転速度を安定回転速度として維持する第6ステップとを実行することを特徴とするものである。
演算式(1):k’値={60×びびり周波数/(工具刃数×回転速度)}
演算式(2):k値=k’値の整数部
演算式(3):予想安定回転速度=60×びびり周波数/{(工具刃数×(k値+1)}
尚、請求項1及び2に記載の第1ステップにより検出される「振動」とは、振動加速度、振動による変位、及び振動による音圧等、振動自体は勿論、振動に起因して回転軸に発生し、間接的に振動を検出することができる物理的変化を含むものである。
演算式(1):k’値={60×びびり周波数/(工具刃数×回転速度)}
演算式(2):k値=k’値の整数部
演算式(3):予想安定回転速度=60×びびり周波数/{(工具刃数×(k値+1)}
また、請求項5に記載の発明は、工具又はワークを回転させるための回転軸を備えた工作機械において、前記回転軸を回転させた際に生じるびびり振動を抑制するための振動抑制装置であって、回転中の前記回転軸の時間領域の振動を検出する検出手段と、検出した時間領域の振動にもとづいて、びびり周波数及び該びびり周波数における周波数領域の振動加速度を算出する第1演算手段と、算出した周波数領域の振動加速度が所定の閾値を超えた場合に、下記の演算式(1)、(2)によりk値及びk’値を、下記の演算式(3)により予想安定回転速度を夫々算出する第2演算手段と、前記k値及びk’値と、周波数領域の振動加速度が所定の閾値を超えた際のびびり周波数とを加工情報として記憶する記憶手段と、前記回転軸の回転速度を制御する回転速度制御手段とを備えており、前記第2演算手段により算出された予想安定回転速度にて回転中の前記回転軸において、再び周波数領域の振動加速度が所定の閾値を超えた場合、前記回転軸の回転速度を前記予想安定回転速度から変化させるとともに、周波数領域の振動加速度が所定の閾値を超えた場合、今回のびびり周波数と前記加工情報として記憶されているびびり周波数との変化量を求め、当該変化量が所定の第2閾値を超えるまで回転速度を変化させ、前記変化量が所定の第2閾値を超えた回転速度を安定回転速度として維持することを特徴とするものである。
演算式(1):k’値={60×びびり周波数/(工具刃数×回転速度)}
演算式(2):k値=k’値の整数部
演算式(3):予想安定回転速度=60×びびり周波数/{(工具刃数×(k値+1)}
尚、請求項4及び5において検出手段が検出する「振動」も、請求項1及び2に記載の「振動」と同様のものである。
また、回転速度を変化させた際のk’値の変化量やびびり周波数の変化量を求め、位相閾値と比較する等して安定回転速度を決定することで、より正確な安定回転速度を得ることができ、「びびり振動」を極めて効果的に抑制することができる。
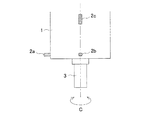
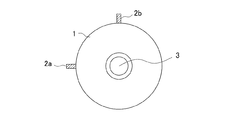
図1は、振動抑制装置10のブロック構成説明図である。図2は、振動抑制の対象となる回転軸ハウジング1を側方から示した説明図であり、図3は、回転軸ハウジング1を軸方向から示した説明図である。
加工開始当初、制御装置5は、図7のフローチャートにもとづいて回転軸3の回転動作を制御する。
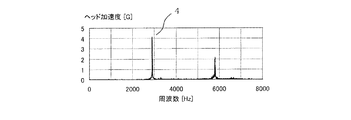
まず、FFT演算装置11では、振動センサ2a〜2cによって回転軸3の回転中に常時検出される時間領域の振動加速度についてフーリエ解析を行い(S1)、図4に示すような最大加速度(周波数領域の振動加速度)及びその周波数4(びびり周波数)を常時計算している(S2)。なお、時間領域の振動加速度についてフーリエ解析を行うと、周波数と周蓮領域の振動加速度との関係を示す図4のような波形が複数パターン取得されるが、本実施形態では、周波数領域の振動加速度が最大となる波形を用いる。
k値=k’値の整数部・・・(2)
予想安定回転速度=60×びびり周波数/{(工具刃数×(k値+1)}・・・(3)
ここで、演算式(1)、(3)における「工具刃数」は、予め演算装置12に設定されているものとする。また、演算式(1)における「回転速度」とは、予想安定回転速度とする前の現在の回転速度のことである。さらに、びびり周波数とは、「びびり振動」が発生した場合の周波数4のことである。
変化量=k’値−k”値・・・(4)
一方、S16における比較の結果、変化量が位相閾値を超えた場合、及び回転速度を微小変化させた結果、「びびり振動」が検出されなくなった場合(すなわち、所定の閾値を超える周波数領域の振動加速度が検出されなくなった場合)には、その回転速度が安定回転速度であるとして、NC装置13へ回転速度を維持するように出力する(S18)。そして、演算装置12からの回転速度の維持に係る出力を受けたNC装置13は、回転軸3の回転速度を、その回転速度で維持(すなわち、安定回転速度で維持)する。したがって、「びびり振動」が抑制された安定加工状態が維持されることになる。
また、演算式(1)〜(4)で用いる予め設定するとした各種閾値は、工作機械の種類に応じて適宜調査し決定することが可能である(たとえば、上記実施形態において、位相閾値は0.2〜0.6の間の数値を取ることが可能であるし、工具や加工物の大きさ・種類等に応じても異なる数値を採用可能である)。さらに、上記実施形態では、位相閾値と比較する変化量を求めるにあたり、差分(演算式(4))によりk’値の実際の変化量を求めているが、微分により変化割合を求め、当該変化割合を変化量として位相閾値と比較するようにしてもよい。加えて、k’値の変化量ではなく、回転速度変更前後のびびり周波数の変化量を所定の第2閾値と比較する変化量として採用することも可能である。
さらに、上記実施形態では、検出手段を振動センサとしているが、これに代えて、振動による回転軸の変位や音圧を検出可能な検出手段を採用することも可能である。さらにまた、振動センサを用いる場合であっても、上記実施形態の如く回転する側(すなわち回転軸)の振動を検出するのではなく、回転しない側の振動を検出して、予想安定回転速度を求めるようにしてもよい。
加えて、本発明に係る振動抑制装置は、工具を回転させて加工するマシニングセンタに限らず、ワークを回転させる旋盤等の工作機械の振動を抑制することも可能であるし、検出手段の設置位置や個数等を、工作機械の種類、大きさに応じて適宜変更可能であることは言うまでもない。
Claims (5)
- 工具又はワークを回転させるための回転軸を備えた工作機械において、前記回転軸を回転させた際に生じるびびり振動を抑制するための振動抑制方法であって、
回転中の前記回転軸による時間領域の振動を検出する第1ステップと、
検出した時間領域の振動にもとづいて、びびり周波数及び該びびり周波数における周波数領域の振動加速度を算出する第2ステップと、
算出した周波数領域の振動加速度が所定の閾値を超えた場合に、下記の演算式(1)、(2)によりk値及びk’値を算出し、加工情報として記憶する第3ステップと、
算出したk値を用いて下記の演算式(3)により、予想安定回転速度を算出し、前記回転軸の回転速度を予想安定回転速度とする第4ステップと、
予想安定回転速度にて回転中の前記回転軸において、再び周波数領域の振動加速度が所定の閾値を超えた場合、前記回転軸の回転速度を前記予想安定回転速度から変化させる第5ステップと、
周波数領域の振動加速度が所定の閾値を超えた場合、変化後の回転速度を用いて前記演算式(1)同様の演算式によりk”値を算出する第6ステップと、
算出したk”値と加工情報として記憶されているk’値との差である変化量と、所定の位相閾値とを比較し、前記変化量が前記位相閾値を超えない場合、k”値をk’値として更新する第7ステップと、
前記変化量が前記位相閾値を超えるまで、回転速度の変化、k”値の算出、及びk’値の更新を繰り返し、前記変化量が前記位相閾値を超えた際の回転速度を安定回転速度として維持する第8ステップと
を実行することを特徴とする振動抑制方法。
演算式(1):k’値={60×びびり周波数/(工具刃数×回転速度)}
演算式(2):k値=k’値の整数部
演算式(3):予想安定回転速度=60×びびり周波数/{(工具刃数×(k値+1)} - 工具又はワークを回転させるための回転軸を備えた工作機械において、前記回転軸を回転させた際に生じるびびり振動を抑制するための振動抑制方法であって、
回転中の前記回転軸による時間領域の振動を検出する第1ステップと、
検出した時間領域の振動にもとづいて、びびり周波数及び該びびり周波数における周波数領域の振動加速度を算出する第2ステップと、
算出した周波数領域の振動加速度が所定の閾値を超えた場合に、下記の演算式(1)、(2)によりk値及びk’値を算出し、前記k値及びk’値と、周波数領域の振動加速度が所定の閾値を超えた際のびびり周波数とを加工情報として記憶する第3ステップと、
算出したk値を用いて下記の演算式(3)により、予想安定回転速度を算出し、前記回転軸の回転速度を予想安定回転速度とする第4ステップと、
予想安定回転速度にて回転中の前記回転軸において、再び周波数領域の振動加速度が所定の閾値を超えた場合、前記回転軸の回転速度を前記予想安定回転速度から変化させる第5ステップと、
周波数領域の振動加速度が所定の閾値を超えた場合、今回のびびり周波数と前記加工情報として記憶されているびびり周波数との変化量を求め、当該変化量が所定の第2閾値を超えるまで回転速度を変化させ、前記変化量が所定の第2閾値を超えた回転速度を安定回転速度として維持する第6ステップと
を実行することを特徴とする振動抑制方法。
演算式(1):k’値={60×びびり周波数/(工具刃数×回転速度)}
演算式(2):k値=k’値の整数部
演算式(3):予想安定回転速度=60×びびり周波数/{(工具刃数×(k値+1)} - 前記第5ステップにおいて回転速度を変化させるにあたり、k’値の小数部と所定の変更方向決定閾値とを比較して、回転速度の増減を決定することを特徴とする請求項1又は2に記載の振動抑制方法。
- 工具又はワークを回転させるための回転軸を備えた工作機械において、前記回転軸を回転させた際に生じるびびり振動を抑制するための振動抑制装置であって、
回転中の前記回転軸の時間領域の振動を検出する検出手段と、
検出した時間領域の振動にもとづいて、びびり周波数及び該びびり周波数における周波数領域の振動加速度を算出する第1演算手段と、
算出した周波数領域の振動加速度が所定の閾値を超えた場合に、下記の演算式(1)、(2)によりk値及びk’値を、下記の演算式(3)により予想安定回転速度を夫々算出する第2演算手段と、
前記k値及びk’値を加工情報として記憶する記憶手段と、
前記回転軸の回転速度を制御する回転速度制御手段と
を備えており、
前記第2演算手段により算出された予想安定回転速度にて回転中の前記回転軸において、再び周波数領域の振動加速度が所定の閾値を超えた場合、前記回転軸の回転速度を前記予想安定回転速度から変化させるとともに、
周波数領域の振動加速度が所定の閾値を超えた場合、変化後の回転速度を用いて前記演算式(1)同様の演算式によりk”値を算出し、算出したk”値と加工情報として記憶されているk’値との差である変化量と、所定の位相閾値とを比較して、前記変化量が前記位相閾値を超えない場合、k”値をk’値として更新し、さらに前記変化量が前記位相閾値を超えるまで、回転速度の変化、k”値の算出、及びk’値の更新を繰り返し、前記変化量が前記位相閾値を超えた際の回転速度を安定回転速度として維持することを特徴とする振動抑制装置。
演算式(1):k’値={60×びびり周波数/(工具刃数×回転速度)}
演算式(2):k値=k’値の整数部
演算式(3):予想安定回転速度=60×びびり周波数/{(工具刃数×(k値+1)} - 工具又はワークを回転させるための回転軸を備えた工作機械において、前記回転軸を回転させた際に生じるびびり振動を抑制するための振動抑制装置であって、
回転中の前記回転軸の時間領域の振動を検出する検出手段と、
検出した時間領域の振動にもとづいて、びびり周波数及び該びびり周波数における周波数領域の振動加速度を算出する第1演算手段と、
算出した周波数領域の振動加速度が所定の閾値を超えた場合に、下記の演算式(1)、(2)によりk値及びk’値を、下記の演算式(3)により予想安定回転速度を夫々算出する第2演算手段と、
前記k値及びk’値と、周波数領域の振動加速度が所定の閾値を超えた際のびびり周波数とを加工情報として記憶する記憶手段と、
前記回転軸の回転速度を制御する回転速度制御手段と
を備えており、
前記第2演算手段により算出された予想安定回転速度にて回転中の前記回転軸において、再び周波数領域の振動加速度が所定の閾値を超えた場合、前記回転軸の回転速度を前記予想安定回転速度から変化させるとともに、
周波数領域の振動加速度が所定の閾値を超えた場合、今回のびびり周波数と前記加工情報として記憶されているびびり周波数との変化量を求め、当該変化量が所定の第2閾値を超えるまで回転速度を変化させ、前記変化量が所定の第2閾値を超えた回転速度を安定回転速度として維持することを特徴とする振動抑制装置。
演算式(1):k’値={60×びびり周波数/(工具刃数×回転速度)}
演算式(2):k値=k’値の整数部
演算式(3):予想安定回転速度=60×びびり周波数/{(工具刃数×(k値+1)}
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008178300A JP5160980B2 (ja) | 2008-07-08 | 2008-07-08 | 振動抑制方法及び装置 |
| US12/493,494 US8005574B2 (en) | 2008-07-08 | 2009-06-29 | Vibration suppressing method and device |
| ITMI2009A001175A IT1396911B1 (it) | 2008-07-08 | 2009-07-02 | Metodo e dispositivo di eliminazione di vibrazione |
| DE102009032233A DE102009032233A1 (de) | 2008-07-08 | 2009-07-08 | Vibrationsunterdrückendes Verfahren und Vorrichtung |
| CN 200910158478 CN101623835B (zh) | 2008-07-08 | 2009-07-08 | 振动抑制方法及装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008178300A JP5160980B2 (ja) | 2008-07-08 | 2008-07-08 | 振動抑制方法及び装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010017783A JP2010017783A (ja) | 2010-01-28 |
| JP2010017783A5 JP2010017783A5 (ja) | 2011-04-14 |
| JP5160980B2 true JP5160980B2 (ja) | 2013-03-13 |
Family
ID=41519908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008178300A Active JP5160980B2 (ja) | 2008-07-08 | 2008-07-08 | 振動抑制方法及び装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5160980B2 (ja) |
| CN (1) | CN101623835B (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5215064B2 (ja) * | 2008-07-17 | 2013-06-19 | オークマ株式会社 | 工作機械のびびり振動抑制方法及びその装置 |
| US20110074807A1 (en) | 2009-09-30 | 2011-03-31 | Hitachi, Ltd. | Method of color customization of content screen |
| CN101947744A (zh) * | 2010-08-31 | 2011-01-19 | 西安瑞特快速制造工程研究有限公司 | 基于数控设备内置传感器信息的齿轮箱状态监测方法 |
| JP5536608B2 (ja) | 2010-10-13 | 2014-07-02 | オークマ株式会社 | 工作機械における振動抑制方法及び振動抑制装置 |
| ITMI20111889A1 (it) * | 2010-10-20 | 2012-04-21 | Okuma Machinery Works Ltd | Metodo di monitoraggio della fluttuazione della velocita' di rotazione dell'albero rotante in una macchina utensile, apparecchio di monitoraggio, e macchina utensile |
| JP5525411B2 (ja) * | 2010-10-25 | 2014-06-18 | オークマ株式会社 | 振動抑制方法及び振動抑制装置 |
| JP5631758B2 (ja) * | 2011-01-19 | 2014-11-26 | オークマ株式会社 | 振動抑制装置 |
| CN102284888B (zh) * | 2011-02-25 | 2013-01-02 | 华中科技大学 | 一种数控机床车削稳定性在线监测方法 |
| JP5631779B2 (ja) * | 2011-03-03 | 2014-11-26 | オークマ株式会社 | 工作機械の振動抑制方法及び装置 |
| JP5742312B2 (ja) * | 2011-03-10 | 2015-07-01 | 株式会社ジェイテクト | びびり振動検出方法 |
| JP2012200844A (ja) * | 2011-03-28 | 2012-10-22 | Jtekt Corp | びびり安定限界線図作成方法 |
| JP5767931B2 (ja) * | 2011-09-29 | 2015-08-26 | オークマ株式会社 | 工作機械の振動抑制方法および振動抑制装置 |
| JP6021632B2 (ja) | 2012-12-20 | 2016-11-09 | 三菱重工業株式会社 | 加工装置の制御装置、加工装置、加工装置の制御プログラム、加工装置の制御方法、及び加工方法 |
| CN103116311B (zh) * | 2012-12-31 | 2018-10-12 | 深圳市配天智造装备股份有限公司 | 一种调整数控系统的加速度的方法及装置 |
| CN103203670B (zh) * | 2013-04-03 | 2015-04-15 | 同济大学 | 基于最大信息熵与方向散度的磨削颤振预测方法 |
| KR102092969B1 (ko) * | 2013-06-10 | 2020-03-27 | 두산공작기계 주식회사 | 회전 절삭공구의 실시간 이송속도 설정방법 및 제어장치 |
| CN103419090B (zh) * | 2013-08-19 | 2016-08-17 | 南京康尼精密机械有限公司 | 一种机床的振动传感监测装置及方法 |
| JP6625794B2 (ja) * | 2014-05-21 | 2019-12-25 | Dmg森精機株式会社 | びびり振動を抑制可能な主軸安定回転数の算出方法、その報知方法、主軸回転数制御方法及びncプログラム編集方法、並びにその装置。 |
| CN104493636B (zh) * | 2014-11-12 | 2017-02-15 | 华中科技大学 | 一种用于提高铣削稳定性的金属深冷加工方法 |
| EP3118593A1 (de) * | 2015-07-17 | 2017-01-18 | Siemens Aktiengesellschaft | Verfahren und erkennungssystem zur erkennung von selbsterregten schwingungen |
| EP3208036A1 (de) | 2016-02-16 | 2017-08-23 | Siemens Aktiengesellschaft | Schwingungsdämpfung einer werkzeugmaschine |
| CN105619180B (zh) * | 2016-04-05 | 2017-10-17 | 哈尔滨理工大学 | 一种振动作用下的高速铣刀刀齿磨损差异性检测方法 |
| DE102016224749A1 (de) * | 2016-12-12 | 2018-06-14 | Robert Bosch Gmbh | Werkzeugmaschine zur spanenden Bearbeitung eines Werkstücks |
| JP6501815B2 (ja) * | 2017-04-04 | 2019-04-17 | Dmg森精機株式会社 | 主軸回転速度制御装置 |
| JP6695306B2 (ja) * | 2017-06-15 | 2020-05-20 | Dmg森精機株式会社 | 工作機械、加工方法、および加工プログラム |
| JP6701142B2 (ja) * | 2017-10-10 | 2020-05-27 | Dmg森精機株式会社 | 工作機械、加工方法、および加工プログラム |
| CN108362483B (zh) * | 2017-12-11 | 2021-05-18 | 中国船舶重工集团公司第七一九研究所 | 一种管路系统的监测方法和监测系统 |
| WO2020017029A1 (ja) | 2018-07-20 | 2020-01-23 | ヤマザキマザック株式会社 | 工作機械の制御装置、工作機械および工作機械の制御方法 |
| JP7219040B2 (ja) * | 2018-10-04 | 2023-02-07 | オークマ株式会社 | 工作機械 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5717027A (en) * | 1980-07-03 | 1982-01-28 | Hitachi Ltd | Vibration reducing device of electric machinery |
| CN1515382A (zh) * | 2001-12-19 | 2004-07-28 | 北京工业大学 | 机床切削颤振在线智能控制系统 |
| JP2005074568A (ja) * | 2003-09-01 | 2005-03-24 | Mitsubishi Heavy Ind Ltd | 多軸加工機、ワークの加工方法 |
| JP4703315B2 (ja) * | 2005-08-12 | 2011-06-15 | 国立大学法人名古屋大学 | 機械加工装置の回転数演算装置、機械加工装置のびびり振動評価装置および機械加工装置のびびり振動評価方法 |
| JP4901271B2 (ja) * | 2006-04-04 | 2012-03-21 | 株式会社森精機製作所 | 工作機械のびびり振動抑制装置 |
| JP4433422B2 (ja) * | 2007-05-24 | 2010-03-17 | オークマ株式会社 | 振動抑制装置 |
| JP4582661B2 (ja) * | 2007-05-24 | 2010-11-17 | オークマ株式会社 | 工作機械の振動抑制装置 |
-
2008
- 2008-07-08 JP JP2008178300A patent/JP5160980B2/ja active Active
-
2009
- 2009-07-08 CN CN 200910158478 patent/CN101623835B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN101623835A (zh) | 2010-01-13 |
| JP2010017783A (ja) | 2010-01-28 |
| CN101623835B (zh) | 2012-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5160980B2 (ja) | 振動抑制方法及び装置 | |
| JP4777960B2 (ja) | 振動抑制装置 | |
| JP4582660B2 (ja) | 工作機械の振動抑制装置 | |
| US8014903B2 (en) | Method for suppressing vibration and device therefor | |
| JP4433422B2 (ja) | 振動抑制装置 | |
| JP4743646B2 (ja) | 工作機械の振動抑制装置 | |
| US8005574B2 (en) | Vibration suppressing method and device | |
| JP6243260B2 (ja) | 主軸モータの制御装置 | |
| JP5215064B2 (ja) | 工作機械のびびり振動抑制方法及びその装置 | |
| JP4582661B2 (ja) | 工作機械の振動抑制装置 | |
| JP4891150B2 (ja) | 工作機械の振動抑制装置 | |
| JP5226484B2 (ja) | びびり振動抑制方法 | |
| JP5631779B2 (ja) | 工作機械の振動抑制方法及び装置 | |
| JP6302794B2 (ja) | 回転速度表示方法 | |
| JP5155090B2 (ja) | 工作機械の振動判定方法及び振動抑制装置 | |
| JP5587707B2 (ja) | 振動抑制装置 | |
| JP5301946B2 (ja) | 振動抑制方法及び装置 | |
| JP5385067B2 (ja) | 回転速度演算装置 | |
| JP5767931B2 (ja) | 工作機械の振動抑制方法および振動抑制装置 | |
| JP5674491B2 (ja) | 振動判定装置 | |
| JP4995115B2 (ja) | 振動抑制方法及び装置 | |
| JP5631758B2 (ja) | 振動抑制装置 | |
| JP5384996B2 (ja) | 加工状態評価装置 | |
| JP5539794B2 (ja) | 振動抑制装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110228 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120807 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121005 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5160980 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151221 Year of fee payment: 3 |