JP6021632B2 - 加工装置の制御装置、加工装置、加工装置の制御プログラム、加工装置の制御方法、及び加工方法 - Google Patents
加工装置の制御装置、加工装置、加工装置の制御プログラム、加工装置の制御方法、及び加工方法 Download PDFInfo
- Publication number
- JP6021632B2 JP6021632B2 JP2012277911A JP2012277911A JP6021632B2 JP 6021632 B2 JP6021632 B2 JP 6021632B2 JP 2012277911 A JP2012277911 A JP 2012277911A JP 2012277911 A JP2012277911 A JP 2012277911A JP 6021632 B2 JP6021632 B2 JP 6021632B2
- Authority
- JP
- Japan
- Prior art keywords
- processing
- phase difference
- tool
- machining
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/09—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool
- B23Q17/0952—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool during machining
- B23Q17/098—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool during machining by measuring noise
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/12—Adaptive control, i.e. adjusting itself to have a performance which is optimum according to a preassigned criterion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/09—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool
- B23Q17/0952—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool during machining
- B23Q17/0971—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool during machining by measuring mechanical vibrations of parts of the machine
- B23Q17/0976—Detection or control of chatter
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/404—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control arrangements for compensation, e.g. for backlash, overshoot, tool offset, tool wear, temperature, machine construction errors, load, inertia
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/416—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control of velocity, acceleration or deceleration
- G05B19/4163—Adaptive control of feed or cutting velocity
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37433—Detected by acoustic emission, microphone
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37435—Vibration of machine
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/41—Servomotor, servo controller till figures
- G05B2219/41256—Chattering control
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49074—Control cutting speed
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49105—Emitted noise of tool
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Automatic Control Of Machine Tools (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Numerical Control (AREA)
Description

また、びびり周波数から安定回転速度を算出する方法は、びびり周波数と加工装置全体の共振周波数(固有周波数)とに差異があるため、必ずしもびびり振動を生じさせない最適な回転速度を算出できるわけではない。
被加工物の加工によって生じる振動は、加工時のびびり振動の位相差と相関関係がある。加工時のびびり振動の位相差は、すなわち前回加工時のびびり振動の位相と今回加工時のびびり振動の位相との差である。
そして、回転数算出手段によって、取得された物理量に応じて変化する補正係数を該物理量に乗算することで、加工装置の共振周波数を求め、該共振周波数に基づいて加工工具の回転数が算出される。すなわち、補正係数は、取得された物理量に乗算することで、加工装置の共振周波数とするための値である。なお、補正係数は、予め求められている。これにより、安定した加工を行うための加工工具の回転数が算出されることとなる。そして、回転数制御手段は、回転数算出手段によって算出された回転数で加工工具を回転させる。
そして、算出された位相差が第1閾値より小さい場合、加工工具の回転数が第1所定数増加される。また、位相差が第2閾値より大きい場合、加工工具の回転数が第2所定数減少される。なお、第1所定数と第2所定数は、同じ値であってもよいし、異なる値であってもよい。位相差が第1閾値より小さい場合は、位相差が0に近い場合であり、加工工具の回転数は増加されることで、共振周波数に応じた回転数に近くなる。一方、位相差が第2閾値より大きい場合は、位相差が1に近い場合であり、加工工具の回転数は減少されることで、共振周波数に応じた回転数に近くなる。
位相差が閾値より小さい場合は、位相差が0に近い場合であり、加工工具の回転数は増加されることで、共振周波数に応じた回転数に近くなる。一方、位相差が閾値より大きい場合は、位相差が1に近い場合であり、加工工具の回転数は減少されることで、共振周波数に応じた回転数に近くなる。そして、回転数制御手段は、回転数算出手段によって算出された回転数で加工工具を回転させる。
従って、本構成は、加工工具の回転数を精度高く、加工装置全体の共振周波数に応じた回転数とすることができる。
加工装置10は、NC加工装置12及び制御装置14を備える。
被加工物16がエンドミル18によって切削される加工室22には、被加工物16の切削によって生じる音を検知するマイクロフォン24が備えられている。
エンドミル18は、力を受けるため振動しながら被加工物16を切削する。このため、振動は被加工物16に転写されることとなる。エンドミル18が受ける力は、被加工物16を切削した厚みに比例する。
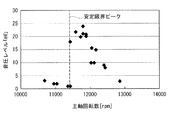
図6は、横軸をエンドミル18の回転数(主軸回転数)とし、縦軸を安定した切削が可能なエンドミル18の軸方向の深さ(軸方向限界切込)、びびり周波数、及び位相差とする。なお、図6のエンドミル18の回転数と軸方向限界切込との関係を示したグラフは、すなわち安定限界線図である。
そこで、本実施形態では、エンドミル18の回転数が最適回転数に近いか否かを判定するための閾値として、第1位相差閾値及び第1位相差閾値より大きい第2位相差閾値が設定される。位相差が第1位相差閾値より小さい場合、エンドミル18の回転数が第1所定数増加される。また、位相差が第2位相差閾値より大きい場合、エンドミル18の回転数が第2所定数減少される。
なお、第1所定数と第2所定数は、同じ値であってもよいし、異なる値であってもよく、本実施形態では、一例として、共にそれまでの回転数の2%とする。
下記表1は、整数Kに応じて異なる位相差の範囲の一例である。
具体的な算出方法の一例は、ハンマリング試験によりエンドミル18先端の伝達関数を求め、上記文献の(14)式に基づいて切削抵抗行列を求め、上記文献の(20)式に基づいて伝達関数及び切削抵抗行列を乗算したものの固有値を求め、上記文献の(24)式及び(25)式に基づいて上記固有値から整数Kに応じた位相差最小値及び位相差最大値を求める。
ステップ114で肯定判定となる場合とは、エンドミル18の回転数が第2位相差閾値より大きく、エンドミル18の回転数を所定数増加させた結果、エンドミル18の回転数が第1位相差閾値より小さくなった場合である。
図12は、音圧レベルと補正係数との関係を示したグラフである。図12に示されるように、補正係数は、音圧レベルからでも近似式にて算出可能である。
この形態の場合、例えば、整数K毎の位相差の範囲の中央値を閾値とし、位相差が閾値より小さい場合、エンドミル18の回転数を所定数増加させ、位相差が閾値より大きい場合、エンドミル18の回転数を所定数減少させる。なお、この形態の場合、ステップ116のような補正係数を用いたエンドミル18の回転数の算出及び変速は行われない。
14 制御装置
16 被加工物
18 エンドミル
24 マイクロフォン
30 びびり振動判定部
32 最適回転数算出部
34 回転制御部
Claims (15)
- 加工工具の回転により被加工物を加工する加工装置の制御装置であって、
前記被加工物の加工によって生じる振動を検知する振動検知手段と、
前記振動検知手段による振動の検知結果に基づいて、前回加工時のびびり振動と今回加工時のびびり振動の位相差と相関関係のある物理量を取得する取得手段と、
前記取得手段によって取得された前記物理量に応じて変化する補正係数を前記物理量に乗算することで、前記加工装置の共振周波数を求め、該共振周波数に基づいて前記加工工具の回転数を算出する回転数算出手段と、
前記回転数算出手段によって算出された前記回転数で前記加工工具を回転させる回転数制御手段と、
を備える加工装置の制御装置。 - 前記振動検知手段は、前記被加工物の加工によって生じる音を検知する音検知手段、又は前記加工工具の回転加速度を検知する加速度検知手段である請求項1記載の加工装置の制御装置。
- 前記音検知手段による音の検知結果は、音の周波数又は音圧レベルである請求項2記載の加工装置の制御装置。
- 前記音検知手段による音の検知結果に基づいて、加工時のびびり振動の位相差を算出する位相差算出手段
を備え、
前記回転数算出手段は、前記位相差が所定の第1閾値より小さい場合に前記加工工具の回転数を第1所定数増加させ、前記位相差が前記第1閾値より大きい第2閾値より大きい場合に前記加工工具の回転数を第2所定数減少させ、前記位相差が前記第1閾値と前記第2閾値との間である場合、前記補正係数を前記物理量に乗算することで前記加工工具の回転数を算出する請求項2又は請求項3記載の加工装置の制御装置。 - 加工工具の回転により被加工物を加工する加工装置の制御装置であって、
前記被加工物の加工によって生じる振動を検知する振動検知手段と、
前記振動検知手段による振動の検知結果に基づいて、加工時のびびり振動の位相差を算出する位相差算出手段と、
前記位相差算出手段によって算出された前記位相差が所定の閾値より小さい場合、前記加工工具の回転数を所定数増加させ、前記位相差が前記閾値より大きい場合、前記加工工具の回転数を所定数減少させることで、前記加工工具の回転数を前記加工装置の共振周波数に応じた回転数に近くする回転数算出手段と、
前記回転数算出手段によって算出された前記回転数で前記加工工具を回転させる回転数制御手段と、
を備える加工装置の制御装置。 - 前記閾値は、前記位相差の整数部分毎に異なる請求項5記載の加工装置の制御装置。
- 前記閾値は、第1閾値及び前記第1閾値より大きい第2閾値が設定され、
前記回転数算出手段は、前記位相差算出手段によって算出された前記位相差が前記第1閾値より小さい場合に前記加工工具の回転数を第1所定数増加させ、前記位相差が前記第2閾値より大きい場合に前記加工工具の回転数を第2所定数減少させる請求項5又は請求項6記載の加工装置の制御装置。 - 前記回転数算出手段は、前記加工工具の回転数が前記第2閾値より大きく、前記加工工具の回転数を前記第2所定数増加させた結果、前記加工工具の回転数が前記第1閾値より小さくなった場合、前記加工工具の回転数を該回転数に固定する請求項7記載の加工装置の制御装置。
- 回転により被加工物を加工する加工工具と、
請求項1から請求項8の何れか1項記載の制御装置と、
を備える加工装置。 - 加工工具の回転により被加工物を加工し、前記被加工物の加工によって生じる振動を検知する振動検知手段を備える加工装置の制御プログラムであって、
コンピュータを、
前記振動検知手段による振動の検知結果に基づいて、前回加工時のびびり振動と今回加工時のびびり振動の位相差と相関関係のある物理量を取得する取得手段と、
前記取得手段によって取得された前記物理量に応じて変化する補正係数を前記物理量に乗算することで、前記加工装置の共振周波数を求め、該共振周波数に基づいて前記加工工具の回転数を算出する回転数算出手段と、
して機能させるための加工装置の制御プログラム。 - 加工工具の回転により被加工物を加工し、前記被加工物の加工によって生じる振動を検知する振動検知手段を備える加工装置の制御プログラムであって、
コンピュータを、
前記振動検知手段による振動の検知結果に基づいて、加工時のびびり振動の位相差を算出する位相差算出手段と、
前記位相差算出手段によって算出された前記位相差が所定の閾値より小さい場合、前記加工工具の回転数を所定数増加させ、前記位相差が前記閾値より大きい場合、前記加工工具の回転数を所定数減少させることで、前記加工工具の回転数を前記加工装置の共振周波数に応じた回転数に近くする回転数算出手段と、
して機能させるための加工装置の制御プログラム。 - 加工工具の回転により被加工物を加工する加工装置の制御方法であって、
前記被加工物の加工によって生じる振動を検知する第1工程と、
振動の検知結果に基づいて、前回加工時のびびり振動と今回加工時のびびり振動の位相差と相関関係のある物理量を取得する第2工程と、
取得した前記物理量に応じて変化する補正係数を前記物理量に乗算することで、前記加工装置の共振周波数を求め、該共振周波数に基づいて前記加工工具の回転数を算出する第3工程と、
算出した前記回転数で前記加工工具を回転させる第4工程と、
を含む加工装置の制御方法。 - 加工工具の回転により被加工物を加工する加工装置の制御方法であって、
前記被加工物の加工によって生じる振動を検知する第1工程と、
振動の検知結果に基づいて、加工時のびびり振動の位相差を算出する第2工程と、
算出した前記位相差が所定の閾値より小さい場合、前記加工工具の回転数を所定数増加させ、前記位相差が前記閾値より大きい場合、前記加工工具の回転数を所定数減少させることで、前記加工工具の回転数を前記加工装置の共振周波数に応じた回転数に近くする第3工程と、
算出した前記回転数で前記加工工具を回転させる第4工程と、
を含む加工装置の制御方法。 - 加工工具の回転により被加工物を加工する加工方法であって、
前記被加工物の加工によって生じる振動を検知する第1工程と、
振動の検知結果に基づいて、前回加工時のびびり振動と今回加工時のびびり振動の位相差と相関関係のある物理量を取得する第2工程と、
取得した前記物理量に応じて変化する補正係数を前記物理量に乗算することで、前記加工装置の共振周波数を求め、該共振周波数に基づいて前記加工工具の回転数を算出する第3工程と、
算出した前記回転数で前記加工工具を回転させ、前記被加工物を加工する第4工程と、
を含む加工方法。 - 加工工具の回転により被加工物を加工する加工方法であって、
前記被加工物の加工によって生じる振動を検知する第1工程と、
振動の検知結果に基づいて、加工時のびびり振動の位相差を算出する第2工程と、
算出した前記位相差が所定の閾値より小さい場合、前記加工工具の回転数を所定数増加させ、前記位相差が前記閾値より大きい場合、前記加工工具の回転数を所定数減少させることで、前記加工工具の回転数を前記加工装置の共振周波数に応じた回転数に近くする第3工程と、
算出した前記回転数で前記加工工具を回転させ、前記被加工物を加工する第4工程と、
を含む加工方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012277911A JP6021632B2 (ja) | 2012-12-20 | 2012-12-20 | 加工装置の制御装置、加工装置、加工装置の制御プログラム、加工装置の制御方法、及び加工方法 |
| US14/650,137 US10525561B2 (en) | 2012-12-20 | 2013-12-19 | Control device for working device, working device, control program for working device, control method for working device, and working method |
| PCT/JP2013/084027 WO2014098172A1 (ja) | 2012-12-20 | 2013-12-19 | 加工装置の制御装置、加工装置、加工装置の制御プログラム、加工装置の制御方法、及び加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012277911A JP6021632B2 (ja) | 2012-12-20 | 2012-12-20 | 加工装置の制御装置、加工装置、加工装置の制御プログラム、加工装置の制御方法、及び加工方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014121741A JP2014121741A (ja) | 2014-07-03 |
| JP2014121741A5 JP2014121741A5 (ja) | 2016-02-12 |
| JP6021632B2 true JP6021632B2 (ja) | 2016-11-09 |
Family
ID=50978492
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012277911A Expired - Fee Related JP6021632B2 (ja) | 2012-12-20 | 2012-12-20 | 加工装置の制御装置、加工装置、加工装置の制御プログラム、加工装置の制御方法、及び加工方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US10525561B2 (ja) |
| JP (1) | JP6021632B2 (ja) |
| WO (1) | WO2014098172A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5594685B2 (ja) * | 2010-03-30 | 2014-09-24 | 国立大学法人名古屋大学 | 工具軌跡生成装置、工具軌跡算出方法および工具軌跡生成プログラム |
| US9690282B2 (en) | 2011-02-28 | 2017-06-27 | Solidcam Ltd. | Computerized tool path generation |
| US8489224B2 (en) | 2011-02-28 | 2013-07-16 | Solidcam Ltd. | Computerized tool path generation |
| JP6625794B2 (ja) * | 2014-05-21 | 2019-12-25 | Dmg森精機株式会社 | びびり振動を抑制可能な主軸安定回転数の算出方法、その報知方法、主軸回転数制御方法及びncプログラム編集方法、並びにその装置。 |
| TWI564110B (zh) * | 2014-11-20 | 2017-01-01 | 財團法人工業技術研究院 | 回授控制數値加工機及其方法 |
| US10022832B2 (en) * | 2015-03-31 | 2018-07-17 | Dmg Mori Seiki Co., Ltd. | Fine-tuning speed application interface |
| JP6803248B2 (ja) * | 2017-01-27 | 2020-12-23 | オークマ株式会社 | 工作機械の振動抑制方法及び装置 |
| JP6505145B2 (ja) * | 2017-02-10 | 2019-04-24 | Dmg森精機株式会社 | 安定限界線図作成装置及び安定限界線図作成方法 |
| WO2018173030A1 (en) * | 2017-03-20 | 2018-09-27 | Solidcam Ltd. | Computerized system and method for generating a chatter free milling cnc program for machining a workpiece |
| JP6501815B2 (ja) * | 2017-04-04 | 2019-04-17 | Dmg森精機株式会社 | 主軸回転速度制御装置 |
| DE102017005488A1 (de) * | 2017-06-09 | 2018-12-13 | Blum-Novotest Gmbh | Vorrichtung und Verfahren zum Messen und Kontrollieren eines drehantreibbaren Werkzeugs in einer Werkzeugmaschine |
| WO2019043742A1 (ja) * | 2017-08-28 | 2019-03-07 | 三菱電機株式会社 | 数値制御装置 |
| JP2019072806A (ja) * | 2017-10-17 | 2019-05-16 | オムロン株式会社 | 切削加工装置 |
| JP6629816B2 (ja) * | 2017-10-31 | 2020-01-15 | ファナック株式会社 | 診断装置および診断方法 |
| WO2020208685A1 (ja) * | 2019-04-08 | 2020-10-15 | 三菱電機株式会社 | 数値制御装置およびびびり振動の発生判定方法 |
| DE112021007584T5 (de) * | 2021-04-26 | 2024-02-15 | Mitsubishi Electric Corporation | Numerische steuerung, lernvorrichtung und verfahren zur unterdrückung von ratterschwingungen |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5153686A (en) * | 1974-11-05 | 1976-05-12 | Kogyo Gijutsuin | Kosakukikainiokeru bibirishindoyokuseihoho |
| JP2000143022A (ja) | 1998-11-10 | 2000-05-23 | Ricoh Co Ltd | 給紙装置 |
| EP1132790B1 (en) * | 2000-02-10 | 2003-06-18 | Fanuc Ltd | Controller for machine |
| JP4703315B2 (ja) * | 2005-08-12 | 2011-06-15 | 国立大学法人名古屋大学 | 機械加工装置の回転数演算装置、機械加工装置のびびり振動評価装置および機械加工装置のびびり振動評価方法 |
| JP5339244B2 (ja) * | 2008-06-04 | 2013-11-13 | 国立大学法人名古屋大学 | 切削装置 |
| JP5160980B2 (ja) | 2008-07-08 | 2013-03-13 | オークマ株式会社 | 振動抑制方法及び装置 |
| US8005574B2 (en) * | 2008-07-08 | 2011-08-23 | Okuma Corporation | Vibration suppressing method and device |
| JP5234772B2 (ja) | 2008-10-28 | 2013-07-10 | オークマ株式会社 | 工作機械の振動抑制方法及び装置 |
| JP5226484B2 (ja) | 2008-11-28 | 2013-07-03 | オークマ株式会社 | びびり振動抑制方法 |
| JP5105102B2 (ja) | 2009-04-10 | 2012-12-19 | エヌティーエンジニアリング株式会社 | 作業機械のびびり抑制方法及び装置 |
| JP4742194B2 (ja) | 2010-01-15 | 2011-08-10 | 国立大学法人名古屋大学 | 機械加工装置の回転数演算装置 |
| KR101006710B1 (ko) * | 2010-08-06 | 2011-01-10 | 주식회사 창성에이스산업 | 전원 및 통신선이 포함된 누액 감시 시스템 |
| JP4942839B2 (ja) * | 2010-09-10 | 2012-05-30 | 株式会社牧野フライス製作所 | びびり振動検出方法及びびびり振動回避方法、並びに工作機械 |
| JP5525411B2 (ja) | 2010-10-25 | 2014-06-18 | オークマ株式会社 | 振動抑制方法及び振動抑制装置 |
| JP5580226B2 (ja) | 2011-02-22 | 2014-08-27 | オークマ株式会社 | 安定限界線図作成方法及び装置 |
| JP5622626B2 (ja) * | 2011-03-22 | 2014-11-12 | オークマ株式会社 | 回転速度表示装置 |
| JP5609739B2 (ja) | 2011-03-30 | 2014-10-22 | ブラザー工業株式会社 | 加工びびり振動検出装置、及び工作機械 |
-
2012
- 2012-12-20 JP JP2012277911A patent/JP6021632B2/ja not_active Expired - Fee Related
-
2013
- 2013-12-19 US US14/650,137 patent/US10525561B2/en not_active Expired - Fee Related
- 2013-12-19 WO PCT/JP2013/084027 patent/WO2014098172A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014098172A1 (ja) | 2014-06-26 |
| JP2014121741A (ja) | 2014-07-03 |
| US20150306720A1 (en) | 2015-10-29 |
| US10525561B2 (en) | 2020-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6021632B2 (ja) | 加工装置の制御装置、加工装置、加工装置の制御プログラム、加工装置の制御方法、及び加工方法 | |
| JP5525411B2 (ja) | 振動抑制方法及び振動抑制装置 | |
| JP5215064B2 (ja) | 工作機械のびびり振動抑制方法及びその装置 | |
| JP4743646B2 (ja) | 工作機械の振動抑制装置 | |
| JP4777960B2 (ja) | 振動抑制装置 | |
| US9211624B2 (en) | Vibration determination method and vibration determination device | |
| JP6922405B2 (ja) | 振動抑制装置 | |
| US8014903B2 (en) | Method for suppressing vibration and device therefor | |
| JP5622626B2 (ja) | 回転速度表示装置 | |
| JP4433422B2 (ja) | 振動抑制装置 | |
| JP5802062B2 (ja) | 工作機械の制御装置及び制御方法 | |
| JP5917251B2 (ja) | びびり振動の抑制システム及び抑制方法 | |
| JP5226484B2 (ja) | びびり振動抑制方法 | |
| JP5631779B2 (ja) | 工作機械の振動抑制方法及び装置 | |
| JP2015085395A (ja) | 加工誤差量予測装置および加工誤差量予測プログラム | |
| JP6302794B2 (ja) | 回転速度表示方法 | |
| JP5155090B2 (ja) | 工作機械の振動判定方法及び振動抑制装置 | |
| JP2010023187A (ja) | 工作機械の制振システム | |
| JP5587707B2 (ja) | 振動抑制装置 | |
| JP5767931B2 (ja) | 工作機械の振動抑制方法および振動抑制装置 | |
| JP4995115B2 (ja) | 振動抑制方法及び装置 | |
| JP5853437B2 (ja) | びびり振動検出方法 | |
| JP2021020260A (ja) | 工作機械の主軸回転数制御装置および制御方法 | |
| JP5384996B2 (ja) | 加工状態評価装置 | |
| JP5539794B2 (ja) | 振動抑制装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151218 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160906 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161004 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6021632 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |