JP5728577B2 - 湾曲した束を有するパイル層 - Google Patents
湾曲した束を有するパイル層 Download PDFInfo
- Publication number
- JP5728577B2 JP5728577B2 JP2013521169A JP2013521169A JP5728577B2 JP 5728577 B2 JP5728577 B2 JP 5728577B2 JP 2013521169 A JP2013521169 A JP 2013521169A JP 2013521169 A JP2013521169 A JP 2013521169A JP 5728577 B2 JP5728577 B2 JP 5728577B2
- Authority
- JP
- Japan
- Prior art keywords
- bundle
- pile layer
- nonwoven
- curved
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000835 fiber Substances 0.000 claims description 118
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 44
- 239000004917 carbon fiber Substances 0.000 claims description 44
- 239000004745 nonwoven fabric Substances 0.000 claims description 37
- 239000000463 material Substances 0.000 claims description 34
- 238000009960 carding Methods 0.000 claims description 26
- 238000004519 manufacturing process Methods 0.000 claims description 17
- 230000004907 flux Effects 0.000 claims 1
- 238000000034 method Methods 0.000 description 35
- 239000002131 composite material Substances 0.000 description 14
- 238000012545 processing Methods 0.000 description 12
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 8
- 239000004744 fabric Substances 0.000 description 6
- 238000005470 impregnation Methods 0.000 description 6
- 238000004064 recycling Methods 0.000 description 6
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 238000010521 absorption reaction Methods 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 238000012935 Averaging Methods 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 3
- 239000003480 eluent Substances 0.000 description 3
- 230000002708 enhancing effect Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000012681 fiber drawing Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000007596 consolidation process Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 210000004177 elastic tissue Anatomy 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000012417 linear regression Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 238000009996 mechanical pre-treatment Methods 0.000 description 1
- 230000005226 mechanical processes and functions Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000009745 resin transfer moulding Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H11/00—Non-woven pile fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/08—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers
- B29C70/081—Combinations of fibres of continuous or substantial length and short fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/028—Net structure, e.g. spaced apart filaments bonded at the crossing points
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/06—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G1/00—Severing continuous filaments or long fibres, e.g. stapling
- D01G1/02—Severing continuous filaments or long fibres, e.g. stapling to form staple fibres not delivered in strand form
- D01G1/04—Severing continuous filaments or long fibres, e.g. stapling to form staple fibres not delivered in strand form by cutting
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G13/00—Mixing, e.g. blending, fibres; Mixing non-fibrous materials with fibres
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G15/00—Carding machines or accessories; Card clothing; Burr-crushing or removing arrangements associated with carding or other preliminary-treatment machines
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G7/00—Breaking or opening fibre bales
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/04—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres having existing or potential cohesive properties, e.g. natural fibres, prestretched or fibrillated artificial fibres
- D04H1/06—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres having existing or potential cohesive properties, e.g. natural fibres, prestretched or fibrillated artificial fibres by treatment to produce shrinking, swelling, crimping or curling of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4209—Inorganic fibres
- D04H1/4242—Carbon fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4274—Rags; Fabric scraps
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4374—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece using different kinds of webs, e.g. by layering webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/498—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres entanglement of layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/74—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being orientated, e.g. in parallel (anisotropic fleeces)
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
- D04H3/04—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments in rectilinear paths, e.g. crossing at right angles
- D04H3/045—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments in rectilinear paths, e.g. crossing at right angles for net manufacturing
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H5/00—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length
- D04H5/02—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by mechanical methods, e.g. needling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
- B29B11/16—Making preforms characterised by structure or composition comprising fillers or reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23907—Pile or nap type surface or component
- Y10T428/23929—Edge feature or configured or discontinuous surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23907—Pile or nap type surface or component
- Y10T428/23957—Particular shape or structure of pile
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23907—Pile or nap type surface or component
- Y10T428/23957—Particular shape or structure of pile
- Y10T428/23964—U-, V-, or W-shaped or continuous strand, filamentary material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23907—Pile or nap type surface or component
- Y10T428/23979—Particular backing structure or composition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23907—Pile or nap type surface or component
- Y10T428/23993—Composition of pile or adhesive
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Nonwoven Fabrics (AREA)
- Laminated Bodies (AREA)
- Reinforced Plastic Materials (AREA)
- Woven Fabrics (AREA)
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
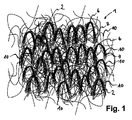
Description
2 束
5 頂点領域
6 束末端
7 束末端領域
10 炭素繊維
20 梳綿機
K1 第一曲率
K2 第二曲率
Claims (14)
- 炭素繊維(10)を含む複数の束(2)を有する不織パイル層(1)であって、
少なくとも一部の束(2)が、第一曲率(K1)の湾曲した頂点領域(6)及び第二曲率(K2)の少なくとも一つの束末端領域(7)を有する湾曲した形状を有し、前記第一曲率(K1)が前記第二曲率(K2)よりも大きく、前記第二曲率(K2)がゼロであることを特徴とする不織パイル層(1)。 - 複数の湾曲した束(2)の配向が同一であり、一つの湾曲した束(2)の束末端領域(7)のうち少なくとも一方の形状が、他の湾曲した束(2)の他の束末端領域(7)と比較して同一の配向の形状を有することを特徴とする請求項1に記載の不織パイル層。
- 湾曲した束(2)が第二曲率(K2)の二つの束末端領域(7)を有することを特徴とする請求項1又は2に記載の不織パイル層。
- 前記不織パイル層(1)の全ての束(2)の少なくとも50%が湾曲した形状を有することを特徴とする請求項1から3のいずれか一項に記載の不織パイル層。
- 前記炭素繊維(10)を含む複数の束(2)の長さが15cm以下であることを特徴とする請求項1から4のいずれか一項に記載の不織パイル層。
- 前記不織パイル層内の湾曲した束の平均束長さが、少なくとも100%変化することを特徴とする請求項1から5のいずれか一項に記載の不織パイル層。
- 複数の湾曲した束(2)が、少なくとも200本の炭素繊維(10)を含むことを特徴とする請求項1から6のいずれか一項に記載の不織パイル層。
- 前記不織パイル層(1)が最大50g/m2で10g/m2以上の単位面積当たりの質量を有することを特徴とする請求項1から7のいずれか一項に記載の不織パイル層。
- 請求項1から8のいずれか一項に記載の不織パイル層を少なくとも二つ有することを特徴とする不織布又は不織布材。
- 固めるためにニードリング処理された請求項1から8のいずれか一項に記載の不織パイル層を有することを特徴とする不織布材。
- 一つの不織パイル層(1)の湾曲した束(2)の配向が、他の不織パイル層(1)の湾曲した束の配向と少なくとも5°異なることを特徴とする請求項9に記載の不織布又は不織布材。
- 少なくとも二つの不織パイル層(1)が互いにニードリング処理されているか、又は一つの不織パイル層(1)が固めるためにニードリング処理されていて、1cm2の面積に対して平均で少なくとも1つのニードリングパンチが存在していることを特徴とする請求項9から11のいずれか一項に記載の不織布又は不織材。
- 請求項1から8のいずれか一項に記載の不織パイル層(1)の製造方法であって、
炭素繊維(10)を含む束(2)を梳綿機(20)内に導入するステップと、
前記束(2)を個々の繊維には完全に分解せずに前記束(2)内の前記炭素繊維(10)を追加の繊維(10)と絡み合わせるように前記梳綿機(20)を作動させるステップと、
前記梳綿機(20)から不織パイル層(1)を取り外すステップとを含む製造方法。 - 請求項1から8のいずれか一項に記載の不織パイル層(1)又は請求項9から12のいずれか一項に記載の不織布又は不織布材を含む樹脂含浸部品。
Applications Claiming Priority (21)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010043347 | 2010-11-03 | ||
| DE102010043346.2 | 2010-11-03 | ||
| DE102010043347.0 | 2010-11-03 | ||
| DE102010043346 | 2010-11-03 | ||
| DE102010043300.4 | 2010-11-03 | ||
| DE102010043349.7 | 2010-11-03 | ||
| DE102010043300 | 2010-11-03 | ||
| DE102010043349 | 2010-11-03 | ||
| DE102010043345 | 2010-11-03 | ||
| DE102010043345.4 | 2010-11-03 | ||
| DE102011077880 | 2011-06-21 | ||
| DE102011077881 | 2011-06-21 | ||
| DE102011077879.9 | 2011-06-21 | ||
| DE102011077879 | 2011-06-21 | ||
| DE102011077880.2 | 2011-06-21 | ||
| DE102011077881.0 | 2011-06-21 | ||
| DE102011078741 | 2011-07-06 | ||
| DE102011078739 | 2011-07-06 | ||
| DE102011078739.9 | 2011-07-06 | ||
| DE102011078741.0 | 2011-07-06 | ||
| PCT/EP2011/069315 WO2012059539A1 (de) | 2010-11-03 | 2011-11-03 | Florschicht mit gekrümmt verlaufenden bündeln |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013534278A JP2013534278A (ja) | 2013-09-02 |
| JP5728577B2 true JP5728577B2 (ja) | 2015-06-03 |
Family
ID=44947070
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013521169A Expired - Fee Related JP5728577B2 (ja) | 2010-11-03 | 2011-11-03 | 湾曲した束を有するパイル層 |
| JP2013522272A Expired - Fee Related JP5718462B2 (ja) | 2010-11-03 | 2011-11-03 | 強化不織布 |
| JP2013523646A Expired - Fee Related JP5745052B2 (ja) | 2010-11-03 | 2011-11-03 | 炭素繊維含有束を備えたパイル層 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013522272A Expired - Fee Related JP5718462B2 (ja) | 2010-11-03 | 2011-11-03 | 強化不織布 |
| JP2013523646A Expired - Fee Related JP5745052B2 (ja) | 2010-11-03 | 2011-11-03 | 炭素繊維含有束を備えたパイル層 |
Country Status (13)
| Country | Link |
|---|---|
| US (3) | US9551098B2 (ja) |
| EP (3) | EP2635732B1 (ja) |
| JP (3) | JP5728577B2 (ja) |
| KR (3) | KR101497788B1 (ja) |
| CN (3) | CN103025942B (ja) |
| BR (1) | BR112012031770A8 (ja) |
| CA (3) | CA2802296C (ja) |
| ES (2) | ES2554928T3 (ja) |
| HK (1) | HK1181433A1 (ja) |
| MX (3) | MX2012014598A (ja) |
| PL (2) | PL2635417T3 (ja) |
| PT (1) | PT2635417E (ja) |
| WO (3) | WO2012059539A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101497788B1 (ko) * | 2010-11-03 | 2015-03-02 | 에스지엘 오토모티브 카본 파이버스 게임베하 운트 코. 카게 | 만곡된 다발을 구비하는 파일 층 |
| CN105073847B (zh) * | 2013-02-21 | 2018-11-16 | 东丽株式会社 | 可冲压片材 |
| US20140272343A1 (en) * | 2013-03-15 | 2014-09-18 | Federal-Mogul Powertrain, Inc. | Moldable Nonwoven Having High Strength To Weight Ratio For Structural Components and Method of Construction Thereof |
| CN103352316B (zh) * | 2013-07-04 | 2016-01-20 | 浙江和中非织造股份有限公司 | 用于墙体加固的无纺布及其生产工艺 |
| CN104708860A (zh) * | 2015-04-08 | 2015-06-17 | 常州众杰复合材料有限公司 | 一种网格夹芯缝编复合织物及其应用 |
| DE202016104070U1 (de) * | 2016-07-26 | 2017-10-27 | Autefa Solutions Germany Gmbh | Florprodukt mit unidirektional erhöhter Festigkeit zur Herstellung von CFK-Bauteilen |
| KR102402639B1 (ko) | 2017-11-24 | 2022-05-26 | 삼성전자주식회사 | 전자 장치 및 그의 통신 방법 |
| WO2019130579A1 (ja) * | 2017-12-28 | 2019-07-04 | 内野株式会社 | パイル織物 |
| DE102018113587B8 (de) | 2018-06-07 | 2024-02-29 | Reinhard Koch | Faserprofile zum Einsatz als Bewehrung in Betonbauten für hohe brandschutztechnische Anforderungen und Verfahren zu ihrer Herstellung |
| JP2022528796A (ja) | 2019-04-18 | 2022-06-15 | テイジン カーボン ユーロップ ゲー・エム・ベー・ハー | 楔状フィラープリフォーム |
| TR201913501A2 (tr) * | 2019-09-06 | 2021-03-22 | Bursali Tekstil Sanayi Ve Ticaret Anonim Sirketi | Geri dönüştürülmüş liflerden mamul tekstil ürünleri |
| CN113461143B (zh) * | 2021-07-14 | 2023-04-07 | 深圳华鹂环境技术有限公司 | 一种生态膜的制备方法 |
Family Cites Families (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63307915A (ja) | 1987-06-10 | 1988-12-15 | Dainippon Ink & Chem Inc | 繊維強化樹脂複合成形品の製造方法 |
| JP2570312B2 (ja) * | 1987-08-07 | 1997-01-08 | 大日本インキ化学工業株式会社 | 炭素繊維樹脂成形品 |
| JP2543981Y2 (ja) * | 1988-05-02 | 1997-08-13 | 大阪瓦斯株式会社 | 補強された繊維状活性炭フィルター材 |
| JP2639504B2 (ja) * | 1988-07-28 | 1997-08-13 | 株式会社高分子加工研究所 | 立体的網状構造体 |
| US5536486A (en) * | 1989-03-15 | 1996-07-16 | Petoca Ltd. | Carbon fibers and non-woven fabrics |
| CA2077130C (en) * | 1991-09-04 | 2003-04-29 | Edward Lee Morris | Carbon fiber reinforced carbon/carbon composite and method of its manufacture |
| JPH05156595A (ja) * | 1991-12-10 | 1993-06-22 | Nikkiso Co Ltd | ネット付き炭素繊維シートおよびその製造方法 |
| DE9207367U1 (de) | 1992-05-30 | 1992-09-10 | Johns Manville International, Inc., Denver, Col. | Schichtstoff aus Vlies und Gelege |
| JPH08144153A (ja) * | 1994-11-21 | 1996-06-04 | Toray Ind Inc | 炭素繊維パイル布帛 |
| JP3535619B2 (ja) * | 1995-05-01 | 2004-06-07 | サンケミカル株式会社 | 複合繊維シートの製造方法 |
| US5804007A (en) * | 1995-07-21 | 1998-09-08 | Sunchemical Co., Ltd. | Methods of manufacturing composite fiber sheet |
| JPH0912730A (ja) * | 1995-06-30 | 1997-01-14 | Kobe Steel Ltd | 異形状繊維強化プラスチック |
| JPH0978396A (ja) * | 1995-09-04 | 1997-03-25 | Toray Ind Inc | 炭素繊維パイル布帛 |
| JP3737849B2 (ja) | 1996-03-31 | 2006-01-25 | 大阪瓦斯株式会社 | 炭素繊維3次元構造体の製造方法 |
| JPH1018146A (ja) * | 1996-06-28 | 1998-01-20 | Nitto Boseki Co Ltd | 経一層三軸組布 |
| DE19743545A1 (de) * | 1996-10-02 | 1998-04-30 | Fraunhofer Ges Forschung | Verfahren zur Verarbeitung von Prepreg-Verschnittresten |
| DE19642714A1 (de) * | 1996-10-16 | 1998-04-23 | Asglawo Gmbh Stoffe Zum Daemme | Material für die schall- und wärmedämmende Auskleidung des Motorraumes eines Kraftfahrzeuges |
| KR19990012382A (ko) * | 1997-07-29 | 1999-02-25 | 유승빈 | 도전성 제전시트 및 그를 이용한 복식품 |
| US6183835B1 (en) * | 1997-08-27 | 2001-02-06 | Moon Soo Cho | Manufacturing method of reinforced fiber sheet useful for repairing/reinforced concrete structure |
| JP2000054252A (ja) | 1998-08-07 | 2000-02-22 | Osaka Gas Co Ltd | 炭素繊維フィルター |
| JP2001158017A (ja) * | 1999-12-03 | 2001-06-12 | Nikkiso Co Ltd | 繊維強化樹脂プリプレグ廃材の破砕装置及び破砕回収方法 |
| EP1282507A1 (en) * | 2000-05-11 | 2003-02-12 | Fortafil Fibers Inc. | Method for the manufacture of a sheet of reinforcing fibers and the product obtained thereby |
| AU2001284641A1 (en) * | 2000-06-02 | 2001-12-11 | Ihc Rehabilitation Products | Method for consolidation for random carbon fiber orientation and for forming a carbon fiber preform |
| CN2433277Y (zh) * | 2000-08-15 | 2001-06-06 | 曹玉明 | 单向无纺碳纤维布 |
| ITPD20040084A1 (it) | 2004-03-30 | 2004-06-30 | Orv Spa | Prodotto stratiforme rinforzato a base di tessuto non tessuto particolarmente per bitumazione e suo procedimento di produzione |
| JP2005336407A (ja) * | 2004-05-28 | 2005-12-08 | Toho Tenax Co Ltd | 表面平滑性に優れた複合材料 |
| US7713893B2 (en) * | 2004-12-08 | 2010-05-11 | Albany Engineered Composites, Inc. | Three-dimensional woven integrally stiffened panel |
| JP4675656B2 (ja) * | 2005-03-23 | 2011-04-27 | 三乗工業株式会社 | 自動車用内装材のリサイクル方法 |
| JP4353926B2 (ja) * | 2005-07-20 | 2009-10-28 | 株式会社ユウホウ | 導電性不織布の製法 |
| CN100510211C (zh) * | 2005-12-26 | 2009-07-08 | 上海杰事杰新材料股份有限公司 | 一种梳理机的喂入和梳理系统 |
| WO2007138966A1 (ja) * | 2006-05-25 | 2007-12-06 | Mitsubishi Engineering-Plastics Corporation | 繊維強化熱可塑性樹脂成形品 |
| US8367569B2 (en) * | 2006-05-26 | 2013-02-05 | Fortress Stabilization Systems | Carbon reinforced concrete |
| JP4895370B2 (ja) * | 2006-09-27 | 2012-03-14 | 高安株式会社 | 炭素繊維不織布及びその製造方法 |
| DE102006060241A1 (de) | 2006-12-20 | 2008-06-26 | Johns Manville Europe Gmbh | Trägereinlage, Verfahren zu deren Herstellung und deren Verwendung |
| DE102008004005A1 (de) | 2008-01-11 | 2009-07-16 | CeTech Co., Ltd., Tanzih | Leitfähiger Bogen aus Kohlefasern und Verfahren zu seiner Herstellung |
| KR101146612B1 (ko) | 2008-07-31 | 2012-05-14 | 도레이 카부시키가이샤 | 프리프레그, 프리폼, 성형품 및 프리프레그의 제조방법 |
| CN101392433B (zh) * | 2008-10-30 | 2010-06-23 | 王常义 | 一种非织造网格增强复合无纺布制造方法 |
| KR101406869B1 (ko) * | 2009-05-13 | 2014-06-16 | 주식회사 데크 | 니들펀칭 공법을 이용한 탄소프리폼 제조 방법 |
| DE102009023529A1 (de) * | 2009-05-30 | 2010-12-02 | Bayerische Motoren Werke Aktiengesellschaft | Recyclingverfahren |
| JP3152748U (ja) * | 2009-05-31 | 2009-08-13 | エアテクス株式会社 | カーボン不織布 |
| GB2477531B (en) * | 2010-02-05 | 2015-02-18 | Univ Leeds | Carbon fibre yarn and method for the production thereof |
| DE102010008370A1 (de) | 2010-02-17 | 2011-08-18 | Thüringisches Institut für Textil- und Kunststoff-Forschung e.V., 07407 | Verfahren zur Herstellung eines plattenförmigen Halbzeugs aus Faserverbundwerkstoff |
| DE102010008349A1 (de) | 2010-02-17 | 2011-08-18 | Thüringisches Institut für Textil- und Kunststoff-Forschung e.V., 07407 | Verfahren zur Herstellung von Pellets aus Faserverbundwerkstoffen |
| KR101497788B1 (ko) * | 2010-11-03 | 2015-03-02 | 에스지엘 오토모티브 카본 파이버스 게임베하 운트 코. 카게 | 만곡된 다발을 구비하는 파일 층 |
| KR101931826B1 (ko) * | 2010-12-24 | 2018-12-21 | 도레이 카부시키가이샤 | 탄소 섬유 집합체의 제조 방법 및 탄소 섬유 강화 플라스틱의 제조 방법 |
| JP6051529B2 (ja) * | 2011-02-18 | 2016-12-27 | 東レ株式会社 | 炭素繊維基材および炭素繊維複合材料ならびにそれらの製造方法 |
| JP2012188779A (ja) * | 2011-03-10 | 2012-10-04 | Toray Ind Inc | 炭素繊維不織布の製造方法 |
| JP2012193466A (ja) * | 2011-03-16 | 2012-10-11 | Doshisha | 不織布、この不織布の製造方法及びこの不織布を用いたサンドイッチ材 |
| DE102011079525A1 (de) * | 2011-07-21 | 2013-01-24 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines faserverstärkten Kunstststoffhalbzeugs |
| ITRM20110520A1 (it) * | 2011-10-04 | 2013-04-05 | Agenzia Naz Per Le Nuove Tecn Ologie L Ener | Metodo per la realizzazione di filati di fibre di carbonio di riciclo. |
| US10072130B2 (en) * | 2011-11-16 | 2018-09-11 | Toray Industries, Inc. | Fiber-reinforced composite material and process for producing fiber-reinforced composite material |
| EP2636783A1 (de) * | 2012-03-09 | 2013-09-11 | Quadrant Plastic Composites AG | Flächiger Verbundwerkstoff |
| ITRM20120118A1 (it) * | 2012-03-26 | 2013-09-27 | Agenzia Naz Per Le Nuove Tecn Ologie L Ener | Metodo per la realizzazione di feltri da fibre di carbonio di riciclo. |
| GB201215855D0 (en) * | 2012-09-05 | 2012-10-24 | Univ Ulster | Carbon fibre composites |
-
2011
- 2011-11-03 KR KR1020127034314A patent/KR101497788B1/ko active IP Right Grant
- 2011-11-03 EP EP11782096.9A patent/EP2635732B1/de not_active Not-in-force
- 2011-11-03 CN CN201180032963.4A patent/CN103025942B/zh not_active Expired - Fee Related
- 2011-11-03 KR KR1020127034277A patent/KR101494507B1/ko active IP Right Grant
- 2011-11-03 EP EP11782098.5A patent/EP2635733A1/de not_active Withdrawn
- 2011-11-03 KR KR1020127034299A patent/KR101577861B1/ko active IP Right Grant
- 2011-11-03 MX MX2012014598A patent/MX2012014598A/es active IP Right Grant
- 2011-11-03 CA CA2802296A patent/CA2802296C/en not_active Expired - Fee Related
- 2011-11-03 ES ES11782097.7T patent/ES2554928T3/es active Active
- 2011-11-03 EP EP11782097.7A patent/EP2635417B1/de not_active Not-in-force
- 2011-11-03 JP JP2013521169A patent/JP5728577B2/ja not_active Expired - Fee Related
- 2011-11-03 US US13/704,114 patent/US9551098B2/en active Active
- 2011-11-03 PL PL11782097T patent/PL2635417T3/pl unknown
- 2011-11-03 PT PT117820977T patent/PT2635417E/pt unknown
- 2011-11-03 ES ES11782096.9T patent/ES2544991T3/es active Active
- 2011-11-03 WO PCT/EP2011/069315 patent/WO2012059539A1/de active Application Filing
- 2011-11-03 PL PL11782096T patent/PL2635732T3/pl unknown
- 2011-11-03 JP JP2013522272A patent/JP5718462B2/ja not_active Expired - Fee Related
- 2011-11-03 JP JP2013523646A patent/JP5745052B2/ja not_active Expired - Fee Related
- 2011-11-03 CA CA2802301A patent/CA2802301C/en not_active Expired - Fee Related
- 2011-11-03 US US13/704,121 patent/US20130209724A1/en not_active Abandoned
- 2011-11-03 US US13/704,104 patent/US20130209725A1/en not_active Abandoned
- 2011-11-03 BR BR112012031770A patent/BR112012031770A8/pt not_active Application Discontinuation
- 2011-11-03 WO PCT/EP2011/069313 patent/WO2012059538A1/de active Application Filing
- 2011-11-03 CA CA2802315A patent/CA2802315C/en not_active Expired - Fee Related
- 2011-11-03 CN CN2011800327889A patent/CN103025494A/zh active Pending
- 2011-11-03 MX MX2012014614A patent/MX336749B/es unknown
- 2011-11-03 WO PCT/EP2011/069316 patent/WO2012059540A1/de active Application Filing
- 2011-11-03 MX MX2012014612A patent/MX2012014612A/es active IP Right Grant
- 2011-11-03 CN CN201180032975.7A patent/CN103025940B/zh not_active Expired - Fee Related
-
2013
- 2013-07-26 HK HK13108771.3A patent/HK1181433A1/zh not_active IP Right Cessation
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5728577B2 (ja) | 湾曲した束を有するパイル層 | |
| ES2716977T3 (es) | Método para producir un agregado de fibra de carbono y método para producir plástico reforzado con fibra de carbono | |
| JP4534409B2 (ja) | 補強用多軸ステッチ基材および繊維強化プラスチックならびにその製造方法 | |
| JP4287881B2 (ja) | 強化された厚手の織物及びその製造方法 | |
| JP7001995B2 (ja) | 部分分繊繊維束とその製造方法、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 | |
| JP6944658B2 (ja) | 繊維強化樹脂成形品およびその圧縮成形方法 | |
| JP2004530053A (ja) | 多軸繊維強化材を有する複合シートの製造方法及び装置 | |
| HUE035531T2 (en) | Steel Stranded Reinforced Composites | |
| JP7400807B2 (ja) | 繊維強化樹脂成形材料成形品およびその製造方法 | |
| JP2009019202A (ja) | 成形材料、プリフォームおよび繊維強化樹脂 | |
| JP2013512351A (ja) | 指向性の繊維配向を有する有限長補強繊維からステープルファイバレイドファブリックを連続式に製造する方法 | |
| CA3080917A1 (en) | Unidirectional non-crimp fabric and use thereof | |
| CN105073847B (zh) | 可冲压片材 | |
| CN105408129B (zh) | 轮胎加固用钢丝绳 | |
| CN105934316A (zh) | 纤维复合材料及其生产方法 | |
| Khurshid | Innovative unidirectional recycled carbon fiber tape structure for high performance thermoplastic composites: technological developments, technology-structure-property relationship and modeling of composite tensile properties | |
| EP1111110A2 (en) | Reinforced panel structure | |
| JP2004223743A (ja) | 衝撃吸収体の製造方法 | |
| JP4293663B2 (ja) | 強化繊維織物の製造方法並びに強化繊維織物の糸条開繊装置及び強化繊維織物の製造機 | |
| IT202100029546A1 (it) | Metodo per realizzare una preforma fibrosa in carbonio e/o fibre di un precursore del carbonio di altezza predeterminata e preforma direttamente ottenuta | |
| JP2003314666A (ja) | 繊維強化樹脂製歯車 | |
| ITMI20070315A1 (it) | Rullo per il trascinamento di materiale |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140402 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150309 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150406 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5728577 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |