JP5277859B2 - 硫化物系リチウムイオン伝導性固体電解質ガラスおよび全固体リチウム二次電池 - Google Patents
硫化物系リチウムイオン伝導性固体電解質ガラスおよび全固体リチウム二次電池 Download PDFInfo
- Publication number
- JP5277859B2 JP5277859B2 JP2008270610A JP2008270610A JP5277859B2 JP 5277859 B2 JP5277859 B2 JP 5277859B2 JP 2008270610 A JP2008270610 A JP 2008270610A JP 2008270610 A JP2008270610 A JP 2008270610A JP 5277859 B2 JP5277859 B2 JP 5277859B2
- Authority
- JP
- Japan
- Prior art keywords
- battery
- electrolyte
- sulfide
- lithium ion
- secondary battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Description
このようなリチウム二次電池は、電解質の種類によって、液体電解質を用いたリチウムイオン電池と、高分子固体電解質を用いるリチウムイオンポリマー電池あるいは無機系のリチウムイオン伝導性固体電解質を用いたリチウムイオン電池等に大きく区分できる。
また、負極(II)は、負極活物質と電解質粉末からなる負極合材107を作成し、負極集電体106を挿入し、これを加圧成型して作成される。そして、これらの正極(I)、負極(II)間には、リチウムイオン伝導性固体電解質層108を中間に介在させ、全体を加圧プレスすることで、正極層、電解質層、負極層を一体化して、全固体リチウム二次電池素子が作成される。
これらの電池素子は、正極(I)、負極(II)が、それぞれの電極端子を兼ねたプレス成型金型で、ポリプロピレン樹脂製の絶縁性円筒管104内に加圧充填されるとともに、正極(I)、負極(II)の短絡を防ぐための絶縁菅を介在させたボルトとナットを用いて強固に締め付けることにより作成される。尚、これらの製造工程は、乾燥不活性ガス雰囲気中、室温領域で処理されている。
従って、その充放電サイクルに伴う電池放電容量の減少は阻止され、優れた特性を示す電池となっている。ここで、絶縁性円筒管104で強固に囲うことのない実用電池の形状を想定した場合、その充放電サイクルサイクルに伴って、電池放電容量が大きく減少する。
そのため、例えば、Li2S−SiS2,Li2S−SiS2−LiI,Li2S−SiS2−LiBr,Li2S−SiS2−LiCl,Li2S−SiS2−B2S3−LiI,Li2S−SiS2−P2S5−LiI,Li2S−B2S3,Li2S−B2S3−LiI,Li2S−P2S5,Li2S−P2S5−LiI,Li2S−P2S5−ZmSn(Z=Ge,Zn,Ga),Li2S−GeS2,Li2S−SiS2−Li3PO4,Li2S−SiS2−LixPOy(M=P,Si,Ge,B,Al,Ga,In)系の硫化物リチウムイオン伝導性固体電解質ガラス、及びこれら成分を含む結晶性のリチウムイオン伝導体、あるいはこれらの混合体からなるリチウムイオン伝導性固体電解質を用いられ、中でも優れたリチウムイオン伝導性を有する材料という観点から、Li2S−B2S3,Li2S−P2S5以外の多元系リチウムイオン伝導性固体電解質材料が検討されてきた。
しかし、その多くは、構成材料としてSi、Ge、LiI等、半導体材料もしくはハロゲン化リチウムが含んだものが用いられてきた。
この結果、構成された電池の作動電圧が負極としてカーボンを用いたものに比べ、低くいものとなっていた。即ち、カーボンを負極材料として用いた電池に比べ、コスト的に高くなると共に、作動電圧が低い全固体リチウム二次電池となっていた。
本発明の一態様の硫化物系リチウムイオン伝導性固体電解質ガラスは、α−アルミナを含む硫化物系リチウムイオン伝導性固体電解質を含むことを特徴とする。
本実施形態1で用いる硫化物系リチウムイオン伝導性固体電解質は硫化物系リチウムイオン伝導性固体電解質にα−アルミナを含んでなるガラス状電解質であり、母体となるリチウムイオン伝導性固体電解質は、例えば、Li2S−SiS2,Li2S−SiS2−LiI,Li2S−SiS2−LiBr,Li2S−SiS2−LiCl,Li2S−SiS2−B2S3−LiI,Li2S−SiS2−P2S5−LiI,Li2S−B2S3,Li2S−B2S3−LiI,Li2S−P2S5,Li2S−P2S5−LiI,Li2S−P2S5−ZmSn(Z=Ge,Zn,Ga),Li2S−GeS2,Li2S−SiS2−Li3PO4,Li2S−SiS2−LixPOy(M=P,Si,Ge,B,Al,Ga,In)系の硫化物リチウムイオン伝導性固体電解質ガラス、及びこれら成分を含む結晶性のリチウムイオン伝導体、あるいはこれらの混合体からなるリチウムイオン伝導性固体電解質が選ばれる。
これらを所定量秤量し、上記、硫化物系リチウムイオン伝導体に加えた混合物を調合し、調合した混合物を、更に遊星ボールミルにより混合微粉砕化した。ここで用いた遊星ボールミルのポットは、アルミナ製であり、その中に入れるボールは、直径5mmおよび10mmのアルミナ製ボールを使用した。
即ち、(1)調合したα−アルミナを含む硫化物系リチウムイオン伝導性固体電解質粉末をグラッシーカーボン坩堝に充填し、これを石英管内に真空封入する。この真空アンプルを電気炉内に挿入し、約850℃で約3時間、加温溶融した。その後、真空アンプルを氷水中に挿入し、グラッシーカーボン坩堝内の融液を強急冷することで、α−アルミナを含む硫化物系リチウムイオン伝導性固体電解質ガラスを得た。
この融液の強急冷に当たっては、溶融状態から軟化温度領域に入り、この状態では柔軟性を持った板状となりながら、この過程を経由したあと、ガラス転移温度以下に到達し、一枚の堅い板状ガラスとなり、所望の硫化物リチウムイオン伝導性ガラスを得ることができる。
ここで、用いた成型用雄金型は金メッキを施したステンレス製のものを用いた。成型物を室温に冷却した後、その圧力下で、そのイオン伝導率を測定した。
ここでは、出発母材となる、硫化物系リチウムイオン伝導体としてLi2S−SiS2−Li3PO4からなるリチウムイオン伝導性ガラスを用い、上記(1)に記載した方法で、絶縁性部粒子としてα−アルミナを7%の重量比で混合した新しい硫化物系リチウムイオン伝導性固体電解質ガラスを構成した。
ここで、用いた成型用雄金型は金メッキを施したステンレス製のものを用いた。続いて、加圧状態を維持しながら、測定セルが室温に冷却した後、そのイオン伝導率を測定した。またイオン伝導率測定後、測定セルから中の固体電解質ペレットを取り出すと、加熱温度が200℃から320℃以下の温度で作成したペレットは、全て薄茶色の透明なディスクとなって得られた。即ち、電解質層内では粒界接合の無い一枚の透明の板状リチウムイオン伝導性ガラスとなっており、180℃および350℃で作成したものは電解質が不透明白色状態を示していた。
一方、350℃で加熱圧縮して作成した白色の不透明な電解質では、0.95×10-4S/cm2を示し、極めてイオン伝導率の低下が著しいことが分かった。しかし、180℃で加温圧縮して得た白色不透明の電解質層では、1.1×10-3S/cm2を示した。
これは、350℃の処理では、電解質粉末が結晶化した為によるものであり、180℃での処理では、電解質粉末は軟化せず、単に電解質ガラス粉末を弱い圧力で圧縮しただけで、一枚の粒界の無いガラス板にはならなかったと考えられた。
これに対し、従来の電解質であるα−アルミナを単に実施例1で用いた電解質母材に混合して得た電解質粉末を、2トン/cm2の圧力で成型すると、そのイオン伝導率は0.9×10-3S/cm2を示し、成型圧力を4トン/cm2の圧力以上で成型することで、2.5×10-3S/cm2を示すようになった。
即ち、このことはイオン伝導率として、電解質粉末に4トン/cm2以上の圧力を掛けなければ得られない値で、しかも、作成した電解質成型体の色は白色のディスクとなっており、そこでは電解質粉末粒子同士の粒界接合が解消されず、不透明な白色を呈していた。
ここでは、実施例1で用いた電解質ガラスの加熱、圧縮成型における、加熱温度と時間の関係を調べるため、電解質ガラス成型体を同様に作成し、その伝導率を測定すると共に、その外観を調べた。但し、ここで用いた成型圧力は実施例1と同様、2トン/cm2とした。
得られた結果を総合して図11に示した。この結果、加熱温度として、180℃〜350℃の温度範囲で加熱圧縮すると、処理時間が6時間以内では、全てのガラス成型体について、そのイオン伝導率が1×10-3S/cm2以上を示していることが判った。但し、処理温度が300℃で、処理時間が5時間を超えるとこの温度領域では、イオン伝導率の若干の低下が認められている。
処理温度としては200℃から300℃の温度範囲で、処理時間としては5時間以内が望ましいことが判明した。180℃では電解質成型体の外観として不透明な白色を呈していたことから、電解質層内には粒界接合の存在した状況と考えられ、好ましい状態でない。
ここでは、出発母材となる、硫化物系リチウムイオン伝導体としてLi2S−Ge2S2−P2S5からなるリチウムイオン伝導性ガラスを用い、上記(1)に記載した方法で、絶縁性部粒子としてα−アルミナを7%の重量比で混合した新しい硫化物系リチウムイオン伝導性固体電解質ガラスを同様に構成した。
ここで、用いた成型用雄金型は金メッキを施したステンレス製のものを用いた。続いて、加圧状態を維持しながら、測定セルが室温に冷却した後、そのイオン伝導率を測定した。またイオン伝導率測定後、測定セルから中の固体電解質ペレットを取り出すと、上記固体電解質ペレットは薄茶色の透明なディスクとなっていた。この事例でも、電解質層内では粒界接合の無い一枚の板状リチウムイオン伝導性ガラスとなっていることが判明した。
即ち、α−アルミナを単に混合して得た電解質粉末では、測定セルに4トン/cm2以上の圧力を掛けることにより、約3.0×10-3S/cm2となる。これは従来の電解質層を成型するに際し、この圧力以上掛けなければ、電解質内部では粒界接合の影響を受けるものであることが判った。しかも、測定後、セル内の電解質成型体を取り出すと、薄茶色の不透明なディスクが得られた。即ち、成型体内部では、電解質粉末粒子同士の粒界接合が解消されず、薄茶色の不透明な状態を呈していたと思われた。
ここでは、出発母材となる、硫化物系リチウムイオン伝導体としてLi2S−P2S5からなるリチウムイオン伝導性ガラスを用い、上記(1)に記載した方法で、絶縁性部粒子としてα−アルミナを7%の重量比で混合した新しい硫化物系リチウムイオン伝導性固体電解質ガラスを構成した。
ここで、用いた成型用雄金型は金メッキを施したステンレス製のものを用いた。続いて、加圧状態を維持しながら、測定セルを室温に冷却させ後、そのイオン伝導率を測定した。またイオン伝導率測定後、測定セルから中の固体電解質ペレットを取り出すと、上記固体電解質ペレットは薄茶色の透明な茶褐色のディスクとなって得られた。この事例でも、電解質層内では粒界接合の無い一枚の板状リチウムイオン伝導性ガラスとなっていることが判明した。
即ち、α−アルミナを単に混合して得た電解質粉末を用いると、測定セルに4トン/cm2以上の圧力を掛けなければ、約0.7×10-3S/cm2とならず、これは従来の電解質層を成型するに際し、この圧力以上掛けなければ、電解質内部では粒界接合の影響を受けるものであることが判った。しかも、測定後、セル内の電解質成型体を取り出すと、茶褐色色の不透明なディスクが得られた。即ち、成型体内部では、電解質粉末粒子同士の粒界接合が解消されず、茶褐色の不透明な状態を呈していたと思われた。
ここでは出発母材となる、硫化物系リチウムイオン伝導体としてLi2S−P2S5−LiIからなるリチウムイオン伝導性ガラスを用い、上記(1)に記載した方法で、絶縁性部粒子としてα−アルミナを7%の重量比で混合した新しい硫化物系リチウムイオン伝導性固体電解質ガラスを構成した。
ここで、用いた成型用雄金型は金メッキを施したステンレス製のものを用いた。続いて、加圧状態を維持しながら、測定セルを室温に冷却させた後、そのイオン伝導率を測定した。またイオン伝導率測定後、測定セルから中の固体電解質ペレットを取り出すと、上記固体電解質ペレットは茶黒色の透明なディスクが得られた。この事例でも、電解質層内では粒界接合の無い一枚の板状リチウムイオン伝導性ガラスとなっていることが判明した。
即ち、α−アルミナを単に混合して得た電解質粉末を用いると、測定セルに4トン/cm2以上の圧力を掛けねば、このイオン伝導率に近い、約0.85×10-3S/cm2とならなかった。これは従来の電解質層を成型するに際し、この圧力以上の圧力を掛け無ければ、電解質内部では粒界接合の影響を受ける材料であることが判った。しかも、測定後、セル内の電解質成型体を取り出すと、濃い茶色の不透明なディスクが得られた。即ち、成型体内部では、電解質粉末粒子同士の粒界接合が解消されず、茶黒色の不透明な状態を呈していたと思われた。
ここでは、出発母材となる、硫化物系リチウムイオン伝導体としてLi2S−B2S3からなるリチウムイオン伝導性ガラスを用い、上記(1)に記載した方法で、絶縁性部粒子としてα−アルミナを5%の重量比で混合した新しい硫化物系リチウムイオン伝導性固体電解質ガラスを構成した。
即ち、α−アルミナを単に混合して得た電解質粉末を用いると、測定セルに4トン/cm2以上の圧力を掛けることで、約0.9×10-3S/cm2となった。これは従来の電解質層を成型するに際し、この圧力以上掛け無ければ、電解質内部では粒界接合の影響を受けるものであることが判った。しかも、測定後、セル内の電解質成型体を取り出すと、薄茶色の不透明なディスクが得られた。即ち、成型体内部では、電解質粉末粒子同士の粒界接合が解消されず、茶色の不透明な状態を呈していたと思われた。
これらの現象は、本具体例で用いた硫化物リチウムイオン伝導体に限定されるものでなく、硫化物リチウムイオン伝導体にα−アルミナを混合した全ての材料に対して共通して、ガラス化が可能となることは、容易に推定されるものである。また、それぞれのイオン伝導度を測定した結果から、その値が粉末状の硫化物系リチウムイオン伝導性固体電解質を成型したものと全く異なり、強い圧力で加圧しなくても、形成されている電解質層が一枚のガラス状となっているため、電解質粉末粒界接合問題がなくなり、そのイオン伝導度が向上することが判った。
また、α−アルミナを単に混合して得た電解質粉末を用いると、4トン/cm2以上の圧力を掛け、その圧力を維持しなければ、全固体リチウム二次電池内の電解質層として、実用的電池性能を有したものとならないことから、全固体リチウム二次電池では、その電池素子の外周を強く圧縮状態としなければ、優れた充放電サイクル性能を有しなくなると考えられ、これに反し、本発明の電解質ガラス粉末を用い、粒界接合のない電解質層を構成し、用いると、容易に実用的な全固体リチウム二次電池となると言える。
次に、こうして得た新しい硫化物リチウムイオン伝導性ガラスを備える本実施形態2の全固体リチウム二次電池について説明する。
この全固体リチウム二次電池は、硫化物系リチウムイオン伝導性固体電解質ガラスを層状に形成した硫化物系リチウムイオン伝導性固体電解質を備える。
正極(I)は、電極材料として、電極活物質粒子と固体電解質粉末、必要に応じて、カーボン等の導電剤を混合した正電極合材3、(負極(II)は、負電極合材7)を用いる。この正電極合材3、負電極合材7は、導電性網材のような空隙を有する正極集電体2、負極集電体6に充填されて用いられる。
正極集電体2及び正極リード板1の構成材料としては、例えば、Cu、Ni、Ti、SUSのような電子伝導性金属材料、ポリカーボネートのような硬質樹脂材料、アルミナ、ガラスのようなセラミックス等の絶縁性材料を用いることができるが、全固体リチウム二次電池素子の電解質ガラスの軟化温度に加熱圧縮する際の温度に耐える必要があり、また、絶縁性材料を用いる場合は、その表面に導電性薄膜を付加して用いることは好ましい。
本実施形態の電極では、正極集電体2、負極集電体6のほぼ全面を覆うように、正電極合材3、負電極合材7が正極集電体2、負極集電体6に充填されている。
正電極合材3、負電極合材7として、電極活物質と固体電解質材料とを含んでいる混合物を用いることにより、正極(I)または負極(II)を構成する電極活物質と電解質ガラス粉末粒子とのイオン伝導性接合界面の増大により、その界面接合力の密着性の向上を図ることができる。その結果、電極と電解質層8との間におけるイオンの授受が円滑に行われるようになり、全固体リチウム二次電池の特性(充放電特性)を、より向上させることができる。
また、負極活物質としては、カーボン、およびリチウム、インジウム、アルミニウム、のような金属材料およびこれら金属とリチウムからなる合金を、1種または2種以上を組み合わせて用いることができる。
また、電極活物質と固体電解質ガラス材料との混合比は、特に限定されないが、重量比で、4:6〜9:1程度が好ましく、5:5〜8:2程度であるのがより好ましい。
この正電極合材3、負電極合材7の層の平均厚さは、30μm以上500μm以下であるのが好ましく、50μm以上300μm以下であるのが、より好ましい。これは正電極合材3、負電極合材7の厚さが30μm以下では、電極内の活物質への電子伝導のネットワーク経路が少なくなり、出力電流が少なくなるとともに、500μm以上では、電解質層8に接触する電極界面からのイオン伝導経路が永くなる結果、電極内部抵抗が大きくなり、出力電流が少なくなる。従って、全固体二次電池の充放電性能を高くするためには、電極としての厚さに最適厚みが存在するものとなる。
また、例えば、凹凸を有するプレス成型体板またはエッチングによる成型体板を用いることで、正極リード板1または負極リード板5と集電体とを兼ねた形状としても良い。403,404は電極の外周部分に補強体として規制部11を備えたもので、上記した補強体は、絶縁性材料または導電性を有する材料を使用でき、電解質層8で兼ねることもできる。
また、電解質層8の平均厚さとしては、10μm〜500μm程度であるのが好ましく、30μm〜300μm程度であるのがより好ましい。
即ち、正電極(I)、負電極(II)間を短絡させるという現象を皆無とすることができる。この電極からの活物質の脱離による電極間の短絡は構成する電池素子の電解質層の厚みが薄いほど多発するものとなる。その結果、薄い電極群、電解質群よりなる素電池を複数用い構成される積層電池では、構成内部電池素子に不良電池素子が1つでもあれば、積層電池を構成することが出来ない為、より一層、本実施形態の効果が得られるものとなり好ましい。
正極リード板1、負極リード板5における凹部が占める面積の割合は、その平面視において、25%〜90%程度であるのが好ましく、50%〜85%程度であるのがより好ましい。
凹部および凸部の割合および寸法をかかる範囲内とすることにより、凹凸部に集電体としての機能をより確実に発揮させることができる。
各正極電極端子12、負極電極端子15は予め電池容器蓋20に設置したハーメチック電極端子14,17を介し接続しておき、一方、電池容器19内に、絶縁性の固定材を充填したものの中に、これを挿入し、電池容器蓋20と電池容器19の接合部21をシーム溶接あるいはパッキング材で封孔したものである。従って、正極リード板1、負極リード板5は固定部18を貫通した構成となっている。
即ち、当該部分から、電極活物質と電解質との接触界面に剥離が生じ、電子的接合あるいはイオン伝導経路が破壊される。この現象は、二次電池ヘの充放電を繰り返すことにより、徐々に進行し、結果として、二次電池においては、電池容量が徐々に低下し、ついには二次電池の充放電が困難となる。
この絶縁性材料としては、例えば、熱可塑性樹脂、熱硬化性樹脂、光硬化性樹脂のような各種樹脂材料、各種ガラス材料、各種セラミックス材料等が挙げられる。また、熱可塑性樹脂、熱硬化性樹脂、光硬化性樹脂および低融点ガラスのうちの1種または2種以上を組み合わせて構成しても良い。ただし、用いる材料としては全固体リチウム二次電池素子の電解質ガラスの軟化温度に加熱圧縮する際の温度に耐える必要のあるものが選択される必要がある。
これらの材料を用いることにより、規制部11をより容易に形成することができる。また、機械的強度の高い規制部11を得やすいことからも好ましい。
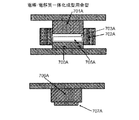
これには、先ず、図7で示した金型を用い、(i):この円筒孔703Aに電解質粉末705Aを挿入し、平滑化した後[この状態では電解質層は(図8の801)の状態となる]。
次に、(ii):上部雄成形型として電解質層に電極充填用空間部位を形成するための凸部を備えた上部雄成形型706Aを挿入し、弱い力で加圧する[この状態では電解質層は(図8の802)の状態となる]。
続いて、(iii):この上部雄成形型706Aを抜き、出来た電解質層の凹面に、既に作成しておいた電極(正極または負極)を電極活物質面が電解質層に接する様に挿入し、上部雄成形型701Aにより、予備的に加圧成型する[この状態では電解質層と電極層(正極)は一体化され、(図8の803)の状態となる]。
続いて、この金型を上下、逆転させ、(iv):(i)〜(iii)の工程と同じようにして処理を行うことにより、(図8の804)の状態とし、最後に(v):では(図8の805)の状態とすることで、本発明の電池素子を構成する。
以上、これらの工程で用いた加圧成形のための圧力は1トン/cm2以上であるのが好ましく、2トン/cm2であるのがより好ましい。これにより、正電極合材3、負電極合材7を好適に圧縮できるとともに、正極集電体2、負極集電体6(図4参照)が備える空隙部内に正電極合材3、負電極合材7を確実に充填することができ、後続する加熱圧縮による一体化をより確実とする。
この際、全固体リチウム二次電池の製造に用いられる各種成形用金型は、金属製に限定されず、例えば、樹脂製、セラミックス製であってもよい。
先ず、予め、図4に示した電極作成に必要な正極集電体2、負極集電体6を準備する。
次に、電解質層作成用金型として、電極作成に用いた円筒孔603より内径の大きい成形型(図7参照)を用意し、この成形型が備える円筒孔703A内に、下部雄成形型700Aを挿入した状態で、円筒孔703A内に電解質粉末705Aを充填する。
次いで、円筒孔703A内の電解質層に電極形状が形成可能な凹凸部を形成するため、電極挿入部となる突起部707Aを有する上部雄成形型706Aを挿入し、これを予備的に加圧成形することで、電極を挿入可能な部位を備えた電解質層を形成する。
その後、上部雄成形型706Aを取り出し、電解質層に形成された電極挿入部分に、<A>電極形成工程901の工程で作成した電極(例えば正極)を挿入し、突起部のない上部雄成形型701Aを挿入し、予備加圧成型することで、正極の周囲が電解質層で覆われた電解質層と電極(正極)が一体化する(図8の803)を作成することができる。
次に、正極と電解質層が一体化した成型体を取り出すことなく、成形金型(図7参照)を上下反転させた後、上になった下部雄成形型700Aを一度取り出し、円筒孔703A内の電解質層面に、再び、電極形状が形成可能な突起部707Aを有する上部雄成形型706Aを挿入し、予備的に加圧成形することで、電極(負極)を挿入可能な部位を備えた電解質層を形成する。
続いて、上部雄成形型706Aを取り出し、この部位に予め作成した末端電極(負極)を挿入し、突起部のない下部雄成形型700Aを挿入し、所定の圧力で加圧成型することで、正極層および負極層の周囲が電解質層で覆われた単電池素子(図8の805)となる素電池を作成することができる。
この結果、作成した電池素子内での正極と負極との間の短絡を確実に阻止するとともに、電池性能の一定した電池作成が可能となる。
また、これらの工程で用いた成型用雌金型702Aの円筒孔703Aの内面には、形成される電池素子の離型性を向上させるための離型剤を付与しておいてもよい。
この工程を図2の電池素子を用い説明する。
<C>電池素子作成工程903で得た電池素子を図7の金型より、更に大きい金型を用意し、その内部に正電極端子9を設置した後、その上に挿入する。
続いて、挿入した電池素子の周囲に軟化温度が350℃以下の低融点ガラスフリットを充填した後、負電極端子4を挿入し、全体を加圧することで、電池素子の電極端子の間の周囲に低融点ガラスフリットが充填した状態の電池素子を作成する。
このような低融点ガラスとしては、PbO−B2O3−SiO2−Al2O3系の鉛ガラス、その他、鉛を含まない低融点ガラスも、この軟化温度範囲の封孔シール材として使用可能である。しかし、酸化鉛が有ると、これが負極電極界面でこの材料が電気的に接触していると、容易に還元が進む、また更に、これらは電池内部に存在する硫化物系リチウムイオン伝導体に含まれる硫黄成分と化学的に反応しやすい為、電池を長期に渡って使用するには、V2O5,ZnO,BaOおよびTeO2の4つの成分からなる無鉛低融点ガラスの使用は、軟化温度が320℃近辺にあり、好ましく用いることができる。
これにより、内部に存在する硫化物系リチウムイオン伝導性固体電解質ガラス層内の電解質ガラス粒子間の粒界を無くすことが可能となる。更に、電極内部での電解質粒子と電極活物質粒子間の界面接合を滑らかとする作用があり、接合界面でのイオン伝導経路が良好となり、電池出力特性が向上させる効果が期待できる。
この工程は、電池構成として図5の構造のものを作成するに際し行われる。ここでは電池容器19および電池容器蓋20の構成材料としては、例えば、アルミニウム、銅、真鍮、ステンレススティール等各種金属材料や各種樹脂材料、各種セラミックス材料、各種ガラス材料、金属と各種樹脂からなるコンポジット材料等が挙げられるが、電解質ガラスの軟化処理温度に耐える材料を選定する必要があることは云うまでもない。
ここでは、本発明によるところの電池構成(図2参照)、即ち、一対の電極間に両方の電極を電解質層で覆った形状の電池素子を作成した。
先ず、図6の円筒孔603に、集電体として正極リード板1または負極リード板5と正極集電体2または負極集電体6とを接合したものを用意し、正極リード板1または負極リード板5が下部雄成形型600上に接するように配置し、正電極合材3または負電極合材7を充填する。
続いて、この充填した正電極合材3、負電極合材7を平面化した後、上部雄成形型601を用い、加圧成形することで電極(例えば正極)を作成する。これを金型より抜き出すことで、本発明用電池の電極(図3−1参照)を構成する。
電解質層には同一電解質を用い、直径18mm、厚さ300μmとした。また負極活物質としてはカーボン粉末(粒径、5μm)を用い、これを電解質と重量比で5:5の割合で混合した合剤を作成し、直径16mm、厚さ、150μmの負極を作成した。ここで用いた集電体材料である網材は100μmで、リード板は厚さ50μmのチタン薄膜を用いた為、電極総厚としてはリード板の厚さが附加される。
続いて、円筒孔703A内に電極形状が形成可能な突起部707Aを有する上部雄成形型706Aを挿入し、予備的に加圧成形することで、電極を挿入可能な部位を備えた電解質層を形成する。
その後、上部雄成形型706Aを取り出し、電解質層に形成された電極挿入部分に、すでに作成した電極(例えば正極)を挿入し、突起部のない上部雄成形型701Aを挿入し、予備加圧成型することで、正極の周囲が電解質層で覆われた電解質層と電極(正極)を一体化する(図8の803の状態)。
次に、この部位に予め作成した末端電極(負極)を挿入し、下部雄成形型700Aを挿入し、所定の圧力(ここでは、3トン/cm2)で加圧成型することで、正極層および負極層の周囲が電解質層で覆われた単電池素子(図8の805の状態)を作成した。
続いて、挿入した電池素子の周囲に軟化温度が400℃以下の低融点ガラスフリット[V2O5−ZnO−BaO−TeO2の4成分からなる低融点ガラス、YEV8−4103、(株)ヤマト電子製]を充填した後、負電極端子4を挿入し、全体を2トン/cm2の圧力で加圧することで、電池素子の電極端子の間の周囲に低融点ガラスフリット(シール部10)が充填された電池素子ができる。
これをそのままの状態で約310℃で、1時間加熱圧縮した後、これを冷却させ、図2に示した構造の全固体リチウム二次電池を作成した。
得られた結果は、放電の電圧が約4.0Vから3.5Vにおいて平坦性があり、3.5V放電終了で、約115mAh/grの放電容量が得られ、これらの電池容量は、ほぼコバルト酸リチウムの理論値に近い値を示すことが判った。
また、その充放電サイクル性能として、約250サイクルを経過した後も、初期容量の90%以上を維持することが判明した。この状況は固体電解質層が一枚の粒界のない状態となっているため、また、電池素子全体の周囲が電解質ガラスで覆われている結果、優れた充放電サイクル特性を示す全固体薄膜電池と同じ様な特性が得られたと考えられる。
実施例7の効果を調べるため、ここでは、電池構成材料を全く同じものを使用し、先ず、正電極端子9、負電極端子4が存在していない電池素子(図8−805)を加圧一体化成型した。その際、使用した圧力は、実施例7より強い4トン/cm2の圧力で成型した。
こうして作成した電池素子の両端に正電極端子9、負電極端子4を接触させ、その周囲をエポキシ樹脂で絶縁接着して、従来方法による全固体リチウム二次電池を作成し、その電池の充放電サイクル特性を実施例7と同様な条件で調べた。
その結果、初期充放電容量は本発明の電池と変わらないものが得られた。しかし、充放電サイクルの経過に伴い、従来の方法で作成した電池では、充放電容量が暫時低下し、100サイクル経過時には、初期容量の約65%に低下した。
この低下は、電池内部での電極層内の粒界接合および電極層内の電解質粒界面が充放電サイクルに伴って、破壊され、電池内部抵抗の増大を引き起こすために生じたと考えられた。
ここでは、電池素子を実施例7において用いた電解質(α−Al2O3,Li2S,SiS2,Li3PO4)の代わりに、α−アルミナを5%含有した硫化物系リチウムイオン伝導体(Li2S−GeS2−P2S5)からなる新規結晶質硫化物系リチウムイオン伝導性固体電解質ガラスを用いた以外、実施例7と全く同様にして全固体リチウム二次電池を作成した。
また、その充放電サイクル性能として、約250サイクルを経過した後も、初期容量の90%以上を維持することが判明した。この状況は固体電解質層が一枚の粒界のない状態となっているため、また、電池素子全体の周囲が電解質ガラスで覆われている結果、全固体薄膜電池で示されている、優れた充放電サイクル特性と同じ特性を与えるようになったと考えられる。
実施例8の効果を調べるため、ここでは、電池構成材料を全く同じものを使用し、先ず、正電極端子9、負電極端子4が存在していない電池素子(図8の805)を加圧一体化成型した。その際、使用した圧力は、実施例7より強い4トン/cm2の圧力で成型した。
こうして作成した電池素子の両端に正電極端子9、負電極端子4を接触させ、その周囲をエポキシ樹脂で絶縁接着して、従来方法による全固体リチウム二次電池を作成し、その電池の充放電サイクル特性を実施例7と同様な条件で調べた。
この低下は、電池内部での電極層内の粒界接合および電極層内の電解質粒界面が充放電サイクルに伴って、破壊され、電池内部抵抗の増大を引き起こすために生じたと考えられた。
ここでは電池素子の電解質としてα−アルミナを5%含有した硫化物系リチウムイオン伝導体(Li2S−P2S5)からなる新規硫化物系リチウムイオン伝導性固体電解質ガラスを用いた以外、全く同様にして全固体リチウム二次電池を作成した。
こうして作成した電池の充放電サイクル特性を調べるため、該電地を500μA/cm2の定電流で充電、充電電圧が4.2Vに到達した後、電流が30μAとなった時点で、充電を停止し、充電停止時間、30分を経て、同一電流値で放電を開始した。
また、その充放電サイクル性能として、約270サイクルを経過した後も、初期容量の95%以上を維持することが判明した。この状況は固体電解質層が一枚の粒界のない状態となっているため、また、電池素子全体の周囲が電解質ガラスで覆われている結果、全固体薄膜電池で示されている、優れた充放電サイクル特性と同じ特性を与えるようになったと考えられる。
実施例9の効果を調べるため、ここでは、電池構成材料を全く同じものを使用し、先ず、正電極端子9、負電極端子4が存在していない電池素子(図8の805)を加圧一体化成型した。その際、使用した圧力は、実施例7より強い4トン/cm2の圧力で成型した。
こうして作成した電池素子の両端に正電極端子9、負電極端子4を接触させ、その周囲をエポキシ樹脂で絶縁接着して、従来方法による全固体リチウム二次電池を作成し、その電池の充放電サイクル特性を実施例7と同様な条件で調べた。
この低下は、電池内部での電極層内の粒界接合および電極層内の電解質粒界面が充放電サイクルに伴って、破壊され、電池内部抵抗の増大を引き起こすために生じたと考えられた。
ここでは、電池素子を実施例7において用いた電解質(α−Al2O3,Li2S,SiS2,Li3PO4)の代わりに、α−アルミナを5%含有した硫化物系リチウムイオン伝導体(Li2S−B2S3)からなる新規結晶質硫化物系リチウムイオン伝導性固体電解質ガラスを用いた以外、実施例7と全く同様にして全固体リチウム二次電池を作成した。
こうして作成した電池の特性を調べるため、該電地を500μA/cm2の定電流で充電、充電電圧が4.2Vに到達した後、電流が30μAとなった時点で、充電を停止し、充電停止時間、30分を経て、同一電流値で放電を開始した。
また、その充放電サイクル性能として、約220サイクルを経過した後も、初期容量の92%以上を維持することが判明した。この状況は固体電解質層が一枚の粒界のない状態となっているため、また、電池素子全体の周囲が電解質ガラスで覆われている結果、全固体薄膜電池で示されている、優れた充放電サイクル特性と同じ特性を与えるようになったと考えられる。
実施例10の効果を調べるため、ここでは、電池構成材料を全く同じものを使用し、先ず、正電極端子9、負電極端子4が存在していない電池素子(図8−805)を加圧一体化成型した。その際、使用した圧力は、実施例7より強い4トン/cm2の圧力で成型した。
こうして作成した電池素子の両端に正電極端子9、負電極端子4を接触させ、その周囲をエポキシ樹脂で絶縁接着して、従来方法による全固体リチウム二次電池を作成し、その電池の充放電サイクル特性を実施例7と同様な条件で調べた。
この低下は、電池内部での電極層内の粒界接合および電極層内の電解質粒界面が充放電サイクルに伴って、破壊され、電池内部抵抗の増大を引き起こすために生じたと考えられた。
ここでは実施例7〜実施例10で作成した電池を60℃の高温槽において、4.2Vの連続電圧印加試験を行った。
その結果、実施例9および実施例10の電池を除く、全ての電池で内部短絡が生じ、電池としての機能を発揮しなくなった。
この現象は、実施例7および実施例8で用いられている電池の固体リチウムイオン伝導性電解質中にはSi,Geが含まれており、これが、電池充電時において、還元され、電子的伝導性を電解質が持つようになったためと考えられた。
ここでは、実施例7で使用した電池の負極活物質として、カーボンの代わりにインジウム粉末を用いて作成した以外は、全く同様にして電池を作成した。
この作成した電池の特性を調べるため、該電地を500μA/cm2の定電流で充電、充電電圧が4.0Vに到達した後、電流が30μAとなった時点で、充電を停止し、充電停止時間、30分を経て、同一電流値で放電を開始した。
また、この電池の試験として、60℃の高温層内で4.0Vの電圧を連続二ヶ月間、過充電した結果、その終了後の電池についての充放電性能には、何ら異常は認められなかった。
ここでは、実施例8で使用した電池の負極活物質として、カーボンの代わりにインジウム粉末を用いて作成した以外は、全く同様にして電池を作成した。
この作成した電池の特性を調べるため、該電地を500μA/cm2の定電流で充電、充電電圧が4.0Vに到達した後、電流が30μAとなった時点で、充電を停止し、充電停止時間、30分を経て、同一電流値で放電を開始した。
また、その充放電サイクル性能として、約150サイクルを経過した後も、初期容量の89%以上を維持することが判明した。この状況は固体電解質層が一枚の粒界のない状態となっているため、また、電池素子全体の周囲が電解質ガラスで覆われている結果、全固体薄膜電池で示されている、優れた充放電サイクル特性と同じ特性を与えるようになったと考えられる。
また、60℃の高温層内で4.0Vの電圧を連続二ヶ月間、過充電試験を行った結果、その終了後の電池についての充放電性能には、何ら異常は認められなかった。
ここでは、実施例9で使用した負極活物質として、カーボンの代わりにインジウム粉末を用いて作成した以外は、全く同様にして電池を作成した。
この作成した電池の特性を調べるため、該電地を500μA/cm2の定電流で充電、充電電圧が4.0Vに到達した後、電流が30μAとなった時点で、充電を停止し、充電停止時間、30分を経て、同一電流値で放電を開始した。
また、60℃の高温層内で4.0Vの電圧を連続二ヶ月間、過充電試験を行った結果、その終了後の電池についての充放電性能には、何ら異常は認められなかった。
ここでは、実施例9で使用した電池の負極活物質として、カーボンの代わりにAl粉末(平均粒径:20μm)を用いて作成した以外は、全く同様にして電池を作成した。
この作成した電池の特性を調べるため、該電地を500μA/cm2の定電流で充電、充電電圧が4.0Vに到達した後、電流が30μAとなった時点で、充電を停止し、充電停止時間、30分を経て、同一電流値で放電を開始した。
また、その充放電サイクル性能として、約210サイクルを経過した後も、初期容量の92%以上を維持することが判明した。この状況は固体電解質層が一枚の粒界のない状態となっているため、また、電池素子全体の周囲が電解質ガラスで覆われている結果、全固体薄膜電池で示されている、優れた充放電サイクル特性と同じ特性を与えるようになったと考えられる。
また、60℃の高温層内で4.0Vの電圧を連続二ヶ月間、過充電試験を行った結果、その終了後の電池についての充放電性能には、何ら異常は認められなかった。
ここでは、実施例9の電池作成に当たって、用いた電池素子の加温、圧縮条件を種々、変えた以外、全く同様の構成で全固体リチウム二次電池を作成した。
実施例9では310℃、1時間処理したが、本実施例では加熱圧縮温度を350℃とし、処理時間は30分間以内で電池を作成した。作成した電池についての充放電を実施例9と同様にして、行った。
その結果、初期放電容量として、27mAh/grが得られた。これは理論容量の約22%で、この放電容量の低下は、電池内部の電解質ガラスが結晶化し、このことにより、電池内部抵抗が増大した結果、充電が十分に出来なくなったためと思われた。
ここでは、実施例9の電池作成に当たって、用いた電池素子の加温、圧縮条件を種々、変えた以外、全く同様の構成で全固体リチウム二次電池を作成した。
実施例9では310℃、1時間処理したが、本実施例では加温条件320℃、処理時間を5.0で、加熱圧縮処理することで電池を作成した。
作成した電池についての充放電を実施例9と同様にして、行った。
その結果、初期放電容量として、113mAh/grが得られた。これは理論容量の約94%で、殆ど理論容量を示していることが判った。
ここでは、実施例9の電池作成に当たって、用いた電池素子の加温、圧縮条件を種々、変えた以外、全く同様の構成で全固体リチウム二次電池を作成した。
実施例9では310℃、1時間処理したが、本実施例では加温条件320℃、処理時間を6.0で、加熱圧縮処理することで電池を作成した。
作成した電池についての充放電を実施例9と同様にして行った。
その結果、所期放電容量として、89mAh/grが得られた。これは理論容量の約74%で、殆ど理論容量を示していることが判った。
ここでは、実施例9の電池作成に当たって、用いた電池素子を加温、圧縮条件を種々、変えた以外、全く同様の構成で全固体リチウム二次電池を作成した。
実施例9では310℃、1時間処理したが、本実施例では加温条件300℃、処理時間を2時間で加熱圧縮処理することで電池を作成した。
作成した電池についての充放電試験を実施例9と同様にして行った。
その結果、初期放電容量として、115mAh/grが得られた。これは理論容量の約96%で、殆ど理論容量を示していることが判った。
ここでは、実施例9の電池作成に当たって、用いた電池素子を加温、圧縮条件を種々、変えた以外、全く同様の構成で全固体リチウム二次電池を作成した。
実施例9では310℃、1時間処理したが、本実施例では加温条件300℃、処理時間を5時間で加熱圧縮処理することで電池を作成した。
作成した電池についての充放電試験を実施例9と同様にして行った。
その結果、初期放電容量として、110mAh/grが得られた。これは理論容量の約92%で、殆ど理論容量を示していることが判った。
ここでは、実施例9の電池作成に当たって、用いた電池素子を加温、圧縮条件を種々、変えた以外、全く同様の構成で全固体リチウム二次電池を作成した。
実施例9では310℃、1時間処理したが、本実施例では加温条件300℃、処理時間を6時間で加熱圧縮処理することで電池を作成した。
作成した電池についての充放電試験を実施例9と同様にして行った。
その結果、初期放電容量として、98mAh/grが得られた。これは理論容量の約81%で、殆ど理論容量を示していることが判った。
ここでは、実施例9の電池作成に当たって、用いた電池素子を加温、圧縮条件を種々、変えた以外、全く同様の構成で全固体リチウム二次電池を作成した。
実施例9では310℃、1時間処理したが、本実施例では加温条件250℃、処理時間を5.0時間で加熱圧縮処理することで電池を作成した。
作成した電池についての充放電試験を実施例9と同様にして行った。
その結果、初期放電容量として、113mAh/grが得られた。これは理論容量の約94%で、理論容量に近い値を示していることが判った。
ここでは、実施例9の電池作成に当たって、用いた電池素子を加温、圧縮条件を種々、変えた以外、全く同様の構成で全固体リチウム二次電池を作成した。
実施例9では310℃、1時間処理したが、本実施例では加温条件220℃、処理時間を5.0時間で加熱圧縮処理することで電池を作成した。
作成した電池についての充放電試験を実施例9と同様にして行った。
その結果、初期放電容量として、119mAh/grが得られた。これは理論容量の約99%で、理論容量となっていることが判った。
ここでは、実施例9の電池作成に当たって、用いた電池素子を加温、圧縮条件を種々、変えた以外、全く同様の構成で全固体リチウム二次電池を作成した。
実施例9では310℃、1時間処理したが、本実施例では加温条件200℃、処理時間を4.0時間で加熱圧縮処理することで電池を作成した。
作成した電池についての充放電試験を実施例9と同様にして行った。
その結果、初期放電容量として、121mAh/grが得られた。これは理論容量の約99%で、理論容量となっていることが判った。
ここでは、実施例9の電池作成に当たって、用いた電池素子を加温、圧縮条件を種々、変えた以外、全く同様の構成で全固体リチウム二次電池を作成した。
実施例9では310℃、1時間処理したが、本実施例では加温条件200℃、処理時間を6.0時間とした。
作成した電池についての充放電試験を実施例9と同様にして行った。
その結果、初期放電容量として、117mAh/grが得られた。これは理論容量の約98%で、理論容量となっていることが判った。
ここでは、実施例9の電池作成に当たって、用いた電池素子を加温、圧縮条件を種々、変えた以外、全く同様の構成で全固体リチウム二次電池を作成した。
実施例9では310℃、1時間処理したが、本実施例では加温条件180℃、処理時間を4.0時間で加熱圧縮処理することで電池を作成した。
作成した電池についての充放電試験を実施例9と同様にして行った。
この結果から判るように、硫化物系リチウムイオン伝導性固体電解質ガラスの軟化温度領域である約200℃〜300℃の温度範囲では、処理時間が5時間以上経過させても、その放電容量変化は余り大きくなく、処理温度が300℃以上になると、処理時間の影響が大きく現れることが判った。処理温度が320℃近辺では、処理時間が6時間で約74%の放電容量となり、350℃では処理時間が0.5時間で約22%の放電容量となることが判明した。これらの処理時間、処理温度は、全固体リチウム二次電池内の固体電解質ガラスの結晶化が進むことにより、電池内部抵抗が増大することにより、充分に充電反応が行われにくくなったためと考えられた。以上の結果、電池全体を加熱圧縮する条件としては、200℃から320℃の温度範囲で、且つ処理時間として5時間以内であれば、電池作成工程上、望ましいことが判明した。
実施例7から実施例26で作成した電池では、電池素子の周囲に軟化温度が320℃以下の低融点ガラスフリット[YEV8−4103(株)ヤマト電子製]を用いて、図2に示した構造の全固体リチウム二次電池を作成したが、ここでは、低融点ガラスとして、[V2O5−ZnO−BaO−TeO2の4成分からなる低融点ガラス、YEV8−3111(株)ヤマト電子製]を用い、実施例7と全く同様にして、全固体リチウム二次電池を作成した。
作成した全固体リチウム二次電池について、実施例7同様の充放電試験および連続二ヶ月の過充電試験を行った所、殆ど、同じ特性を示すことが判った。
実施例7から実施例26で作成した電池では、電池素子の周囲に軟化温度が320℃以下の低融点ガラスフリット[YEV8−4103(株)ヤマト電子製]を用いて、図2に示した構造の全固体リチウム二次電池を作成したが、ここでは、低融点ガラスとして、[V2O5−ZnO−BaO−TeO2の4成分からなる低融点ガラス、YEV8−3102(株)ヤマト電子製]を用い、実施例7と全く同様にして、全固体リチウム二次電池を作成した。
作成した全固体リチウム二次電池について、実施例7と同様の充放電試験および連続二ヶ月の過充電試験を行った所、殆ど、同じ特性を示すことが判った。
実施例7から実施例26で作成した電池では、電池素子の周囲に軟化温度が320℃以下の低融点ガラスフリット[YEV8−4103(株)ヤマト電子製]を用いて、図2に示した構造の全固体リチウム二次電池を作成したが、ここでは、低融点ガラスとして、[V2O5−ZnO−BaO−TeO2の4成分からなる低融点ガラス、YEV8−3302(株)ヤマト電子製]を用い、実施例7と全く同様にして、全固体リチウム二次電池を作成した。
作成した全固体リチウム二次電池について、実施例7と同様の充放電試験および連続二ヶ月の過充電試験を行った所、殆ど、同じ特性を示すことが判った。
実施例7から実施例26で作成した電池では、電池素子の周囲に軟化温度が320℃以下の低融点ガラスフリット[YEV8−4103(株)ヤマト電子製]を用いて、図2に示した構造の全固体リチウム二次電池を作成したが、ここでは、低融点ガラスとして、[V2O5−ZnO−BaO−TeO2の4成分からなる低融点ガラス、YEV8−3118(株)ヤマト電子製]を用い、実施例7と全く同様にして、全固体リチウム二次電池を作成した。
作成した全固体リチウム二次電池について、実施例7と同様の充放電試験および連続二ヶ月の過充電試験を行った所、殆ど、同じ特性を示すことが判った。
実施例7から実施例26で作成した電池では、電池素子の周囲に軟化温度が320℃以下の低融点ガラスフリットを用いて、図2に示した構造の全固体リチウム二次電池を作成したが、ここでは、低融点ガラスとして、PbO−B2O3−SiO2−Al2O3系のICパッケージ用封着鉛ガラス(ガラスコードNo.LS−0803)を用い、加熱圧縮処理条件として、360℃、30分とした以外、実施例7と全く同様にして、全固体リチウム二次電池を作成した。
作成した全固体リチウム二次電池について、実施例7同様の充放電試験および連続二ヶ月の過充電試験を行った所、初期放電容量として、99mAh/grが得られ、理論容量83%の放電性能を与えた。しかし、60℃過充電試験の結果では、66mAh/grを示し、初期放電容量が理論容量の55%となることが判った。これは、電池シール材として使用した低融点ガラスの中に、電気化学的に還元を受けやすい酸化鉛が存在しているため、これが還元され、シール部分が電子伝導性を持つようになり、充放電特性が低下したものと推定された。
実施例7から実施例26で作成した電池では、電池素子の周囲に軟化温度が320℃以下の低融点ガラスフリットを用いて、図2に示した構造の全固体リチウム二次電池を作成したが、ここでは、低融点ガラスとして、PbO−B2O3−SiO2−Al2O3系のICパッケージ用封着鉛ガラス(ガラスコードNo.LS−1101)を用い、加熱圧縮処理条件として、360℃、30分とした以外、実施例7と全く同様にして、全固体リチウム二次電池を作成した。作成した全固体リチウム二次電池について、実施例7同様の充放電試験および連続二ヶ月の過充電試験を行った所、初期放電容量として、102mAh/grが得られ、理論容量85%の放電性能を与えた。しかし、60℃過充電試験の結果では、初期放電容量68mAh/grを示し、理論容量の57%を示すことが判った。これは、電池シール材として使用した低融点ガラスの中に、電気化学的に還元を受けやすい酸化鉛が存在しているため、これが還元され、シール部分が若干、電子伝導性を持つようになり、充放電特性が低下したものと推定された。
この条件としてV2O5−ZnO−BaO−TeO2の4成分からなる低融点ガラスの使用は好適なものであることが判った。図12には各種低融点ガラスの特性を参考のために添付した。
Claims (6)
- α−アルミナを含む硫化物系リチウムイオン伝導性固体電解質を含み、
前記硫化物系リチウムイオン伝導性固体電解質が、硫化リチウム−硫化燐、または、硫化リチウム−硫化ホウ酸、を含み、
前記硫化物系リチウムイオン伝導性固体電解質にα−アルミナを前記硫化物系リチウムイオン伝導性固体電解質に対して重量比で5%以上7%以下の割合で混合したことを特徴とする硫化物系リチウムイオン伝導性固体電解質ガラス。 - 前記α−アルミナは、粒径10μm以下の粒状をなしている請求項1に記載の硫化物系リチウムイオン伝導性固体電解質ガラス。
- α−アルミナを含む硫化物系リチウムイオン伝導性固体電解質を含み、
前記硫化物系リチウムイオン伝導性固体電解質が、硫化リチウム−硫化燐、または、硫化リチウム−硫化ホウ酸、を含み、
前記硫化物系リチウムイオン伝導性固体電解質にα−アルミナを前記硫化物系リチウムイオン伝導性固体電解質に対して重量比で5%以上7%以下の割合で混合したことを特徴とする全固体リチウム二次電池。 - 前記α−アルミナは、粒径10μm以下の粒状をなしている請求項3に記載の全固体リチウム二次電池。
- 正極層および負極層からなる一対の電極間に前記固体電解質層を介在させた全固体リチウム二次電池素子を用いたことを特徴とする請求項3または請求項4記載の全固体リチウム二次電池。
- 前記全固体リチウム二次電子素子は、前記正極層または前記負極層のいずれかと、前記固体電解質層とが、一体化成型されたものであることを特徴とする請求項5に記載の全固体リチウム二次電池。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008270610A JP5277859B2 (ja) | 2007-12-03 | 2008-10-21 | 硫化物系リチウムイオン伝導性固体電解質ガラスおよび全固体リチウム二次電池 |
| US12/327,343 US8778543B2 (en) | 2007-12-03 | 2008-12-03 | Sulfide-based lithium-ion-conducting solid electrolyte glass, all-solid lithium secondary battery, and method for manufacturing all-solid lithium secondary battery |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007312070 | 2007-12-03 | ||
| JP2007312070 | 2007-12-03 | ||
| JP2008270610A JP5277859B2 (ja) | 2007-12-03 | 2008-10-21 | 硫化物系リチウムイオン伝導性固体電解質ガラスおよび全固体リチウム二次電池 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009158476A JP2009158476A (ja) | 2009-07-16 |
| JP2009158476A5 JP2009158476A5 (ja) | 2011-10-20 |
| JP5277859B2 true JP5277859B2 (ja) | 2013-08-28 |
Family
ID=40924776
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008270610A Active JP5277859B2 (ja) | 2007-12-03 | 2008-10-21 | 硫化物系リチウムイオン伝導性固体電解質ガラスおよび全固体リチウム二次電池 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5277859B2 (ja) |
| CN (1) | CN101494299A (ja) |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5577028B2 (ja) * | 2008-10-09 | 2014-08-20 | 出光興産株式会社 | 硫化物系固体電解質の製造方法 |
| EP2353203B9 (en) | 2009-02-04 | 2014-04-16 | Kabushiki Kaisha Toyota Chuo Kenkyusho | Garnet-type lithium ion-conducting oxide and all-solid-state lithium ion secondary battery containing the same |
| CN102187500B (zh) * | 2009-11-25 | 2014-06-04 | 丰田自动车株式会社 | 电极层压体的制造方法及电极层压体 |
| US8917095B2 (en) * | 2009-12-17 | 2014-12-23 | Toyota Jidosha Kabushiki Kaisha | Vehicle system and method for detecting hydrogen sulfide |
| JP2011142007A (ja) * | 2010-01-07 | 2011-07-21 | Toyota Motor Corp | 固体電解質電極体の製造方法 |
| CN103081215B (zh) * | 2010-09-16 | 2015-07-22 | 丰田自动车株式会社 | 固体电池及其再生方法 |
| JP5845706B2 (ja) * | 2011-02-18 | 2016-01-20 | 富士通株式会社 | 二次電池とその製造方法 |
| US9017582B2 (en) * | 2011-05-27 | 2015-04-28 | Chemetall Gmbh | Process for preparing lithium sulfide |
| US10530015B2 (en) | 2011-06-20 | 2020-01-07 | Kabushiki Kaisha Toyota Chuo Kenkyusho | All-solid-state lithium secondary battery and method for producing the same |
| JP6173357B2 (ja) * | 2012-03-01 | 2017-08-02 | ジョンソン・アイピー・ホールディング・エルエルシー | 高容量固体複合体カソード、固体複合体セパレータ、固体リチウム二次電池及びそれらの製造方法 |
| JP5934340B2 (ja) * | 2012-03-22 | 2016-06-15 | 株式会社東芝 | 電気化学セル、電気化学セルの製造方法、電池パック及び車 |
| JP6139864B2 (ja) * | 2012-11-06 | 2017-05-31 | 出光興産株式会社 | 固体電解質成形体及びその製造方法、並びに全固体電池 |
| WO2014073467A1 (ja) * | 2012-11-07 | 2014-05-15 | 株式会社 村田製作所 | 全固体電池 |
| JP6028694B2 (ja) | 2013-08-23 | 2016-11-16 | 株式会社豊田中央研究所 | ガーネット型イオン伝導性酸化物の製造方法及び複合体の製造方法 |
| JP6386224B2 (ja) * | 2013-12-06 | 2018-09-05 | 株式会社オハラ | 全固体電池 |
| JP5903424B2 (ja) * | 2013-12-21 | 2016-04-13 | 株式会社ノリタケカンパニーリミテド | 太陽電池用導電性ペースト組成物およびその製造方法 |
| US10147968B2 (en) | 2014-12-02 | 2018-12-04 | Polyplus Battery Company | Standalone sulfide based lithium ion-conducting glass solid electrolyte and associated structures, cells and methods |
| US10164289B2 (en) * | 2014-12-02 | 2018-12-25 | Polyplus Battery Company | Vitreous solid electrolyte sheets of Li ion conducting sulfur-based glass and associated structures, cells and methods |
| US11749834B2 (en) | 2014-12-02 | 2023-09-05 | Polyplus Battery Company | Methods of making lithium ion conducting sulfide glass |
| US10601071B2 (en) | 2014-12-02 | 2020-03-24 | Polyplus Battery Company | Methods of making and inspecting a web of vitreous lithium sulfide separator sheet and lithium electrode assemblies |
| JP6288033B2 (ja) | 2015-10-05 | 2018-03-07 | トヨタ自動車株式会社 | 全固体電池 |
| US10522873B2 (en) * | 2015-12-15 | 2019-12-31 | Sila Nanotechnologies Inc. | Solid state electrolytes for safe metal and metal-ion batteries |
| JP6763965B2 (ja) | 2015-12-21 | 2020-09-30 | ジョンソン・アイピー・ホールディング・エルエルシー | 固体電池、セパレータ、電極および製造方法 |
| US10218044B2 (en) | 2016-01-22 | 2019-02-26 | Johnson Ip Holding, Llc | Johnson lithium oxygen electrochemical engine |
| JP6100420B2 (ja) * | 2016-04-26 | 2017-03-22 | 株式会社東芝 | バイポーラ電池、電池パック及び車 |
| US10707536B2 (en) | 2016-05-10 | 2020-07-07 | Polyplus Battery Company | Solid-state laminate electrode assemblies and methods of making |
| JP6934727B2 (ja) * | 2017-01-31 | 2021-09-15 | 日立造船株式会社 | 全固体電池およびその製造方法 |
| US20200176822A1 (en) * | 2017-06-09 | 2020-06-04 | The Regents Of The University Of California | Self-forming solid state batteries and self-healing solid electrolytes |
| US10629950B2 (en) | 2017-07-07 | 2020-04-21 | Polyplus Battery Company | Encapsulated sulfide glass solid electrolytes and solid-state laminate electrode assemblies |
| US10868293B2 (en) | 2017-07-07 | 2020-12-15 | Polyplus Battery Company | Treating sulfide glass surfaces and making solid state laminate electrode assemblies |
| US10862171B2 (en) | 2017-07-19 | 2020-12-08 | Polyplus Battery Company | Solid-state laminate electrode assembly fabrication and making thin extruded lithium metal foils |
| WO2019189822A1 (ja) * | 2018-03-30 | 2019-10-03 | 富士フイルム株式会社 | 固体電解質シート、全固体二次電池用負極シート及び全固体二次電池の製造方法 |
| JP6992665B2 (ja) * | 2018-04-18 | 2022-01-13 | トヨタ自動車株式会社 | 全固体電池 |
| JP2018170297A (ja) * | 2018-08-09 | 2018-11-01 | 株式会社オハラ | 全固体電池 |
| US20210249682A1 (en) * | 2018-11-19 | 2021-08-12 | Mitsui Mining & Smelting Co., Ltd. | Solid electrolyte, electrode mixture, solid electrolyte layer, and all-solid-state battery |
| US11631889B2 (en) | 2020-01-15 | 2023-04-18 | Polyplus Battery Company | Methods and materials for protection of sulfide glass solid electrolytes |
| JP7245437B2 (ja) * | 2020-03-05 | 2023-03-24 | トヨタ自動車株式会社 | 全固体電池の製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5217826A (en) * | 1990-07-31 | 1993-06-08 | Matsushita Electric Industrial Co., Ltd. | Lithium-ion conducting solid electrolyte |
| JP3082457B2 (ja) * | 1992-08-27 | 2000-08-28 | 松下電器産業株式会社 | 固体電解質成形体 |
| JP3125506B2 (ja) * | 1993-03-26 | 2001-01-22 | 松下電器産業株式会社 | 硫化物系リチウムイオン導電性固体電解質及びその合成法 |
| JP3134595B2 (ja) * | 1993-05-28 | 2001-02-13 | 松下電器産業株式会社 | 硫化物系リチウムイオン導電性固体電解質及びその合成法 |
| JP3198828B2 (ja) * | 1994-11-01 | 2001-08-13 | 松下電器産業株式会社 | 全固体リチウム二次電池の製造法 |
| AU2003301383B2 (en) * | 2002-10-15 | 2009-12-10 | Polyplus Battery Company | Ionically conductive composites for protection of active metal anodes |
| JP2004152659A (ja) * | 2002-10-31 | 2004-05-27 | Matsushita Electric Ind Co Ltd | リチウムイオン伝導性固体電解質とそれを用いた全固体電池 |
| JP4299021B2 (ja) * | 2003-02-19 | 2009-07-22 | ヤマト電子株式会社 | 封着加工材及び封着加工用ペースト |
| JP2004265685A (ja) * | 2003-02-28 | 2004-09-24 | Idemitsu Petrochem Co Ltd | リチウムイオン伝導性硫化物ガラス及びガラスセラミックスの製造方法並びに該ガラスセラミックスを用いた全固体型電池 |
| CN100431216C (zh) * | 2004-05-14 | 2008-11-05 | 松下电器产业株式会社 | 锂离子二次电池 |
| US20080274411A1 (en) * | 2004-05-14 | 2008-11-06 | Junji Nakajima | Lithium Ion Secondary Battery |
| JP2008103146A (ja) * | 2006-10-18 | 2008-05-01 | Idemitsu Kosan Co Ltd | 固体電解質及びそれを用いた二次電池 |
| WO2009038037A1 (ja) * | 2007-09-21 | 2009-03-26 | Idemitsu Kosan Co., Ltd. | 耐熱性正極合材及びそれを用いた全固体リチウム二次電池 |
-
2008
- 2008-10-21 JP JP2008270610A patent/JP5277859B2/ja active Active
- 2008-12-03 CN CNA2008101797665A patent/CN101494299A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009158476A (ja) | 2009-07-16 |
| CN101494299A (zh) | 2009-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5277859B2 (ja) | 硫化物系リチウムイオン伝導性固体電解質ガラスおよび全固体リチウム二次電池 | |
| US8778543B2 (en) | Sulfide-based lithium-ion-conducting solid electrolyte glass, all-solid lithium secondary battery, and method for manufacturing all-solid lithium secondary battery | |
| JP4478706B2 (ja) | リチウムイオン伝導性固体電解質およびそれを用いた全固体リチウム二次電池 | |
| JP4741559B2 (ja) | 二次電池および二次電池ユニット | |
| US9257718B2 (en) | Secondary battery | |
| JP4612664B2 (ja) | 全固体二次電池、全固体二次電池の製造方法 | |
| JP4516588B2 (ja) | 全固体リチウム二次電池および全固体リチウム二次電池の製造方法 | |
| US9786921B2 (en) | Secondary battery, manufacturing method of secondary battery, electrode for secondary battery, and electronic device | |
| AU2008235900B2 (en) | Mixed material layer, method for production of the mixed material layer, solid battery, and method for production of the solid battery | |
| US8870976B2 (en) | Method for manufacturing a secondary battery | |
| US20100040952A1 (en) | Solid state battery and method of producing the same | |
| US9190659B2 (en) | Secondary battery and a method for manufacturing the secondary battery | |
| JP2009054484A (ja) | 全固体リチウム二次電池およびその製造方法 | |
| JP2009093968A (ja) | 全固体リチウム二次電池 | |
| JP2012221749A (ja) | 非水電解質電池 | |
| JP7129144B2 (ja) | 全固体電池およびその製造方法 | |
| CN110235284B (zh) | 全固态电池用电极的制造方法以及全固态电池的制造方法 | |
| US11817549B2 (en) | All-solid-state battery and method for manufacturing same | |
| JP6748909B2 (ja) | 全固体電池 | |
| WO2020085015A1 (ja) | 電極及び固体型リチウムイオン二次電池 | |
| JP2020068188A (ja) | 固体型リチウムイオン二次電池 | |
| JP2021150063A (ja) | 全固体電池用複合正極、全固体電池及び全固体電池用複合正極の製造方法 | |
| JP2020068181A (ja) | 正極及び固体型リチウムイオン二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110905 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110905 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130212 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130402 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130423 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130506 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5277859 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |