JP5275341B2 - テクスチャーを適用した多変量着色システム - Google Patents
テクスチャーを適用した多変量着色システム Download PDFInfo
- Publication number
- JP5275341B2 JP5275341B2 JP2010507675A JP2010507675A JP5275341B2 JP 5275341 B2 JP5275341 B2 JP 5275341B2 JP 2010507675 A JP2010507675 A JP 2010507675A JP 2010507675 A JP2010507675 A JP 2010507675A JP 5275341 B2 JP5275341 B2 JP 5275341B2
- Authority
- JP
- Japan
- Prior art keywords
- panel
- film layers
- colored
- film
- color
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004040 coloring Methods 0.000 title description 5
- 238000003475 lamination Methods 0.000 claims abstract description 41
- 238000000034 method Methods 0.000 claims abstract description 34
- 238000010276 construction Methods 0.000 claims abstract 4
- 239000000758 substrate Substances 0.000 claims description 90
- 239000004744 fabric Substances 0.000 claims description 45
- 239000000463 material Substances 0.000 claims description 39
- 229920005989 resin Polymers 0.000 claims description 39
- 239000011347 resin Substances 0.000 claims description 39
- 229920001169 thermoplastic Polymers 0.000 claims description 29
- 239000004416 thermosoftening plastic Substances 0.000 claims description 29
- 230000003746 surface roughness Effects 0.000 claims description 20
- 229920000515 polycarbonate Polymers 0.000 claims description 19
- 239000004417 polycarbonate Substances 0.000 claims description 19
- 239000004800 polyvinyl chloride Substances 0.000 claims description 16
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 14
- 238000004519 manufacturing process Methods 0.000 claims description 13
- 239000003086 colorant Substances 0.000 claims description 11
- 230000008569 process Effects 0.000 claims description 10
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 8
- 229920000728 polyester Polymers 0.000 claims description 7
- 229910001209 Low-carbon steel Inorganic materials 0.000 claims description 2
- 230000009477 glass transition Effects 0.000 claims description 2
- 239000000853 adhesive Substances 0.000 claims 1
- 230000001070 adhesive effect Effects 0.000 claims 1
- 239000004033 plastic Substances 0.000 claims 1
- 230000005540 biological transmission Effects 0.000 abstract description 16
- 230000003287 optical effect Effects 0.000 abstract description 6
- 229920000642 polymer Polymers 0.000 abstract description 6
- 230000004044 response Effects 0.000 abstract description 3
- 230000014759 maintenance of location Effects 0.000 abstract 1
- 239000010408 film Substances 0.000 description 186
- 239000010410 layer Substances 0.000 description 139
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 description 41
- 230000000694 effects Effects 0.000 description 19
- 238000010030 laminating Methods 0.000 description 15
- 230000001965 increasing effect Effects 0.000 description 10
- 230000007246 mechanism Effects 0.000 description 10
- 239000000975 dye Substances 0.000 description 9
- 230000008901 benefit Effects 0.000 description 8
- 238000009792 diffusion process Methods 0.000 description 8
- 239000000123 paper Substances 0.000 description 7
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 7
- 238000007650 screen-printing Methods 0.000 description 7
- 229920006352 transparent thermoplastic Polymers 0.000 description 7
- 239000011229 interlayer Substances 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 238000010422 painting Methods 0.000 description 6
- 230000000712 assembly Effects 0.000 description 5
- 238000000429 assembly Methods 0.000 description 5
- 239000010409 thin film Substances 0.000 description 5
- 239000002759 woven fabric Substances 0.000 description 5
- 239000000976 ink Substances 0.000 description 4
- 239000005340 laminated glass Substances 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 229920000307 polymer substrate Polymers 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- BFMKFCLXZSUVPI-UHFFFAOYSA-N ethyl but-3-enoate Chemical compound CCOC(=O)CC=C BFMKFCLXZSUVPI-UHFFFAOYSA-N 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 3
- 239000004926 polymethyl methacrylate Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000000859 sublimation Methods 0.000 description 3
- 230000008022 sublimation Effects 0.000 description 3
- 238000002834 transmittance Methods 0.000 description 3
- 239000012855 volatile organic compound Substances 0.000 description 3
- 229920001634 Copolyester Polymers 0.000 description 2
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000032798 delamination Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005538 encapsulation Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000004753 textile Substances 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000009827 uniform distribution Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000001311 chemical methods and process Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000003344 environmental pollutant Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000007499 fusion processing Methods 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 231100000719 pollutant Toxicity 0.000 description 1
- -1 poly-cyclohexylene dimethylene terephthalate Chemical class 0.000 description 1
- 239000002952 polymeric resin Substances 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 238000009461 vacuum packaging Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/02—Diffusing elements; Afocal elements
- G02B5/0205—Diffusing elements; Afocal elements characterised by the diffusing properties
- G02B5/021—Diffusing elements; Afocal elements characterised by the diffusing properties the diffusion taking place at the element's surface, e.g. by means of surface roughening or microprismatic structures
- G02B5/0215—Diffusing elements; Afocal elements characterised by the diffusing properties the diffusion taking place at the element's surface, e.g. by means of surface roughening or microprismatic structures the surface having a regular structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44F—SPECIAL DESIGNS OR PICTURES
- B44F1/00—Designs or pictures characterised by special or unusual light effects
- B44F1/06—Designs or pictures characterised by special or unusual light effects produced by transmitted light, e.g. transparencies, imitations of glass paintings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44F—SPECIAL DESIGNS OR PICTURES
- B44F1/00—Designs or pictures characterised by special or unusual light effects
- B44F1/06—Designs or pictures characterised by special or unusual light effects produced by transmitted light, e.g. transparencies, imitations of glass paintings
- B44F1/066—Designs or pictures characterised by special or unusual light effects produced by transmitted light, e.g. transparencies, imitations of glass paintings comprising at least two transparent elements, e.g. sheets, layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/414—Translucent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1023—Surface deformation only [e.g., embossing]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1039—Surface deformation only of sandwich or lamina [e.g., embossed panels]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1712—Indefinite or running length work
- Y10T156/1737—Discontinuous, spaced area, and/or patterned pressing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24851—Intermediate layer is discontinuous or differential
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24851—Intermediate layer is discontinuous or differential
- Y10T428/24868—Translucent outer layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31507—Of polycarbonate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Laminated Bodies (AREA)
- Illuminated Signs And Luminous Advertising (AREA)
- Non-Portable Lighting Devices Or Systems Thereof (AREA)
- Optical Filters (AREA)
Description
開放型積層プロセスで融着積層パネルを製造することによって、特に融着プロセス中においてパネルの界面層が丁度融着し始める際に空気の閉じ込め又はバブルを示すパネルが得られる可能性がある。空気移動の制限は、任意の層/層界面が一緒に融着する際に起こり、その後、パネルの内表面から外側周辺への空気の移動が妨げられる。空気移動の制限は、特に平滑か又は研磨された表面を用いる開放型積層中にしばしば起こる。積層パネルアセンブリにおいて融着させる界面の一方又は両方の表面粗さを増加させることによって、最終パネル内に閉じ込められる空気の量を、排除するまではいかないまでも劇的に減少させることができる。閉じ込められた空気は、装飾パネルにおいて目障りであるとみなされるだけでなく、パネル構造体内部でノッチとして作用する裂け目部位を生成する可能性もある。かかるノッチは潜在的な破損部位を形成し、構造体の用途において用いる場合にパネルの物理特性に有害である可能性がある。

本発明の重要な利益は、多数の熱可塑性フィルムを基材材料と一緒に結合させて、仕上げ処理された美観的に美しい構造体を得る能力である。多変量の色を可能にするパネルシステムのために、昇温温度での融着によって結合させる際に結合層が十分な混和性を有する任意のシート基材及び着色フィルムの組み合わせを用いることができる。積層プロセス中に不均一な材料の最も高いガラス転移温度(Tg)を超え、材料が曇り又は不十分な結合をもたらさないように十分に混和性である限りにおいては、積層向上層又は真空の補助を用いることなくかかる有効な積層を行うことができる。
厚さが0.001”〜0.030”の範囲、より好ましくは厚さが0.005”〜0.020”の範囲、最も好ましくは全厚さが0.010”〜0.015”の複数の異なる着色フィルムを熱的に結合させて単一の均一に着色されたパネルアセンブリを製造することができる。基材が透明で明るい色か無色(neutral color)である限りにおいて、複数の熱可塑性フィルム層を、任意の寸法の熱可塑性フィルムと混和性の任意の透明な熱可塑性基材の最外表面上に別々に配置することができる。或いは、パネルアセンブリの全体的な表面色に大きな変化を与えることなく複数の熱可塑性フィルムを同じ基材の単一の表面上に一緒に配置することができる。
本発明の幾つかの態様は、同じ色の複数のフィルム層を加えることでパネルアセンブリの色強度を制御することを更に含む。積層パネルにおいて複数の着色フィルム層を加えることで達成することのできる相対強度効果を実証するために、表2に詳細に示した着色フィルムを用いて試料を製造した。かかる積層により、エンドユーザーが、同じ色の層を単純に加えることによって最終パネルの色の強度を制御することが可能になる。この例の場合においては、積層向上層を用いることなく材料を一緒に結合させるのに十分な条件下(約250°F、40psiで10分間)において開放型積層プレスを用いてPETGのフィルム及びシートから試料構造体を製造した。この例の構造体を製造するのに用いた着色フィルム及びシートの構成を下表5に列記する。表6に示すデータは、HUNTERLAB COLORQUEST XE分光光度計を用いて測定した構造体の得られた色の代表的なものである。
本発明の幾つかの態様は、半透明の「WHITE」フィルム層を加えることによってパネルの光学特性を制御することを更に含む。かかる光透過率及び拡散特性の制御は、パネルを横切って光を拡散させること及び所望の照明効果を生起させることに関する人工及び昼光照明システムのデザインにおいてしばしば重要である。
本発明の更なる態様は、着色フィルム層を布帛層に融着させることによって無色(透明又は白色)の布帛挿入物に色を加える能力を含む。この目的を達成するために、開放型積層プレス内において、布帛、及び布帛と組み合わせた着色フィルムを用いてかかる積層体の試料(4”×4”)を製造した。製造した試料の構成を表10に示す。布帛挿入物しか有しない積層パネルは、布帛及び着色フィルム層の両方を含む積層パネルに対する比較の目的で用いた。表10において示す「LAWN」色は表2に既に示したものと同じ材料である。
Claims (19)
- 対向する前面及び背面を有する半透明の樹脂基材;及び
樹脂基材の前面及び背面の少なくとも一方に積層されている1以上の着色フィルム層;
を含み;
積層された1以上の着色フィルム層によって全熱可塑性構造体の全体の色が与えられ、色が観察方向にかかわらず熱可塑性構造体全体にわたって同じに保持され;
基材が1以上の着色フィルム層よりも厚く;そして
積層前に、テクスチャーが1以上の着色フィルム層及び/又は樹脂基材につけられて表面粗さを増加させている;
ことを特徴とする、その構成物全体にわたって統一された色の外観を有するように形成されている装飾熱可塑性構造体。 - 樹脂基材及び1以上の着色フィルム層が同じ樹脂材料を含む、請求項1に記載の熱可塑性構造体。
- 樹脂基材及び1以上の着色フィルム層の少なくとも1つが、ポリカーボネート、ポリエステル、PVC、アクリル、及びこれらの組み合わせからなる群から選択される複数の異なる材料から形成される、請求項1に記載の熱可塑性構造体。
- 1以上の着色フィルム層のそれぞれが、樹脂基材の前面及び背面の表面粗さよりも大きい表面粗さを有する表面を含み;
フィルムと基材との間の表面粗さの相違によって積層中の空気の除去が促進される;
請求項1に記載の熱可塑性構造体。 - 1以上の着色フィルム層のそれぞれが、PVC、ポリエステル、アクリル、及びポリカーボネートからなる群から選択される材料から形成される、請求項1に記載の熱可塑性構造体。
- 樹脂基材が、PVC、ポリエステル、アクリル、及びポリカーボネートからなる群から選択される材料から形成される、請求項1に記載の熱可塑性構造体。
- 樹脂基材及び1以上の着色フィルム層に積層された1以上の布帛層を更に含む、請求項1に記載の熱可塑性構造体。
- 1以上の着色フィルム層からの色が1以上の布帛層の美観と組み合わされており;
熱可塑性構造体が、1以上の布帛層によって表され、及び更に熱可塑性構造体全体にわたって組み合わされた1以上の着色フィルムの美観によって表されて得られる美感を有する;
請求項7に記載の熱可塑性構造体。 - それぞれが対向する前面及び背面を有する1以上の透明の樹脂基材;及び
1以上の基材の前面及び背面の少なくとも一方に融着又は積層するように適合されている1以上のフィルム層;
を含み;
融着又は積層前に、テクスチャーが1以上のフィルム層及び/又は1以上の透明の樹脂基材につけられて表面粗さを増加させている;ことを特徴とする、積層プロセスにかけると観察方向にかかわらずその構成物全体にわたって統一された色を有するように構成されている積層体アセンブリ。 - 1以上のフィルム層のそれぞれは、1以上の透明の樹脂基材の前面及び背面の表面粗さよりも大きい表面粗さを有していて、それによって構造体の製造中における1以上のフィルム層と1以上の透明の樹脂基材との間の空気の閉じ込めの発生が減少する、請求項9に記載の積層体アセンブリ。
- 1以上のフィルム層のそれぞれの表面粗さが0.508マイクロメーター(20マイクロインチ)よりも大きい、請求項9に記載の積層体アセンブリ。
- 1以上の透明の樹脂基材の前面及び背面の表面粗さが0.508マイクロメーター(20マイクロインチ)未満である、請求項9に記載の積層体アセンブリ。
- 1以上のフィルム層の少なくとも1つがその上に印刷されている画像を有する、請求項9に記載の積層体アセンブリ。
- 1以上の透明の樹脂基材及び1以上のフィルム層が熱及び圧力を加えることによって一緒に融着されている、請求項9に記載の積層体アセンブリ。
- 融着プロセス中に加えられる熱が1以上の透明の樹脂基材及び1以上のフィルム層のそれぞれのガラス転移温度(Tg)を超える、請求項14に記載の積層体アセンブリ。
- 1以上の透明の樹脂基材及び1以上のフィルム層が接着剤を施すことによって一緒に融着されている、請求項9に記載の積層体アセンブリ。
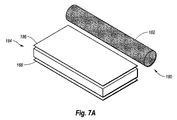
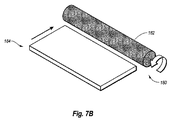
- 前面及び背面を有する樹脂基材部品;及び
樹脂基材部品の前面及び背面の少なくとも一方に積層されている1以上の着色フィルム部品;
を含む複数の部品を有する樹脂パネルアセンブリ;並びに;
少なくとも樹脂基材にテクスチャーを与えるように構成されている1以上のテクスチャー加工ローラー;
を含み;
1以上のテクスチャー加工ローラーのそれぞれが樹脂パネルアセンブリの部品にテクスチャーを与えるための均一にテクスチャー加工されている外部シェルを有し;
1以上のテクスチャー加工ローラーを1以上の部品に同時か又は逐次的に適用することができる;
請求項1〜8のいずれかに記載の装飾熱可塑性構造体または請求項9〜16のいずれかに記載の積層体アセンブリを形成するためのシステム。 - 1以上のテクスチャー加工ローラーのそれぞれが、軟鋼構造体を用いる二重壁スパイラルバッフル構造を有するシリンダーを含む、請求項17に記載のシステム。
- 均一にテクスチャー加工されている外部シェルが3.81マイクロメーター(150マイクロインチ)又は6.35マイクロメーター(250マイクロインチ)の平均粗さを有する、請求項17に記載のシステム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US91680307P | 2007-05-08 | 2007-05-08 | |
| US60/916,803 | 2007-05-08 | ||
| PCT/US2008/063124 WO2008138012A1 (en) | 2007-05-08 | 2008-05-08 | Multivariate color system with texture application |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013103058A Division JP2013237270A (ja) | 2007-05-08 | 2013-05-15 | テクスチャーを適用した多変量着色システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010526688A JP2010526688A (ja) | 2010-08-05 |
| JP5275341B2 true JP5275341B2 (ja) | 2013-08-28 |
Family
ID=39944048
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010507675A Expired - Fee Related JP5275341B2 (ja) | 2007-05-08 | 2008-05-08 | テクスチャーを適用した多変量着色システム |
| JP2013103058A Pending JP2013237270A (ja) | 2007-05-08 | 2013-05-15 | テクスチャーを適用した多変量着色システム |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013103058A Pending JP2013237270A (ja) | 2007-05-08 | 2013-05-15 | テクスチャーを適用した多変量着色システム |
Country Status (11)
| Country | Link |
|---|---|
| US (6) | US8182903B2 (ja) |
| EP (1) | EP2150407A4 (ja) |
| JP (2) | JP5275341B2 (ja) |
| KR (1) | KR20100019493A (ja) |
| CN (3) | CN103481611B (ja) |
| AU (1) | AU2008248328B2 (ja) |
| BR (1) | BRPI0811211A8 (ja) |
| CA (1) | CA2687190C (ja) |
| MX (1) | MX2009011920A (ja) |
| RU (1) | RU2470787C2 (ja) |
| WO (1) | WO2008138012A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2687190C (en) | 2007-05-08 | 2015-12-08 | 3Form, Inc. | Multivariate color system with texture application |
| EP2460357A1 (en) * | 2009-07-31 | 2012-06-06 | Lemoptix SA | Optical micro-projection system and projection method |
| US8579006B2 (en) | 2009-10-19 | 2013-11-12 | Adrian Mario Levin | Space divider system |
| WO2012073558A1 (ja) * | 2010-11-29 | 2012-06-07 | 大日本印刷株式会社 | 評価用基板、欠陥検査方法及び欠陥検出装置 |
| US10290148B2 (en) | 2011-04-14 | 2019-05-14 | Suntracker Technologies Ltd. | System and method for real time dynamic lighting simulation |
| US10289094B2 (en) * | 2011-04-14 | 2019-05-14 | Suntracker Technologies Ltd. | System and method for the optimization of radiance modelling and controls in predictive daylight harvesting |
| US9632218B2 (en) | 2014-07-25 | 2017-04-25 | Avery Dennison Corporation | Two-in-one translucent and colored film |
| CA2964098A1 (en) * | 2014-10-09 | 2016-04-14 | Polyone Corporation | Thermoplastic panel to shift perception of color temperature of light emitting diodes |
| US11007791B2 (en) | 2014-11-19 | 2021-05-18 | Electronics For Imaging, Ing. | Multi-layered textured printing |
| WO2016109184A1 (en) | 2014-12-30 | 2016-07-07 | Avery Dennison Corporation | Wrapping films with increased opacity |
| KR102018678B1 (ko) * | 2018-03-05 | 2019-09-05 | (주)한국신소재 | 복합재료 및 그 색상 조절 방법 |
| USD1041178S1 (en) * | 2020-10-07 | 2024-09-10 | The Glad Products Company | Film |
| USD1040529S1 (en) * | 2020-10-07 | 2024-09-03 | The Glad Products Company | Film |
| US20240191050A1 (en) | 2021-05-17 | 2024-06-13 | Greentech Composites Llc | Polymeric articles having dye sublimation printed images and method to form them |
| EP4399098A1 (en) | 2021-09-08 | 2024-07-17 | Greentech Composites Llc | Non-polar thermoplastic composite having a dye sublimation printed image and method to form them |
| US12031332B2 (en) | 2022-10-25 | 2024-07-09 | GAF Energy LLC | Roofing materials and related methods |
| CN118269443A (zh) * | 2024-05-11 | 2024-07-02 | 常州碳锋复合材料科技有限公司 | 一种聚合物板材及其连续化生产方法 |
Family Cites Families (205)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US266824A (en) * | 1882-10-31 | Revolving plow | ||
| US443581A (en) * | 1890-12-30 | Wedge | ||
| US633046A (en) * | 1899-06-05 | 1899-09-12 | Alexander G Shields | Bicycle-rest. |
| US2660824A (en) | 1951-11-09 | 1953-12-01 | Edwin A Neugass | Instrument panel |
| DE1694354U (de) | 1954-12-02 | 1955-03-03 | Karl Uiblacker | Badewanne u. dgl. aus kunststoff. |
| FR1388691A (fr) | 1963-08-28 | 1965-02-12 | Granité ciment-verre | |
| US3560600A (en) | 1963-11-07 | 1971-02-02 | Dow Chemical Co | Surface treatment on extruded plastic foam |
| US3255781A (en) | 1963-11-27 | 1966-06-14 | Du Pont | Polyoxymethylene pipe structure coated with a layer of polyethylene |
| US3371003A (en) | 1964-06-08 | 1968-02-27 | Goldman Abe Paul | Process for making self-edged laminated panel |
| US3465062A (en) | 1967-02-02 | 1969-09-02 | Gen Electric | Stable polyphenylene ether composition |
| FR1555527A (ja) | 1967-06-06 | 1969-01-31 | ||
| US3616029A (en) | 1968-08-21 | 1971-10-26 | Milbern Co | Method for forming a resilient pad from a plurality of plastic foam sheet members |
| US3937765A (en) | 1970-10-12 | 1976-02-10 | Stauffer Chemical Company | Process for preparing 0,0-diaryl n,n-dialkyl phosphoramidates |
| US3833537A (en) | 1972-06-22 | 1974-09-03 | Gen Electric | Oxidatively stable polycarbonate composition |
| FR2194543A1 (en) | 1972-08-02 | 1974-03-01 | Pascal Guy | Insulated building material - comprises glass and synthetic resin chips in a white cement matrix |
| GB1461255A (en) | 1972-11-09 | 1977-01-13 | Ici Ltd | Laminating process |
| US3964958A (en) | 1973-01-24 | 1976-06-22 | Johnston Orin B | Heat bonding device |
| FR2237859A1 (en) | 1973-07-16 | 1975-02-14 | Lukings Robert | Concrete blocks made with glass fragments - giving pleasing appearance and improved strength |
| DE2505326A1 (de) | 1974-02-18 | 1975-08-21 | Sandoz Ag | Flammfest ausgeruestete regenerierte cellulose |
| US4409275A (en) | 1974-12-30 | 1983-10-11 | Samowich Joseph J | Decorative laminate |
| DE2536654A1 (de) | 1975-08-16 | 1977-02-17 | Messerschmitt Boelkow Blohm | Kunststoffteil mit verschleissfester farbschicht und verfahren zu dessen herstellung |
| GB1517652A (en) | 1976-01-13 | 1978-07-12 | Velsicol Chemical Corp | Cyclic phosphorus-containing pentaerythritol derivatives and their use as flame retardants for polymers |
| JPS5383884U (ja) | 1976-12-14 | 1978-07-11 | ||
| US4199489A (en) | 1977-05-11 | 1980-04-22 | General Motors Corporation | Moisture curing polyurethane topcoat paint displaying geometric metamerism |
| US4227979A (en) | 1977-10-05 | 1980-10-14 | Ppg Industries, Inc. | Radiation-curable coating compositions containing amide acrylate compounds |
| US4301040A (en) | 1978-06-23 | 1981-11-17 | Charleswater Products, Inc. | Electrically conductive foam and method of preparation and use |
| US4219635A (en) | 1979-01-26 | 1980-08-26 | Allied Chemical Corporation | Process for poly (bisphenol A/terephthalate/carbonate) using pyridine reaction medium |
| JPS55121058A (en) | 1979-03-14 | 1980-09-17 | Mitsui Petrochemical Ind | Multilayer laminated structure |
| JPS55135158U (ja) | 1979-03-20 | 1980-09-25 | ||
| US4235948A (en) | 1979-04-02 | 1980-11-25 | Royal Marble Company, Inc. | Simulated stone article and method for making same |
| US4308782A (en) | 1979-10-04 | 1982-01-05 | Remo, Incorporated | Laminated head of plastic sheet material and a synthetic fabric material having random fiber orientation |
| JPS56123235U (ja) | 1980-02-20 | 1981-09-19 | ||
| DE3010143C2 (de) | 1980-03-15 | 1982-05-06 | Bayer Ag, 5090 Leverkusen | Kunststoffverbundlaminat, seine Herstellung und seine Verwendung |
| DE3276157D1 (en) | 1981-08-17 | 1987-06-04 | Ici Plc | Coated polyester film and polyester/polyolefin laminates produced therefrom |
| US4443581A (en) | 1981-08-27 | 1984-04-17 | Union Carbide Corporation | Impact modified polyarylate blends |
| US4403004A (en) | 1981-10-23 | 1983-09-06 | Transfer Print Foils, Inc. | Sandwich metalized resin laminate |
| JPS58158624U (ja) | 1982-04-17 | 1983-10-22 | 大和精工株式会社 | 育苗用播種機 |
| JPS59123659U (ja) | 1983-02-08 | 1984-08-20 | 株式会社小松製作所 | 増圧式ユニツトインジエクタのロ−タリバルブ装置 |
| US4521835A (en) | 1983-05-17 | 1985-06-04 | Gulf & Western | Flexible elongated lighting system |
| JPS6029743A (ja) | 1983-07-09 | 1985-02-15 | Fuji Photo Film Co Ltd | 写真感光材料包装用材料及び成形体 |
| CA1215627A (en) * | 1984-04-06 | 1986-12-23 | Charles T. Kwiatkowski | Polyvinyl butyral laminates |
| US4683172A (en) | 1984-08-14 | 1987-07-28 | General Electric Company | Method for making safety or impact resistant laminates |
| DE3430286A1 (de) | 1984-08-17 | 1986-02-27 | Bayer Ag, 5090 Leverkusen | Schwer entflammbare formmassen auf basis von styrolpolymerisaten |
| JPS6155684A (ja) | 1984-08-27 | 1986-03-20 | 三菱レイヨン株式会社 | 光拡散装置 |
| EP0174792A3 (en) | 1984-09-07 | 1987-07-01 | Teijin Limited | Waterproof composite sheet material |
| US4923657A (en) * | 1984-09-24 | 1990-05-08 | Davidson Textron Inc. | Method for making plastic parts |
| US4543292A (en) | 1984-12-12 | 1985-09-24 | General Electric Company | Multilayer structure |
| US4642255A (en) | 1984-12-20 | 1987-02-10 | Frank C. Dlubak | Laminated article and process for making same |
| EP0188791A1 (en) | 1985-01-02 | 1986-07-30 | General Electric Company | Composition of an aromatic polycarbonate resin, a polyalkylene terephthalate resin and/or an amorphous copolyester resin and a modifier |
| US4634483A (en) | 1985-03-15 | 1987-01-06 | Stanztechnik Gmbh R & S | Apparatus for performing several different operations on an initially flat work piece |
| DE3540939A1 (de) | 1985-11-19 | 1987-05-21 | Hoechst Ag | Farbechtes sport- und freizeitgeraet |
| NO871019L (no) | 1986-03-17 | 1987-09-18 | Deltaglass Sa | Laminert sikkerhetsglass. |
| JPS6399943A (ja) | 1986-10-16 | 1988-05-02 | 三菱油化株式会社 | 熱可塑性樹脂積層体 |
| EP0278685A3 (en) | 1987-02-06 | 1989-08-02 | The Standard Oil Company | Polymer laminates employing photocurable adhesives and process for bonding fluoropolymers to substrates |
| JPS63194949U (ja) | 1987-06-04 | 1988-12-15 | ||
| US4939009A (en) | 1988-03-17 | 1990-07-03 | Eastman Kodak Company | Multilayered sheets having excellent adhesion |
| US4921755A (en) | 1988-03-23 | 1990-05-01 | Eastman Kodak Company | Coating composition and coated article |
| US4906611A (en) * | 1988-09-23 | 1990-03-06 | Microlife Technics, Inc. | Process for using a novel antifungal product |
| JPH0751343B2 (ja) | 1988-10-17 | 1995-06-05 | 日本石油化学株式会社 | 中空容器 |
| US5192609A (en) | 1988-11-07 | 1993-03-09 | Eastman Kodak Company | Thermoformable sheet material |
| US4900611A (en) | 1988-11-07 | 1990-02-13 | Eastman Kodak Company | Paint coated article |
| DE3841183A1 (de) | 1988-12-07 | 1990-06-13 | Bayer Ag | Polyester-formmassen mit flammwidrigen eigenschaften |
| EP0389854A1 (de) | 1989-03-22 | 1990-10-03 | Hoechst Aktiengesellschaft | Segel für Sportgeräte, insbesondere Surfsegel, aus Polyesterfolie |
| JPH089200B2 (ja) | 1989-04-27 | 1996-01-31 | 日本鋼管株式会社 | 繊維強化プラスチックシート及びその製造法 |
| JP2732120B2 (ja) * | 1989-05-19 | 1998-03-25 | 北三株式会社 | 縫製品材料用▲つき▼板化粧シート |
| US5352532A (en) | 1989-08-03 | 1994-10-04 | Glass Alternatives Corp. | Panel and method of making same |
| FR2661362A1 (fr) | 1990-04-25 | 1991-10-31 | Tombini Reynald | Materiau composite a base de verre concasse et de liant hydraulique ou resineux. |
| US5064980A (en) | 1990-06-11 | 1991-11-12 | Gee Associates | Coffee maker |
| DE4025219A1 (de) | 1990-08-09 | 1992-02-13 | Hoechst Ag | Thermoplastische polyoxymethylen-formmasse mit hoher zaehigkeit und ihre verwendung |
| JPH04209634A (ja) * | 1990-12-05 | 1992-07-31 | Kanzaki Paper Mfg Co Ltd | フィルム塗被シート |
| DE4040203A1 (de) | 1990-12-15 | 1992-06-17 | Roehm Gmbh | Eingetruebte kunststoffelemente |
| RU2052301C1 (ru) * | 1991-03-14 | 1996-01-20 | Е.И.Дюпон Де Немур Энд Компани | Термопластичный композиционный листовой материал, используемый в слоистых материалах, способ его изготовления и слоистый материал |
| JP3143950B2 (ja) | 1991-04-30 | 2001-03-07 | 日本電気株式会社 | ダイナミックメモリー |
| JP2944791B2 (ja) * | 1991-07-25 | 1999-09-06 | 株式会社ツジデン | 高光拡散性フイルム |
| EP0537577A1 (en) | 1991-10-16 | 1993-04-21 | Miles Inc. | Transparent copolyester organosiloxane-polycarbonate block copolymer blends |
| EP0540803A1 (en) | 1991-11-07 | 1993-05-12 | Monsanto Europe S.A./N.V. | Plastic article having flame retardant properties |
| DE69332364D1 (de) | 1992-01-06 | 2002-11-14 | Shiseido Co Ltd | Schichtkörper |
| JP3103652B2 (ja) | 1992-02-27 | 2000-10-30 | 日本ジーイープラスチックス株式会社 | 光学用ポリカーボネート組成物の製造方法 |
| GB2267498B (en) | 1992-04-24 | 1996-05-29 | Minnesota Mining & Mfg | Flame retardants for polymers |
| DE4214383C2 (de) | 1992-04-30 | 1996-08-14 | Inventa Ag | Koextrudiertes Mehrschicht-Polymer-Rohr |
| GB9215169D0 (en) | 1992-07-16 | 1992-08-26 | Rohm & Haas | Mouldable crystalline polyester composition |
| US5277952A (en) | 1992-07-29 | 1994-01-11 | Watras Edward W | Decorative cracked glass mirror tile and method |
| JP3150439B2 (ja) * | 1992-08-03 | 2001-03-26 | 大日本印刷株式会社 | 化粧材 |
| JPH0822586B2 (ja) | 1992-08-27 | 1996-03-06 | 理研ビニル工業株式会社 | 塗装感を有する化粧シートおよびその製造方法 |
| JP3285958B2 (ja) | 1992-10-08 | 2002-05-27 | 住友大阪セメント株式会社 | セラミックスヒータと金属電極との取り付け構造 |
| DE4300480A1 (de) | 1993-01-11 | 1994-07-14 | Kunert Heinz | Sicherheitsglaselement mit Wärmedämmeigenschaften |
| US5443874A (en) | 1993-05-24 | 1995-08-22 | Mitsubishi Petrochemical Co., Ltd. | Hollow multi-layer molding |
| EP0637509B1 (en) | 1993-08-03 | 2002-10-23 | Nitta Moore Company | A tube for fuel transportation |
| DE69411095D1 (de) | 1993-08-09 | 1998-07-23 | Victaulic Plc | Verbesserungen an Rohren |
| US5425977A (en) * | 1993-08-16 | 1995-06-20 | Monsanto Company | Rough-surfaced interlayer |
| US5496630A (en) | 1993-09-13 | 1996-03-05 | The Geon Company | Thermoplastic multilayer louver with a polished metal look |
| US5455103A (en) * | 1994-01-24 | 1995-10-03 | Monsanto Company | Rough-surfaced interlayer |
| US5451624A (en) | 1994-02-15 | 1995-09-19 | Rohm And Haas Company | Stabilized modifier and impact modified thermoplastics |
| US5512620A (en) | 1994-05-05 | 1996-04-30 | General Electric Company | Benzoxazolyl optical brightners in and for thermoplastic compositions |
| US5458966A (en) | 1994-05-16 | 1995-10-17 | General Electric Company | Resinous construction material having fire-resistant intumescent cap layer |
| US5480698A (en) | 1994-09-13 | 1996-01-02 | Hayman-Chaffey; Charles | Acrylic or polycarbonate sheet-lacquer laminates and articles of furniture made therefrom |
| JP3024495B2 (ja) | 1994-10-21 | 2000-03-21 | ジェイエスアール株式会社 | レーザーマーキング用樹脂組成物 |
| DE4439419A1 (de) | 1994-11-04 | 1996-05-09 | Roehm Gmbh | Verfahren zum thermischen Verkleben von Acrylkunststoffteilen |
| DE69512750T3 (de) | 1994-12-20 | 2005-03-31 | Villa, Joseph N. | Isolierter Lager/Transportbehälter zur Aufrechterhaltung einer konstanten Temperatur |
| DE69629971T2 (de) | 1995-02-27 | 2004-07-22 | Mitsubishi Chemical Corp. | Hammhemmende thermoplastische Harzzusammensetzung |
| FR2731497B1 (fr) | 1995-03-10 | 1997-04-30 | Atochem Elf Sa | Tube pour transport d'eau potable |
| US5743631A (en) | 1995-05-11 | 1998-04-28 | Bigham; James R. | Light bar heater |
| CA2175609C (en) | 1995-05-12 | 2004-06-22 | Hata, Nobuhiko | Fuel tank |
| JPH08319406A (ja) | 1995-05-26 | 1996-12-03 | Kanegafuchi Chem Ind Co Ltd | 難燃性樹脂組成物 |
| FR2736987B1 (fr) | 1995-07-20 | 1997-09-26 | Hutchinson | Tuyau de transport de carburant |
| JPH09109350A (ja) * | 1995-10-19 | 1997-04-28 | Dainippon Printing Co Ltd | 高意匠化粧シート及びその製造方法 |
| US5663280A (en) | 1995-10-23 | 1997-09-02 | The Dow Chemical Company | Carbonate polymer resins containing low volatility aromatic phosphate ester compounds |
| US5942080A (en) | 1995-10-23 | 1999-08-24 | Clopay Plastic Products Company, Inc. | Apparatus for strip lamination of a polymer film and non-woven webs |
| US5643666A (en) | 1995-12-20 | 1997-07-01 | Eastman Chemical Company | Solid surfaces which are prepared from copolyesters laminated onto a high resolution image |
| BR9612065A (pt) * | 1995-12-20 | 1999-06-29 | Eastman Chem Co | Estrutura de laminado sintético e processo para fabricar a mesma |
| US5776838A (en) | 1996-01-29 | 1998-07-07 | Hoechst Celanese Corporation | Ballistic fabric |
| DE19610028A1 (de) | 1996-03-14 | 1997-09-18 | Cito Kunststoffe Und Verpackun | Folie zur Beschichtung von nachbearbeitbaren Substraten |
| DE29615956U1 (de) | 1996-08-28 | 1996-11-21 | Auch, Dietmar, 73773 Aichwald | Mehrschichtige fast einem steifen Tuch ähnliche Dekorfolie aus Kunststoff-Lackfolie |
| EP0924328B2 (en) | 1996-09-06 | 2011-04-13 | Chisso Corporation | Laminated nonwoven fabric and method of manufacturing same |
| JP3885263B2 (ja) | 1996-12-17 | 2007-02-21 | 東ソー株式会社 | 含窒素有機リン酸化合物及びそれを配合してなる難燃性樹脂組成物 |
| KR20000062401A (ko) | 1996-12-31 | 2000-10-25 | 그래햄 이. 테일러 | 연료 용기용 적층 구조물 |
| US6445969B1 (en) | 1997-01-27 | 2002-09-03 | Circuit Image Systems | Statistical process control integration systems and methods for monitoring manufacturing processes |
| US5899783A (en) | 1997-02-12 | 1999-05-04 | Milliken & Company | Fluid shield fabric |
| JP3676074B2 (ja) * | 1997-03-14 | 2005-07-27 | Tdk株式会社 | ホットメルト材およびラミネート体とその製造方法 |
| US6078738A (en) | 1997-05-08 | 2000-06-20 | Lsi Logic Corporation | Comparing aerial image to SEM of photoresist or substrate pattern for masking process characterization |
| US6235380B1 (en) | 1997-07-24 | 2001-05-22 | Trexel, Inc. | Lamination of microcellular articles |
| US6649104B2 (en) * | 1997-07-31 | 2003-11-18 | Sumitomo Chemical Company, Limited | Acrylic resin film and laminated film comprising the same |
| DE19734663A1 (de) | 1997-08-11 | 1999-02-18 | Bayer Ag | Flammwidrige wärmeformbeständige Polycarbonat-ABS-Formmassen |
| US5958539A (en) * | 1997-08-26 | 1999-09-28 | Eastman Chemical Company | Thermoplastic article having textile fiber fabric embedded therein |
| US6025069A (en) | 1998-06-19 | 2000-02-15 | Eastman Chemical Company | Thermoplastic article having high-relief surface |
| US5998028A (en) | 1997-08-26 | 1999-12-07 | Eastman Chemical Company | Thermoplastic article having metallic wire, rod or bar embedded therein |
| US5981661A (en) | 1997-08-29 | 1999-11-09 | General Electric Company | Modified weatherable thermoplastic resin molding compositions and articles molded therefrom |
| JP3612411B2 (ja) | 1997-09-17 | 2005-01-19 | 株式会社ドペル | マグネット押し花密封品 |
| JP3868593B2 (ja) | 1997-09-17 | 2007-01-17 | 株式会社ドペル | 押し花密封品 |
| GB9719929D0 (en) | 1997-09-18 | 1997-11-19 | Kobe Steel Europ Ltd | Flame retardant polycarbonate-styrene(or acrylate)polymers,and/or copolymers and/or graft polymer/copolymer mixtures |
| US5976671A (en) | 1997-10-20 | 1999-11-02 | The Boeing Company | Polyvinylidene fluoride-based decorative laminate |
| US6117384A (en) | 1997-11-06 | 2000-09-12 | General Electric Co. | In-mold decorating process |
| US6189330B1 (en) | 1998-01-06 | 2001-02-20 | Campbell Soup Company | Container, system and process for shipping and storing food products and method for recycling shipping and storage containers |
| US6426128B1 (en) | 1998-01-06 | 2002-07-30 | Hna Holdings, Inc. | Co-processable multi-layer laminates for forming high strength, haze-free, transparent articles and methods of producing same |
| US6531230B1 (en) * | 1998-01-13 | 2003-03-11 | 3M Innovative Properties Company | Color shifting film |
| US6092915A (en) | 1998-01-30 | 2000-07-25 | The Boeing Company | Decorative lighting laminate |
| US6387477B1 (en) | 1998-02-25 | 2002-05-14 | Sumitomo Chemical Company, Limited | Transparent laminate |
| US6136441A (en) | 1998-03-24 | 2000-10-24 | General Electric Company | Multilayer plastic articles |
| US6227394B1 (en) * | 1998-06-09 | 2001-05-08 | Asahi Glass Company Ltd. | Glass bulb for a cathode ray tube and a method for producing a cathode ray tube |
| US20020100540A1 (en) | 1998-07-10 | 2002-08-01 | Alexander Savitski | Simultaneous butt and lap joints |
| US6228912B1 (en) | 1999-01-22 | 2001-05-08 | General Electric Company | Flame retardant resin compositions containing phosphoramides and method for making |
| EP1144498B1 (en) | 1998-08-31 | 2002-10-09 | General Electric Company | Flame retardant polymer blends, and method for making |
| US6221939B1 (en) | 1998-08-31 | 2001-04-24 | General Electric Company | Flame retardant resin compositions containing phosphoramides, and method for making |
| WO2000012612A1 (en) | 1998-08-31 | 2000-03-09 | General Electric Company | Flame retardant resin compositions containing phosphoramides, and method for making |
| CN1234761C (zh) | 1998-08-31 | 2006-01-04 | 通用电气公司 | 含磷酰胺的阻燃树脂组合物及其制备方法 |
| US6022050A (en) | 1998-09-02 | 2000-02-08 | Monarch Marking Systems, Inc. | Silicone release coating composition |
| US6333094B1 (en) | 1998-09-19 | 2001-12-25 | Alkor Gmbh Kunststoffe | Multilayer thermoformable composite synthetic veneer film for furniture and process for producing same |
| US6472496B2 (en) | 1998-10-19 | 2002-10-29 | Teijin Limited | Process for production of aromatic polycarbonate resin and molded article of aromatic polycarbonate resin |
| WO2000024580A1 (en) | 1998-10-23 | 2000-05-04 | General Electric Company | Thermoplastic article which exhibits angular metamerism |
| EP1124879B1 (en) | 1998-10-29 | 2005-11-16 | General Electric Company | Weatherable block copolyestercarbonates, methods for their preparation and blends containing them |
| ATE236958T1 (de) | 1998-11-06 | 2003-04-15 | Gen Electric | Thermoplastisches erzeugnis mit geringer durchsichtigkeit und geringer trübung |
| JP3926938B2 (ja) | 1998-12-03 | 2007-06-06 | 三菱エンジニアリングプラスチックス株式会社 | 難燃性ポリカーボネート樹脂組成物 |
| US6433046B1 (en) | 1999-01-22 | 2002-08-13 | General Electric Company | Flame retardant resin compositions containing phosphoramides, and method of making |
| US6569929B2 (en) | 1999-01-22 | 2003-05-27 | General Electric Company | Method to prepare phosphoramides, and resin compositions containing them |
| ATE310770T1 (de) | 1999-02-19 | 2005-12-15 | Akzo Nobel Nv | Phosphorhaltige, flammhemmende thermoplastische polyesterzusammensetzungen |
| US6401002B1 (en) | 1999-04-29 | 2002-06-04 | Nanotek Instruments, Inc. | Layer manufacturing apparatus and process |
| US6770578B2 (en) | 1999-06-07 | 2004-08-03 | Bradford Industries, Inc. | Laminated textile fabrics for use in air holding vehicle restraint systems |
| US6319432B1 (en) | 1999-06-11 | 2001-11-20 | Albemarle Corporation | Bisphenol-A bis(diphenyl phosphate)-based flame retardant |
| SE516696C2 (sv) | 1999-12-23 | 2002-02-12 | Perstorp Flooring Ab | Förfarande för framställning av ytelement vilka innefattar ett övre dekorativt skikt samt ytelement framställda enlit förfarandet |
| DE10012421A1 (de) * | 2000-03-15 | 2001-09-20 | Roehm Gmbh | Kunststoffverbunde und Verfahren zu ihrer Herstellung |
| DE10195908B4 (de) | 2000-03-28 | 2007-03-29 | Asahi Kasei Kabushiki Kaisha | Blockcopolymer |
| JP2001334601A (ja) * | 2000-05-26 | 2001-12-04 | Mitsubishi Electric Corp | 装飾部材及びその製造方法 |
| US6562163B1 (en) | 2000-05-31 | 2003-05-13 | Mary Boone Wellington | Method of preparing a decorative laminated article |
| JP4184582B2 (ja) * | 2000-07-26 | 2008-11-19 | ビジテック株式会社 | 報酬算出方法、報酬算出装置、及び記録媒体 |
| WO2002016132A1 (fr) | 2000-08-18 | 2002-02-28 | Teijin Chemicals, Ltd. | Structure stratifiee d'aspect attrayant et son utilisation |
| JP5255169B2 (ja) | 2000-11-24 | 2013-08-07 | 株式会社ダイセル | 難燃性樹脂組成物 |
| DE10061080A1 (de) | 2000-12-08 | 2002-06-13 | Bayer Ag | Polycarbonat-Zusammensetzungen |
| US20030021981A1 (en) * | 2001-01-09 | 2003-01-30 | Pang-Chia Lu | Colored polyolefin film and method of making |
| US7008700B1 (en) | 2001-03-05 | 2006-03-07 | 3-Form | Architectural laminate panel with embedded compressible objects and methods for making the same |
| US7691470B2 (en) | 2001-03-05 | 2010-04-06 | 3Form | Laminate structure with polycarbonate sheets |
| US20020122926A1 (en) | 2001-03-05 | 2002-09-05 | Goodson Raymond L. | Laminated article and method of making same |
| WO2002082083A1 (fr) | 2001-04-04 | 2002-10-17 | Wako Pure Chemical Industries, Ltd. | Electrophorese |
| DE10130834A1 (de) | 2001-06-27 | 2003-01-16 | Bayer Ag | Flammgeschützte Polyesterformmassen mit ZnS |
| US6743327B2 (en) | 2001-07-25 | 2004-06-01 | Schober, Inc. | Solid surface products |
| DE10137930A1 (de) | 2001-08-07 | 2003-02-20 | Basf Ag | Halogenfreie flammgeschützte Polyester |
| US7555157B2 (en) | 2001-09-07 | 2009-06-30 | Geoff Davidson | System and method for transforming graphical images |
| US6769467B2 (en) | 2002-02-02 | 2004-08-03 | Eastman Kodak Company | Apparatus for applying a matte finish to photographs and article |
| GB2386461B (en) | 2002-03-13 | 2006-02-22 | Mcgavigan John Ltd | Decorative panel |
| DE10234419A1 (de) | 2002-07-29 | 2004-02-12 | Bayer Ag | Flammwidrige Formmassen |
| US20040127653A1 (en) | 2002-08-30 | 2004-07-01 | General Electric Company | Polycarbonate/polyester copolymer blends and process for making thereof |
| JP4391887B2 (ja) * | 2004-05-31 | 2009-12-24 | 株式会社吉野工業所 | 積層成形体 |
| JP2004114322A (ja) * | 2002-09-24 | 2004-04-15 | Mitsubishi Plastics Ind Ltd | オーバーシートおよび化粧シート |
| US6896966B2 (en) * | 2002-11-22 | 2005-05-24 | Eastman Chemical Company | Articles of manufacture incorporating polyester/polycarbonate blends |
| US7118799B2 (en) * | 2002-11-22 | 2006-10-10 | Eastman Chemical Company | Thermoplastic article having a decorative material embedded therein |
| EP1431449B1 (en) | 2002-12-19 | 2006-06-14 | Industria Bergamasca Rifrangenti S.r.l. | Process for manufacturing retroreflective printed material |
| US20050049369A1 (en) | 2003-08-12 | 2005-03-03 | General Electric Company | Method for preparing copolyestercarbonates |
| ATE398651T1 (de) | 2003-11-07 | 2008-07-15 | Italmatch Chemicals Spa | Halogenfreie flammhemmende polycarbonat zusammensetzungen |
| JP4224385B2 (ja) | 2003-11-28 | 2009-02-12 | 富士通株式会社 | ネットワーク監視システム |
| WO2005075591A1 (en) * | 2004-02-02 | 2005-08-18 | 3M Innovative Properties Company | Method of producing colored graphic marking films |
| US7329447B2 (en) | 2004-04-01 | 2008-02-12 | 3M Innovative Properties Company | Retroreflective sheeting with controlled cap-Y |
| US7114737B1 (en) | 2004-04-02 | 2006-10-03 | C. Martin Rasmussen | Recumbent vehicle |
| US7195813B2 (en) * | 2004-05-21 | 2007-03-27 | Eastman Kodak Company | Mixed absorber layer for displays |
| JP4087356B2 (ja) * | 2004-06-24 | 2008-05-21 | 電気化学工業株式会社 | ポリエステル積層フィルム及びその積層物 |
| US6969745B1 (en) | 2004-06-30 | 2005-11-29 | General Electric Company | Thermoplastic compositions |
| JP2006224405A (ja) * | 2005-02-16 | 2006-08-31 | Dainippon Printing Co Ltd | 遮光性兼酸素吸収性多層積層フィルムおよびそれを使用した積層体、包装用袋、包装製品 |
| US8551600B2 (en) * | 2005-02-22 | 2013-10-08 | Solutia Inc. | Low distortion interlayer |
| US7323536B2 (en) | 2005-05-20 | 2008-01-29 | General Electric Company | Transparent compositions, methods for the preparation thereof, and articles derived therefrom |
| US7323535B2 (en) | 2005-05-20 | 2008-01-29 | General Electric Company | Transparent compositions, methods for the preparation thereof, and articles derived therefrom |
| US7326764B2 (en) | 2005-05-20 | 2008-02-05 | General Electric Company | Transparent compositions, methods for the preparation thereof, and articles derived therefrom |
| US7803449B2 (en) | 2005-08-02 | 2010-09-28 | Fujifilm Corporation | Optical film and process for production the same, antireflection film and process for production the same, polarizing plate including the film, liquid crystal display device including the polarizing plate, and liquid crystal display device |
| JP4719529B2 (ja) * | 2005-08-11 | 2011-07-06 | 三菱樹脂株式会社 | 意匠性被覆用積層シートおよび積層シート被覆金属板 |
| JP2007055822A (ja) * | 2005-08-22 | 2007-03-08 | Sekisui Chem Co Ltd | 合わせガラス用中間膜および合わせガラス |
| JP5293916B2 (ja) | 2007-01-24 | 2013-09-18 | ブラザー工業株式会社 | 記録装置 |
| CA2687190C (en) | 2007-05-08 | 2015-12-08 | 3Form, Inc. | Multivariate color system with texture application |
| JP5380878B2 (ja) * | 2008-03-31 | 2014-01-08 | 大日本印刷株式会社 | プロテクトフィルム |
-
2008
- 2008-05-08 CA CA2687190A patent/CA2687190C/en not_active Expired - Fee Related
- 2008-05-08 KR KR20097025670A patent/KR20100019493A/ko active IP Right Grant
- 2008-05-08 AU AU2008248328A patent/AU2008248328B2/en not_active Ceased
- 2008-05-08 CN CN201310162817.4A patent/CN103481611B/zh not_active Expired - Fee Related
- 2008-05-08 CN CN201310162832.9A patent/CN103342030B/zh not_active Expired - Fee Related
- 2008-05-08 WO PCT/US2008/063124 patent/WO2008138012A1/en active Application Filing
- 2008-05-08 US US12/376,156 patent/US8182903B2/en active Active
- 2008-05-08 MX MX2009011920A patent/MX2009011920A/es active IP Right Grant
- 2008-05-08 CN CN2008800235315A patent/CN101730623B/zh not_active Expired - Fee Related
- 2008-05-08 EP EP20080769345 patent/EP2150407A4/en not_active Withdrawn
- 2008-05-08 BR BRPI0811211A patent/BRPI0811211A8/pt not_active IP Right Cessation
- 2008-05-08 JP JP2010507675A patent/JP5275341B2/ja not_active Expired - Fee Related
- 2008-05-08 RU RU2009141191/05A patent/RU2470787C2/ru not_active IP Right Cessation
-
2011
- 2011-05-31 US US13/149,526 patent/US20110226424A1/en not_active Abandoned
- 2011-12-27 US US13/337,793 patent/US8157942B1/en active Active
-
2012
- 2012-04-12 US US13/445,573 patent/US8268106B2/en active Active
- 2012-05-15 US US13/472,336 patent/US8617695B2/en active Active
-
2013
- 2013-05-15 JP JP2013103058A patent/JP2013237270A/ja active Pending
- 2013-07-31 US US13/955,181 patent/US9348065B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US9348065B2 (en) | 2016-05-24 |
| CA2687190A1 (en) | 2008-11-13 |
| CN103481611A (zh) | 2014-01-01 |
| US20120225265A1 (en) | 2012-09-06 |
| US20120097317A1 (en) | 2012-04-26 |
| US20110226424A1 (en) | 2011-09-22 |
| AU2008248328B2 (en) | 2010-10-07 |
| BRPI0811211A8 (pt) | 2016-04-26 |
| EP2150407A1 (en) | 2010-02-10 |
| RU2470787C2 (ru) | 2012-12-27 |
| KR20100019493A (ko) | 2010-02-18 |
| AU2008248328A1 (en) | 2008-11-13 |
| CA2687190C (en) | 2015-12-08 |
| JP2013237270A (ja) | 2013-11-28 |
| CN101730623B (zh) | 2013-06-12 |
| CN101730623A (zh) | 2010-06-09 |
| US20090197058A1 (en) | 2009-08-06 |
| US8182903B2 (en) | 2012-05-22 |
| US8157942B1 (en) | 2012-04-17 |
| CN103342030A (zh) | 2013-10-09 |
| BRPI0811211A2 (pt) | 2014-10-29 |
| WO2008138012A1 (en) | 2008-11-13 |
| EP2150407A4 (en) | 2013-03-06 |
| US8268106B2 (en) | 2012-09-18 |
| US20120193028A1 (en) | 2012-08-02 |
| RU2009141191A (ru) | 2011-06-27 |
| MX2009011920A (es) | 2010-02-18 |
| JP2010526688A (ja) | 2010-08-05 |
| US8617695B2 (en) | 2013-12-31 |
| CN103342030B (zh) | 2016-08-17 |
| CN103481611B (zh) | 2015-12-23 |
| US20130316146A1 (en) | 2013-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5275341B2 (ja) | テクスチャーを適用した多変量着色システム | |
| US9091066B2 (en) | Structured-core laminate panels and methods of forming the same | |
| JP2013237270A5 (ja) | ||
| CN101646557B (zh) | 多层屏幕复合材料 | |
| KR20190019201A (ko) | 장식 필름 및 그것이 접착된 물품 | |
| CN107787274A (zh) | 层压聚合物产品的制造方法 | |
| KR101859733B1 (ko) | 금속 광택을 갖는 유색 필름 및 이를 포함하는 모바일 기기의 후면 커버 | |
| CN111315572A (zh) | 透光装饰性膜、包括透光装饰性膜的模塑制品、该模塑制品的生产方法以及照明显示装置 | |
| WO2019092582A1 (en) | Light-transmissive decorative film, molded article containing light-transmissive decorative film, production method thereof, and lighting display device | |
| JP2007271896A (ja) | 着色フィルム | |
| JP2004268582A (ja) | エッジ面で角度による多色性を示す物品及びその使用方法 | |
| JP2017077698A (ja) | 積層フィルムおよび積層フィルムの製造方法 | |
| WO2021085084A1 (ja) | 凹凸構造体および積層体 | |
| TWI284597B (en) | Light-reflection material with light-reflecting pattern and the fabricating method for the same | |
| JP2020157671A (ja) | 光源からの光を透過する性能を有する加飾用積層体、及び該加飾用積層体を含む照明表示装置 | |
| JP2020049844A (ja) | 積層体及び加飾物品 | |
| JP2007210273A (ja) | 化粧シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110509 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20120813 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20120813 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120927 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121210 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20121217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130327 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130416 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130515 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |