JP5201426B2 - リチウムイオン電池およびその利用 - Google Patents
リチウムイオン電池およびその利用 Download PDFInfo
- Publication number
- JP5201426B2 JP5201426B2 JP2010504357A JP2010504357A JP5201426B2 JP 5201426 B2 JP5201426 B2 JP 5201426B2 JP 2010504357 A JP2010504357 A JP 2010504357A JP 2010504357 A JP2010504357 A JP 2010504357A JP 5201426 B2 JP5201426 B2 JP 5201426B2
- Authority
- JP
- Japan
- Prior art keywords
- active material
- negative electrode
- material layer
- electrode active
- inorganic layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910001416 lithium ion Inorganic materials 0.000 title claims description 95
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 title claims description 84
- 239000007773 negative electrode material Substances 0.000 claims description 192
- 239000011149 active material Substances 0.000 claims description 73
- 239000002002 slurry Substances 0.000 claims description 68
- 238000000034 method Methods 0.000 claims description 47
- 239000007774 positive electrode material Substances 0.000 claims description 46
- 239000011230 binding agent Substances 0.000 claims description 34
- 239000010954 inorganic particle Substances 0.000 claims description 20
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 238000004804 winding Methods 0.000 claims description 10
- 239000011255 nonaqueous electrolyte Substances 0.000 claims description 9
- 239000006183 anode active material Substances 0.000 claims 1
- 239000010410 layer Substances 0.000 description 412
- 239000002245 particle Substances 0.000 description 50
- 239000011248 coating agent Substances 0.000 description 26
- 239000000463 material Substances 0.000 description 24
- 239000000203 mixture Substances 0.000 description 24
- 230000015572 biosynthetic process Effects 0.000 description 23
- 230000002265 prevention Effects 0.000 description 19
- 239000002904 solvent Substances 0.000 description 17
- 239000008151 electrolyte solution Substances 0.000 description 15
- 239000007788 liquid Substances 0.000 description 15
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 14
- 230000000694 effects Effects 0.000 description 13
- 238000001035 drying Methods 0.000 description 12
- 239000011254 layer-forming composition Substances 0.000 description 12
- 229910052751 metal Inorganic materials 0.000 description 12
- 239000002184 metal Substances 0.000 description 12
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 11
- 238000007600 charging Methods 0.000 description 11
- 238000000576 coating method Methods 0.000 description 11
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 11
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 10
- 239000012528 membrane Substances 0.000 description 9
- 239000011889 copper foil Substances 0.000 description 8
- 239000011888 foil Substances 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 7
- 238000005516 engineering process Methods 0.000 description 7
- 238000002156 mixing Methods 0.000 description 7
- 239000003960 organic solvent Substances 0.000 description 7
- 229910052799 carbon Inorganic materials 0.000 description 6
- 238000001816 cooling Methods 0.000 description 6
- -1 for example Substances 0.000 description 6
- 230000001965 increasing effect Effects 0.000 description 6
- 238000004898 kneading Methods 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- 239000011148 porous material Substances 0.000 description 6
- 238000002360 preparation method Methods 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 239000003575 carbonaceous material Substances 0.000 description 5
- 239000012046 mixed solvent Substances 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 4
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 4
- 239000002033 PVDF binder Substances 0.000 description 4
- 230000002411 adverse Effects 0.000 description 4
- 239000004020 conductor Substances 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 239000007772 electrode material Substances 0.000 description 4
- 239000003792 electrolyte Substances 0.000 description 4
- 230000035515 penetration Effects 0.000 description 4
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 4
- 230000000452 restraining effect Effects 0.000 description 4
- 239000005060 rubber Substances 0.000 description 4
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 238000002441 X-ray diffraction Methods 0.000 description 3
- 239000001768 carboxy methyl cellulose Substances 0.000 description 3
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 3
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 238000007599 discharging Methods 0.000 description 3
- 239000002612 dispersion medium Substances 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 3
- 239000005038 ethylene vinyl acetate Substances 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 229910010272 inorganic material Inorganic materials 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 3
- 239000004810 polytetrafluoroethylene Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 229920003048 styrene butadiene rubber Polymers 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 2
- 229910013290 LiNiO 2 Inorganic materials 0.000 description 2
- 229910013870 LiPF 6 Inorganic materials 0.000 description 2
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 2
- 229910052774 Proactinium Inorganic materials 0.000 description 2
- 239000002174 Styrene-butadiene Substances 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 239000006230 acetylene black Substances 0.000 description 2
- 239000003125 aqueous solvent Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000007334 copolymerization reaction Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 150000002484 inorganic compounds Chemical class 0.000 description 2
- 229910052745 lead Inorganic materials 0.000 description 2
- 229910052744 lithium Inorganic materials 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 239000002931 mesocarbon microbead Substances 0.000 description 2
- 239000003607 modifier Substances 0.000 description 2
- 229910021382 natural graphite Inorganic materials 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920005569 poly(vinylidene fluoride-co-hexafluoropropylene) Polymers 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 239000011164 primary particle Substances 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 229910021332 silicide Inorganic materials 0.000 description 2
- FVBUAEGBCNSCDD-UHFFFAOYSA-N silicide(4-) Chemical compound [Si-4] FVBUAEGBCNSCDD-UHFFFAOYSA-N 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- PIGFYZPCRLYGLF-UHFFFAOYSA-N Aluminum nitride Chemical compound [Al]#N PIGFYZPCRLYGLF-UHFFFAOYSA-N 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910012851 LiCoO 2 Inorganic materials 0.000 description 1
- 229910015643 LiMn 2 O 4 Inorganic materials 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 125000005907 alkyl ester group Chemical group 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 235000019241 carbon black Nutrition 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000010277 constant-current charging Methods 0.000 description 1
- 238000010281 constant-current constant-voltage charging Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000012809 cooling fluid Substances 0.000 description 1
- 230000001351 cycling effect Effects 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000006232 furnace black Substances 0.000 description 1
- 229910021469 graphitizable carbon Inorganic materials 0.000 description 1
- 229910021385 hard carbon Inorganic materials 0.000 description 1
- 230000009931 harmful effect Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 229910052809 inorganic oxide Inorganic materials 0.000 description 1
- 238000005342 ion exchange Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 239000003273 ketjen black Substances 0.000 description 1
- 239000005001 laminate film Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229910021439 lithium cobalt complex oxide Inorganic materials 0.000 description 1
- 229910021445 lithium manganese complex oxide Inorganic materials 0.000 description 1
- 229910021440 lithium nickel complex oxide Inorganic materials 0.000 description 1
- 229910003002 lithium salt Inorganic materials 0.000 description 1
- 159000000002 lithium salts Chemical class 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 125000005397 methacrylic acid ester group Chemical group 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 229910021470 non-graphitizable carbon Inorganic materials 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 238000007086 side reaction Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229910021384 soft carbon Inorganic materials 0.000 description 1
- 239000007784 solid electrolyte Substances 0.000 description 1
- 229910052596 spinel Inorganic materials 0.000 description 1
- 239000011029 spinel Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 239000003232 water-soluble binding agent Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/34—Gastight accumulators
- H01M10/345—Gastight metal hydride accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/42—Methods or arrangements for servicing or maintenance of secondary cells or secondary half-cells
- H01M10/4235—Safety or regulating additives or arrangements in electrodes, separators or electrolyte
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/42—Methods or arrangements for servicing or maintenance of secondary cells or secondary half-cells
- H01M10/48—Accumulators combined with arrangements for measuring, testing or indicating the condition of cells, e.g. the level or density of the electrolyte
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/209—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for prismatic or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/218—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by the material
- H01M50/22—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by the material of the casings or racks
- H01M50/222—Inorganic material
- H01M50/224—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/218—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by the material
- H01M50/22—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by the material of the casings or racks
- H01M50/227—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/218—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by the material
- H01M50/22—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by the material of the casings or racks
- H01M50/231—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by the material of the casings or racks having a layered structure
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
- Y10T29/49115—Electric battery cell making including coating or impregnating
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Secondary Cells (AREA)
- Battery Mounting, Suspending (AREA)
Description
好ましい一態様では、Pa/Pbが1よりも小さく、且つWa/Wbが1よりも小さくなるように上記無機層を形成する。このことによって、さらに高性能なリチウムイオン電池が製造され得る。
上記無機層に含まれる無機粒子とバインダとの質量比(無機粒子:バインダ)は、例えば凡そ80:20〜99.5:0.5とすることができる。上記質量比が凡そ95:5〜99:1であってもよい。
ここに開示されるリチウムイオン電池は、上述した負極シート(上述した方法により製造された負極シートであり得る。)と、長尺シート状の正極集電体の表面に正極活物質層を有する正極シートとを、長尺シート状のセパレータを介して重ね合わせて捲回してなる電極体を備え、典型的には該電極体が非水電解液とともに適当な外容器に収容された構成を有する。
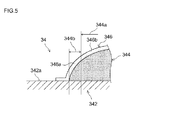
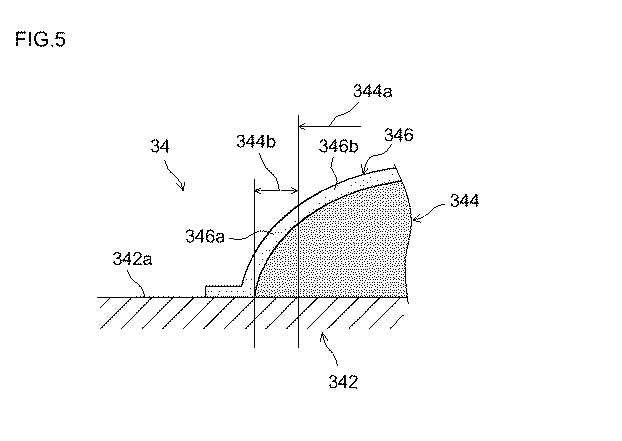
ここに開示されるリチウムイオン電池の他の実施形態を説明する。本実施形態では、図4に示す第1部分346aの気孔率Paが第2部分346bの気孔率Pbよりも小さくなり、且つ、第1部分346aの目付Waが第2部分346bの目付Wbよりも小さくなるように、無機層346が形成されている。このため、第1部分346aの厚みTaが第2部分346bの厚みTbよりも小さくなっている。その他の部分の構成は第1実施形態と同様である。
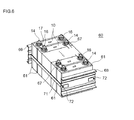
ここに開示される組電池の一実施形態を説明する。図6に示すように、本実施形態に係る組電池60は、第1または第2実施形態に係るリチウムイオン電池10の複数個(典型的には10個以上、好ましくは10〜30個程度、例えば20個)を用いて構築されている。これらのリチウムイオン電池(単電池)10は、それぞれの正極端子14および負極端子16が交互に配置されるように一つづつ反転させつつ、容器11の幅広な面(すなわち、容器11内に収容される捲回電極体30の扁平面に対応する面)が対向する方向に配列されている。当該配列する単電池10間ならびに単電池配列方向(積層方向)の両アウトサイドには、所定形状の冷却板61が、容器11の幅広面に密接した状態で配置されている。この冷却板61は、使用時に各単電池内で発生する熱を効率よく放散させるための放熱部材として機能するものであって、単電池10間に冷却用流体(典型的には空気)を導入可能な形状(例えば、長方形状の冷却板61の一辺から垂直に延びて対向する辺に至る複数の平行な溝が表面に設けられた形状)を有する。熱伝導性の良い金属製もしくは軽量で硬質なポリプロピレンその他の合成樹脂製の冷却板61が好適である。
平均粒径0.7μmのアルミナ粒子(連結粒子を使用した。)と、バインダとしてのPVDFと、分散媒としてのNMPとを、これら材料の質量比が95:5:250(すなわち、NV40質量%)となる割合でプラネタリミキサーに投入して、30rpmの運転条件で20分間混練することにより、多孔質無機層形成用のスラリーX1を得た。プラネタリミキサーによる混練時間を5分間、10分間、30分間、60分間および90分間に変更した点以外は上記スラリーX1の作製と同様にして、多孔質無機層形成用のスラリーY1〜Y5(混練時間の短い順に、スラリーY1,Y2,Y3,Y4およびY5という。)を作製した。
平均粒径10μmの天然黒鉛(負極活物質)とSBRとCMCとを、これら材料の質量比が98:1:1となるようにイオン交換水と混合して、スラリー状の負極活物質層形成用組成物を調製した。この組成物を、負極集電体用の厚さ10μm、幅160mm、長さ5000mmの長尺状銅箔の両面に塗布し、乾燥させて、負極活物質層を形成した。ここで、負極活物質層形成用組成物の塗布範囲は、両面ともに、銅箔の長手方向に沿った両方の縁を15mmづつ帯状に残す範囲とした。また、負極活物質層形成用組成物の塗布量は、NV換算で、両面合わせて約7μg/cm2となる量とした。
上記で得られた例1〜5に係る負極シートサンプルを用いて、以下に示す手順で、図1〜5に示す概略構成を有するリチウムイオン電池10を作製した。
各負極シートサンプルに係る多孔質無機層の端部(ここでは、負極活物質層と活物質層非形成部との境界から1mm内側の部分とした。)および幅中央部(ここでは、負極活物質層の幅のちょうど中央とした。)の気孔率を求めた。
各負極シートサンプルの第1部分(すなわち、負極活物質の端部に形成された多孔質無機層)の上から、幅10mm、長さ70mm、厚み15μmの銅箔を150Nの圧力で押し付けた。この状態で、一般的な四端子抵抗測定法により、負極シートを構成する集電体と上記銅箔との間の抵抗値を測定した。この値を、上記第1部分と銅箔との接触面積当たりに抵抗値に換算して、各例に係る多孔質無機層の端部における膜抵抗[Ω/cm2]を求めた。
各例に係るリチウムイオン電池を、25℃の温度条件下にて、端子間電圧が3.0Vから3.72Vに上昇するまで1C(ここでは5A)の定電流で充電し、次いで定電圧で、定電流充電と定電圧充電との合計時間が2時間に到達するまで充電を行った。かかる定電流定電圧(CC−CV)充電後の電池を、25℃において、60A(12Cに相当する。)の定電流で10秒間放電させた。このときの電圧変化量から、25℃におけるIV抵抗値(mΩ)を算出した。
なお、多孔質無機層の第1部分の目付を第2部分の目付よりも小さくすることの効果を確認するため、以下の実験を行った。本参考例では、上記スラリーX1を用いて多孔質無機層の全体(すなわち、第1部分および第2部分の両方)を形成した。スラリーX1の塗布量は、負極活物質層の平面部における目付量の目標値が0.65〜0.75μm/cm2となるように調整した。この調整は、上記裁断の前における負極活物質層の形成幅のうち一方の端からの距離が1/4,2/4および3/4となる位置について行った。また、上記裁断前における負極活物質層の長手方向に沿った両端部については、スラリーの目付量の目標値が上記平面部よりも多くなるようにグラビアコーターを調整し、あるいは上記平面部と同等の目付量でスラリーを塗布して多孔質無機層を形成した後に負極活物質層の長手方向に沿った両端から幅中央に向かって2mmまでの範囲につき上記無機層を紙やすりで削ることにより目付量を減らした。その他の点については例1〜5と同様にして、第1部分の目付Wa(ここでは、負極活物質層と活物質層非形成部との境界から1mm内側の部分につき測定した。)と、第2部分の目付Wb(ここでは、負極活物質層の幅のちょうど中央とした。)との質量比Wa/Wbが異なる9種の負極シートサンプルを作製した。これらの負極シートサンプルを用いた点以外は上記と同様にして、各負極シートサンプルに対応した計9種のリチウムイオン電池を得た。
上記で作製した9種のリチウムイオン電池を、25℃において4.1Vから3.0Vまで5Aの定電流で放電させ、続いて合計放電時間が2時間となるまで定電圧で放電させて、かかるCC−CV放電における放電容量(初期容量)を測定した。次いで、各電池に対し、3.0Vから4.1Vまで5Aの定電流にて充電する操作と、4.1Vから3.0Vまで5Aの定電流にて放電させる操作とを交互に1000サイクル繰り返した。かかる充放電サイクル後の電池を4.1Vから3.0Vまで5Aの定電流で放電させ、続いて合計放電時間が2時間となるまで定電圧で放電させて、このときの放電容量(サイクル後容量)を測定した。そして、次式:[1−{(サイクル後容量)/(初期容量)}]×100;により、上記充放電サイクルによる容量減少率(%)を求めた。その結果を表3に示す。
Claims (8)
- 長尺シート状の負極集電体の表面に負極活物質層を有する負極シートと、長尺シート状の正極集電体の表面に正極活物質層を有する正極シートとを、長尺シート状のセパレータを介して重ね合わせて捲回してなる電極体を備えたリチウムイオン電池であって、
ここで、前記負極活物質層は、前記負極集電体の長手方向に沿った少なくとも一方の縁を帯状に残して設けられており、
前記負極シートは、前記正極シートの長手方向に沿った一方の端部から前記帯状部分がはみ出し、かつ前記負極活物質層のうち前記帯状部分側の端部が前記正極活物質層からはみ出すようにして該正極シートと重ね合わされており、
前記負極活物質層の外表面には、該活物質層の平面部から前記帯状部分側の端部を回り込んで前記負極集電体表面に至る多孔質無機層が形成されており、
ここで、前記負極活物質層の帯状部分側端部における前記多孔質無機層の気孔率Pa[体積%]が、該活物質層の幅中央部における該無機層の気孔率Pb[体積%]よりも低い、リチウムイオン電池。 - 前記気孔率Paと前記気孔率Pbとの比Pa/Pbが0.25以上0.95以下である、請求項1に記載の電池。
- 前記気孔率Paが20〜65体積%である、請求項1または2に記載の電池。
- 前記負極活物質層の前記帯状部分側端部における前記無機層の目付Wa[mg/cm2]が、前記負極活物質層の幅中央部における前記無機層の目付Wb[mg/cm2]よりも小さい、請求項1から3のいずれか一項に記載の電池。
- 所定方向に配列された複数の単電池を備える組電池であって、
前記単電池の各々は、正負の電極シートがセパレータを介して重ね合わされて捲回された電極体が容器に収容された構成を有し、
前記複数の単電池は、前記電極体の軸に対して横方向に配列され、且つ該配列方向に荷重が加えられた状態で拘束されており、
前記単電池のうち少なくとも一つは請求項1から4のいずれか一項に記載の電池である、組電池。 - 長尺シート状の集電体の表面に活物質層が形成された正負の電極シートと長尺シート状のセパレータとを捲回してなる電極体を備えたリチウムイオン電池を製造する方法であって:
負極集電体の表面に、該集電体の長手方向に沿った少なくとも一方の縁を帯状に残して負極活物質層を形成する工程;
前記負極活物質層が形成された負極集電体に、無機粒子とバインダとを含む無機層形成用スラリーを塗布して、前記負極活物質層の平面部から前記帯状部分側の端部を経て前記負極集電体表面に至る多孔質無機層を形成する工程、ここで、前記多孔質無機層は、前記負極活物質層の帯状部分側端部における該無機層の気孔率Pa[体積%]が、該活物質層の幅中央部における該無機層の気孔率Pb[体積%]よりも低くなるように形成される;
前記負極集電体の表面に前記負極活物質層および前記多孔質無機層を形成してなる負極シートを、前記セパレータを介して且つ前記正極シートの長手方向に沿った一方の端部から前記帯状部分がはみ出し、かつ前記負極活物質層のうち前記帯状部分側の端部が前記正極活物質層からはみ出すようにして該正極シートと重ね合わせ、それら重ね合わされた正極シート、負極シートおよびセパレータを捲回して電極体を構成する工程;および、
前記電極体を非水電解質とともに容器に収容してリチウムイオン電池を構築する工程;
を包含する、リチウムイオン電池製造方法。 - 前記無機層形成用スラリーとして、少なくとも第1および第2の二種類のスラリーを使用し、前記負極活物質層の帯状部分側端部には前記第1スラリーを塗布し、該活物質層の幅中央部には前記第2スラリーを塗布する、請求項6に記載の方法。
- 請求項1から4のいずれか一項に記載のリチウムイオン電池を備える車両。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2009/057398 WO2010116533A1 (ja) | 2009-04-10 | 2009-04-10 | リチウムイオン電池およびその利用 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2010116533A1 JPWO2010116533A1 (ja) | 2012-10-18 |
| JP5201426B2 true JP5201426B2 (ja) | 2013-06-05 |
Family
ID=42935841
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010504357A Active JP5201426B2 (ja) | 2009-04-10 | 2009-04-10 | リチウムイオン電池およびその利用 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8658305B2 (ja) |
| JP (1) | JP5201426B2 (ja) |
| KR (1) | KR101309925B1 (ja) |
| CN (1) | CN102388498B (ja) |
| WO (1) | WO2010116533A1 (ja) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5071747B2 (ja) * | 2011-01-13 | 2012-11-14 | 横河電機株式会社 | 二次電池の検査装置、二次電池の検査方法、二次電池の製造方法 |
| CN102683735B (zh) * | 2011-03-16 | 2017-03-01 | 株式会社杰士汤浅国际 | 蓄电元件 |
| KR101571990B1 (ko) * | 2011-11-24 | 2015-11-25 | 도요타지도샤가부시키가이샤 | 비수전해액 이차 전지와 그 제조 방법 |
| JP5765574B2 (ja) * | 2011-12-20 | 2015-08-19 | トヨタ自動車株式会社 | 二次電池及びその製造方法ならびに該電池に用いられる負極シートの製造方法 |
| US9531002B2 (en) * | 2012-03-28 | 2016-12-27 | Sharp Laboratories Of America, Inc. | Transition metal cyanometallate cathode battery with metal plating anode |
| JP6037713B2 (ja) * | 2012-08-09 | 2016-12-07 | 三洋電機株式会社 | 非水電解質二次電池 |
| JP6114515B2 (ja) | 2012-08-09 | 2017-04-12 | 三洋電機株式会社 | 非水電解質二次電池及びその製造方法 |
| WO2014149766A1 (en) * | 2013-03-15 | 2014-09-25 | Applied Materials, Inc. | Multi-layer battery electrode design for enabling thicker electrode fabrication |
| JP6061145B2 (ja) * | 2013-08-02 | 2017-01-18 | トヨタ自動車株式会社 | 二次電池 |
| JP6180895B2 (ja) * | 2013-11-15 | 2017-08-16 | 国立大学法人信州大学 | 二次電池用電極、二次電池用電極の製造方法および二次電池 |
| CN107408696A (zh) * | 2015-03-25 | 2017-11-28 | 夏普株式会社 | 具有金属镀覆阳极的过渡金属氰合金属酸盐阴极电池 |
| JP6176500B2 (ja) * | 2015-04-21 | 2017-08-09 | トヨタ自動車株式会社 | 二次電池及びその製造方法ならびに該電池に用いられる負極シートの製造方法 |
| JP6674657B2 (ja) * | 2016-03-04 | 2020-04-01 | 株式会社Gsユアサ | 蓄電素子 |
| US11489149B2 (en) | 2017-07-18 | 2022-11-01 | Gs Yuasa International Ltd. | Electrode, energy storage device, and method for manufacturing electrode |
| JP7013781B2 (ja) * | 2017-10-12 | 2022-02-01 | 株式会社Gsユアサ | 電極、電極の製造方法および蓄電素子 |
| JP7264289B2 (ja) * | 2017-10-12 | 2023-04-25 | 株式会社Gsユアサ | 電極、電極の製造方法および蓄電素子 |
| US12080843B2 (en) * | 2017-11-16 | 2024-09-03 | Apple Inc. | Battery cell with multiple separator layers that include adhesive and ceramic material |
| JP2019153434A (ja) * | 2018-03-01 | 2019-09-12 | 株式会社東芝 | 積層体及び二次電池 |
| WO2019244401A1 (ja) * | 2018-06-19 | 2019-12-26 | 日立オートモティブシステムズ株式会社 | リチウムイオン二次電池及びその製造方法 |
| EP3951918A4 (en) * | 2019-03-27 | 2022-08-24 | Panasonic Intellectual Property Management Co., Ltd. | SECONDARY BATTERY |
| CN112417725B (zh) * | 2020-11-20 | 2024-07-12 | 湖南领湃达志科技股份有限公司 | 负极片孔隙率的设计方法 |
| CN112820853A (zh) * | 2020-12-30 | 2021-05-18 | 珠海冠宇电池股份有限公司 | 极片和电池 |
| CN115458879B (zh) * | 2022-09-28 | 2024-03-22 | 惠州锂威新能源科技有限公司 | 电芯及电芯制造方法 |
| US20240429495A1 (en) * | 2023-06-23 | 2024-12-26 | GM Global Technology Operations LLC | Prismatic inverted-u battery stack geometry |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006228544A (ja) * | 2005-02-17 | 2006-08-31 | Matsushita Electric Ind Co Ltd | リチウムイオン二次電池 |
| JP2008103110A (ja) * | 2006-10-17 | 2008-05-01 | Nippon Leiz Co Ltd | 導光板および平面照明装置 |
| JP2009038016A (ja) * | 2007-07-09 | 2009-02-19 | Panasonic Corp | 非水電解質二次電池用電極板およびそれを用いた非水電解質二次電池 |
| JP2010061819A (ja) * | 2008-09-01 | 2010-03-18 | Panasonic Corp | 非水系二次電池 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11102730A (ja) | 1997-09-29 | 1999-04-13 | Hitachi Ltd | リチウム二次電池 |
| JP4042413B2 (ja) | 2002-01-11 | 2008-02-06 | 株式会社デンソー | 電池 |
| JP4454340B2 (ja) | 2004-02-23 | 2010-04-21 | パナソニック株式会社 | リチウムイオン二次電池 |
| CN100394632C (zh) * | 2004-03-30 | 2008-06-11 | 松下电器产业株式会社 | 非水电解液二次电池 |
| JP2008103310A (ja) | 2006-09-19 | 2008-05-01 | Matsushita Electric Ind Co Ltd | 二次電池用電極の製造方法及び二次電池 |
| WO2010067410A1 (ja) | 2008-12-08 | 2010-06-17 | トヨタ自動車株式会社 | リチウムイオン電池およびその製造方法 |
-
2009
- 2009-04-10 US US12/988,537 patent/US8658305B2/en active Active
- 2009-04-10 WO PCT/JP2009/057398 patent/WO2010116533A1/ja active Application Filing
- 2009-04-10 KR KR1020107028268A patent/KR101309925B1/ko active Active
- 2009-04-10 CN CN200980158641.7A patent/CN102388498B/zh active Active
- 2009-04-10 JP JP2010504357A patent/JP5201426B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006228544A (ja) * | 2005-02-17 | 2006-08-31 | Matsushita Electric Ind Co Ltd | リチウムイオン二次電池 |
| JP2008103110A (ja) * | 2006-10-17 | 2008-05-01 | Nippon Leiz Co Ltd | 導光板および平面照明装置 |
| JP2009038016A (ja) * | 2007-07-09 | 2009-02-19 | Panasonic Corp | 非水電解質二次電池用電極板およびそれを用いた非水電解質二次電池 |
| JP2010061819A (ja) * | 2008-09-01 | 2010-03-18 | Panasonic Corp | 非水系二次電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20120021264A1 (en) | 2012-01-26 |
| WO2010116533A1 (ja) | 2010-10-14 |
| KR20110018367A (ko) | 2011-02-23 |
| KR101309925B1 (ko) | 2013-09-17 |
| CN102388498A (zh) | 2012-03-21 |
| US8658305B2 (en) | 2014-02-25 |
| CN102388498B (zh) | 2014-04-23 |
| JPWO2010116533A1 (ja) | 2012-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5201426B2 (ja) | リチウムイオン電池およびその利用 | |
| JP4766348B2 (ja) | リチウム二次電池およびその製造方法 | |
| JP5316905B2 (ja) | リチウム二次電池 | |
| JP5365842B2 (ja) | リチウムイオン電池 | |
| JP4900695B2 (ja) | リチウム二次電池用負極およびリチウム二次電池 | |
| JP6587105B2 (ja) | 二次電池 | |
| EP1788657A1 (en) | Cylindrical lithium secondary battery | |
| JP2021086681A (ja) | 非水電解質二次電池 | |
| US9997768B2 (en) | Lithium ion secondary battery and method for manufacturing lithium ion secondary battery | |
| JPWO2013094004A1 (ja) | リチウム二次電池 | |
| JP6176500B2 (ja) | 二次電池及びその製造方法ならびに該電池に用いられる負極シートの製造方法 | |
| JP2010102868A (ja) | リチウム二次電池 | |
| JP5757329B2 (ja) | 二次電池の製造方法 | |
| JP5999433B2 (ja) | 非水電解液二次電池及びその製造方法 | |
| JP5765574B2 (ja) | 二次電池及びその製造方法ならびに該電池に用いられる負極シートの製造方法 | |
| JP5168535B2 (ja) | リチウム二次電池およびその製造方法 | |
| JP6008188B2 (ja) | 非水電解液二次電池 | |
| JP5692605B2 (ja) | 非水電解液二次電池 | |
| EP2937920A1 (en) | Nonaqueous electrolyte secondary battery | |
| WO2010067410A1 (ja) | リチウムイオン電池およびその製造方法 | |
| JP2014229554A (ja) | 二次電池およびその製造方法 | |
| EP4030498B1 (en) | Graphite-based negative electrode active material | |
| JP6994152B2 (ja) | 非水電解液二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120913 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121024 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130117 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130130 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5201426 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160222 Year of fee payment: 3 |