JP4823367B2 - アンダーカット部を有する部材の成形方法 - Google Patents
アンダーカット部を有する部材の成形方法 Download PDFInfo
- Publication number
- JP4823367B2 JP4823367B2 JP2010023774A JP2010023774A JP4823367B2 JP 4823367 B2 JP4823367 B2 JP 4823367B2 JP 2010023774 A JP2010023774 A JP 2010023774A JP 2010023774 A JP2010023774 A JP 2010023774A JP 4823367 B2 JP4823367 B2 JP 4823367B2
- Authority
- JP
- Japan
- Prior art keywords
- mandrel
- diameter
- undercut
- concave portion
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 84
- 239000000463 material Substances 0.000 claims description 136
- 230000002093 peripheral effect Effects 0.000 claims description 43
- 239000000446 fuel Substances 0.000 claims description 27
- 238000002347 injection Methods 0.000 claims description 26
- 239000007924 injection Substances 0.000 claims description 26
- 238000000465 moulding Methods 0.000 claims description 23
- 238000005242 forging Methods 0.000 claims description 14
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 239000000047 product Substances 0.000 description 26
- 238000001125 extrusion Methods 0.000 description 22
- 238000012545 processing Methods 0.000 description 18
- 238000003754 machining Methods 0.000 description 13
- 238000010586 diagram Methods 0.000 description 9
- 238000010273 cold forging Methods 0.000 description 8
- 239000002994 raw material Substances 0.000 description 7
- 239000007788 liquid Substances 0.000 description 5
- 238000003672 processing method Methods 0.000 description 5
- 239000002699 waste material Substances 0.000 description 5
- 229910000838 Al alloy Inorganic materials 0.000 description 4
- 230000007613 environmental effect Effects 0.000 description 4
- 238000007493 shaping process Methods 0.000 description 4
- 239000000843 powder Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- 229910000676 Si alloy Inorganic materials 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- CSDREXVUYHZDNP-UHFFFAOYSA-N alumanylidynesilicon Chemical compound [Al].[Si] CSDREXVUYHZDNP-UHFFFAOYSA-N 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000009689 gas atomisation Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000001192 hot extrusion Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000010409 ironing Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- NWONKYPBYAMBJT-UHFFFAOYSA-L zinc sulfate Chemical compound [Zn+2].[O-]S([O-])(=O)=O NWONKYPBYAMBJT-UHFFFAOYSA-L 0.000 description 1
Images


















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/168—Assembling; Disassembling; Manufacturing; Adjusting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/02—Making uncoated products
- B21C23/04—Making uncoated products by direct extrusion
- B21C23/14—Making other products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J7/00—Hammers; Forging machines with hammers or die jaws acting by impact
- B21J7/02—Special design or construction
- B21J7/14—Forging machines working with several hammers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J7/00—Hammers; Forging machines with hammers or die jaws acting by impact
- B21J7/02—Special design or construction
- B21J7/14—Forging machines working with several hammers
- B21J7/16—Forging machines working with several hammers in rotary arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/20—Making machine elements valve parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K21/00—Making hollow articles not covered by a single preceding sub-group
- B21K21/08—Shaping hollow articles with different cross-section in longitudinal direction, e.g. nozzles, spark-plugs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/90—Selection of particular materials
- F02M2200/9007—Ceramic materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/90—Selection of particular materials
- F02M2200/9038—Coatings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/90—Selection of particular materials
- F02M2200/9046—Multi-layered materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/90—Selection of particular materials
- F02M2200/9053—Metals
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/90—Selection of particular materials
- F02M2200/9053—Metals
- F02M2200/9076—Non-ferrous metals
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49298—Poppet or I.C. engine valve or valve seat making
- Y10T29/493—Valve guide making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49995—Shaping one-piece blank by removing material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49995—Shaping one-piece blank by removing material
- Y10T29/49996—Successive distinct removal operations
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- General Engineering & Computer Science (AREA)
- Forging (AREA)
- Fuel-Injection Apparatus (AREA)
- Lubrication Of Internal Combustion Engines (AREA)
Description
そこで、特許文献4では溶融したアルミニウム−珪素合金をガスアトマイズしながら急冷凝固堆積させてインゴットを製造し、このインゴットを押出し成形することで管状とし、これを所定寸法に切断することでバルブガイドとする方法が提案されている。
一方、特許文献1〜3にあっては、アンダーカット部を設ける箇所が限定されてしまう。つまり特許文献1では素材全体にアンダーカット部が形成され、特許文献2にあっては素材の上端部に限定され、特許文献3にあっては軸方向に形成した穴の奥部に限定される。
また、特許文献1〜3のいずれも素材自体を屈曲させることでアンダーカット部とするため、アンダーカット部の形状を一定にすることが困難で、製品歩留りも悪い。
即ち、第1発明に係るアンダーカット部を有する部材の成形方法は、以下の工程1〜4を含むことで上記の課題を解決した。
1:部材の内周部よりも大径の凹部を鍛造などによって素材に形成する工程。
2:前記凹部の内周にアンダーカット部を形成する工程。
3:前記アンダーカット部が形成された素材の凹部に目的とする部材の内周部の径と等しい径のマンドレルを挿入する工程。
4:前記マンドレルを挿入した素材の外側からスウェージング加工して前記アンダーカット部を残した状態で素材の前記凹部の内径をマンドレル外径まで縮小する工程。
この後、旋削加工などを行って目的の製品、例えば燃料噴射ノズルの外径形状とする。
上記構成とすることで、内周部にアンダーカット部と先端の雌テーパ状部とが同時に成形でき、また、雌テーパ状部の深さがマンドレル先端部の円錐状部の長さに等しいため、後加工における研削代を決める際の長手証が得られる。
このように予め位置決め穴を形成しておくことで、マンドレルの位置がずれることがなくなる。尚、位置決め穴は鍛造成形によって前記凹部を成形する際に同時に成形しておけば効率がよい。
ここで、前記余肉部は鍛造成形によって前記凹部を成形する際に同時に成形するのが効率がよい。
(第1発明)
次に第2発明の実施例について説明する。第2発明は第1発明を更に改善したものであり、具体的には、第1発明にあっては、鍛造(前方押出し又は後方押出し)によって素材に大径の凹部を形成し、この凹部の内周にアンダーカット部を形成した後、当該凹部に目的とする部材の内周部の径と等しい径のマンドレルを挿入して外側からスウェージング加工し、その後、外面に研削加工などを施してノズル形状にするようにしている。
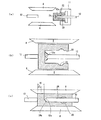
次に第3発明の実施例について説明する。第3発明は第1発明を更に改善したものであり、具体的には、第1発明にあっては、前記したように鍛造(前方押出し又は後方押出し)によって素材に大径の凹部を形成し、図10(a)に示すように、この凹部の内周にアンダーカット部を形成した後、当該凹部に目的とする部材の内周部の径と等しい径のマンドレルを挿入して外側からスウェージング加工し、その後、外面に研削加工などを施してノズル形状にするようにしている。
次に第4発明の実施例について説明する。第4発明は第1発明を更に改善したものであり、具体的には、第1発明にあっては、鍛造(前方押出し又は後方押出し)によって素材に大径の凹部を形成し、この凹部の内周にアンダーカット部を形成した後、当該凹部に目的とする部材の内周部の径と等しい径のマンドレルを挿入して外側からスウェージング加工し、その後、外面に研削加工などを施してノズル形状にするようにしている。
余肉の発生は底部から、マンドレルと下孔とのクリアランス分の位置から発生するため、少なくともマンドレル径(d)の2倍の余肉部が無いと、発生位置より上方で材料不足が生じるおそれがあり、また、4倍を超えると、アンダーカット部へ材料の流入が起こり、アンダーカット部の形状が変形してしまうおそれがある。そこで、範囲をdの2〜4倍とした。また余肉部の体積は、事前にテストして、発生した欠肉部の体積以上であればよい。
尚、実施例では冷間鍛造と同時に余肉部を成形する例を示したが、凹部42の成形とは別に余肉部を成形してもよい。
Claims (12)
- 部材の内周部にアンダーカット部を設ける成形方法であって、以下の工程1〜4を含むことを特徴とする成形方法。
1:部材の内周部よりも大径の凹部を素材に形成する工程。
2:前記凹部の内周にアンダーカット部を形成する工程。
3:前記アンダーカット部が形成された素材の凹部に目的とする部材の内周部の径と等しい径のマンドレルを挿入する工程。
4:前記マンドレルを挿入した素材の外側からスウェージング加工して前記アンダーカット部を残した状態で素材の前記凹部の内径をマンドレル外径まで縮小する工程。 - 請求項1に記載の成形方法において、前記部材は燃料噴射ノズルであることを特徴とする成形方法。
- 部材の内周部よりも大径の凹部を素材に成形し、この凹部の内周にアンダーカット部を形成し、このアンダーカット部が形成された素材の凹部に目的とする部材の内周部の径と等しい径で先端部が円錐形状となったマンドレルを挿入し、このマンドレルを挿入した素材の外側からスウェージング加工することで、前記アンダーカット部を残した状態で素材の前記凹部の内径をマンドレル外径まで縮小せしめ、またこれと同時に前記マンドレルの先端部に倣って目的とする部材の内周部の先端形状を雌テーパ状に成形することを特徴とするアンダーカット部を有する部材の成形方法。
- 請求項3に記載のアンダーカット部を有する部材の成形方法において、前記大径の凹部の中心にはマンドレル先端部を差し込む位置決め穴が形成され、この位置決め穴の深さはマンドレル先端部の長さと等しいかそれよりも浅く、また位置決め穴の開き角度はマンドレル先端部の角度と等しいかそれよりも大きいことを特徴とするアンダーカット部を有する部材の成形方法。
- 請求項4に記載のアンダーカット部を有する部材の成形方法において、前記位置決め穴は鍛造成形によって前記凹部を成形する際に同時に成形することを特徴とするアンダーカット部を有する部材の成形方法。
- 請求項3乃至請求項5に記載のアンダーカット部を有する部材の成形方法において、前記部材は燃料噴射ノズルであることを特徴とするアンダーカット部を有する部材の成形方法。
- 部材の内周部よりも大径の凹部を素材に成形し、この凹部の内周にアンダーカット部を形成し、このアンダーカット部が形成された素材の凹部に目的とする部材の内周部の径と等しい径のマンドレルを挿入し、このマンドレルを挿入した素材の外側からスウェージング加工して前記アンダーカット部を残した状態で素材の前記凹部の内径をマンドレル外径まで縮小せしめるようにしたアンダーカット部を有する部材の成形方法であって、前記スウェージング加工する前の素材の凹部の底部には面取り部が形成され、この面取り部の形成領域は前記マンドレルの先端を素材の凹部の底部に突き当てた状態でクリアランスとなる外側領域内とすることを特徴とするアンダーカット部を有する部材の成形方法。
- 請求項7に記載のアンダーカット部を有する部材の成形方法において、前記面取り部を形成領域は前記マンドレルと凹部の内周との間のクリアランスの35%〜100%であることを特徴とするアンダーカット部を有する部材の成形方法。
- 請求項7又は請求項8に記載のアンダーカット部を有する部材の成形方法において、前記部材は燃料噴射ノズルであることを特徴とするアンダーカット部を有する部材の成形方法。
- 部材の内周部よりも大径の凹部を素材に成形し、この凹部の内周にアンダーカット部を形成し、このアンダーカット部が形成された素材の凹部に目的とする部材の内周部の径と等しい径のマンドレルを挿入し、このマンドレルを挿入した素材の外側からスウェージング加工して前記アンダーカット部を残した状態で素材の前記凹部の内径をマンドレル外径まで縮小せしめるようにしたアンダーカット部を有する部材の成形方法であって、前記スウェージング加工する前の素材の凹部内周または外周には凹部の底部から所定長さ範囲において余肉部が設けられていることを特徴とするアンダーカット部を有する部材の成形方法。
- 請求項10に記載のアンダーカット部を有する部材の成形方法において、前記余肉部は鍛造成形によって前記凹部を成形する際に同時に成形することを特徴とするアンダーカット部を有する部材の成形方法。
- 請求項10または請求項11に記載のアンダーカット部を有する部材の成形方法において、前記部材は燃料噴射ノズルであることを特徴とするアンダーカット部を有する部材の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010023774A JP4823367B2 (ja) | 2003-12-22 | 2010-02-05 | アンダーカット部を有する部材の成形方法 |
Applications Claiming Priority (13)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003424945 | 2003-12-22 | ||
| JP2003424945 | 2003-12-22 | ||
| JP2004047664 | 2004-02-24 | ||
| JP2004047664 | 2004-02-24 | ||
| JP2004050240 | 2004-02-25 | ||
| JP2004050293 | 2004-02-25 | ||
| JP2004050293 | 2004-02-25 | ||
| JP2004050270 | 2004-02-25 | ||
| JP2004050240 | 2004-02-25 | ||
| JP2004050270 | 2004-02-25 | ||
| JP2004237872 | 2004-08-18 | ||
| JP2004237872 | 2004-08-18 | ||
| JP2010023774A JP4823367B2 (ja) | 2003-12-22 | 2010-02-05 | アンダーカット部を有する部材の成形方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005516423A Division JP4566132B2 (ja) | 2003-12-22 | 2004-10-21 | 筒状部材の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010142877A JP2010142877A (ja) | 2010-07-01 |
| JP4823367B2 true JP4823367B2 (ja) | 2011-11-24 |
Family
ID=34714679
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005516423A Expired - Fee Related JP4566132B2 (ja) | 2003-12-22 | 2004-10-21 | 筒状部材の成形方法 |
| JP2010023801A Expired - Fee Related JP4951683B2 (ja) | 2003-12-22 | 2010-02-05 | バルブガイドの成形方法 |
| JP2010023774A Expired - Fee Related JP4823367B2 (ja) | 2003-12-22 | 2010-02-05 | アンダーカット部を有する部材の成形方法 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005516423A Expired - Fee Related JP4566132B2 (ja) | 2003-12-22 | 2004-10-21 | 筒状部材の成形方法 |
| JP2010023801A Expired - Fee Related JP4951683B2 (ja) | 2003-12-22 | 2010-02-05 | バルブガイドの成形方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8151436B2 (ja) |
| JP (3) | JP4566132B2 (ja) |
| DE (1) | DE112004002531T5 (ja) |
| GB (1) | GB2424848B (ja) |
| WO (1) | WO2005061151A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010026984A1 (de) * | 2010-07-13 | 2012-01-19 | Continental Automotive Gmbh | Verfahren und Vorrichtung zum Herstellen einer Ausnehmung in einem Injektorkörper eines Einspritzventils |
| CN102139287B (zh) * | 2010-11-19 | 2013-03-06 | 无锡曙光模具有限公司 | 用于管件管身缩颈加工的冲压模具 |
| JP5625220B2 (ja) * | 2013-01-15 | 2014-11-19 | 株式会社飯塚製作所 | 鍛造方法及び鍛造装置 |
| CN104139145A (zh) * | 2014-08-11 | 2014-11-12 | 贵州航天新力铸锻有限责任公司 | 核电堆内构件用导向喇叭口锻件的锻制方法 |
| CN104139143B (zh) * | 2014-08-11 | 2016-02-24 | 贵州航天新力铸锻有限责任公司 | 椭球形壳体锻件锻制方法 |
| US9611824B2 (en) * | 2015-02-18 | 2017-04-04 | Caterpillar Inc. | Process for manufacturing an injector body |
| CN109196213A (zh) * | 2016-05-11 | 2019-01-11 | 彼得富克斯技术集团股份公司 | 高压管路 |
| CN106374183B (zh) * | 2016-09-23 | 2021-07-06 | 浙江申吉钛业股份有限公司 | 基于正冷挤压法的带法兰弯曲波导管及其制备装置和方法 |
| DE102017114509A1 (de) * | 2017-06-29 | 2019-01-03 | Federal-Mogul Valvetrain Gmbh | Hohlraumventil mit optimierter Schaftinnengeometrie und Verfahren zu dessen Herstellung |
Family Cites Families (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US336507A (en) * | 1886-02-16 | Ore-separator | ||
| GB694472A (en) * | 1950-07-28 | 1953-07-22 | Gen Motors Corp | Improved machine for swaging metal tubes |
| GB923995A (ja) * | 1961-03-13 | |||
| US3581728A (en) | 1970-02-18 | 1971-06-01 | Caterpillar Tractor Co | Grooved valve stem guide |
| AT322329B (de) * | 1973-12-04 | 1975-05-12 | Gfm Fertigungstechnik | Schmiedemaschinen zum herstellen insbesondere von schrotläufen |
| JPS5433238B2 (ja) * | 1974-01-23 | 1979-10-19 | ||
| JPS5659552A (en) | 1979-10-18 | 1981-05-23 | Komatsu Ltd | Production of parts having undercut |
| JPS5697716A (en) | 1980-01-08 | 1981-08-06 | Chiyoda Seiki:Kk | Gas cutting tip and method of producing same |
| JPS5797834A (en) * | 1980-12-08 | 1982-06-17 | Toshiba Corp | Manufacture of nozzle body |
| JPS5834214B2 (ja) | 1981-07-10 | 1983-07-25 | 芳一 阪村 | 両端が径大な有孔部品の製造方法 |
| JPS58181910A (ja) | 1982-04-16 | 1983-10-24 | Ishikawajima Harima Heavy Ind Co Ltd | 越流式ゲ−ト |
| JPS58181910U (ja) * | 1982-05-31 | 1983-12-05 | トヨタ自動車株式会社 | 内燃機関用シリンダヘツド |
| US4435972A (en) * | 1982-06-28 | 1984-03-13 | Simon Joseph A | Process for forming integral spindle-axle tubes |
| JPS6068130A (ja) | 1983-09-24 | 1985-04-18 | Mitsubishi Heavy Ind Ltd | 円筒物の成形方法及びその装置 |
| JPS61197707A (ja) | 1985-02-25 | 1986-09-02 | Mitsubishi Heavy Ind Ltd | 内燃機関用給、排気弁装置 |
| JPS6263105A (ja) * | 1985-09-13 | 1987-03-19 | Toyota Motor Corp | ダイレクト式動弁系用バルブリフタ |
| JPH03207545A (ja) | 1990-01-10 | 1991-09-10 | Nissan Motor Co Ltd | カップ状製品の製造方法 |
| JPH03253708A (ja) * | 1990-03-05 | 1991-11-12 | Sumitomo Electric Ind Ltd | 内燃機関用バルブガイド |
| JPH04167944A (ja) | 1990-10-31 | 1992-06-16 | Japan Steel Works Ltd:The | 厚肉円筒体のスエージング自緊方法 |
| US5280675A (en) | 1992-07-13 | 1994-01-25 | The Torrington Company | Camshaft and method of making a camshaft |
| US5337476A (en) * | 1992-07-13 | 1994-08-16 | The Torrington Company | Method of making a camshaft |
| JP3368600B2 (ja) | 1992-10-30 | 2003-01-20 | 住友電気工業株式会社 | 高耐熱強度アルミニウム合金の製造方法 |
| JP3164254B2 (ja) | 1992-12-28 | 2001-05-08 | 愛知製鋼株式会社 | 中空軸状鍛造品の製造方法 |
| JP3617693B2 (ja) | 1994-07-21 | 2005-02-09 | 株式会社デンソー | アンダーカットを有する燃料噴射装置の部品の製造方法 |
| US5522246A (en) * | 1995-04-19 | 1996-06-04 | U.S. Manufacturing Corporation | Process for forming light-weight tublar axles |
| JPH0921730A (ja) * | 1995-07-07 | 1997-01-21 | Olympus Optical Co Ltd | 医療用分析機の分注ノズル洗浄装置 |
| GB9623469D0 (en) * | 1996-11-12 | 1997-01-08 | Lucas Ind Plc | Injector |
| JPH10296378A (ja) | 1997-04-30 | 1998-11-10 | Nippon Steel Corp | 押し込み鍛造法による極厚肉電縫鋼管の製造方法 |
| JP3221850B2 (ja) | 1997-10-01 | 2001-10-22 | 中島銅工株式会社 | 加熱用チップおよびその製造方法 |
| JPH11350059A (ja) | 1998-06-05 | 1999-12-21 | Nippon Piston Ring Co Ltd | バルブガイド |
| JP2000008132A (ja) * | 1998-06-23 | 2000-01-11 | Nippon Piston Ring Co Ltd | 内燃機関用高シリコンアルミニウム合金製バルブガイド |
| DE10105368A1 (de) * | 2001-02-06 | 2002-08-29 | Siemens Ag | Kraftstoffeinspritzdüse für eine Brennkraftmaschine |
| US6457343B1 (en) * | 2001-03-06 | 2002-10-01 | Larry Shed | Tubing swaging machine |
| JP4354133B2 (ja) * | 2001-08-10 | 2009-10-28 | カヤバ工業株式会社 | シリンダの加工方法 |
| JP3995526B2 (ja) * | 2002-05-20 | 2007-10-24 | 臼井国際産業株式会社 | 接続頭部を有する高圧燃料噴射管 |
| JP2006070827A (ja) * | 2004-09-02 | 2006-03-16 | Usui Kokusai Sangyo Kaisha Ltd | 高圧燃料噴射管およびその成形方法 |
| JP2006170192A (ja) * | 2004-11-17 | 2006-06-29 | Denso Corp | 燃料噴射ノズル及びその製造方法 |
| DE102004056147B3 (de) * | 2004-11-20 | 2006-08-03 | Gkn Driveline International Gmbh | Reduzieren von Rohren über einem abgesetzten Dorn zur Herstellung von Hohlwellen mit Hinterschnitt in einer Operation |
| JP5435190B2 (ja) * | 2007-03-30 | 2014-03-05 | 日立オートモティブシステムズ株式会社 | 管体の加工方法及びシリンダ装置の製造方法 |
-
2004
- 2004-10-21 US US10/583,939 patent/US8151436B2/en not_active Expired - Fee Related
- 2004-10-21 GB GB0613554A patent/GB2424848B/en not_active Expired - Fee Related
- 2004-10-21 DE DE112004002531T patent/DE112004002531T5/de not_active Withdrawn
- 2004-10-21 WO PCT/JP2004/015623 patent/WO2005061151A1/ja active Application Filing
- 2004-10-21 JP JP2005516423A patent/JP4566132B2/ja not_active Expired - Fee Related
-
2010
- 2010-02-05 JP JP2010023801A patent/JP4951683B2/ja not_active Expired - Fee Related
- 2010-02-05 JP JP2010023774A patent/JP4823367B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2005061151A1 (ja) | 2007-07-12 |
| WO2005061151A1 (ja) | 2005-07-07 |
| US8151436B2 (en) | 2012-04-10 |
| GB0613554D0 (en) | 2006-08-30 |
| JP4951683B2 (ja) | 2012-06-13 |
| JP4566132B2 (ja) | 2010-10-20 |
| GB2424848A (en) | 2006-10-11 |
| GB2424848B (en) | 2007-12-12 |
| DE112004002531T5 (de) | 2006-11-02 |
| US20080034573A1 (en) | 2008-02-14 |
| JP2010110824A (ja) | 2010-05-20 |
| JP2010142877A (ja) | 2010-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4823367B2 (ja) | アンダーカット部を有する部材の成形方法 | |
| US9016184B2 (en) | Precision forged cartridge case | |
| JP6212349B2 (ja) | スパークプラグの主体金具成形品の製造方法、スパークプラグの主体金具の製造方法、及びスパークプラグの製造方法 | |
| JP2003285138A (ja) | 組立式カムシャフト用カムピースの製造方法 | |
| US20100299925A1 (en) | Method for forming a gear | |
| WO2006137198A1 (ja) | 等速ジョイント用外輪部材の製造方法 | |
| EP2121221B1 (en) | Method of making a powder metal forging | |
| JP2005059097A (ja) | 鍛造方法、鍛造品及び鍛造装置 | |
| CN111230037A (zh) | 一种提高原料利用率的法兰的生产工艺 | |
| JP2006266286A (ja) | 等速ジョイント用外輪部材の製造方法及びその中間成形体 | |
| CN101545440B (zh) | 摩托车启动杆转头的制造方法 | |
| CN110153363A (zh) | 一种转向导杆冷热锻结合的成形方法 | |
| US7588834B2 (en) | Trimless forged products and method | |
| US8806912B2 (en) | Powder metal forging and method and apparatus of manufacture | |
| CN111014554A (zh) | 一种深孔轴头的锻造工艺及其锻造模具 | |
| JP6612600B2 (ja) | 多角形フランジ付き筒状金具の冷間鍛造による製造方法 | |
| JPH0890135A (ja) | 継手金具及び該中間品の製造方法 | |
| JP2008111469A (ja) | 等速ジョイント用外輪部材の製造方法 | |
| US7104109B2 (en) | Double-cavity heading die | |
| CN101176905B (zh) | 构件的成形方法、气门导管及其成形方法、筒状构件的成形方法 | |
| RU2254199C1 (ru) | Способ изготовления заготовок самоконтрящихся гаек с нейлоновым кольцом и фланцем | |
| JPS63264237A (ja) | 中空バルブ素材の製造方法 | |
| EP2566655B1 (en) | Piston assembly multiple step forming process | |
| RU2107574C1 (ru) | Способ изготовления полупустотелых заклепок | |
| JPH07275992A (ja) | スパークプラグ用主体金具の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110811 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110816 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110906 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140916 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |