JP4528191B2 - スポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板およびその製造方法 - Google Patents
スポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP4528191B2 JP4528191B2 JP2005117804A JP2005117804A JP4528191B2 JP 4528191 B2 JP4528191 B2 JP 4528191B2 JP 2005117804 A JP2005117804 A JP 2005117804A JP 2005117804 A JP2005117804 A JP 2005117804A JP 4528191 B2 JP4528191 B2 JP 4528191B2
- Authority
- JP
- Japan
- Prior art keywords
- plating
- steel sheet
- workability
- paintability
- hot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Coating With Molten Metal (AREA)
Description
また特許文献3では、メッキ層中のAl総量と、メッキ中およびメッキ表層のAl濃度を所定の範囲に制御することによってスポット溶接性、プレス成形性を改善することが開示されているが、この場合も塗装性が十分ではない。
ここで、Al−Zn−Feの合金層は、スポット溶接における加熱時にもメッキのZnがZn−Fe系金属間化合物に変化するのを抑制し、その結果、メッキ表面にはZn融液が存在することとなり、電極チップのCuと反応して脆いZn−Cuの金属間化合物が形成し電極チップが損耗することになる。したがって、通常メッキの密着性とスポット溶接を両立することは困難である。
そこで本発明は、スポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板およびその製造方法を提供することを目的とする。
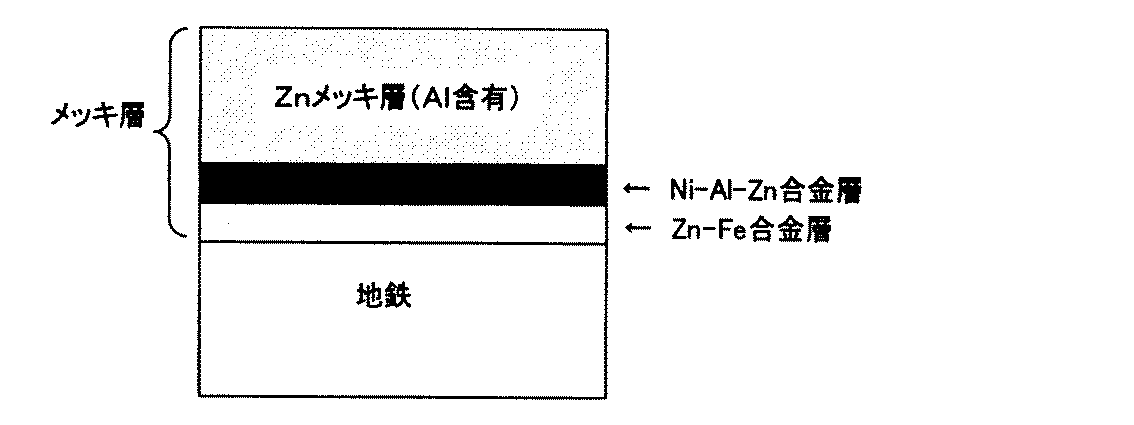
鋼板上にNi−Al−Zn−Fe合金層を介して、NiおよびAlを含有するZnメッキ層が形成されており、上記Zn層と上記合金層からなるメッキ層中のNi、Alの含有量として、Znメッキ層、合金層合計で、Ni:0.05〜1質量%、Al:0.15〜2質量%であることを特徴とするスポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板である。
また、前記のメッキ構造を得る方法として、鋼板表面を清浄化後、0.05〜0.5g
/m2 のNiプレメッキを施し、無酸化あるいは還元性雰囲気中で板温度430〜500℃に30℃/sec以上の昇温速度で急速加熱を行なった後、Al濃度:0.1〜0.2質量%、Ni濃度:0.001〜0.05質量%含有するZnメッキ浴中で溶融メッキすることを特徴とするスポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板の製造方法である。
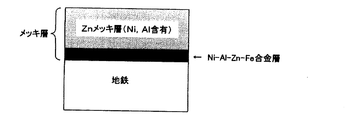
図1に本発明におけるGIのメッキ層構造の模式図を示す。また比較までに図2に通常GIのメッキ層構造の模式図を、また図3に特許文献5の請求項1に示されるメッキ層構造の模式図を示す。
このような構造によって、スポット溶接性、塗装性、加工性が良好となる機構は必ずしも明確でないが、Ni−Al−Zn−Fe合金層は、メッキ層の密着性を確保して加工時のパウダリングを防ぐとともに、スポット溶接における加熱時においてはZnのFeへの拡散を促進して、メッキ層の融点を上げ、電極チップの合金化による損耗を抑制すると考えられる。
また、Znメッキ層中NiおよびAlは、この両者が存在することで、塗装性を劣化させるような表層へのAl濃化をなくすとともに、スポット溶接においても過剰発熱体となるのを防ぎ、またNi,Alの共存によって摺動性が向上して加工性も良好になると推定される。
図1に示すメッキ構造は、溶融亜鉛メッキ浴にNiとAlを共存させてメッキすれば得ることができる。Ni,Alとも地鉄界面に濃化しやすい傾向があるからである。しかしながらこの方法では、地鉄界面に合金層を確実に形成しようとすると、浴中のNiは0.05%程度を超えて大量添加する必要があり、この場合には、浴中でNiとAlが化合してドロスが大量発生するため好ましくない。この問題を回避するためには、地鉄界面へのNiの供給源としてNiプレメッキを利用することが望ましい。
まず、鋼板表面の清浄化を行い、表面の汚れや酸化膜を除去する必要がある。この処理が不十分であると、後のNiプレメッキが不均一となり、メッキ外観が悪化したり密着性が悪化したりする場合がある。清浄化処理としては、アルカリ水溶液による脱脂処理と酸水溶液による酸洗処理をこの順で実施することが望ましい。
アルカリ水溶液による脱脂処理としては、スプレー、浸漬、電解等いずれも使用可能であり、ブラシ等の機械的脱脂との併用も可能である。酸洗処理としては、硫酸、塩酸等の水溶液を用いて、スプレー、浸漬、電解等いずれも使用可能である。酸洗処理の後は水洗して乾燥することなく次のNiプレメッキを行なうことが望ましい。
Niプレメッキ後に、無酸化あるいは還元性雰囲気中で板温度430〜500℃に30℃/sec以上の昇温速度で急速加熱を行なう。この処理は溶融メッキの濡れ性、またメッキ密着性を確保するために必要である。
(実施例1〜8および比較例1〜3:Niプレメッキ法)
表1に示した冷延、焼鈍済みの原板(板厚0.7mm)を用い、表2に示す前処理の後、表3に示すメッキ浴にて電気メッキ(浴温60℃、電流密度30A/dm2 )にてNiプレメッキを行なった。その後、3%H2 +N2 の雰囲気中で50℃/secの昇温速度にて450℃まで加熱し、ただちに450℃に保温した溶融Znメッキ浴に浸漬し、3sec 保持の後、ワイピングして目付けを調整した。目付けは60g/m2 とした。
表1に示す原板と同一成分、同一板厚の冷延済み、未焼鈍材を原板とし、表2に示す前処理のうちアルカリ脱脂処理のみを行った後、10%水素雰囲気中にて800℃×30sec の焼鈍、還元処理を行った後、450℃まで冷却し、450℃に保温した溶融Znメッキ浴に浸漬し3sec 保持の後、ワイピングして目付けを調整した。目付けは60g/m2 とした。
a.メッキ層構造:断面を埋め込み研磨後、EPMA分析によりメッキ層構造を調査した。またZnメッキ層(η層)を定電位剥離して、残った合金層を蛍光X線分析により解析した。
b.メッキ層中Ni%およびAl%:メッキ層を塩酸溶解し、各成分量を求めて濃度を算出した。
c.Znメッキ層中Ni%およびAl%:Znメッキ層(η層)を定電位剥離して、剥離溶液の化学分析を行なうことで、Znメッキ層中Ni%およびAl%を算出した。
(3)スポット溶接性:同一メッキ鋼板の2枚重ねにより連続打点寿命を評価した。電極チップは先端6mmφのDR型、加圧力250kgf 、溶接時間0.2sec 、溶接電流10.8kA、溶接速度1点/sec、とし、ナゲット径が4×√t(=3.35mm)をきるまでの打点数を評価した。打点数が同一目付けの電気亜鉛メッキ鋼板(EG60)と同等のものを「○」、著しく少ないものを「×」とした。
(5)塗装性(ブリスター):目認できない微小な塗装欠陥を検出するため、上記で調整したカチオン電着塗装板のエッジと裏面をテープシールした後、50℃の5%塩水に24Hr浸漬した。乾燥後テープ剥離して、剥離度を評価した。剥離なしを「○」、微小剥離を「△」、甚だしい剥離を「×」と評価した。
(7)加工性(摺動):防錆油を塗油したサンプルにて平板連続摺動試験を行った。圧着荷重500kgf にて5回の連続摺動を行ない、5回目の摩擦係数で評価した。摩擦係数0.15未満を「○」、0.15〜0.2未満を「△」、0.2以上を「×」と評価した。
以上の様に本発明の範囲内のものは優れた特性が得られた。
Claims (3)
- 鋼板上にNi−Al−Zn−Fe合金層を介して、NiおよびAlを含有するZnメッ
キ層が形成されており、上記Zn層と上記合金層からなるメッキ層中のNi、Alの含有量として、Znメッキ層、合金層合計で、Ni:0.05〜1質量%、Al:0.15〜2質量%であることを特徴とするスポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板。 - Znメッキ層中のNi、Alの含有量として、Ni:0.001〜0.1質量%、Al
:0.1〜0.5質量%であることを特徴とする請求項1に記載のスポット溶接性、塗装
性、加工性に優れた溶融亜鉛メッキ鋼板。 - 鋼板表面を清浄化後、0.05〜0.5g/m2 のNiプレメッキを施し、無酸化あるいは還元性雰囲気中で板温度430〜500℃に30℃/sec以上の昇温速度で急速加熱を行なった後、Al濃度:0.1〜0.2質量%、Ni濃度:0.001〜0.05質量%含有するZnメッキ浴中で溶融メッキすることを特徴とするスポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005117804A JP4528191B2 (ja) | 2005-04-15 | 2005-04-15 | スポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005117804A JP4528191B2 (ja) | 2005-04-15 | 2005-04-15 | スポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006299290A JP2006299290A (ja) | 2006-11-02 |
| JP4528191B2 true JP4528191B2 (ja) | 2010-08-18 |
Family
ID=37467943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005117804A Expired - Fee Related JP4528191B2 (ja) | 2005-04-15 | 2005-04-15 | スポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4528191B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101944444B1 (ko) * | 2007-12-11 | 2019-02-01 | 블루스코프 스틸 리미티드 | 금속 코팅 방법 및 그에 의해 형성된 코팅 |
| JP5200851B2 (ja) * | 2008-10-23 | 2013-06-05 | 新日鐵住金株式会社 | Zn−Al−Mg系めっき鋼板及びその製造方法 |
| JP5600398B2 (ja) * | 2009-04-28 | 2014-10-01 | Jfe鋼板株式会社 | 溶融Zn系めっき鋼板 |
| KR101149202B1 (ko) * | 2009-06-26 | 2012-05-25 | 현대제철 주식회사 | 용융아연 도금 특성이 우수한 열연강판의 제조방법 |
| KR20120041544A (ko) * | 2010-10-21 | 2012-05-02 | 주식회사 포스코 | 도금성, 도금밀착성 및 스폿용접성이 우수한 용융아연도금강판 및 그 제조방법 |
| JP5799770B2 (ja) * | 2010-11-22 | 2015-10-28 | 新日鐵住金株式会社 | クロメートフリー塗装めっき鋼板 |
| KR101510559B1 (ko) | 2013-11-29 | 2015-04-08 | 주식회사 포스코 | 다성분 혼합 선도금액, 그리고 이를 이용하여 제조한 도금강판 및 그 제조방법 |
| WO2017111428A1 (ko) | 2015-12-23 | 2017-06-29 | 주식회사 포스코 | 연성, 구멍가공성 및 표면처리 특성이 우수한 고강도 냉연강판, 용융아연도금강판 및 이들의 제조방법 |
| US11433646B2 (en) * | 2019-04-25 | 2022-09-06 | GM Global Technology Operations LLC | Metallic component and method of reducing liquid metal embrittlement using low aluminum zinc bath |
| JP2021042450A (ja) * | 2019-09-13 | 2021-03-18 | 日本製鉄株式会社 | 溶融亜鉛めっき浴、溶融亜鉛めっき鋼板の製造方法、及び、その溶融亜鉛めっき鋼板の製造方法を用いた合金化溶融亜鉛めっき鋼板の製造方法 |
| JP7252463B2 (ja) * | 2019-09-13 | 2023-04-05 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板の製造方法、及び、合金化溶融亜鉛めっき鋼板の製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51136531A (en) * | 1975-05-21 | 1976-11-26 | Kobe Steel Ltd | Highly corrosionnresistant hot dip znnallni alloy coated steel product |
| JPS5861264A (ja) * | 1981-10-09 | 1983-04-12 | Sumitomo Metal Mining Co Ltd | 硅素含有鋼用溶融亜鉛メツキ浴組成物 |
| JP2526320B2 (ja) * | 1991-05-07 | 1996-08-21 | 新日本製鐵株式会社 | 高張力合金化溶融亜鉛めっき鋼板の製造方法 |
| JP2776701B2 (ja) * | 1992-09-02 | 1998-07-16 | 新日本製鐵株式会社 | 加工性、耐蝕性に優れた縞鋼板 |
| JPH07233458A (ja) * | 1994-02-23 | 1995-09-05 | Kobe Steel Ltd | Zn−Al合金めっき鋼材の製造方法 |
| JP2004232065A (ja) * | 2003-01-31 | 2004-08-19 | Sumitomo Metal Ind Ltd | 溶融亜鉛めっき鋼板とその製造方法 |
-
2005
- 2005-04-15 JP JP2005117804A patent/JP4528191B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006299290A (ja) | 2006-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5020526B2 (ja) | 耐食性、加工性、塗装性に優れた合金化溶融亜鉛メッキ鋼板およびその製造方法 | |
| JP4528191B2 (ja) | スポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板およびその製造方法 | |
| CN101160416A (zh) | 热浸镀锌方法 | |
| KR930009994B1 (ko) | 도금성과 용접성이 뛰어난 표면 처리강판 및 그 제조방법 | |
| JP6529710B2 (ja) | 高強度および高耐食性を有する熱間プレス成形部材 | |
| JPWO2019054483A1 (ja) | 溶融めっき縞鋼板とその製造方法 | |
| JP5009035B2 (ja) | 外観に優れた高張力合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP4551268B2 (ja) | 合金化溶融亜鉛メッキ鋼板の製造方法 | |
| JP2008255391A (ja) | 加工後の耐食性に優れた溶融Al系めっき鋼板及びその製造方法 | |
| JPH0645853B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP3931859B2 (ja) | 熱間成形用亜鉛系めっき鋼材と熱間成形方法 | |
| KR20120041619A (ko) | 도금성 및 밀착성이 우수한 용융아연 도금강판 및 그 제조방법 | |
| JP2004315965A (ja) | スポット溶接性及びプレス加工時の摺動性に優れた溶融亜鉛めっき鋼板及びその製造方法 | |
| JP2008260967A (ja) | 接合部の耐食性に優れた自動車用部材 | |
| JP7247946B2 (ja) | 溶融亜鉛めっき鋼板及びその製造方法 | |
| JP6089895B2 (ja) | 耐チッピング性に優れた合金化溶融亜鉛めっき鋼板 | |
| JP2000336467A (ja) | 溶融亜鉛めっき鋼板およびその製造方法 | |
| JPH0565612A (ja) | Si含有鋼板の溶融亜鉛めつき方法 | |
| JP2006077329A (ja) | 高強度合金化溶融亜鉛めっき鋼板 | |
| JP5728827B2 (ja) | 合金化溶融亜鉛めっき鋼板及びその製造方法 | |
| JPH08269662A (ja) | 亜鉛−錫合金めっき鋼板の製造法 | |
| JP4855290B2 (ja) | 溶融亜鉛メッキ鋼板および合金化溶融亜鉛メッキ鋼板の製造方法 | |
| JPH05171392A (ja) | 高強度鋼板の溶融亜鉛めっき法 | |
| JP2006299309A (ja) | 同一浴にて溶融亜鉛メッキ鋼板と合金化溶融亜鉛メッキ鋼板を造り分ける方法 | |
| JP3191660B2 (ja) | 亜鉛系メッキ鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070904 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100316 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100323 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100512 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100601 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100604 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130611 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4528191 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130611 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130611 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |