JP2006077329A - 高強度合金化溶融亜鉛めっき鋼板 - Google Patents
高強度合金化溶融亜鉛めっき鋼板 Download PDFInfo
- Publication number
- JP2006077329A JP2006077329A JP2005278351A JP2005278351A JP2006077329A JP 2006077329 A JP2006077329 A JP 2006077329A JP 2005278351 A JP2005278351 A JP 2005278351A JP 2005278351 A JP2005278351 A JP 2005278351A JP 2006077329 A JP2006077329 A JP 2006077329A
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- plating
- phase
- heating
- content
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Abstract
【要 約】
【課 題】 不めっき欠陥の発生を防止することが可能な加工性およびめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板の提供。
【解決手段】 合金化溶融亜鉛めっき層中の亜鉛−鉄合金相のX線回折における、Γ相の回折強度またはζ相の回折強度と、δ相の回析強度との比が、それぞれΓ(2.59Å)/δ(2.13Å)≦0.008 ×〔{鋼中P含有量(wt%)}-0.8〕、ζ(1.26Å)/δ(2.13Å)≦0.03、を満たす。ここで、Γ(2.59Å):結晶格子面間隔d=2.59ÅのΓ相の回折強度、ζ(1.26Å):結晶格子面間隔d=1.26Åのζ相の回折強度、δ(2.13Å):結晶格子面間隔d=2.13Åのδ相の回析強度である。
【選択図】 図4
【課 題】 不めっき欠陥の発生を防止することが可能な加工性およびめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板の提供。
【解決手段】 合金化溶融亜鉛めっき層中の亜鉛−鉄合金相のX線回折における、Γ相の回折強度またはζ相の回折強度と、δ相の回析強度との比が、それぞれΓ(2.59Å)/δ(2.13Å)≦0.008 ×〔{鋼中P含有量(wt%)}-0.8〕、ζ(1.26Å)/δ(2.13Å)≦0.03、を満たす。ここで、Γ(2.59Å):結晶格子面間隔d=2.59ÅのΓ相の回折強度、ζ(1.26Å):結晶格子面間隔d=1.26Åのζ相の回折強度、δ(2.13Å):結晶格子面間隔d=2.13Åのδ相の回析強度である。
【選択図】 図4
Description
本発明は、自動車車体用などに用いられる高強度鋼板を素材とした合金化溶融亜鉛めっき鋼板に関する。
近年、自動車の安全性、軽量化および低燃費化ひいては地球環境改善の観点から、自動車用に耐食性に優れた高強度鋼板および高強度溶融亜鉛めっき鋼板の適用が増加しつつある。
その中で、高強度溶融亜鉛めっき鋼板を製造するためには、めっき性がよく、かつ、溶融亜鉛めっき浴を通過し、またさらに合金化処理が施された後に所望の強度と加工性が得られる原板を予め製造することが必要である。
その中で、高強度溶融亜鉛めっき鋼板を製造するためには、めっき性がよく、かつ、溶融亜鉛めっき浴を通過し、またさらに合金化処理が施された後に所望の強度と加工性が得られる原板を予め製造することが必要である。
また、めっき鋼板をプレス加工する際のめっき剥離を防止し金型の手入れをしなくて済むように、めっき鋼板のめっき密着性が優れることが必要である。
一般に、鋼板の強度を増加させるためにはMnなどの易酸化性元素を添加することが一般に行われているが、めっき前の還元焼鈍時にこれらの元素が酸化物となり、鋼板表面に濃化し、溶融亜鉛との濡れ性を低下させ、結果として鋼板表面にめっきが殆ど付着しない、いわゆる不めっき欠陥が鋼板表面に発生する。
一般に、鋼板の強度を増加させるためにはMnなどの易酸化性元素を添加することが一般に行われているが、めっき前の還元焼鈍時にこれらの元素が酸化物となり、鋼板表面に濃化し、溶融亜鉛との濡れ性を低下させ、結果として鋼板表面にめっきが殆ど付着しない、いわゆる不めっき欠陥が鋼板表面に発生する。
これは、再結晶焼鈍雰囲気はFeにとっては還元性雰囲気でありFe酸化物は生成しないが、Mnなどの易酸化性元素にとっては酸化性雰囲気となり、これらの元素が鋼板表面に濃化し酸化膜を形成し、溶融亜鉛と鋼板との接触面積を低下させるためである。
高強度溶融亜鉛めっき鋼板の製造方法として、特許文献1において、めっき時の焼鈍後の冷却速度を規定する方法が開示されているが、この方法はめっき性改善の方法には全く言及しておらず、特にMn含有量が1%を超える場合には不めっきを防止することは困難であり、まためっき密着性を改善する方法について全く言及していない。
高強度溶融亜鉛めっき鋼板の製造方法として、特許文献1において、めっき時の焼鈍後の冷却速度を規定する方法が開示されているが、この方法はめっき性改善の方法には全く言及しておらず、特にMn含有量が1%を超える場合には不めっきを防止することは困難であり、まためっき密着性を改善する方法について全く言及していない。
このため、自動車用高強度材料として魅力のある加工性に優れた高強度鋼板も、これを溶融亜鉛めっきし、加工性に優れていながらかつめっき密着性にも優れる表面処理鋼板として使用するための実際的な手段を欠いているのが実状である。
また、特許文献2に、P添加鋼の合金化速度の向上方法として焼鈍後に酸洗処理した後に亜鉛めっきを施す方法が開示されているが、この方法は合金化速度の向上を目的とするものであり、不めっきを防止するための方法ではない。
また、特許文献2に、P添加鋼の合金化速度の向上方法として焼鈍後に酸洗処理した後に亜鉛めっきを施す方法が開示されているが、この方法は合金化速度の向上を目的とするものであり、不めっきを防止するための方法ではない。
また、上記した方法は、めっき直前の焼鈍時の雰囲気ガスの露点、水素濃度、温度について言及しておらず、鋼種と焼鈍雰囲気の組み合せ条件によって、不めっきが多発するものと考えられる。
また、特許文献3において、鋼中P含有量によって決定される温度で二次焼鈍する方法が開示されているが、これは、鋼板脆化防止のための温度域が鋼中P含有量によって左右されるという技術思想に基づくものであって、めっき性を良好にするための温度についての開示ではない。
また、特許文献3において、鋼中P含有量によって決定される温度で二次焼鈍する方法が開示されているが、これは、鋼板脆化防止のための温度域が鋼中P含有量によって左右されるという技術思想に基づくものであって、めっき性を良好にするための温度についての開示ではない。
後記の本発明に述べるとおり、一度焼鈍した鋼板を再度還元焼鈍する方法において、めっき性を確保するために重要な事項は、還元焼鈍時の雰囲気である。
なぜならば、一度焼鈍した鋼板を酸洗する際に鋼板表面に生成するP系酸洗残渣が充分に還元される雰囲気でないと、溶融亜鉛との濡れ性に劣る酸化皮膜が焼鈍直後の鋼板のめっき性を阻害するからである。
なぜならば、一度焼鈍した鋼板を酸洗する際に鋼板表面に生成するP系酸洗残渣が充分に還元される雰囲気でないと、溶融亜鉛との濡れ性に劣る酸化皮膜が焼鈍直後の鋼板のめっき性を阻害するからである。
したがって、後記の本発明と特許文献3に示された技術とでは、鋼中P含有量に応じて二次焼鈍温度を規定する根拠は全く異なり、結果としてそれぞれの目的に応じた最適な二次焼鈍温度範囲は同じものにはならない。
また、上記しためっき性以外に、合金化溶融亜鉛めっき鋼板には優れたプレス成形性が要求される。
また、上記しためっき性以外に、合金化溶融亜鉛めっき鋼板には優れたプレス成形性が要求される。
すなわち、合金化溶融亜鉛めっき鋼板は、元来、プレス加工時の摺動性が劣り、摺動性の改善のためにFe系上層めっきを施すことが多い。
これに対して、経済性の面から、上層めっきが不要なプレス成形性に優れた合金化溶融亜鉛めっき鋼板が求められ、合金化溶融亜鉛めっき鋼板の摺動性の改善が必要であった。
特開昭55−50455 号公報
特公平7−9055号公報
特開平7−268584号公報
これに対して、経済性の面から、上層めっきが不要なプレス成形性に優れた合金化溶融亜鉛めっき鋼板が求められ、合金化溶融亜鉛めっき鋼板の摺動性の改善が必要であった。
本発明は、前記した従来技術の問題点を解決し、不めっき欠陥の発生を防止することが可能な加工性およびめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板を提供することを目的とする。
また、本発明は、さらに、プレス成形性に優れた合金化溶融亜鉛めっき鋼板を提供することを目的とする。
また、本発明は、さらに、プレス成形性に優れた合金化溶融亜鉛めっき鋼板を提供することを目的とする。
以下に述べる第1ないし第2の発明は参考発明であって本発明の範囲外にあり、その後に述べる第3の発明が本発明の範囲内にある。
第1の発明は、P:0.10wt%以下含有する鋼のスラブを熱間圧延し、得られた熱間圧延鋼板を、酸洗後、そのまま、もしくは冷間圧延を施した後、加熱温度:T1が 750℃以上、950 ℃以下で加熱し、冷却した後、鋼板表面の鋼中成分の濃化層を酸洗により除去し、得られた鋼板を、還元性雰囲気下、加熱温度:T2が 650℃以上、900 ℃以下でかつ下記式(1) 、(2) の両者を満足する条件下で加熱還元した後、溶融亜鉛めっきを施すことを特徴とする加工性およびめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法である。
第1の発明は、P:0.10wt%以下含有する鋼のスラブを熱間圧延し、得られた熱間圧延鋼板を、酸洗後、そのまま、もしくは冷間圧延を施した後、加熱温度:T1が 750℃以上、950 ℃以下で加熱し、冷却した後、鋼板表面の鋼中成分の濃化層を酸洗により除去し、得られた鋼板を、還元性雰囲気下、加熱温度:T2が 650℃以上、900 ℃以下でかつ下記式(1) 、(2) の両者を満足する条件下で加熱還元した後、溶融亜鉛めっきを施すことを特徴とする加工性およびめっき密着性に優れた高強度溶融亜鉛めっき鋼板の製造方法である。
T2≦T1+K…………(1)
T2≧−T1+L………(2)
但し、上記式(1) 、(2) 中、
K=50log(H2O/H2) +220 ………(3)
L=1000P+1440…………………(4)
を示し、
上記式(1) 〜(4) 中、
T1:前記した冷却前の加熱温度(℃)
T2:前記した鋼中成分の濃化層の酸洗除去後の加熱還元時の加熱温度(℃)
H2O :前記した鋼中成分の濃化層の酸洗除去後の加熱還元時の雰囲気ガス中H2O 濃度(vol %)
H2 :前記した鋼中成分の濃化層の酸洗除去後の加熱還元時の雰囲気ガス中H2濃度(vol %)
P:鋼中P含有量(wt%)
を示す。
T2≧−T1+L………(2)
但し、上記式(1) 、(2) 中、
K=50log(H2O/H2) +220 ………(3)
L=1000P+1440…………………(4)
を示し、
上記式(1) 〜(4) 中、
T1:前記した冷却前の加熱温度(℃)
T2:前記した鋼中成分の濃化層の酸洗除去後の加熱還元時の加熱温度(℃)
H2O :前記した鋼中成分の濃化層の酸洗除去後の加熱還元時の雰囲気ガス中H2O 濃度(vol %)
H2 :前記した鋼中成分の濃化層の酸洗除去後の加熱還元時の雰囲気ガス中H2濃度(vol %)
P:鋼中P含有量(wt%)
を示す。
前記した第1の発明においては、前記した鋼中成分の濃化層の酸洗除去後の加熱還元時の雰囲気ガスの露点が−50℃〜0℃、該雰囲気ガス中水素濃度が1〜100vol%であることが好ましい(第1の発明の第1の好適態様)。
また、前記した第1の発明、第1の発明の第1の好適態様においては、前記した鋼中成分の濃化層の酸洗法が、pH≦1、液温:40〜90℃の酸洗液中で1〜20秒間酸洗する酸洗法であることが好ましい(第1の発明の第2の好適態様、第3の好適態様)。
また、前記した第1の発明、第1の発明の第1の好適態様においては、前記した鋼中成分の濃化層の酸洗法が、pH≦1、液温:40〜90℃の酸洗液中で1〜20秒間酸洗する酸洗法であることが好ましい(第1の発明の第2の好適態様、第3の好適態様)。
また、前記した第1の発明、第1の発明の第1の好適態様〜第3の好適態様においては、前記した高強度溶融亜鉛めっき鋼板のめっき付着量が、鋼板片面当たり20〜120g/m2 であることが好ましい(第1の発明の第4の好適態様〜第7の好適態様)。
なお、前記した第1の発明の第1の好適態様、第3の好適態様においては、前記した雰囲気ガス中水素濃度が1vol %以上、100vol%未満の場合、残余のガスは不活性ガスであることが好ましく、該不活性ガスとしては窒素ガスが好ましい。
なお、前記した第1の発明の第1の好適態様、第3の好適態様においては、前記した雰囲気ガス中水素濃度が1vol %以上、100vol%未満の場合、残余のガスは不活性ガスであることが好ましく、該不活性ガスとしては窒素ガスが好ましい。
第2の発明は、前記した第1の発明、第1の発明の第1の好適態様〜第7の好適態様の高強度溶融亜鉛めっき鋼板の製造方法で得られた溶融亜鉛めっき鋼板に、さらに、加熱合金化処理を施すことを特徴とする加工性およびめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板の製造方法である。
前記した第2の発明においては、前記した加熱合金化処理時の溶融亜鉛めっき鋼板の最高到達板温が465 〜510 ℃であることが好ましく、さらには、該最高到達板温が470 〜505 ℃であることがより好ましい(第2の発明の第1の好適態様)。
前記した第2の発明においては、前記した加熱合金化処理時の溶融亜鉛めっき鋼板の最高到達板温が465 〜510 ℃であることが好ましく、さらには、該最高到達板温が470 〜505 ℃であることがより好ましい(第2の発明の第1の好適態様)。
また、前記した第2の発明、第2の発明の第1の好適態様においては、合金化溶融亜鉛めっき層中のFe含有量が7wt%以上、13wt%以下であることが好ましい(第2の発明の第2の好適態様、第3の好適態様)。
また、前記した第2の発明、第2の発明の第1の好適態様〜第3の好適態様においては、合金化溶融亜鉛めっき層の表面に、表面領域:100 μm ×100 μm 中に4〜100 個の凹部を有することが好ましい(第2の発明の第4の好適態様〜第7の好適態様)。
また、前記した第2の発明、第2の発明の第1の好適態様〜第3の好適態様においては、合金化溶融亜鉛めっき層の表面に、表面領域:100 μm ×100 μm 中に4〜100 個の凹部を有することが好ましい(第2の発明の第4の好適態様〜第7の好適態様)。
また、前記した第2の発明、第2の発明の第1の好適態様〜第7の好適態様においては、前記した高強度合金化溶融亜鉛めっき鋼板の合金化溶融亜鉛めっきのめっき付着量が、鋼板片面当たり20〜120g/m2 であることが好ましい(第2の発明の第8の好適態様〜第15の好適態様)。
第3の発明は、合金化溶融亜鉛めっき層中の亜鉛−鉄合金相のX線回折における、Γ相の回折強度またはζ相の回折強度と、δ相の回析強度との比が、それぞれ、下記式(5) 、(6) を満足することを特徴とするめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板である。
第3の発明は、合金化溶融亜鉛めっき層中の亜鉛−鉄合金相のX線回折における、Γ相の回折強度またはζ相の回折強度と、δ相の回析強度との比が、それぞれ、下記式(5) 、(6) を満足することを特徴とするめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板である。
Γ(2.59Å)/δ(2.13Å)≦0.008 ×〔{鋼中P含有量(wt%)}-0.8〕……………(5)
ζ(1.26Å)/δ(2.13Å)≦0.03………(6)
上記式(5) 、(6) 中、
Γ(2.59Å):結晶格子面間隔d=2.59ÅのΓ相の回折強度
ζ(1.26Å):結晶格子面間隔d=1.26Åのζ相の回折強度
δ(2.13Å):結晶格子面間隔d=2.13Åのδ相の回析強度
を示す。
ζ(1.26Å)/δ(2.13Å)≦0.03………(6)
上記式(5) 、(6) 中、
Γ(2.59Å):結晶格子面間隔d=2.59ÅのΓ相の回折強度
ζ(1.26Å):結晶格子面間隔d=1.26Åのζ相の回折強度
δ(2.13Å):結晶格子面間隔d=2.13Åのδ相の回析強度
を示す。
前記した第3の発明においては、合金化溶融亜鉛めっき層中のFe含有量が7wt%以上、13wt%以下であることが好ましい(第3の発明の第1の好適態様)。
また、前記した第3の発明、第3の発明の第1の好適態様においては、合金化溶融亜鉛めっき層中のP含有量が、0.0011wt%以上、0.03wt%以下であることが好ましい(第3の発明の第2の好適態様、第3の好適態様)。
また、前記した第3の発明、第3の発明の第1の好適態様においては、合金化溶融亜鉛めっき層中のP含有量が、0.0011wt%以上、0.03wt%以下であることが好ましい(第3の発明の第2の好適態様、第3の好適態様)。
また、前記した第3の発明、第3の発明の第1の好適態様〜第3の好適態様においては、合金化溶融亜鉛めっき層の表面に、表面領域:100 μm ×100 μm 中に4〜100 個の凹部を有することが好ましい(第3の発明の第4の好適態様〜第7の好適態様)。
また、前記した第3の発明、第3の発明の第1の好適態様〜第7の好適態様においては、前記した高強度合金化溶融亜鉛めっき鋼板の合金化溶融亜鉛めっきのめっき付着量が、鋼板片面当たり20〜120g/m2 であることが好ましい(第3の発明の第8の好適態様〜第15の好適態様)。
また、前記した第3の発明、第3の発明の第1の好適態様〜第7の好適態様においては、前記した高強度合金化溶融亜鉛めっき鋼板の合金化溶融亜鉛めっきのめっき付着量が、鋼板片面当たり20〜120g/m2 であることが好ましい(第3の発明の第8の好適態様〜第15の好適態様)。
さらに、前記した第1の発明、第2の発明、第3の発明、および第1の発明の第1の好適態様〜第7の好適態様、第2の発明の第1の好適態様〜第15の好適態様、第3の発明の第1の好適態様〜第15の好適態様においては、鋼中C含有量が0.01〜0.2wt %であることがより好ましく、鋼中にMoを1.00wt%以下含有することがさらに好ましい。
本発明によれば、不めっき欠陥の発生を防止し、加工性およびめっき密着性に優れた高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板を得ることが可能となった。
さらに、本発明によれば、プレス成形性に優れた高強度合金化溶融亜鉛めっき鋼板を得ることが可能となった。
さらに、本発明によれば、プレス成形性に優れた高強度合金化溶融亜鉛めっき鋼板を得ることが可能となった。
この結果、本発明のめっき鋼板を適用することにより、自動車の軽量化、低燃費化が可能となり、ひいては地球環境の改善に大きく貢献することができる。
以下、本発明をさらに詳細に説明する。
前記した第1の発明は、Pを0.10wt%以下含有する熱間圧延鋼板を酸洗し、必要に応じて冷間圧延し、加熱炉(焼鈍炉)で加熱し、冷却した後、鋼板表面の鋼中成分の濃化層を酸洗により除去し、得られた鋼板を、好ましくは溶融亜鉛めっきラインにおいて所定の温度、雰囲気で再度加熱した後、溶融亜鉛めっきを施すことによって、加工性およびめっき密着性のいずれにも優れた高強度溶融亜鉛めっき鋼板を製造するものである。
前記した第1の発明は、Pを0.10wt%以下含有する熱間圧延鋼板を酸洗し、必要に応じて冷間圧延し、加熱炉(焼鈍炉)で加熱し、冷却した後、鋼板表面の鋼中成分の濃化層を酸洗により除去し、得られた鋼板を、好ましくは溶融亜鉛めっきラインにおいて所定の温度、雰囲気で再度加熱した後、溶融亜鉛めっきを施すことによって、加工性およびめっき密着性のいずれにも優れた高強度溶融亜鉛めっき鋼板を製造するものである。
また、第2の発明は、上記した第1の発明の高強度溶融亜鉛めっき鋼板の製造方法で得られた溶融亜鉛めっき鋼板を加熱合金化することによって加工性およびめっき密着性のいずれにも優れた高強度合金化溶融亜鉛めっき鋼板を製造するものである。
また、第3の発明は、前記した第2の発明の高強度合金化溶融亜鉛めっき鋼板の製造方法によって得られる高強度合金化溶融亜鉛めっき鋼板で、合金化溶融亜鉛めっき層中の亜鉛−鉄合金相のX線回折における、Γ相の回折強度またはζ相の回折強度とδ相の回折強度との比を適正範囲に制限し、さらに好ましくは、合金化溶融亜鉛めっき層中のFe拡散量、さらにはP拡散量を適正範囲に制限するめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板である。
また、第3の発明は、前記した第2の発明の高強度合金化溶融亜鉛めっき鋼板の製造方法によって得られる高強度合金化溶融亜鉛めっき鋼板で、合金化溶融亜鉛めっき層中の亜鉛−鉄合金相のX線回折における、Γ相の回折強度またはζ相の回折強度とδ相の回折強度との比を適正範囲に制限し、さらに好ましくは、合金化溶融亜鉛めっき層中のFe拡散量、さらにはP拡散量を適正範囲に制限するめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板である。
次に、本発明の基礎となった実験について説明する。
0.09%C−0.01%Si− 2.0%Mn−0.005 〜0.1 %P− 0.003%S− 0.041%Al−0.0026%N−0.02%Crの化学組成〔:前記各%はwt%を示す〕で、厚さ30mmのシートバーを1200℃に加熱し、5パスで厚さ2.5mm の熱間圧延鋼板を得た。
次に、得られた熱間圧延鋼板について、下記(1) →(10)の順序で処理を施した。
0.09%C−0.01%Si− 2.0%Mn−0.005 〜0.1 %P− 0.003%S− 0.041%Al−0.0026%N−0.02%Crの化学組成〔:前記各%はwt%を示す〕で、厚さ30mmのシートバーを1200℃に加熱し、5パスで厚さ2.5mm の熱間圧延鋼板を得た。
次に、得られた熱間圧延鋼板について、下記(1) →(10)の順序で処理を施した。
(1) ; 540℃で30分間熱処理し、巻き取り相当処理を行う。
(2) ;液温:80℃の5wt%HCl 溶液中で40秒間酸洗。
(3) ;焼鈍炉において、水素を含む還元性雰囲気下、 700〜1000℃(鋼板板温)に1分間保持。
(4) ;10℃/secの冷却速度で室温まで冷却。
(2) ;液温:80℃の5wt%HCl 溶液中で40秒間酸洗。
(3) ;焼鈍炉において、水素を含む還元性雰囲気下、 700〜1000℃(鋼板板温)に1分間保持。
(4) ;10℃/secの冷却速度で室温まで冷却。
(5) ;液温:60℃の5wt%HCl 溶液中で10秒間酸洗。
(6) ;水素を含む還元性雰囲気にて 600〜 950℃(鋼板板温)に20秒間保持。
(7) ;10℃/secの冷却速度で 480℃まで冷却。
(8) ;Alを0.15wt%含有する浴温: 480℃の溶融亜鉛めっき浴中へ1秒間浸漬して溶融亜鉛めっきを施す。
(6) ;水素を含む還元性雰囲気にて 600〜 950℃(鋼板板温)に20秒間保持。
(7) ;10℃/secの冷却速度で 480℃まで冷却。
(8) ;Alを0.15wt%含有する浴温: 480℃の溶融亜鉛めっき浴中へ1秒間浸漬して溶融亜鉛めっきを施す。
(9) ;溶融亜鉛めっき浴から引き揚げためっき鋼板のめっき付着量を、ガスワイピングにて40g/m2に調整。
(10);上記した(6) においてH2=1〜100vol、露点(:dp):−50℃〜0℃の条件下で加熱還元した直後に溶融亜鉛めっきを施して得られた溶融亜鉛めっき鋼板について、 400〜 600℃で加熱合金化処理を施す。
(10);上記した(6) においてH2=1〜100vol、露点(:dp):−50℃〜0℃の条件下で加熱還元した直後に溶融亜鉛めっきを施して得られた溶融亜鉛めっき鋼板について、 400〜 600℃で加熱合金化処理を施す。
なお、上記した加熱合金化処理を施さない溶融亜鉛めっき鋼板についても鋼板サンプルを採取した。
次に、得られためっき鋼板の性能を、下記の評価方法および評価基準で評価した。
〔めっき性:〕
溶融亜鉛めっき後のめっき鋼板(未合金化処理の溶融亜鉛めっき鋼板)の外観を、目視で評価
○:不めっき欠陥が全く無い(めっき性良好)
×:不めっき欠陥が発生
〔めっき密着性:〕
めっき鋼板を、90度曲げ戻しの後、圧縮側のめっき層をセロハンテープ剥離し、セロハンテープに付着しためっき皮膜の量で評価した。
次に、得られためっき鋼板の性能を、下記の評価方法および評価基準で評価した。
〔めっき性:〕
溶融亜鉛めっき後のめっき鋼板(未合金化処理の溶融亜鉛めっき鋼板)の外観を、目視で評価
○:不めっき欠陥が全く無い(めっき性良好)
×:不めっき欠陥が発生
〔めっき密着性:〕
めっき鋼板を、90度曲げ戻しの後、圧縮側のめっき層をセロハンテープ剥離し、セロハンテープに付着しためっき皮膜の量で評価した。
(未合金化処理のめっき鋼板)
○:めっき層の剥離無し(めっき密着性良好)
×:めっき層の剥離有り(めっき密着性不良)
(合金化処理しためっき鋼板)
○:めっき剥離量が少ない(めっき密着性良好)
×:めっき剥離量が多い(めっき密着性不良)
〔合金化後の外観:〕
目視で評価した。
○:めっき層の剥離無し(めっき密着性良好)
×:めっき層の剥離有り(めっき密着性不良)
(合金化処理しためっき鋼板)
○:めっき剥離量が少ない(めっき密着性良好)
×:めっき剥離量が多い(めっき密着性不良)
〔合金化後の外観:〕
目視で評価した。
○:合金化ムラがなく均一な外観が得られた
×:合金化ムラが発生した
〔加工性:〕
El≧30%でかつTS≧590MPaを満足するものを良好とし、どちらか一方もしくは両方が上記基準を満足しないものを不良とした。
×:合金化ムラが発生した
〔加工性:〕
El≧30%でかつTS≧590MPaを満足するものを良好とし、どちらか一方もしくは両方が上記基準を満足しないものを不良とした。
図1に、鋼中P含有量が0.01wt%の場合のめっき性と加工性の評価結果を示す。
図1において、T1(℃)は、焼鈍炉における加熱時〔:前記した(3) の工程〕 の鋼板板温を示し、T2(℃)は溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の鋼板板温を示す。
また、○は、めっき性および加工性の両者共に良好な条件を示し、×は、めっき性、加工性のいずれかもしくは両者が不良となる条件を示す。
図1において、T1(℃)は、焼鈍炉における加熱時〔:前記した(3) の工程〕 の鋼板板温を示し、T2(℃)は溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の鋼板板温を示す。
また、○は、めっき性および加工性の両者共に良好な条件を示し、×は、めっき性、加工性のいずれかもしくは両者が不良となる条件を示す。
すなわち、良好なめっき性および良好な加工性の両者を確保するためには、上記したT1、T2が下記式(1) 、(2) 、(7) 、(8) のいずれをも満足する必要がある。
T2≦T1+K………………(1)
T2≧−T1+L……………(2)
750 ℃≦T1≦950 ℃……(7)
650 ℃≦T2≦900 ℃……(8)
但し、
K=50log(H2O/H2) +220 ………(3)
L=1000P+1440…………………(4)
上記式(3) 中、
H2O :前記した溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の雰囲気ガス中H2O 濃度(vol %)
H2 :前記した溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の雰囲気ガス中H2濃度(vol %)
上記式(4) 中、
P:鋼中P含有量(wt%)
を示す。
T2≦T1+K………………(1)
T2≧−T1+L……………(2)
750 ℃≦T1≦950 ℃……(7)
650 ℃≦T2≦900 ℃……(8)
但し、
K=50log(H2O/H2) +220 ………(3)
L=1000P+1440…………………(4)
上記式(3) 中、
H2O :前記した溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の雰囲気ガス中H2O 濃度(vol %)
H2 :前記した溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の雰囲気ガス中H2濃度(vol %)
上記式(4) 中、
P:鋼中P含有量(wt%)
を示す。
なお、図1において、前記式(7) 、(8) の両者を満足する場合、加工性が良好であった。
また、前記式(1) 、(2) の両者を満足する場合、めっき性が良好であった。
次に、図2に、前記した焼鈍炉における加熱時〔:前記した(3) の工程〕の鋼板板温T1=800 ℃、鋼中P含有量=0.01wt%の場合のめっき性の評価結果を示す。
また、前記式(1) 、(2) の両者を満足する場合、めっき性が良好であった。
次に、図2に、前記した焼鈍炉における加熱時〔:前記した(3) の工程〕の鋼板板温T1=800 ℃、鋼中P含有量=0.01wt%の場合のめっき性の評価結果を示す。
なお、図2において、T2、H2O 、H2は前記したと同様に、下記内容を示し、○はめっき性が良好な条件、×はめっき性が不良の場合の条件を示す。
T2:溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の鋼板板温(℃)
H2O :前記した溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の雰囲気ガス中H2O 濃度(vol %)
H2 :前記した溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の雰囲気ガス中H2濃度(vol %)
すなわち、図2に示されるように、前記した式(1) を満足する場合、めっき性が良好であった。
T2:溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の鋼板板温(℃)
H2O :前記した溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の雰囲気ガス中H2O 濃度(vol %)
H2 :前記した溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の雰囲気ガス中H2濃度(vol %)
すなわち、図2に示されるように、前記した式(1) を満足する場合、めっき性が良好であった。
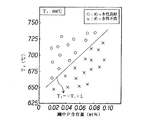
次に、図3に、前記した焼鈍炉における加熱時〔:前記した(3) の工程〕の鋼板板温T1=800 ℃、鋼中P含有量=0.02〜0.095wt %の場合のめっき性の評価結果を示す。
なお、図3において、T2は前記したと同様に、下記内容を示し、○はめっき性が良好な条件、×はめっき性が不良の場合の条件を示す。
T2:溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の鋼板板温(℃)
すなわち、図3に示されるように、前記した式(2) を満足する場合、めっき性が良好であった。
なお、図3において、T2は前記したと同様に、下記内容を示し、○はめっき性が良好な条件、×はめっき性が不良の場合の条件を示す。
T2:溶融亜鉛めっき前の加熱還元時〔:前記した(6) の工程〕の鋼板板温(℃)
すなわち、図3に示されるように、前記した式(2) を満足する場合、めっき性が良好であった。
以上、本発明の基礎となった実験結果について述べたが、上記した実験結果は、下記の理由に基づくものと考えられる。
本発明においては、連続焼鈍ラインにおける加熱(以下第1段加熱とも記す)によって、一度Mnなどの易酸化性合金元素を十分鋼板表面に濃化させ、得られた濃化層を酸洗除去した後、還元性雰囲気下で再度加熱(以下第2段加熱とも記す)する。
本発明においては、連続焼鈍ラインにおける加熱(以下第1段加熱とも記す)によって、一度Mnなどの易酸化性合金元素を十分鋼板表面に濃化させ、得られた濃化層を酸洗除去した後、還元性雰囲気下で再度加熱(以下第2段加熱とも記す)する。
この結果、第2段加熱時は、地鉄表層における合金元素が欠乏するため、第2段加熱時における易酸化性合金元素の鋼板表面における濃化、および酸化膜の形成が抑制され、不めっき欠陥の発生を防止することが可能となる。
ただし、第1段加熱における鋼板の加熱温度が低い場合、地鉄表層における合金元素の欠乏度が不十分となり、第2段加熱における鋼板の加熱温度を上げた場合、第2段加熱において易酸化性合金元素の鋼板表面における濃化、および酸化膜の形成が生じ、不めっき欠陥が発生する。
ただし、第1段加熱における鋼板の加熱温度が低い場合、地鉄表層における合金元素の欠乏度が不十分となり、第2段加熱における鋼板の加熱温度を上げた場合、第2段加熱において易酸化性合金元素の鋼板表面における濃化、および酸化膜の形成が生じ、不めっき欠陥が発生する。
このため、第1段加熱における鋼板の加熱温度の低下に対して第2段加熱にお ける鋼板の加熱温度の許容下限値の低下が生じる。
また、第2段加熱における雰囲気ガスの水分濃度と水素濃度の比であるH2O/H2比が低下すると、酸素ポテンシャルの低下により前記した表面濃化が増大するため、H2O/H2比の低下につれて第2段加熱における鋼板の加熱温度の許容下限値の低下が生じる。
また、第2段加熱における雰囲気ガスの水分濃度と水素濃度の比であるH2O/H2比が低下すると、酸素ポテンシャルの低下により前記した表面濃化が増大するため、H2O/H2比の低下につれて第2段加熱における鋼板の加熱温度の許容下限値の低下が生じる。
この結果、不めっき欠陥の発生を防止し、優れためっき密着性を得ることができる条件は、下記式(1) となる。
T2≦T1+K…………(1)
但し、
K=50log(H2O/H2) +220 ………(3)
上記式(1) 、(3) 中、
T1:第1段加熱(:鋼中成分の濃化層の酸洗除去前の加熱)における鋼板の加熱温度
T2:第2段加熱(:鋼中成分の濃化層の酸洗除去後の加熱還元)における鋼板の加熱温度
H2O :第2段加熱時(:鋼中成分の濃化層の酸洗除去後の加熱還元時)の雰囲気ガス中H2O 濃度(vol %)
H2 :第2段加熱時(:鋼中成分の濃化層の酸洗除去後の加熱還元時)の雰囲気ガス中H2濃度(vol %)
また、本発明者らは、高張力鋼板に多く含有されるMnなどの易酸化性元素の含有量が多い場合のめっき性改善方法として、一度焼鈍炉で焼鈍(第1段加熱)してMnなどの易酸化性元素の表面濃化物を析出させた後、酸洗によって濃化物を除去した後、雰囲気ガスの露点、水素濃度、加熱温度から決定されるP系酸化物が熱力学的に還元される適切な加熱条件にて加熱還元(第2段加熱)した直後にめっきすることによって、不めっき欠陥が全く発生せず、めっき密着性に優れた高強度溶融亜鉛めっき鋼板が製造可能であることを見出した。
T2≦T1+K…………(1)
但し、
K=50log(H2O/H2) +220 ………(3)
上記式(1) 、(3) 中、
T1:第1段加熱(:鋼中成分の濃化層の酸洗除去前の加熱)における鋼板の加熱温度
T2:第2段加熱(:鋼中成分の濃化層の酸洗除去後の加熱還元)における鋼板の加熱温度
H2O :第2段加熱時(:鋼中成分の濃化層の酸洗除去後の加熱還元時)の雰囲気ガス中H2O 濃度(vol %)
H2 :第2段加熱時(:鋼中成分の濃化層の酸洗除去後の加熱還元時)の雰囲気ガス中H2濃度(vol %)
また、本発明者らは、高張力鋼板に多く含有されるMnなどの易酸化性元素の含有量が多い場合のめっき性改善方法として、一度焼鈍炉で焼鈍(第1段加熱)してMnなどの易酸化性元素の表面濃化物を析出させた後、酸洗によって濃化物を除去した後、雰囲気ガスの露点、水素濃度、加熱温度から決定されるP系酸化物が熱力学的に還元される適切な加熱条件にて加熱還元(第2段加熱)した直後にめっきすることによって、不めっき欠陥が全く発生せず、めっき密着性に優れた高強度溶融亜鉛めっき鋼板が製造可能であることを見出した。
上記した第2段加熱における適切な加熱条件は、下記式(2) で示される。
T2≧−T1+L………(2)
但し、
L=1000P+1440…………………(4)
上記式(2) 、(4) 中、
T1:第1段加熱(:鋼中成分の濃化層の酸洗除去前の加熱)における鋼板の加熱温度(℃)
T2:第2段加熱(:鋼中成分の濃化層の酸洗除去後の加熱還元)における鋼板の加熱温度(℃)
P:鋼中P含有量(wt%)
を示す。
T2≧−T1+L………(2)
但し、
L=1000P+1440…………………(4)
上記式(2) 、(4) 中、
T1:第1段加熱(:鋼中成分の濃化層の酸洗除去前の加熱)における鋼板の加熱温度(℃)
T2:第2段加熱(:鋼中成分の濃化層の酸洗除去後の加熱還元)における鋼板の加熱温度(℃)
P:鋼中P含有量(wt%)
を示す。
また、上記した本発明の製造方法で得られた溶融亜鉛めっき鋼板をさらに加熱合金化処理する場合、合金化度すなわち合金化溶融亜鉛めっき層中のFe含有量が7〜13wt%、さらに好ましくは8〜11wt%であると合金化後のめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板が得られることが分かった。
また、本発明における2段加熱を施すことによって、地鉄表層部の粒界Pが清浄化し、その後の溶融亜鉛めっきの加熱合金化時にアウトバーストが生じ、合金化が促進されるだけでなく、合金化溶融亜鉛めっき層の表面に、凹部(クレータ)が形成され、表面形状がリングパターン化し、プレス加工時に凹部に保持された油によって摺動性が改善され、成形性に優れた高強度合金化溶融亜鉛めっき鋼板が得られることが分かった。
また、本発明における2段加熱を施すことによって、地鉄表層部の粒界Pが清浄化し、その後の溶融亜鉛めっきの加熱合金化時にアウトバーストが生じ、合金化が促進されるだけでなく、合金化溶融亜鉛めっき層の表面に、凹部(クレータ)が形成され、表面形状がリングパターン化し、プレス加工時に凹部に保持された油によって摺動性が改善され、成形性に優れた高強度合金化溶融亜鉛めっき鋼板が得られることが分かった。
さらに、図4に示すように、前記した本発明の製造方法で得られる合金化溶融亜鉛めっき鋼板の亜鉛−鉄合金相のX線回折における、Γ相の回折強度とδ相の回析強度との比が、鋼中P含有量に対して下記式(5) を満足し、かつ、ζ相の回折強度とδ相の回析強度との比が下記式(6) を満足する場合に、めっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板が得られることが分かった。
Γ(2.59Å)/δ(2.13Å)≦0.008 ×〔{鋼中P含有量(wt%)}-0.8〕………(5)
ζ(1.26Å)/δ(2.13Å)≦0.03………(6)
上記式(5) 、(6) 中、
Γ(2.59Å):結晶格子面間隔d=2.59ÅのΓ相の回折強度
ζ(1.26Å):結晶格子面間隔d=1.26Åのζ相の回折強度
δ(2.13Å):結晶格子面間隔d=2.13Åのδ相の回析強度
を示す。
ζ(1.26Å)/δ(2.13Å)≦0.03………(6)
上記式(5) 、(6) 中、
Γ(2.59Å):結晶格子面間隔d=2.59ÅのΓ相の回折強度
ζ(1.26Å):結晶格子面間隔d=1.26Åのζ相の回折強度
δ(2.13Å):結晶格子面間隔d=2.13Åのδ相の回析強度
を示す。
また、上記した高強度合金化溶融亜鉛めっき鋼板の合金化度すなわち合金化溶融亜鉛めっき層中のFe含有量が7wt%以上、13wt%以下、さらに好ましくは8wt%以上、11wt%以下であると合金化後のめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板が得られることが分かった。
さらに、上記した高強度合金化溶融亜鉛めっき鋼板における合金化溶融亜鉛めっき層中のP含有量が、0.0011wt%以上、0.03wt%以下であると、合金化後のめっき密着性に優れると共に、スポット溶接性に優れた高強度合金化溶融亜鉛めっき鋼板が得られることが分かった。
さらに、上記した高強度合金化溶融亜鉛めっき鋼板における合金化溶融亜鉛めっき層中のP含有量が、0.0011wt%以上、0.03wt%以下であると、合金化後のめっき密着性に優れると共に、スポット溶接性に優れた高強度合金化溶融亜鉛めっき鋼板が得られることが分かった。
以下、本発明におけるI.母材鋼板の組成、II. 製造条件およびIII.合金化溶融亜鉛めっき合金層のFe含有量、P含有量、相構造、表面形状(凹部の個数)について述べる。
〔I.母材鋼板の組成:〕
(P:0.10wt%以下の規定:)
Pは、高強度鋼板を得るために有効で、安価な元素であるが、含有量が0.10wt%を超える場合、スポット溶接性を著しく損なうため、母材鋼板のP含有量を0.10wt%以下と規定した。
〔I.母材鋼板の組成:〕
(P:0.10wt%以下の規定:)
Pは、高強度鋼板を得るために有効で、安価な元素であるが、含有量が0.10wt%を超える場合、スポット溶接性を著しく損なうため、母材鋼板のP含有量を0.10wt%以下と規定した。
本発明においては、母材鋼板のP含有量を0.005 〜0.05wt%とするのがより好ましい。
(Mo:)
本発明においては、母材鋼板はMoを1.00wt%以下含有することが好ましい。
Moは、めっき性を損ねず、かつ固溶強化を図る上で有効な元素である。
さらには、Moを添加した母材鋼板を用いた場合、得られるめっき鋼板の耐食性が良好になる傾向が見られる。
(Mo:)
本発明においては、母材鋼板はMoを1.00wt%以下含有することが好ましい。
Moは、めっき性を損ねず、かつ固溶強化を図る上で有効な元素である。
さらには、Moを添加した母材鋼板を用いた場合、得られるめっき鋼板の耐食性が良好になる傾向が見られる。
これは、Moは、Feよりも酸化されにくい元素であり、めっき層中へのMoの僅かな拡散、添加が耐食性を向上するためと考えられる。
本発明においては、母材鋼板中のMo含有量は、0.04wt%以上であることが好ましい。
しかし、1.00wt%超の添加は著しく製造コストを高くしてしまうことから、1.00wt%以下が好ましい。
本発明においては、母材鋼板中のMo含有量は、0.04wt%以上であることが好ましい。
しかし、1.00wt%超の添加は著しく製造コストを高くしてしまうことから、1.00wt%以下が好ましい。
本発明においては、母材鋼板のMo含有量を0.04〜0.5wt %とするのがより好ましい。
(C:)
Cは、強化元素として含有させる元素であり、含有量が0.01wt%以上であれば強化効果が現れ、含有量が0.2wt %を超えると伸びの低下が著しくなり、加えて炭素当量が高くなって溶接性を害する。
(C:)
Cは、強化元素として含有させる元素であり、含有量が0.01wt%以上であれば強化効果が現れ、含有量が0.2wt %を超えると伸びの低下が著しくなり、加えて炭素当量が高くなって溶接性を害する。
したがって、Cの含有量は、好ましくは0.01〜0.2wt %、より好ましくは0.03〜0.15wt%である。
(Si:)
Siは、α相中の固溶C量を減少させることにより、伸びなどの加工性を向上させる元素であるが、1.0wt %超のSiの含有は、めっき性を損ねる。
(Si:)
Siは、α相中の固溶C量を減少させることにより、伸びなどの加工性を向上させる元素であるが、1.0wt %超のSiの含有は、めっき性を損ねる。
本発明における母材鋼板のSi含有量は、好ましくは1.0wt %以下、より好ましくは0.5wt %以下であるが、本発明においては特にSi含有量に制限されるものではない。
(Mn:)
本発明における母材鋼板のMn含有量は、高強度を得るために1.0wt %以上であることが好ましく、伸びの低下あるいは炭素当量の増大を避けるため3.0wt %以下であることが好ましい。
(Mn:)
本発明における母材鋼板のMn含有量は、高強度を得るために1.0wt %以上であることが好ましく、伸びの低下あるいは炭素当量の増大を避けるため3.0wt %以下であることが好ましい。
(S:)
Sは、熱間圧延時の熱間割れの原因になる他、スポット溶接部のナゲット内破断を誘発する元素であるため、Sの含有量を極力低減することが望ましい。
したがって、本発明ではSの含有量は0.05wt%以下とすることが好ましく、より好ましくは0.010wt %以下であるが、本発明においては特にS含有量に制限されるものではない。
Sは、熱間圧延時の熱間割れの原因になる他、スポット溶接部のナゲット内破断を誘発する元素であるため、Sの含有量を極力低減することが望ましい。
したがって、本発明ではSの含有量は0.05wt%以下とすることが好ましく、より好ましくは0.010wt %以下であるが、本発明においては特にS含有量に制限されるものではない。
(Al:)
Alは、製鋼段階での脱酸剤として、また時効劣化の原因になるNをAlN として固定するのに有効な元素である。
しかしながら、Al含有量が0.10wt%を超える場合、製造コストの上昇を招く。
このため、Al含有量は、好ましくは0.10wt%以下、より好ましくは0.05wt%以下であるが、本発明においては特にAl含有量に制限されるものではない。
Alは、製鋼段階での脱酸剤として、また時効劣化の原因になるNをAlN として固定するのに有効な元素である。
しかしながら、Al含有量が0.10wt%を超える場合、製造コストの上昇を招く。
このため、Al含有量は、好ましくは0.10wt%以下、より好ましくは0.05wt%以下であるが、本発明においては特にAl含有量に制限されるものではない。
(N:)
Nは、時効劣化の原因となり、降伏点(降伏比)の上昇、降伏伸びの発生を招くことからN含有量は0.010wt %以下に抑える必要があり、より好ましくは0.005wt %以下であるが、本発明においては特にN含有量に制限されるものではない。
(Cr:)
Crは、組織強化を図る上で有効な元素であるが、1.0wt %超の添加はめっき性を損ねてしまうことから、本発明における母材鋼板のCr含有量は、好ましくは1.0wt %以下、より好ましくは0.5wt %以下であるが、本発明においては特にCr含有量に制限されるものではない。
Nは、時効劣化の原因となり、降伏点(降伏比)の上昇、降伏伸びの発生を招くことからN含有量は0.010wt %以下に抑える必要があり、より好ましくは0.005wt %以下であるが、本発明においては特にN含有量に制限されるものではない。
(Cr:)
Crは、組織強化を図る上で有効な元素であるが、1.0wt %超の添加はめっき性を損ねてしまうことから、本発明における母材鋼板のCr含有量は、好ましくは1.0wt %以下、より好ましくは0.5wt %以下であるが、本発明においては特にCr含有量に制限されるものではない。
(Ti、Nb、V:)
Ti、Nb、Vは炭化物を形成し、鋼を高強度化するのに有効な元素であり、必要に応じて、母材鋼板が、Ti、NbおよびVから選ばれる1種または2種以上を合計量で0.0010wt%以上含有してもよい。
しかし、1.0wt %超の添加はコスト高となる他、降伏点(降伏比)を上昇させて加工性を低下させてしまう。
Ti、Nb、Vは炭化物を形成し、鋼を高強度化するのに有効な元素であり、必要に応じて、母材鋼板が、Ti、NbおよびVから選ばれる1種または2種以上を合計量で0.0010wt%以上含有してもよい。
しかし、1.0wt %超の添加はコスト高となる他、降伏点(降伏比)を上昇させて加工性を低下させてしまう。
このため、母材鋼板の上記合計量は、好ましくは0.0010〜1.0wt %、より好ましくは0.010 〜0.20wt%であるが、本発明においては特にTi、Nb、Vの含有量に制限されるものではない。
〔II. 製造条件:〕
以下、本発明における製造条件を、[1] 製造工程、[2] 焼鈍(第1段加熱)における条件、[3] 焼鈍(第1段加熱)後の酸洗条件、[4] 再加熱(第2段加熱)(加熱還元)における条件、[5] 溶融亜鉛めっき、加熱合金化処理における条件の順に説明する。
〔II. 製造条件:〕
以下、本発明における製造条件を、[1] 製造工程、[2] 焼鈍(第1段加熱)における条件、[3] 焼鈍(第1段加熱)後の酸洗条件、[4] 再加熱(第2段加熱)(加熱還元)における条件、[5] 溶融亜鉛めっき、加熱合金化処理における条件の順に説明する。
[1] 製造工程:
前記したように、本発明における製造工程は、下記のとおりである。
〔製造工程:〕
熱間圧延鋼板→酸洗→(冷間圧延)→焼鈍(第1段加熱)→冷却→酸洗→還元性雰囲気下で再加熱(第2段加熱)(加熱還元)→溶融亜鉛めっき→(加熱合金化)
すなわち、本発明においては、Pを0.10wt%以下含有する鋼のスラブを、熱間圧延後、酸洗して黒皮スケールを除去する。
前記したように、本発明における製造工程は、下記のとおりである。
〔製造工程:〕
熱間圧延鋼板→酸洗→(冷間圧延)→焼鈍(第1段加熱)→冷却→酸洗→還元性雰囲気下で再加熱(第2段加熱)(加熱還元)→溶融亜鉛めっき→(加熱合金化)
すなわち、本発明においては、Pを0.10wt%以下含有する鋼のスラブを、熱間圧延後、酸洗して黒皮スケールを除去する。
このようにして得られた鋼板は、そのまま次工程の焼鈍(第1段加熱)、酸洗、還元性雰囲気下での再加熱(第2段加熱)(加熱還元)、溶融亜鉛めっき、さらには加熱合金化処理工程に通板してもよいし、熱間圧延後、酸洗して黒皮スケールを除去して得られた鋼板に冷間圧延を施した後、次工程の焼鈍(第1段加熱)、酸洗、還元性雰囲気下での再加熱(第2段加熱)(加熱還元)、溶融亜鉛めっき、さらには加熱合金化工程に通板してもよい。
すなわち、本発明に係るめっき鋼板の母材鋼板は、熱延板、冷延板のどちらでもよい。
本発明の上記工程の焼鈍(第1段加熱)、酸洗、還元性雰囲気下での再加熱(第2段加熱)(加熱還元)における機能は、下記のとおりである。
焼鈍(第1段加熱):
母材鋼板を焼鈍炉において加熱することによって、鋼板表面にMnなどの易酸化性元素を濃化せしめる。
本発明の上記工程の焼鈍(第1段加熱)、酸洗、還元性雰囲気下での再加熱(第2段加熱)(加熱還元)における機能は、下記のとおりである。
焼鈍(第1段加熱):
母材鋼板を焼鈍炉において加熱することによって、鋼板表面にMnなどの易酸化性元素を濃化せしめる。
また、第2段加熱の前に母材鋼板を焼鈍炉において加熱することによって、地鉄表層の粒界Pが清浄化し、後工程における溶融亜鉛めっきの加熱合金化時にアウトバーストが生じ易くなり、その結果、合金化溶融亜鉛めっき層の表面に凹部(クレータ)が形成される。
酸洗:
上記した焼鈍炉において形成された鋼板表面の鋼中成分(易酸化性元素)の濃化層を酸洗により除去する。
酸洗:
上記した焼鈍炉において形成された鋼板表面の鋼中成分(易酸化性元素)の濃化層を酸洗により除去する。
還元性雰囲気下での再加熱(第2段加熱)(加熱還元):
前記した酸洗によって生成したFe−P系酸洗残渣である鋼板表面のP系酸化物を還元する。
[2] 焼鈍(第1段加熱)における条件:
750 ℃≦焼鈍(第1段加熱)における加熱温度:T1≦950 ℃
本発明においては、母材鋼板の焼鈍炉における加熱温度:T1は、750 ℃以上、950 ℃以下と規定する。
前記した酸洗によって生成したFe−P系酸洗残渣である鋼板表面のP系酸化物を還元する。
[2] 焼鈍(第1段加熱)における条件:
750 ℃≦焼鈍(第1段加熱)における加熱温度:T1≦950 ℃
本発明においては、母材鋼板の焼鈍炉における加熱温度:T1は、750 ℃以上、950 ℃以下と規定する。
焼鈍炉における加熱温度:T1が750 ℃未満の場合、高張力鋼板に一般的に含有されるMnなどの易酸化性元素の表面濃化量が少なく、その後のめっき直前の再加熱時にMnが、再度、鋼板表面に濃化する。
また、焼鈍炉における加熱温度:T1が750 ℃未満の場合、地鉄表層の粒界Pの清浄化が不十分となる。
また、焼鈍炉における加熱温度:T1が750 ℃未満の場合、地鉄表層の粒界Pの清浄化が不十分となる。
したがって、第1段階の加熱である焼鈍炉においては、750 ℃以上で加熱し、鋼板地鉄表層部のMnなどの易酸化性元素を十分に表面濃化させると共に、地鉄表層の粒界Pの清浄化を十分行うことが必要である。
また、焼鈍炉における加熱温度:T1が750 ℃未満の場合、母材中のバンド状の第2相中(鋼中セメンタイト析出相中)に濃化しているMnを分散することができず、不めっき欠陥が発生するため、焼鈍炉における加熱温度:T1は750 ℃以上とする。
また、焼鈍炉における加熱温度:T1が750 ℃未満の場合、母材中のバンド状の第2相中(鋼中セメンタイト析出相中)に濃化しているMnを分散することができず、不めっき欠陥が発生するため、焼鈍炉における加熱温度:T1は750 ℃以上とする。
また、逆に、焼鈍炉における加熱温度:T1が950 ℃を超える場合、α−γ2相域を大きく外れるため所望の組織と材質が得られない。
[3] 焼鈍(第1段加熱)後の酸洗条件:
本発明においては、母材鋼板を焼鈍炉にて加熱した後、冷却し、その後、鋼板表面の鋼中成分の濃化層を酸洗により除去する。
[3] 焼鈍(第1段加熱)後の酸洗条件:
本発明においては、母材鋼板を焼鈍炉にて加熱した後、冷却し、その後、鋼板表面の鋼中成分の濃化層を酸洗により除去する。
酸洗における酸液の酸としては、塩酸に限定されることはなく、硫酸、硝酸などを用いることが可能であり、特に酸の種類に制限されるものではない。
酸洗液のpHは1以下で操業することが好ましい。
pHが1を超える場合、酸洗による表面濃化物の除去効果が不十分となる。
塩酸を用いる場合、HCL 濃度は1〜10wt%であることが好ましい。
酸洗液のpHは1以下で操業することが好ましい。
pHが1を超える場合、酸洗による表面濃化物の除去効果が不十分となる。
塩酸を用いる場合、HCL 濃度は1〜10wt%であることが好ましい。
HCL 濃度が1wt%未満の場合、酸洗による表面濃化物の除去効果が不十分となり、逆に10wt%を超える場合、過酸洗による鋼板表面の荒れが生じ、かつ使用する酸の原単位が高くなり、不適当である。
酸洗液の液温は40〜90℃であることが好ましく、40℃未満の場合、酸洗による表面濃化物の除去効果が不十分であり、逆に90℃を超える場合、過酸洗による鋼板表面の荒れが生じ、不適当である。
酸洗液の液温は40〜90℃であることが好ましく、40℃未満の場合、酸洗による表面濃化物の除去効果が不十分であり、逆に90℃を超える場合、過酸洗による鋼板表面の荒れが生じ、不適当である。
なお、酸洗液の液温は、より好ましくは50℃〜70℃の範囲である。
酸洗時間は、1〜20秒間とするのが好ましく、1秒未満の場合、酸洗による表面濃化物の除去効果が不十分であり、逆に20秒を超える場合、過酸洗による鋼板表面の荒れが生じ、かつ製造時間が長くなり生産性が低下する。
なお、酸洗時間は、より好ましくは5〜10秒間の範囲である。
酸洗時間は、1〜20秒間とするのが好ましく、1秒未満の場合、酸洗による表面濃化物の除去効果が不十分であり、逆に20秒を超える場合、過酸洗による鋼板表面の荒れが生じ、かつ製造時間が長くなり生産性が低下する。
なお、酸洗時間は、より好ましくは5〜10秒間の範囲である。
[4] 再加熱(第2段加熱)における条件:
▲1▼雰囲気:還元性雰囲気
▲2▼650 ℃≦T2≦900 ℃
▲3▼T2≦T1+K…………(1)
▲4▼T2≧−T1+L………(2)
但し、上記式(1) 、(2) 中、
K=50log(H2O/H2) +220 ………(3)
L=1000P+1440…………………(4)
を示し、
上記式(1) 〜(4) 中、
T1:焼鈍(第1段加熱)時の加熱温度(℃)
T2:再加熱(第2段加熱)時の加熱温度(℃)
H2O :再加熱時の雰囲気ガス中H2O 濃度(vol %)
H2 :再加熱時の雰囲気ガス中H2濃度(vol %)
P:鋼中P含有量(wt%)
を示す。
▲1▼雰囲気:還元性雰囲気
▲2▼650 ℃≦T2≦900 ℃
▲3▼T2≦T1+K…………(1)
▲4▼T2≧−T1+L………(2)
但し、上記式(1) 、(2) 中、
K=50log(H2O/H2) +220 ………(3)
L=1000P+1440…………………(4)
を示し、
上記式(1) 〜(4) 中、
T1:焼鈍(第1段加熱)時の加熱温度(℃)
T2:再加熱(第2段加熱)時の加熱温度(℃)
H2O :再加熱時の雰囲気ガス中H2O 濃度(vol %)
H2 :再加熱時の雰囲気ガス中H2濃度(vol %)
P:鋼中P含有量(wt%)
を示す。
本発明においては、前記した酸洗の後、得られた鋼板を、好ましくは溶融亜鉛めっきラインに配設された加熱炉において、還元性雰囲気下、再度加熱し、その後、溶融亜鉛めっきを施す。
上記した第2段階の加熱である再加熱時の加熱温度:T2は、650 ℃以上、900 ℃以下と規定する。
上記した第2段階の加熱である再加熱時の加熱温度:T2は、650 ℃以上、900 ℃以下と規定する。
再加熱時の加熱温度T2が650 ℃未満の場合、鋼板表面の酸化鉄が還元されない恐れがある。
さらに本発明においては、下記理由から、再加熱時の加熱温度:T2は下記式(1) を満足する必要がある。
T2≦T1+K…………(1)
但し、上記式(1) 中、
K=50log(H2O/H2) +220 ………(3)
を示し、
上記式(3) 中、
H2O :鋼中成分の濃化層の酸洗除去後の加熱時(再加熱時)の雰囲気ガス中H2O 濃度(vol %)
H2 :鋼中成分の濃化層の酸洗除去後の加熱時(再加熱時)の雰囲気ガス中H2濃度(vol %)
を示す。
さらに本発明においては、下記理由から、再加熱時の加熱温度:T2は下記式(1) を満足する必要がある。
T2≦T1+K…………(1)
但し、上記式(1) 中、
K=50log(H2O/H2) +220 ………(3)
を示し、
上記式(3) 中、
H2O :鋼中成分の濃化層の酸洗除去後の加熱時(再加熱時)の雰囲気ガス中H2O 濃度(vol %)
H2 :鋼中成分の濃化層の酸洗除去後の加熱時(再加熱時)の雰囲気ガス中H2濃度(vol %)
を示す。
すなわち、前記したように、本発明においては、焼鈍炉において一度Mnなどの易酸化性合金元素を十分鋼板表面に濃化させ、得られた濃化層を酸洗除去した後、溶融亜鉛めっき前に、還元性雰囲気下で再度加熱する。
この結果、再加熱時は、地鉄表層における合金元素が欠乏するため、再加熱時における易酸化性合金元素の鋼板表面における濃化および酸化膜の形成が抑制され、不めっき欠陥の発生を防止することが可能となる。
この結果、再加熱時は、地鉄表層における合金元素が欠乏するため、再加熱時における易酸化性合金元素の鋼板表面における濃化および酸化膜の形成が抑制され、不めっき欠陥の発生を防止することが可能となる。
これに対して、第1段階の加熱である焼鈍炉における加熱温度:T1が低い場合、地鉄表層における合金元素の欠乏度が不十分となり、第2段階の加熱である再加熱時に易酸化性合金元素の鋼板表面における濃化および酸化膜の形成が生じ、不めっき欠陥が発生する。
このため、焼鈍炉における鋼板の加熱温度:T1の低下に対して再加熱時の鋼板の加熱温度:T2の許容下限値の低下が生じる。
このため、焼鈍炉における鋼板の加熱温度:T1の低下に対して再加熱時の鋼板の加熱温度:T2の許容下限値の低下が生じる。
また、再加熱時における雰囲気ガスの水分濃度と水素濃度の比であるH2O/H2比が低下すると、酸素ポテンシャルの低下により前記した表面濃化が増大するため、H2O/H2比の低下につれて再加熱時の鋼板の加熱温度:T2の許容下限値の低下が生じる。
この結果、不めっき欠陥の発生を防止し、優れためっき密着性を得ることができる条件は、下記式(1) となる。
この結果、不めっき欠陥の発生を防止し、優れためっき密着性を得ることができる条件は、下記式(1) となる。
T2≦T1+K…………(1)
〔K=50log(H2O/H2) +220 ………(3) 〕
また、再加熱時における鋼板の加熱温度:T2が900 ℃を超える場合、焼鈍炉で形成された組織が変態するため所望の組織と材質が得られない。
さらに本発明においては、下記理由から、再加熱時の加熱温度:T2は、鋼中P含有量に対応して下記式(2) をも満足する必要がある。
〔K=50log(H2O/H2) +220 ………(3) 〕
また、再加熱時における鋼板の加熱温度:T2が900 ℃を超える場合、焼鈍炉で形成された組織が変態するため所望の組織と材質が得られない。
さらに本発明においては、下記理由から、再加熱時の加熱温度:T2は、鋼中P含有量に対応して下記式(2) をも満足する必要がある。
T2≧−T1+L………(2)
但し、上記式(2) 中、
L=1000P+1440…………………(4)
を示し、
上記式(4) 中、
P:鋼中P含有量(wt%)
を示す。
但し、上記式(2) 中、
L=1000P+1440…………………(4)
を示し、
上記式(4) 中、
P:鋼中P含有量(wt%)
を示す。
すなわち、圧延鋼板の酸洗時に、鋼板表面に、地鉄の溶出に伴ってFe−P系酸洗残渣であるP系酸化物が生成し、残渣を完全に還元し、めっき性を改善するためには再加熱時の温度:T2を上げなければならない。
また、P系酸化物の生成量は鋼中P量にほぼ比例する。
このため、鋼中P量の増加に伴い加熱温度:T2を前記した式(2) に従って増加させなければならない。
また、P系酸化物の生成量は鋼中P量にほぼ比例する。
このため、鋼中P量の増加に伴い加熱温度:T2を前記した式(2) に従って増加させなければならない。
さらに、本発明においては、再加熱時の雰囲気ガス中の水素濃度が1vol %未満の場合、鋼板表面のP系酸化物が熱力学的にやや還元しにくく、長時間の加熱が必要であるため、再加熱時の雰囲気ガス中の水素濃度は1〜100vol%であることが好ましい。
また、再加熱時の雰囲気ガスの露点は−50℃〜0℃であることが好ましい。
これは、再加熱時の雰囲気ガスの露点が0℃を超える場合、鋼板表面のP系酸化物が熱力学的にやや還元しにくく、長時間の加熱が必要であり、逆に、雰囲気ガスの露点を−50℃より低くすることは工業的に困難なためである。
また、再加熱時の雰囲気ガスの露点は−50℃〜0℃であることが好ましい。
これは、再加熱時の雰囲気ガスの露点が0℃を超える場合、鋼板表面のP系酸化物が熱力学的にやや還元しにくく、長時間の加熱が必要であり、逆に、雰囲気ガスの露点を−50℃より低くすることは工業的に困難なためである。
以上述べたように、再加熱時の雰囲気を、鋼板表面のFe-P系酸洗残渣であるP系酸化物の還元促進およびMnなどの易酸化元素の表面濃化の抑制の両者を両立するように、加熱温度、露点、水素濃度を同時に制御することによって、初めて、良好なめっき性を確保することが出来る。
[5] 溶融亜鉛めっき、加熱合金化処理における条件:
本発明においては、以上のようにして母材鋼板を加熱還元した後、溶融亜鉛めっき浴中で亜鉛めっきを施す。
[5] 溶融亜鉛めっき、加熱合金化処理における条件:
本発明においては、以上のようにして母材鋼板を加熱還元した後、溶融亜鉛めっき浴中で亜鉛めっきを施す。
溶融亜鉛めっき浴は、Alを0.08〜0.2wt %含有するめっき浴が適切であり、浴温は460 〜500 ℃が適切である。
浴中に侵入するときの鋼板の板温は460 〜500 ℃が適切である。
また、溶融亜鉛めっき鋼板のめっき付着量は、鋼板片面当たり20〜120g/m2 であることが好ましい。
浴中に侵入するときの鋼板の板温は460 〜500 ℃が適切である。
また、溶融亜鉛めっき鋼板のめっき付着量は、鋼板片面当たり20〜120g/m2 であることが好ましい。
溶融亜鉛めっきの付着量が20g/m2未満の場合は、耐食性が低下し、逆にめっき付着量が120g/m2 を超える場合、耐食性向上効果が実用上飽和し、経済的でない。
なお、上記した鋼板片面当たりの付着量とは、めっき付着量をめっき付着面積で除した単位面積当たりの付着量を示す。
すなわち、通常の両面めっきの場合は、めっき付着量を両面のめっき付着面積で除した単位面積当たりの付着量を示し、片面めっきの場合は、めっき付着量を片面のめっき付着面積で除した単位面積当たりの付着量を示す。
なお、上記した鋼板片面当たりの付着量とは、めっき付着量をめっき付着面積で除した単位面積当たりの付着量を示す。
すなわち、通常の両面めっきの場合は、めっき付着量を両面のめっき付着面積で除した単位面積当たりの付着量を示し、片面めっきの場合は、めっき付着量を片面のめっき付着面積で除した単位面積当たりの付着量を示す。
本発明においては、加熱合金化処理は下記条件下で行うことが好ましい。
すなわち、加熱合金化処理時の鋼板の最高到達板温は、465 〜510 ℃の範囲内であることが好ましく、さらには最高到達板温は、470 〜505 ℃の範囲内であることがより好ましい。
これは、加熱合金化処理時の鋼板の最高到達板温が 465℃未満の場合、Fe−Zn合金層の表層に後記するζ相さらにはΓ相が生成し易く、めっき密着性が低下し、逆に最高到達板温が 510℃を超える場合、Γ相が生成し易くなりめっき密着性が低下する。
すなわち、加熱合金化処理時の鋼板の最高到達板温は、465 〜510 ℃の範囲内であることが好ましく、さらには最高到達板温は、470 〜505 ℃の範囲内であることがより好ましい。
これは、加熱合金化処理時の鋼板の最高到達板温が 465℃未満の場合、Fe−Zn合金層の表層に後記するζ相さらにはΓ相が生成し易く、めっき密着性が低下し、逆に最高到達板温が 510℃を超える場合、Γ相が生成し易くなりめっき密着性が低下する。
本発明においては、合金化溶融亜鉛めっき鋼板のめっき付着量は、前記で定義される鋼板片面当たりの付着量として20〜120g/m2 であることが好ましい。
合金化溶融亜鉛めっきのめっき付着量が20g/m2未満の場合は、耐食性が低下し、逆にめっき付着量が120g/m2 を超える場合、耐食性向上効果が実用上飽和し、経済的でない。
なお、上記した合金化溶融亜鉛めっきのめっき付着量は、めっき層をNaOH、KOH などのアルカリ含有溶液もしくはHCl 、H2SO4 などの酸含有溶液に溶解し、得られためっき溶解液を分析することによって測定することができる。
合金化溶融亜鉛めっきのめっき付着量が20g/m2未満の場合は、耐食性が低下し、逆にめっき付着量が120g/m2 を超える場合、耐食性向上効果が実用上飽和し、経済的でない。
なお、上記した合金化溶融亜鉛めっきのめっき付着量は、めっき層をNaOH、KOH などのアルカリ含有溶液もしくはHCl 、H2SO4 などの酸含有溶液に溶解し、得られためっき溶解液を分析することによって測定することができる。
〔III.合金化溶融亜鉛めっき合金層のFe含有量、P含有量、相構造、表面形状(凹部の個数):〕
以上述べた本発明の溶融亜鉛めっき鋼板の製造方法で製造した溶融亜鉛めっき鋼板を加熱合金化するに際しては、合金化後のめっき密着性を良好にするために、加熱合金化後のめっき層中のFe拡散量すなわちめっき層中のFe含有量が、7〜13wt%であることが好ましく、さらには8〜11wt%であることがより好ましい。
以上述べた本発明の溶融亜鉛めっき鋼板の製造方法で製造した溶融亜鉛めっき鋼板を加熱合金化するに際しては、合金化後のめっき密着性を良好にするために、加熱合金化後のめっき層中のFe拡散量すなわちめっき層中のFe含有量が、7〜13wt%であることが好ましく、さらには8〜11wt%であることがより好ましい。
合金化後のめっき層中のFe含有量が7wt%未満の場合、焼けムラなどが発生するだけでなく、めっき層の剥離(フレーキング)が起こり、Fe含有量が13wt%を超える場合、過合金によるめっき密着性の劣化を招く。
さらに本発明は、母材鋼板中のP含有量に応じて溶融亜鉛めっき後の合金化温度をコントロールし、合金化めっき層の相構造を規制し、優れためっき密着性を確保することを特徴とするものである。
さらに本発明は、母材鋼板中のP含有量に応じて溶融亜鉛めっき後の合金化温度をコントロールし、合金化めっき層の相構造を規制し、優れためっき密着性を確保することを特徴とするものである。
本発明において、合金化めっき層の相構造は、下記の方法で定量化する。
すなわち、めっき層を、エポシキ系接着剤を用いて鉄板と貼り合わせて接着剤を硬化させた後、機械的に引っ張ってめっき層を地鉄界面から接着剤ごと剥離する。
次に、剥離しためっき層について、めっき層/鋼板(めっき鋼板)の界面側から、下記の条件下でX線回折を行い、合金相による回折ピークを測定する。
すなわち、めっき層を、エポシキ系接着剤を用いて鉄板と貼り合わせて接着剤を硬化させた後、機械的に引っ張ってめっき層を地鉄界面から接着剤ごと剥離する。
次に、剥離しためっき層について、めっき層/鋼板(めっき鋼板)の界面側から、下記の条件下でX線回折を行い、合金相による回折ピークを測定する。
〔X線回折の条件:〕
測定面:直径15mmの正円形状
θ/2θ法
X線管球:Cu管球
管電圧:50kV
管電流:250mA
合金相による回折ピークの内、Γ相(Fe3Zn10) およびΓ1 相(Fe5Zn21) に由来すると考えられる結晶格子面間隔d=2.59Åの回折強度(cps) :Γ(2.59Å)、δ1 相(FeZn7) に由来すると考えられる結晶格子面間隔d=2.13Åの回折強度(cps) :δ(2.13Å)、およびζ相(FeZn13)に由来すると考えられる結晶格子面間隔d=1.26Åの回折強度(cps) :ζ(1.26Å)を測定し、Γ(2.59Å)とδ(2.13Å)との比、ζ(1.26Å)とδ(2.13Å)との比を求める。
測定面:直径15mmの正円形状
θ/2θ法
X線管球:Cu管球
管電圧:50kV
管電流:250mA
合金相による回折ピークの内、Γ相(Fe3Zn10) およびΓ1 相(Fe5Zn21) に由来すると考えられる結晶格子面間隔d=2.59Åの回折強度(cps) :Γ(2.59Å)、δ1 相(FeZn7) に由来すると考えられる結晶格子面間隔d=2.13Åの回折強度(cps) :δ(2.13Å)、およびζ相(FeZn13)に由来すると考えられる結晶格子面間隔d=1.26Åの回折強度(cps) :ζ(1.26Å)を測定し、Γ(2.59Å)とδ(2.13Å)との比、ζ(1.26Å)とδ(2.13Å)との比を求める。
なお、Γ相とΓ1 相を分別することは結晶学的に困難なため、本発明においてはΓ相とΓ1 相を合わせてΓ相と標記する。
本発明においては、Γ相の強度は、鋼中P含有量(wt%)に対して、下記式(5) を満足することが好ましく、またζ相の強度は、下記式(6) を満足することが好ましい。
Γ(2.59Å)/δ(2.13Å)≦0.008 ×〔{鋼中P含有量(wt%)}-0.8〕……………(5)
ζ(1.26Å)/δ(2.13Å)≦0.03………(6)
Γ相は硬くて脆く、また、めっき層と地鉄界面に生成するため、Γ相の強度がδ相の強度に対して上記式(5) の範囲を超えて大きい場合、合金化溶融亜鉛めっき鋼板をプレスしたときにΓ相が破壊され、Γ相を境界としてめっき層が剥離する。
本発明においては、Γ相の強度は、鋼中P含有量(wt%)に対して、下記式(5) を満足することが好ましく、またζ相の強度は、下記式(6) を満足することが好ましい。
Γ(2.59Å)/δ(2.13Å)≦0.008 ×〔{鋼中P含有量(wt%)}-0.8〕……………(5)
ζ(1.26Å)/δ(2.13Å)≦0.03………(6)
Γ相は硬くて脆く、また、めっき層と地鉄界面に生成するため、Γ相の強度がδ相の強度に対して上記式(5) の範囲を超えて大きい場合、合金化溶融亜鉛めっき鋼板をプレスしたときにΓ相が破壊され、Γ相を境界としてめっき層が剥離する。
さらに、鋼中P含有量が多くなるにつれてΓ相のδ相に対する強度比の許容上限値が低下するのは、P添加鋼は一般的にΓ相が生成しにくいためである。
また、ζ相は摺動性が悪いため、めっき層上面に生成するζ相のδ相に対する強度比が上記式(6) の範囲を超えて大きい場合、プレス時にめっき層が剥離し易い。
前記した本発明の製造方法によって上記したΓ相の強度およびζ相の強度の両者が制限され、めっき密着性が良好な高強度合金化溶融亜鉛めっき鋼板が製造可能となる理由は下記の通りである。
また、ζ相は摺動性が悪いため、めっき層上面に生成するζ相のδ相に対する強度比が上記式(6) の範囲を超えて大きい場合、プレス時にめっき層が剥離し易い。
前記した本発明の製造方法によって上記したΓ相の強度およびζ相の強度の両者が制限され、めっき密着性が良好な高強度合金化溶融亜鉛めっき鋼板が製造可能となる理由は下記の通りである。
すなわち、めっき前に鋼板を一度加熱炉で加熱した場合、溶融亜鉛めっきの加熱合金化時に合金化遅延を生じる。
これに対して、Pを含有する鋼板の場合、めっき前の鋼板の加熱時に、粒界偏析している鋼中Pが一度表面に濃化するため粒界に偏析するPが少なくなる。
この結果、この濃化層を酸洗で除去した後再度溶融亜鉛めっきラインで加熱(:還元加熱)し、溶融亜鉛めっきした後、加熱合金化するときに合金化が遅延せず、短時間かつ500 ℃以下の低温で高速合金化が可能となり、Γ相の生成が抑制される。
これに対して、Pを含有する鋼板の場合、めっき前の鋼板の加熱時に、粒界偏析している鋼中Pが一度表面に濃化するため粒界に偏析するPが少なくなる。
この結果、この濃化層を酸洗で除去した後再度溶融亜鉛めっきラインで加熱(:還元加熱)し、溶融亜鉛めっきした後、加熱合金化するときに合金化が遅延せず、短時間かつ500 ℃以下の低温で高速合金化が可能となり、Γ相の生成が抑制される。
また、500 ℃近傍で短時間で合金化できるためζ相の生成も抑制することができる。
このため、本発明の製造方法によって、初めて、めっき密着性に悪影響を与えるΓ相およびζ相の生成が抑制され、前記した相構造を有するめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板を得ることが可能となった。
本発明における合金化溶融亜鉛めっき鋼板においては、合金化溶融亜鉛めっき層中のP含有量が、0.0011wt%以上、0.03wt%以下であることが好ましい。
このため、本発明の製造方法によって、初めて、めっき密着性に悪影響を与えるΓ相およびζ相の生成が抑制され、前記した相構造を有するめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板を得ることが可能となった。
本発明における合金化溶融亜鉛めっき鋼板においては、合金化溶融亜鉛めっき層中のP含有量が、0.0011wt%以上、0.03wt%以下であることが好ましい。
以下、その理由について述べる。
すなわち、本発明における製造方法によれば、最初の焼鈍炉における加熱によって、粒界に偏析しているPが粒界から地鉄表面に移動するため、溶融亜鉛めっきおよび加熱合金化時にめっき層中にPが拡散し易い。
めっき層中にPが拡散しためっき鋼板は、Pが拡散していないめっき鋼板に比べてめっき密着性が極めて良好である。
すなわち、本発明における製造方法によれば、最初の焼鈍炉における加熱によって、粒界に偏析しているPが粒界から地鉄表面に移動するため、溶融亜鉛めっきおよび加熱合金化時にめっき層中にPが拡散し易い。
めっき層中にPが拡散しためっき鋼板は、Pが拡散していないめっき鋼板に比べてめっき密着性が極めて良好である。
この理由については厳密なところは不明であるが、以下のように推定できる。
すなわち、加熱合金化時におけるめっき層中へのPの拡散が容易な場合、合金化時にめっき表面にZn系酸化物以外にp系酸化物が生成し、この酸化物が潤滑剤として働くため、摺動性が改善されめっき剥離(フレーキング)が起こりにくくなるためと推定される。
この拡散量は、めっき直前の鋼板表面の微妙な表面状態によって左右されるため、必ずしも単純にFe拡散量に比例しない。
すなわち、加熱合金化時におけるめっき層中へのPの拡散が容易な場合、合金化時にめっき表面にZn系酸化物以外にp系酸化物が生成し、この酸化物が潤滑剤として働くため、摺動性が改善されめっき剥離(フレーキング)が起こりにくくなるためと推定される。
この拡散量は、めっき直前の鋼板表面の微妙な表面状態によって左右されるため、必ずしも単純にFe拡散量に比例しない。
さらには、Pが焼鈍時に表面濃化すると鋼中P量と合金化時のFe拡散量から単純に推定できるP拡散量より多くなることがあるが、本発明の合金溶融亜鉛めっき鋼板においては、P含有量が0.1wt %の鋼の場合でも加熱合金化後のめっき層中へのP拡散量(:めっき層中のP含有量)の上限値は0.03wt%であった。
本発明によれば、加熱合金化後のめっき層中のP含有量が、0.0011wt%以上、0.03wt%以下を満足する場合に、めっき密着性改善効果に優れた高強度合金化溶融亜鉛めっき鋼板が得られることが分かった。
本発明によれば、加熱合金化後のめっき層中のP含有量が、0.0011wt%以上、0.03wt%以下を満足する場合に、めっき密着性改善効果に優れた高強度合金化溶融亜鉛めっき鋼板が得られることが分かった。
めっき層中へのP拡散量(:加熱合金化後のめっき層中のP含有量)が0.0011wt%未満の場合、めっき密着性の改善効果が見られず、逆に、0.03wt%を超える場合、鋼中P含有量を0.1wt %よりも多くしなければならず、スポット溶接性など他の性能が劣化する。
本発明においては、加熱合金化後のめっき層中のP含有量は、0.0011wt%以上、0.020wt %以下であることがより好ましい。
本発明においては、加熱合金化後のめっき層中のP含有量は、0.0011wt%以上、0.020wt %以下であることがより好ましい。
さらに、本発明によれば、2段加熱を施すことによって、溶融亜鉛めっき鋼板の合金化時にアウトバーストが生じ、合金化溶融亜鉛めっき層の表面に凹部(クレータ)が形成され、合金化溶融亜鉛めっき鋼板のプレス加工時に油保持性が改善され、摺動性が向上する。
この結果、本発明によれば、合金化溶融亜鉛めっき鋼板のプレス加工時のめっき剥離などのフレーキングが防止可能となった。
この結果、本発明によれば、合金化溶融亜鉛めっき鋼板のプレス加工時のめっき剥離などのフレーキングが防止可能となった。
本発明においては、合金化溶融亜鉛めっき鋼板のめっき層の表面を光学顕微鏡もしくは走査電子顕微鏡(SEM) もしくはレーザー顕微鏡で観察した場合の表面領域:100 μm ×100 μm 中に、クレータ状凹凸部の凹部が4〜100 個存在することが好ましい。
表面領域:100 μm ×100 μm 中の凹部の個数が4個未満の場合、油保持性の改善によるプレス成形性の向上効果を得ることが困難となる。
表面領域:100 μm ×100 μm 中の凹部の個数が4個未満の場合、油保持性の改善によるプレス成形性の向上効果を得ることが困難となる。
逆に、表面領域:100 μm ×100 μm 中の凹部の個数が100 個を超える場合、凹部の個数の増加により、クレータ凸部(クレータ凹部の縁部を囲む外輪)の体積が増加する。
その結果、クレータ凹部の実体積が減少し、保持される油の絶対量が減少し、摺動性改善効果が低減する。
本発明においては、合金化溶融亜鉛めっき鋼板のめっき層表面のクレータ状凹凸部の凹部の深さが2〜10μm 、凸部(クレータ凹部の縁部を囲む外輪)の高さが3μm 以下である凹部の個数が、表面領域:100 μm ×100 μm 中で4〜100 個存在することがより好ましい。
その結果、クレータ凹部の実体積が減少し、保持される油の絶対量が減少し、摺動性改善効果が低減する。
本発明においては、合金化溶融亜鉛めっき鋼板のめっき層表面のクレータ状凹凸部の凹部の深さが2〜10μm 、凸部(クレータ凹部の縁部を囲む外輪)の高さが3μm 以下である凹部の個数が、表面領域:100 μm ×100 μm 中で4〜100 個存在することがより好ましい。
これは、凹部の深さが2μm 未満の場合、プレス加工時の油の保持性に劣り、凹部の深さが10μm を超える場合、凸部の高さが3μm を超える場合、プレス加工時に凹部に保持された油による摺動性改善効果が低減するためである。
上記した凹部の深さ、凸部の高さは、光学顕微鏡もしくは走査電子顕微鏡(SEM) で合金化溶融亜鉛めっき鋼板を斜めから観察することによって判定することができ、レーザー顕微鏡で求めることができる。
上記した凹部の深さ、凸部の高さは、光学顕微鏡もしくは走査電子顕微鏡(SEM) で合金化溶融亜鉛めっき鋼板を斜めから観察することによって判定することができ、レーザー顕微鏡で求めることができる。
本発明においては、非常に優れた摺動性改善効果を得るために、表面領域:100 μm ×100 μm 中の凹部の個数の上限値を70個とすることがより好ましい。
以下、本発明を実施例に基づいてさらに具体的に説明する。
表1に示す化学組成(鋼種:A〜N)の厚さ300mm の連続鋳造スラブを1200℃に加熱し、3パスの粗圧延後、7スタンドの仕上げ圧延機で圧延し、厚さ2.3mm の熱間圧延鋼板を得た。
その後、表2に示す温度(:CT)で巻き取った。
表1に示す化学組成(鋼種:A〜N)の厚さ300mm の連続鋳造スラブを1200℃に加熱し、3パスの粗圧延後、7スタンドの仕上げ圧延機で圧延し、厚さ2.3mm の熱間圧延鋼板を得た。
その後、表2に示す温度(:CT)で巻き取った。
得られた熱間圧延鋼板を酸洗後、鋼種Aについては熱間圧延鋼板のまま(実施例1、比較例5、6)もしくは板厚が1.0mm となるように冷間圧延を施した後(比較例1〜4)、連続焼鈍ラインに通板し、表2に示す加熱温度:T1で焼鈍した。
また、鋼種B〜Nについては、熱間圧延鋼板を酸洗後、板厚が1.0mm となるように冷間圧延を施した後、連続焼鈍ラインに通板し、表2に示す加熱温度:T1で焼鈍した(実施例2〜14、比較例7〜10)。
また、鋼種B〜Nについては、熱間圧延鋼板を酸洗後、板厚が1.0mm となるように冷間圧延を施した後、連続焼鈍ラインに通板し、表2に示す加熱温度:T1で焼鈍した(実施例2〜14、比較例7〜10)。
その後、得られた各鋼種の圧延鋼板を連続溶融亜鉛めっきラインに通板し、表2に示す各種条件下で、前処理酸洗、加熱還元、溶融亜鉛めっき、加熱合金化処理を行った。
また、実施例6においては、加熱合金化処理を施さずに、後記する評価方法、評価基準に基づいて、得られた溶融亜鉛めっき鋼板の性能の評価を行った。
なお、表2に示す製造条件以外の製造条件を下記(1) 〜(3) に示す。
また、実施例6においては、加熱合金化処理を施さずに、後記する評価方法、評価基準に基づいて、得られた溶融亜鉛めっき鋼板の性能の評価を行った。
なお、表2に示す製造条件以外の製造条件を下記(1) 〜(3) に示す。
(1) 連続溶融亜鉛めっきラインにおける酸洗(前処理酸洗):
表2に示す連続溶融亜鉛めっきラインにおける酸洗(前処理酸洗)は、液温:60℃、HCl 濃度:5wt%の酸洗液(:pH=1以下)または液温:60℃、H2SO4 濃度:5wt%の酸洗液(:pH=1以下)を用いて10秒間酸洗を行って実験を行ったが、どちらの条件でもめっき性改善に効果が認められた。
表2に示す連続溶融亜鉛めっきラインにおける酸洗(前処理酸洗)は、液温:60℃、HCl 濃度:5wt%の酸洗液(:pH=1以下)または液温:60℃、H2SO4 濃度:5wt%の酸洗液(:pH=1以下)を用いて10秒間酸洗を行って実験を行ったが、どちらの条件でもめっき性改善に効果が認められた。
(2) 連続溶融亜鉛めっきラインにおける加熱還元:
連続溶融亜鉛めっきラインにおける加熱還元は、表2に示すH2濃度のH2−N2ガス雰囲気下で行った。
(3) 溶融亜鉛めっきのめっき付着量、合金化溶融亜鉛めっきのめっき付着量:
溶融亜鉛めっきのめっき付着量は、いずれも、鋼板両面共40g/m2とした。
連続溶融亜鉛めっきラインにおける加熱還元は、表2に示すH2濃度のH2−N2ガス雰囲気下で行った。
(3) 溶融亜鉛めっきのめっき付着量、合金化溶融亜鉛めっきのめっき付着量:
溶融亜鉛めっきのめっき付着量は、いずれも、鋼板両面共40g/m2とした。
また、合金化溶融亜鉛めっきのめっき付着量は、いずれも、鋼板両面共30〜60g/m2の範囲内であった。
次に、得られた溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板のめっき性、めっき密着性、プレス成形性、合金化後の外観、合金化度、合金化めっき層中P含有量、合金化めっき層の相構造、加工性、耐食性、スポット溶接性について下記評価方法、評価基準に基づいて評価した。
次に、得られた溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板のめっき性、めっき密着性、プレス成形性、合金化後の外観、合金化度、合金化めっき層中P含有量、合金化めっき層の相構造、加工性、耐食性、スポット溶接性について下記評価方法、評価基準に基づいて評価した。
得られた評価結果を表3に示す。
なお、表2におけるP系酸化物の還元の有無は、鋼板表面をESCA(:光電子分光装置)で分析し、酸素と結合すると考えられるP化合物のピークが明瞭に認められるか否かによって判断した。
なお、上記した酸素と結合すると考えられるP化合物とは、リン酸根(PO4 3-) 、リン酸水素根(HPO4 2-,H2PO4 - ) 、水酸基(OH- ) および鉄イオン(Fe3+,Fe2+ ) を主構成要素とする下記リン酸鉄化合物である。
なお、表2におけるP系酸化物の還元の有無は、鋼板表面をESCA(:光電子分光装置)で分析し、酸素と結合すると考えられるP化合物のピークが明瞭に認められるか否かによって判断した。
なお、上記した酸素と結合すると考えられるP化合物とは、リン酸根(PO4 3-) 、リン酸水素根(HPO4 2-,H2PO4 - ) 、水酸基(OH- ) および鉄イオン(Fe3+,Fe2+ ) を主構成要素とする下記リン酸鉄化合物である。
リン酸鉄化合物:FeIII (PO4) ・nH2O 、FeIII 2(HPO4)3・nH2O 、FeIII (H2PO4)3・nH2O 、FeII 3(PO4)2 ・nH2O 、FeII(HPO4)・nH2O 、FeII(H2PO4)2・nH2O 、FeIII (HPO4)(OH)・nH2O 、FeIII 4 {(PO4)(OH) }3 ・nH2O (n:0以上の整数)
また、ESCAは定法にて測定し、一般的なスペクトル集に実測例として記載されている、上記したリン酸鉄化合物に対応する、Oと結合すると考えられる位置のPのスペクトル強度に着目し、ピーク高さはピーク以外のノイズ部分の平均振幅Nに比べてピーク位置のベースからの高さHが、H≧3Nの関係を満たす場合にピークが明瞭に認められるとした。
また、ESCAは定法にて測定し、一般的なスペクトル集に実測例として記載されている、上記したリン酸鉄化合物に対応する、Oと結合すると考えられる位置のPのスペクトル強度に着目し、ピーク高さはピーク以外のノイズ部分の平均振幅Nに比べてピーク位置のベースからの高さHが、H≧3Nの関係を満たす場合にピークが明瞭に認められるとした。
〔めっき性:〕
溶融亜鉛めっき後のめっき鋼板(未合金化処理の溶融亜鉛めっき鋼板)の外観を、目視で評価。
○:不めっき欠陥無し(めっき性良好)
×:不めっき欠陥発生
〔めっき密着性:〕
めっき鋼板を、90度曲げ戻しの後、圧縮側のめっき層をセロハンテープ剥離し、セロハンテープに付着しためっき皮膜の量で評価した。
溶融亜鉛めっき後のめっき鋼板(未合金化処理の溶融亜鉛めっき鋼板)の外観を、目視で評価。
○:不めっき欠陥無し(めっき性良好)
×:不めっき欠陥発生
〔めっき密着性:〕
めっき鋼板を、90度曲げ戻しの後、圧縮側のめっき層をセロハンテープ剥離し、セロハンテープに付着しためっき皮膜の量で評価した。
(未合金化処理のめっき鋼板)
○:めっき層の剥離無し(めっき密着性良好)
×:めっき層の剥離有り(めっき密着性不良)
(合金化処理しためっき鋼板)
○:めっき剥離量が少ない(めっき密着性良好)
×:めっき剥離量が多い(めっき密着性不良)
〔表面形状(凹部の個数):〕
合金化溶融亜鉛めっき鋼板のめっき層の表面の凹部の深さが2〜10μm 、凹部の縁部を囲む凸部の高さが3μm 以下である凹部の個数を、表面領域:100 μm ×100 μm についてレーザー顕微鏡で測定した。
○:めっき層の剥離無し(めっき密着性良好)
×:めっき層の剥離有り(めっき密着性不良)
(合金化処理しためっき鋼板)
○:めっき剥離量が少ない(めっき密着性良好)
×:めっき剥離量が多い(めっき密着性不良)
〔表面形状(凹部の個数):〕
合金化溶融亜鉛めっき鋼板のめっき層の表面の凹部の深さが2〜10μm 、凹部の縁部を囲む凸部の高さが3μm 以下である凹部の個数を、表面領域:100 μm ×100 μm についてレーザー顕微鏡で測定した。
〔プレス成形性:〕
塗油した合金化溶融亜鉛めっき鋼板をプレス加工し、めっきの剥離が少なく加工できるか否かを調査した。
すなわち、プレス加工後、金型に付着しためっきをセロハンテープで剥離し、セロハンテープに付着しためっき皮膜の量で評価した。
塗油した合金化溶融亜鉛めっき鋼板をプレス加工し、めっきの剥離が少なく加工できるか否かを調査した。
すなわち、プレス加工後、金型に付着しためっきをセロハンテープで剥離し、セロハンテープに付着しためっき皮膜の量で評価した。
○:めっき剥離量が少ない(プレス成形性良好)
×:めっき剥離量が多い(プレス成形性不良)
〔合金化後の外観:〕
目視で評価した。
○:合金化ムラがなく均一な外観が得られた
×:合金化ムラが発生した
〔合金化度、合金化めっき層中P含有量:〕
アルカリ性溶液もしくは酸性溶液による一般的なめっき層溶解方法によって、めっき層を溶解し、得られた溶液の分析によって合金化溶融亜鉛めっき層中のFe含有量、P含有量を分析、測定した。
×:めっき剥離量が多い(プレス成形性不良)
〔合金化後の外観:〕
目視で評価した。
○:合金化ムラがなく均一な外観が得られた
×:合金化ムラが発生した
〔合金化度、合金化めっき層中P含有量:〕
アルカリ性溶液もしくは酸性溶液による一般的なめっき層溶解方法によって、めっき層を溶解し、得られた溶液の分析によって合金化溶融亜鉛めっき層中のFe含有量、P含有量を分析、測定した。
〔合金化めっき層の相構造:〕
前記した方法で定量化した。
〔加工性:〕
TS≧590MPaでかつEl≧30%を満足するものを良好とし、それ以外のものを不良とした。
〔耐食性:〕
耐食性試験は、塩水噴霧試験(SST )による腐食減量により評価した。
前記した方法で定量化した。
〔加工性:〕
TS≧590MPaでかつEl≧30%を満足するものを良好とし、それ以外のものを不良とした。
〔耐食性:〕
耐食性試験は、塩水噴霧試験(SST )による腐食減量により評価した。
〔スポット溶接性:〕
加圧力:2.01kN、電流:3.5kA 、通電時間:Ts=25cyc.、Tup =3cyc.、Tw=8cyc.、Th=5cyc.、To=50cyc.、チップ:DR6φ球形状でダイレクトスポット溶接を行ない、溶接できたものを優とし、溶接できなかったものを不良とした。
表2、表3に示すように、本発明の製造方法によって製造した実施例1〜5、実施例7〜14の合金化溶融亜鉛めっき鋼板は、いずれも、不めっき欠陥が発生せず、めっき性に優れると共に、めっき密着性、プレス成形性、合金化後の外観、加工性、スポット溶接性についても何ら問題がなかった。
加圧力:2.01kN、電流:3.5kA 、通電時間:Ts=25cyc.、Tup =3cyc.、Tw=8cyc.、Th=5cyc.、To=50cyc.、チップ:DR6φ球形状でダイレクトスポット溶接を行ない、溶接できたものを優とし、溶接できなかったものを不良とした。
表2、表3に示すように、本発明の製造方法によって製造した実施例1〜5、実施例7〜14の合金化溶融亜鉛めっき鋼板は、いずれも、不めっき欠陥が発生せず、めっき性に優れると共に、めっき密着性、プレス成形性、合金化後の外観、加工性、スポット溶接性についても何ら問題がなかった。
また、実施例6の溶融亜鉛めっき鋼板についても、不めっき欠陥が発生せずめっき性に優れると共に、めっき密着性、加工性、スポット溶接性についても何ら問題がなかった。
これに対し、比較例1〜10の合金化溶融亜鉛めっき鋼板は、溶融亜鉛めっきに先立つ加熱還元温度、溶融亜鉛めっき後の加熱合金化時の合金化温度、合金化度、めっき層中P含有量、合金化めっき層の相構造、表面形状(凹部の個数)もしくは鋼組成が、本発明の条件もしくはより好適な条件とは異なるため、不めっき欠陥が発生するか、めっき品質、プレス成形性もしくは加工性、スポット溶接性が不良であった。
これに対し、比較例1〜10の合金化溶融亜鉛めっき鋼板は、溶融亜鉛めっきに先立つ加熱還元温度、溶融亜鉛めっき後の加熱合金化時の合金化温度、合金化度、めっき層中P含有量、合金化めっき層の相構造、表面形状(凹部の個数)もしくは鋼組成が、本発明の条件もしくはより好適な条件とは異なるため、不めっき欠陥が発生するか、めっき品質、プレス成形性もしくは加工性、スポット溶接性が不良であった。
さらに、表3に示すように、本発明においては、母材鋼板中にMoを含有するめっき鋼板が、腐食減量が少なく、耐食性に優れていることが分かった。
これは、めっき層中へのMoの拡散、添加によって腐食抑制効果が得られるためと考えられる。
これは、めっき層中へのMoの拡散、添加によって腐食抑制効果が得られるためと考えられる。

Claims (4)
- 合金化溶融亜鉛めっき層中の亜鉛−鉄合金相のX線回折における、Γ相の回折強度またはζ相の回折強度と、δ相の回析強度との比が、それぞれ、下記式(5) 、(6) を満足することを特徴とするめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板。
記
Γ(2.59Å)/δ(2.13Å)≦0.008 ×〔{鋼中P含有量(wt%)}-0.8〕……………(5)
ζ(1.26Å)/δ(2.13Å)≦0.03………(6)
上記式(5) 、(6) 中、
Γ(2.59Å):結晶格子面間隔d=2.59ÅのΓ相の回折強度
ζ(1.26Å):結晶格子面間隔d=1.26Åのζ相の回折強度
δ(2.13Å):結晶格子面間隔d=2.13Åのδ相の回析強度
を示す。 - 合金化溶融亜鉛めっき層中のFe含有量が7wt%以上、13wt%以下であることを特徴とする請求項1記載のめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板。
- 合金化溶融亜鉛めっき層中のP含有量が、0.0011wt%以上、0.03wt%以下であることを特徴とする請求項1または2記載のめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板。
- 合金化溶融亜鉛めっき層の表面に、表面領域:100 μm ×100 μm 中に4〜100 個の凹部を有することを特徴とする請求項1〜3のいずれかに記載のめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005278351A JP2006077329A (ja) | 2005-09-26 | 2005-09-26 | 高強度合金化溶融亜鉛めっき鋼板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005278351A JP2006077329A (ja) | 2005-09-26 | 2005-09-26 | 高強度合金化溶融亜鉛めっき鋼板 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP20188199A Division JP3752898B2 (ja) | 1999-07-15 | 1999-07-15 | 高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006077329A true JP2006077329A (ja) | 2006-03-23 |
Family
ID=36157014
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005278351A Pending JP2006077329A (ja) | 2005-09-26 | 2005-09-26 | 高強度合金化溶融亜鉛めっき鋼板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006077329A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008144239A (ja) * | 2006-12-12 | 2008-06-26 | Nippon Steel Corp | 合金化溶融亜鉛めっき用鋼板及び合金化溶融亜鉛めっき鋼板 |
| JP2010255113A (ja) * | 2009-03-31 | 2010-11-11 | Jfe Steel Corp | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2010255112A (ja) * | 2009-03-31 | 2010-11-11 | Jfe Steel Corp | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2012241211A (ja) * | 2011-05-17 | 2012-12-10 | Nippon Steel Corp | P含有高強度合金化溶融亜鉛めっき鋼板の製造方法 |
-
2005
- 2005-09-26 JP JP2005278351A patent/JP2006077329A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008144239A (ja) * | 2006-12-12 | 2008-06-26 | Nippon Steel Corp | 合金化溶融亜鉛めっき用鋼板及び合金化溶融亜鉛めっき鋼板 |
| JP2010255113A (ja) * | 2009-03-31 | 2010-11-11 | Jfe Steel Corp | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2010255112A (ja) * | 2009-03-31 | 2010-11-11 | Jfe Steel Corp | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2012241211A (ja) * | 2011-05-17 | 2012-12-10 | Nippon Steel Corp | P含有高強度合金化溶融亜鉛めっき鋼板の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100595947B1 (ko) | 고강도 박강판, 고강도 합금화 용융아연도금 강판 및이들의 제조방법 | |
| KR101707984B1 (ko) | 용융 Al-Zn계 도금 강판 | |
| JP4457667B2 (ja) | 表面処理鋼板 | |
| JP4464720B2 (ja) | 高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| JP5708884B2 (ja) | 合金化溶融亜鉛めっき鋼板とその製造方法 | |
| US10570474B2 (en) | Method for manufacturing high-strength galvanized steel sheet | |
| JP4837464B2 (ja) | めっき密着性に優れた高強度溶融亜鉛めっき鋼板及びその製造方法 | |
| JP2005060742A (ja) | 密着性の優れた高強度合金化溶融亜鉛めっき鋼板及びその製造方法 | |
| JP7311040B2 (ja) | Fe系電気めっき鋼板の製造方法及び合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP5392116B2 (ja) | 合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP2011153349A (ja) | 外観特性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP3752898B2 (ja) | 高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| WO2022097734A1 (ja) | Fe系電気めっき鋼板,電着塗装鋼板,自動車部品,電着塗装鋼板の製造方法,及びFe系電気めっき鋼板の製造方法 | |
| JP2008266685A (ja) | 外観に優れた高張力合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP2010116590A (ja) | 溶融亜鉛系めっき鋼板およびその製造方法 | |
| JP2006077329A (ja) | 高強度合金化溶融亜鉛めっき鋼板 | |
| JP5532086B2 (ja) | 溶融亜鉛めっき鋼管 | |
| JP2007314858A (ja) | 合金化溶融亜鉛めっき鋼板及びその製造方法 | |
| JP5556033B2 (ja) | 高強度溶融亜鉛めっき鋼板の製造方法 | |
| JP3684914B2 (ja) | 高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板の製造方法、並びに高強度合金化溶融亜鉛めっき鋼板 | |
| KR101978014B1 (ko) | 고강도 강판 및 고강도 용융 아연 도금 강판 그리고 그것들의 제조 방법 | |
| JP6089895B2 (ja) | 耐チッピング性に優れた合金化溶融亜鉛めっき鋼板 | |
| JP2004162163A (ja) | 表面処理用鋼板、表面処理鋼板およびそれらの製造方法 | |
| JP2005097744A (ja) | 高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP2022180344A (ja) | Fe系電気めっき高強度鋼板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Effective date: 20070702 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080325 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080526 |
|
| A02 | Decision of refusal |
Effective date: 20080708 Free format text: JAPANESE INTERMEDIATE CODE: A02 |