JP2004232065A - 溶融亜鉛めっき鋼板とその製造方法 - Google Patents
溶融亜鉛めっき鋼板とその製造方法 Download PDFInfo
- Publication number
- JP2004232065A JP2004232065A JP2003024478A JP2003024478A JP2004232065A JP 2004232065 A JP2004232065 A JP 2004232065A JP 2003024478 A JP2003024478 A JP 2003024478A JP 2003024478 A JP2003024478 A JP 2003024478A JP 2004232065 A JP2004232065 A JP 2004232065A
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- hot
- plating
- dip galvanized
- galvanized steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Landscapes
- Coating With Molten Metal (AREA)
Abstract
【課題】自動車用、建材用、家電用の素材として広く採用されている高張力・高延性鋼板を母材としても十分なめっき密着性を備えた溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】母材である鋼板と、該母材の表面に設けた溶融亜鉛めっき層と、該めっき層/母材の界面に設けたFe−Al−Ni合金層とから構成し、該合金層のAl量およびNi量っっっを、それぞれ、0.15〜0.5 g/m2および2〜50mg/m2 とする。製造に当たっては、表面に2〜100mg/m2のNiを付着させた母材である鋼板を、有効Alとして0.25%以上0.5 %以下のAlを含む溶融亜鉛めつき浴に浸漬する。
【選択図】 図1
【解決手段】母材である鋼板と、該母材の表面に設けた溶融亜鉛めっき層と、該めっき層/母材の界面に設けたFe−Al−Ni合金層とから構成し、該合金層のAl量およびNi量っっっを、それぞれ、0.15〜0.5 g/m2および2〜50mg/m2 とする。製造に当たっては、表面に2〜100mg/m2のNiを付着させた母材である鋼板を、有効Alとして0.25%以上0.5 %以下のAlを含む溶融亜鉛めつき浴に浸漬する。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、密着性に優れた溶融亜鉛めっき鋼板およびその製造方法に関する。
【0002】
【従来の技術】
近年、自動車の産業分野においては、Zn皮膜中にFeを8%以上含有する合金化溶融亜鉛めっき鋼板が大量に使用されている。しかし、「12年防錆」に代表されるように、自動車用めっき鋼板に対する防錆性に関して、ユーザからの要望はますます厳しくなってきている。この要望に対して、合金化溶融亜鉛めっき鋼板を厚目付化する検討も行われたが、合金化溶融亜鉛めっき鋼板は、厚目付化によりプレス時のパウダリング性が劣化することがわかった。そのため、最近では、厚目付化可能な溶融亜鉛めっき鋼板へシフトする動きがある。
【0003】
一方、自動車において環境に与える影響の問題から、燃費の向上のために車体の軽量化が進んでいる。また安全性の観点から、車体を軽量化しても安全性を維持できるように様々な部材において従来用いられてきた鋼板より強度・延性の大きい高張力鋼板の需要が高まっている。これらの鋼板を得るためにAlおよび/またはSiを添加することは、非常に有効であることが知られている。さらに、フェライト生成元素のAl、Siとオーステナイト生成元素のMnを多量に含有し、残留オーステナイトを利用した高張力鋼板の開発などがされている。
【0004】
ところで、このような高強度・高延性鋼板から成る溶融亜鉛めっき鋼板を連続溶融めっきラインで製造するためには、700 〜900 ℃の還元焼鈍(以下「焼鈍」と称す)を行い、次いで、350 〜600 ℃での保持時間(以下「低温保持」と称す)を長くし、セメンタイトの析出を抑制し、ベイナイト変態を促進し、オーステナイトにCを濃縮し、安定化させ、室温までオーステナイトを残留させることが重要である。
【0005】
しかし、前記高強度・高延性鋼板は、Al、Si、Mnを多量に含有するため、連続溶融めっきラインでの焼鈍および低温保持において、鋼板表面のAl、Si、Mnの単独酸化物またはこれらの複合酸化物が発達する現象が生じる。このような表面状態の鋼板をめっき浴に浸漬すると、前記酸化物の部分は、めっき浴と十分に反応しないため、めっき濡れ性が劣る。また、このめっき濡れ性が見かけ上良好な場合でも、界面のFe−Al系合金層の発達が十分でないため、めっき密着性が劣る。
【0006】
このような問題点の解決策として、従来から鋼板表面にNi等の金属をプレめっきしてから溶融めっきする技術が提案されている。例えば、特公昭46−19282 号、特開昭61−44168 号、特開平3−134147号、特開平6−136501号各公報などである。また、プレめっきとは異なるが、特開2000−248246号公報のように金属化合物を付着させる技術も提案されている。
【0007】
【特許文献1】特公昭46−19282 号公報
【特許文献2】特開昭61−44168 号公報
【特許文献3】特開平3−134147号公報
【特許文献4】特開平6−136501号公報
【特許文献5】特開2000−248246号公報
【0008】
【発明が解決しようとする課題】
しかしながら、そのような従来技術はいずれも母材鋼板、特に高張力鋼板との関連で密着性の改善を図るものではなく、結局、今日求められているような高延性・高張力鋼板への溶融亜鉛めっきに適用してもその作用効果は十分でないことが判明した。
【0009】
ここに、本発明の課題は、今日、自動車用、建材用、あるいは家電用の素材として広く採用されている高張力・高延性鋼板を母材としても十分なめっき密着性を備えた溶融亜鉛めっき鋼板とその製造方法を提供することである。
【0010】
【課題を解決するための手段】
本発明者らは、プレめっき法による密着性改善方法を検討した結果、以下の知見を得た。
【0011】
(1)Al、Si、Mnを多量に含む高張力鋼板に溶融亜鉛めっきを施す場合、鋼板表面にNiプレめっきしてから溶融亜鉛めっき浴に浸漬したとしても、めっき密着性は十分でなかった。しかしながら、例えば、酸洗などの表面活性化法等のめっき密着性を改善する他の方法を試みても同様であった。そこでそれらの内のもっとも大量生産に適する手段としてNiプレめっき法に着目し、さらに検討を重ねた。
【0012】
(2)前記(1) のNiプレめっきによる溶融亜鉛めっき鋼板のめっき皮膜/母材界面の組織構造を分析したところ、当該界面におけるNiの残存量が少なく、これによってめっき密着性が劣ることが判明した。
【0013】
(3)すなわち、鋼板をめっき浴に浸漬する際、鋼板表面にプレめっきされたNiの浴中への溶出が進行するが、母材鋼板がAl、Si、Mnを多く含む場合、このNiの溶出により、鋼板表面にはAl、Si、Mnの単独または複合酸化物が現れる。この酸化物がめっき密着性に悪影響を及ぼす。一方、例えば、めっき浴にNiを添加するなどしてNiの溶出を抑えた場合、めっき皮膜/母材界面にFe−Al−Ni合金層が形成されることによりめっき密着性が確保される。
【0014】
本発明者らは、これらの知見に基づき、めっき密着性の改善について検討した結果、溶融亜鉛めっき浴中の有効Al濃度を高くするなどして、溶融亜鉛めっき浴中にプレめっきと同種の金属を含有させると、プレめっきの溶出抑制に有利な効果があることがわかった。
【0015】
本発明は、かかる知見に基づいて完成されたものであり、その要旨は、次の通りである。
(1)母材である鋼板と、該母材の表面に設けた溶融亜鉛めっき層と、該めっき層/母材の界面に形成されたFe−Al−Ni合金層とから成り、該合金層のAl量およびNi量が、それぞれ、0.15〜0.5 g/m2および2〜50mg/m2 であることを特徴とする溶融亜鉛めっき鋼板。
【0016】
(2)前記母材が、質量%で、Si:2.0 %以下、Al:2.5 %以下、SiとAlの少なくとも一方がそれぞれ0.1 %以上、Mn:0.2 〜3.0 %を含有することを特徴とする上記(1) 記載の融亜鉛めっき鋼板。
【0017】
(3)前記母材が、更に、質量%で、C:0.05〜0.25%、P:0.1 %以下、S:0.1 %以下、N:0.02%以下を含有することを特徴とする上記(2) 記載の溶融亜鉛めっき鋼板。
【0018】
(4)前記母材が、更に、質量%で、NiおよびCuの1種または2種をそれぞれ1.0 %以下含有することを特徴とする上記(2) または(3) 記載の溶融亜鉛めっき鋼板。
【0019】
(5)前記母材が、更に、質量%で、Ti、Nb、およびVの内から選んだ1種または2種以上をそれぞれ0.2 %以下含有することを特徴とする上記(2) 〜(4) のいずれかに記載の溶融亜鉛めっき鋼板。
【0020】
(6)表面に2〜100mg/m2のNiを付着させた母材である鋼板を、質量%で、有効Alとして0.25%以上0.50%以下のAlを含む溶融亜鉛めつき浴に浸漬してめっきをすることを特徴とする溶融亜鉛めっき鋼板の製造方法。
【0021】
(7)前記溶融亜鉛めっき浴中に、さらに、質量%で、Niが0.01%〜0.5 %含まれていることを特徴とする上記(6) の溶融亜鉛めっき鋼板の製造方法。
(8)前記母材が、質量%で、Si:2.0 %以下、Al:2.5 %以下、SiとAlの少なくとも一方がそれぞれ0.1 %以上、Mn:0.2 〜3.0 %を含有することを特徴とする上記(6) または(7) に記載の溶融亜鉛めっき鋼板の製造方法。
【0022】
(9)前記母材が、更に、質量%で、C:0.05〜0.25%、P:0.1 %以下、S:0.1 %以下、N:0.02%以下を含有することを特徴とする請求項8記載の溶融亜鉛めっき鋼板の製造方法。
【0023】
(10) 前記母材が、更に、質量%で、NiおよびCuの1種または2種をそれぞれ1.0 %以下含有することを特徴とする上記(8) または(9) 記載の溶融亜鉛めっき鋼板の製造方法。
【0024】
(11) 前記母材が、更に、質量%で、Ti、Nb、およびVの内から選んだ1種または2種以上をそれぞれ0.2 %以下含有することを特徴とする上記(8) 〜(10)のいずれかに記載の溶融亜鉛めっき鋼板の製造方法。
【0025】
【発明の実施の形態】
次に、本発明の実施の形態を詳細に説明する。以下、本明細書において、「%」は特に断りがない限り、「質量%」である。
【0026】
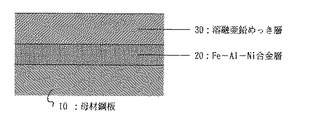
添付図面の図1は、本発明にかかる溶融亜鉛めっき鋼板の断面構造の模式的説明図であり、図中、母材鋼板10は、いわゆる高強力・高延性高張力鋼板であり、その上にNiのプレめっき層に由来するFe−Al−Ni合金層20が設けられ、表面層は溶融亜鉛めっき層30である。ここに、本発明によれば、上記合金層20のAl量は、0.15g/m2以上であり、そして同じくNi量は、2mg/m2以上である。
【0027】
本発明にかかる溶融亜鉛めっき鋼板の構造を上述のように規定した理由は次の通りである。
めっき層/母材の界面合金層
本発明の溶融亜鉛めっき鋼板では、めっき皮膜と母材との界面に図1のようにFe−Al−Ni合金層が形成されている。なお、図1では、界面全面に合金層が形成されているように見えるが、界面の状態等によってはミクロ的に不連続に形成される場合もありうる。母材としてAl、Si、Mnを多量に含む鋼板を用いた場合でも、上記合金層中のAl量が0.15g/m2以上かつNi量が2mg/m2以上であると密着性が良好となる。好ましくは、Al量は0.20g/m2以上、Ni量は5mg/m2以上であることが好ましい。
【0028】
かかるFe−Al−Ni合金層の存在はEPMAによる断面分析もしくは線分析、GDS 分析等によって確認することができる。
本発明のFe−Al−Ni合金層の構造は、その詳細は明らかでなく、Fe−Al−Ni金属間化合物層、Niが固溶したFe−Al金属間化合物層あるいはその他の構造であることが考えられる。本発明では、これらを総称してFe−Al−Ni合金層という。
【0029】
その他、上記界面にはZn等の存在する可能性も考えられるが、本発明にあっては前記合金層が存在する限り、特に制限されない。なお、前記Fe−Al−Ni合金層におけるAl量およびNi量は、表層の溶融亜鉛めっき皮膜を発煙硝酸で溶解後、残りのめっき皮膜を塩酸に溶解し、そのFe、Al、Niの含有量を測定することにより求めたものである。
【0030】
母材鋼板
本発明のめっき鋼板の構成の特徴は、めっき/母材界面に所定のFe−Al−Ni合金層が形成されることであるから、当該合金層が形成される限り、母材鋼板は特に限定されない。
【0031】
また、本発明の製造方法も、母材鋼板表面にNiをプレめっきしたのち高Al浴で溶融亜鉛めっきを施すことであるから、この面でも母材はとくに限定されない。たとえば、難めっき材の1つであるステンレス鋼板へのめっき密着性改善を目的として本発明の製造方法を適用することも可能と考えられる。
【0032】
しかしながら、本発明の主な目的の1つは、一般にめっき密着性の良くないとされるAl、Si、Mnを含む高張力鋼板が母材であっても、めっき密着性の良好な鋼板を得ることにある。以下に、かかる高張力鋼板としての好ましい成分範囲について説明する。
【0033】
Si 、 Al:
Si、Alは、ともにセメンタイトに固溶せず、セメンタイトの析出を抑制する。上記で述べたように低温保持中にセメンタイトが生成しにくいベイナイト変態し、オーステナイト中にCを濃縮させ、オーステナイトの安定度を調整するために重要な元素である。この観点から、Si、Alの少なくとも一方が0.1 %であることが必要である。
【0034】
しかし、過剰に添加した場合、熱間圧延時の酸洗斑による筋模様が発生し、溶融亜鉛めっき鋼板の外観を劣化させる。また、上述のように、これらは鋼板表面に酸化物を形成しめっき密着性を阻害する元素である。そのため、Si、Alはそれぞれ2.0 %以下、2.5 %以下が好ましい。より好ましくはそれぞれ1.8 %以下、2.0 %以下、さらに好ましくはそれぞれ1.5 %以下、1.8 %以下である。
【0035】
Mn:
Mnは、鋼板の引張強度を高めるだけでなく、さらにオーステナイトの安定度に直接作用する元素であるため、本発明において重要な元素である。また、高温からの冷却中にパーライトの生成を抑制する効果もある。この点からMnは0.2 %以上含有させる。一方、上限はコストの観点と転炉での溶製の観点から3.0 %とする。
【0036】
Si、Mn、Al以外のC、P、S、N等の元素も、鋼板の特性に影響する。以下、主に高張力溶融亜鉛めっき鋼板の製造の観点からそれらの好ましい範囲を記載する。
【0037】
C:
Cを多く含むことにより強度・延性のバランスが向上する。Cの含有量は、狙いとする強度により変更すればよいが、延性を向上させるために少なくとも0.05%以上が必要である。上限は、局部延性の劣化が著しくなる0.25%とする。
【0038】
P:
Pは不純物として鋼中に不可避的に含有される元素であって、できるだけ低い方が好ましい。特に0.1 %を越えて含有されると鋼板の延性劣化が顕著化することから、P含有量は0.1 %以下とする。
【0039】
S:
Sも不純物として鋼中に不可避的に含有される元素であって、やはり低い方が好ましい。特に0.1 %を越えて含有されるとMnS 析出物の析出量が目立つようになり、鋼板の延性を阻害するのみならず、オーステナイト安定化元素として添加されるMnを前記析出物として消費することから、S含有量は0.1 %以下とする。
【0040】
N:
Nも不純物として鋼中に不可避的に含有される元素であり、その含有量は低い方が好ましい。そして、N含有量が0.02%を越えるとAlN として消費されるAlの量が多くAl添加の効果が小さくなるばかりでなく、AlN による延性の劣化が目立つようになることから、N含有量の上限は、0.02%とする。
【0041】
さらに、高張力溶融亜鉛めっき鋼板に適用する場合、下記のNi、Cu、Ti、Nb、Vを強度向上元素として少なくとも1種添加しても良い。その場合の濃度は以下のようになる。
【0042】
Ni:
Niは、オーステナイト生成元素であると同時に、強度を向上させる元素である。Niは、低温保持を行う時のオーステナイトを安定化させ、製造安定性に優れる。また、Cu添加時に赤熱脆性を抑制する作用もある。また、熱間圧延の酸洗時などに表層部に表面濃化して、焼鈍時にSi、Mnの単独もしくは複合酸化物の表面濃化を若干抑制する作用がある。しかし、多量に添加するとコスト高になるため、上限は、1.0 %とする。
【0043】
Cu:
Cuは、Niと同様の効果を発現する。しかし、多量の添加はコスト高になる。そのため、上限は、1.0 %とする。
【0044】
Ti:
Tiは、析出強化により強度の向上が図れる元素である。更に、表層部の組織を微細にするため、めっき密着性を更に向上させる元素である。しかし、多量に添加するとその効果が飽和するばかりか、延性を低下させるため、上限は、0.2 %とする。
【0045】
Nb:
Nbは、Tiと全く同様の効果を発現する。そのため、上限を0.2 %とする。
V:
Vは、Ti、Nbと同様の作用がある。しかし、多量に添加するとコスト高を招く。そのため、上限を0.2 %とする。
【0046】
本発明における母材鋼板の鋼組成の残部は、実質Feである。実質とは、本来添加を目的としないB等が0.05%以下混入しても本発明に何ら影響を及ぼさないということである。また、C等の元素を含有した本発明鋼板の母材組織は、フェライト、残留オーステナイト、マルテンサイト、パーライト、セメンタイトの2種以上が混在した組織になる。
【0047】
ここに、本発明の製造方法によれば、母材表面にまず、Niのプレめっきとして2〜100mg/m2のNiを付着させ、次いでその鋼板を、有効Alとして0.25%以上0.50%以下のAlを含む溶融亜鉛めつき浴に浸漬してめっきすることにより溶融亜鉛めっき鋼板が製造される。以下、これらの処理工程を説明する。
【0048】
すでに述べたように、本発明において、母材である鋼板は、特に制限されないが、例えば、前記成分組成の高強度鋼板は、熱間圧延、冷間圧延によって製造され、そのときの製造条件については、例えば公知の方法の範囲内であればよい。ただし、母材の粒径が大きくなりすぎたり、小さくなりすぎると所望の特性が得られないため、冷延鋼板を母材とする場合、熱間圧延の巻取温度は700 ℃以下、冷延率は40〜80%の範囲にすることが望ましい。
【0049】
プレめっき
本発明の製造方法では、溶融亜鉛めっき前の母材鋼板の表面に予めNiを付着させておく。この場合にはNiのプレめっき後は従来の溶融亜鉛めっきに先立って行う焼鈍、低温保持は必ずしも行わなくてもよい。
【0050】
鋼板表面にNiを付着させる方法は、所定金属を水溶液、有機溶剤等に溶解し、鋼板表面に塗布、スプレーによる噴霧、浸漬といった方法を適用できる。また、Niの付着量を高めるため、公知の通電めっきおよび蒸着めっき等を用いても良い。
【0051】
Niプレめっきに先立って鋼板の予備処理を行って表面活性化を行ってもよく、そのときの予備処理としてはアルカリ、酸等による表面洗浄、あるいは還元雰囲気中での焼鈍、低温保持等が挙げられる。
【0052】
Niプレめっきは、後述のめっき工程でのめっきの濡れ性、めっき密着性を確保される程度であれば、ミクロ的に不連続に表面に存在していてもよい。しかし、母材としてAl、Si、Mnを多量に含む鋼板を用いた場合、Niの付着量が微量の場合では、Al、Si、Mnの単独または複合酸化物を隠蔽する効果が乏しく、また、めっきに浴中に全て溶出してしまうおそれも大きくなる。一方、多量の付着量は、コスト高となる。従って、これらの観点から、Ni付着量は2〜100mg/m2とする。好ましくは、5〜100mg/m2である。
【0053】
なお、界面のFe−Al合金層に含まれる金属およびプレめっきとして予め鋼板表面に付着させておく金属としては、Niのほか、経験的に、めっき前の還元焼鈍で十分還元できるFe、Co、Cu等も有効であるが、Niは、コスト的には問題であるが、作用効果の安定性、プレめっき操作が容易であるという利点を考慮すると、これらのプレめっき用金属としては最も好ましい。
【0054】
なお、このNiプレめっき層は、溶融亜鉛めっき処理が終了した時点では、母材からの鉄(Fe)の拡散、そしてめっき皮膜からはアルミニウム(Al)の拡散によって、それらの間で合金化が起こり、Fe−Al−Ni合金層が形成され、プレNiめっき層は消失してしまう。
【0055】
亜鉛めっき浴:
めっき浴中のAl濃度は、Niの溶出にかかわる重要な要素である。
浴中の有効Al濃度が小さいと、母材表面に付着させたNiが溶出しやすい。この溶出によってNiの残存付着量が過小となった場合、めっき母材界面にFe−Al−Ni合金層が形成されず、通常のFe−Al合金層が形成される。また、母材鋼板によってはめっき濡れ性が得られないおそれもある。
【0056】
ここに、「有効Al濃度」とは、めっき浴に含まれる合計Al濃度から、ドロスなどのように酸化物などの化合物として存在するAl量を除いた濃度である。
母材としてAl、Si、Mnを多量に含む鋼板を用いた場合、めっき浴中の有効Al濃度が低いと、前述の通りめっき母材界面に所定のNi量を有するFe−Al−Ni合金層が形成されず、めっき密着性は著しく劣化する。また、めっき濡れ性にとっても好ましくないと考えられる。また、Alが多量になると、密着性は良好な鋼板が得られてもトップドロスにより外観等が著しく劣化する。
【0057】
これらの観点から、亜鉛めっき浴中の有効AI濃度は0.25〜0.50%とする。更に好ましくは、0.3 〜0.50%である。
まためっき浴中に予めNiが含有されていると、母材鋼板表面に付着させたNiが亜鉛めっき浴中に溶出することを更に抑制できる。その効果は、0.01%以上で発揮される。しかし、多量に含有した場合、浴面にドロスを発生させめっき外観を劣化させる。更に、コスト上昇にも繋がる。従って、Niを含有させる場合、めっき浴中のNi含有量は0.01〜0.5 %とする。
【0058】
めっき浴温度は、めっき付着量の調整を容易にするために430 ℃以上が好ましく、Znの蒸発を避けてめっき浴の維持を容易にするために550 ℃以下が好ましい。
【0059】
次に、前記の高強度鋼板(特に冷間圧延を施したもの)を母材とした場合の好ましい製造方法についてさらに詳細に説明する。
プレめっき前の母材は、冷間圧延ままの鋼板を用いても、その後バッチ焼鈍または連続焼鈍した鋼板を用いてもよい。後者の方が機械特性の安定性の点からは、好ましいが、工程が多くなるためコスト高になる。通常は、コスト的に有利な前者が有利と考えられる。
【0060】
このような母材鋼板の表面に、まず前述のプレめっき条件でNiを付着させる。その後、当該母材鋼板を、必要に応じ、アルカリ水溶液等での洗浄等の公知の方法で前処理を施す。例えば、プレめっきと溶融亜鉛めっきが別ラインで処理される場合のように、プレめっきの後、溶融めっきまである程度時間がかかる場合は、表面の汚れを除去するために前記前処理を施すのが好ましい。
【0061】
次いで、母材を公知の還元性雰囲気中で700 〜900 ℃の二相共存温度域に加熱して10〜80s 、好ましくは30〜80s 焼鈍を行う。還元性雰囲気としては、水素:5〜30体積%、残部が窒素からなり、露点:−60〜−0℃の雰囲気が好適である。このとき焼鈍温度は、焼鈍温度が700 ℃未満であったり焼鈍時間が10s 未満であったりすると、再結晶しにくい等の理由で特性が劣化し、一方、温度が900 ℃を越えると粒の粗大化を起こしてしまう。また、焼鈍時間が80s を越える場合には、粒の粗大化を招くほかライン速度の低下が必要で生産性が低下するため好ましくない。
【0062】
その後、めっき浴温近傍の350 〜600 ℃まで3〜20℃/sで冷却し、その温度域に5〜90s の低温保持を行い、上記浴中Al濃度を含有する溶融めっき浴に浸漬し、次いで引き上げてめっき付着量を調整する。めっき浴温度は、めっき付着量の調整を容易にするために430 ℃以上とし、Znの蒸発を避けてめっき浴の維持を容易にするために550 ℃以下とする。めっき付着量の調整方法は、気体絞り法等、通常用いられている方法で構わない。
【0063】
めっき付着量は、耐食性の観点から30g/m2以上に、またコスト面の観点から300g/m2 以下とする。例えば自動車用内外板用では、45〜120g/m2 程度が一般的である。
【0064】
このようにして製造される本発明にかかる溶融亜鉛めっき鋼板は、めっき皮膜の密着性が高く、プレス成形などによって所定形状に成形される素材として、自動車用、家電用、さらに建材用に特に有用である。
【0065】
【実施例】
以下、実施例によって本発明を更に詳細に説明する。
表1の化学成分を有する冷延鋼板を切断し、厚さ:0.80mm、幅:80mm、長さ:200mm のサンプルを多数採取した。一部のサンプルには、pH4のNi処理液(硫酸アンモニウム11 g/l、硫酸ニッケル3g/l)に浸漬し、その後水洗乾燥した。
【0066】
なお、浸漬の際には、Ni付着量と浸漬時間や処理液温度との関係を予め調査しておき、その結果に基づいて所定付着量が得られるような条件下で浸漬した。
このようにして表面にNiを付着させたサンプルを75℃のNaOH水溶液で脱脂洗浄したのち、連続式溶融めっきシミュレータを用いて、10%H2−N2の還元性雰囲気中で860 ℃に加熱し、60s 間保持して焼鈍を施し、その後、6 ℃/sで500 ℃まで冷却し、500 ℃で40s 間保持し、その後めっき浴温度近傍まで冷却し、めっき浴に浸漬した。めっき浴温度は460 ℃とした。めっき浴のAl濃度は、0.15〜0.55%まで変更した。更に浴中のNi含有量を適宜調整した。
【0067】
次いで、めっき浴から引き上げて気体絞り方式により片面当たりの付着量を60g/m2に調整した。
これらのめっき鋼板のめっき濡れ性およびめっき密着性を以下の方法で調査した。調査結果を表2に示す。
【0068】
なお、めっき皮膜/母材界面のFe−Al−Ni合金層中のAl量およびNi量は、50mm×50mmのサンプルを発煙硝酸に溶解し、めっき皮膜のZn相のみを溶解した。その後、Zn相が溶解した鋼板をインヒビターを含有する10%HCl 中に鋼板上のFe−Al−Ni合金層を溶解し、得られた溶液のAlおよびNi量を定量分析することにより決定した。これらの試験結果を表2に示す。
【0069】
[めっき濡れ性]
得られたサンプルの不めっきの発生状況を観測し、めっき濡れ性を評価した。めっき濡れ性は、不めっきの発生状況に応じ、以下の基準で判定した。
【0070】
◎:不めっき無し (極めて良好)
○:微細不めっき有り(良好)
×:粗大不めっき有り(不良)。
【0071】
[めっき密着性]
鋼板を、30×30mmに切断し、直径5mmのポンチと直径12mmの受けダイスを使用し、約48kgm/s2の衝撃(1.6kgの錘を高さ50cmから自由落下)を加えた。その後、テープ剥離を行い付着しためっきを目視により観察した。めっき剥離の状況に応じ下記評価基準で判定した。
【0072】
◎:剥離無し(極めて良好)
○:微量剥離(良好)
×:全面剥離(不良)
【0073】
【表1】
 【0074】
【0074】
【表2】
【0075】
【発明の効果】
本発明にかかる溶融亜鉛めっき鋼板は、めっき皮膜/母材鋼板の界面に所定のNi量を含有するFe−Al−Ni合金層が形成されるように構成することで、めっき濡れ性およびめっき皮膜の密着性が良好である。特に母材中にSi、Al、Mnを多量に含有した高張力溶融亜鉛めっき鋼板の分野に適用することが有用である。本発明にかかる溶融亜鉛めっき鋼板は、家電、建材、自動車などの素材として好適であり、特に自動車分野において優れた性能および経済性を発揮することができ、実用上の意義は大きい。
【図面の簡単な説明】
【図1】本発明にかかる溶融亜鉛めっき鋼板の断面の略式説明図である。
【発明の属する技術分野】
本発明は、密着性に優れた溶融亜鉛めっき鋼板およびその製造方法に関する。
【0002】
【従来の技術】
近年、自動車の産業分野においては、Zn皮膜中にFeを8%以上含有する合金化溶融亜鉛めっき鋼板が大量に使用されている。しかし、「12年防錆」に代表されるように、自動車用めっき鋼板に対する防錆性に関して、ユーザからの要望はますます厳しくなってきている。この要望に対して、合金化溶融亜鉛めっき鋼板を厚目付化する検討も行われたが、合金化溶融亜鉛めっき鋼板は、厚目付化によりプレス時のパウダリング性が劣化することがわかった。そのため、最近では、厚目付化可能な溶融亜鉛めっき鋼板へシフトする動きがある。
【0003】
一方、自動車において環境に与える影響の問題から、燃費の向上のために車体の軽量化が進んでいる。また安全性の観点から、車体を軽量化しても安全性を維持できるように様々な部材において従来用いられてきた鋼板より強度・延性の大きい高張力鋼板の需要が高まっている。これらの鋼板を得るためにAlおよび/またはSiを添加することは、非常に有効であることが知られている。さらに、フェライト生成元素のAl、Siとオーステナイト生成元素のMnを多量に含有し、残留オーステナイトを利用した高張力鋼板の開発などがされている。
【0004】
ところで、このような高強度・高延性鋼板から成る溶融亜鉛めっき鋼板を連続溶融めっきラインで製造するためには、700 〜900 ℃の還元焼鈍(以下「焼鈍」と称す)を行い、次いで、350 〜600 ℃での保持時間(以下「低温保持」と称す)を長くし、セメンタイトの析出を抑制し、ベイナイト変態を促進し、オーステナイトにCを濃縮し、安定化させ、室温までオーステナイトを残留させることが重要である。
【0005】
しかし、前記高強度・高延性鋼板は、Al、Si、Mnを多量に含有するため、連続溶融めっきラインでの焼鈍および低温保持において、鋼板表面のAl、Si、Mnの単独酸化物またはこれらの複合酸化物が発達する現象が生じる。このような表面状態の鋼板をめっき浴に浸漬すると、前記酸化物の部分は、めっき浴と十分に反応しないため、めっき濡れ性が劣る。また、このめっき濡れ性が見かけ上良好な場合でも、界面のFe−Al系合金層の発達が十分でないため、めっき密着性が劣る。
【0006】
このような問題点の解決策として、従来から鋼板表面にNi等の金属をプレめっきしてから溶融めっきする技術が提案されている。例えば、特公昭46−19282 号、特開昭61−44168 号、特開平3−134147号、特開平6−136501号各公報などである。また、プレめっきとは異なるが、特開2000−248246号公報のように金属化合物を付着させる技術も提案されている。
【0007】
【特許文献1】特公昭46−19282 号公報
【特許文献2】特開昭61−44168 号公報
【特許文献3】特開平3−134147号公報
【特許文献4】特開平6−136501号公報
【特許文献5】特開2000−248246号公報
【0008】
【発明が解決しようとする課題】
しかしながら、そのような従来技術はいずれも母材鋼板、特に高張力鋼板との関連で密着性の改善を図るものではなく、結局、今日求められているような高延性・高張力鋼板への溶融亜鉛めっきに適用してもその作用効果は十分でないことが判明した。
【0009】
ここに、本発明の課題は、今日、自動車用、建材用、あるいは家電用の素材として広く採用されている高張力・高延性鋼板を母材としても十分なめっき密着性を備えた溶融亜鉛めっき鋼板とその製造方法を提供することである。
【0010】
【課題を解決するための手段】
本発明者らは、プレめっき法による密着性改善方法を検討した結果、以下の知見を得た。
【0011】
(1)Al、Si、Mnを多量に含む高張力鋼板に溶融亜鉛めっきを施す場合、鋼板表面にNiプレめっきしてから溶融亜鉛めっき浴に浸漬したとしても、めっき密着性は十分でなかった。しかしながら、例えば、酸洗などの表面活性化法等のめっき密着性を改善する他の方法を試みても同様であった。そこでそれらの内のもっとも大量生産に適する手段としてNiプレめっき法に着目し、さらに検討を重ねた。
【0012】
(2)前記(1) のNiプレめっきによる溶融亜鉛めっき鋼板のめっき皮膜/母材界面の組織構造を分析したところ、当該界面におけるNiの残存量が少なく、これによってめっき密着性が劣ることが判明した。
【0013】
(3)すなわち、鋼板をめっき浴に浸漬する際、鋼板表面にプレめっきされたNiの浴中への溶出が進行するが、母材鋼板がAl、Si、Mnを多く含む場合、このNiの溶出により、鋼板表面にはAl、Si、Mnの単独または複合酸化物が現れる。この酸化物がめっき密着性に悪影響を及ぼす。一方、例えば、めっき浴にNiを添加するなどしてNiの溶出を抑えた場合、めっき皮膜/母材界面にFe−Al−Ni合金層が形成されることによりめっき密着性が確保される。
【0014】
本発明者らは、これらの知見に基づき、めっき密着性の改善について検討した結果、溶融亜鉛めっき浴中の有効Al濃度を高くするなどして、溶融亜鉛めっき浴中にプレめっきと同種の金属を含有させると、プレめっきの溶出抑制に有利な効果があることがわかった。
【0015】
本発明は、かかる知見に基づいて完成されたものであり、その要旨は、次の通りである。
(1)母材である鋼板と、該母材の表面に設けた溶融亜鉛めっき層と、該めっき層/母材の界面に形成されたFe−Al−Ni合金層とから成り、該合金層のAl量およびNi量が、それぞれ、0.15〜0.5 g/m2および2〜50mg/m2 であることを特徴とする溶融亜鉛めっき鋼板。
【0016】
(2)前記母材が、質量%で、Si:2.0 %以下、Al:2.5 %以下、SiとAlの少なくとも一方がそれぞれ0.1 %以上、Mn:0.2 〜3.0 %を含有することを特徴とする上記(1) 記載の融亜鉛めっき鋼板。
【0017】
(3)前記母材が、更に、質量%で、C:0.05〜0.25%、P:0.1 %以下、S:0.1 %以下、N:0.02%以下を含有することを特徴とする上記(2) 記載の溶融亜鉛めっき鋼板。
【0018】
(4)前記母材が、更に、質量%で、NiおよびCuの1種または2種をそれぞれ1.0 %以下含有することを特徴とする上記(2) または(3) 記載の溶融亜鉛めっき鋼板。
【0019】
(5)前記母材が、更に、質量%で、Ti、Nb、およびVの内から選んだ1種または2種以上をそれぞれ0.2 %以下含有することを特徴とする上記(2) 〜(4) のいずれかに記載の溶融亜鉛めっき鋼板。
【0020】
(6)表面に2〜100mg/m2のNiを付着させた母材である鋼板を、質量%で、有効Alとして0.25%以上0.50%以下のAlを含む溶融亜鉛めつき浴に浸漬してめっきをすることを特徴とする溶融亜鉛めっき鋼板の製造方法。
【0021】
(7)前記溶融亜鉛めっき浴中に、さらに、質量%で、Niが0.01%〜0.5 %含まれていることを特徴とする上記(6) の溶融亜鉛めっき鋼板の製造方法。
(8)前記母材が、質量%で、Si:2.0 %以下、Al:2.5 %以下、SiとAlの少なくとも一方がそれぞれ0.1 %以上、Mn:0.2 〜3.0 %を含有することを特徴とする上記(6) または(7) に記載の溶融亜鉛めっき鋼板の製造方法。
【0022】
(9)前記母材が、更に、質量%で、C:0.05〜0.25%、P:0.1 %以下、S:0.1 %以下、N:0.02%以下を含有することを特徴とする請求項8記載の溶融亜鉛めっき鋼板の製造方法。
【0023】
(10) 前記母材が、更に、質量%で、NiおよびCuの1種または2種をそれぞれ1.0 %以下含有することを特徴とする上記(8) または(9) 記載の溶融亜鉛めっき鋼板の製造方法。
【0024】
(11) 前記母材が、更に、質量%で、Ti、Nb、およびVの内から選んだ1種または2種以上をそれぞれ0.2 %以下含有することを特徴とする上記(8) 〜(10)のいずれかに記載の溶融亜鉛めっき鋼板の製造方法。
【0025】
【発明の実施の形態】
次に、本発明の実施の形態を詳細に説明する。以下、本明細書において、「%」は特に断りがない限り、「質量%」である。
【0026】
添付図面の図1は、本発明にかかる溶融亜鉛めっき鋼板の断面構造の模式的説明図であり、図中、母材鋼板10は、いわゆる高強力・高延性高張力鋼板であり、その上にNiのプレめっき層に由来するFe−Al−Ni合金層20が設けられ、表面層は溶融亜鉛めっき層30である。ここに、本発明によれば、上記合金層20のAl量は、0.15g/m2以上であり、そして同じくNi量は、2mg/m2以上である。
【0027】
本発明にかかる溶融亜鉛めっき鋼板の構造を上述のように規定した理由は次の通りである。
めっき層/母材の界面合金層
本発明の溶融亜鉛めっき鋼板では、めっき皮膜と母材との界面に図1のようにFe−Al−Ni合金層が形成されている。なお、図1では、界面全面に合金層が形成されているように見えるが、界面の状態等によってはミクロ的に不連続に形成される場合もありうる。母材としてAl、Si、Mnを多量に含む鋼板を用いた場合でも、上記合金層中のAl量が0.15g/m2以上かつNi量が2mg/m2以上であると密着性が良好となる。好ましくは、Al量は0.20g/m2以上、Ni量は5mg/m2以上であることが好ましい。
【0028】
かかるFe−Al−Ni合金層の存在はEPMAによる断面分析もしくは線分析、GDS 分析等によって確認することができる。
本発明のFe−Al−Ni合金層の構造は、その詳細は明らかでなく、Fe−Al−Ni金属間化合物層、Niが固溶したFe−Al金属間化合物層あるいはその他の構造であることが考えられる。本発明では、これらを総称してFe−Al−Ni合金層という。
【0029】
その他、上記界面にはZn等の存在する可能性も考えられるが、本発明にあっては前記合金層が存在する限り、特に制限されない。なお、前記Fe−Al−Ni合金層におけるAl量およびNi量は、表層の溶融亜鉛めっき皮膜を発煙硝酸で溶解後、残りのめっき皮膜を塩酸に溶解し、そのFe、Al、Niの含有量を測定することにより求めたものである。
【0030】
母材鋼板
本発明のめっき鋼板の構成の特徴は、めっき/母材界面に所定のFe−Al−Ni合金層が形成されることであるから、当該合金層が形成される限り、母材鋼板は特に限定されない。
【0031】
また、本発明の製造方法も、母材鋼板表面にNiをプレめっきしたのち高Al浴で溶融亜鉛めっきを施すことであるから、この面でも母材はとくに限定されない。たとえば、難めっき材の1つであるステンレス鋼板へのめっき密着性改善を目的として本発明の製造方法を適用することも可能と考えられる。
【0032】
しかしながら、本発明の主な目的の1つは、一般にめっき密着性の良くないとされるAl、Si、Mnを含む高張力鋼板が母材であっても、めっき密着性の良好な鋼板を得ることにある。以下に、かかる高張力鋼板としての好ましい成分範囲について説明する。
【0033】
Si 、 Al:
Si、Alは、ともにセメンタイトに固溶せず、セメンタイトの析出を抑制する。上記で述べたように低温保持中にセメンタイトが生成しにくいベイナイト変態し、オーステナイト中にCを濃縮させ、オーステナイトの安定度を調整するために重要な元素である。この観点から、Si、Alの少なくとも一方が0.1 %であることが必要である。
【0034】
しかし、過剰に添加した場合、熱間圧延時の酸洗斑による筋模様が発生し、溶融亜鉛めっき鋼板の外観を劣化させる。また、上述のように、これらは鋼板表面に酸化物を形成しめっき密着性を阻害する元素である。そのため、Si、Alはそれぞれ2.0 %以下、2.5 %以下が好ましい。より好ましくはそれぞれ1.8 %以下、2.0 %以下、さらに好ましくはそれぞれ1.5 %以下、1.8 %以下である。
【0035】
Mn:
Mnは、鋼板の引張強度を高めるだけでなく、さらにオーステナイトの安定度に直接作用する元素であるため、本発明において重要な元素である。また、高温からの冷却中にパーライトの生成を抑制する効果もある。この点からMnは0.2 %以上含有させる。一方、上限はコストの観点と転炉での溶製の観点から3.0 %とする。
【0036】
Si、Mn、Al以外のC、P、S、N等の元素も、鋼板の特性に影響する。以下、主に高張力溶融亜鉛めっき鋼板の製造の観点からそれらの好ましい範囲を記載する。
【0037】
C:
Cを多く含むことにより強度・延性のバランスが向上する。Cの含有量は、狙いとする強度により変更すればよいが、延性を向上させるために少なくとも0.05%以上が必要である。上限は、局部延性の劣化が著しくなる0.25%とする。
【0038】
P:
Pは不純物として鋼中に不可避的に含有される元素であって、できるだけ低い方が好ましい。特に0.1 %を越えて含有されると鋼板の延性劣化が顕著化することから、P含有量は0.1 %以下とする。
【0039】
S:
Sも不純物として鋼中に不可避的に含有される元素であって、やはり低い方が好ましい。特に0.1 %を越えて含有されるとMnS 析出物の析出量が目立つようになり、鋼板の延性を阻害するのみならず、オーステナイト安定化元素として添加されるMnを前記析出物として消費することから、S含有量は0.1 %以下とする。
【0040】
N:
Nも不純物として鋼中に不可避的に含有される元素であり、その含有量は低い方が好ましい。そして、N含有量が0.02%を越えるとAlN として消費されるAlの量が多くAl添加の効果が小さくなるばかりでなく、AlN による延性の劣化が目立つようになることから、N含有量の上限は、0.02%とする。
【0041】
さらに、高張力溶融亜鉛めっき鋼板に適用する場合、下記のNi、Cu、Ti、Nb、Vを強度向上元素として少なくとも1種添加しても良い。その場合の濃度は以下のようになる。
【0042】
Ni:
Niは、オーステナイト生成元素であると同時に、強度を向上させる元素である。Niは、低温保持を行う時のオーステナイトを安定化させ、製造安定性に優れる。また、Cu添加時に赤熱脆性を抑制する作用もある。また、熱間圧延の酸洗時などに表層部に表面濃化して、焼鈍時にSi、Mnの単独もしくは複合酸化物の表面濃化を若干抑制する作用がある。しかし、多量に添加するとコスト高になるため、上限は、1.0 %とする。
【0043】
Cu:
Cuは、Niと同様の効果を発現する。しかし、多量の添加はコスト高になる。そのため、上限は、1.0 %とする。
【0044】
Ti:
Tiは、析出強化により強度の向上が図れる元素である。更に、表層部の組織を微細にするため、めっき密着性を更に向上させる元素である。しかし、多量に添加するとその効果が飽和するばかりか、延性を低下させるため、上限は、0.2 %とする。
【0045】
Nb:
Nbは、Tiと全く同様の効果を発現する。そのため、上限を0.2 %とする。
V:
Vは、Ti、Nbと同様の作用がある。しかし、多量に添加するとコスト高を招く。そのため、上限を0.2 %とする。
【0046】
本発明における母材鋼板の鋼組成の残部は、実質Feである。実質とは、本来添加を目的としないB等が0.05%以下混入しても本発明に何ら影響を及ぼさないということである。また、C等の元素を含有した本発明鋼板の母材組織は、フェライト、残留オーステナイト、マルテンサイト、パーライト、セメンタイトの2種以上が混在した組織になる。
【0047】
ここに、本発明の製造方法によれば、母材表面にまず、Niのプレめっきとして2〜100mg/m2のNiを付着させ、次いでその鋼板を、有効Alとして0.25%以上0.50%以下のAlを含む溶融亜鉛めつき浴に浸漬してめっきすることにより溶融亜鉛めっき鋼板が製造される。以下、これらの処理工程を説明する。
【0048】
すでに述べたように、本発明において、母材である鋼板は、特に制限されないが、例えば、前記成分組成の高強度鋼板は、熱間圧延、冷間圧延によって製造され、そのときの製造条件については、例えば公知の方法の範囲内であればよい。ただし、母材の粒径が大きくなりすぎたり、小さくなりすぎると所望の特性が得られないため、冷延鋼板を母材とする場合、熱間圧延の巻取温度は700 ℃以下、冷延率は40〜80%の範囲にすることが望ましい。
【0049】
プレめっき
本発明の製造方法では、溶融亜鉛めっき前の母材鋼板の表面に予めNiを付着させておく。この場合にはNiのプレめっき後は従来の溶融亜鉛めっきに先立って行う焼鈍、低温保持は必ずしも行わなくてもよい。
【0050】
鋼板表面にNiを付着させる方法は、所定金属を水溶液、有機溶剤等に溶解し、鋼板表面に塗布、スプレーによる噴霧、浸漬といった方法を適用できる。また、Niの付着量を高めるため、公知の通電めっきおよび蒸着めっき等を用いても良い。
【0051】
Niプレめっきに先立って鋼板の予備処理を行って表面活性化を行ってもよく、そのときの予備処理としてはアルカリ、酸等による表面洗浄、あるいは還元雰囲気中での焼鈍、低温保持等が挙げられる。
【0052】
Niプレめっきは、後述のめっき工程でのめっきの濡れ性、めっき密着性を確保される程度であれば、ミクロ的に不連続に表面に存在していてもよい。しかし、母材としてAl、Si、Mnを多量に含む鋼板を用いた場合、Niの付着量が微量の場合では、Al、Si、Mnの単独または複合酸化物を隠蔽する効果が乏しく、また、めっきに浴中に全て溶出してしまうおそれも大きくなる。一方、多量の付着量は、コスト高となる。従って、これらの観点から、Ni付着量は2〜100mg/m2とする。好ましくは、5〜100mg/m2である。
【0053】
なお、界面のFe−Al合金層に含まれる金属およびプレめっきとして予め鋼板表面に付着させておく金属としては、Niのほか、経験的に、めっき前の還元焼鈍で十分還元できるFe、Co、Cu等も有効であるが、Niは、コスト的には問題であるが、作用効果の安定性、プレめっき操作が容易であるという利点を考慮すると、これらのプレめっき用金属としては最も好ましい。
【0054】
なお、このNiプレめっき層は、溶融亜鉛めっき処理が終了した時点では、母材からの鉄(Fe)の拡散、そしてめっき皮膜からはアルミニウム(Al)の拡散によって、それらの間で合金化が起こり、Fe−Al−Ni合金層が形成され、プレNiめっき層は消失してしまう。
【0055】
亜鉛めっき浴:
めっき浴中のAl濃度は、Niの溶出にかかわる重要な要素である。
浴中の有効Al濃度が小さいと、母材表面に付着させたNiが溶出しやすい。この溶出によってNiの残存付着量が過小となった場合、めっき母材界面にFe−Al−Ni合金層が形成されず、通常のFe−Al合金層が形成される。また、母材鋼板によってはめっき濡れ性が得られないおそれもある。
【0056】
ここに、「有効Al濃度」とは、めっき浴に含まれる合計Al濃度から、ドロスなどのように酸化物などの化合物として存在するAl量を除いた濃度である。
母材としてAl、Si、Mnを多量に含む鋼板を用いた場合、めっき浴中の有効Al濃度が低いと、前述の通りめっき母材界面に所定のNi量を有するFe−Al−Ni合金層が形成されず、めっき密着性は著しく劣化する。また、めっき濡れ性にとっても好ましくないと考えられる。また、Alが多量になると、密着性は良好な鋼板が得られてもトップドロスにより外観等が著しく劣化する。
【0057】
これらの観点から、亜鉛めっき浴中の有効AI濃度は0.25〜0.50%とする。更に好ましくは、0.3 〜0.50%である。
まためっき浴中に予めNiが含有されていると、母材鋼板表面に付着させたNiが亜鉛めっき浴中に溶出することを更に抑制できる。その効果は、0.01%以上で発揮される。しかし、多量に含有した場合、浴面にドロスを発生させめっき外観を劣化させる。更に、コスト上昇にも繋がる。従って、Niを含有させる場合、めっき浴中のNi含有量は0.01〜0.5 %とする。
【0058】
めっき浴温度は、めっき付着量の調整を容易にするために430 ℃以上が好ましく、Znの蒸発を避けてめっき浴の維持を容易にするために550 ℃以下が好ましい。
【0059】
次に、前記の高強度鋼板(特に冷間圧延を施したもの)を母材とした場合の好ましい製造方法についてさらに詳細に説明する。
プレめっき前の母材は、冷間圧延ままの鋼板を用いても、その後バッチ焼鈍または連続焼鈍した鋼板を用いてもよい。後者の方が機械特性の安定性の点からは、好ましいが、工程が多くなるためコスト高になる。通常は、コスト的に有利な前者が有利と考えられる。
【0060】
このような母材鋼板の表面に、まず前述のプレめっき条件でNiを付着させる。その後、当該母材鋼板を、必要に応じ、アルカリ水溶液等での洗浄等の公知の方法で前処理を施す。例えば、プレめっきと溶融亜鉛めっきが別ラインで処理される場合のように、プレめっきの後、溶融めっきまである程度時間がかかる場合は、表面の汚れを除去するために前記前処理を施すのが好ましい。
【0061】
次いで、母材を公知の還元性雰囲気中で700 〜900 ℃の二相共存温度域に加熱して10〜80s 、好ましくは30〜80s 焼鈍を行う。還元性雰囲気としては、水素:5〜30体積%、残部が窒素からなり、露点:−60〜−0℃の雰囲気が好適である。このとき焼鈍温度は、焼鈍温度が700 ℃未満であったり焼鈍時間が10s 未満であったりすると、再結晶しにくい等の理由で特性が劣化し、一方、温度が900 ℃を越えると粒の粗大化を起こしてしまう。また、焼鈍時間が80s を越える場合には、粒の粗大化を招くほかライン速度の低下が必要で生産性が低下するため好ましくない。
【0062】
その後、めっき浴温近傍の350 〜600 ℃まで3〜20℃/sで冷却し、その温度域に5〜90s の低温保持を行い、上記浴中Al濃度を含有する溶融めっき浴に浸漬し、次いで引き上げてめっき付着量を調整する。めっき浴温度は、めっき付着量の調整を容易にするために430 ℃以上とし、Znの蒸発を避けてめっき浴の維持を容易にするために550 ℃以下とする。めっき付着量の調整方法は、気体絞り法等、通常用いられている方法で構わない。
【0063】
めっき付着量は、耐食性の観点から30g/m2以上に、またコスト面の観点から300g/m2 以下とする。例えば自動車用内外板用では、45〜120g/m2 程度が一般的である。
【0064】
このようにして製造される本発明にかかる溶融亜鉛めっき鋼板は、めっき皮膜の密着性が高く、プレス成形などによって所定形状に成形される素材として、自動車用、家電用、さらに建材用に特に有用である。
【0065】
【実施例】
以下、実施例によって本発明を更に詳細に説明する。
表1の化学成分を有する冷延鋼板を切断し、厚さ:0.80mm、幅:80mm、長さ:200mm のサンプルを多数採取した。一部のサンプルには、pH4のNi処理液(硫酸アンモニウム11 g/l、硫酸ニッケル3g/l)に浸漬し、その後水洗乾燥した。
【0066】
なお、浸漬の際には、Ni付着量と浸漬時間や処理液温度との関係を予め調査しておき、その結果に基づいて所定付着量が得られるような条件下で浸漬した。
このようにして表面にNiを付着させたサンプルを75℃のNaOH水溶液で脱脂洗浄したのち、連続式溶融めっきシミュレータを用いて、10%H2−N2の還元性雰囲気中で860 ℃に加熱し、60s 間保持して焼鈍を施し、その後、6 ℃/sで500 ℃まで冷却し、500 ℃で40s 間保持し、その後めっき浴温度近傍まで冷却し、めっき浴に浸漬した。めっき浴温度は460 ℃とした。めっき浴のAl濃度は、0.15〜0.55%まで変更した。更に浴中のNi含有量を適宜調整した。
【0067】
次いで、めっき浴から引き上げて気体絞り方式により片面当たりの付着量を60g/m2に調整した。
これらのめっき鋼板のめっき濡れ性およびめっき密着性を以下の方法で調査した。調査結果を表2に示す。
【0068】
なお、めっき皮膜/母材界面のFe−Al−Ni合金層中のAl量およびNi量は、50mm×50mmのサンプルを発煙硝酸に溶解し、めっき皮膜のZn相のみを溶解した。その後、Zn相が溶解した鋼板をインヒビターを含有する10%HCl 中に鋼板上のFe−Al−Ni合金層を溶解し、得られた溶液のAlおよびNi量を定量分析することにより決定した。これらの試験結果を表2に示す。
【0069】
[めっき濡れ性]
得られたサンプルの不めっきの発生状況を観測し、めっき濡れ性を評価した。めっき濡れ性は、不めっきの発生状況に応じ、以下の基準で判定した。
【0070】
◎:不めっき無し (極めて良好)
○:微細不めっき有り(良好)
×:粗大不めっき有り(不良)。
【0071】
[めっき密着性]
鋼板を、30×30mmに切断し、直径5mmのポンチと直径12mmの受けダイスを使用し、約48kgm/s2の衝撃(1.6kgの錘を高さ50cmから自由落下)を加えた。その後、テープ剥離を行い付着しためっきを目視により観察した。めっき剥離の状況に応じ下記評価基準で判定した。
【0072】
◎:剥離無し(極めて良好)
○:微量剥離(良好)
×:全面剥離(不良)
【0073】
【表1】
【表2】
【発明の効果】
本発明にかかる溶融亜鉛めっき鋼板は、めっき皮膜/母材鋼板の界面に所定のNi量を含有するFe−Al−Ni合金層が形成されるように構成することで、めっき濡れ性およびめっき皮膜の密着性が良好である。特に母材中にSi、Al、Mnを多量に含有した高張力溶融亜鉛めっき鋼板の分野に適用することが有用である。本発明にかかる溶融亜鉛めっき鋼板は、家電、建材、自動車などの素材として好適であり、特に自動車分野において優れた性能および経済性を発揮することができ、実用上の意義は大きい。
【図面の簡単な説明】
【図1】本発明にかかる溶融亜鉛めっき鋼板の断面の略式説明図である。
Claims (11)
- 母材である鋼板と、該母材の表面に設けた溶融亜鉛めっき層と、該めっき層/母材の界面に形成されたFe−Al−Ni合金層とから成り、該合金層のAl量およびNi量が、それぞれ、0.15〜0.5 g/m2および2〜50mg/m2 であることを特徴とする溶融亜鉛めっき鋼板。
- 前記母材が、質量%で、Si:2.0 %以下、Al:2.5 %以下、SiとAlの少なくとも一方がそれぞれ0.1 %以上、Mn:0.2 〜3.0 %を含有することを特徴とする請求項1記載の融亜鉛めっき鋼板。
- 前記母材が、更に、質量%で、C:0.05〜0.25%、P:0.1 %以下、S:0.1 %以下、N:0.02%以下を含有することを特徴とする請求項2記載の溶融亜鉛めっき鋼板。
- 前記母材が、更に、質量%で、NiおよびCuの1種または2種をそれぞれ1.0 %以下含有することを特徴とする請求項2または3記載の溶融亜鉛めっき鋼板。
- 前記母材が、更に、質量%で、Ti、Nb、およびVの内から選んだ1種または2種以上をそれぞれ0.2 %以下含有することを特徴とする請求項2〜4のいずれかに記載の溶融亜鉛めっき鋼板。
- 表面に2〜100mg/m2のNiを付着させた母材である鋼板を、質量%で、有効Alとして0.25%以上0.50%以下のAlを含む溶融亜鉛めつき浴に浸漬してめっきをすることを特徴とする溶融亜鉛めっき鋼板の製造方法。
- 前記溶融亜鉛めっき浴中に、さらに、質量%で、Niが0.01%〜0.5 %含まれていることを特徴とする請求項6の溶融亜鉛めっき鋼板の製造方法。
- 前記母材が、質量%で、Si:2.0 %以下、Al:2.5 %以下、SiとAlの少なくとも一方がそれぞれ0.1 %以上、Mn:0.2 〜3.0 %を含有することを特徴とする請求項6または7に記載の溶融亜鉛めっき鋼板の製造方法。
- 前記母材が、更に、質量%で、C:0.05〜0.25%、P:0.1 %以下、S:0.1 %以下、N:0.02%以下を含有することを特徴とする請求項8記載の溶融亜鉛めっき鋼板の製造方法。
- 前記母材が、更に、質量%で、NiおよびCuの1種または2種をそれぞれ1.0 %以下含有することを特徴とする請求項8または9記載の溶融亜鉛めっき鋼板の製造方法。
- 前記母材が、更に、質量%で、Ti、Nb、およびVの内から選んだ1種または2種以上をそれぞれ0.2 %以下含有することを特徴とする請求項8〜10のいずれかに記載の溶融亜鉛めっき鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003024478A JP2004232065A (ja) | 2003-01-31 | 2003-01-31 | 溶融亜鉛めっき鋼板とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003024478A JP2004232065A (ja) | 2003-01-31 | 2003-01-31 | 溶融亜鉛めっき鋼板とその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004232065A true JP2004232065A (ja) | 2004-08-19 |
Family
ID=32953001
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003024478A Withdrawn JP2004232065A (ja) | 2003-01-31 | 2003-01-31 | 溶融亜鉛めっき鋼板とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004232065A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006299339A (ja) * | 2005-04-20 | 2006-11-02 | Nippon Steel Corp | 不メッキ欠陥発生のない溶融亜鉛メッキ方法 |
| JP2006299290A (ja) * | 2005-04-15 | 2006-11-02 | Nippon Steel Corp | スポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板およびその製造方法 |
| KR101322135B1 (ko) | 2010-10-21 | 2013-10-25 | 주식회사 포스코 | 표면품질 및 내지연파괴성이 우수한 용융아연도금강판 및 그 제조방법 |
| CN114836695A (zh) * | 2022-05-26 | 2022-08-02 | 山东钢铁集团日照有限公司 | 一种180MPa级无漏镀超低碳热镀锌钢带及其生产方法 |
-
2003
- 2003-01-31 JP JP2003024478A patent/JP2004232065A/ja not_active Withdrawn
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006299290A (ja) * | 2005-04-15 | 2006-11-02 | Nippon Steel Corp | スポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板およびその製造方法 |
| JP4528191B2 (ja) * | 2005-04-15 | 2010-08-18 | 新日本製鐵株式会社 | スポット溶接性、塗装性、加工性に優れた溶融亜鉛メッキ鋼板およびその製造方法 |
| JP2006299339A (ja) * | 2005-04-20 | 2006-11-02 | Nippon Steel Corp | 不メッキ欠陥発生のない溶融亜鉛メッキ方法 |
| JP4582707B2 (ja) * | 2005-04-20 | 2010-11-17 | 新日本製鐵株式会社 | 不メッキ欠陥発生のない溶融亜鉛メッキ方法 |
| KR101322135B1 (ko) | 2010-10-21 | 2013-10-25 | 주식회사 포스코 | 표면품질 및 내지연파괴성이 우수한 용융아연도금강판 및 그 제조방법 |
| CN114836695A (zh) * | 2022-05-26 | 2022-08-02 | 山东钢铁集团日照有限公司 | 一种180MPa级无漏镀超低碳热镀锌钢带及其生产方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100836282B1 (ko) | 고강도 알루미늄계 합금 도금 강판 | |
| EP2794950B1 (en) | Hot-dip galvanized steel sheet having excellent adhesiveness at ultra-low temperatures and method of manufacturing the same | |
| JP7358542B2 (ja) | 液体金属脆化耐性のある、合金化溶融亜鉛めっき鋼板製造のための方法 | |
| JP2004124187A (ja) | 密着性・溶接性に優れた高強度溶融亜鉛めっき鋼板 | |
| WO2005068676A1 (ja) | めっき密着性および穴拡げ性に優れた溶融亜鉛めっき高強度鋼板とその製造方法 | |
| JP4631241B2 (ja) | 強度延性バランス、めっき密着性と耐食性に優れた高張力溶融亜鉛めっき鋼板および高張力合金化溶融亜鉛めっき鋼板 | |
| JP2003055751A (ja) | 高加工時のめっき密着性および延性に優れた高強度溶融Znめっき鋼板及びその製造方法 | |
| JP3716718B2 (ja) | 合金化溶融亜鉛めっき鋼板とその製造方法 | |
| JP2003049256A (ja) | 溶接性、塗装後耐食性に優れた高強度自動車部材用アルミめっき鋼板及びそれを使用した自動車部材 | |
| CA3064637A1 (en) | Hot dipped high manganese steel and manufacturing method therefor | |
| JPH06128758A (ja) | 珪素含有鋼板の溶融亜鉛めっき方法 | |
| JPH11131145A (ja) | 高強度高延性溶融亜鉛めっき鋼板の製造方法 | |
| JP2002309358A (ja) | 加工性に優れた合金化溶融Znめっき鋼板 | |
| JP4781577B2 (ja) | 加工性に優れた高強度溶融亜鉛めっき鋼板及びその製造方法 | |
| JP3584911B2 (ja) | 高張力溶融亜鉛めっき鋼板および高張力合金化溶融亜鉛めっき鋼板 | |
| JP2004232065A (ja) | 溶融亜鉛めっき鋼板とその製造方法 | |
| JP4022063B2 (ja) | 加工性、加工部耐食性に優れた高強度アルミ系めっき鋼板及び高強度自動車部品 | |
| JPH11269625A (ja) | 合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP2002371342A (ja) | 溶融亜鉛めっき鋼板およびその製造方法 | |
| JP3577930B2 (ja) | 高強度高延性溶融亜鉛めっき鋼板および合金化溶融亜鉛 めっき鋼板 | |
| KR20090118290A (ko) | 표면외관이 우수한 고강도 합금화 용융아연도금강판의제조방법 및 이 제조방법에 의해 제조된 합금화용융아연도금강판 | |
| JP4846550B2 (ja) | 合金化溶融亜鉛めっき用鋼板及び合金化溶融亜鉛めっき鋼板 | |
| JPH05239606A (ja) | 高張力鋼板の溶融亜鉛めっき方法 | |
| JPH0565612A (ja) | Si含有鋼板の溶融亜鉛めつき方法 | |
| CN111601906A (zh) | 高强度合金化电镀锌钢板及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20060404 |