JP3594008B2 - 熱電材料、その製造方法及びペルチェモジュール - Google Patents
熱電材料、その製造方法及びペルチェモジュール Download PDFInfo
- Publication number
- JP3594008B2 JP3594008B2 JP2001325175A JP2001325175A JP3594008B2 JP 3594008 B2 JP3594008 B2 JP 3594008B2 JP 2001325175 A JP2001325175 A JP 2001325175A JP 2001325175 A JP2001325175 A JP 2001325175A JP 3594008 B2 JP3594008 B2 JP 3594008B2
- Authority
- JP
- Japan
- Prior art keywords
- extrusion
- thermoelectric material
- die
- axis
- thermoelectric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


















Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/01—Manufacture or treatment
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/80—Constructional details
- H10N10/85—Thermoelectric active materials
- H10N10/851—Thermoelectric active materials comprising inorganic compositions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/20—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces by extruding
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C12/00—Alloys based on antimony or bismuth
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C28/00—Alloys based on a metal not provided for in groups C22C5/00 - C22C27/00
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/002—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working by rapid cooling or quenching; cooling agents used therefor
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/80—Constructional details
- H10N10/85—Thermoelectric active materials
- H10N10/851—Thermoelectric active materials comprising inorganic compositions
- H10N10/852—Thermoelectric active materials comprising inorganic compositions comprising tellurium, selenium or sulfur
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/80—Constructional details
- H10N10/85—Thermoelectric active materials
- H10N10/851—Thermoelectric active materials comprising inorganic compositions
- H10N10/853—Thermoelectric active materials comprising inorganic compositions comprising arsenic, antimony or bismuth
Description
【発明の属する技術分野】
本発明は性能指数を高めた高性能の熱電材料及びその製造方法に関する。
【0002】
【従来の技術】
熱電材料の特性は、そのゼーベック係数をα(μ・V/K)、比抵抗をρ(Ω・m)、熱伝導率をκ(W/m・K)としたとき、下記数式1に示す性能指数Zによって評価することができる。
【0003】
【数1】
Z=α2/(ρ×κ)
【0004】
上記数式1に示すように、性能指数Zを大きくするためには、比抵抗ρ及び熱伝導率κを小さくすることが効果的である。一般的に、結晶粒の粒径が小さくなるほど熱伝導率κが小さくなることは公知である。また、熱流及び電流が通過する方向において、通過する結晶数を減少させると比抵抗は小さくなる。即ち、結晶が成長する方向に電流又は熱流方向を規定すると、その熱電材料の性能指数Zは大きくなる。
【0005】
このような熱電材料としては、例えばBi2Te3系熱電材料が使用されている。例えば焼結材からなるBi2Te3系熱電材料は、凝固した材料を粉砕し、ホットプレス等により固化成形することにより製造するが、この固化成形の際に、ホットプレスの圧力方向と垂直の方向に低抵抗の結晶方位(a軸)が成長し、この方向で高い性能指数が得られる。従って、このa軸方向に電流を流すように、電極付けして熱電素子及びこの複数の熱電素子からなる熱電モジュールを組み立てる。このため、熱電材料の製造工程においては、各結晶のa軸が揃わせること、即ち高い配向性を付与することが重要である。
【0006】
従来、性能指数の向上を図って熱電材料を押出し法により製造する技術が特開平11−163422号公報に開示されている(従来例1)。図16はこの公報に記載の熱電材料の製造方法を示す断面図である。この公報に記載の熱電材料の製造方法においては、図16に示すように、Bi及びSbからなる群から選択された少なくとも1種の元素と、Te及びSeからなる群から選択された少なくとも1種の元素とを含む組成からなる熱電材料(素材)101をダイス102により素材101の長手方向に押し出し加工する。この際、素材101を軟化させるため、ヒータ104により加熱する。これにより、(001)面(c面)方向が一方向に揃った素材101を押出加工するので、押出後の材料103は、そのc面方向が一方向に揃ったままで、結晶粒が微細化する。従って、押出前の素材101に比して押出後の材料103は、電気比抵抗ρは変化せず、熱伝導率κが低下する。このような押出し法は、絞り加工することにより、c面をすべり配向させるものである。
【0007】
また、粉体粉末冶金協会予稿集P197(平成12年 春季大会)には、熱電材料をL字に押し出すことで剪断加工により、強加工し、これにより、配向を付与する方法が記載されている(従来例2)。図17は、従来例2に記載の剪断付加押出法を示す模式的断面図である。
【0008】
従来例2においては、図17に示すように、p型材料である(Bi2Te3)0.2(Sb2Te3)0.8の圧粉体を形成し、この圧粉体を押出ダイス110により加工する。押出ダイス110は中心軸が垂直方向の円柱部110aと、この円柱と直交する方向に進路が曲げられた水平部110bとからなる。そして、円柱部110aに挿入された上パンチ111により圧粉体を加圧することにより、押出ダイス110の経路の直角部において、圧粉体に剪断応力の負荷及び回転による結晶方向の一方配向性を誘起させている。
【0009】
更に、熱電材料を加圧軸と直交する方向へ一軸に押し潰す技術が特開平10―178218号公報に開示されている(従来例3)。図18は従来例3の熱電材料の製造方法における熱間すえこみ鍛造を示す図であって、図18(a)は、すえこみ鍛造前、図18(b)は、すえこみ鍛造後を示す模式的断面図である。
【0010】
従来例3においては、熱電半導体の固溶体インゴットを形成し、このインゴットを粉砕して加圧焼結する。その後、図18(a)及び図18(b)に示すように、ベース121と、ベース121に直交して内部に直方体状の空洞を有する円柱状のスリーブ122と、このスリーブ122の空洞に挿通するように形成されたパンチ123とを有するすえこみ装置を使用し、スリーブ122の空洞に加圧焼結した粉末焼結体124を入れ、粉末焼結体124を熱間で塑性変形させ、展延することで粉末結晶粒の結晶粒が性能指数が優れた結晶方位に配向させる熱間すえこみ鍛造工程により熱電半導体材料125を形成する。
【0011】
【発明が解決しようとする課題】
しかしながら、従来例1の技術においては、加工度の違いが円周方向で大きくなり、物性の分布が生じる。図19(a)乃至(c)は、従来例1の問題点を示す図であって、図19(a)はダイス内の熱電材料を示す模式図、図19(b)及び(c)は図19(a)に示す押出部の位置の熱電材料を示す夫々断面図及び模式図である。図19(a)及び(b)に示すように、押出部におけるダイスに接する材料表面近傍130の加工度が中心部の加工度よりも高くなってしまうという問題点がある。また、強加工を施すほど、絞り径を細くするので、収率が低下してしまう。更に、図19(c)に示すように、押出加工された熱電材料が回転してその(001)面(c面)が円周方向に並び、一方向に並ばずに存在するため、熱電材料として必要である低い抵抗値が得られないという問題点がある。
【0012】
また、従来例3の技術においては、出発材料が固溶体インゴットを粉砕して加圧焼結したものであるため、結晶粒径が大きく、不均一であり、更に通常p型よりも電気抵抗が高いn型熱電素子の場合には低抵抗化に限界があるという問題点がある。
【0013】
更に、従来例1乃至3の技術においては、(Bi,Sb)2(Te,Se)3からなる熱電材料において、n型では性能指数が3.0×10−3/Kを超す材料の製造が極めて困難で、特に、光通信部品への使用を見据えた電気抵抗ρが1.2×10−5Ωm以下で且つ性能指数が3.0×10−3/Kを上回る材料は、ほとんど得られていない。
【0014】
p型熱電材料とn型熱電材料とを比較した場合、材料の特性上、n型の方が性能が悪くなることは従来公知である。即ち、p型とn型とでゼーベック係数を同一になるように形成するとn型の熱電材料はp型よりも電気抵抗が高くなる。また、電気抵抗を同一とすると、n型の方がゼーベック係数が低くなってしまう。しかし、熱電モジュールとして使用するためには、ゼーベック係数、電気抵抗及び熱伝導率からなる熱電物性を統一する必要がある。このため、従来例1乃至3においては、優れた熱電物性を有するn型の熱電材料の製造は困難であるという問題点がある。
【0015】
本発明はかかる問題点に鑑みてなされたものであって、Bi2Te3系熱電材料の(001)面配向性を助長して電気抵抗を低減させると共に、均質性に優れ、n型であっても高いゼーベック係数が得られる熱電材料及びその製造方法を提供することを目的とする。
【0016】
【課題を解決するための手段】
本発明に係る熱電材料は、Bi及びSbからなる群から選択された少なくとも1種の元素と、Te及びSeからなる群から選択された少なくとも1種の元素とからなる組成の溶融金属を急冷凝固させて一方向凝固した薄片を積層し、積層された薄片に対し、加圧軸と押出軸とが一軸上にないダイスを使用してせん断加工する押出処理を少なくとも1回行うことにより得られたものであることを特徴とする。
【0018】
なお、前記押出処理において押出方向に対して反対の方向から加圧荷重よりも小さい荷重が被押出材に印加されていることが好ましい。
【0019】
また、本発明に係る熱電材料は、前記押出処理後に加圧軸及び押出軸を有する平面上で前記押出軸に直交する方向にホットプレス処理することにより得られたものであることが好ましい。
【0020】
更に、本発明に係る熱電材料は、前記押出処理を2回以上行い、最終押出工程におけるダイス出口の断面積をダイス入口の断面積よりも小さくすることにより得られたものであることが好ましい。その際、後の押出処理において、先の押出処理と同じ向きか又は180°回転した向きでダイスに挿入してもよい。
【0021】
前記溶融金属には、I、Cl、Hg、Br、Ag及びCuからなる群から選択された1種又は2種以上の元素が添加されていてもよい。
【0022】
また、平均粒径が30μm以下であり、且つ押出方向に直交する面における全結晶粒のうち、前記押出軸と[001]軸(c軸)とのなす角が45゜以下である結晶粒が占める面積の割合が全結晶粒面積の10%以下であることが好ましい。
【0023】
本発明に係る熱電材料の製造方法は、Bi及びSbからなる群から選択された少なくとも1種の元素と、Te及びSeからなる群から選択された少なくとも1種の元素とからなる組成を有する熱電材料の製造方法において、前記組成の溶融金属を急冷凝固させて一方向凝固した薄片を作製する工程と、この薄片を積層する工程と、積層された薄片に対し、加圧軸と押出軸とが一軸上にないダイスを使用してせん断加工する押出処理を少なくとも1回行う工程と、を有することを特徴とする。
【0024】
本発明においては、液体急冷法により得られる均質且つ微細な薄片を使用し、加圧軸と押出軸とが一軸上にないダイスにより押出処理することにより、特に添加元素を添加することなく、キャリア濃度を制御して高いゼーベック係数αが得られると共に、(001)面(c面)の配向が揃って電気抵抗が低い高性能の熱電材料を得ることができる。
【0027】
なお、前記押出処理において押出方向に対して反対の方向から加圧荷重よりも小さい荷重を被押出材に印加することが好ましい。
【0028】
また、前記押出処理を少なくとも1回行う工程は、前記押出処理後に、加圧軸及び押出軸を有する平面上で前記押出軸に直交する方向にホットプレス処理する工程を有することが好ましい。
【0029】
更に、前記押出処理を少なくとも1回行う工程は、前記押出処理を2回以上行い、最終押出工程におけるダイス出口の断面積がダイス入口の断面積よりも小さいことが好ましい。
【0030】
更にまた、前記押出処理は、前記加圧軸と押出軸とがなす角度は60乃至150゜であることが好ましく、特に、90乃至120゜であることが更に好ましい。
【0031】
また、前記押出処理は、前記ダイスの出口の断面積に対する前記ダイスの入口の断面積の比である押出比((ダイス入口の断面積)/(ダイス出口の断面積))が4.5以上であることが好ましい。
【0032】
更に、前記押出処理は、加工温度が300乃至600℃であることが好ましく、特に、320乃至450℃であることが更に好ましい。
【0033】
更にまた、前記押出処理は、押出速度が0.01乃至1mm/分であることが好ましい。
【0034】
本発明に係るペルチェモジュールは、請求項1乃至7のいずれか1項に記載の熱電材料から切り出されその最も電気抵抗が低い方位に通電される熱電素子を有することを特徴とする。
【0035】
【発明の実施の形態】
以下、本発明の実施例に係る熱電材料及びその製造方法について、添付の図面を参照して具体的に説明する。図1(a)及び(b)は本発明の第1の実施例に係る熱電材料を模式的に示す夫々斜視図及び上面図である。
【0036】
本実施例の熱電材料は、Bi及びSbからなる群から選択された少なくとも1種の元素と、Te及びSeからなる群から選択された少なくとも1種の元素とからなる組成の溶融金属を液体急冷法(L.Q.法:liquid quenching method)により、急冷凝固させて一方向凝固した薄片を積層し、積層された薄片に対し、加圧軸と押出軸とが一軸上にないダイスを使用してせん断加工する押出処理(以下、単に押出ともいう。)を1回又は複数回行うことにより形成されたもの、又は上述の組成のインゴット又はそれを粉砕して得た粉に対し、加圧軸と押出軸とが一軸上にないダイスを使用してせん断加工する押出処理を1回又は複数回行うことにより形成されたものである。図1(a)及び(b)に示すように、本実施例の熱電材料1は、(001)面(c面)が一方向に揃ったものである。この熱電材料1の使用方向を矢印Aに示す方向とすれば、[001]軸(c軸)の方向が材料使用方向に直交し、熱電材料1の比抵抗は極めて小さいものとなる。また、熱電材料1は、液体急冷法により製造された薄片が使用されている場合には、極めて微細で且つ均質であり、高いゼーベック係数αを有する。
【0037】
また、本実施例の熱電材料1を形成するための溶融金属には、I、Cl、Hg、Br、Ag又はCu等のハロゲン元素が1種又は2種以上添加されていてもよい。ハロゲン元素は、Bi、Te及びSeに対して例えば0.1質量%SbIを加えたり、Bi、Sb、Te及びSeに対して例えば0.09質量%HgBr 2 で添加したりする。I、Cl、Hg、Br、Ag及びCuの添加によりキャリア濃度を制御することができ、ゼーベック係数を向上させることができる。
【0038】
溶融金属は、例えば次のような方法により得ることができる。先ず、上述の元素の原料粉末を所定の化学量論比となるように秤量した後、石英ガラス管に真空封入する。次いで、これを加熱して溶融させ、撹拌した後、凝固させて原料インゴットを得る。そして、この原料インゴットを溶融させることにより溶融金属が得られる。
【0039】
また、液体急冷としては、双ロール法、単ロール法、ガスアトマイズ法又は回転ディスク法のいずれを採用してもよい。この液体急冷により、Bi2Te3系熱電材料の均質な薄片又は粉末が得られる。
【0040】
更に、本実施例の熱電材料は、平均粒径が30μm以下であり、且つ押出方向に直交する面における全結晶粒のうち、Electron Back Scattering Pattern(以下、EBSPという。)により測定された前記押出軸と[001]軸とのなす角(以下、c軸の傾角という)が45゜以下である結晶粒が占める面積の割合が全結晶粒面積の10%以下である。図2は、加圧軸と押出軸とがなす角(ダイス傾角)が90゜のダイスを示す模式図である。
【0041】
図2に示すように、ダイス傾角θ1が90゜のダイス2は、材料が加圧される加圧部2aと、加圧部2aとは直行する方向に設けられた押出部2bとからなる。即ち、加圧軸Bと押出軸Cとは直行している。本実施例においては、加圧部2aの断面積に比して押出部2bの断面積が小さくなっている。加圧部2aの材料に対して、加圧部2aの上面から挿入されるパンチ(図示せず)により加圧すると、材料が加圧軸B方向に加圧されて押出部2bへ押し出される。これにより、材料に剪断応力を負荷し、加圧軸Bから押出軸Cへの回転によって材料の結晶方向を揃えることができる。押出部2bに押し出された材料は、ダイス2の側面から押し出される。
【0042】
このような押出処理をされた熱電材料は、その平均結晶粒径が30μm以下となっている。また、押出方向(押出軸Cの方向)に垂直な面における全結晶粒に対して[001]軸3と、押出軸Cとのなす角(c軸の傾角)θ2が45゜以下である結晶粒の面積占有率が10%以下となる。
【0043】
c軸の傾角が45゜以下の面積占有率が高くなると、抵抗率が高くなる。この面積占有率が10%を超えると、熱電材料の比抵抗値が1.2×10−5Ωmより高くなってしまう。従って、c軸の傾角が45゜以下の結晶粒を押出方向に直交する面における全結晶粒の10%以下とすることが好ましい。
【0044】
c軸の傾角の割合はEBSPにより測定することができる。EBSPでは、走査型電子顕微鏡(SEM)で観察される結晶構造に対して出現する回折面の交点間の距離(角度)を読みとることで試料の面方位を決定することができる。本発明では、押出により結晶方位が揃った熱電材料が得られるが、EBSPによりc軸の傾角を測定する場合は、熱電材料の測定面を研磨し、平坦にする。
【0045】
なお、押出方向に垂直な面をX線回折法(2θ/θ法(ディフラクトメータ方式))により測定した回折線プロファイルは、(015)面の回折強度に比較して(110)面の回折強度が大きいことが好ましい。これは、(015)面より(110)面の回折強度が大きいと良好な電気特性が得られるためである。また、押出方向と平行な面であって、加圧方向及び前記押出方向で規定される平面内で、押出方向に対して垂直な面をX線回折法により測定した回折線プロファイルは、(006)面の回折強度が(015)面の回折強度より大きく、且つ(006)面のロッキングカーブ測定での半値幅が10゜以下であることが好ましい。このような条件を満たすことにより、良好な電気特性が得られる。
【0046】
このように構成された本実施例においては、従来材にない優れた熱電物性を得ることができる。上述した如く、優れた熱電物性を有するn型の熱電材料の製造は困難であったため、p型と同等な熱電性能を有するn型の熱電材料を得るためには、抵抗を下げるためにp型熱電材料以上の配向性が求められる。また、ゼーベック係数を向上させるためにキャリア濃度を制御することが必要であり、更に、熱伝導率を低下させるために熱電材料の結晶粒を微細化することが必要である。しかし、本実施例においては、出発材料を液体急冷法で製造することにより、ハロゲン元素を添加することなく微細且つキャリア濃度を制御することができる。そして、加圧軸と押出軸とが一軸上にないダイスによる押出処理により微細で且つ強配向とすることができるので、n型熱電材料であってもp型熱電材料と同等の性能を得ることができる。
【0047】
次に、本発明の第2の実施例として、第1の実施例に係る熱電材料を製造する方法について説明する。
【0048】
第2の実施例では、先ず、Bi及びSbからなる群から選択された少なくとも1種の元素と、Te及びSeからなる群から選択された少なくとも1種の元素とからなる(Bi,Sb)2(Te,Se)3組成のインゴットを作製し、溶融金属としてから液体急冷法により急冷凝固させて(001)面(c面)が一方向凝固した薄片(以下、急冷箔という)を作製する。次いで、水素還元及び焼結する。その後、加圧軸と押出軸とが一軸上にないダイスを使用してせん断加工する押出処理を1回又は複数回行う。その後、熱処理することにより熱電材料を得る。
【0049】
第2の実施例によれば、液体急冷法により作製したBi2Te3薄を使用し、加圧軸と押出軸とが一軸上にないダイスによる押出により、一方向に(001)面を揃えることができる。従って、電気抵抗を低減し、ゼーベック係数α/比抵抗ρで表される出力因子(パワーファクタ(P.F.))を高くすることができる。更に、出発材の急冷箔は、均質且つ微細な組織を有するため熱電材料の熱伝導率が低く、高い強度が得られる。
【0050】
図3(a)は第2の実施例の押出法を示す模式図、図3(b)は従来の押出法を示す模式図である。本実施例においては、加圧軸と押出軸とが一軸上にないダイスにより押出処理するため、図3(a)に示すように、(001)面が同一方向に揃った配向組織を得ることができる。これに対して、図3(b)に示すように、従来の押出材においては、絞り加工によってc面を滑らせて配向させているので、ダイスの円柱の中心軸に向かってc軸が配向すると共に、円周方向で加工度が大きくなり、表面付近の加工度が中心部の加工度よりも高くなって物性の分布が生じる。
【0051】
更に、出発材料の組成としては、Te/Seが、2.5/0.5乃至2.7/0.3とすると、温度特性がよい。図4は、横軸に温度をとって、縦軸に出力因子の変化率をとって、(Bi,Sb)2(Te,Se)3組成の温度特性を示すグラフ図である。なお、出力因子の変化率は室温(25℃)の出力因子を1としたときの変化率を示す。図4に示すように、LDモジュール等として実際に使用される温度範囲−20乃至100℃において、Te/Seが2.5/0.5乃至2.7/0.3であるものの出力因子が高い。
【0052】
次に、第2の実施例に係る熱電材料の製造方法について、更に詳細に説明する。上述の押出処理において、本実施例で使用するダイスは加圧軸と押出軸とが一軸上にない。これにより、剪断加工を加えて押出処理することができる。このダイスの加圧軸と押出軸とがなす角(以下、ダイス傾角という)は60乃至150゜であることが好ましい。これは、ダイス傾角が60゜未満であると、良好な形状の押出材を得ることができない虞があり、逆にダイス傾角が150゜を超えると、せん断加工の効果を十分に得ることができないことがあるからである。また、ダイス傾角が90乃至120゜であると、更に好ましい。本実施例においては、図2に示すダイス傾角90゜のもの以外に、ダイス傾角が60乃至150゜のものを使用することができる。所謂押出加工に使用されるダイスにおけるテーパ部分(ダイス角)は有しておらす、材料は加圧軸と押出軸とが交わる屈曲部において絞られる。
【0053】
また、押出処理する際の加工温度は300乃至600℃であることが好ましい。これは、加工温度が300℃未満であると、熱電材料の焼結及び緻密化が進行せずに電気抵抗が増加することがあり、加工温度が600℃を超えると、熱電材料が溶解する虞があるからである。
【0054】
下記表1に、押出処理における押出条件(ダイス傾角及び加工温度)と結晶粒径及び性能指数Zとの関係を示す。なお、これらは全てBi1.9Sb0.1Te2.6Se0.4の組成を有する材料を使用し、押出比6.54、押出速度0.1mm/分で押出処理したものである。
【0055】
【表1】

押出処理の加工温度が低く、ダイス傾角が小さいほど加工に要する加重が増加し、押し詰まりが起こりやすくなる。また、加工温度が高いほど、再結晶組成の成長が顕著になり、配向が崩れる。更に、加工温度が600℃を超えると熱電材料の融点を超える場合がある。これにより、熱電材料の性能指数が低下する。従って、ダイス傾角は60乃至150゜、加工温度は300乃至600℃とすることが好ましい。また、ダイス傾角を90乃至120゜、加工温度を320乃至450℃とすることが更に好ましい。これにより、3.0×10−3/K以上の高い性能指数Zを得ることができる。
【0057】
また、押出処理において、ダイスの出口面積に対するダイスの入口面積の比である押出比((ダイス入口の断面積)/(ダイス出口の断面積))が4.5以上であることが好ましい。また、押出処理を2回以上行う場合は、最終押出工程の押出比が4.5以上であることが好ましい。図5(a)及び(b)はダイス傾角135゜を有する夫々押出比1及び押出比4のダイスを示す模式図である。図5(a)及び(b)に示すダイスは、上方から加圧し、側方に押し出すタイプのダイスである。従って、ダイス上面にダイス入口が設けられ、ダイス側面にダイス出口が設けられている。押出比が高いもの、即ち、図5(a)に示す押出比1のダイスより、図5(b)に示す押出比4のダイスを使用して剪断付与押出により絞り加工すると、結晶粒がより微細になり、配向性が向上すると共に、熱電材料の相対密度が高くなる。
【0058】
図6は、Bi1.9Sb0.1Te2.6Se0.4の組成を有する材料について、横軸に押出比((ダイス入口の断面積)/(ダイス出口の断面積))をとって、縦軸に相対密度をとって、押出比と相対密度との関係を示すグラフ図である。なお、ASTM(JCPDS)カードに記載のBi2Te3の密度7.858g/cm3を100%として相対密度を求めた。
【0059】
熱電材料は、相対密度が低いと電気抵抗が高くなるため、相対密度が98%以上であることが好ましい。図6に示すように、押出比が4.5以上であれば、相対密度98%以上を得ることができる。従って、押出比は4.5以上とすることが好ましい。また、2回以上行う場合は、最終押出工程のみ押出比が4.5以上であって、それ以前の押出工程においては、押出比が4.5未満であっても、相対密度98%以上を得ることができる。
【0060】
更に、2回以上押出処理する場合は、2回目にダイスに挿入する熱電材料の向きを以下に説明する2つの方向のいずれかにすることが好ましい。図7(a)及び図7(b)は本実施例のダイスに挿入する熱電材料を示す模式図である。図7(a)に示すように、ダイス24の上面に設けられた正方形の入口から、断面が正方形の材料20を挿入して側方の出口から材料20を押し出す。図7においては、ダイス出口から最も離隔する位置でダイスと接する材料20の加圧軸に平行な面を13とし、他の加圧軸に平行な面を夫々時計回りに14、11、12とする。1つめの材料の挿入方向としては、1回目に押出処理する際、材料20の押出方向に平行な面11乃至14がダイス24に接する面が2回目に押出処理をするときも1回目と同一の面、即ち、ダイス出口から最も離隔する位置でダイスと接する面が材料20の面13となるようにする。これにより、材料20の結晶粒を配向方向に引き延ばすことができる。2つめの材料の挿入方向としては、1回目の押出処理において、材料20の挿入方向を図7(a)に示す方向とし、2回目の押出処理において、図7(b)に示すように、1回目で材料20が押出処理された材料20の面13の対向面11が2回目の押出処理においてダイス出口から最も離隔する位置でダイスと接するように挿入する。即ち、2回目の材料20は、1回目の材料20の向きを180゜回転した状態でダイスに挿入する。これにより、材料20の結晶粒径を変化させずに配向を付与することができる。
【0061】
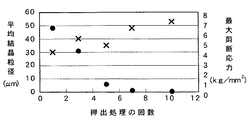
また、押出処理は2回以上した方が押出処理1回より性能指数が高いものとなる。図8は横軸に押出処理の回数をとり、縦軸に平均結晶粒径及び最大せん断応力をとって両者の関係を示すグラフ図である。図8において、●は平均結晶粒径を示し、×は最大せん断応力を示す。図8に示す結果は、加圧軸と押出軸とが90゜の傾角をなす金型(ダイス)に原料の薄片を充填した後、温度が450℃のAr雰囲気中で加圧軸速度を0.03mm/分としてせん断変形させながら押出処理したときのものである。図8に示すように、押出処理の回数が増加にするに連れて、結晶粒が微細化すると共に、最大せん断応力が増加する。
【0062】
更に、押出処理1回目と押出処理2回目とでダイスを変える場合は、1回目で使用するダイスの出口の断面積と2回目で使用するダイスの入口の断面積とを同一とし、2回目の押出処理にて絞ることが好ましい。
【0063】
更に、押出処理における押出速度は0.01乃至1mm/分であることが好ましい。また、この押出速度は0.05乃至0.2mm/分であると更に好ましい。これは、押出速度が0.01mm/分未満であると、加工に要する時間が長く生産効率が低下し、押出速度が1mm/分を超えると、押出荷重の増大が生じやすくなるからである。
【0064】
下記表2は押出速度と性能指数の関係を示す。なお、表2は、全て、押出温度を450℃とし、ダイス傾角が90゜であるダイスを使用して押出処理した熱電材料の測定値を示す。
【0065】
【表2】
表2に示すように、押出速度が0.01乃至1mm/分であると、高い性能指数が得られ、更に押出速度は0.05乃至0.2mm分とすることにより、3.0×10−3/K以上の性能指数を得ることができる。
【0067】
更にまた、押出処理後に、加圧軸及び押出軸を有する平面上で前記押出軸と直交する方向に、例えばAr雰囲気中で放電プラズマ焼結法(SPS)又は鍛造によりホットプレス処理する工程を有することが好ましい。図9は、横軸にゼーベック係数αをとり、縦軸に比抵抗(電気抵抗率)ρをとって、本発明方法により製造されたn型熱電材料の電気物性を示すグラフ図である。
【0068】
図9においては、○はホットプレス(H.P.)材、△は押出材、×は押出後ホットプレスを行った材料の電気物性を示す。○で示すホットプレス材は、比較のため、第2の実施例におけるものと同一の液体急冷法により作製した急冷箔片を使用して、ホットプレス装置により固化成形したものである。△で示す押出材は、第2の実施例により作製したものであって、急冷箔片をダイス傾角90℃、加工温度450℃、押出速度0.1mm/分の条件で押出処理したものである。また、×で示す材料は、△で示す押出材に更にホットプレス処理を行ったものである。なお、図9は、Bi1.9Sb0.1Te2.6Se0.4の材料を使用して測定した結果である。
【0069】
また、図9においては、(ゼーベック係数α)/(比抵抗ρ)で表される出力因子(P.F.)について、P.F.=3.0、3.5、4.0(×10−3W/(K2m))で示される直線を合わせて示した。出力因子は性能指数Z=α2/(ρ×κ)を熱伝導率κで除した数値に相当し、熱電特性を表す。出力因子は数値が大きいほど望ましく、同一直線上では同一の電気特性を示す。
【0070】
図9に示すように、ホットプレス材は配向度が悪いため、ゼーベック係数は高くなるが、電気抵抗が高くなってしまう。このため、P.F.(出力因子)が3.0以下と小さくなっている。これに対して、△及び×で示す第2の実施例により製造した押出材の電気抵抗率は低くなっている。更に、押出処理後にホットプレス処理を行った材料は更に電気抵抗率が低くなっている。これは、押出処理が行われた材料に対し、加圧軸及び押出軸を有する平面上で前記押出軸と直交する方向にホットプレス処理することにより、押出により得られた結晶配向を維持しつつ、組織をより一層緻密なものにすることができるからである。
【0071】
また、下記表3に押出後ホットプレスを行った材料のホットプレス条件と各性能との関係を示す。表3において、配向度比は、押出材(図9の△)の粉末X線回折における(006)ピーク強度を100としたときの各材料の(006)強度を示し、密度比は、押出材の密度を100としたときの各材料の密度を示し、性能比は、押出材の性能指数を100としたときの各材料の性能指数を示す。
【0072】
【表3】
なお、液体急冷後で押出処理前の薄片の水素還元は必ずしも必要なものではないが、例えば400℃の水素雰囲気中で還元処理を行うことにより、熱電材料の電気抵抗を低減することができる。下記表4に還元の有無に関係する各特性の比較結果を示す。
【0074】
【表4】
表4に示すように、水素還元を行うことにより、比抵抗が2割程度低くなり、これに伴って、性能指数が1割程度向上している。
【0076】
また、押出処理の際には、必ずしも薄片を積層する必要はないが、双ロール法及び単ロール法等のロール急冷法を採用して液体急冷を行った場合には、薄片が得られるため、この薄片をその厚さ方向に整列するように積層することにより押出処理における加工圧力を低減することができる。これは、箔(薄片)の厚さ方向に結晶のc面が整列しているため、積層により抵抗が低減されるためである。図10は積層の有無と押出荷重との関係を棒グラフにより示すグラフ図である。図10に示すように、薄片を積層した場合には、押出荷重が9.31kN/cm2(0.95t重/cm2)であったのに対し、積層しない場合には1.147kN/cm2(1.17t重/cm2)であった。
【0077】
更に、押出処理の際に、押出軸において押出方向(排出方向)に対して反対の方向から加圧軸における荷重よりも小さい荷重を材料に印加することが好ましい。図11は押出方向に対して反対方向から荷重を印加する様子を示す模式図である。例えば入口の断面積が19.6cm2、出口の断面積が4cm2のダイス24を使用して押出処理を行う場合、矢印31で示すように、450℃の温度条件下で0.3(mm/分)の速度で押出を行うときには、矢印32で示すように、4.9kN/cm2の荷重を押出方向に対して反対の方向から材料20に印加すればよい。
【0078】
このような荷重を印加することにより、ホットプレス処理と同様に、結晶の配向を維持しながら組織をより一層緻密なものにすることができる。
【0079】
次に、本発明の第3の実施例として、第1の実施例に係る熱電材料を製造する方法について説明する。
【0080】
第3の実施例では、(Bi,Sb)2(Te,Se)3組成のインゴットを粉砕して上記組成の粉末を得、水素還元及び焼結する。その後、第2の実施例と同様に、加圧軸と押出軸とが一軸上にないダイスを使用してせん断加工する押出処理を1回又は複数回行う。その後、熱処理することにより熱電材料を得る。
【0081】
このように、第3の実施例は、押出処理される対象がインゴット又はその粉砕粉である点で、押出処理される対象が液体急冷により得られた一方向凝固材である第2の実施例と相違するが、他の工程は第2の実施例と同様である。従って、第2の実施例と同様に、高いゼーベック係数αが得られると共に、(001)面の配向が揃って電気抵抗が低い高性能の熱電材料を得ることができる。また、第2の実施例と比較すると、非押出処理材の均質性が若干劣るものの、液体急冷を行う必要がないため、大幅に工程数が低減する。
【0082】
なお、第3の実施例においてインゴットの粉砕粉を使用する場合には、例えば加圧軸と押出軸とが90゜の傾角をなす金型(ダイス)に粉砕粉を充填した後、温度が450℃のAr雰囲気中で加圧軸速度を0.03mm/分としてせん断変形させながら押出処理すればよい。
【0083】
また、粉砕粉を使用する場合には、押出処理前に、例えば400℃のH2雰囲気中で還元処理を行うことが好ましい。これは、インゴットと比較すると、粉砕粉の比表面積が大きいため、より酸化が生じやすいからである。このように酸化が生じると電気抵抗が増加するが、還元処理を行うことにより、そのような電気抵抗の増加を防止することができる。
【0084】
更に、第2の実施例と同様に、還元の有無、押出処理時の反対方向からの荷重印加等、種々の条件の変更及び調整が可能である。
【0085】
次に、上述の実施例により製造された熱電材料からペルチェモジュールを製造する方法について説明する。図12は平面型ペルチェモジュールを示す斜視図である。図13は平面型ペルチェモジュールの製造方法を示すフローチャート図である。平面型ペルチェモジュール120は、例えば図12に示すように、絶縁基板123の上下にCu電極122、122を有する熱電素子121が挟まれて構成される。
【0086】
このような平面型ペルチェモジュール120を製造する方法は、図13に示すように、熱電素子121を製造する材料加工工程と絶縁基板123を製造する基板工程とに分けられる。
【0087】
材料加工工程では、先ず、例えば第2の実施例により熱電材料1を製造する。次に、熱電材料1をその平面が押出軸に垂直な円板状に切断して、無電解Ni(+Au)メッキを施す。更に、これらを四角柱状に切断することにより熱電素子121を製造する。
【0088】
基板工程では、絶縁基板123としてアルミナ基板を用いる。先ず、アルミナ基板をメタライズし、メタライズ部に無電解Niメッキを施す。次いで、Cu電極122をアルミナ基板にハンダ付する。これにより、絶縁基板123が製造される。
【0089】
そして、上述の材料加工工程により製造された熱電素子121と絶縁基板123とを組立てた後に、熱電素子121とCu電極122とをハンダ付する。更に、両端に配置された熱電素子121にリードを接続することにより、平面型ペルチェモジュール120が完成する。
【0090】
このような方法により製造されたペルチェモジュールは、図14に示すように、従来の熱電素子から製造したものと比較して、消費電力を約20%も低減することができる。
【0091】
【実施例】
以下、本発明の熱電材料を実際に製造し、その効果について説明する。作製したn型熱電材料の製造方法の一例を以下に説明する。
【0092】
Bi、Sb、Te及びSeを元素比にて、Bi1.9Sb0.1Te2.6Se0.4となるように秤量し、混合した。得られた混合粉末を、石英ガラス管にて真空雰囲気において秤量し、680℃の温度で1時間溶解・混合し、凝固させた。この合金を単ロール型液体急冷装置を使用して、800℃から急冷凝固し、試料薄片を作製した。次に、この試料薄片を石英ガラス管にH2雰囲気にて封入し、脱酸素処理をした。そして、得られた脱酸素薄片を積層後、9.8kN/cm2にて冷間圧延し、押出処理用ペレットを作製した。
【0093】
その後、押出処理用ペレットを加工温度を450℃、押出速度が0.1mm/分、Ar雰囲気にてダイス押出比4.5、ダイス角90゜にて押出処理を行った(試料No.2)。
【0094】
また、試料No.2と同様に形成した押出処理用ペレットを加工温度を450℃、押出速度が0.1mm/分、Ar雰囲気にてダイス押出比4.5、ダイス角90゜にて押出処理を行った。その後、この押出処理後の試料を押出軸と加圧軸とからなる面内で押出軸に対して直交する方向に9.8kN/cm2、450゜、90分のホットプレス処理を行った(試料No.7)。
【0095】
また、試料No.2と同様に形成した押出処理用ペレットを温度を450℃、押出速度が0.1mm/分、Ar雰囲気にてダイス押出比1、ダイス角120゜にて押出処理を4回行った。次いで、加工温度を380℃、押出速度が0.1mm/分、Ar雰囲気にてダイス押出比4.5、ダイス角90゜にて剪断加工付与押出をした(試料No.8)。
【0096】
これらの試料と同様にして、組成及び押出処理条件を種々変更した熱電材料を作製した。また、比較例として、押出用ペレットに剪断付与押出処理ではなく、ホットプレス処理を施したものを作製した(試料No.11、12)。得られた熱電材料の組成及び製造条件を下記表5に示す。なお、押出処理を複数回行ったものについては、押出比は、最終押出工程における押出比を示す。その後、得られた各熱電材料のゼーベック係数α、比抵抗ρ及び熱電係数κを測定し、出力因子及び性能指数Zを算出した。また、EBSPにより、押出軸に垂直な断面における結晶粒のうち、c軸の傾角が45゜以下の結晶粒の面積占有率を測定した。また、X線回折法によって押出方向に垂直な面の回折線プロファイルにおける(015)面の回折強度に対する(110)面の回折強度の比(以下、I(100)/I(015))を求めた。これらの結果を下記表6に示す。
【0097】
【表5】
【表6】
表6に示すように、本実施例方法により製造した試料No.1乃至10は、良好な熱電物性を示す。特に、ダイス傾角90及び120゜の試料No.1乃至5は、極めて良好な熱電物性を示す。また、試料No.2乃至8、10に示すように、材料の組成がTe/Seが2.6/0.4乃至3.0/0のものについては、いずれも比抵抗が1.2×10−5Ωm以下の低い値を示した。また、押出処理後にホットプレスした試料No.7は、押出処理のみの試料No.2に比して、性能指数が更に高くなった。更に、押出処理を5回繰り返した試料No.8は、押出処理1回の試料No.5に比して、性能指数が更に高くなった。また、試料No.6はダイス傾角が大きかったため、十分な配向が得られず、c軸の傾角が45゜以下の結晶粒の面積占有率が10%を超え、性能指数がやや低下した。また、試料No.9は、押出比が1.96と小さかったため性能指数がやや低下した。
【0100】
図15は、縦軸に面積分布率をとって、横軸に熱電材料の押出軸に直交する断面における001軸の傾角をとって、実施例の試料No.2のc軸の傾角の分布を示すグラフ図である。図15においては、試料No.2の測定結果を●、試料No.2の製造条件のうち、加工温度のみ380℃と変更したものの測定結果を○で示す。図15に示すように、本発明方法によって製造された熱電材料は、c軸の傾角が45゜以下の分布が極めて少ない。
【0101】
これに対して、剪断付与押出処理せずに、従来のホットプレス処理した試料No.11、12は性能指数が低い。試料No.11は比抵抗が1.2×10−5Ωmを超えて高くなり、試料No.12は、比抵抗は低いものの、性能指数が低くなった。これらの試料は、001軸の傾角が45゜を超える結晶粒の占有面積が高くなっている。
【0102】
【発明の効果】
以上詳述したように、本発明によれば、液体急冷法により作製した均質且つ微粒の急冷箔又はインゴット若しくはその粉砕粉を使用し、加圧軸と押出軸とが一軸上にないダイスにより押出処理することにより、均質且つ一方向に(001)面(c面)を揃えた熱電材料を得ることができ、これにより、電気抵抗を低減させることができ、高性能の熱電材料を得ることができる。また、特別な添加元素を添加することなく、高性能化することができ添加元素の制御が不要であるため製造が容易である。
【図面の簡単な説明】
【図1】(a)及び(b)は本発明の実施例に係る熱電材料を模式的に示す夫々斜視図及び上面図である。
【図2】加圧軸と押出軸とがなす角(ダイス傾角)が90゜のダイスを示す模式図である。
【図3】(a)は本発明の実施例の押出法を示す模式図、(b)は従来の押出法を示す模式図である。
【図4】横軸に温度をとって、縦軸に出力因子の変化率をとって、(Bi,Sb)2(Te,Se)3組成の温度特性を示すグラフ図である。
【図5】(a)及び(b)はダイス傾角135゜を有する夫々押出比1及び押出比4のダイスを示す模式図である。
【図6】横軸に押出比((ダイス入口の断面積)/(ダイス出口の断面積))をとって、縦軸に相対密度をとって、押出比と相対密度との関係を示すグラフ図である。
【図7】(a)及び(b)は本発明の実施例のダイスに挿入する熱電材料を示す模式図である。
【図8】横軸に押出処理の回数をとり、縦軸に平均結晶粒径及び最大せん断応力をとって両者の関係を示すグラフ図である。
【図9】横軸にゼーベック係数αをとり、縦軸に比抵抗(電気抵抗率)ρをとって、本発明方法により製造されたn型熱電材料の電気物性を示すグラフ図である。
【図10】積層の有無と押出荷重との関係を棒グラフにより示すグラフ図である。
【図11】押出方向に対して反対方向から荷重を印加する様子を示す模式図である。
【図12】平面型ペルチェモジュールを示す斜視図である。
【図13】平面型ペルチェモジュールの製造方法を示すフローチャート図である。
【図14】ペルチェモジュールの種類と消費電力との関係を棒グラフにより示すグラフ図である。
【図15】縦軸に面積分布率をとって、横軸に熱電材料の押出軸に直交する断面における001軸の傾角をとって、本発明方法により製造された熱電材料の001軸傾角分布を示すグラフ図である。
【図16】特開平11−163422号公報に記載の熱電材料の製造方法を示す断面図である。
【図17】従来例2に記載の剪断付加押出法を示す模式的断面図である。
【図18】特開平10―178218号公報に記載の熱電材料の製造方法における熱間すえこみ鍛造を示す図であって、(a)はすえこみ鍛造前、(b)はすえこみ鍛造後を示す模式的断面図である。
【図19】(a)乃至(b)は、従来例1の問題点を示す図であって、(a)はダイス内の素材を示す模式図、(b)及び(c)は(a)に示す押出部を示す夫々断面図及び模式図である。
【符号の説明】
101;素材101
102;ダイス
103;材料
104;ヒータ
110;押出ダイス
110a;円柱部
110b;水平部
111;上パンチ
121;ベース
122;スリーブ
123;パンチ
124;粉末焼結体
125;熱電半導体材料
Claims (16)
- Bi及びSbからなる群から選択された少なくとも1種の元素と、Te及びSeからなる群から選択された少なくとも1種の元素とからなる組成の溶融金属を急冷凝固させて一方向凝固した薄片を積層し、積層された薄片に対し、加圧軸と押出軸とが一軸上にないダイスを使用してせん断加工する押出処理を少なくとも1回行うことにより得られたものであることを特徴とする熱電材料。
- 前記押出処理において押出方向に対して反対の方向から加圧荷重よりも小さい荷重が被押出材に印加されていることを特徴とする請求項1に記載の熱電材料。
- 前記押出処理後に加圧軸及び押出軸を有する平面上で前記押出軸に直交する方向にホットプレス処理することにより得られたものであることを特徴とすることを請求項1又は2に記載の熱電材料。
- 前記押出処理を2回以上行い、最終押出工程におけるダイス出口の断面積をダイス入口の断面積よりも小さくすることにより得られたものであることを特徴とする請求項1又は2に記載の熱電材料。
- 後の押出処理において、先の押出処理と同じ向きか又は180°回転した向きでダイスに挿入したものであることを特徴とする請求項4に記載の熱電材料。
- 前記溶融金属には、I、Cl、Hg、Br、Ag及びCuからなる群から選択された1種又は2種以上の元素が添加されていることを特徴とする請求項1乃至5のいずれか1項に記載の熱電材料。
- 平均粒径が30μm以下であり、且つ押出方向に直交する面における全結晶粒のうち、前記押出軸と[001]軸とのなす角が45゜以下である結晶粒が占める面積の割合が全結晶粒面積の10%以下であることを特徴とする請求項1乃至6のいずれか1項に記載の熱電材料。
- Bi及びSbからなる群から選択された少なくとも1種の元素と、Te及びSeからなる群から選択された少なくとも1種の元素とからなる組成を有する熱電材料の製造方法において、前記組成の溶融金属を急冷凝固させて一方向凝固した薄片を作製する工程と、この薄片を積層する工程と、積層された薄片に対し、加圧軸と押出軸とが一軸上にないダイスを使用してせん断加工する押出処理を少なくとも1回行う工程と、を有することを特徴とする熱電材料の製造方法。
- 前記押出処理において押出方向に対して反対の方向から加圧荷重よりも小さい荷重を被押出材に印加することを特徴とする請求項8に記載の熱電材料の製造方法。
- 前記押出処理を少なくとも1回行う工程は、前記押出処理後に、加圧軸及び押出軸を有する平面上で前記押出軸に直交する方向にホットプレス処理する工程を有することを特徴とすることを請求項8又は9に記載の熱電材料の製造方法。
- 前記押出処理を少なくとも1回行う工程は、前記押出処理を2回以上行い、最終押出工程におけるダイス出口の断面積がダイス入口の断面積よりも小さいことを特徴とする請求項8乃至10のいずれか1項に記載の熱電材料の製造方法。
- 前記押出処理は、前記加圧軸と押出軸とがなす角度が60乃至150゜であることを特徴とする請求項8乃至11のいずれか1項に記載の熱電材料の製造方法。
- 前記押出処理は、前記ダイスの出口の断面積に対する前記ダイスの入口の断面積の比である押出比((ダイス入口の断面積)/(ダイス出口の断面積))が4.5以上であることを特徴とする請求項8乃至12のいずれか1項に記載の熱電材料の製造方法。
- 前記押出処理は、加工温度が300乃至600℃であることを特徴とする請求項8乃至13のいずれか1項に記載の熱電材料の製造方法。
- 前記押出処理は、押出速度が0.01乃至1mm/分であることを特徴とする請求項8乃至14のいずれか1項に記載の熱電材料の製造方法。
- 請求項1乃至7のいずれか1項に記載の熱電材料から切り出されその最も電気抵抗が低い方位に通電される熱電素子を有することを特徴とするペルチェモジュール。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001325175A JP3594008B2 (ja) | 2000-11-30 | 2001-10-23 | 熱電材料、その製造方法及びペルチェモジュール |
| US09/996,669 US6743973B2 (en) | 2000-11-30 | 2001-11-29 | Thermoelectric material improved in figure of merit, process for producing thereof and peltier module using the same |
| CNB011451785A CN100440559C (zh) | 2000-11-30 | 2001-11-30 | 改进了品质因素的热电材料、其制造方法及使用其的组件 |
| EP01128621.8A EP1215736B1 (en) | 2000-11-30 | 2001-11-30 | Thermoelectric material and process for producing it |
| KR1020010075454A KR100581049B1 (ko) | 2000-11-30 | 2001-11-30 | 성능지수를 향상한 열전재료, 그 제조 방법 및 이를 이용한 펠티어모듈 |
| KR1020050120134A KR100681800B1 (ko) | 2000-11-30 | 2005-12-08 | 성능지수를 향상한 열전재료, 그 제조 방법 및 이를 이용한펠티어 모듈 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000366070 | 2000-11-30 | ||
| JP2000-366070 | 2000-11-30 | ||
| JP2001325175A JP3594008B2 (ja) | 2000-11-30 | 2001-10-23 | 熱電材料、その製造方法及びペルチェモジュール |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004197396A Division JP4114645B2 (ja) | 2000-11-30 | 2004-07-02 | 熱電材料、その製造方法及びペルチェモジュール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002232026A JP2002232026A (ja) | 2002-08-16 |
| JP3594008B2 true JP3594008B2 (ja) | 2004-11-24 |
Family
ID=26605015
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001325175A Expired - Fee Related JP3594008B2 (ja) | 2000-11-30 | 2001-10-23 | 熱電材料、その製造方法及びペルチェモジュール |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6743973B2 (ja) |
| EP (1) | EP1215736B1 (ja) |
| JP (1) | JP3594008B2 (ja) |
| KR (2) | KR100581049B1 (ja) |
| CN (1) | CN100440559C (ja) |
Families Citing this family (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7067733B2 (en) * | 2001-12-13 | 2006-06-27 | Yamaha Corporation | Thermoelectric material having crystal grains well oriented in certain direction and process for producing the same |
| JP2003243734A (ja) * | 2002-02-14 | 2003-08-29 | Mitsui Mining & Smelting Co Ltd | 熱電変換材料およびその製造方法 |
| KR100924054B1 (ko) * | 2002-11-28 | 2009-10-27 | 스미토모덴키고교가부시키가이샤 | 열전 재료 및 그 제조 방법 |
| US20060107986A1 (en) * | 2004-01-29 | 2006-05-25 | Abramov Vladimir S | Peltier cooling systems with high aspect ratio |
| JP2005072391A (ja) | 2003-08-26 | 2005-03-17 | Kyocera Corp | N型熱電材料及びその製造方法並びにn型熱電素子 |
| CN100397671C (zh) * | 2003-10-29 | 2008-06-25 | 京瓷株式会社 | 热电换能模块 |
| JP4665391B2 (ja) * | 2003-11-18 | 2011-04-06 | 株式会社Ihi | 熱電半導体材料、該熱電半導体材料による熱電半導体素子、該熱電半導体素子を用いた熱電モジュール並びにこれらの製造方法 |
| US8865995B2 (en) * | 2004-10-29 | 2014-10-21 | Trustees Of Boston College | Methods for high figure-of-merit in nanostructured thermoelectric materials |
| US7465871B2 (en) * | 2004-10-29 | 2008-12-16 | Massachusetts Institute Of Technology | Nanocomposites with high thermoelectric figures of merit |
| US20060179849A1 (en) * | 2005-02-14 | 2006-08-17 | Abramov Vladimir S | Peltier based heat transfer systems |
| JP4876501B2 (ja) * | 2005-09-22 | 2012-02-15 | 宇部興産株式会社 | 熱電変換材料及びその製造方法 |
| US20070101737A1 (en) | 2005-11-09 | 2007-05-10 | Masao Akei | Refrigeration system including thermoelectric heat recovery and actuation |
| US8969705B2 (en) * | 2007-08-03 | 2015-03-03 | Battelle Memorial Institute | Thermoelectric device and thermoelectric generator |
| TW200933940A (en) * | 2007-12-28 | 2009-08-01 | Basf Se | Extrusion process for preparing improved thermoelectric materials |
| KR20100009455A (ko) * | 2008-07-18 | 2010-01-27 | 삼성전자주식회사 | 열전재료 및 칼코게나이드 화합물 |
| US9660165B2 (en) | 2008-08-29 | 2017-05-23 | Lg Chem, Ltd. | Thermoelectric conversion material and producing method thereof, and thermoelectric conversion element using the same |
| EP2319082B1 (en) | 2008-08-29 | 2017-11-15 | LG Chem, Ltd. | New compound semiconductor and producing method thereof, and solar cell and thermoelectric conversion element using the same |
| US8692106B2 (en) * | 2008-12-19 | 2014-04-08 | Carrier Corporation | Bulk-processed, enhanced figure-of-merit thermoelectric materials |
| US8940995B2 (en) * | 2009-07-06 | 2015-01-27 | Electronics And Telecommunications Research Institute | Thermoelectric device and method for fabricating the same |
| MD323Z (ro) * | 2009-12-29 | 2011-08-31 | Институт Электронной Инженерии И Промышленных Технологий Академии Наук Молдовы | Microfir termoelectric în izolaţie de sticlă |
| KR101736974B1 (ko) | 2010-04-08 | 2017-05-17 | 삼성전자주식회사 | 열전재료 및 열전재료의 제조방법 |
| CN101798215A (zh) * | 2010-04-16 | 2010-08-11 | 山东大学 | 镧和镝共掺杂SrTiO3陶瓷材料及其制备方法 |
| KR101663183B1 (ko) * | 2010-08-26 | 2016-10-06 | 삼성전자주식회사 | 열전재료, 이를 포함하는 열전모듈과 열전장치 |
| RU2475333C1 (ru) * | 2011-09-19 | 2013-02-20 | Российская Федерация, от имени которой выступает Государственная корпорация по атомной энергии "Росатом" | Способ экструзии термоэлектрического материала на основе халькогенидов висмута и сурьмы |
| RU2509394C1 (ru) * | 2012-08-01 | 2014-03-10 | Открытое акционерное общество "Государственный научно-исследовательский и проектный институт редкометаллической промышленности ОАО "Гиредмет" | СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА n-ТИПА НА ОСНОВЕ ТВЕРДЫХ РАСТВОРОВ Bi2Te3-Bi2Se3 |
| KR101473750B1 (ko) | 2013-04-30 | 2014-12-18 | 재단법인대구경북과학기술원 | Bi2TeySe3-y 나노화합물 열전재료의 제조방법 및 이에 따라 제조되는 나노화합물 열전재료 |
| KR101473751B1 (ko) | 2013-04-30 | 2014-12-18 | 재단법인대구경북과학기술원 | BixSb2-xTe3 나노화합물 열전재료의 제조방법 및 이에 따라 제조되는 나노화합물 열전재료 |
| JP6439910B2 (ja) * | 2013-07-22 | 2018-12-19 | 国立大学法人山梨大学 | 熱電素子及びその製造方法 |
| US20160293820A1 (en) * | 2014-10-07 | 2016-10-06 | Hitachi Chemical Company, Ltd. | Thermoelectric Conversion Element, Method of Manufacturing the Same, and Thermoelectric Conversion Module |
| JP6333192B2 (ja) * | 2015-02-19 | 2018-05-30 | トヨタ自動車株式会社 | 熱電材料の製造方法 |
| KR101695540B1 (ko) | 2015-04-14 | 2017-01-23 | 엘지전자 주식회사 | 열전소재 및 이를 포함하는 열전소자와 열전모듈 |
| KR101945765B1 (ko) | 2016-11-16 | 2019-02-11 | 한국과학기술연구원 | 고효율 열전 소재의 제조 방법 및 열전 모듈의 제조방법 |
| CN111477736B (zh) * | 2019-01-24 | 2022-09-16 | 中国科学院宁波材料技术与工程研究所 | 一种碲化铋基热电材料及其制备方法 |
| CN111628071B (zh) * | 2020-05-26 | 2022-01-25 | 电子科技大学 | 一种中温段热电材料及其制备方法 |
| CN113121235B (zh) * | 2021-04-09 | 2022-04-12 | 哈尔滨工业大学 | 一种温差发电材料的制备方法 |
| CN114210978A (zh) * | 2021-12-22 | 2022-03-22 | 中国电子科技集团公司第十八研究所 | 一种碲化铋热电材料热挤压成型方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4161111A (en) * | 1971-06-24 | 1979-07-17 | Minnesota Mining And Manufacturing Company | Hydrostatically extruded thermoelectric legs |
| JP3654466B2 (ja) * | 1995-09-14 | 2005-06-02 | 健司 東 | アルミニウム合金の押出加工法及びそれにより得られる高強度、高靭性のアルミニウム合金材料 |
| JP3415391B2 (ja) * | 1996-05-01 | 2003-06-09 | ヤマハ株式会社 | 熱電材料の製造方法 |
| US6043424A (en) * | 1996-07-03 | 2000-03-28 | Yamaha Corporation | Thermoelectric alloy achieving large figure of merit by reducing oxide and process of manufacturing thereof |
| JP3305991B2 (ja) | 1996-09-13 | 2002-07-24 | 株式会社小松製作所 | 熱電半導体材料、その製造方法およびこれを用いた熱電モジュールおよび熱間鍛造方法 |
| KR20000036119A (ko) * | 1996-09-13 | 2000-06-26 | 안자끼 사토루 | 열전반도체 재료의 제조방법과 이를 이용한 열전모듈 및 열간단 |
| JP3546675B2 (ja) | 1997-11-27 | 2004-07-28 | ヤマハ株式会社 | 熱電材料及び熱電材料の製造方法 |
| JP2000138399A (ja) * | 1998-07-27 | 2000-05-16 | Komatsu Ltd | 熱電半導体材料、熱電素子、これらの製造方法および熱電半導体材料の製造装置 |
| JP4166348B2 (ja) * | 1998-10-12 | 2008-10-15 | 株式会社小松製作所 | 熱電半導体材料、熱電素子、これらの製造方法 |
| KR20000028741A (ko) * | 1998-10-12 | 2000-05-25 | 안자키 사토루 | 열전반도체 재료 또는 소자의 제조방법 및 열전모듈의제조방법 |
| US6307143B1 (en) * | 1998-10-22 | 2001-10-23 | Yamaha Corporation | Thermoelectric materials and thermoelectric conversion element |
| JP3478162B2 (ja) * | 1999-03-31 | 2003-12-15 | ヤマハ株式会社 | 熱電材料の製造方法 |
| JP2000307158A (ja) * | 1999-04-19 | 2000-11-02 | Yamaha Corp | 熱電材料の製造方法 |
| JP2002164584A (ja) * | 2000-11-27 | 2002-06-07 | Matsushita Electric Works Ltd | ペルチェ素子材料の製造方法 |
| JP3942873B2 (ja) * | 2000-12-22 | 2007-07-11 | 株式会社小松製作所 | 押出し加工装置及び押出し加工方法 |
-
2001
- 2001-10-23 JP JP2001325175A patent/JP3594008B2/ja not_active Expired - Fee Related
- 2001-11-29 US US09/996,669 patent/US6743973B2/en not_active Expired - Lifetime
- 2001-11-30 KR KR1020010075454A patent/KR100581049B1/ko active IP Right Grant
- 2001-11-30 EP EP01128621.8A patent/EP1215736B1/en not_active Expired - Lifetime
- 2001-11-30 CN CNB011451785A patent/CN100440559C/zh not_active Expired - Lifetime
-
2005
- 2005-12-08 KR KR1020050120134A patent/KR100681800B1/ko active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002232026A (ja) | 2002-08-16 |
| EP1215736B1 (en) | 2014-03-26 |
| EP1215736A2 (en) | 2002-06-19 |
| KR100581049B1 (ko) | 2006-05-16 |
| US6743973B2 (en) | 2004-06-01 |
| US20020100499A1 (en) | 2002-08-01 |
| CN1359162A (zh) | 2002-07-17 |
| KR100681800B1 (ko) | 2007-02-12 |
| KR20050121189A (ko) | 2005-12-26 |
| CN100440559C (zh) | 2008-12-03 |
| EP1215736A3 (en) | 2007-03-14 |
| KR20020042519A (ko) | 2002-06-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3594008B2 (ja) | 熱電材料、その製造方法及びペルチェモジュール | |
| JP4286053B2 (ja) | 熱電半導体材料、該熱電半導体材料による熱電半導体素子、該熱電半導体素子を用いた熱電モジュール及びこれらの製造方法 | |
| CN101720514B (zh) | 热电转换元件和其制造方法 | |
| US20060118161A1 (en) | Thermoelectric material having crystal grains well oriented in certain direction and process for producing the same | |
| WO1990016086A1 (en) | Thermoelectric semiconductor material and method of producing the same | |
| KR100795194B1 (ko) | 기계적밀링-혼합방법에 의한 열전재료 제조방법 및 이에의한 열전재료 | |
| JP3958857B2 (ja) | 熱電半導体材料の製造方法 | |
| JP2007067163A (ja) | 熱電材料及びその製造方法、並びに熱電モジュール | |
| EP0996174B1 (en) | Thermoelectric materials and thermoelectric conversion element | |
| JP4114645B2 (ja) | 熱電材料、その製造方法及びペルチェモジュール | |
| JP4592209B2 (ja) | 結晶配向バルクZnO系焼結体材料の製造方法およびそれにより製造された熱電変換デバイス | |
| JP3546675B2 (ja) | 熱電材料及び熱電材料の製造方法 | |
| JPH1056210A (ja) | 熱電半導体焼結素子の製造方法及び熱電半導体焼結素子 | |
| JP3979290B2 (ja) | 熱電材料及びその製造方法 | |
| JP4658370B2 (ja) | 金属間化合物の製造方法及びそれを用いて製造した熱電素子及び熱電モジュール | |
| JP2004235278A (ja) | 熱電材料及びその製造方法 | |
| JP4200770B2 (ja) | 熱電材料インゴット、その製造方法及び熱電モジュールの製造方法 | |
| JP3605366B2 (ja) | 熱電素子の製造方法及びそれを用いて製造した熱電素子並びに熱電モジュール | |
| JP2000138399A (ja) | 熱電半導体材料、熱電素子、これらの製造方法および熱電半導体材料の製造装置 | |
| JP3603698B2 (ja) | 熱電材料及び熱電変換素子 | |
| JP2003069090A (ja) | 熱電材料の製造方法 | |
| JP3861804B2 (ja) | 熱電材料及びその製造方法 | |
| JP2004146473A (ja) | 熱電材料、熱電モジュール、熱電材料の製造方法、塑性加工用金型及び塑性加工用プレス装置 | |
| JP2004146535A (ja) | 熱電材料及びその製造方法 | |
| JP2000277816A (ja) | 熱電変換材料の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040506 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040702 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040810 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040823 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3594008 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20070910 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080910 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090910 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100910 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100910 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110910 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120910 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130910 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |