JP2017166802A - 減圧乾燥方法および減圧乾燥装置 - Google Patents
減圧乾燥方法および減圧乾燥装置 Download PDFInfo
- Publication number
- JP2017166802A JP2017166802A JP2016253194A JP2016253194A JP2017166802A JP 2017166802 A JP2017166802 A JP 2017166802A JP 2016253194 A JP2016253194 A JP 2016253194A JP 2016253194 A JP2016253194 A JP 2016253194A JP 2017166802 A JP2017166802 A JP 2017166802A
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- vacuum drying
- drying
- unit
- coating film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001035 drying Methods 0.000 title claims abstract description 142
- 230000006837 decompression Effects 0.000 title abstract description 22
- 239000011248 coating agent Substances 0.000 claims abstract description 96
- 238000000576 coating method Methods 0.000 claims abstract description 96
- 239000002904 solvent Substances 0.000 claims abstract description 38
- 229920001721 polyimide Polymers 0.000 claims abstract description 37
- 239000004642 Polyimide Substances 0.000 claims abstract description 24
- 239000002243 precursor Substances 0.000 claims abstract description 22
- 239000000758 substrate Substances 0.000 claims abstract description 20
- 239000007788 liquid Substances 0.000 claims abstract description 10
- 238000001291 vacuum drying Methods 0.000 claims description 100
- 238000000034 method Methods 0.000 claims description 41
- 230000032258 transport Effects 0.000 claims description 8
- 239000011521 glass Substances 0.000 description 63
- 238000010438 heat treatment Methods 0.000 description 44
- 230000008569 process Effects 0.000 description 25
- 238000012545 processing Methods 0.000 description 19
- 230000007246 mechanism Effects 0.000 description 18
- 238000012546 transfer Methods 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 10
- 230000003028 elevating effect Effects 0.000 description 7
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 230000004044 response Effects 0.000 description 5
- 229920001971 elastomer Polymers 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 230000008961 swelling Effects 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 3
- 229910001873 dinitrogen Inorganic materials 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000001965 increasing effect Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 229920002120 photoresistant polymer Polymers 0.000 description 2
- 229920005575 poly(amic acid) Polymers 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
Images





Landscapes
- Drying Of Solid Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
Description
工程1:支持体表面にポリイミド前駆体溶液を塗布してポリイミド前駆体溶液の塗布膜を形成する、
工程2:イミド化を行う前に上記塗布膜中の大多数の溶媒を除去して所望の膜厚のポリイミド前駆体塗膜を形成する、
工程3:溶媒が一部残留した状態のポリイミド前駆体塗膜に熱処理を施すことで残留した溶媒を完全に除去するとともにポリイミド前駆体をイミド化する、
を実行することで製造される。
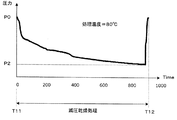
中間値P1>目標値P2
の関係を有している。
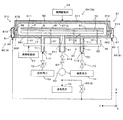
3A…第1減圧乾燥ユニット
3B…第2減圧乾燥ユニット
3C…搬送ロボット(搬送ユニット)
F…塗布膜
G…キャリアーガラス板(基板)
Claims (9)
- (a)基板上に塗布されたポリイミド前駆体および溶媒を含む塗布液の塗布膜を第1の温度で減圧乾燥する工程と、
(b)前記工程(a)を受けた前記基板上の前記塗布膜を前記第1の温度よりも高い第2の温度で減圧乾燥する工程と、
を備えることを特徴とする減圧乾燥方法。 - 請求項1に記載の減圧乾燥方法であって、
前記工程(a)の減圧雰囲気において乾燥ムラを発生させることなく前記塗布膜を乾燥させることができる温度範囲を適正温度範囲としたとき、
前記第1の温度は前記適正温度範囲内で設定される減圧乾燥方法。 - 請求項2に記載の減圧乾燥方法であって、
前記第2の温度は前記適正温度範囲の最高値を超えて設定される減圧乾燥方法。 - 請求項2または3に記載の減圧乾燥方法であって、
前記適正温度範囲は30℃以上70℃以下の範囲である減圧乾燥方法。 - 請求項2ないし4のいずれか一項に記載の減圧乾燥方法であって、
前記第2の温度は80℃以上150℃以下の範囲内で設定される減圧乾燥方法。 - 請求項1ないし5のいずれか一項に記載される減圧乾燥方法であって、
前記第2の温度は前記塗布膜の膜厚に応じて設定される減圧乾燥方法。 - 請求項1ないし6のいずれか一項に記載される減圧乾燥方法であって、
前記工程(a)は、前記塗布膜の周辺の圧力が第1の圧力に到達すると減圧乾燥を停止する工程を含み、
前記工程(b)は、前記塗布膜の周辺の圧力が前記第1の圧力よりも低い第2の圧力に到達すると減圧乾燥を停止する工程を含む減圧乾燥方法。 - 請求項7に記載される減圧乾燥方法であって、
前記第1の圧力は100Pa以上1000Pa以下の範囲内で設定され、
前記第2の圧力は5Pa以上200Pa以下の範囲内で設定される減圧乾燥方法。 - 基板上に塗布されたポリイミド前駆体および溶媒を含む塗布液の塗布膜を減圧乾燥する減圧乾燥装置であって、
第1の温度で減圧乾燥する第1減圧乾燥ユニットと、
前記第1の温度よりも高い第2の温度で減圧乾燥する第2減圧乾燥ユニットと、
前記第1減圧乾燥ユニットにより前記塗布膜の減圧乾燥を受けた前記基板を前記第2減圧乾燥ユニットに搬送する搬送ユニットと、
を備えることを特徴とする減圧乾燥装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710148962.5A CN107185783A (zh) | 2016-03-15 | 2017-03-13 | 减压干燥方法及减压干燥装置 |
| TW106108335A TWI623717B (zh) | 2016-03-15 | 2017-03-14 | Vacuum drying method and vacuum drying device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016051044 | 2016-03-15 | ||
| JP2016051044 | 2016-03-15 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017166802A true JP2017166802A (ja) | 2017-09-21 |
| JP6910798B2 JP6910798B2 (ja) | 2021-07-28 |
Family
ID=59913174
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016253194A Active JP6910798B2 (ja) | 2016-03-15 | 2016-12-27 | 減圧乾燥方法および減圧乾燥装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6910798B2 (ja) |
| TW (1) | TWI623717B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2019117250A1 (ja) * | 2017-12-15 | 2020-12-24 | 芝浦メカトロニクス株式会社 | 有機膜形成装置 |
| CN115769038A (zh) * | 2021-03-03 | 2023-03-07 | 株式会社Lg新能源 | 用于卷对卷状态的电极的真空干燥设备以及真空干燥方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6554516B2 (ja) * | 2017-08-31 | 2019-07-31 | 東京応化工業株式会社 | 基板加熱装置、基板処理システム及び基板加熱方法 |
| JP7055173B2 (ja) * | 2019-08-06 | 2022-04-15 | 株式会社Kokusai Electric | 基板処理装置、半導体装置の製造方法及び基板処理プログラム |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6381923A (ja) * | 1986-09-26 | 1988-04-12 | Hitachi Ltd | 感光性ポリイミド樹脂処理方法および装置 |
| JP2001319852A (ja) * | 2000-05-09 | 2001-11-16 | Tokyo Electron Ltd | 乾燥方法及び乾燥装置 |
| JP2002225052A (ja) * | 2001-02-01 | 2002-08-14 | Hitachi Chem Co Ltd | 光部品用ポリイミド系樹脂膜の製造方法 |
| JP2003100608A (ja) * | 2001-09-26 | 2003-04-04 | Dainippon Screen Mfg Co Ltd | 成膜液乾燥装置及び成膜液乾燥方法 |
| JP2006261379A (ja) * | 2005-03-17 | 2006-09-28 | Dainippon Screen Mfg Co Ltd | 減圧乾燥装置、排気装置および減圧乾燥方法 |
| JP2007069098A (ja) * | 2005-09-06 | 2007-03-22 | Toray Ind Inc | 塗膜の減圧乾燥方法 |
| JP2007101024A (ja) * | 2005-10-03 | 2007-04-19 | Seiko Epson Corp | 被乾燥体の乾燥方法、乾燥機、及びデバイスの製造方法 |
| US20070224351A1 (en) * | 2006-03-22 | 2007-09-27 | Kabushiki Kaisha Toshiba | Droplet jetting applicator and method for manufacturing coated body |
| WO2010089936A1 (ja) * | 2009-02-04 | 2010-08-12 | シャープ株式会社 | インク乾燥装置 |
| JP2013040689A (ja) * | 2009-12-02 | 2013-02-28 | Sharp Corp | インク乾燥装置 |
| WO2014203794A1 (ja) * | 2013-06-17 | 2014-12-24 | 東レ株式会社 | 積層樹脂ブラックマトリクス基板の製造方法 |
| JP2015183985A (ja) * | 2014-03-26 | 2015-10-22 | 株式会社Screenホールディングス | 基板処理装置および基板処理方法 |
| JP2017083140A (ja) * | 2015-10-30 | 2017-05-18 | 東京応化工業株式会社 | 基板加熱装置及び基板加熱方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1332999C (zh) * | 2001-02-27 | 2007-08-22 | 钟渊化学工业株式会社 | 聚酰亚胺膜及其制造方法 |
| CN1522387A (zh) * | 2001-05-30 | 2004-08-18 | 钟渊化学工业株式会社 | 光敏性树脂组合物及用该组合物的光敏性干膜抗蚀剂、光敏性射线遮挡膜 |
-
2016
- 2016-12-27 JP JP2016253194A patent/JP6910798B2/ja active Active
-
2017
- 2017-03-14 TW TW106108335A patent/TWI623717B/zh active
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6381923A (ja) * | 1986-09-26 | 1988-04-12 | Hitachi Ltd | 感光性ポリイミド樹脂処理方法および装置 |
| JP2001319852A (ja) * | 2000-05-09 | 2001-11-16 | Tokyo Electron Ltd | 乾燥方法及び乾燥装置 |
| JP2002225052A (ja) * | 2001-02-01 | 2002-08-14 | Hitachi Chem Co Ltd | 光部品用ポリイミド系樹脂膜の製造方法 |
| JP2003100608A (ja) * | 2001-09-26 | 2003-04-04 | Dainippon Screen Mfg Co Ltd | 成膜液乾燥装置及び成膜液乾燥方法 |
| JP2006261379A (ja) * | 2005-03-17 | 2006-09-28 | Dainippon Screen Mfg Co Ltd | 減圧乾燥装置、排気装置および減圧乾燥方法 |
| JP2007069098A (ja) * | 2005-09-06 | 2007-03-22 | Toray Ind Inc | 塗膜の減圧乾燥方法 |
| JP2007101024A (ja) * | 2005-10-03 | 2007-04-19 | Seiko Epson Corp | 被乾燥体の乾燥方法、乾燥機、及びデバイスの製造方法 |
| US20070224351A1 (en) * | 2006-03-22 | 2007-09-27 | Kabushiki Kaisha Toshiba | Droplet jetting applicator and method for manufacturing coated body |
| JP2007253043A (ja) * | 2006-03-22 | 2007-10-04 | Toshiba Corp | 液滴噴射装置及び塗布体の製造方法 |
| WO2010089936A1 (ja) * | 2009-02-04 | 2010-08-12 | シャープ株式会社 | インク乾燥装置 |
| JP2013040689A (ja) * | 2009-12-02 | 2013-02-28 | Sharp Corp | インク乾燥装置 |
| WO2014203794A1 (ja) * | 2013-06-17 | 2014-12-24 | 東レ株式会社 | 積層樹脂ブラックマトリクス基板の製造方法 |
| JP2015183985A (ja) * | 2014-03-26 | 2015-10-22 | 株式会社Screenホールディングス | 基板処理装置および基板処理方法 |
| JP2017083140A (ja) * | 2015-10-30 | 2017-05-18 | 東京応化工業株式会社 | 基板加熱装置及び基板加熱方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2019117250A1 (ja) * | 2017-12-15 | 2020-12-24 | 芝浦メカトロニクス株式会社 | 有機膜形成装置 |
| JP7008727B2 (ja) | 2017-12-15 | 2022-01-25 | 芝浦メカトロニクス株式会社 | 有機膜形成装置 |
| JP2022069440A (ja) * | 2017-12-15 | 2022-05-11 | 芝浦メカトロニクス株式会社 | 有機膜形成装置 |
| JP7260681B2 (ja) | 2017-12-15 | 2023-04-18 | 芝浦メカトロニクス株式会社 | 有機膜形成装置 |
| US11906246B2 (en) | 2017-12-15 | 2024-02-20 | Shibaura Mechatronics Corporation | Organic film forming apparatus |
| JP7473700B2 (ja) | 2017-12-15 | 2024-04-23 | 芝浦メカトロニクス株式会社 | 有機膜形成装置 |
| CN115769038A (zh) * | 2021-03-03 | 2023-03-07 | 株式会社Lg新能源 | 用于卷对卷状态的电极的真空干燥设备以及真空干燥方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6910798B2 (ja) | 2021-07-28 |
| TWI623717B (zh) | 2018-05-11 |
| TW201734394A (zh) | 2017-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5089288B2 (ja) | 減圧乾燥装置 | |
| JP6910798B2 (ja) | 減圧乾燥方法および減圧乾燥装置 | |
| JP5478280B2 (ja) | 基板加熱装置および基板加熱方法、ならびに基板処理システム | |
| TWI686244B (zh) | 基板處理裝置 | |
| TWI642888B (zh) | Vacuum drying device, vacuum drying system, and vacuum drying method | |
| KR100848767B1 (ko) | 기판의 열처리 방법 및 기판의 열처리 장치 | |
| JP2011056335A (ja) | 予備乾燥装置及び予備乾燥方法 | |
| JP3598462B2 (ja) | 乾燥方法及び乾燥装置 | |
| CN115532558A (zh) | 减压干燥装置及减压干燥方法 | |
| KR20140034318A (ko) | 피처리체의 냉각 방법, 냉각 장치 및 컴퓨터 판독 가능한 기억 매체 | |
| CN106513273B (zh) | 减压干燥装置及减压干燥方法 | |
| JP6560704B2 (ja) | 半導体装置の製造方法および基板処理装置 | |
| JP3766336B2 (ja) | 減圧乾燥装置及び減圧乾燥方法 | |
| KR20210050614A (ko) | 기판처리장치 | |
| JP2007073827A (ja) | 減圧乾燥装置 | |
| WO2013035599A1 (ja) | 接合方法、コンピュータ記憶媒体及び接合システム | |
| TW201631285A (zh) | 減壓乾燥裝置及基板處理系統 | |
| JP2008153369A (ja) | レジスト液塗布処理装置 | |
| JP7244411B2 (ja) | 基板処理装置および基板処理方法 | |
| JP2018129337A (ja) | 基板処理装置および基板処理方法 | |
| JP3806660B2 (ja) | 減圧乾燥装置及び減圧乾燥方法 | |
| WO2003092068A1 (fr) | Procede et mecanisme de convoyage de substrat | |
| KR102322825B1 (ko) | 기판 처리 장치 및 기판 처리 방법 | |
| JP7381526B2 (ja) | 減圧乾燥装置、減圧乾燥方法およびプログラム | |
| KR20190055448A (ko) | 기판 처리 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170725 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190624 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200827 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210301 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210406 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210528 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210622 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210707 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6910798 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |