JP2013173183A - 離型剤組成物 - Google Patents
離型剤組成物 Download PDFInfo
- Publication number
- JP2013173183A JP2013173183A JP2013005767A JP2013005767A JP2013173183A JP 2013173183 A JP2013173183 A JP 2013173183A JP 2013005767 A JP2013005767 A JP 2013005767A JP 2013005767 A JP2013005767 A JP 2013005767A JP 2013173183 A JP2013173183 A JP 2013173183A
- Authority
- JP
- Japan
- Prior art keywords
- release agent
- mold
- agent composition
- thermosetting resin
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C3/00—Selection of compositions for coating the surfaces of moulds, cores, or patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J3/00—Lubricating during forging or pressing
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/04—Elements
- C10M2201/041—Carbon; Graphite; Carbon black
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/061—Carbides; Hydrides; Nitrides
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/065—Sulfides; Selenides; Tellurides
- C10M2201/066—Molybdenum sulfide
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/10—Compounds containing silicon
- C10M2201/102—Silicates
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/10—Compounds containing silicon
- C10M2201/102—Silicates
- C10M2201/103—Clays; Mica; Zeolites
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2203/00—Organic non-macromolecular hydrocarbon compounds and hydrocarbon fractions as ingredients in lubricant compositions
- C10M2203/10—Petroleum or coal fractions, e.g. tars, solvents, bitumen
- C10M2203/1006—Petroleum or coal fractions, e.g. tars, solvents, bitumen used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2205/00—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions
- C10M2205/14—Synthetic waxes, e.g. polythene waxes
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2205/00—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions
- C10M2205/16—Paraffin waxes; Petrolatum, e.g. slack wax
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2205/00—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions
- C10M2205/18—Natural waxes, e.g. ceresin, ozocerite, bees wax, carnauba; Degras
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2209/00—Organic macromolecular compounds containing oxygen as ingredients in lubricant compositions
- C10M2209/10—Macromolecular compoundss obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C10M2209/101—Condensation polymers of aldehydes or ketones and phenols, e.g. Also polyoxyalkylene ether derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2209/00—Organic macromolecular compounds containing oxygen as ingredients in lubricant compositions
- C10M2209/10—Macromolecular compoundss obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C10M2209/102—Polyesters
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2217/00—Organic macromolecular compounds containing nitrogen as ingredients in lubricant compositions
- C10M2217/04—Macromolecular compounds from nitrogen-containing monomers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C10M2217/043—Mannich bases
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2217/00—Organic macromolecular compounds containing nitrogen as ingredients in lubricant compositions
- C10M2217/04—Macromolecular compounds from nitrogen-containing monomers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C10M2217/045—Polyureas; Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/055—Particles related characteristics
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/24—Metal working without essential removal of material, e.g. forming, gorging, drawing, pressing, stamping, rolling or extruding; Punching metal
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/242—Hot working
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/244—Metal working of specific metals
- C10N2040/245—Soft metals, e.g. aluminum
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/36—Release agents or mold release agents
Abstract
【解決手段】鉱油又は合成油、固体潤滑剤(タルク、窒化ホウ素、黒鉛、雲母及び二硫化モリブデン等、平均粒子径が0.5〜30μmであり、含有量が1〜10質量%であることが好ましい。)、熱硬化性樹脂(平均分子量の異なるフェノール樹脂、ユリア樹脂、メラミン樹脂等の各種の樹脂を必要とされる付着力によって選択して用いることができる。)、及び高分子化合物(合成ワックス、ポリブテン等)を含有し、鋳造用又は鍛造用の金型の内表面に塗布して用いられる離型剤組成物である。
【選択図】図1
Description
本発明は、このような知見に基づいてなされたものである。
1.鉱油又は合成油、固体潤滑剤、熱硬化性樹脂、及び高分子化合物を含有し、鋳造用又は鍛造用の金型の内表面に塗布して用いられることを特徴とする離型剤組成物。
2.前記固体潤滑剤が、タルク、窒化ホウ素、黒鉛、雲母、二硫化モリブデン及びフラーレンのうちの少なくとも1種である前記1.に記載の離型剤組成物。
3.前記固体潤滑剤の平均粒子径が0.5〜30μmであり、前記鉱油又は合成油、前記固体潤滑剤、前記熱硬化性樹脂、及び前記高分子化合物の合計を100質量%とした場合に、前記固体潤滑剤の含有量が1〜10質量%である前記1.又は2.に記載の離型剤組成物。
4.前記熱硬化性樹脂が、フェノール樹脂、エポキシ樹脂、ユリア樹脂、メラミン樹脂、アルキッド樹脂及び不飽和ポリエステル樹脂のうちの少なくとも1種である前記1.乃至3.のうちのいずれか1項に記載の離型剤組成物。
5.前記熱硬化性樹脂は、本離型剤組成物を金型に塗布したときにはバインダーとなり、成形時の温度では分解する請求項1乃至4のうちのいずれか1項に記載の離型剤組成物。
6.前記熱硬化性樹脂の数平均分子量が5,000〜500,000であり、成形温度が300〜550℃であるときに、付着力が0.1〜5.0MPaである請求項1乃至5のうちのいずれか1項に記載の離型剤組成物。
7.前記高分子化合物が、合成ワックス及び天然ワックスのうちの少なくとも1種である前記1.乃至6.のうちのいずれか1項に記載の離型剤組成物。
8.前記高分子化合物が、合成ワックス及びポリブテンのうちの少なくとも一方である前記1.乃至6.のうちのいずれか1項に記載の離型剤組成物。
9.塗布時の金型温度が250℃以上、400℃未満では前記ポリブテンを使用し、塗布時の金型温度が400℃以上、550℃以下では前記合成ワックスを使用する前記8.に記載の離型剤組成物。
尚、本発明における平均分子量は、ゲルパーミエーションクロマトグラフィーにより測定したポリスチレン換算の数平均分子量である。
また、固体潤滑剤が、タルク、窒化ホウ素、黒鉛、雲母、二硫化モリブデン及びフラーレンのうちの少なくとも1種である場合は、離型剤成分の分解が十分に抑制され、所定厚さの被膜を形成することができ、保温性も確保されるため、所定の金型温度を維持することができる。
更に、固体潤滑剤の平均粒子径が0.5〜30μmであり、鉱油又は合成油、固体潤滑剤、熱硬化性樹脂、及び高分子化合物の合計を100質量%としたときに、固体潤滑剤の含有量が1〜10質量%である場合は、粉体粒子が凝集せず、スプレーノズルの詰まりが抑制され、粗大粒子による被膜表面の凹凸も抑えられる。
また、熱硬化性樹脂が、フェノール樹脂、エポキシ樹脂、ユリア樹脂、メラミン樹脂、アルキッド樹脂及び不飽和ポリエステル樹脂のうちの少なくとも1種である場合は、十分に強固な被膜が形成されるとともに、それらの熱分解挙動により被膜の剥離性がより向上する。
更に、熱硬化性樹脂が、本離型剤組成物を金型に塗布したときにはバインダーとなり、成形時の温度では分解する場合は、成形時には強固な被膜を形成することができ、且つその後は熱分解して容易に脱型させることができ、型表面からの離型剤残渣の除去も容易となる。
また、熱硬化性樹脂の数平均分子量が5,000〜500,000であり、成形温度が300〜550℃であるときに、付着力が0.1〜5.0MPaである場合は、成形方法、成形条件等により、所定の平均分子量の熱硬化性樹脂を用いることで、十分な付着力を有する離型剤組成物とすることができる。
更に、高分子化合物が、合成ワックス及び天然ワックスのうちの少なくとも1種である場合は、特に400℃を超える高温の金型に対しても短いスプレー時間で被膜を形成することができ、生産効率を向上させることができる。
また、高分子化合物が、合成ワックス及びポリブテンのうちの少なくとも一方である場合は、これらの高分子化合物を金型の温度によって使い分けることで、より広範囲の金型温度に対して対応することができる。
更に、塗布時の金型温度が250℃以上、400℃未満ではポリブテンを使用し、塗布時の金型温度が400℃以上、550℃以下では合成ワックスを使用する場合は、金型の温度によらず、短いスプレー時間で容易に被膜を形成することができる。
本発明の離型剤組成物は、鉱油又は合成油、固体潤滑剤、熱硬化性樹脂、及び高分子化合物を含有する。また、鋳造用又は鍛造用の金型の内表面に塗布して用いられる。
被膜形成時に用いるスプレーノズルは特に限定されないが、図1におけるニードルバルブ付き2流体混合ノズル1のような外部混合式2流体混合ノズルを使用することができる。図1において配管bはコンプレッサーに接続されており、コンプレッサーからの加圧エアはコネクタ6において3本の配管に送出される。また、配管63には圧力制御弁34及び離型剤組成物が収容された加圧タンク4が配設されている。一方、配管61には、圧力制御弁32及びポートソレノイドバルブ(電磁バルブ)22が配設されている。更に、配管62には、圧力制御弁33及びポートソレノイドバルブ23が配設されている。
以下の実施例では、成形型を模して、鋼板7及び円筒状治具20を用いた。また、被膜形成のための離型剤組成物の吐出、及び成形後の被膜の除去のためのエアブローには、前述の図1のような装置を用いた。
実施例1〜10
[1]離型剤組成物の調製
鉱油(JIS K 2283により測定した40℃における動粘度20mm2/s)に、パラフィンワックス(実施例1〜4、6、7、9、10、表1、2では「ワックス」と表記する。)、又はポリブテン(実施例5、8)を、表1、2に記載の質量割合で、装置として通常の撹拌機(回転数;300rpm)を用いて混合し、溶解させた。尚、ワックスを含有する場合は、ワックスを鉱油に加熱溶解させた後、上記処理を実施した。その後、表1、2に記載の固体潤滑剤及び熱硬化性樹脂を、表1、2に記載の質量割合で配合し、高速攪拌機(回転数;7000rpm)を用いて攪拌し、混合して、離型剤組成物を調製した。
上記[1]で調製した離型剤組成物の性能を、下記の項目について評価した。
(1)付着性能
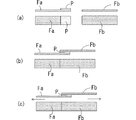
表1及び表2に記載の離型剤組成物を、図1の加圧タンク4に投入し、加圧エアによってタンクの内圧を0.1MPaに調整した。その後、ヒーター上に鋼板7(SKD61鋼製、縦横100×100mm、厚さ10mm)を載置し、鋼板7の平面方向の中央部の表面から2mm下の位置に挿入された熱電対8により測温し、設定温度である300℃、350℃及び400℃に温度調整した。次いで、各々の設定温度において、鋼板7に向かって離型剤組成物0.3cm3をニードルバルブ付き2流体混合ノズル1から吐出させ、塗布した(ノズルと鋼板との距離75mm、噴霧時間1.8秒間、噴霧用エア圧力0.3MPa)[図2(a)及び図3(a)参照]。その後、30℃にまで自然冷却させ、鋼板7に付着した離型剤組成物により形成された被膜の厚さを電磁膜厚計により測定し、付着性能を評価した。結果を表3に記載する。
尚、表3の膜厚は、離型剤組成物を各々の設定温度でそれぞれ3回塗布したときの平均値である。
上記(1)付着性能の評価のときと同様にして、鋼板7が設定温度の300℃に達したところで鋼板7上に離型剤組成物をスプレー塗布して被膜を形成した。その後、溶湯として680℃のアルミニウム合金(JIS K 2219に記載された「ADC12」)25gを給湯した[図2(b)及び図3(b)参照]。次いで、鋼板7の測温を継続し、鋼板の最高温度を確認した。この場合、鋼板7の最高温度が低いほど、溶湯から鋼板7へ伝熱し難い、即ち、離型剤組成物からなる被膜の保温性が高い、言い換えれば、保温性能が優れているといえる。結果を表4に記載する。
上記(1)付着性能の評価のときと同様にして、鋼板7が設定温度の300℃、350℃、400℃、450℃、及び500℃に達したところで、鋼板7上に離型剤組成物をスプレー塗布して被膜を形成した。その後、30秒間保持し、次いで、上記(2)保温性能と同様にしてアルミニウム合金を給湯した。次いで、1分間静置し、円柱状治具20及び凝固した円板状のアルミニウム成形品30を取り除いた[図3(c)参照]。次いで、図1の配管cに接続されたエアブロー用ノズル40[図3(d)参照]から被膜10に向かってエアブローした(図3(d)のブローされたエア40a及び除去された被膜10a参照)。剥離性の評価結果は、全面を容易に除去可能であったものをA評価、溶湯に接触していた部分は容易に除去可能であったが、接触していなかった部分はA評価と比べてより長時間を要したものをB評価、溶湯に接触していた部分、接触していなかった部分ともにB評価と比べてより長時間を要したものをC評価とした。結果を表5に記載する。
実施例11〜18
鉱油として実施例1で用いた鉱油、高分子化合物として実施例1で用いたワックス、固体潤滑剤として実施例5で用いた窒化ホウ素、並びに熱硬化性樹脂として平均分子量の異なるフェノール樹脂4種類、平均分子量が異なるメラミン樹脂2種類、ジアリルフタレート樹脂、及びユリア樹脂を使用し、実施例1と同様にして離型剤組成物を調製した。また、前述の付着性能の評価において、膜厚が10μm以上となる金型温度の上限温度を付着可能上限温度として評価した。更に、被膜剥離性能の評価においてA評価又はB評価となる金型温度の下限値を剥離可能下限温度として評価した。結果を表6に記載する。
実施例19〜26
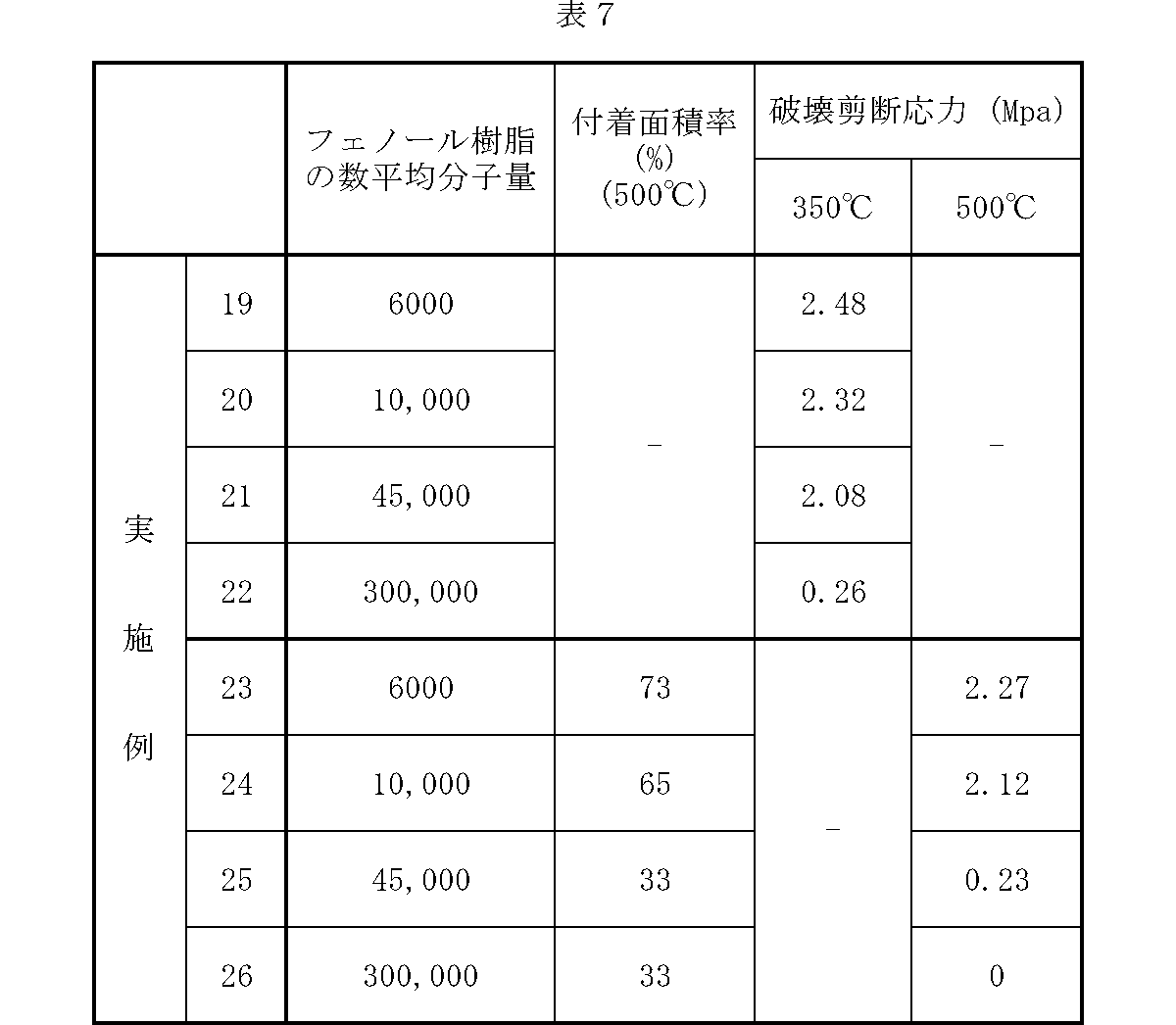
鉱油として実施例1で用いた鉱油、高分子化合物として実施例1で用いたワックス、固体潤滑剤として実施例5で用いた窒化ホウ素、及び熱硬化性樹脂としてフェノール樹脂を使用し、実施例1と同様にして離型剤組成物を調製した。また、フェノール樹脂としては、実施例11〜14で用いた平均分子量の異なる4種類の樹脂を使用した。具体的には、数平均分子量が6000(実施例19、23)、10,000(実施例20、24)、45,000(実施例21、25)、及び300,000(実施例22、26)のフェノール樹脂を使用し、図4のような試験片を作製し、加熱した鉄製プレート2枚を接着し、引張試験機を用いて350℃(実施例19〜22)又は500℃(実施例23〜26)における付着性の指標となる破壊剪断応力を測定した。結果を表7及び図5に記載する。
Claims (9)
- 鉱油又は合成油、固体潤滑剤、熱硬化性樹脂、及び高分子化合物を含有し、鋳造用又は鍛造用の金型の内表面に塗布して用いられることを特徴とする離型剤組成物。
- 前記固体潤滑剤が、タルク、窒化ホウ素、黒鉛、雲母、二硫化モリブデン及びフラーレンのうちの少なくとも1種である請求項1に記載の離型剤組成物。
- 前記固体潤滑剤の平均粒子径が0.5〜30μmであり、前記鉱油又は合成油、前記固体潤滑剤、前記熱硬化性樹脂、及び前記高分子化合物の合計を100質量%とした場合に、前記固体潤滑剤の含有量が1〜10質量%である請求項1又は2に記載の離型剤組成物。
- 前記熱硬化性樹脂が、フェノール樹脂、エポキシ樹脂、ユリア樹脂、メラミン樹脂、アルキッド樹脂及び不飽和ポリエステル樹脂のうちの少なくとも1種である請求項1乃至3のうちのいずれか1項に記載の離型剤組成物。
- 前記熱硬化性樹脂は、本離型剤組成物を金型に塗布したときにはバインダーとなり、成形時の温度では分解する請求項1乃至4のうちのいずれか1項に記載の離型剤組成物。
- 前記熱硬化性樹脂の数平均分子量が5,000〜500,000であり、成形温度が300〜550℃であるときに、付着力が0.1〜5.0MPaである請求項1乃至5のうちのいずれか1項に記載の離型剤組成物。
- 前記高分子化合物が、合成ワックス及び天然ワックスのうちの少なくとも1種である請求項1乃至6のうちのいずれか1項に記載の離型剤組成物。
- 前記高分子化合物が、合成ワックス及びポリブテンのうちの少なくとも一方である請求項1乃至6のうちのいずれか1項に記載の離型剤組成物。
- 塗布時の金型温度が250℃以上、400℃未満では前記ポリブテンを使用し、塗布時の金型温度が400℃以上、550℃以下では前記合成ワックスを使用する請求項8に記載の離型剤組成物。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013005767A JP2013173183A (ja) | 2012-01-23 | 2013-01-16 | 離型剤組成物 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012011452 | 2012-01-23 | ||
| JP2012011452 | 2012-01-23 | ||
| JP2013005767A JP2013173183A (ja) | 2012-01-23 | 2013-01-16 | 離型剤組成物 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013173183A true JP2013173183A (ja) | 2013-09-05 |
Family
ID=48873428
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013005767A Pending JP2013173183A (ja) | 2012-01-23 | 2013-01-16 | 離型剤組成物 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20150057401A1 (ja) |
| JP (1) | JP2013173183A (ja) |
| CN (1) | CN104125868B (ja) |
| DE (1) | DE112013000661T5 (ja) |
| WO (1) | WO2013111708A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104174813A (zh) * | 2014-08-14 | 2014-12-03 | 济南圣泉集团股份有限公司 | 一种脱模剂及其制备方法 |
| WO2015137002A1 (ja) * | 2014-03-12 | 2015-09-17 | 株式会社青木科学研究所 | 高温耐熱性油性離型剤、高温耐熱性静電塗布型油性離型剤及びその塗布方法 |
| CN105602687A (zh) * | 2016-01-08 | 2016-05-25 | 泉州众志金刚石工具有限公司 | 一种脱模剂组合物 |
| JPWO2016021006A1 (ja) * | 2014-08-06 | 2017-07-13 | 株式会社青木科学研究所 | 金型用離型剤の膜厚計測方法、この膜厚計測方法に用いる塗布液及びこの膜厚計測方法に用いる蛍光強度測定機 |
| CN107876692A (zh) * | 2017-09-26 | 2018-04-06 | 上海力太化学有限公司 | 一种高性能水性金属压铸脱模剂、制备方法及其应用 |
| JP2019025498A (ja) * | 2017-07-27 | 2019-02-21 | 株式会社豊田中央研究所 | ダイカスト用金型およびダイカスト鋳造方法 |
| CN110591804A (zh) * | 2019-08-09 | 2019-12-20 | 青岛久益石墨有限公司 | 精锻脱模剂及其制备方法 |
| EP3174063B1 (en) * | 2014-07-22 | 2020-05-06 | Kabushiki Kaisha Toshiba | Channel box for a fuel assembly of a boiling water reactor |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6481696B2 (ja) | 2015-01-15 | 2019-03-13 | 日産自動車株式会社 | 低圧鋳造方法及び低圧鋳造装置 |
| CN105458161B (zh) * | 2015-11-27 | 2017-08-15 | 浙江龙游展宇有机玻璃有限公司 | 一种粉状脱模剂组合物 |
| CN105643847A (zh) * | 2016-01-05 | 2016-06-08 | 苏州逾世纪生物科技有限公司 | 一种安全环保的新型蜡脱模剂及其制备方法 |
| CN106345959A (zh) * | 2016-08-27 | 2017-01-25 | 上海科正模具有限公司 | 一种汽车模具脱模装置 |
| WO2018051400A1 (ja) * | 2016-09-13 | 2018-03-22 | マツダ株式会社 | 熱間鍛造金型用離型剤、その塗布方法及び塗布装置 |
| CN106701287A (zh) * | 2017-01-12 | 2017-05-24 | 遵义航天新力精密铸锻有限公司 | 一种用于模锻模具保护及快速脱模的制剂 |
| CN106833820A (zh) * | 2017-03-17 | 2017-06-13 | 希玛石油制品(镇江)有限公司 | 一种金属压铸用耐热脱模剂及其制备与应用 |
| CN109207244B (zh) * | 2017-06-30 | 2021-10-26 | 北京市建筑工程研究院有限责任公司 | 一种混凝土预制构件用水性脱模剂 |
| CN109175224B (zh) * | 2018-09-06 | 2020-07-31 | 安美科技股份有限公司 | 一种不含硅油水性锌合金压铸脱模剂 |
| CN110591792A (zh) * | 2019-09-16 | 2019-12-20 | 山西黄腾化工有限公司 | 一种混凝土脱模剂及其生产工艺 |
| CN112322874B (zh) * | 2020-11-06 | 2022-08-26 | 国铭铸管股份有限公司 | 一种球墨铸铁件的锻造强化定型工艺 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5036419B1 (ja) * | 1970-10-03 | 1975-11-25 | ||
| JPS5111811A (ja) * | 1974-06-12 | 1976-01-30 | Asuchin Ind Inc | |
| JPS5122757A (ja) * | 1974-08-19 | 1976-02-23 | Shinetsu Chemical Co | Oruganohorishirokisansoseibutsu |
| JP2000033457A (ja) * | 1998-07-21 | 2000-02-02 | Denso Corp | 潤滑離型剤 |
| JP2001259788A (ja) * | 2000-03-17 | 2001-09-25 | Nicca Chemical Co Ltd | 低速射出金型鋳造用の水性離型剤 |
| JP2008093722A (ja) * | 2006-10-13 | 2008-04-24 | Aoki Science Institute Co Ltd | 金型鋳造用離型剤及びその塗布方法 |
| JP2009166093A (ja) * | 2008-01-16 | 2009-07-30 | Yushiro Chem Ind Co Ltd | 離型剤及び鋳造方法 |
| JP2009173814A (ja) * | 2008-01-25 | 2009-08-06 | Yushiro Chem Ind Co Ltd | 水系潤滑剤組成物及び加工方法 |
| WO2011070840A1 (ja) * | 2009-12-11 | 2011-06-16 | ユシロ化学工業株式会社 | 離型剤組成物及びそれを用いた鋳造方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5060672A (ja) * | 1973-09-29 | 1975-05-24 | ||
| CN85103612A (zh) * | 1985-05-18 | 1987-01-28 | 眭星尧 | 乳浆型玻璃高分子聚脂水剂脱模润滑剂 |
| CN1007791B (zh) * | 1987-08-18 | 1990-05-02 | 东风电机厂 | 压铸润滑水基涂料 |
| US5415791A (en) * | 1990-08-02 | 1995-05-16 | Oiles Corporation | Lubricating composition and a sliding member comprising the composition |
| JPH09276981A (ja) * | 1996-04-19 | 1997-10-28 | Taiho Kogyo Co Ltd | 金型成型用離型剤および鋳造プランジャ潤滑剤 |
| JPH1034279A (ja) * | 1996-07-26 | 1998-02-10 | Bridgestone Corp | 金型鋳造用離型剤 |
| JPH1177234A (ja) * | 1997-08-29 | 1999-03-23 | Toyota Motor Corp | 金型鋳造用離型剤 |
| US6235228B1 (en) * | 1999-04-08 | 2001-05-22 | Morton International, Inc. | Method for on-mold coating molded articles with a coating powder as a liquid gel coat replacement |
| JP2003048218A (ja) * | 2001-05-31 | 2003-02-18 | Mitsubishi Plastics Ind Ltd | 離型剤組成物 |
| JP2003171681A (ja) * | 2001-12-07 | 2003-06-20 | Sumitomo Metal Ind Ltd | 金属塑性加工用潤滑剤組成物及び金属の塑性加工方法 |
| JP2003275845A (ja) * | 2002-03-25 | 2003-09-30 | Ge Toshiba Silicones Co Ltd | アルミニウムダイキャスト離型用エマルジョン組成物 |
| US7598210B2 (en) * | 2005-01-13 | 2009-10-06 | Advanced Lubrication Technology Inc. | High temperature lubricant composition |
| JP4820098B2 (ja) * | 2005-02-07 | 2011-11-24 | ユシロ化学工業株式会社 | ダイキャスト用水性離型剤組成物及びその使用方法並びにそれを用いたダイキャスト方法及び成形品の製造方法 |
| JP4694358B2 (ja) * | 2005-11-30 | 2011-06-08 | トヨタ自動車株式会社 | 鋳造方法と鋳造型の製造方法 |
| CN100567469C (zh) * | 2007-05-30 | 2009-12-09 | 曹启哲 | 一种用于压铸的固体颗粒冲头润滑珠及其制备方法 |
| CN102284675A (zh) * | 2010-06-17 | 2011-12-21 | 霍山县诚胜金属制品有限公司 | 压铸脱模润滑油 |
-
2013
- 2013-01-16 JP JP2013005767A patent/JP2013173183A/ja active Pending
- 2013-01-21 US US14/372,914 patent/US20150057401A1/en not_active Abandoned
- 2013-01-21 CN CN201380006153.0A patent/CN104125868B/zh not_active Expired - Fee Related
- 2013-01-21 DE DE112013000661.8T patent/DE112013000661T5/de not_active Withdrawn
- 2013-01-21 WO PCT/JP2013/051106 patent/WO2013111708A1/ja active Application Filing
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5036419B1 (ja) * | 1970-10-03 | 1975-11-25 | ||
| JPS5111811A (ja) * | 1974-06-12 | 1976-01-30 | Asuchin Ind Inc | |
| JPS5122757A (ja) * | 1974-08-19 | 1976-02-23 | Shinetsu Chemical Co | Oruganohorishirokisansoseibutsu |
| JP2000033457A (ja) * | 1998-07-21 | 2000-02-02 | Denso Corp | 潤滑離型剤 |
| JP2001259788A (ja) * | 2000-03-17 | 2001-09-25 | Nicca Chemical Co Ltd | 低速射出金型鋳造用の水性離型剤 |
| JP2008093722A (ja) * | 2006-10-13 | 2008-04-24 | Aoki Science Institute Co Ltd | 金型鋳造用離型剤及びその塗布方法 |
| JP2009166093A (ja) * | 2008-01-16 | 2009-07-30 | Yushiro Chem Ind Co Ltd | 離型剤及び鋳造方法 |
| JP2009173814A (ja) * | 2008-01-25 | 2009-08-06 | Yushiro Chem Ind Co Ltd | 水系潤滑剤組成物及び加工方法 |
| WO2011070840A1 (ja) * | 2009-12-11 | 2011-06-16 | ユシロ化学工業株式会社 | 離型剤組成物及びそれを用いた鋳造方法 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015137002A1 (ja) * | 2014-03-12 | 2015-09-17 | 株式会社青木科学研究所 | 高温耐熱性油性離型剤、高温耐熱性静電塗布型油性離型剤及びその塗布方法 |
| JP2015171722A (ja) * | 2014-03-12 | 2015-10-01 | 株式会社青木科学研究所 | 高温耐熱性油性離型剤、高温耐熱性静電塗布型油性離型剤及びその塗布方法 |
| CN106132586A (zh) * | 2014-03-12 | 2016-11-16 | 株式会社青木科学研究所 | 高温耐热性油性脱模剂、高温耐热性静电涂布型油性脱模剂及其涂布方法 |
| EP3117926A4 (en) * | 2014-03-12 | 2017-07-26 | Aoki Science Institute Co., Ltd. | High temperature heat-resistant oil-based release agent, high temperature heat-resistant electrostatic application-type oil-based release agent, and application method therefor |
| US10711220B2 (en) | 2014-03-12 | 2020-07-14 | Aoki Science Institute Co., Ltd. | High temperature heat-resistant oil-based release agent, high temperature heat-resistant electrostatic application-type oil-based release agent, and application method therefor |
| CN106132586B (zh) * | 2014-03-12 | 2019-03-15 | 株式会社青木科学研究所 | 高温耐热性油性脱模剂、高温耐热性静电涂布型油性脱模剂及其涂布方法 |
| EP3174063B1 (en) * | 2014-07-22 | 2020-05-06 | Kabushiki Kaisha Toshiba | Channel box for a fuel assembly of a boiling water reactor |
| US10878968B2 (en) | 2014-07-22 | 2020-12-29 | Kabushiki Kaisha Toshiba | Channel box |
| JPWO2016021006A1 (ja) * | 2014-08-06 | 2017-07-13 | 株式会社青木科学研究所 | 金型用離型剤の膜厚計測方法、この膜厚計測方法に用いる塗布液及びこの膜厚計測方法に用いる蛍光強度測定機 |
| CN104174813A (zh) * | 2014-08-14 | 2014-12-03 | 济南圣泉集团股份有限公司 | 一种脱模剂及其制备方法 |
| CN104174813B (zh) * | 2014-08-14 | 2016-06-08 | 济南圣泉集团股份有限公司 | 一种脱模剂及其制备方法 |
| CN105602687A (zh) * | 2016-01-08 | 2016-05-25 | 泉州众志金刚石工具有限公司 | 一种脱模剂组合物 |
| JP2019025498A (ja) * | 2017-07-27 | 2019-02-21 | 株式会社豊田中央研究所 | ダイカスト用金型およびダイカスト鋳造方法 |
| CN107876692A (zh) * | 2017-09-26 | 2018-04-06 | 上海力太化学有限公司 | 一种高性能水性金属压铸脱模剂、制备方法及其应用 |
| CN110591804A (zh) * | 2019-08-09 | 2019-12-20 | 青岛久益石墨有限公司 | 精锻脱模剂及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104125868A (zh) | 2014-10-29 |
| US20150057401A1 (en) | 2015-02-26 |
| CN104125868B (zh) | 2016-01-13 |
| WO2013111708A1 (ja) | 2013-08-01 |
| DE112013000661T5 (de) | 2014-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013111708A1 (ja) | 離型剤組成物 | |
| CN104588573B (zh) | 一种水基石墨润滑脱模剂 | |
| CN108788002B (zh) | 一种耐热铝合金压铸脱模剂及其制备方法和使用方法 | |
| CN108339930B (zh) | 一种应用于铝合金压铸件的水基脱模剂及其制备方法 | |
| CN103831393A (zh) | 一种水性铝合金压铸脱模剂及其制备方法 | |
| CN104140868B (zh) | 一种微胶囊化润滑油、润滑油涂层材料及其制备方法 | |
| WO2007078228A1 (en) | Lubricant for powder metallurgical compositions | |
| CN107384562B (zh) | 一种铝合金水基压铸脱模剂及其制备方法 | |
| CN108838318B (zh) | 一种耐高温铸造用脱模剂及其制备方法和使用方法 | |
| CN110918867A (zh) | 一种不锈钢专用覆膜砂及其制备工艺 | |
| CN109434010A (zh) | 一种铝合金脱模剂组合物及其制备方法 | |
| TW200533760A (en) | Metal powder composition and preparation thereof | |
| TWI288177B (en) | Lubricants for insulated soft magnetic iron-based powder compositions | |
| US20030109388A1 (en) | Lubricant system for use in powdered metals | |
| JP2008503653A5 (ja) | 粉末組成物、及び軟磁性部品の製造方法 | |
| KR101673821B1 (ko) | 분말성형용 왁스계 열가소성 유기결합제 조성물 및 이를 이용한 피드스탁 조성물 | |
| CN108856643A (zh) | 一种3c电子产品外壳边框中板超薄镁合金压铸件脱模剂 | |
| JP2008093722A (ja) | 金型鋳造用離型剤及びその塗布方法 | |
| JP4953117B2 (ja) | ダイカスト油性離型剤 | |
| CN107034002A (zh) | 环保型水性脱模离型组合物 | |
| CN108907074B (zh) | 一种防氧化脱模剂及其制备方法和使用方法 | |
| CN105921687A (zh) | 一种用于生产铸铁锅的铸造用脱模剂及其制备方法 | |
| JP5121661B2 (ja) | ダイカスト方法 | |
| JP2002282997A (ja) | 低速ダイカスト用離型剤 | |
| CN102211866A (zh) | 一种玻璃模具润滑剂的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140624 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151120 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161024 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161101 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170509 |