JP2012156400A - テープ拡張装置 - Google Patents
テープ拡張装置 Download PDFInfo
- Publication number
- JP2012156400A JP2012156400A JP2011015794A JP2011015794A JP2012156400A JP 2012156400 A JP2012156400 A JP 2012156400A JP 2011015794 A JP2011015794 A JP 2011015794A JP 2011015794 A JP2011015794 A JP 2011015794A JP 2012156400 A JP2012156400 A JP 2012156400A
- Authority
- JP
- Japan
- Prior art keywords
- tape
- plate
- workpiece
- expansion
- electromagnetic wave
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920005989 resin Polymers 0.000 claims abstract description 53
- 239000011347 resin Substances 0.000 claims abstract description 53
- 238000010438 heat treatment Methods 0.000 claims abstract description 40
- 238000001816 cooling Methods 0.000 claims description 19
- 230000007246 mechanism Effects 0.000 claims description 19
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims description 12
- 229910002092 carbon dioxide Inorganic materials 0.000 claims description 6
- 239000001569 carbon dioxide Substances 0.000 claims description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 6
- 241000276425 Xiphophorus maculatus Species 0.000 abstract 4
- 239000000853 adhesive Substances 0.000 description 23
- 230000001070 adhesive effect Effects 0.000 description 23
- 238000000034 method Methods 0.000 description 13
- 230000008569 process Effects 0.000 description 10
- 230000005855 radiation Effects 0.000 description 7
- 230000001105 regulatory effect Effects 0.000 description 5
- 239000004065 semiconductor Substances 0.000 description 5
- 239000000919 ceramic Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 2
- 238000002835 absorbance Methods 0.000 description 2
- 238000013016 damping Methods 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 230000002829 reductive effect Effects 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 230000005457 Black-body radiation Effects 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
Images








Abstract
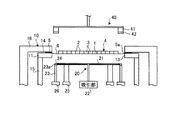
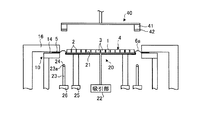
【解決手段】開口部に樹脂拡張テープを介して板状ワーク4を支持する環状フレーム5を保持するフレーム保持手段10と、環状フレーム5と板状ワーク4とを板状ワーク4の表面と垂直に交わる方向に離反させて樹脂拡張テープを拡張し板状ワーク4を分割予定ライン2に沿って分割する分割手段20と、を有するテープ拡張装置であって、樹脂拡張テープを2.5μm以上30.0μm以下の波長を含む電磁波の照射により加熱して樹脂拡張テープの拡張されて弛み6aを生じた箇所を収縮させる加熱手段40を有する。
【選択図】図4−4
Description
4 板状ワーク
5 環状フレーム
5a 開口部
6 樹脂拡張テープ
10 フレーム保持手段
20 分割手段
30 冷却手段
40 加熱手段
42 減衰機構
Claims (7)
- 開口部に樹脂拡張テープを介して板状ワークを支持する環状フレームを保持するフレーム保持手段と、前記環状フレームと前記板状ワークとを該板状ワークの表面と垂直に交わる方向に離反させて前記樹脂拡張テープを拡張し前記板状ワークを分割予定ラインに沿って分割する分割手段と、を有するテープ拡張装置であって、
前記樹脂拡張テープを2.5μm以上30.0μm以下の波長を含む電磁波の照射により加熱して該樹脂拡張テープの拡張された箇所を収縮させる加熱手段を有することを特徴とするテープ拡張装置。 - 照射する前記電磁波は、ピーク波長が2.5μm以上30.0μm以下に存在することを特徴とする請求項1に記載のテープ拡張装置。
- 照射する前記電磁波は、ピーク波長が2.5μm以上10.0μm以下に存在することを特徴とする請求項1に記載のテープ拡張装置。
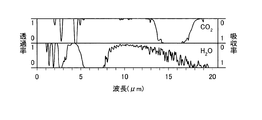
- 前記加熱手段と前記樹脂拡張テープとの間の雰囲気には、水蒸気を含む空気が存在し、
照射する前記電磁波は、ピーク波長が3.0μm以上5.0μm以下又は8.0μm以上30.0μm以下に存在することを特徴とする請求項1に記載のテープ拡張装置。 - 前記加熱手段と前記樹脂拡張テープとの間の雰囲気には、二酸化炭素が存在し、
照射する前記電磁波は、ピーク波長が2.5μm以上14.0μm以下又は17.0μm以上30.0μm以下に存在することを特徴とする請求項1に記載のテープ拡張装置。 - 前記加熱手段は、少なくとも2.5μm未満の波長の電磁波を減衰させる減衰機構を有することを特徴とする請求項1〜3のいずれか一つに記載のテープ拡張装置。
- 前記樹脂拡張テープを拡張し前記板状ワークを分割予定ラインに沿って分割する際に、前記板状ワークを冷却する冷却手段を有することを特徴とする請求項1〜6のいずれか一つに記載のテープ拡張装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011015794A JP2012156400A (ja) | 2011-01-27 | 2011-01-27 | テープ拡張装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011015794A JP2012156400A (ja) | 2011-01-27 | 2011-01-27 | テープ拡張装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012156400A true JP2012156400A (ja) | 2012-08-16 |
Family
ID=46837795
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011015794A Pending JP2012156400A (ja) | 2011-01-27 | 2011-01-27 | テープ拡張装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012156400A (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012186504A (ja) * | 2011-02-16 | 2012-09-27 | Tokyo Seimitsu Co Ltd | ワーク分割装置及びワーク分割方法 |
| JP2014232782A (ja) * | 2013-05-28 | 2014-12-11 | 株式会社ディスコ | チップ間隔維持装置 |
| JP2015067456A (ja) * | 2013-09-30 | 2015-04-13 | 三星テクウィン株式会社Samsung Techwin Co., Ltd | 部品積載装置 |
| JP2015133370A (ja) * | 2014-01-10 | 2015-07-23 | 株式会社ディスコ | 分割装置及び被加工物の分割方法 |
| JP2015173203A (ja) * | 2014-03-12 | 2015-10-01 | 株式会社ディスコ | ダイシングテープの拡張方法 |
| KR20160003556A (ko) | 2014-07-01 | 2016-01-11 | 가부시기가이샤 디스코 | 칩 간격 유지 장치 |
| JP2016076737A (ja) * | 2016-02-12 | 2016-05-12 | 株式会社東京精密 | ワーク分割装置及びワーク分割方法 |
| JP2016181708A (ja) * | 2016-05-16 | 2016-10-13 | 株式会社東京精密 | ワーク分割装置及びワーク分割方法 |
| KR20170026169A (ko) * | 2015-08-27 | 2017-03-08 | 가부시키가이샤 무라타 세이사쿠쇼 | 필름 확장 장치 및 그것을 이용한 전자부품의 제조 방법 |
| JP2018037647A (ja) * | 2016-06-21 | 2018-03-08 | 株式会社ディスコ | ウェーハを加工する方法およびウェーハ加工システム |
| JP2018170525A (ja) * | 2018-07-09 | 2018-11-01 | 株式会社東京精密 | ワーク分割装置及びワーク分割方法 |
| JP2019145707A (ja) * | 2018-02-22 | 2019-08-29 | アスリートFa株式会社 | ボール搭載装置 |
| KR20230136532A (ko) | 2022-03-18 | 2023-09-26 | 가부시기가이샤 디스코 | 확장 방법 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01295200A (ja) * | 1988-05-21 | 1989-11-28 | Mc Sci:Kk | 放射線減衰装置 |
| JPH0820039A (ja) * | 1994-07-05 | 1996-01-23 | Mitsubishi Rayon Co Ltd | 射出同時成形方法 |
| JPH11188787A (ja) * | 1997-12-26 | 1999-07-13 | Bridgestone Corp | 樹脂シートを用いた熱成形方法 |
| JP2001189270A (ja) * | 1999-12-01 | 2001-07-10 | Asm Lithography Bv | リソグラフィ装置等のためのフィルタ |
| JP2006114691A (ja) * | 2004-10-14 | 2006-04-27 | Disco Abrasive Syst Ltd | ウエーハの分割方法 |
| JP2007027562A (ja) * | 2005-07-20 | 2007-02-01 | Disco Abrasive Syst Ltd | ウエーハに装着された接着フィルムの破断方法 |
| JP2007027250A (ja) * | 2005-07-13 | 2007-02-01 | Disco Abrasive Syst Ltd | ウエーハに装着された接着フィルムの破断装置 |
| WO2007139022A1 (ja) * | 2006-05-26 | 2007-12-06 | Nalux Co., Ltd. | 赤外光源およびその製造方法 |
-
2011
- 2011-01-27 JP JP2011015794A patent/JP2012156400A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01295200A (ja) * | 1988-05-21 | 1989-11-28 | Mc Sci:Kk | 放射線減衰装置 |
| JPH0820039A (ja) * | 1994-07-05 | 1996-01-23 | Mitsubishi Rayon Co Ltd | 射出同時成形方法 |
| JPH11188787A (ja) * | 1997-12-26 | 1999-07-13 | Bridgestone Corp | 樹脂シートを用いた熱成形方法 |
| JP2001189270A (ja) * | 1999-12-01 | 2001-07-10 | Asm Lithography Bv | リソグラフィ装置等のためのフィルタ |
| JP2006114691A (ja) * | 2004-10-14 | 2006-04-27 | Disco Abrasive Syst Ltd | ウエーハの分割方法 |
| JP2007027250A (ja) * | 2005-07-13 | 2007-02-01 | Disco Abrasive Syst Ltd | ウエーハに装着された接着フィルムの破断装置 |
| JP2007027562A (ja) * | 2005-07-20 | 2007-02-01 | Disco Abrasive Syst Ltd | ウエーハに装着された接着フィルムの破断方法 |
| WO2007139022A1 (ja) * | 2006-05-26 | 2007-12-06 | Nalux Co., Ltd. | 赤外光源およびその製造方法 |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012186504A (ja) * | 2011-02-16 | 2012-09-27 | Tokyo Seimitsu Co Ltd | ワーク分割装置及びワーク分割方法 |
| JP2014232782A (ja) * | 2013-05-28 | 2014-12-11 | 株式会社ディスコ | チップ間隔維持装置 |
| JP2015067456A (ja) * | 2013-09-30 | 2015-04-13 | 三星テクウィン株式会社Samsung Techwin Co., Ltd | 部品積載装置 |
| JP2015133370A (ja) * | 2014-01-10 | 2015-07-23 | 株式会社ディスコ | 分割装置及び被加工物の分割方法 |
| JP2015173203A (ja) * | 2014-03-12 | 2015-10-01 | 株式会社ディスコ | ダイシングテープの拡張方法 |
| TWI657727B (zh) * | 2014-07-01 | 2019-04-21 | 日商迪思科股份有限公司 | Wafer interval maintaining device |
| KR20160003556A (ko) | 2014-07-01 | 2016-01-11 | 가부시기가이샤 디스코 | 칩 간격 유지 장치 |
| JP2016015360A (ja) * | 2014-07-01 | 2016-01-28 | 株式会社ディスコ | チップ間隔維持装置 |
| KR102250467B1 (ko) * | 2014-07-01 | 2021-05-12 | 가부시기가이샤 디스코 | 칩 간격 유지 장치 |
| CN105280553B (zh) * | 2014-07-01 | 2019-09-06 | 株式会社迪思科 | 芯片间隔维持装置 |
| CN105280553A (zh) * | 2014-07-01 | 2016-01-27 | 株式会社迪思科 | 芯片间隔维持装置 |
| US9991151B2 (en) | 2014-07-01 | 2018-06-05 | Disco Corporation | Chip spacing maintaining apparatus |
| KR101869284B1 (ko) * | 2015-08-27 | 2018-06-20 | 가부시키가이샤 무라타 세이사쿠쇼 | 필름 확장 장치 및 그것을 이용한 전자부품의 제조 방법 |
| KR20170026169A (ko) * | 2015-08-27 | 2017-03-08 | 가부시키가이샤 무라타 세이사쿠쇼 | 필름 확장 장치 및 그것을 이용한 전자부품의 제조 방법 |
| JP2016076737A (ja) * | 2016-02-12 | 2016-05-12 | 株式会社東京精密 | ワーク分割装置及びワーク分割方法 |
| JP2016181708A (ja) * | 2016-05-16 | 2016-10-13 | 株式会社東京精密 | ワーク分割装置及びワーク分割方法 |
| JP2018037647A (ja) * | 2016-06-21 | 2018-03-08 | 株式会社ディスコ | ウェーハを加工する方法およびウェーハ加工システム |
| JP2019145707A (ja) * | 2018-02-22 | 2019-08-29 | アスリートFa株式会社 | ボール搭載装置 |
| JP7064749B2 (ja) | 2018-02-22 | 2022-05-11 | アスリートFa株式会社 | ボール搭載装置 |
| JP2018170525A (ja) * | 2018-07-09 | 2018-11-01 | 株式会社東京精密 | ワーク分割装置及びワーク分割方法 |
| KR20230136532A (ko) | 2022-03-18 | 2023-09-26 | 가부시기가이샤 디스코 | 확장 방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012156400A (ja) | テープ拡張装置 | |
| JP6425435B2 (ja) | チップ間隔維持装置 | |
| JP5378780B2 (ja) | テープ拡張方法およびテープ拡張装置 | |
| JP7049941B2 (ja) | ウエーハの加工方法 | |
| JP7071782B2 (ja) | ウェーハの加工方法 | |
| JP2021048407A (ja) | ウェハの処理方法 | |
| TWI747835B (zh) | 封裝基板之加工方法 | |
| JP2019021808A (ja) | ウエーハの加工方法 | |
| JP6175470B2 (ja) | レーザダイシング装置及び方法 | |
| JP2018200913A (ja) | ウェーハの加工方法 | |
| JP5829433B2 (ja) | レーザダイシング装置及び方法 | |
| JP2021082631A (ja) | 保護部材の設置方法、被加工物の加工方法及び保護部材の製造方法 | |
| JP2010147316A (ja) | テープ拡張方法およびテープ拡張装置 | |
| KR102181999B1 (ko) | 확장 시트, 확장 시트의 제조 방법 및 확장 시트의 확장 방법 | |
| JP5345348B2 (ja) | 破断方法及び破断装置 | |
| JP2008283056A (ja) | 接着フィルム破断装置 | |
| JP6842352B2 (ja) | バーコードシールの保護方法 | |
| JP2021153113A (ja) | 拡張装置及びデバイスチップの製造方法 | |
| TW201533784A (zh) | 密封片貼附方法 | |
| KR102501353B1 (ko) | 지지 장치 및 지지 방법 | |
| JP2020129642A (ja) | エキスパンドシートの拡張方法 | |
| JP6211853B2 (ja) | 基板の分割方法 | |
| JP7402601B2 (ja) | 個片体形成装置および個片体形成方法 | |
| JP2019197811A (ja) | 個片体形成装置および個片体形成方法 | |
| JP7345328B2 (ja) | 被加工物の加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141202 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150609 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150810 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160202 |