JP5378780B2 - テープ拡張方法およびテープ拡張装置 - Google Patents
テープ拡張方法およびテープ拡張装置 Download PDFInfo
- Publication number
- JP5378780B2 JP5378780B2 JP2008324134A JP2008324134A JP5378780B2 JP 5378780 B2 JP5378780 B2 JP 5378780B2 JP 2008324134 A JP2008324134 A JP 2008324134A JP 2008324134 A JP2008324134 A JP 2008324134A JP 5378780 B2 JP5378780 B2 JP 5378780B2
- Authority
- JP
- Japan
- Prior art keywords
- tape
- holding
- frame
- wafer
- expansion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Die Bonding (AREA)
- Dicing (AREA)
Description
[1]ウェーハ
図1の符号1は一実施形態でのワークである円板状の半導体ウェーハ(以下、ウェーハと略称)を示している。このウェーハ1はシリコンウェーハ等であって、厚さが例えば100〜700μm程度であり、外周部の一部には結晶方位を示すマークとしてオリエンテーションフラット1aが形成されている。ウェーハ1の表面には、格子状に形成された分割予定ライン2により多数の矩形状の半導体チップ(以下、チップと略称)3が区画されている。各チップ3の表面には、図示せぬICやLSI等の電子回路が形成されている。図1(b)に示すように、ウェーハ1の裏面にはダイボンディング用の上記DAF4が貼着されている。
次に、図2〜図9を参照してテープ拡張装置を説明する。
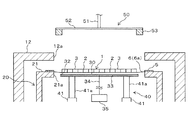
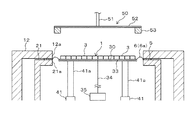
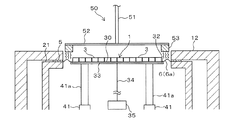
図2(a)は一実施形態に係るテープ拡張装置10の外観を示しており、図2(b)はテープ拡張装置10の内部要素を示す分解図である。また、図3はテープ拡張装置10の主要部の側面図、図4〜図8は同装置10の動作を示している。
次に、上記テープ拡張装置10の動作を説明する。この動作中に、本発明のテープ拡張方法が含まれている。
上記実施形態によれば、上記テープ保持工程において、テープ6の弛み領域6aの一部を保持溝32に吸着して保持することにより、上記テープ収縮工程では、弛み領域6aの、保持溝32による保持部分6bよりも外側部分のみが収縮し、内側部分は収縮せず拡張状態が保持される。このため、ヒータ53の加熱によって収縮しやすい外周寄りのチップ3間の間隔も拡張状態が保持され、すなわち全てのチップ3間の間隔が保持される。その結果、テープ6の弛みに起因するチップ3どうしの接触に伴うチップ3の破損や、破断されたDAF4どうしの接合といった不具合の発生が防止される。
Claims (2)
- 環状のフレームと、該フレームの開口部に配置される複数のチップが形成されたワークとに貼着され、該ワークを該フレームに支持させるテープを拡張した後、該テープにおける前記フレームの内縁と前記ワークの外縁との間の弛み領域を収縮させるテープ拡張方法であって、
保持手段に載置した前記テープを、待機位置から、該テープを拡張する拡張位置に位置付けて拡張するテープ拡張工程と、
該テープを前記拡張位置に位置付けて拡張した状態で、前記弛み領域の一部を、前記保持手段に形成した保持溝に吸着して全周にわたって保持し、該テープの該保持溝に吸着された部分の内側を拡張状態に保持するテープ保持工程と、
該テープを、前記待機位置に位置付けて前記弛み領域を弛ませた状態としてから、該弛み領域に外的刺激を付与してテープを収縮させるテープ収縮工程と、を含むことを特徴とするテープ拡張方法。 - 環状のフレームと、該フレームの開口部に配置される多数のチップが形成されたワークとに貼着され、該ワークを該フレームに支持させるテープを拡張した後、該テープにおける前記フレームの内縁と前記ワークの外縁との間の弛み領域を収縮させるテープ拡張装置であって、
前記テープを保持可能な保持手段と、
該保持手段に載置された前記テープを、待機位置から、該テープを拡張する拡張位置に位置付けて拡張する拡張手段と、
前記テープの前記弛み領域に外的刺激を付与する外的刺激付与手段と、を有し、
前記保持手段は、前記拡張手段によって前記テープを前記拡張位置に位置付けて拡張した状態で、前記弛み領域の一部を全周にわたって保持し、該テープの保持された部分の内側を拡張状態に保持する保持部を有し、該保持部は、前記保持手段に形成され、吸引源に連通する保持溝であって、該保持溝に前記テープの前記弛み領域の前記一部を吸着作用によって保持することを特徴とするテープ拡張装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008324134A JP5378780B2 (ja) | 2008-12-19 | 2008-12-19 | テープ拡張方法およびテープ拡張装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008324134A JP5378780B2 (ja) | 2008-12-19 | 2008-12-19 | テープ拡張方法およびテープ拡張装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010147317A JP2010147317A (ja) | 2010-07-01 |
| JP5378780B2 true JP5378780B2 (ja) | 2013-12-25 |
Family
ID=42567412
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008324134A Active JP5378780B2 (ja) | 2008-12-19 | 2008-12-19 | テープ拡張方法およびテープ拡張装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5378780B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180133789A (ko) * | 2017-06-07 | 2018-12-17 | 가부시기가이샤 디스코 | 웨이퍼의 분할 방법 및 분할 장치 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5854215B2 (ja) * | 2011-02-16 | 2016-02-09 | 株式会社東京精密 | ワーク分割装置及びワーク分割方法 |
| KR101843794B1 (ko) | 2011-02-16 | 2018-03-30 | 가부시키가이샤 토쿄 세이미쯔 | 워크 분할장치 및 워크 분할방법 |
| JP5013148B1 (ja) * | 2011-02-16 | 2012-08-29 | 株式会社東京精密 | ワーク分割装置及びワーク分割方法 |
| JP5981154B2 (ja) * | 2012-02-02 | 2016-08-31 | 三菱電機株式会社 | 半導体装置の製造方法 |
| JP6295135B2 (ja) * | 2014-04-24 | 2018-03-14 | 日東電工株式会社 | ダイシング・ダイボンドフィルム |
| JP6266429B2 (ja) * | 2014-05-08 | 2018-01-24 | 株式会社ディスコ | チップ間隔維持装置及びチップ間隔維持方法 |
| JP6320198B2 (ja) * | 2014-06-27 | 2018-05-09 | 株式会社ディスコ | テープ拡張装置 |
| JP6741529B2 (ja) | 2016-09-09 | 2020-08-19 | 株式会社ディスコ | チップ間隔維持方法 |
| JP6376363B2 (ja) * | 2016-11-10 | 2018-08-22 | 株式会社東京精密 | ワーク分割装置 |
| JP7436772B2 (ja) | 2018-12-27 | 2024-02-22 | 日亜化学工業株式会社 | 半導体装置の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4288392B2 (ja) * | 2003-09-29 | 2009-07-01 | 株式会社東京精密 | エキスパンド方法 |
| JP5354149B2 (ja) * | 2008-04-08 | 2013-11-27 | 株式会社東京精密 | エキスパンド方法 |
-
2008
- 2008-12-19 JP JP2008324134A patent/JP5378780B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180133789A (ko) * | 2017-06-07 | 2018-12-17 | 가부시기가이샤 디스코 | 웨이퍼의 분할 방법 및 분할 장치 |
| KR102448225B1 (ko) | 2017-06-07 | 2022-09-27 | 가부시기가이샤 디스코 | 웨이퍼의 분할 방법 및 분할 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010147317A (ja) | 2010-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5378780B2 (ja) | テープ拡張方法およびテープ拡張装置 | |
| JP6962523B2 (ja) | ウェハの処理方法 | |
| JP7056844B2 (ja) | ウェハの処理方法 | |
| US7648850B2 (en) | Method for producing semiconductor chip | |
| JP6958924B2 (ja) | ウェハを処理する方法 | |
| US11315833B2 (en) | Wafer processing method including a test element group (TEG) cutting step | |
| KR102250216B1 (ko) | 웨이퍼의 가공 방법 | |
| TWI703625B (zh) | 晶圓的加工方法 | |
| WO2004038779A1 (ja) | エキスパンド方法及びエキスパンド装置 | |
| US9576835B2 (en) | Workpiece processing method | |
| JP2010153692A (ja) | ワーク分割方法およびテープ拡張装置 | |
| CN104009001B (zh) | 层叠晶片的加工方法和粘合片 | |
| US10580697B2 (en) | Workpiece dividing method | |
| JP2004193241A (ja) | 半導体ウエーハの分割方法 | |
| JP2010147316A (ja) | テープ拡張方法およびテープ拡張装置 | |
| JP6298699B2 (ja) | ウェーハの加工方法 | |
| JP2002353296A (ja) | ウェハの保護テープ剥離装置およびウェハのマウント装置 | |
| JP7106210B2 (ja) | 被加工物の加工方法 | |
| KR102181999B1 (ko) | 확장 시트, 확장 시트의 제조 방법 및 확장 시트의 확장 방법 | |
| JP2020129642A (ja) | エキスパンドシートの拡張方法 | |
| JP2018067678A (ja) | チップ間隔維持方法 | |
| CN107442943B (zh) | 扩展片 | |
| JP2017037992A (ja) | フレームユニット保持テーブル | |
| JP2008135513A (ja) | テープ拡張装置 | |
| JP7629790B2 (ja) | 清掃治具及びカバー部材の清掃方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130325 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130327 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130524 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130902 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130926 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5378780 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |