JP2010076040A - リテーナ・コッタ組付装置及び方法 - Google Patents
リテーナ・コッタ組付装置及び方法 Download PDFInfo
- Publication number
- JP2010076040A JP2010076040A JP2008246564A JP2008246564A JP2010076040A JP 2010076040 A JP2010076040 A JP 2010076040A JP 2008246564 A JP2008246564 A JP 2008246564A JP 2008246564 A JP2008246564 A JP 2008246564A JP 2010076040 A JP2010076040 A JP 2010076040A
- Authority
- JP
- Japan
- Prior art keywords
- cotter
- retainer
- peripheral surface
- shaft member
- spring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/042—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts specially adapted for combustion engines
- B23P19/045—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts specially adapted for combustion engines for assembling valve cotters and retainers of engine valves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L3/00—Lift-valve, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces; Parts or accessories thereof
- F01L3/10—Connecting springs to valve members
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L2303/00—Manufacturing of components used in valve arrangements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L2303/00—Manufacturing of components used in valve arrangements
- F01L2303/01—Tools for producing, mounting or adjusting, e.g. some part of the distribution
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53613—Spring applier or remover
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Automatic Assembly (AREA)
- Surgical Instruments (AREA)
Abstract
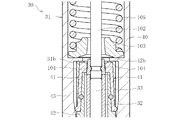
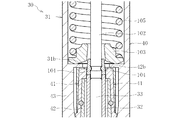
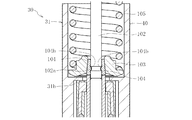
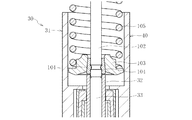
【解決手段】コッタ104の上方からコッタ104の内周に軸部材102を挿入することにより、コッタ104の大径側端面104aをコッタホルダ32により下方から支持することができる。この状態で、コッタ104の凸部104bと軸部材102の環状溝102aとの嵌合、及びコッタ104とリテーナ103とのテーパ嵌合を行うことにより、コッタが不安定となることはなく、軸部材102にリテーナ103及びコッタ104を精度良く組み付けることができる。
【選択図】図10
Description
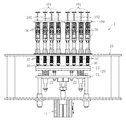
10 固定フレーム
11 駆動シリンダ
21 第1移動台
22 第1スプリング
23 第2移動台
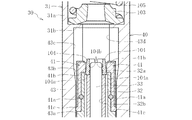
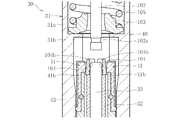
30 組付部
31 リテーナホルダ
32 コッタホルダ
33 ガイドピン
34 コッタ押さえ機構
35 固定部
36 当接部
37 第2スプリング
38 第3スプリング
39 第4スプリング
40 昇降スリーブ
41 挟持レバー(挟持部材)
42 レバー支持部
43 開閉部材
100 シリンダヘッド
101 バルブ
102 バルブステム(軸部材)
103 リテーナ
104 コッタ
105 バルブスプリング
Claims (6)
- 外周面に凹部を有する軸部材と、軸部材の凹部と軸方向に係合する凸部を内周面に有し、外周面が軸方向一方へ向けて漸次拡径したテーパ状に形成され、円周方向で複数に分割されたコッタと、コッタのテーパ状外周面と嵌合するテーパ状内周面を有するリテーナとを組み付けるためのリテーナ・コッタ組付装置であって、
コッタの大径側端面を下方から支持するコッタホルダと、コッタの上方からコッタの内周に軸部材を挿入するための第1移動手段と、コッタを外周から押さえてコッタの内周面の凸部を軸部材の外周面の凹部に嵌合させるためのコッタ押さえ機構と、コッタの上方からコッタの外周面にリテーナの内周面をテーパ嵌合させる第2移動手段とを備えたリテーナ・コッタ組付装置。 - コッタ押さえ機構が、コッタを挟持する一対の挟持部材と、挟持部材を開閉するためのカム面が設けられた開閉部材とを備え、前記第2移動手段により開閉部材を挟持部材に対して相対移動させることで挟持部材を開閉可能とした請求項1記載のリテーナ・コッタ組付装置。
- コッタの内周に挿入可能であり、且つ、軸部材による上方からの押圧力で下方に移動可能なガイドピンを設けた請求項1記載のリテーナ・コッタ組付装置。
- 軸部材に、軸方向一方へ向けて漸次拡径したテーパ状外周面を有するコッタと、コッタのテーパ状外周面と嵌合するテーパ状内周面を有するリテーナとを組み付けるための方法であって、
コッタの大径側端面を下方から支持した状態で、コッタの内周に上方から軸部材を挿入し、軸部材の外周面に形成された凹部とコッタの内周面に形成された凸部との軸方向位置を合わせ、この状態でコッタを外周から押さえることにより軸部材の凹部とコッタの凸部とを嵌合させ、さらにコッタのテーパ状外周面に上方からリテーナのテーパ状内周面を嵌合させるリテーナ・コッタ組付方法。 - 予めリテーナの上にスプリングを配置した状態で、軸部材にリテーナ及びコッタを組み付ける請求項4記載のリテーナ・コッタ組付方法。
- さらにスプリングの上にスプリングシートを配置した状態で、軸部材にリテーナ及びコッタを組み付ける請求項5記載のリテーナ・コッタ組付方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008246564A JP5073628B2 (ja) | 2008-09-25 | 2008-09-25 | リテーナ・コッタ組付装置及び方法 |
| CN2009801218716A CN102056707B (zh) | 2008-09-25 | 2009-01-14 | 固定器、开口销组装装置及方法 |
| PCT/JP2009/050353 WO2010035511A1 (ja) | 2008-09-25 | 2009-01-14 | リテーナ・コッタ組付装置及び方法 |
| US12/937,576 US8646159B2 (en) | 2008-09-25 | 2009-01-14 | Device and method for assembling retainer and cotter |
| ES09815930T ES2401122T3 (es) | 2008-09-25 | 2009-01-14 | Dispositivo y procedimiento de montaje de retenedores y chavetas |
| KR1020107024288A KR101464998B1 (ko) | 2008-09-25 | 2009-01-14 | 리테이너·코터 조립 장치 및 방법 |
| EP09815930A EP2327506B1 (en) | 2008-09-25 | 2009-01-14 | Device and method for assembling retainer and cotters |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008246564A JP5073628B2 (ja) | 2008-09-25 | 2008-09-25 | リテーナ・コッタ組付装置及び方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010076040A true JP2010076040A (ja) | 2010-04-08 |
| JP5073628B2 JP5073628B2 (ja) | 2012-11-14 |
Family
ID=42059522
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008246564A Active JP5073628B2 (ja) | 2008-09-25 | 2008-09-25 | リテーナ・コッタ組付装置及び方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8646159B2 (ja) |
| EP (1) | EP2327506B1 (ja) |
| JP (1) | JP5073628B2 (ja) |
| KR (1) | KR101464998B1 (ja) |
| CN (1) | CN102056707B (ja) |
| ES (1) | ES2401122T3 (ja) |
| WO (1) | WO2010035511A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011230248A (ja) * | 2010-04-28 | 2011-11-17 | Nac Feeding Kk | 弁コッタ及びリテーナの組付け装置 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5073628B2 (ja) * | 2008-09-25 | 2012-11-14 | 三洋機工株式会社 | リテーナ・コッタ組付装置及び方法 |
| JP5254071B2 (ja) * | 2009-02-17 | 2013-08-07 | 三洋機工株式会社 | バルブ組付装置 |
| JP5837326B2 (ja) * | 2011-05-13 | 2015-12-24 | 平田機工株式会社 | リテーナ組付装置及びリテーナ組付方法 |
| US9523328B2 (en) | 2014-02-26 | 2016-12-20 | Ford Global Technologies, Llc | System, method and tooling for flexible assembly of cylinder-head valve trains |
| WO2017072825A1 (ja) * | 2015-10-26 | 2017-05-04 | 平田機工株式会社 | 組付装置、組付ヘッドおよび組付方法 |
| WO2017072826A1 (ja) * | 2015-10-26 | 2017-05-04 | 平田機工株式会社 | 組付装置および組付方法 |
| CN106392558B (zh) * | 2016-11-21 | 2018-10-26 | 王奔 | 曲轴连杆组装机的下料机构 |
| CN106787524A (zh) * | 2016-12-30 | 2017-05-31 | 浙江省三门县王中王电机焊接设备有限公司 | 飞叉式绕线机 |
| US20180304671A1 (en) * | 2017-04-19 | 2018-10-25 | Yu-Chun Liu | Pen assembly press and lever thereof |
| CN110962361A (zh) * | 2019-12-27 | 2020-04-07 | 安特金属成形(上海)有限公司 | 一种电脑配件弹片自动组装设备 |
| CN112879646B (zh) * | 2021-01-08 | 2022-07-12 | 山东贝特智联表计股份有限公司 | 一种带室温智能调节功能的分户热计量温控阀及生产装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6278225A (ja) * | 1985-09-28 | 1987-04-10 | Koutsu Seisakusho:Kk | 給糸用撚糸装置 |
| JPH01257535A (ja) * | 1987-09-18 | 1989-10-13 | Mazda Motor Corp | 産業用ロボットによる自動車エンジン組立方法 |
| JPH0788733A (ja) * | 1993-07-26 | 1995-04-04 | Suzuki Motor Corp | コッタ組付装置 |
| JPH08155763A (ja) * | 1994-12-12 | 1996-06-18 | Kubota Corp | コッタ取付装置 |
| JP2001334430A (ja) * | 2000-05-31 | 2001-12-04 | Nissan Diesel Motor Co Ltd | 分割コレットの組付装置 |
| JP2002285810A (ja) * | 2001-03-27 | 2002-10-03 | Toyota Motor Corp | バルブスプリングリテーナの組付方法 |
| JP2003311557A (ja) * | 2002-04-24 | 2003-11-05 | Hirata Corp | コッタ装着装置 |
| JP2007278230A (ja) * | 2006-04-10 | 2007-10-25 | Toyota Motor Corp | コッタ組付治具 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0217780Y2 (ja) * | 1985-11-06 | 1990-05-18 | ||
| US5761785A (en) * | 1995-06-30 | 1998-06-09 | Abb Flexible Automation, Inc. | Vacuum tool for installing valve spring retainer and keys |
| CN1116503C (zh) * | 1996-04-24 | 2003-07-30 | 富士乌兹克斯株式会社 | 防止积垢附着的进给阀装置 |
| JP3567125B2 (ja) * | 2000-10-16 | 2004-09-22 | 日本ピラー工業株式会社 | 樹脂製管材へのインナーリング圧入治具 |
| JP5073628B2 (ja) * | 2008-09-25 | 2012-11-14 | 三洋機工株式会社 | リテーナ・コッタ組付装置及び方法 |
| TWM379481U (en) * | 2009-10-26 | 2010-05-01 | Eugene Siddall Steven | Pen laminated fixture device |
| KR101077134B1 (ko) * | 2009-11-27 | 2011-10-26 | 주식회사 지엠에스 | 차량 에이비에스용 노말 오픈 솔레노이드 밸브의 조립장치 및 조립방법 |
-
2008
- 2008-09-25 JP JP2008246564A patent/JP5073628B2/ja active Active
-
2009
- 2009-01-14 EP EP09815930A patent/EP2327506B1/en active Active
- 2009-01-14 US US12/937,576 patent/US8646159B2/en active Active
- 2009-01-14 KR KR1020107024288A patent/KR101464998B1/ko active IP Right Grant
- 2009-01-14 ES ES09815930T patent/ES2401122T3/es active Active
- 2009-01-14 WO PCT/JP2009/050353 patent/WO2010035511A1/ja active Application Filing
- 2009-01-14 CN CN2009801218716A patent/CN102056707B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6278225A (ja) * | 1985-09-28 | 1987-04-10 | Koutsu Seisakusho:Kk | 給糸用撚糸装置 |
| JPH01257535A (ja) * | 1987-09-18 | 1989-10-13 | Mazda Motor Corp | 産業用ロボットによる自動車エンジン組立方法 |
| JPH0788733A (ja) * | 1993-07-26 | 1995-04-04 | Suzuki Motor Corp | コッタ組付装置 |
| JPH08155763A (ja) * | 1994-12-12 | 1996-06-18 | Kubota Corp | コッタ取付装置 |
| JP2001334430A (ja) * | 2000-05-31 | 2001-12-04 | Nissan Diesel Motor Co Ltd | 分割コレットの組付装置 |
| JP2002285810A (ja) * | 2001-03-27 | 2002-10-03 | Toyota Motor Corp | バルブスプリングリテーナの組付方法 |
| JP2003311557A (ja) * | 2002-04-24 | 2003-11-05 | Hirata Corp | コッタ装着装置 |
| JP2007278230A (ja) * | 2006-04-10 | 2007-10-25 | Toyota Motor Corp | コッタ組付治具 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011230248A (ja) * | 2010-04-28 | 2011-11-17 | Nac Feeding Kk | 弁コッタ及びリテーナの組付け装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5073628B2 (ja) | 2012-11-14 |
| EP2327506A1 (en) | 2011-06-01 |
| CN102056707A (zh) | 2011-05-11 |
| ES2401122T3 (es) | 2013-04-17 |
| EP2327506B1 (en) | 2012-12-26 |
| KR20110063396A (ko) | 2011-06-10 |
| EP2327506A4 (en) | 2012-04-04 |
| WO2010035511A1 (ja) | 2010-04-01 |
| KR101464998B1 (ko) | 2014-11-25 |
| US20110023277A1 (en) | 2011-02-03 |
| CN102056707B (zh) | 2013-05-08 |
| US8646159B2 (en) | 2014-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5073628B2 (ja) | リテーナ・コッタ組付装置及び方法 | |
| KR101101862B1 (ko) | 캠 샤프트의 조립 장치 | |
| CN107598531B (zh) | 用于将衬套装入转向节销孔的装置 | |
| KR101134611B1 (ko) | 압입기를 구비한 스냅링 자동조립체결장치 | |
| JP5837326B2 (ja) | リテーナ組付装置及びリテーナ組付方法 | |
| JP4033703B2 (ja) | コッタ装着装置 | |
| JP2012179663A (ja) | 圧入装置 | |
| JP2009017701A (ja) | ロータかしめ方法およびロータかしめ装置 | |
| JP5772746B2 (ja) | リテーナおよびバルブスプリング取付方法および取付工具 | |
| JP5224596B2 (ja) | リテーナコッタ組付方法 | |
| JP2012002277A (ja) | シザーズギア組立装置 | |
| JP2562114B2 (ja) | 円筒体のシール検査装置 | |
| JP2000225579A (ja) | ピストン挿入装置 | |
| KR100567421B1 (ko) | 코어드릴용 비트의 지그 | |
| KR101376173B1 (ko) | 실린더블록에 피스톤 조립체를 조립하기 위한 조립장치 및 조립방법 | |
| JP5254071B2 (ja) | バルブ組付装置 | |
| JP2014118955A (ja) | バルブコッター嵌込システム及びバルブコッター嵌込方法 | |
| JP5121620B2 (ja) | 電子部品挟持装置および電子部品挟持方法 | |
| JP2583674B2 (ja) | 筒状ワークの保持装置 | |
| JP6739869B2 (ja) | プロジェクション溶接装置 | |
| JP2004209621A (ja) | スナップリング組付装置 | |
| US20210402617A1 (en) | Retainer gripping device | |
| JP3025320B2 (ja) | カルダン継手用のチャック装置 | |
| WO2021024892A1 (ja) | コネクティングロッドの破断装置、破断方法並びにコネクティングロッドの製造方法 | |
| JP6012096B2 (ja) | ピストンリング組付装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110309 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120806 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120822 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5073628 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150831 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |