JP2010047802A - アルミニウム又はアルミニウム合金の表面処理方法 - Google Patents
アルミニウム又はアルミニウム合金の表面処理方法 Download PDFInfo
- Publication number
- JP2010047802A JP2010047802A JP2008212924A JP2008212924A JP2010047802A JP 2010047802 A JP2010047802 A JP 2010047802A JP 2008212924 A JP2008212924 A JP 2008212924A JP 2008212924 A JP2008212924 A JP 2008212924A JP 2010047802 A JP2010047802 A JP 2010047802A
- Authority
- JP
- Japan
- Prior art keywords
- aluminum
- zinc
- aluminum alloy
- substitution
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims abstract description 107
- 229910052782 aluminium Inorganic materials 0.000 title claims abstract description 104
- 238000000034 method Methods 0.000 title claims abstract description 97
- 229910000838 Al alloy Inorganic materials 0.000 title claims abstract description 68
- 238000004381 surface treatment Methods 0.000 title claims abstract description 21
- 229910052751 metal Inorganic materials 0.000 claims abstract description 94
- 239000002184 metal Substances 0.000 claims abstract description 94
- 229910052725 zinc Inorganic materials 0.000 claims abstract description 93
- 239000011701 zinc Substances 0.000 claims abstract description 93
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims abstract description 59
- 150000003839 salts Chemical class 0.000 claims abstract description 27
- 230000001590 oxidative effect Effects 0.000 claims abstract description 24
- 230000002378 acidificating effect Effects 0.000 claims abstract description 12
- 238000006467 substitution reaction Methods 0.000 claims description 61
- 239000007788 liquid Substances 0.000 claims description 52
- 238000007747 plating Methods 0.000 claims description 45
- 230000008569 process Effects 0.000 claims description 41
- 150000003751 zinc Chemical class 0.000 claims description 36
- 239000011248 coating agent Substances 0.000 claims description 33
- 238000000576 coating method Methods 0.000 claims description 33
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 claims description 23
- 239000000243 solution Substances 0.000 abstract description 34
- 238000006073 displacement reaction Methods 0.000 abstract description 3
- 239000003929 acidic solution Substances 0.000 abstract 1
- 239000012670 alkaline solution Substances 0.000 abstract 1
- 239000010408 film Substances 0.000 description 78
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 27
- 239000002253 acid Substances 0.000 description 24
- NWONKYPBYAMBJT-UHFFFAOYSA-L zinc sulfate Chemical compound [Zn+2].[O-]S([O-])(=O)=O NWONKYPBYAMBJT-UHFFFAOYSA-L 0.000 description 14
- 229910052759 nickel Inorganic materials 0.000 description 12
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 10
- 229910017604 nitric acid Inorganic materials 0.000 description 10
- 229920001223 polyethylene glycol Polymers 0.000 description 9
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 8
- 239000002585 base Substances 0.000 description 8
- 238000007772 electroless plating Methods 0.000 description 8
- 238000007654 immersion Methods 0.000 description 8
- 239000002202 Polyethylene glycol Substances 0.000 description 7
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 239000007800 oxidant agent Substances 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 229910052710 silicon Inorganic materials 0.000 description 7
- 239000010703 silicon Substances 0.000 description 7
- 239000000758 substrate Substances 0.000 description 7
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 6
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 6
- 239000003513 alkali Substances 0.000 description 6
- 239000007864 aqueous solution Substances 0.000 description 6
- 239000010949 copper Substances 0.000 description 6
- 238000004090 dissolution Methods 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 229910052802 copper Inorganic materials 0.000 description 5
- 229910044991 metal oxide Inorganic materials 0.000 description 5
- 150000004706 metal oxides Chemical class 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 238000004544 sputter deposition Methods 0.000 description 5
- 239000004094 surface-active agent Substances 0.000 description 5
- 239000010409 thin film Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 4
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 4
- 229910052709 silver Inorganic materials 0.000 description 4
- 239000004332 silver Substances 0.000 description 4
- WGTYBPLFGIVFAS-UHFFFAOYSA-M tetramethylammonium hydroxide Chemical compound [OH-].C[N+](C)(C)C WGTYBPLFGIVFAS-UHFFFAOYSA-M 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 229910018125 Al-Si Inorganic materials 0.000 description 3
- 229910018520 Al—Si Inorganic materials 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 238000013019 agitation Methods 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 239000002738 chelating agent Substances 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 238000009713 electroplating Methods 0.000 description 3
- 230000003628 erosive effect Effects 0.000 description 3
- 238000009472 formulation Methods 0.000 description 3
- 229910052737 gold Inorganic materials 0.000 description 3
- 239000010931 gold Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229910052763 palladium Inorganic materials 0.000 description 3
- 101100133719 Caenorhabditis elegans npr-18 gene Proteins 0.000 description 2
- RGHNJXZEOKUKBD-SQOUGZDYSA-N D-gluconic acid Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C(O)=O RGHNJXZEOKUKBD-SQOUGZDYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 2
- DHMQDGOQFOQNFH-UHFFFAOYSA-N Glycine Chemical compound NCC(O)=O DHMQDGOQFOQNFH-UHFFFAOYSA-N 0.000 description 2
- AEMRFAOFKBGASW-UHFFFAOYSA-N Glycolic acid Chemical compound OCC(O)=O AEMRFAOFKBGASW-UHFFFAOYSA-N 0.000 description 2
- WMFOQBRAJBCJND-UHFFFAOYSA-M Lithium hydroxide Chemical compound [Li+].[OH-] WMFOQBRAJBCJND-UHFFFAOYSA-M 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- JVTAAEKCZFNVCJ-UHFFFAOYSA-N lactic acid Chemical compound CC(O)C(O)=O JVTAAEKCZFNVCJ-UHFFFAOYSA-N 0.000 description 2
- 239000011133 lead Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- 229910021645 metal ion Inorganic materials 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 150000002823 nitrates Chemical class 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- USHAGKDGDHPEEY-UHFFFAOYSA-L potassium persulfate Chemical compound [K+].[K+].[O-]S(=O)(=O)OOS([O-])(=O)=O USHAGKDGDHPEEY-UHFFFAOYSA-L 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 230000009257 reactivity Effects 0.000 description 2
- 238000011160 research Methods 0.000 description 2
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- 239000011135 tin Substances 0.000 description 2
- BJEPYKJPYRNKOW-REOHCLBHSA-N (S)-malic acid Chemical compound OC(=O)[C@@H](O)CC(O)=O BJEPYKJPYRNKOW-REOHCLBHSA-N 0.000 description 1
- VILCJCGEZXAXTO-UHFFFAOYSA-N 2,2,2-tetramine Chemical compound NCCNCCNCCN VILCJCGEZXAXTO-UHFFFAOYSA-N 0.000 description 1
- LCPVQAHEFVXVKT-UHFFFAOYSA-N 2-(2,4-difluorophenoxy)pyridin-3-amine Chemical compound NC1=CC=CN=C1OC1=CC=C(F)C=C1F LCPVQAHEFVXVKT-UHFFFAOYSA-N 0.000 description 1
- URDCARMUOSMFFI-UHFFFAOYSA-N 2-[2-[bis(carboxymethyl)amino]ethyl-(2-hydroxyethyl)amino]acetic acid Chemical compound OCCN(CC(O)=O)CCN(CC(O)=O)CC(O)=O URDCARMUOSMFFI-UHFFFAOYSA-N 0.000 description 1
- 229910018182 Al—Cu Inorganic materials 0.000 description 1
- KXDHJXZQYSOELW-UHFFFAOYSA-N Carbamic acid Chemical class NC(O)=O KXDHJXZQYSOELW-UHFFFAOYSA-N 0.000 description 1
- RGHNJXZEOKUKBD-UHFFFAOYSA-N D-gluconic acid Natural products OCC(O)C(O)C(O)C(O)C(O)=O RGHNJXZEOKUKBD-UHFFFAOYSA-N 0.000 description 1
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 description 1
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 description 1
- KCXVZYZYPLLWCC-UHFFFAOYSA-N EDTA Chemical compound OC(=O)CN(CC(O)=O)CCN(CC(O)=O)CC(O)=O KCXVZYZYPLLWCC-UHFFFAOYSA-N 0.000 description 1
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 1
- DBVJJBKOTRCVKF-UHFFFAOYSA-N Etidronic acid Chemical compound OP(=O)(O)C(O)(C)P(O)(O)=O DBVJJBKOTRCVKF-UHFFFAOYSA-N 0.000 description 1
- 239000004471 Glycine Substances 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- QPCDCPDFJACHGM-UHFFFAOYSA-N N,N-bis{2-[bis(carboxymethyl)amino]ethyl}glycine Chemical compound OC(=O)CN(CC(O)=O)CCN(CC(=O)O)CCN(CC(O)=O)CC(O)=O QPCDCPDFJACHGM-UHFFFAOYSA-N 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical group CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- FEWJPZIEWOKRBE-UHFFFAOYSA-N Tartaric acid Natural products [H+].[H+].[O-]C(=O)C(O)C(O)C([O-])=O FEWJPZIEWOKRBE-UHFFFAOYSA-N 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- BJEPYKJPYRNKOW-UHFFFAOYSA-N alpha-hydroxysuccinic acid Natural products OC(=O)C(O)CC(O)=O BJEPYKJPYRNKOW-UHFFFAOYSA-N 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical class [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- BFNBIHQBYMNNAN-UHFFFAOYSA-N ammonium sulfate Chemical compound N.N.OS(O)(=O)=O BFNBIHQBYMNNAN-UHFFFAOYSA-N 0.000 description 1
- 229910052921 ammonium sulfate Inorganic materials 0.000 description 1
- 235000011130 ammonium sulphate Nutrition 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical class OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- OEYIOHPDSNJKLS-UHFFFAOYSA-N choline Chemical compound C[N+](C)(C)CCO OEYIOHPDSNJKLS-UHFFFAOYSA-N 0.000 description 1
- 229960001231 choline Drugs 0.000 description 1
- 235000015165 citric acid Nutrition 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000008139 complexing agent Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- BXLLINKJZLDGOX-UHFFFAOYSA-N dimethoxyphosphorylmethanamine Chemical compound COP(=O)(CN)OC BXLLINKJZLDGOX-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000000174 gluconic acid Substances 0.000 description 1
- 235000012208 gluconic acid Nutrition 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 239000004310 lactic acid Substances 0.000 description 1
- 235000014655 lactic acid Nutrition 0.000 description 1
- 239000001630 malic acid Substances 0.000 description 1
- 235000011090 malic acid Nutrition 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- MGFYIUFZLHCRTH-UHFFFAOYSA-N nitrilotriacetic acid Chemical compound OC(=O)CN(CC(O)=O)CC(O)=O MGFYIUFZLHCRTH-UHFFFAOYSA-N 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 229960003330 pentetic acid Drugs 0.000 description 1
- OJMIONKXNSYLSR-UHFFFAOYSA-N phosphorous acid Chemical compound OP(O)O OJMIONKXNSYLSR-UHFFFAOYSA-N 0.000 description 1
- -1 polyoxyethylene Polymers 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 150000003856 quaternary ammonium compounds Chemical class 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- CHQMHPLRPQMAMX-UHFFFAOYSA-L sodium persulfate Substances [Na+].[Na+].[O-]S(=O)(=O)OOS([O-])(=O)=O CHQMHPLRPQMAMX-UHFFFAOYSA-L 0.000 description 1
- 239000002195 soluble material Substances 0.000 description 1
- 239000011975 tartaric acid Substances 0.000 description 1
- 235000002906 tartaric acid Nutrition 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 239000012808 vapor phase Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/34—Pretreatment of metallic surfaces to be electroplated
- C25D5/42—Pretreatment of metallic surfaces to be electroplated of light metals
- C25D5/44—Aluminium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/54—Contact plating, i.e. electroless electrochemical plating
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/22—Electroplating: Baths therefor from solutions of zinc
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Chemically Coating (AREA)
- ing And Chemical Polishing (AREA)
Abstract
【解決手段】少なくとも表面にアルミニウム又はアルミニウム合金を有する被処理物を、アルミニウムと置換可能な金属の塩又は酸化物を含有する酸性又はアルカリ性のアルミニウム酸化皮膜除去液に浸漬し、アルミニウム又はアルミニウム合金表面にそのアルミニウム酸化皮膜を除去しつつ除去液中に含まれるアルミニウムと置換可能な金属の置換金属層を形成する工程、置換金属層を除去することなく亜鉛置換処理を行って、置換亜鉛被膜を形成する工程、置換亜鉛被膜と共に置換金属層を、酸化作用を有する液で除去する工程、及び、再び亜鉛置換処理を行って、置換亜鉛被膜を形成する工程を備えるアルミニウム又はアルミニウム合金の表面処理方法。
【選択図】なし
Description
請求項1:
(A)少なくとも表面にアルミニウム又はアルミニウム合金を有する被処理物を、アルミニウムと置換可能な金属の塩又は酸化物を含有する酸性又はアルカリ性のアルミニウム酸化皮膜除去液に浸漬し、アルミニウム又はアルミニウム合金表面にそのアルミニウム酸化皮膜を除去しつつ前記除去液中に含まれるアルミニウムと置換可能な金属の置換金属層を形成する工程、
(B)前記置換金属層を除去することなく亜鉛置換処理を行って、置換亜鉛被膜を形成する工程、
(C)前記置換亜鉛被膜と共に前記置換金属層を、酸化作用を有する液で除去する工程、及び
(D)再び亜鉛置換処理を行って、置換亜鉛被膜を形成する工程
を備えることを特徴とするアルミニウム又はアルミニウム合金の表面処理方法。
請求項2:
前記(D)工程の後、前記置換亜鉛被膜の上にめっき層を形成することを特徴とする請求項1記載の表面処理方法。
請求項3:
前記(D)工程の後に、更に、
(E)前記置換亜鉛被膜を、酸化作用を有する液で除去する工程、及び
(F)更に、亜鉛置換処理を行って置換亜鉛被膜を形成する工程
を備え、(E)工程及び(F)工程の処理を順に1回ずつ、又は交互に各々2回以上ずつ繰り返して実施することを特徴とする請求項1記載の表面処理方法。
請求項4:
前記(F)工程の後、前記置換亜鉛被膜の上にめっき層を形成することを特徴とする請求項3記載の表面処理方法。
本発明のアルミニウム又はアルミニウム合金の表面処理方法は、
(A)少なくとも表面にアルミニウム又はアルミニウム合金を有する被処理物を、アルミニウムと置換可能な金属の塩又は酸化物を含有する酸性又はアルカリ性のアルミニウム酸化皮膜除去液に浸漬し、アルミニウム又はアルミニウム合金表面にそのアルミニウム酸化皮膜を除去しつつ前記除去液中に含まれるアルミニウムと置換可能な金属の置換金属層を形成する工程、
(B)前記置換金属層を除去することなく亜鉛置換処理を行って、置換亜鉛被膜を形成する工程、
(C)前記置換亜鉛被膜と共に前記置換金属層を、酸化作用を有する液で除去する工程、及び
(D)再び亜鉛置換処理を行って、置換亜鉛被膜を形成する工程
を備える。
(E)前記置換亜鉛被膜を、酸化作用を有する液で除去する工程、及び
(F)更に、亜鉛置換処理を行って、置換亜鉛被膜を形成する工程
を備えていてもよい。(E)工程及び(F)工程の処理は、順に1回ずつ、又は交互に各々2回以上ずつ繰り返して実施することができる。
(D)工程又は前のサイクルの(F)工程で形成した置換亜鉛被膜が(E)工程で除去された後のアルミニウム又はアルミニウム合金表面に、置換亜鉛被膜が形成される。
めっき被処理物として、スパッタリング法により5μm厚みのアルミニウム層を被覆したシリコン板を、表1に示す配合にて調製した除去液に70℃にて10分間浸漬した。なお、除去液のpHはいずれも1以下であった。その後、表2に示すジンケート処理(ダブル)に従って、ジンケート処理、並びに置換金属層及び置換亜鉛被膜の除去処理を行なった。更に、無電解めっき法により1.0μm厚みのニッケルめっきを施した。
※2 上村工業株式会社製 MCT−17
※3 上村工業株式会社製 NPR−18
めっき被処理物として、スパッタリング法により5μm厚みのAl−Si(Si含量0.5質量%)層を被覆したシリコン板を、表3に示す配合にて調製した除去液に70℃にて10分間浸漬した。なお、除去液のpHはいずれも1以下であった。その後、表4に示すジンケート処理(トリプル)に従って、ジンケート処理、並びに置換金属層及び置換亜鉛被膜の除去処理を行なった。更に、無電解めっき法により1.0μm厚みのニッケルめっきを施した。
※2 上村工業株式会社製 MCT−17
※3 上村工業株式会社製 NPR−18
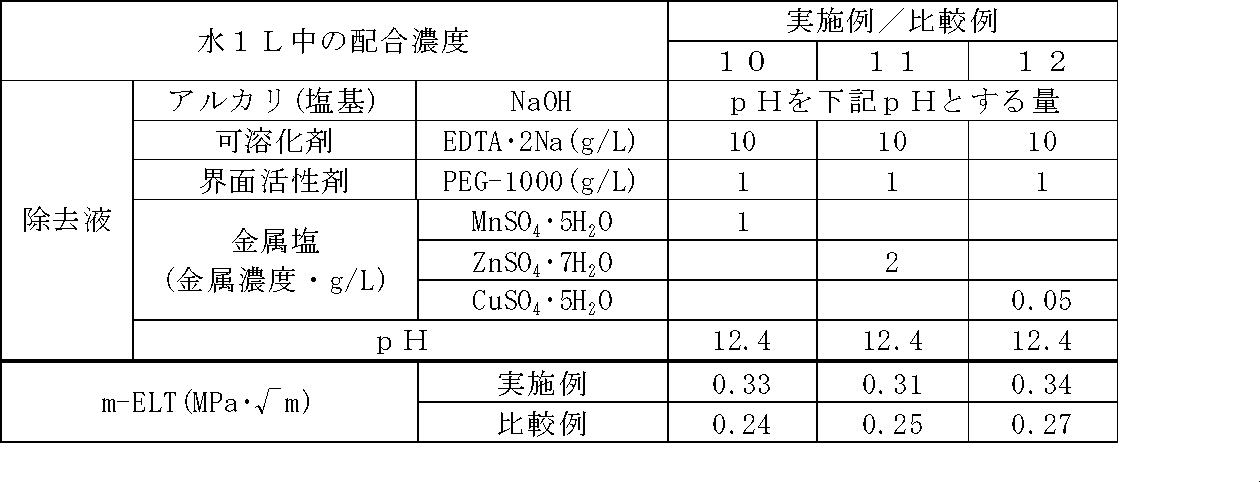
めっき被処理物として、スパッタリング法により5μm厚みのアルミニウム層を被覆したシリコン板を、表5に示す配合にて調製した除去液に50℃にて60秒間浸漬した。なお、除去液のpHはいずれも12.4とした。その後、表2に示すジンケート処理(ダブル)に従って、ジンケート処理、並びに置換金属層及び置換亜鉛被膜の除去処理を行なった。更に、無電解めっき法により1.0μm厚みのニッケルめっきを施した。
めっき被処理物として、スパッタリング法により5μm厚みのAl−Si(Si含量0.5質量%)層を被覆したシリコン板を、表6に示す配合にて調製した除去液に50℃にて60秒間浸漬した。なお、除去液のpHはいずれも12.4とした。その後、表4に示すジンケート処理(トリプル)に従って、ジンケート処理、並びに置換金属層及び置換亜鉛被膜の除去処理を行なった。更に、無電解めっき法により1.0μm厚みのニッケルめっきを施した。
Claims (4)
- (A)少なくとも表面にアルミニウム又はアルミニウム合金を有する被処理物を、アルミニウムと置換可能な金属の塩又は酸化物を含有する酸性又はアルカリ性のアルミニウム酸化皮膜除去液に浸漬し、アルミニウム又はアルミニウム合金表面にそのアルミニウム酸化皮膜を除去しつつ前記除去液中に含まれるアルミニウムと置換可能な金属の置換金属層を形成する工程、
(B)前記置換金属層を除去することなく亜鉛置換処理を行って、置換亜鉛被膜を形成する工程、
(C)前記置換亜鉛被膜と共に前記置換金属層を、酸化作用を有する液で除去する工程、及び
(D)再び亜鉛置換処理を行って、置換亜鉛被膜を形成する工程
を備えることを特徴とするアルミニウム又はアルミニウム合金の表面処理方法。 - 前記(D)工程の後、前記置換亜鉛被膜の上にめっき層を形成することを特徴とする請求項1記載の表面処理方法。
- 前記(D)工程の後に、更に、
(E)前記置換亜鉛被膜を、酸化作用を有する液で除去する工程、及び
(F)更に、亜鉛置換処理を行って、置換亜鉛被膜を形成する工程
を備え、(E)工程及び(F)工程の処理を順に1回ずつ、又は交互に各々2回以上ずつ繰り返して実施することを特徴とする請求項1記載の表面処理方法。 - 前記(F)工程の後、前記置換亜鉛被膜の上にめっき層を形成することを特徴とする請求項3記載の表面処理方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008212924A JP4605409B2 (ja) | 2008-08-21 | 2008-08-21 | アルミニウム又はアルミニウム合金の表面処理方法 |
| DE102009037855.3A DE102009037855B4 (de) | 2008-08-21 | 2009-08-18 | Verfahren zur Oberflächenbehandlung von Aluminium oder Aluminiumlegierungen |
| US12/544,304 US8414711B2 (en) | 2008-08-21 | 2009-08-20 | Method of surface treatment for aluminum or aluminum alloy |
| CN200910163494.4A CN101654798B (zh) | 2008-08-21 | 2009-08-21 | 铝或者铝合金的表面处理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008212924A JP4605409B2 (ja) | 2008-08-21 | 2008-08-21 | アルミニウム又はアルミニウム合金の表面処理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010047802A true JP2010047802A (ja) | 2010-03-04 |
| JP4605409B2 JP4605409B2 (ja) | 2011-01-05 |
Family
ID=41695385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008212924A Active JP4605409B2 (ja) | 2008-08-21 | 2008-08-21 | アルミニウム又はアルミニウム合金の表面処理方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8414711B2 (ja) |
| JP (1) | JP4605409B2 (ja) |
| CN (1) | CN101654798B (ja) |
| DE (1) | DE102009037855B4 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104562004A (zh) * | 2015-01-28 | 2015-04-29 | 江西富意美实业有限公司 | 一种各类温度控制器铝合金感温管及其制备方法 |
| JP2020196914A (ja) * | 2019-05-31 | 2020-12-10 | 奥野製薬工業株式会社 | めっき前処理方法 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5196102B2 (ja) * | 2007-01-12 | 2013-05-15 | 上村工業株式会社 | アルミニウム酸化皮膜用除去液及びアルミニウム又はアルミニウム合金の表面処理方法 |
| TWI477652B (zh) * | 2011-01-04 | 2015-03-21 | Hon Hai Prec Ind Co Ltd | 鋁及鋁合金表面防腐處理方法及其鋁製品 |
| KR20130113376A (ko) * | 2012-04-05 | 2013-10-15 | 타이코에이엠피(유) | 인쇄회로기판 및 그 제조방법 |
| KR20140073757A (ko) * | 2012-12-07 | 2014-06-17 | 타이코에이엠피(유) | 인쇄회로기판 및 그 제조방법 |
| KR20140123273A (ko) * | 2013-04-12 | 2014-10-22 | 타이코에이엠피(유) | 인쇄회로기판 및 그 제조방법 |
| US20160108254A1 (en) * | 2014-10-17 | 2016-04-21 | Meltex Inc. | Zinc immersion coating solutions, double-zincate method, method of forming a metal plating film, and semiconductor device |
| CN105024104B (zh) * | 2015-07-14 | 2017-05-10 | 北京航空航天大学 | 一种基于氧‑金属电池的金属电极活化方法 |
| CN109072470A (zh) * | 2016-06-03 | 2018-12-21 | 古河电气工业株式会社 | 表面处理材料及其制造方法和使用表面处理材料而形成的元件 |
| CN106567108A (zh) * | 2016-11-09 | 2017-04-19 | 广西新六合环保有限责任公司 | 一种铝材镀锌方法 |
| WO2018136220A1 (en) | 2017-01-18 | 2018-07-26 | Arconic Inc. | Methods of preparing 7xxx aluminum alloys for adhesive bonding, and products relating to the same |
| JP6936863B2 (ja) | 2017-03-06 | 2021-09-22 | アーコニック テクノロジーズ エルエルシーArconic Technologies Llc | 接着接合用の7xxxアルミニウム合金の調製方法、およびそれに関連する製品 |
| CN106987830B (zh) * | 2017-04-11 | 2018-02-02 | 深圳市创智成功科技有限公司 | 铝基材印制线路板化学镍钯金工艺 |
| EP3645208A4 (en) | 2017-06-28 | 2021-04-28 | Arconic Technologies LLC | PREPARATION PROCESSES ALLOWING THE ADHESIVE BOND OF 7XXX ALUMINUM ALLOYS, AND PRODUCTS ASSOCIATED WITH SUCH PROCESSES |
| DE102017125096B4 (de) * | 2017-10-26 | 2022-05-19 | Hanon Systems | Verfahren zum Herstellen eines Scrollverdichters und mit dem Verfahren hergestellter Scrollverdichter |
| US20190189312A1 (en) * | 2017-12-19 | 2019-06-20 | National Cheng Kung University | Pretreatment of Thick-Film Aluminum Electrode for Metal Plating |
| CN110034016B (zh) * | 2019-03-25 | 2022-03-29 | 华中科技大学 | 一种半导体芯片正面铝层可焊化方法 |
| CN110763746A (zh) * | 2019-10-21 | 2020-02-07 | 河北冀研能源科学技术研究院有限公司 | 一种发电厂在线钠表电极活化剂及应用 |
| CN111659640B (zh) * | 2020-05-14 | 2022-03-18 | 富乐德科技发展(大连)有限公司 | 半导体设备腔体内铝基材多孔分气装置超洁净清洗工艺 |
| JP2023069841A (ja) * | 2021-11-08 | 2023-05-18 | 上村工業株式会社 | 金属置換処理液、アルミニウム又はアルミニウム合金の表面処理方法 |
| CN115323379B (zh) * | 2022-08-23 | 2023-05-12 | 深圳市恒享表面处理技术有限公司 | 一种环保剥锌剂及其制备方法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09186101A (ja) * | 1995-11-02 | 1997-07-15 | Semiconductor Energy Lab Co Ltd | 半導体装置の作製方法 |
| JPH09316650A (ja) * | 1996-05-23 | 1997-12-09 | Fujitsu Ltd | 無電解ニッケルめっき用活性化処理液及びエッチング液並びに半導体装置の製造方法 |
| JPH10130852A (ja) * | 1996-10-23 | 1998-05-19 | Alps Electric Co Ltd | アルミへの亜鉛置換ニッケルメッキ方法 |
| JPH10265961A (ja) * | 1997-03-26 | 1998-10-06 | Mitsubishi Materials Corp | Al又はAl合金への無電解ニッケルめっき方法 |
| JPH11214421A (ja) * | 1997-10-13 | 1999-08-06 | Matsushita Electric Ind Co Ltd | 半導体素子の電極形成方法 |
| JP2002190491A (ja) * | 2000-12-22 | 2002-07-05 | Sharp Corp | 半導体装置およびその製造方法 |
| JP2004263267A (ja) * | 2003-03-04 | 2004-09-24 | C Uyemura & Co Ltd | アルミニウム酸化皮膜用除去液及びアルミニウム又はアルミニウム合金の表面処理方法 |
| JP2005314738A (ja) * | 2004-04-28 | 2005-11-10 | Technic Japan Inc | アルミニウム表面への無電解めっき方法および無電解めっき用触媒 |
| JP2006291259A (ja) * | 2005-04-07 | 2006-10-26 | Kumabo Metal:Kk | 帯電を抑制するアルミニウムまたはアルミニウム合金表面形成方法及び帯電を抑制するアルミニウムまたはアルミニウム合金部材 |
| JP2007002339A (ja) * | 2006-09-29 | 2007-01-11 | Fujitsu Ltd | マグネシウム材の表面処理方法 |
| JP2007254866A (ja) * | 2006-03-24 | 2007-10-04 | Dowa Holdings Co Ltd | アルミニウムまたはアルミニウム合金素材のめっき前処理方法 |
| JP2008169447A (ja) * | 2007-01-12 | 2008-07-24 | C Uyemura & Co Ltd | アルミニウム又はアルミニウム合金の表面処理方法 |
| JP2008169446A (ja) * | 2007-01-12 | 2008-07-24 | C Uyemura & Co Ltd | アルミニウム酸化皮膜用除去液及びアルミニウム又はアルミニウム合金の表面処理方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5182006A (en) | 1991-02-04 | 1993-01-26 | Enthone-Omi Inc. | Zincate solutions for treatment of aluminum and aluminum alloys |
| JPH1187392A (ja) | 1997-09-09 | 1999-03-30 | Oki Electric Ind Co Ltd | バンプ形成方法 |
| US6028011A (en) | 1997-10-13 | 2000-02-22 | Matsushita Electric Industrial Co., Ltd. | Method of forming electric pad of semiconductor device and method of forming solder bump |
| CN1314153C (zh) | 2002-03-15 | 2007-05-02 | 株式会社理研 | 固体高分子电解质型燃料电池的电池组件 |
| JP3959044B2 (ja) | 2003-05-26 | 2007-08-15 | メルテックス株式会社 | アルミニウムおよびアルミニウム合金のめっき前処理方法 |
| JP2007254886A (ja) | 2006-02-23 | 2007-10-04 | Bussan Nanotech Research Institute Inc | 複合材料 |
-
2008
- 2008-08-21 JP JP2008212924A patent/JP4605409B2/ja active Active
-
2009
- 2009-08-18 DE DE102009037855.3A patent/DE102009037855B4/de active Active
- 2009-08-20 US US12/544,304 patent/US8414711B2/en active Active
- 2009-08-21 CN CN200910163494.4A patent/CN101654798B/zh active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09186101A (ja) * | 1995-11-02 | 1997-07-15 | Semiconductor Energy Lab Co Ltd | 半導体装置の作製方法 |
| JPH09316650A (ja) * | 1996-05-23 | 1997-12-09 | Fujitsu Ltd | 無電解ニッケルめっき用活性化処理液及びエッチング液並びに半導体装置の製造方法 |
| JPH10130852A (ja) * | 1996-10-23 | 1998-05-19 | Alps Electric Co Ltd | アルミへの亜鉛置換ニッケルメッキ方法 |
| JPH10265961A (ja) * | 1997-03-26 | 1998-10-06 | Mitsubishi Materials Corp | Al又はAl合金への無電解ニッケルめっき方法 |
| JPH11214421A (ja) * | 1997-10-13 | 1999-08-06 | Matsushita Electric Ind Co Ltd | 半導体素子の電極形成方法 |
| JP2002190491A (ja) * | 2000-12-22 | 2002-07-05 | Sharp Corp | 半導体装置およびその製造方法 |
| JP2004263267A (ja) * | 2003-03-04 | 2004-09-24 | C Uyemura & Co Ltd | アルミニウム酸化皮膜用除去液及びアルミニウム又はアルミニウム合金の表面処理方法 |
| JP2005314738A (ja) * | 2004-04-28 | 2005-11-10 | Technic Japan Inc | アルミニウム表面への無電解めっき方法および無電解めっき用触媒 |
| JP2006291259A (ja) * | 2005-04-07 | 2006-10-26 | Kumabo Metal:Kk | 帯電を抑制するアルミニウムまたはアルミニウム合金表面形成方法及び帯電を抑制するアルミニウムまたはアルミニウム合金部材 |
| JP2007254866A (ja) * | 2006-03-24 | 2007-10-04 | Dowa Holdings Co Ltd | アルミニウムまたはアルミニウム合金素材のめっき前処理方法 |
| JP2007002339A (ja) * | 2006-09-29 | 2007-01-11 | Fujitsu Ltd | マグネシウム材の表面処理方法 |
| JP2008169447A (ja) * | 2007-01-12 | 2008-07-24 | C Uyemura & Co Ltd | アルミニウム又はアルミニウム合金の表面処理方法 |
| JP2008169446A (ja) * | 2007-01-12 | 2008-07-24 | C Uyemura & Co Ltd | アルミニウム酸化皮膜用除去液及びアルミニウム又はアルミニウム合金の表面処理方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104562004A (zh) * | 2015-01-28 | 2015-04-29 | 江西富意美实业有限公司 | 一种各类温度控制器铝合金感温管及其制备方法 |
| JP2020196914A (ja) * | 2019-05-31 | 2020-12-10 | 奥野製薬工業株式会社 | めっき前処理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US8414711B2 (en) | 2013-04-09 |
| US20100044341A1 (en) | 2010-02-25 |
| CN101654798A (zh) | 2010-02-24 |
| DE102009037855A1 (de) | 2010-04-15 |
| CN101654798B (zh) | 2015-03-11 |
| DE102009037855B4 (de) | 2022-12-15 |
| JP4605409B2 (ja) | 2011-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4605409B2 (ja) | アルミニウム又はアルミニウム合金の表面処理方法 | |
| JP5136746B2 (ja) | アルミニウム又はアルミニウム合金の表面処理方法 | |
| JP5196102B2 (ja) | アルミニウム酸化皮膜用除去液及びアルミニウム又はアルミニウム合金の表面処理方法 | |
| JP5699794B2 (ja) | アルミニウム酸化皮膜用除去液及びアルミニウム又はアルミニウム合金の表面処理方法 | |
| JP4538490B2 (ja) | アルミニウム又はアルミニウム合金上の金属置換処理液及びこれを用いた表面処理方法 | |
| JP4203724B2 (ja) | アルミニウム酸化皮膜用除去液及びアルミニウム又はアルミニウム合金の表面処理方法 | |
| JP5077555B2 (ja) | アルミニウム又はアルミニウム合金の表面処理方法 | |
| JP2004031791A (ja) | タングステン合金のエッチング液及びエッチング方法 | |
| JP2004346405A (ja) | アルミニウムおよびアルミニウム合金のめっき前処理方法 | |
| CN114807918A (zh) | 金属置换处理液、铝或铝合金的表面处理方法 | |
| JPS6320489A (ja) | めつきの剥離方法 | |
| JP5299321B2 (ja) | めっき方法 | |
| JP2009209425A (ja) | 無電解錫めっき浴及び無電解錫めっき方法 | |
| JP2010121151A (ja) | 表面処理方法 | |
| JP7416425B2 (ja) | アルミニウムおよびアルミニウム合金のめっき前処理方法 | |
| JP2023184437A (ja) | エッチング処理液、アルミニウム又はアルミニウム合金の表面処理方法 | |
| KR20230173025A (ko) | 에칭 처리액, 알루미늄 또는 알루미늄 합금의 표면 처리 방법 | |
| CN117248215A (zh) | 蚀刻处理液、铝或铝合金的表面处理方法 | |
| JP2024061524A (ja) | 無電解めっき液組成物および貴金属の析出方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100623 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100908 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100921 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4605409 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |